Шпиндель для станка это: Статьи: актуальная и свежая информация, интересные рубрики
alexxlab | 28.03.1990 | 0 | Разное
Как и какой выбрать шпиндель фрезерного станка с ЧПУ
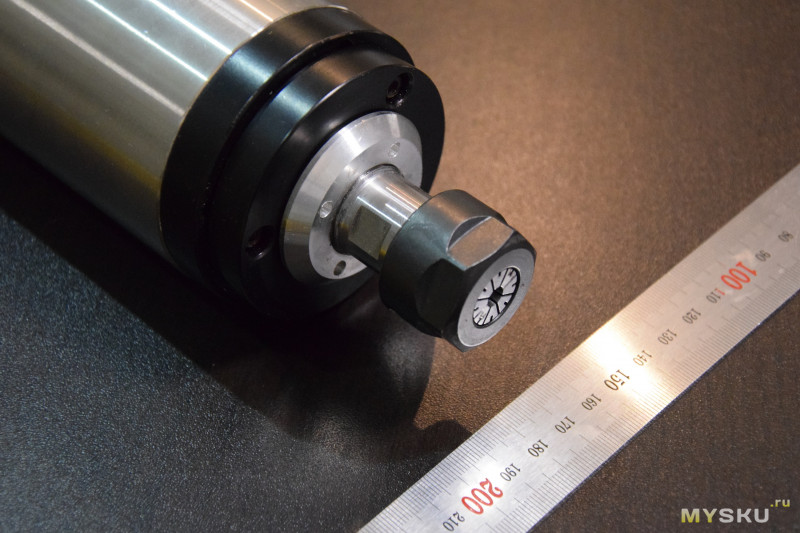
Шпиндель — это двигатель, который раскручивает фрезу на фрезерном станке с ЧПУ. Его основная задача заключается в передаче крутящего момента на фрезу. Используется для фрезеровки, сверления металлических и деревянных поверхностей, обработке деталей и т.д.
Ключевых факторов в выборе подходящего шпинделя для фрезерного станка с ЧПУ может быть много. В первую очередь — это мощность двигателя, скорость вращения и крутящий момент. Во вторую очередь, многие специалисты отмечают качество зажима фрезы и других типов режущих инструментов. В этой статье мы рассмотрим классификацию шпинделей и узнаем подробности о предназначении каждого вида.
Что такое шпиндель?
На факультете машиностроения любого политехнического университета скажут, что шпиндель — это вал, который применяется как промежуточное устройство между станком и обрабатываемым материалом. В нем используется цанга для закрепления режущего инструмента, а длина вала может настраиваться. Шпиндели делятся на два основных типа:
Шпиндели делятся на два основных типа:
Промышленный. Используется для боковой нагрузки. Имеет повышенный запас прочности и мощности, можно дополнительно подключить систему смазки и систему охлаждения, подключается и управляется с контроллера ЧПУ.
Любительский. Обычная дрель или маломощный фрезерный станок. Используется в быту и применяется в вертикальном распределении нагрузки относительно корпуса устройства. Как правило, такие шпиндели имеют простую конфигурацию, управляются вручную, не завязаны на контроллер ЧПУ.
Для промышленных станков не может применяться маломощный любительский шпиндель. Их конфигурация легко справляется с растяжением и сжатием. Однако, они не предусмотрены для боковых нагрузок. К тому же, увеличение скорости оборотов шпинделя приводит к быстрому нагреву и снижению мощности.
Мощность шпинделя фрезерного станка
Если перед вами стоит задача, выбрать шпиндель для фрезерного станка с ЧПУ, в первую очередь следует обратить внимание на параметры мощности устройства. Всеми специалистами и во все времена рекомендовалось не экономить на этом параметре. Чем больше мощности, тем исправнее окажется устройство.
Всеми специалистами и во все времена рекомендовалось не экономить на этом параметре. Чем больше мощности, тем исправнее окажется устройство.
Вместе с тем, если вы приобретаете шпиндель для работы с конкретным типом материала, то следует обратить внимание на то, сколько мощности для этого понадобится устройству. Фанера, древесно-стружечные и древесноволокнистые плиты потребуют шпиндель мощностью в 1500-3000 Вт. Натуральный древесный массив и мягкие сплавы металлов потребуют до 5000-6000 Вт.
По типу выполняемых работ, существуют следующие требования к мощности шпинделя:
- от 500 до 600 Вт обычно требуется для обычного сверления и гравировки,
- от 900 до 1500 Вт понадобится для обработки древесного массива,
- более 1500 Вт понадобится для станков с ЧПУ, предназначенных для интенсивной работы в промышленных масштабах.
Выбор шпинделя: скорость вращения
Выбор шпинделя по характеристикам мощности двигателя следует также делать, исходя из типа материала, который планируется обрабатывать. Каждый производитель публикует диапазон скоростей, в которых фрезерный станок может использоваться для резьбы металла или дерева. Усредненными значениями, обычно, считаются следующие:
Каждый производитель публикует диапазон скоростей, в которых фрезерный станок может использоваться для резьбы металла или дерева. Усредненными значениями, обычно, считаются следующие:
- Для неглубокой гравировки по дереву рекомендуются маломощные шпиндели способные совершать до 25 – 35 000 оборотов в минуту. Выбирая шпиндель, рекомендуется брать модель, которая демонстрирует максимум в заданном диапазоне. То есть, если вам понадобится только 24-30 тысяч оборотов, но есть возможность взять на 35, лучше сделать выбор в пользу последнего варианта.
