Шовная сварка: виды и их характеристика, принцип работы, оборудование, преимущества и недостатки
alexxlab | 17.08.2020 | 0 | Разное
Шовная контактная сварка
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек – в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки – в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Технологические особенности процесса
Шовная сварка во многом подобна точечной и отличается тем, что в качестве электрода используют вращающиеся ролики, обеспечивающие возможность последовательной сварки точек без снятия давления с электродов. При вращении роликов и перемещении между ними деталей сваривается последовательно сплошной ряд точек, перекрывающих одна другую и образующих сплошной шов.
Шовной сваркой наиболее часто выполняют нахлесточные соединения и по отбортовке аналогично применяемым при точечной сварке.
Для шовной сварки используют дисковые (роликовые) электроды диаметром от 40 до 400 мм с плоскоцилиндрической рабочей поверхностью при сварке сталей и со сферической поверхностью при сварке цветных и легких металлов и их сплавов.
Шовной сваркой выполняют протяженные швы следующими основными способами:
непрерывной сваркой — при непрерывном вращении роликов (электродов) и непрерывном действии сварочного тока;
прерывистой сваркой — при непрерывном вращении роликов и прерывистым (импульсным) действием сварочного тока;
шаговой — с периодической остановкой роликов после поворота их на заданный угол и подачей тока в моменты остановки.
Первые два способа обеспечивают возможность получения герметических швов.
Процесс непрерывной шовной сварки весьма неустойчив, так как по мере действия тока происходит возрастающий разогрев металла, сопровождающийся глубоким внедрением в него роликов. Способ используется для сварки металла толщиной до 1 мм.
При прерывистой шовной сварке получаются отдельные сварные точки (в моменты действия тока), которые, перекрывая одна другую, образуют непрерывный шов. При этом обеспечивается устойчивый процесс сварки без перегрева металла.
Большинство конструктивных элементов (рис. XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
XIII.6) сварных соединений шовной сварки имеют обозначения, аналогичные принятым для соединений точечной сварки.
Для получения плотного шва величина перекрытий f должна быть не менее 0,3 l.
Режимы сварки
Режимы шовной прерывистой (многоимпульсной) сварки сталей приводятся в табл. XIII.16 и XIII.17; сварки алюминиевых сплавов — в табл. XIII.18.
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989
См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
Холодная шовная сварка | Сварка и сварщик
Холодная шовная сварка – способ соединения деталей посредством вдавливания рабочих выступов вращающихся роликов или же пуансонов с кольцевыми рабочими выступами (подобных пуансонам для холодной точечной сварки) на глубину, при которой вследствие деформации образуется линейный или кольцевой сварной шов.
При холодной шовной сварке (холодной роликовой сварке) предварительно подготовленные заготовки помещают между роликами, сдавливают до полного проникновения рабочих выступов роликов в металл, роликам придают вращение. При этом заготовки перемещаются, и происходит их сварка по шву.
При односторонней холодной шовной сварке заготовки поддерживаются опорным роликом 9, деформирование заготовок производится роликом-пуансоном 8.
3 – рабочий выступ; 8 – рабочий ролик; 9 – опорный ролик
Рисунок 1 – Односторонняя холодная шовная сварка
При двухсторонней роликовой холодной сварке
ролики-пуансоны 3, 8 размещены по обеим сторонам заготовок.3 – рабочий выступ; 8 – рабочий ролик
Рисунок 2 – Двухсторонняя шовная холодная сварка
При сварке прямолинейных непрерывных швов ослабление сечения по всей его длине может сказаться на работоспособности сварного соединения. В этом случае применяют ролик – пуансон 4 с рабочими выступами на периферии – шовно-точечная сварка. Сварной шов получается в виде прерывистой цепочки сварных точек, и ослабление шва носит локальный характер.
Сварной шов получается в виде прерывистой цепочки сварных точек, и ослабление шва носит локальный характер.
Рисунок 3 – Холодная шовно-точечная сварка
Холодная сварка продавливанием через матрицу позволяет изготовлять изделия без предварительной обработки свариваемой детали, а также присоединять внутренние перегородки к трубе.
1 – свариваемые детали; 2 – пуансон; 10 – матрица
Основные технологические параметры шовной сварки аналогичны параметрам точечной сварки. Для кольцевой сварки степень деформации ε определяется по формуле:
ε = [1 – (D1 – D2)/2(δ1 – δ2)]100 %
где: D1 – диаметр отверстия матрицы;
D2 – диаметр рабочей части пуансона;
δ1, δ2 – толщины заготовок.
Скорость сварки 8 – 12 м/мин. Для односторонней и двухсторонней холодной роликовой сварки алюминия рекомендуется применять ролики следующих размеров: диаметр d = 50Δ, ширина рабочего выступа а = (1 – 1,5)Δ, высота рабочего выступа h = (0,8 – 0,9)Δ, ширина опорной части s = (2 – 4,5)Δ, где Δ – толщина свариваемого металла.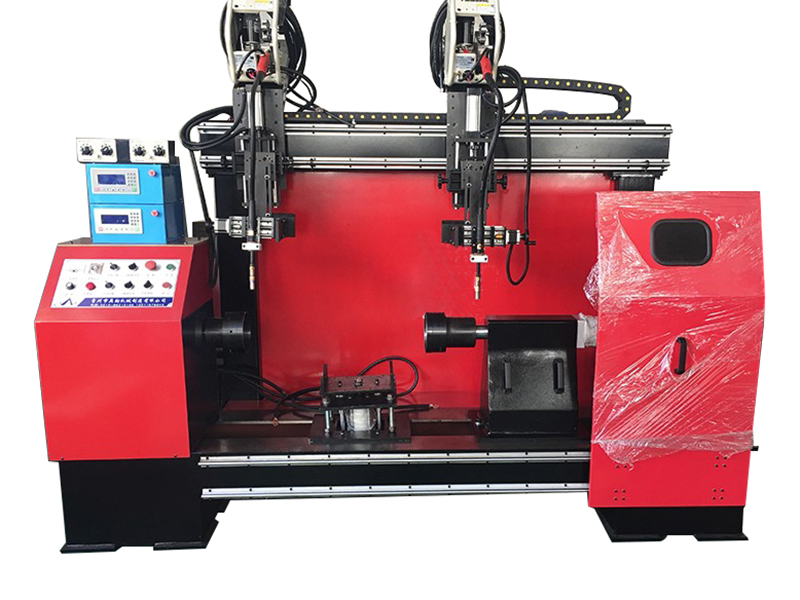
Удельное сварочное усилие (на 1 мм длины сварного шва) при соединении корпуса толщиной Δ1 = 0,5 мм с крышкой толщиной Δ2 = 0,75 – 1 мм составляет 1,25 – 1,50 кН/мм, а при Δ1 = 0,5 мм и Δ2 = 2 мм удельное усилие 1,75 кН/мм.
Холодная шовная сварка применяется:
- при сварке донышка алюминиевой посуды
- для герметизации корпусов различных изделий
- для герметизации поплавков карбюраторов
- при сварке алюминиевых ребер радиаторов силовых полупроводниковых приборов
Шовная сварка
Технология шовной сварки
Шовной сваркой можно варить герметичные швы.
Если не требуется герметичный шов, то шаг можно увеличить и варить без перекрытия.
Для того, чтобы шов был плотный, должен быть 0,5 – 0,6 , т.е. перекрыть 40-50%
Конструкция узлов и соединений: можно руководствоваться теми же рекомендациями, что и для точечной.
Следует отметить, что варить нужно не более 2-х деталей.
Три детали можно одновременно сваривать, но при незначительных толщинах (десятые доли мм) и на машинах.
Соединение нахлесточное или с отбортовкой.
При сварке изделие лучше располагать за пределами контура.
С помощью шовной сварки нахлесточное соединение можно варить с раздавливанием кромок.
Можно варить обечайки.
Если размер D меньше 60 мм, то варить следует на медной оправке
Шовной сваркой сваривают толщины 0,1-0,3 мм.
Подготовка деталей к сварке.
Проводится так же, как при точечной. Однако, более жесткие требования к чистоте поверхности, величине зазоров и сборке.
Если поверхность загрязнена, то резко увеличивается шунтирование тока и опасность непровара резко возрастает по сравнению с точечной сваркой.
Большие зазоры могут привести к прожогу. Смещение кромок деталей должно быть минимальным, т.к. ролики катятся с определенной скоростью.