- Для мягких металлических сплавов (алюминий) понадобится 13 – 8 000 оборотов в минуту.
Почему для дерева требуется больше оборотов, чем для металла? Ответ, на самом деле, очевиден. Для каждого типа материала используются фрезы разного типоразмера. Для металла, например, используются цельные пластины из твердых сплавов диаметром не больше 16 мм. Второй аспект заключается в типе фрезеровки. Для обработки дерева применяется скоростная фрезеровка. Она подразумевает большой крутящий момент, но небольшую подачу. Для металла используется силовая фрезеровка, которая требует меньше оборотов, но при более интенсивной подаче.
Она подразумевает большой крутящий момент, но небольшую подачу. Для металла используется силовая фрезеровка, которая требует меньше оборотов, но при более интенсивной подаче.
Выбор производителя шпинделя
На международном рынке наибольшее распространение получили китайские и итальянские шпиндели. В связи с этим возник резонный вопрос, – какой из них лучше? Мы убеждены, что у каждого производителя есть свои преимущества и недостатки, и каждая продукция выгодна по-своему.
Устройства итальянского производства превосходят по качеству и сборке. У них встроено воздушное охлаждение. Они превосходно работают на высоких скоростях и демонстрируют аккуратную резьбу.
Одновременно с этим, китайские шпиндели обойдутся значительно дешевле, и вряд ли уступят в качестве, так как все-равно изготавливаются на тех же самых заводах в Китае, как и итальянские шпиндели. Благодаря цельному цилиндрическому корпусу, который закрыт подшипниковыми узлами, он почти не производит вибрацию притом, что сохраняет стабильное положение на станке. Мощность такого шпинделя может показаться меньше, чем у итальянских аналогов. Однако китайские модели неприхотливы к условиям среды, не деформируются от избыточного нагрева и могут использоваться в ежедневной работе.
Мощность такого шпинделя может показаться меньше, чем у итальянских аналогов. Однако китайские модели неприхотливы к условиям среды, не деформируются от избыточного нагрева и могут использоваться в ежедневной работе.
Почему вам стоит выбрать нас?
Вам понадобилось купить шпиндель фрезерного станка с ЧПУ? В ассортименте нашего магазина представлены экземпляры для всех типов фрезерного оборудования. Мы поможем вам подобрать шпиндель подходящей мощности для осуществления работ всех уровней сложности и поможем разобраться в настройках и установке оборудования.
Наши преимущества:
- Богатый ассортимент товаров,
- Знание дела. Мне не просто продаем товар, а действительно разбираемся в оборудовании и умеем им пользоваться.
- Поможем найти шпиндель для вашего станка,
- Предоставляем скидки постоянным клиентам,
- Сервисное обслуживание. Шпиндель всегда нуждается в уходе. Мы его обеспечим.
Позвоните специалистам нашего магазина, чтобы узнать подробности моделей, представленных в каталоге, а также, чтобы узнать особенности оформления заказа.
что это такое, назначение, устройство, чертежи
Шпиндель — одна из важнейших частей токарного станка. Не будет преувеличением сказать, что без него станок — лишь груда металла, ведь практически все части, которые используются в токарном станке, предназначены для поддержания работы шпинделя.
Поэтому в этой статье будет рассказано о том, зачем он нужен, какие к нему предъявляются требования и ещё многое другое.
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения. Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
- «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.

- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес. Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Концы шпинделей резьбовые. ГОСТ 16868 (Взамен ОСТ 428)
Крепление патрона на резьбовой конец шпинделя
ГОСТ 16868 (Концы шпинделей резьбовые) предлагает два типоразмера концов шпинделей:
- М39 х 4,0
- М45 х 4,5
Конец шпинделя резьбовой ГОСТ 16868
В реальности существуют множество моделей станков, выпущенных до начала 60-х годов, с резьбовыми концами шпинделей от М33 до М150. Резьбовой конец шпинделя использовался на токарных станках старых моделей, например, 1А62 (М90 х 6) и в малых токарных станках — учебных и настольных, например, ТВ-7 (М45 х 4,5) и т.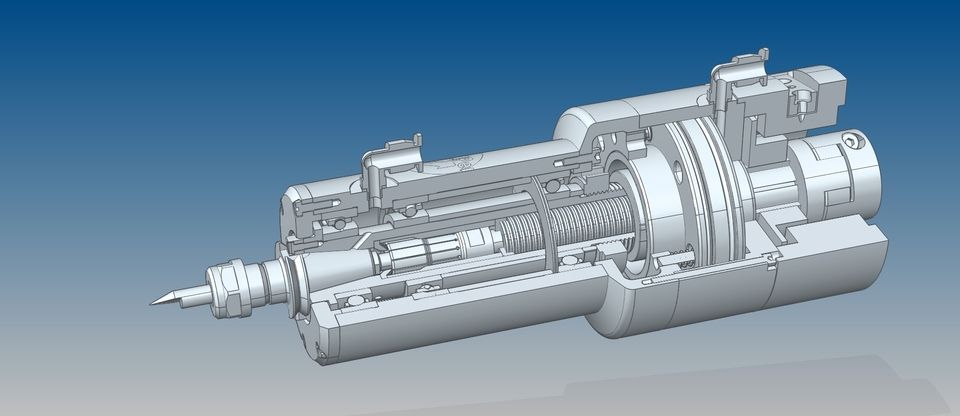 д.
д.
Если резьбовой конец шпинделя не соотвтствует ГОСТ 16868 (Концы шпинделей резьбовые) как, например, на станке ТВ-4 (d = М36 х 4), требуется изготовить нестандартный промежуточный фланец, используя посадочные размеры необходимого патрона.
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на цилиндрический центрирующий поясок диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок — ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.
Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Недостаток шпинделей с резьбой в том, что при торможении или реверсировании быстроходного станка патрон по инерции может соскочить со шпинделя. Кроме того, токарные патроны, устанавливаемые на этих шпинделях по посадке скольжения, не вполне точно центрируются. На точность центрирования оказывает влияние зазор. При частом навинчивании и свинчивании патронов зазор из-за износа сопрягаемых поверхностей увеличивается. В этих условиях даже плотные соединения со временем теряют свою первоначальную точность, и возникает потребность в ремонте головки шпинделя.
В средних и крупных токарных станках используются фланцевые концы шпинделей с центрирующим коротким конусом (7°7′30″). Конические направляющие обеспечивающют более точное центрирование при установке патронов и планшайб.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.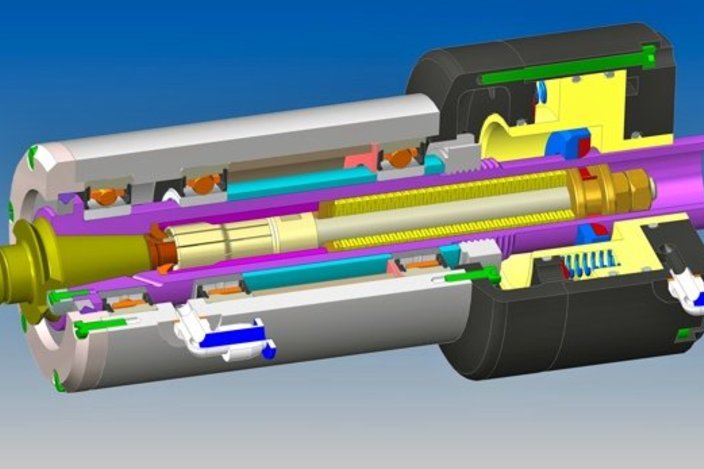
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Концы шпинделей фланцевые типа А ГОСТ 12595
ГОСТ 12595-2003 (DIN 55026, ИСО 702-1:2001). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые типа А и фланцы зажимных устройств. Основные и присоединительные размеры.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) типа А для токарных и шлифовальных станков, а также на фланцы зажимных устройств, устанавливаемых на концы шпинделей.
Фланцевые концы шпинделей типа А имеют резьбовые крепежные отверстия по окружности фланца, которые служат для для крепления патрона винтами с внутренними шестигранниками. Для концов шпинделей такого типа (А) должны использаваться зажимные патроны 2 типа по ГОСТ 2675-80 Тип 2.
Крепление патрона на фланцевый конец шпинделя типа А
Концы шпинделей фланцевые типа А по ГОСТ 12595
Условные размеры концов шпинделей типа А по ГОСТ 12595
Всего предусмотрено девять условных размеров концов шпинделей (3, 4, 5, 6, 8, 11, 15, 20, 28) с номинальным наружным диаметром 92, 108, 133, 165, 210, 280, 380, 520, 725 мм.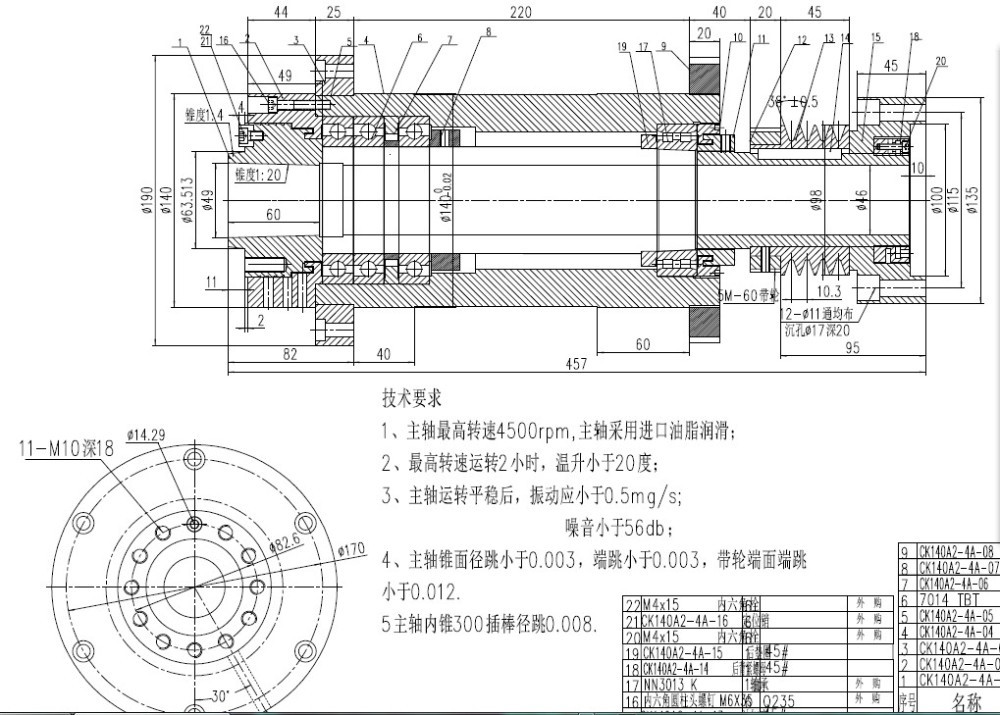
Фланец шпинделя снабжен коротким конусом 1:4 (7°7′30″), обеспечивающим надежное центрирование патрона. Допуски на конусы назначаются с таким расчетом, чтобы при установке патрона от руки между торцевыми поверхностями шпинделя и патрона оставался небольшой зазор, при затягивании крепежных винтов зазор ликвидируется, а конусы сопрягаются по посадке, близкой к прессовой. Вследствие большого угла конуса патрон после освобождения винтов легко снимается. Вылет патрона минимальный.