Шаг прихватки 70-150 мм. Чем больше толщина, тем больше шаг. Прихватку осуществляют на шовной машине.
Шаг 40-60 мм – если шов должен быть герметичным.
Прихват по оси шва последующим швом с перекрытием оси заваривается.
При повышенных требованиях к герметичности допускается прихватка в стороне.
Если позволяет конструкция приспособления, то предпочтительнее вести сварку без прихватки.
Параметры режима шовной сварки
Iсв , кА – сила сварочного тока
tи и tп – длительность импульса и паузы
Pсж , Н – усилие сжатия электродов
V , м/мин – скорость сварки
l , мм – шаг сварки (расстояние между осями точек)
dэ , b , r – диаметр электрода, ширина рабочей поверхности для тонких электродов и радиус для сферических.
Сферические лучше, однако, при перезаточке сложно выполнить точность размеров, поэтому чаще делают плоские.
При выполнении параллельных швов, величина тока должна быть увеличена из-за учета шунтирования.
Если при сварке изделие вводится в контур, то за счет введении ферромассы и потерь на магнитное поле, которое создает вихревые токи в изделии, в конце процесса величина тока может понизиться до 40%. Это надо учитывать – делать приспособление из ферромагнитных материалов.
Лучше всего варить по отбортовке.
Если соединение внахлестку, то лучше варить половину шва, перевернуть и варить остальные половину шва.
Длительность tи и tп зависит от толщины материала.
Обычно корректируется при сварке первого изделия.
От tи и tп зависит размер литого ядра и величина перекрытия. Можно корректировать в процессе сварки.
Для н/у и нержавеющих сталей: tп=(1..1,2)
Для н/п закаливающихся сталей: tп=(0,5..0,8)
Для алюминиевых сплавов: tп=(1,5..2)
Для оцинкованных сталей: tп=(0,25..0,3)
Длительность импульса сварки для н/у сталей: tп=0,04(1+)
Для нержавеющих сталей: tп=0,03(1+)
Для алюминиевых сплавов: tп=0,02(1+)
Для машин переменного тока кратность равна 0,02 сек.
Для н/у сталей и алюминиевых сплавов: (1500…2000)δ+500, Н
Для нержавеющих жаропрочных титановых сплавов: (3000…4000)δ+1000, Н
0,06, м/мин
Шаг сварки зависит от свойств материала детали и от толщины.
Шовная сварка с раздавливанием кромок, когда ширина рабочей поверхности роликов больше величин нахлестки.
Такое соединение плохо работает при знакопеременных нагрузках.
Можно применять шовную сварку встык с накладками, такое соединение очень хорошо работает при знакопеременных нагрузках.
Таким способом модно соединять высокотеплопроводные материалы – медь и её сплавы.
Если накладки из молибдена, то они не привариваются к меди или стали.
Торцевая сварка
Применение этого способа требует более тщательного подбора параметров режима, т.к. можно получить выплеск жидкой фазы за пределы зоны соединения. Можем получить град.
Также по теме:
Шовная (роликовая) сварка: технология, машины
Роликовая (шовная) сварка соединяет в нахлест детали прерывистым или непрерывным швом. Получение последнего, герметичного шва происходит при перекрытии каждой следующей точки на 22-35 % предыдущей.
Устройство шовных машин схоже с аппаратами для точечного соединения. Составляющие части данных станков:
Составляющие части данных станков:
- станина;
- механизмы вращения и сжатия;
- электроды с креплениями;
- трансформатор.
Устройство машины для шовной сварки
Станина у станков — это ровная, массивная сварная или литая конструкция, которая выполняет роль надежной подставки. Механизмы сжатия могут быть комбинированными — пневмопривод взаимодействует с электродвигателем или раздельными (электромоторным, пневматическим, педальным). Сжатие с помощью педали (ручной труд человека), проигрывает другим системам.
Электроды для шовных машин, как вы уже можете догадаться, выполнены в форме дисков, которые вращаются через редуктор или иную систему приводящую их в движение. Часть станков используется для шаговой роликовой сварки, при остановке роликов происходит подача тока на свариваемые изделия.
Сами ролики крепятся на валу, при перпендикулярной сварке, ведущим выступает верхний ролик, а при продольном соединении — ведущий уже нижний.

Практически все машины, имеют в своей конструкции — импульсный прерыватель тока. С его помощью удается получить качественную сварку деталей из нержавеющей стали и цветных металлов. Прерыватели бывают двух типов: ламповые и механические.
Шовные машины (клещи)
Помимо стационарных агрегатов на рынке встречаются переносные (подвесные) модели с клещами. В устройстве таких станков имеются: клещи, трансформатор и подвесная система с пневматическим приводом, которая передвигает клещи вдоль и проворачивает их вокруг своей оси.
Видео: принцип работы клещей шовной сварки.
Описание технологии шовной сварки
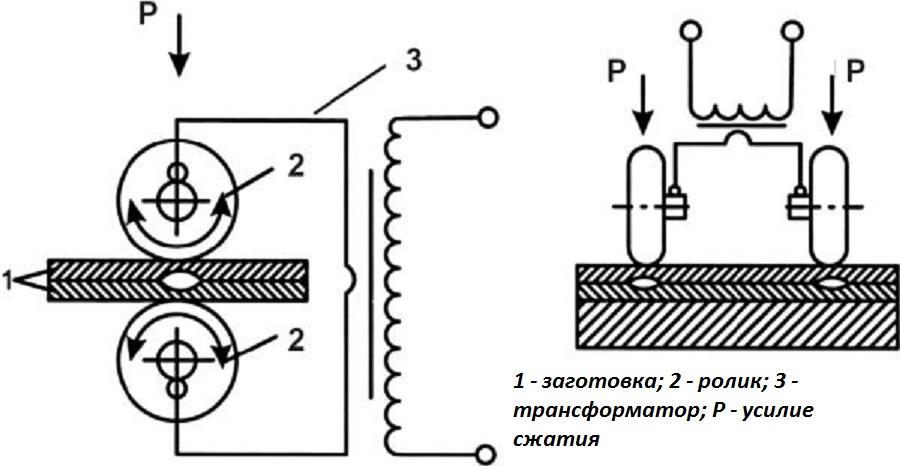
Детали ложатся одна на другую и сжимаются с особым усилием между двух роликов (электродов). После подачи тока на электроды, металл заготовок нагревается и плавится. От прокатывания деталей между роликами, получаются сварные точки, которые могут перекрывать или не перекрывать друг дружку.
Шовная сварка от видов перемещения заготовок и подачи тока подразделяется на:
- шаговую;
- непрерывную;
- прерывистую.
1. Шаговая шовная сварка. На материал идет постоянное давление, заготовки перемещаются с перерывами (пошагово), при остановке роликов подается ток. Данный способ востребован для соединения цветных и легких сплавов.
2. При непрерывной технологии получается сплошной шов — на дисковые электроды идет постоянное сжатие и ток, детали тоже в движении непрерывно.
Способ не нашел широкого применения из-за перегрева заготовок и ускоренного износа роликов. Также для эффективности процесса, требуется основательная зачистка деталей и идентичность материала и толщина свариваемых листов.
3. Прерывистая контактная шовная сварка более всего известна.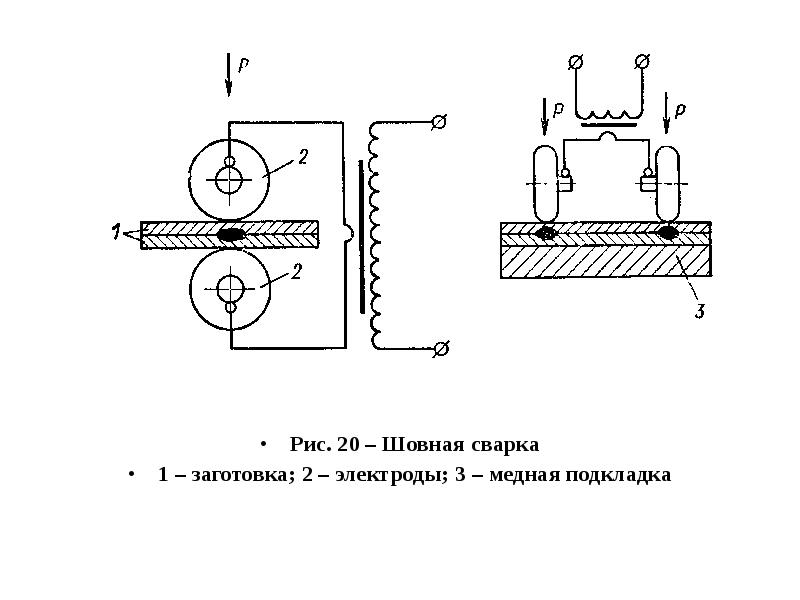 Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Давление на ролики постоянное, перемещение материала непрерывно, а подача тока происходит импульсами (с перерывами). С помощью регулировки частоты импульсов тока и скорости движения роликов, настраивается получение герметичного шва.