Фланцевые концы типа А могут изготавливаться в двух исполнениях.
- Крепежные отверстия расположены на делительных окружностях диаметров D1 и D2;
- Крепежные отверстия расположены только на делительной окружности диаметром D2. Исполнение 2 следует применять для концов шпинделей условного размера №3 и №4;
Исполнения 1 и 2 — следует применять для концов шпинделей условного размера от №5 до №28.
Для крепления токарного патрона на фланцевом шпинделе необходимо установить его на центрирующем конусе шпинделя, пропустить крепежные винты сквозь устанавливаемый токарный патрон в торцевые крепежные отверстия фланца шпинделя, затянуть винты.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Мой выбор
Сколь бы подробно ни описывались преимущества токарно-винторезных станков, в отношении оборудования промышленного назначения сложно сделать однозначный вывод. Каждое производство имеет собственные особенности, из-за которых заказываются специальные и дорабатываются типовые станки. С позиции типового оборудования – JET GH-2040 ZH DRO RFS, за счёт существующего потенциала выделяется на фоне незначительного числа достойных конкурентов.
Наиболее многочисленной по диапазону характеристик является группа станков, интересующая малый бизнес. Здесь всегда можно подобрать модели, соответствующие вашим особенностям. Проще всего с MetalMaster X32100 – уже в базовой комплектации вы получаете точный и высокопроизводительный ТВС, отпадает необходимость модернизации станка.
Сложнее определить станок для хобби – сказывается распространение однотипных моделей.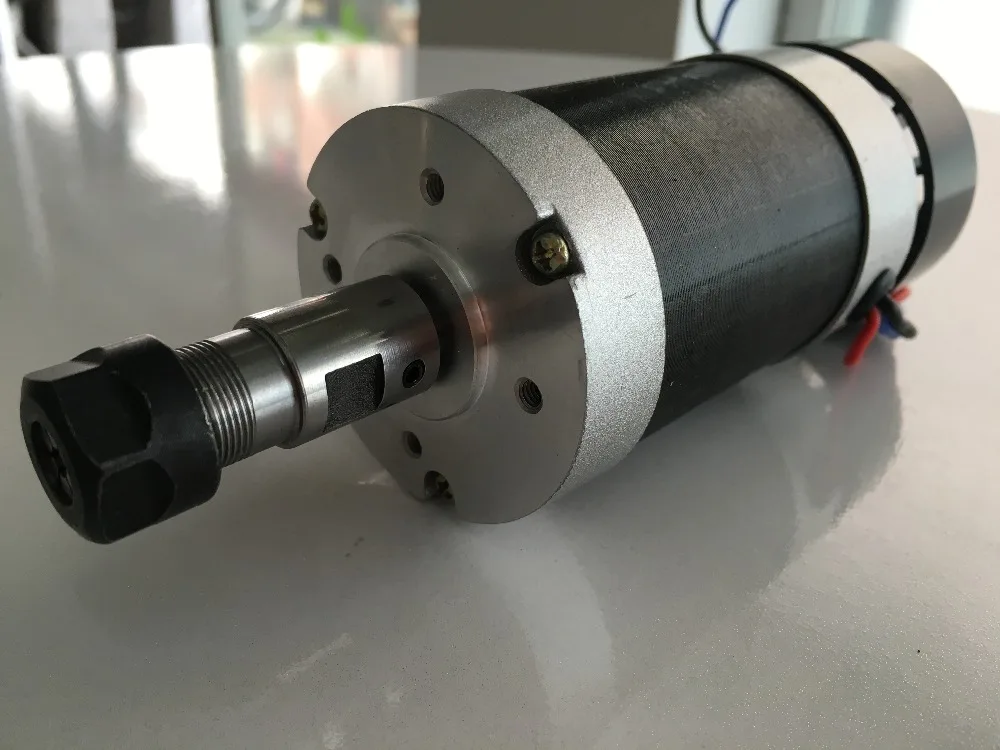 На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
Как часто вы обслуживаете электроинструмент?
Надеюсь, что статья оказалась полезной для вас. Спасибо за внимание, задавайте вопросы, поделитесь опытом в комментариях.
ТС-1 Станок токарный настольный. Назначение, область применения
Станок токарный широкоуниверсальный модели ТС-1 выпускался в настольном варианте и предназначен для изготовления деталей из стали, цветных металлов и пластмасс в промышленности точной механики, в оптической и радиопромышленности.
Станок рекомендуется использовать в лабораториях для изготовления образцов, в мастерских, в учебных классах, при индивидуальном трудовой деятельности.
Принадлежности и приспособления, входящие в комплект поставки станка, позволят расширить технологические возможности его. С их помощью на стенке можно выполнять помимо токарных работ, сверлильные работы, полирование, нарезание различных резьб и другие работы.
С их помощью на стенке можно выполнять помимо токарных работ, сверлильные работы, полирование, нарезание различных резьб и другие работы.
Полый шпиндель станка позволяет в качестве заготовки использовать прутковый материал круглого, квадратного и шестигранного профили.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Выбор шпинделя
Под шпинделем понимается двигатель, на который надет патрон (цанга) для удержания и вращения рабочего иструмента (фрезы, сверла, ножа, гравера). Шпиндели условно можно разбить на две группы — промышленные и любительские. Промышленный шпиндель – специально разработанное устройство, обычно рассчитанное на высокую боковою нагрузку, имеющее сложную систему охлаждения (воздушную или водяную) и смазку.

Что будет, если обычную дрель поставить на станок? Работать конечно будет, но по мере выработки подшипников, будет увеличиваться биение патрона и, соответственно, точность позиционирования инструмента будет уменьшаться. Кроме того, станок, обычно, при тонких работах, делает множество мелкошаговых проходов и шпиндель работает не один час. Дрель может перегреться и сгореть, или в ней сработает тепловая защита и она остановится. Так как управляющее ПО не имеет представления о состоянии дрели, то будет продолжать движение инструмента даже после остановки вращения. Это неминуемо приведет к поломке рабочего инструмента. Мощность шпинделя. Здесь правило — чем больше, тем лучше. Для мелких сверлильно-гравировальных работ достаточно 400-600 ватт. Для фрезеровки металлов и толстых слоев древесины достаточно 1000-1400 ватт. Как универсальный шпиндель, способный выжать из Вашей фрезы и системы подачи максимум — шпиндель на мощность выше 2000 ватт (2кВт).
Это неминуемо приведет к поломке рабочего инструмента. Мощность шпинделя. Здесь правило — чем больше, тем лучше. Для мелких сверлильно-гравировальных работ достаточно 400-600 ватт. Для фрезеровки металлов и толстых слоев древесины достаточно 1000-1400 ватт. Как универсальный шпиндель, способный выжать из Вашей фрезы и системы подачи максимум — шпиндель на мощность выше 2000 ватт (2кВт).
Однако, здесь нужно оговориться. Фрезерование бывает двух типов — силовое и скоростное. Это будет рассмотрено отдельно, но пока достаточно понимать, что мы можем либо быстро крутить фрезу и медленно ее подавать, либо медленно крутить фрезу, но быстро ее подавать. Профессиональные станки используют силовое фрезерование — как самый быстрый способ выборки заготовки. Для этого в станок вводятся режимы резания, в которых указывается для конкретной фрезы максимальная скорость подачи, скорость заглубления, скорость вращения. Это позволяет выжать из инструмента максимум производительности, не перегревая и не повреждая его. Если Ваш станок не в состооянии развить необходимое усилие подачи (это важнейший параметр станка), то единственный вариант, который Вам остается — раскрутить шпиндель до максимальных оборотов и потихоньку передвигать по заготовке. Это и будет скоростное фрезерование. Возвращаясь к выбору шпинделя, исходя из вышеизложенного, нужно выбрать — или быстрый шпиндель или мощный, т. е. способный развить на инструменте максимальный крутящий момент. Дорогие специализированные шпиндели не требуют компромисса и могут развивать скорость выше 20 тысяч оборотов и при этом передавать на фрезу усилие более 2000 ватт. Практически, Вы будете фрезеровать на скорости вращения 8-15 тысяч оборотов. Но очень быстрое вращение не всегда хорошо. Например, дерево, если его выбирать очень маленькими кусочками, образует мелкую пыль, которая затирается между заготовкой и фрезой и начинает подгорать. Это приводит к перегреву фрезы и заготовки. Для этого нужен преобразователь частоты.
Если Ваш станок не в состооянии развить необходимое усилие подачи (это важнейший параметр станка), то единственный вариант, который Вам остается — раскрутить шпиндель до максимальных оборотов и потихоньку передвигать по заготовке. Это и будет скоростное фрезерование. Возвращаясь к выбору шпинделя, исходя из вышеизложенного, нужно выбрать — или быстрый шпиндель или мощный, т. е. способный развить на инструменте максимальный крутящий момент. Дорогие специализированные шпиндели не требуют компромисса и могут развивать скорость выше 20 тысяч оборотов и при этом передавать на фрезу усилие более 2000 ватт. Практически, Вы будете фрезеровать на скорости вращения 8-15 тысяч оборотов. Но очень быстрое вращение не всегда хорошо. Например, дерево, если его выбирать очень маленькими кусочками, образует мелкую пыль, которая затирается между заготовкой и фрезой и начинает подгорать. Это приводит к перегреву фрезы и заготовки. Для этого нужен преобразователь частоты.