Видео: контактная шовная сварка.
https://www.youtube.com/watch?v=RyPVrhanfIQ
Машины и станки
Все машины для шовной сварки имеют дисковые ролики (электроды), бронза основной материал для их изготовления. От предназначения станка диаметр дисков может быть от 350 до 450 мм, а ширина рабочей поверхности от 4 до 10 мм.
Для двухсторонней сварки применяются агрегаты с 1, 2 и более роликами, различной конструкции.
На рынок поставляются агрегаты с мощностью от 25 до 300 кВА, которые делятся на маломощные и повышенной мощности.
К маломощным относятся станки с маркировкой АШП-25, МШМ-25М, МШМ-50 и Ш-50-1. Применяются для продольной и поперечной сварки изделий толщиной 1-2 мм.
Шовные машины большой мощности — это от 100 до 300 кВА.
Машина шовной сварки МШ-2203
Агрегат переменного тока, прессового вида. Сваривает поперечные и продольные швы, имеет регулировку давления и скорости сварки.
На рынок поставляется в 2 вариантах:
- с вылетом хобота 40 см;
- с вылетом хобота 70 см.
МШ-2203 работает при температуре от 0° С до 40° С в закрытых вентилируемых зданиях. Подробные технические характеристики представлены в таблице:
Основные характеристики других шовных машин смотрите в таблице ниже. В ней представлены отечественные станки с доступным интерфейсом для любого человека, с разными режимами сварки.
Роликовый стенд для сварки
Отдельные виды работ выполняют на специальных стендах или стеллажах.
Например, роликовый стенд изобрели для сварки изделий цилиндрической формы. За счет вращения заготовок, получается ровный и герметичный шов. В устройство стенда входят роликовые опоры и червячный привод для их вращения.
Видео: аппарат контактной шовной сварки цилиндрических деталей ТТ-84.
P.S. Как вы понимаете, такие машины для роликового соединения применяются в промышленных масштабах. Для личных целей, существуют другие аппараты.
Что такое контактная шовная сварка?
Время чтения: ≈7 минут
Большинство более-менее опытных сварщиков слышало или даже применяло в своей практике контактную сварку. Возможно, это была точечная или рельефная сварка. Об этих технологиях наслышаны все, но немногие знают о такой разновидности контактной сварки как шовная сварка.
Контактная шовная сварка — что это такое? Чем она отличается от роликовой контактной сварки? Какие есть достоинства и недостатки у такой технологии соединения металлов? На эти, и многие другие вопросы мы ответим в небольшой статье.
Содержание статьи
Общая информация
Контактная шовная сварка — метод соединения металлов, разновидность контактной сварки. Суть метода заключается в использовании двух вращающихся роликов-электродов. Они формируют неразъемное соединение, состоящее из множества сварных точек. Точки могут частично перекрывать друг друга для большей герметизации шва.
Возможно, вы слышали также термин «контактная роликовая сварка». Многие новички часто спрашивают, чем роликовая сварка отличается от шовной. Ответ: ничем. Это одна и та же технология, которая имеет два названия. Поэтому допускаются оба. Можете называть такой метод как роликовым, так и шовным. Суть от этого не меняется.
Читайте также: Контактная стыковая сварка сопротивлением и оплавлением
Также существует конденсаторная контактная сварка, которую порой называют импульсной. Она считается разновидностью шовной (или роликовой) сварки. Выше мы упомянули, что при шовной сварке используются вращающиеся ролики-электроды. Это действительно так, но оборудование состоит не только из роликов, а еще из целого комплекса механизмов и систем. Поэтому такой аппарат принято называть станком для роликовой сварки.
Это действительно так, но оборудование состоит не только из роликов, а еще из целого комплекса механизмов и систем. Поэтому такой аппарат принято называть станком для роликовой сварки.
Суть технологии крайне проста: металлическую деталь устанавливают между двумя роликами, которые затем прокатываются по металлу. При этом они не только сжимают, но и сваривают обе детали. Сварка осуществляется за счет прохождения тока через ролики и нагрева металла. Все это происходит одновременно. Как вы понимаете, с помощью такой технологии можно сварить только очень тонкие листы металла. Максимальная толщина, с которой справится станок — 3 миллиметра.
Ролики, применяемые в станках для шовной сварки, не простые. Ведь они не просто прокатывают и сжимают металл, а еще и выступают в роли электродов. Поэтому необходимо правильно подбирать их. В продаже существуют ролики различных диаметров. Мы рекомендуем диаметр от 150 до 20 сантиметров. У роликов меньшего диаметра обычно больший износ и меньший срок службы. Также обратите внимание, из какого металла изготовлен ролик. Оптимальный материал — медь и различные типы бронзы.
Достоинства и недостатки
Качество швов при роликовой сварке удивит каждого, кто впервые сталкивается с этой технологией. При этом сама сварка высокопроизводительна. Данную технологию можно приспособить к конвейерному производству. Также нет необходимости использоваться в сварочном процессе защитный газ, флюс или присадочные материалы.
Контактная роликовая сварка— это всегда высокий уровень культуры труда. Рабочим не приходится использовать комплектующие, загрязняющие одежду и рабочую зону. А мы напомним вам, что культура производства — это не просто термин из СССР. Это правила, прописанные в ГОСТах, которые действуют до сих пор. И их необходимо соблюдать.
Среди недостатков разве что невозможность сварки любых металлов друг с другом, невозможность сварки деталей толще 3 миллиметров. Еще один минус — необходимость применения дорогостоящего оборудования.
Еще один минус — необходимость применения дорогостоящего оборудования.
Технология
Исходя из описания выше могло сложиться впечатление, что контактная шовная сварка — это дело одной минуты. Достаточно просто прокатать детали через два ролика и шов готов. Но это не совсем так. Существует три основных технологии формирования шва на роликовом станке: непрерывная, прерывистая и шаговая. Давайте рассмотрим их подробнее.
Непрерывная сварка
Непрерывная сварка — это то, что мы как раз и представляем, когда слышим о шовной сварке. Детали устанавливают между двумя роликами и прокатывают, одновременно с этим на металл воздействует сварочный ток. Ток подается непрерывно, отсюда и название технологии. Казалось бы, все просто. И данная технология наверняка применяется повсеместно.
Но нет. Непрерывная сварка — самая невостребованная и непопулярная разновидность шовной сварки. А все потому, что ролики-электроды часто перегреваются, соединение получается некачественным и такой метод подходит только для работы с деталями толщиной до 1 миллиметра.
Прерывистая сварка
А вот прерывистая сварка на деле оказалась самой популярной и востребованной. Здесь, как не трудно догадаться, детали все так же прокатываются между двумя роликами. Только ток поступает прерывисто. Чтобы соединение получилось герметичным необходимо грамотно настроить частоту импульсов тока и скорость вращения роликов. В идеале сварные точки должны немного перекрывать друг друга.
Шаговая сварка
Метод шаговой сварки заключается в том, что детали так же расположены между роликами, но во время подачи тока не используется прокатка. Т.е., деталь остается неподвижной, когда с помощью тока формируется сварочная точка. Затем деталь прокатывают на небольшое расстояние, чтобы сделать следующую точку.
Шаговая сварка используется редко. Но она просто незаменима, когда нужно сварить алюминий методом шовной сварки, поскольку нагрев металла будет незначительным. При шаговой сварке и ролики, и сама деталь практически не нагреваются. А при сварке алюминиевых сплавов это большое преимущество.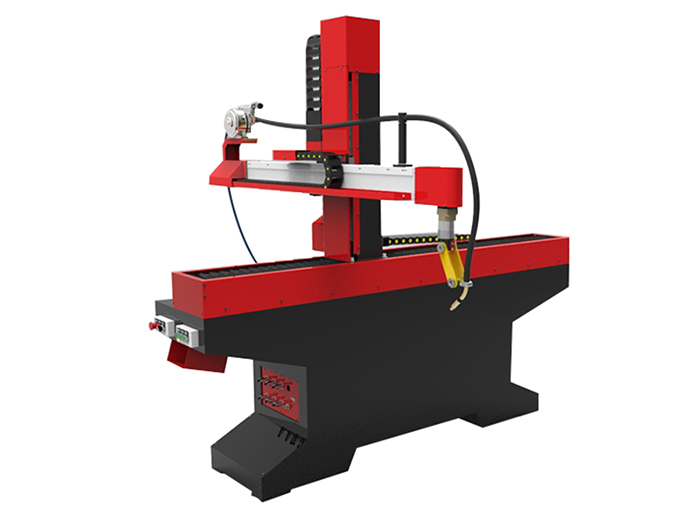
Вместо заключения
Контактная шовная сварка — это быстрый и простой метод соединения тонкостенных металлов. А благодаря разнообразию технологий можно сварить любой металл: от низколегированной стали до алюминиевых сплавов. Чтобы выполнить такую сварку качественно не обязательно обладать высокой квалификацией. Достаточно пройти короткое обучение и немного попрактиковаться.
Сварка шовная – Справочник химика 21
ИМПУЛЬСНАЯ КОНТАКТНАЯ СВАРКА (ШОВНАЯ, РОЛИКОВАЯ) [c.100]К разновидностям контактной сварки с перемещением инструмента относятся роликовая сварка, шовная сварка, сварка горячим утюгом, термоимпульсная сварка и др. [c.336]
Трещины, возникающие во время сварки а) горячие трещины, зарождающиеся в процессе кристаллизации металла шва при сварке и проявляющиеся, главным образом, в результате динамических воздействий. Эти трещины можно предотвратить, правильно подбирая тепловой режим сварки, электроды и сталь. Борьба с горячими трещинами в процессе эксплуатации затруднительна. При монтаже они должны быть обнаружены просвечиванием дефектные швы требуется вырубать и заменять новыми б) трещины от проявления реактивных сварочных напряжений. Для предотвращения их осуществляют конструктивные мероприятия, способствующие свободе деформаций элементов при сварке, и рассредоточивают сварные швы, чтобы ограничить реактивные напряжения в) трещины от структурных напряжений при неравномерном остывании металла около-шовной зоны. Эти трещины более редки и при правильном режиме сварки не возникают. [c.136]
Эти трещины можно предотвратить, правильно подбирая тепловой режим сварки, электроды и сталь. Борьба с горячими трещинами в процессе эксплуатации затруднительна. При монтаже они должны быть обнаружены просвечиванием дефектные швы требуется вырубать и заменять новыми б) трещины от проявления реактивных сварочных напряжений. Для предотвращения их осуществляют конструктивные мероприятия, способствующие свободе деформаций элементов при сварке, и рассредоточивают сварные швы, чтобы ограничить реактивные напряжения в) трещины от структурных напряжений при неравномерном остывании металла около-шовной зоны. Эти трещины более редки и при правильном режиме сварки не возникают. [c.136]
Продольное оребрение трубных элементов. Трубные элементы с продольным оребрением изготовляются из отдельных деталей, соединенных методом сварки или пайки. Наибольшее распространение получил метод соединения ребер с трубой с помощью шовной контактной сварки (рис.
 93). [c.152]
93). [c.152]Расстояние от машин точечной, шовной и рельефной сварки, а также от машин для стыковой сварки до места нахождения сгораемых материалов й конструкций должно быть не менее 4 м при сварке деталей с площадью сечения до 50 мм , а от машин для стыковой сварки деталей с площадью сечения свыше 50 млА не менее 6 м. [c.211]
Еще большей надежностью обладают неразборные пластинчатые аппараты, пластины которых полностью соединены между собой контактно-шовной электросваркой. Иногда изготовляют блочные сварные аппараты, состоящие из унифицированных сварных блоков. Блок представляет собой несколько пластин с размещенными между ними (через одну) металлическими прокладками, необходимыми для образования в соответствии с принятой схемой компоновки каналов для входа и выхода рабочих сред. Сборка пластин вместе с металлическими прокладками осуществляется сваркой. Блоки соединены между собой с помощью втулок с прокладками. Применение соединительных втулок позволяет компоновать блоки по параллельной или последовательной схемам движения рабочих сред в них.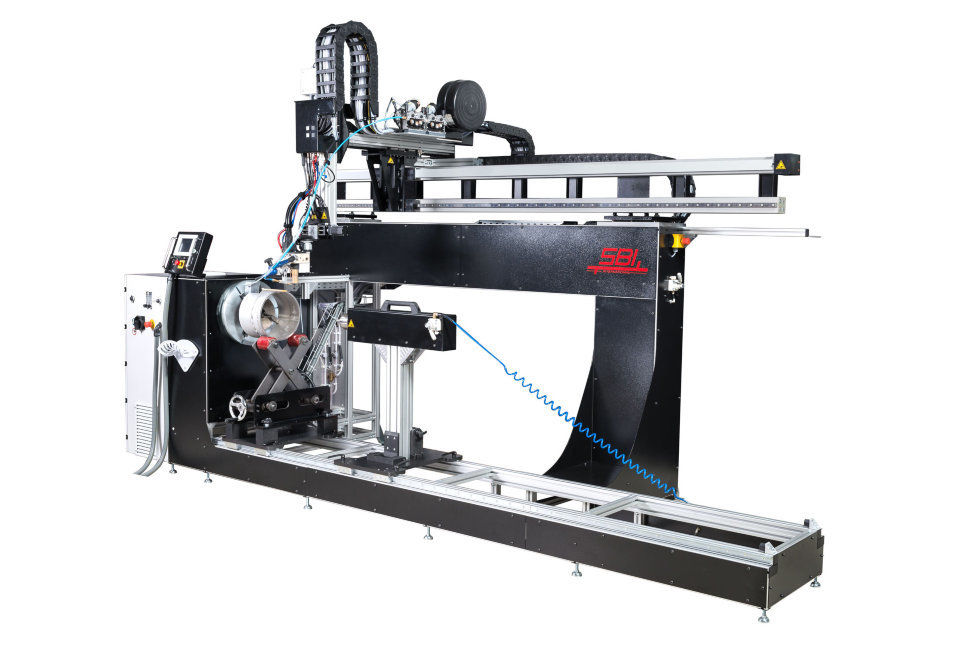 [c.32]
[c.32]
По характеру процесса роликовая сварка аналогична точечной. Роликовую сварку часто называют шовной, что, строго говоря, неправильно, так как понятие шовной сварки может быть распространено практически на все виды сварки. [c.317]
Проходы между машинами точечной и шовной (роликовой) сварки С расположением рабочих мест друг против друга должны быть не менее 2 л , а между машинами стыковой сварки — не менее 3 м. При расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 л1, а при расположении передними и тыльными сторонами друг к другу — не менее 1,5 л1. [c.367]
Бесшовные трубы могут применяться, как горяче- и холоднокатаные, так и холоднотянутые. Шовные трубы применяют электросварные или печной сварки встык или внакладку. [c.167]
Структурный и фазовый анализ сварных швов нержавеющих сталей. Для заводской практики большой интерес представляет разработка таких методов и средств контроля, которые позволи-лили бы оценивать структурное состояние металла шва или около-шовной зоны непосредственно на изделиях после сварки. Решение этой задачи особенно важно для сварных швов нержавеющих сталей, так как в некоторых случаях даже незначительные изменения условий сварки могут вызвать существенные отклонения от нормальной структуры металла шва. Металл шва может оказаться весьма неоднородным как по высоте, так и по длине. Выполненные исследования [50, 104, 109] показали, что для этой цели можно успешно применять ультразвуковой метод контроля. [c.96]
Испытания проводят для металла шва, металла различных участков около шовной зоны и наплавленного металла при всех видах сварки плавлением. [c.262]
Марка свариваемых сталей стенка до 20 мм стенка более 20 мм газовая сварка – 20 от—41 ДО—70 металл шва около- шовная зона [c.159]
Контактная сварка может быть точечной, шовной и стыковой. Свариваемость различных металлов приведена в табл. 2-16. [c.46]
При точечной сварке свариваемые детали накладываются одна на другую и сжимаются между двумя электродами, через которые затем пропускается ток. Получающееся сварное соединение (точка) имеет примерно такие же размеры, что п электроды (2—6 мм по диаметру), поэтому точечная сварка не применяется для получения вакуумноплотных швов. Шовную сварку предпочтительнее производить па сварочных аппаратах с роликовыми, а не со стержневыми электродами. Ролики прижимаются к свариваемым деталям и катятся по ним с определенной скоростью. Давление, прикладываемое к роликам,. постоянно сварочный ток при этом может подаваться как непрерывно, так и с короткими интервалами, что и определяет различные типы сварных швов (рис. 2-26). [c.47]
Шовная сварка является разновидностью точечной и получается в результате замены неподвижных электродов на роликовые, катящиеся по свариваемым деталям. [c.135]Преимущественно на сдвиг работают угловые фланговые швы в соединениях внахлестку, поясные швы балок, стыки балок в сечениях, где изгибающий момент мал в сравнении с поперечной силой. Сдвиговые нагрузки часто воспринимаются сварными соединениями в сварных сопряжениях. Эти нагрузки характерны и для точечных, и шовных соединений, полученных электрической контактной сваркой. [c.65]
Сварщики точечной и шовной сварки, рабочие-весовщики и рабочие по загрузке химикатов. [c.63]
Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее [c.911]