Отдельно отметим трехфазные шпиндели. Они имеют три провода питания, одну нейтраль и один провод заземления. Их нельзя напрямую подключить к бытовой (однофазной) сети. Для их подключения необходимо из одной фазы сделать три. Делается это с помощью преобразователя частоты. Устройство выпрямляет переменный ток и генерирует из него переменный ток другой частоты и фазности. Здесь необходимо отметить, что преобразователь частоты представляет множество сервисных функций. В частности, если входное напряжение всегда 50 Гц (в России) и поменять это Вы не можете, то на выходе устройство развивает частоту от 1 до 400 Гц в зависимости от уставки. Применительно к нашим задачам, это означает возможность установки частоты вращения шпинделя. Кроме того, преобразователь частоты может управляться от ПО станка, и программа автоматически установит необходимые обороты шпинделя в соответствии с таблицей скоростей для заданного материала. Более того, дорогие преобразователи частоты имеют в своем арсенале так называемое векторное управление двигателем.
Они имеют три провода питания, одну нейтраль и один провод заземления. Их нельзя напрямую подключить к бытовой (однофазной) сети. Для их подключения необходимо из одной фазы сделать три. Делается это с помощью преобразователя частоты. Устройство выпрямляет переменный ток и генерирует из него переменный ток другой частоты и фазности. Здесь необходимо отметить, что преобразователь частоты представляет множество сервисных функций. В частности, если входное напряжение всегда 50 Гц (в России) и поменять это Вы не можете, то на выходе устройство развивает частоту от 1 до 400 Гц в зависимости от уставки. Применительно к нашим задачам, это означает возможность установки частоты вращения шпинделя. Кроме того, преобразователь частоты может управляться от ПО станка, и программа автоматически установит необходимые обороты шпинделя в соответствии с таблицей скоростей для заданного материала. Более того, дорогие преобразователи частоты имеют в своем арсенале так называемое векторное управление двигателем.

Система охлаждения шпинделя бывает воздушная или водяная. Воздушная — как у обычной дрели, где на валу шпинделя расположен вентилятор. Минус этой системы в том, что она, во-первых, работает как пылесос, всасывая в шпиндель все то, что вырезано из заготовки, а, во-вторых, эффективность работы вентилятора зависит от скорости вращения вала, что на низких скоростях вращения может привести к перегреву шпинделя и выходу его из строя. Водяная система лишена всех недостатков воздушной и очень эффективна. Но требует доработки гидравлики.
Назад к спискуМногошпиндельный станок INDEX MS40-8 – INDEX TRAUB
Разработан для точного удовлетворения требований пользователя
Особенности машины
Ваши преимущества
- Высокодинамичные каретки с направляющей скольжения (ось X)
- Износостойкая ось Z благодаря иглам с гидростатической опорой
- Станок с передним открыванием для обработки прутков
- Обработка патронных деталей с загрузкой и разгрузкой роботами
- Направленная разгрузка деталей посредством линейного перемещения
- Чрезвычайно быстро вращающиеся синхронные шпиндели с осью С
- Поворотный рычаг фиксируется трехкомпонентной муфтой Хирта в положении обработки, что обеспечивает максимальную жесткость
MS40-8 в фокусе
Компактный шпиндельный барабан обеспечивает максимальную точность в каждом положении благодаря использованию трехкомпонентной муфты Хирта. Основу составляют 8 мотор-шпинделей с жидкостным охлаждением, встроенных в шпиндельный барабан. Бесступенчатая регулировка скорости, (высокая динамика) компактная конструкция, не требующая обслуживания и новейшая технология синхронного привода, как гарантия высокоточных заготовок.
Основу составляют 8 мотор-шпинделей с жидкостным охлаждением, встроенных в шпиндельный барабан. Бесступенчатая регулировка скорости, (высокая динамика) компактная конструкция, не требующая обслуживания и новейшая технология синхронного привода, как гарантия высокоточных заготовок.
Во время обработки оптимальная скорость, которую можно изменять во время резания, всегда можно запрограммировать для каждого положения шпинделя и каждой режущей кромки инструмента. Результатом является лучшее измельчение, максимальное качество поверхности, короткое время изготовления деталей и более длительный срок службы инструмента. Вы также можете обрабатывать высокопрочные материалы, которые до сих пор вряд ли подходили для многошпиндельных станков. Также возможно изменять скорость во время индексации барабана, что позволяет избежать дополнительных затрат времени на вторичную обработку.
Конфигурация машины
- 14 держателей инструментов с 1, 2 или 3 осями
- Салазки для обратного сверления с 7 инструментами макс.