Более совершенной является конструкция теплообменника со свободными внутренними трубами. В разборной конструкции внутренняя труба в ряде случаев может иметь оребрение с наружной стороны. Различные конструкции оребрения показаны па рис. 143. Ребра можно изготовлять в виде штампованного корыта и затем приваривать контактной шовной сваркой либо из отдельных полос, которые вставляют в канавки, полученные протяжкой, и затем [c.170]
Примечания. 1. Использование труб водогазопроводных шовных, изготовленных методом печной сварки, допускается для газопроводов давлением до 3 кгс1см только на прямых участках. [c.168]
При общем перекрестно-противоточном движении сред нагреваемый газ имеет четыре хода, а газ, отработавший в турбине,— один ход (рис. 2-1). Поверхность теплообмена газоподогревателя составлена из листов углеродистой стали марки Ст. Юкп с размерами 590 X 1500 X 1 мм. На поверхности листов отштампованы овалообразные выступы с шагом поперек потока 5 = 40 мм и шагом по ходу потока Sj = НО мм. На длинных сторонах листов выполнены плоские кромки для удобства сварки на шовной машине. Два листа, сложенные выступами против впадин, сварены по длинным сторонам на шовной машине и образуют элемент, внутри которого получены волнистые каналы для прохода нагреваемого газа. Элементы собраны в пакеты по 100 в каждом. Соединение элементов [c.62]
Сдвиговые нагрузки часто воспринимаются сварньгми соединениями в сварных сопряжениях. Эти нагрузки характерны и для точечных, и шовных соединений, по.пученных электрической контактной сваркой. [c.333]
На специализированных предприятиях по выпуску химического и пищевого оборудования применяется автоматическая и полуавтоматическая сварка под флюсом как наиболее экономичная, высокопроизводительная и обеспечивающая высокое качество сварного щва. Элекгрошла-ковая сварка используется для соединения деталей большой толщины Для сварки изделий с толщиной стенки до 20 мм находит применение электродуговая сварка в среде защитных газов. Для соединения деталей из тонких, листов (до 1,5 мм) применяют контактную сварку, точечную или шовную. [c.76]
Исследовали сварные швы Ст 12Х18Н10Т, выполненные контактной шовной сваркой. Электрохимическую обработку проводили в потенциостатическом режиме при условии активного растворения окалины и пассивирования металла шва. Состояние пассивной пленки оценивали по измерениям составляющих импеданса. Рентгенографическим анализом показано существенное [c.26]
Внутрицеховые газопроводы изготовляются из стальных бесшовных горяче- и холоднокатаных труб, а также шовных электросвар-ных и печной сварки. [c.74]
Особенно ответственна сварка труб из легированных сталей, поэтому в технических условиях строго оговаривается вся технология сварки и марки электрода. Трубы из хромоникелевых сталей свариваются электродами ЭНТУ-3, ЦЛ-9, ЦЛ-11 и др. В процессе сварки возможно изменение структуры металла, что может быть причиной межкристаллитной коррозии. В таких случаях применяют электроды с добавкой ниобия, а также подвергают около-шовную зону термообработке (стабилизирующему отжигу). [c.290]
Роликовые, шовные контактные машины типа АШП и точеч-но-контактные типа ЛТП целесообразно применять для сварки технологических спусков, лотков, желобов, а также воздуховодов из тонкого листового и кровельного железа. Контактные машины типа АТП используют для точечной сварки металла толщиной до 3,5 мм, а машины типа АШП — для шовной сварки металла толщиной до 2 мм. [c.29]
Магистральные паропроводы, работающие на давлении пара 0,5—-6 ати, изготовляются из стальных шовных неоцинкованных труб или бесшовных труб общего назначения, соединенных на сварке или на приварных фланцах. Соединение бесшовных труб для низких давлений (0,5—1 ати) разрешается производить на отбортовке. В качестве прокладочного материала используется [c.146]
Шовная контактная сварка: суть процесса, характеристика
Одной из разновидностей сварок является шовная контактная сварка. В данном случае соединение проводится прерывистым или непрерывным швом, внахлёст. Если используется прерывистая технология, это позволяет создавать ряды точек, что в некоторых случаях очень актуально. У такого метода есть и другое название – роликовая сварка. Такое название произошло из-за того, что по шву катится ролик, создающий линию сцепления. На нем установлено один или несколько электродов, именно поэтому шов может быть плотным или обрывистым.
Сварочные машины
Шовный метод используется тогда, когда необходимо создать полностью герметичный шов или плотно прижать две детали друг к другу. Он имеет ГОСТ 15878-79, в соответствии с этим может быть использован для формирования тонкостенных цельносварных труб, листового проката емкостей и герметичных отсеков и т.п. То есть для изделий, которые не должны пропускать ни воду, ни пар, ни газы.
Устройства для контактно-шовног
Однороликовые.
Многороликовые.
Односторонние.
Двусторонние.
Чаще применяются 2-х сторонние двухроликовые модели. Они могут быть как поперечные, так и продольные. Поэтому такой аппарат можно использовать практически в любых условиях. Поперечное расположение применяется для сварочных работ на круговых поверхностях и изделиях, имеющих форму цилиндра.
Самое большое распространение получили аппараты, в которых электроды имеют форму ролика. В данном случае материал, который требуется соединить, протягивается между такими роликами. Это довольно простая и быстрая технология. Электроток при этом поступает циклично по строго определенным интервалам времени, который контролируются специальным таймером.
Способы шовной сварки
Для создания прямых и беспрерывных швов чаще всего применяется особая технология. В месте необходимого соединения машиной создается серия точек, на которые в последующем накладываются другие точки. В результате такой точечной атаки и создается беспрерывный шов, полностью соответствующий ГОСТ. Применяются и другие методики, всего их три:
Непрерывная.
Шаговая.
Прерывистая.
Непрерывная технология так же, как и описанная выше, создает ровный шов. Но в данном случае применяется постоянная подача тока и постоянное давление ролика на соединяемую поверхность, без перерыва. Такие аппараты сильно перегреваются и быстро изнашиваются, но и работают эффективно. Быстрому износу также способствует и окрашенная или ржавая поверхность соединяемых деталей. Поэтому перед работой требуется их тщательная очистка.
Технология прерывистой сварки используется чаще и пользуется большей популярностью. При её осуществлении используются временные импульсы тока. Заготовка в данном случае должна находиться в постоянном движении, и нет необходимости в постоянном давлении ролика. Именно поэтому износоустойчивос
При шаговом методе ролик постоянно прикладывается и давит на поверхность материала. При этом деталь перемещается прерывисто. Это позволяет избежать высокого нагрева деталей, а значит — и их деформации.
Как получить герметичный шов?
Чтобы шов был максимально герметичным, лучше всего использовать прибор, работающий по принципу перекрывающихся точек. При этом самым важным является подобрать соотношение скорости вращения диска с электродом и частотой импульсов тока. В результате получится самое прочное и абсолютно надежное соединение для любого изделия, в соответствии с ГОСТ. Этот метод может быть применен при работе с самыми разнообразными материалами, в том числе и с нержавеющей сталью.
Электроды для контактных соединений
Шовное сцепление встык проводится при скорости 1 метр в минуту. При этом важно, чтобы рабочая поверхность с расположенным на ней электродом поддерживалась в стабильной позиции. Это позволит достичь максимального качества соединения.
В процессе сцепки деталей, в соответствии с ГОСТ, могут использоваться самые разнообразные электроды, разной формы. Это зависит от того, какой формы изделие требуется соединить. Все виды электродов, используемых в шовном сцеплении, предусматриваютс
Для рельефной сварки используются сферические или плоские электроды. Но все их виды объединяет одно – материал, из которого они изготавливаются. Чаще всего для этого применяют разные марки бронзы и меди либо высокопрочные сплавы. Технология сварки в данном случае не имеет особого значения. Каждый метод оптимален для определенных условий работы в соответствии с ГОСТ и видом детали.
Похожие статьиЧто такое шовная сварка? – TWI
Шовная сварка – это соединение деталей, изготовленных из одинаковых или разнородных материалов, вдоль непрерывного шва. Сварку швов можно разделить на два основных метода: сварку контактным швом и сварку трением.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Контактная сварка швов
Сварка контактным швом – это разновидность контактной точечной сварки, основное отличие которой состоит в том, что сварочные электроды представляют собой колеса с приводом от электродвигателя, а не неподвижные стержни.Этот метод сварки, идеально подходящий для изготовления листового металла, пропускает электрический ток через соединяемые металлические листы, удерживая их вместе за счет механической силы в конфигурации нахлеста между профилированными медными электродами. Как и в случае с другими типами контактной сварки, сплавление происходит там, где поверхности листов соприкасаются, поскольку это точка наивысшего электрического сопротивления и, следовательно, место, где выделяется наибольшее количество тепла.
Тепло от дискообразных электродных колес создает непрерывный сварной шов, поскольку детали проходят между ними, что приводит к сварке сопротивлением качению или негерметичной сварке шва.
Сварка контактным швом может использовать либо прерывистое движение, когда скорость ролика не определена заранее, либо шовную сварку непрерывным движением, когда скорость электродного ролика предварительно определяется до подачи тока.
Сварка сварочного шва сопротивлением расходуемых материалов
Альтернативный метод, называемый контактной сваркой плавящимся электродом, аналогичен стандартной контактной сварке, за исключением того, что электродное колесо имеет канавки, так что между колесом и соединяемым материалом можно ввести профилированную медную проволоку.Эта медная проволока подается с катушки и проходит вокруг электродного колеса со скоростью сварки, а затем выгружается в контейнер для отходов. Это гарантирует, что для работы всегда будет чистая, незагрязненная поверхность.
Подходит для сварки стали с покрытием и нержавеющей стали, этот процесс очень надежен и позволяет достигать скорости сварки более 70 метров в минуту. Хотя расходная проволока увеличивает стоимость этого типа сварки, эти расходы компенсируются возвращаемой стоимостью лома меди.
Меры предосторожности при сварке контактным швом
Как и в любом процессе, в котором используется электрический ток, следует принимать меры предосторожности в отношении силы тока, подаваемого сварочным оборудованием. Если сила тока слишком высока, поверхность раздела между роликом и материалами будет слишком горячей. Тепло, выделяемое электродами, можно уменьшить, промывая зону сварки водой, которая поддерживает охлаждение роликов во время процесса соединения.
Также важно следить за скоростью сварки, чтобы обеспечить хорошее качество соединения по всему шву.
Преимущества контактной сварки швов
Сварка контактным швом дает преимущество в получении чистых сварных швов без образования газов или сварочного дыма. Кроме того, для соединения нет необходимости использовать присадочные материалы для соединения , которое может быть как газонепроницаемым, так и непроницаемым для жидкости , предлагая ряд применений.
Процесс может быть полностью автоматизирован , что делает его очень повторяемым процессом. Кроме того, контактная сварка позволяет одновременно создавать как одинарный, так и параллельный шов.
Недостатки контактной сварки швов
В то время как контактная сварка хорошо подходит для соединения по прямой линии, ролики не могут выполнять более сложные криволинейные сварные швы. Сварка также невозможна на внутренних углах или там, где другие элементы компонентов затрудняют доступ к электродам колеса.
Этот процесс также непригоден для соединения листов металла толщиной более 3 мм . Из-за скорости ролика для обеспечения качества сварки может потребоваться высококвалифицированный оператор, а сварочное оборудование также стоит дорого.
Применения для контактной сварки швов
Благодаря способности выполнять герметичные соединения для газа или жидкости, этот процесс хорошо подходит для создания таких предметов, как стальные топливные баки для транспортных средств, а также консервные банки, радиаторы или стальные бочки. Сопротивление сварным швам также можно найти на многих типах стволов и выхлопных систем.
Этот процесс широко используется для соединения баков самолетов, холодильников и масляных трансформаторов, а также для сварки нержавеющей стали, никелевых и магниевых сплавов.
Сварка трением
В этом методе соединения вместо электродов используется трение для нагрева сварного шва. Как и в случае других процессов сварки трением, детали соединяются в твердой фазе без плавления материалов, что означает отсутствие плавления и, следовательно, практически отсутствие взаимной диффузии между расходным материалом и подложкой.
Идеально подходит для соединения материалов, которые трудно сваривать с использованием традиционных методов дуговой сварки. Сварка трением создает тепло за счет вращающегося расходуемого стержня, который в осевом направлении вдавливается в V- или U-образную канавку.Заготовки перемещаются под вращающийся расходный материал, поскольку в канавке откладывается осадок.
Что такое сварка швов и как она работает? – The Welding Master
Когда мы слышим название «сварка», нам в голову приходит множество способов сварки. В сегодняшней статье мы узнаем об одном из самых полезных сварочных процессов – шовной сварке. Очень интересно знать об этом процессе сварки. Итак, продолжайте читать эту статью, чтобы узнать все об этом.
Что такое сварка швов?Шовная сварка – это технология сварки, при которой два одинаковых или разных металла соединяются подачей электрического тока, и в этом процессе происходит формирование самородка.Чаще всего эти самородки формируются в виде стыковых или накладывающихся друг на друга сварочных компонентов. Вы знаете значение этих самородков? Ну, самородки – это не что иное, как небольшие лужи расплавленного металла, которые образуются в месте с высоким электрическим сопротивлением. Шовная сварка – один из видов контактной сварки.
Принцип работыПринцип работы шовной сварки аналогичен принципу работы контактной сварки. Согласно принципу работы шовной сварки, тепло, необходимое во время сварки, вырабатывается за счет сопротивления материала.Говоря простым языком, тепловыделение происходит из-за сопротивления материала. Вы когда-нибудь слышали о непрерывной точечной сварке? Непрерывная точечная сварка – это не что иное, как шовная сварка. При шовной сварке мы используем электрод роликового типа. Два ролика имеют одинаковый размер. Здесь электроды роликового типа контактируют с заготовкой. Затем на эти ролики подается электрический ток. Поскольку подаваемый ток очень высок, поверхность раздела между роликом и заготовкой начинает плавиться, и, таким образом, образуется прочное сварное соединение.После этого эти ролики начинают вращаться на поверхности заготовки. По мере движения этих роликов образуется непрерывное соединение. Интересно узнать о скорости сварки при шовной сварке? Что ж, скорость сварки при этой технике сварки составляет 60 дюймов / мин. Предполагается, что эта скорость является стандартной, но если вы рассматриваете практические приложения, есть вероятность, что эта скорость может увеличиваться или уменьшаться.
Также читайте:
Изображение ниже покажет вам точный процесс сварки швов.Здесь, на изображении, вы можете видеть, что электроды двух роликового типа перемещаются по пластинам. А между этими двумя пластинами видно образование сварного шва.
Меры предосторожностиСамая важная мера предосторожности, которую вы должны соблюдать при выполнении шовной сварки:
Каждый раз, когда мы рассматриваем любой сварочный процесс, мы должны принять множество мер предосторожности, чтобы выполнить эту сварку процесс успешный. То же самое и для шовной сварки.В случае шовной сварки нужно позаботиться о подаваемом токе. Если подаваемый ток слишком велик, то граница между сварочными пластинами и роликом будет очень горячей, в таких условиях шовная сварка не может быть выполнена должным образом. Кроме того, вы должны знать скорость сварки при выполнении этого процесса.
Чтобы сделать шовную сварку более эффективной, иногда зону сварки промывают водой, чтобы электроды роликового типа оставались холодными в течение всего процесса.
Существует два типа шовной сварки:
- Прерывистое движение Шовная сварка
Здесь ролик движется, но его скорость не определена заранее, как при сварке швов непрерывным движением.