 4 приводных для торцевой обработки
4 приводных для торцевой обработки - Возможно многократное использование суппортов
- Только держатель инструмента определяет направление обработки (внутри или снаружи)
- Поперечная обработка приводными инструментами
Ваше преимущество: Сокращение времени цикла за счет 8 рабочие шпиндели
- 2 x 4 шпинделя для одновременной обработки 2 заготовок
- Наличие на заготовку: 6 X/Z-суппортов, 1 синхронный шпиндель, 1 инструмент для отрезки с инструментами для обратного сверления, 1 суппорт для обратного сверления X-NC, 1 каретка для обратного сверления X/Z-NC
- Схема барабана: 3 x 90°= 270° (2 “машины”)
- Возможность многократного использования кареток
Ваша выгода: Дополнительное сокращение времени цикла за счет одновременного изготовления 2-х заготовок
“Универсальность – это сила MS40-8. Будь то сложные детали или методы производства – все возможно.
 ”
”Примеры применения
INDEX Многошпиндельные станки с ЧПУ с приводными инструментами, осью C и осью Y открывают доступ к совершенно новым процессам, таким как: сверление со смещением от центра и нарезание резьбы, наклонное сверление, поперечное сверление, контурное фрезерование, червячное фрезерование ( нарезка зубьев), многоугольная токарная обработка.
Обращение с заготовками
Очень быстрое снятие в зависимости от положения линейным и вращательным движением. Заготовка сначала передается от синхронного шпинделя к промежуточному захвату. Затем линейный челнок берет заготовку из промежуточного захвата и передает ее во внешнюю систему перемещения. Этот процесс происходит во время вторичной обработки.
Осевая разгрузка с помощью захвата и линейного цилиндра от синхронного шпинделя в положении 8 или 7 и 8 на внутренний конвейер или ленту для деталей, которые нельзя выталкивать.
Система перемещения заготовок для деталей патрона и сегментов прутка может использоваться для 8-шпиндельной обработки с синхронным шпинделем и без него, а также для двойной 4-шпиндельной обработки.
Также возможен вариант
4x OP10 (первая сторона) и
4x OP20 (вторая сторона) с внешней поворотной станцией.
Безповрежденная и ориентированная по положению подача компонентов от синхронного шпинделя в положении 8 или 7 и 8 к внешней системе перемещения в передней части станка. Все 3 оси встроенной в станок системы перемещения управляются ЧПУ.
Технические данные
развернуть все
Рабочие шпиндели
Количество макс.
Вместимость прутка
мм
Скорость макс.
об/мин
Мощность при 100 % / 25 %
кВт
13 / 24
Крутящий момент при 100 % / 25 %
Нм
9026 90 / 27 Синхронный шпиндель
Количество макс.
Вместимость прутка
мм
Скорость макс.
об / мин
Мощность при 100% / 40%
кВт
10 /14
Крутящий момент на 100% / 40%
нм
16 /22
Slide Trail для обратной обработки
7 / 14
Носитель инструмента
Количество макс.
Ход ползуна X
мм
Ход ползуна Y
мм
Ход салазок Z
мм
Держатель инструмента, отрезание направляющей для обратного растачивания
Количество макс.
Ход каретки X
мм
Количество инструментов для обратной обработки (приводных)
Габариты, вес, подключаемая мощность
Вес
кг
10 300
Подключаемая мощность
кВт
66 – 104
Длина x ширина x высота – удлиненная версия
мм
4,010 x 2,142 x 3,216
Элементы управления
Siemens
S840D sl
Мультисенсорный экран
Запросить цену на INDEX MS40-8
Вы получили предложение на INDEX MS40-8 в соответствии со стандартной конфигурацией.
Загрузки
Брошюра
НемецкийАнглийскийФранцузскийИтальянский
INDEX MS40-8
Download
pdf3 MB
Download
Download
pdf3 MB
Download
Download
pdf3 MB
Download
Download
pdf3 MB
Download
Эти машины могут вас заинтересовать
Мощный и ориентированный на будущее, точный и динамичный
Корпорация ИНДЕКС
14700 Северный бульвар Пуэнт
Ноблсвилль, IN 46060
США.

© 2022 INDEX-Werke GmbH & Co. KG Hahn & Tessky
Одно- и многошпиндельные винтовые станки
Современные многошпиндельные станки с ЧПУ имеют конструктивные элементы, которые позволяют этим высокопроизводительным станкам эффективно выполнять небольшие объемы работ, требующие более частых наладок.
Скорость, управление технологическим процессом на обновленной многошпиндельной платформе
Конструкция винтового станка, известная своей высокой производительностью, но также и сложностью настройки и эксплуатации, была усовершенствована, чтобы обеспечить компьютерное управление, повышенную точность и улучшенную повторяемость.
#техбриф
Ценность многошпиндельного патрона с ЧПУ
Для заготовок почти чистой формы многошпиндельный патрон может иметь смысл, когда объемы производства деталей высоки.
#техбриф
Видео: Президент механического цеха объясняет преимущества устройств предварительной настройки инструмента
Когда контрактный магазин MetalQuest приобрел свой первый многошпиндельный станок, он также приобрел специальный инструмент для предварительной настройки станка. Узнайте, почему президент компании считает, что магазины любого размера могут извлечь выгоду из измерительных инструментов в автономном режиме.
Сессия IMTS spark: Производство имеет значение — Почему многошпиндельный станок с ЧПУ имеет смысл для MetalQuest
Обсуждение в прямом эфире 18 декабря посвящено решению MetalQuest о диверсификации путем добавления своего первого многошпиндельного станка с ЧПУ для значительного сокращения времени цикла при существующем большом объеме работ.