- Шовная сварка непрерывным движением
При шовной сварке непрерывным движением сначала всегда определяется скорость роликового электрода, а затем подается ток.
Также читайте:
ПреимуществаДавайте внимательно рассмотрим преимущества этого процесса сварки.
- Эта сварка известна как образование прозрачного шва.
- Существует всего несколько типов сварочных процессов, во время которых не происходит газообразования или не выделяются другие пары. И шовная сварка – один из таких видов сварочного процесса.
- Еще одно преимущество этого процесса сварки состоит в том, что при этом методе сварки не требуется присадочный материал.
- В настоящее время все области в мире автоматизируются. Сварку швов можно автоматизировать, поэтому для этого не требуется дополнительных усилий.
- Вы хотите одновременное формирование одинарного и параллельного шва? Тогда сварка шва предназначена только для вас. Этот процесс сварки обеспечивает одновременную сварку параллельным швом и одинарным швом.
- С помощью непрерывной точечной сварки можно создавать как газонепроницаемые, так и водонепроницаемые соединения.
- Этот процесс сварки очень трудно осуществить для металлических листов толщиной более 3 мм.Поэтому рекомендуется использовать эту технику, если у вас есть металлические листы толщиной менее 3 мм. В простом мире это неприменимо, если у вас есть металлические детали более определенной толщины.
- В этом процессе сварки вы должны следовать определенному пути. Это означает, что ролики всегда движутся по прямой линии. Итак, если вы хотите сделать сварной шов в каком-то сложном месте, этот процесс не применим.
- Требуется высококвалифицированный оператор или машина, которая может управлять скоростью ролика в зависимости от ситуации.
- Оборудование, которое используется для этой сварки, имеет очень высокую цену. Из-за чрезмерной стоимости оборудования он используется в очень небольшой пропорции.
- Он играет важную роль в производстве всех типов стволов, а также почти всех типов выхлопной системы.
- Он широко используется в баках самолетов, холодильниках, масляных трансформаторах и т. Д.
- Он также используется при сварке нержавеющей стали, никелевых и магниевых сплавов.
Суть в том, что у этого процесса сварки есть ряд применений. У него есть как преимущества, так и недостатки, но он значительно превосходит другие методы сварки. Хотя есть некоторые недостатки, его можно использовать там, где требуется равномерная сварка по прямой линии. Мы надеемся, что вам понравилась эта статья, и мы объяснили вам все подробности о сварке швов. Если вам понравилась эта статья, пора поделиться ею! И помните: «Делиться – это забота!»
Что такое шовная сварка? | Блог Вестерманса
Какой сварщик швов мне нужен?
На этот вопрос трудно ответить, если мы не знаем, что производится.
Начнем с вопроса:
- Это аналогичный материал для соединения?
- Можно ли перекрывать?
- Размеры свариваемого материала?
A. Шовная сварка сопротивлением
Это процесс, при котором производится сварка стыковочных поверхностей двух одинаковых металлов. Шов может представлять собой стыковое соединение или соединение внахлест, и обычно это автоматизированный процесс, при котором сварной шов формируется постепенно, начиная с одного конца.
Сварка контактным швом основана на использовании двух электродов, обычно сделанных из меди, для приложения давления и тока.Электроды часто имеют форму диска и вращаются при прохождении материала между ними
Шовная сварка сопротивлением обеспечивает чрезвычайно прочный сварной шов, потому что соединение кованое из-за приложенного тепла и давления. Правильно сваренное соединение, образованное контактной сваркой, легко может быть прочнее материала, из которого оно выполнено.
Обычно аппарат для контактной сварки швов используется при производстве круглых или прямоугольных стальных труб, таких как выхлопные трубы или огнетушители.
Б.Сварка продольного шва
Преимущество использования устройства для шовной сварки заключается в том, что он позволяет легко соединять две плоские пластины трубчатой трубы без какой-либо прихваточной сварки.
Продольные закаточные машины обеспечивают автоматизированный процесс сварки гладких пластин, листов, труб и секций резервуара для изготовления цилиндрических деталей. Идеально подходит для изготовления котлов и газовых баллонов.
Сварные линейные швы без кратеров в начале и в конце сварного шва, однородные по всей длине шва, без изменения цвета при использовании нержавеющей стали.
При шовной сварке можно использовать различные методы: MIG / MAG, TIG, Sub-Arc, плазменную, плазменную, микроплазменную, лазерную
Подходит для тонкой стали, нержавеющей стали, гальванизированного / покрытого алюминием металла, алюминия, титана, латуни, меди, свинца, титан-цинка, платино-родия, обычно с максимальной толщиной 10 мм.
Закаточная машина для продольной сварки дает оператору возможность повторения задания одним нажатием кнопки. Закаточные машины увеличивают производительность, обеспечивая стабильное качество сварных швов от детали к детали.
Эти машины консольно закреплены с одного конца, что позволяет загружать и выгружать открытые и закрытые секции на рычаг оправки.
Ознакомьтесь с полным ассортиментом нашего оборудования для сварки швов здесь. Есть много других способов сварить шов. Если вы все еще не уверены, свяжитесь с нами, чтобы получить полезные советы и варианты, а также предложить вам доступные цены на новое, подержанное и отремонтированное оборудование для сварки швов, которое есть у нас в продаже.
Введите свой адрес электронной почты ниже, чтобы подписаться на нашу новостную рассылку для всех наших последних обновлений акций и эксклюзивных предложений!
Шовная сварка – обзор
Введение
Все методы шовной сварки требуют больших затрат тепловой энергии для сварки деталей.В отличие от точечной сварки, шовный сварной шов представляет собой непрерывный сварной шов с различной геометрией сварки, например угловыми и стыковыми швами. В этой главе рассматриваются только сварные швы, тогда как анализ и поведение точечных сварных соединений – это особая область, которая рассматривалась по-разному и будет обсуждаться в главе 11.
В течение срока службы сварных конструкций, подверженных воздействию В различных условиях эксплуатации сварные соединения обычно являются потенциальными очагами усталостного разрушения из-за областей наибольшей концентрации напряжений и измененных свойств материала.Таким образом, инженеры и ученые всегда заинтересованы в понимании усталостных характеристик сварных соединений и пытаются разработать аналитические инструменты для оценки усталостной долговечности сварных соединений. Однако прогнозирование усталостной долговечности сварных соединений часто бывает сложным и неточным, поскольку многие параметры влияют на усталостную долговечность сварных соединений.
Сварка сильно влияет на материалы в процессе нагрева и последующего охлаждения, а также в процессе плавления с дополнительным присадочным материалом, в результате чего получаются неоднородные и разные материалы.Кроме того, сварной шов обычно далек от совершенства, он содержит включения, поры, полости, поднутрения и т. Д. Форма профиля сварного шва и несваренные корневые зазоры создают высокие концентрации напряжений с различными геометрическими параметрами. Кроме того, остаточные напряжения и деформации, возникающие в процессе сварки, влияют на усталостные характеристики.
Принимая во внимание сложность модели прогнозирования усталостной долговечности сварных швов и широкую область применения, неудивительно, что существует несколько аналитических подходов, и ни один из них не может учесть вышеупомянутые переменные процесса.Таким образом, это постоянная область исследований, представляющая интерес для всех инженерных дисциплин, с целью улучшения прогнозируемого срока службы сварных швов.
Из-за большого количества соответствующей литературы в этой главе будут представлены только подходы Донга и Фермера к структурному напряжению (Dong, 2001a, b; Fermer et al., 1998) и подход псевдонапряжения с надрезом, поскольку эти три подхода были закодированы в некоторые коммерческие модули анализа усталости в качестве одного из инструментов автоматизированного проектирования (CAE), используемых в автомобильной инженерии.Обратитесь к книге Radaj et al. (2006) для подробного обзора всех других методов. Однако эта глава начнется с введения параметров, влияющих на усталостную долговечность сварных соединений, чтобы помочь вам понять возможные источники изменчивости данных об усталости.
Шовная сварка | Сварка давлением | Основы автоматизированной сварки
Шовная сварка – это метод, используемый в случаях, когда требуется высокая герметичность и водонепроницаемость. На этой странице представлены принципы и преимущества / недостатки метода сварки швом, также известного как сварка внахлест.На этой странице также представлена стыковая сварка и сварка заторным швом – два метода, в которых используются схожие принципы сварки.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей. Скачать Сварочные материалы удерживаются сверху и снизу круглыми электродами. При вращении электродов пропускается ток, и тепло, генерируемое электрическим сопротивлением, непрерывно соединяет сварочные материалы.Метод также называют сваркой швом внахлест.
Выполнение линии точечной сварки внахлест обеспечивает герметичность. Это экономически выгодно, потому что скорость сварки высокая и газ не используется. Поскольку во время сварки не образуются искры, нет проблем с безопасностью и необходимости в средствах защиты.
Практическое применение включает сварку деталей или секций, требующих герметичности или водонепроницаемости, таких как топливные баки. В дополнение к сварке швом внахлест, шовная сварка имеет различные вариации, такие как сварка стыковым швом, при которой продолжается нагрев стыковых поверхностей за счет приложения давления и пропускания сварочного тока для сварки шва, и сварка швом внахлест, при которой используются роликовые электроды для сглаживания слегка перекрывающихся краев основания. материалы, пропуская электрический ток и прикладывая давление для непрерывной сварки шва.
- Электрод роликовый
- Сварной шов
- Источник питания для сварки
При производстве небольших кварцевых генераторов и датчиков гироскопа необходимо сваривать их крышки в вакууме, чтобы улучшить характеристики продукта и предотвратить ухудшение характеристик с течением времени. Это делается с помощью вакуумного сварочного аппарата, который может обеспечить герметичное уплотнение с помощью роликовых электродов в вакууме.
Дом
Перенос холодного металла: шовная сварка
Сварка швов
Protocase обеспечивает сварку швов как стандартный процесс.Шовная сварка полезна для непрерывного соединения двух или более кусков листового металла, чтобы они казались бесшовными. Для сварки швом детали надежно зажимаются и свариваются, а затем излишки металла удаляются шлифованием. Полученные непрерывно соединенные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида при желании.
Перенос холодного металла: революционная технология сварки
Protocase принял сварку CMT в качестве стандарта для шовной сварки.CMT – это недавно разработанная технология, которая намного превосходит традиционную сварку TIG и MIG для соединения тонкого листового металла. До CMT сварка тонкостенного листового металла всегда была больше видом искусства, чем искусственным производственным процессом. MIG и TIG создают чрезмерное количество тепла, которое может вызвать обратное плавление и коробление, часто разрушая детали и вызывая высокий уровень внутреннего брака. Это увеличило не только наши внутренние затраты, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую теплоты сварки MIG, а деформация и обратное плавление практически исключаются.Это устанавливает новые стандарты в сварке тонкостенных листов, особенно там, где существуют строгие требования к внешнему виду сварных швов. CMT дает вам:
- Качественные сварные швы на всем металле, который у нас есть для изготовления. (Раньше мы не могли сваривать некоторые тонкие материалы.) Подробную информацию о металлах, которые мы храним, см. На наших страницах, посвященных холоднокатаной стали, гальванической обработке, нержавеющей стали, алюминию и меди. (медь обычно припаивается)
- Снижение затрат за счет сокращения времени сварки и снижения количества брака.
- Большой выбор материалов для корпусов вашей конструкции. Все, что мы можем изготовить, теперь мы можем сваривать.
Как работает сварка CMT
Процесс CMT физически напоминает сварку MIG с подачей проволоки в том смысле, что сварочная проволока и защитный газ пропускаются через сварочную горелку, а электрическая дуга между сварочной проволокой и поверхностью сварки приводит к тому, что кончик сварочной проволоки становится жидким и применяется к сварочной поверхности.Но CMT использует автоматическое включение и выключение нагревательной дуги для систематического нагрева и охлаждения сварочной проволоки, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется пульсирующее действие, а не непрерывный поток энергии, при сварке CMT выделяется только одна десятая тепла, чем при сварке MIG. Это уменьшение тепла является самым большим преимуществом CMT, поэтому его называют «холодным» переносом металла.
| Во время горения дуги присадочный металл перемещается в сторону сварочной ванны. | Когда присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток снижен. | Движение провода назад способствует отделению капель во время короткого замыкания. Ток короткого замыкания остается небольшим. | Движение проволоки меняется на противоположное, и процесс начинается заново. |
Геометрия коробления и сварного шва при сварке швов CMT
Угловые швы (см. Диаграмму A) геометрически стабильны.Напряжениям от изменения температуры и затвердевания противодействуют опоры, предлагаемые обоими краями соединения. Большинство углов геометрии можно полностью сварить швом без коробления с помощью сварки CMT. Это верно для всего металла, который мы храним.
Т-образные соединения (см. Диаграмму B). Швы, соединяющие край детали с плоской поверхностью, склонны к короблению, поскольку отсутствует геометрическая опора для противодействия напряжениям от температуры и затвердевания основного металла.Таким образом, даже при сварке CMT, если сделать длинный шов поперек детали, возможно, что плоская поверхность больше не будет плоской после сварки. Особенно это касается нержавеющей стали и алюминия. Одно из решений, которое может работать в определенных ситуациях, – это соединение путем сварки нескольких коротких сегментов, а не непрерывный шов. Это может оставить достаточно немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного сварного шва, наш технический персонал может помочь вам с проектированием.
Другие геометрии сварных швов необходимо решать в индивидуальном порядке. Свяжитесь с нашим техническим персоналом.
Сравнение стежковой сварки и шовной сварки
Многих инженеров и сварщиков смущает разница между сваркой швов и сваркой швом , поскольку они часто используются как взаимозаменяемые, но между этими двумя типами сварных швов есть определенная разница. В мире сварочного производства важно различать эти два шва, потому что оба сварных шва имеют разные прочностные характеристики и используются для разных целей.Ниже приведены фотографии каждого типа сварного шва и их описание.
Как обозначить сварной шов на чертеже:
Сварные швы со стежками обычно имеют два числа рядом с обозначением сварного шва, которые обозначают длину сварного шва и шаг сварного шва. Длина – это длина фактического сварного шва. В то время как число шага – это расстояние между центрами двух сварных швов. Ниже приведено изображение из торговой школы Delta, на котором четко представлены обозначение сварного шва и номера прерывистого шва.
Строчка Сварка
Также известен как прерывистый шов. Сварка стежком – это не непрерывный шов, проходящий через стык, а сварной шов, разделенный промежутками между сварными швами, что приводит к появлению «стежкового» вида. Он не такой прочный и долговечный, как сварной шов. используется для предотвращения теплового искажения , а также для снижения стоимости сварки , если нет необходимости в длительном непрерывном шве . Существует два распространенных типа сварных швов: угловой шов и стыковой шов.Угловой сварной шов представляет собой треугольный сварной шов, который соединяет две поверхности под прямым углом друг к другу. Стыковые швы обычно выполняются внахлест, тавров или углов, что наиболее распространено при сварке трубы или трубок с другой поверхностью, когда два куска металла расположены копланарно и соприкасаются с одной кромкой. Ниже представлены две фотографии стежка угловых швов .
Угловой шов
Сварка встык
Сварной шов
Также известен как непрерывная сварка.Шовная сварка – это непрерывная сварка вдоль стыка. Шовные швы могут быть угловыми и стыковыми. Шовная сварка надежна и долговечна из-за большой площади поверхности, соединяемой сварным швом. Существует два распространенных типа непрерывных сварных швов: угловой шов и стыковой шов. Угловой шов – это треугольный сварной шов, который соединяет две поверхности под прямым углом друг к другу. Стыковые швы обычно выполняются внахлестку, тройнику или угловому стыку. Это наиболее распространено при сварке трубы или трубок с другой поверхностью.Ниже представлено изображение углового шва:
.Угловой шов
Другой распространенный шовный шов – это сварной шов встык. Здесь две поверхности соприкасаются друг с другом, образуя единую плоскую поверхность. Сварка стыкового шва – один из самых распространенных типов сварных швов. Ниже приведена фотография непрерывного стыкового шва:
Сварка стыкового шва
Мы надеемся, что это устранит путаницу между двумя типами сварных швов. Обязательно посетите разделы, посвященные сварке, на нашем веб-сайте, чтобы узнать больше о различных видах сварки, которые мы выполняем собственными силами.Если вы ищете качественного производителя, который специализируется на услугах точной сварки и имеет сертификат AWS, вы обратились по адресу. Мы также предоставляем услуги по изготовлению листового металла и механической обработке с ЧПУ! Свяжитесь с нами сегодня и предоставьте нам размерную печать для расчета стоимости.