8 МИНУТ ПРОЧТЕНИЯ
Хотя многошпиндельные станки с ЧПУ часто предназначены для обработки одной детали или семейства подобных деталей, эта ремонтная мастерская в Висконсине нашла способ производить 20 000 деталей за цикл, что является оптимальным для этого оборудования, чтобы лучше обслуживать несколько клиентов.
Дерек Корн Главный редактор, Журнал “Производственная обработка”
Почему многошпиндельный обрабатывающий центр с ЧПУ имеет смысл для MetalQuest
Этот контрактный производитель из Небраски, один из первых внедривший многозадачное оборудование, сделал, по его мнению, следующий логический шаг к диверсификации, добавив многошпиндельный станок для значительного сокращения времени цикла при существующем большом объеме работ.
Технологии прецизионной обработки продвигают цеха вперед
Продолжается разработка нового оборудования и программного обеспечения для удовлетворения потребностей таких производственных цехов, как ваш. Вот пример технологии, представленной сейчас на рынке, которая может помочь вам расширить свою деятельность и повысить ее эффективность.
Токарные станки помогают поставщику огнестрельного оружия добиться быстрого роста
Тесно сотрудничая со своим поставщиком станков, этот производитель огнестрельного оружия быстро расширил линейку токарных станков, чтобы поставлять качественную продукцию и ускорять доставку.
Завихрение микрорезьбы без заусенцев
Нарезание резьбы обычно является последней операцией при обработке компонентов, поэтому процесс должен быть надежным и высокоточным. Компания DC Swiss разработала завихритель внутренней резьбы, который оставляет микрорезьбу без заусенцев даже в сложных, труднообрабатываемых материалах.
Нетрадиционный подход к многошпиндельному производству
Этот магазин пошел своим нутром, отталкивая поставщиков, которые говорили: «Вы делаете ошибку». Это творческое использование многошпиндельной технологии для небольших партий не является ошибкой.
Мультишпиндели обеспечивают гибкость поставщикам автомобильной промышленности
Чтобы оставаться в числе ведущих игроков на высококонкурентном рынке, необходимы инновационные умы и эффективное, гибкое производственное оборудование. Этот базирующийся в Германии поставщик автомобильной продукции обладает и тем, и другим, и поддерживает свой необычайный рост растущим числом многошпиндельных станков с ЧПУ.
2 МИНУТЫ ЧТЕНИЯ
Утверждается, что сочетание некоторых функций кулачкового привода с технологией ЧПУ для этой многошпиндельной платформы помогает снизить стоимость станка при сохранении высокой скорости обработки, точности и производительности.
#техбриф
Дерек Корн Главный редактор, Журнал “Производственная обработка”
ВИДЕО
Как достижения в области многошпиндельных станков с ЧПУ помогут вам опережать современные тенденции
Растущее экономическое и трудовое давление делает многошпиндельную токарно-фрезерную технологию с ЧПУ более жизнеспособной, чем когда-либо. Это реальное сравнение с одношпиндельным токарным станком показывает, как это сделать.
ПОСМОТРЕТЬ ВСЕ ВИДЕО ОДНО- И НЕСКОЛЬКО ШПИНДЕЛЕЙ
Как повысить эффективность производства с помощью швейцарских и многозадачных станков
SolidCAM для многоосевых швейцарских станков и многозадачных станков обеспечивает очень эффективный процесс программирования CAM, создавая оптимальные и безопасные программы токарно-фрезерной обработки со значительно увеличенным сроком службы фрезерного инструмента.
Поворот к будущему
Этот новый станок представляет собой последнее поколение многошпиндельных автоматов с ЧПУ нового поколения. Его разработка была подходом с чистого листа, и результаты впечатляют.
ЧТЕНИЕ 7 МИНУТ
Прецизионная токарная промышленность отходит от автоматики с кулачковым приводом. В то время как ограниченные возможности старых машин и квалифицированные трудовые ресурсы являются двумя важными факторами, экономика является основной движущей силой.
Грег Найт VP-Sales Производство продукции для токарной обработки, Абсолютные станки
Магазин развивается благодаря токарной обработке с ЧПУ
Дебби Соммерс ответила на объявление в газете о вакансии администратора в магазине винтовых станков в Саут-Элгине, штат Иллинойс, в 1980 году. Сегодня она владеет магазином площадью 18 000 квадратных футов с 20 сотрудниками и ростом продаж на 25 процентов в 2017 году.
Вывод мультисистем с ЧПУ на новый уровень
Посещение EMO должно быть первым в списке всех, кто хочет увидеть последние достижения в области технологий обработки.
Два новых поворота в вихре потоков
Закручивание резьбы как процесс металлообработки восходит к 1940-м годам. В последнее время изменения в скорости производства, основанные на этом все более популярном процессе, влияют на производителей резьбы.
Пятишпиндельный токарный станок расширяет линейку ЧПУ Multi Line
Пятишпиндельный токарный станок Penta, представленный на выставке IMTS 2016, дополняет линейку шести- и восьмишпиндельных станков ZPS America альтернативой ЧПУ.
Другой взгляд на многошпиндельный станок с ЧПУ
На прошлой неделе на выставке IMTS компания ZPS представила пятиосевой многошпиндельный станок с ЧПУ, предназначенный для обработки деталей низкой и средней сложности.
Совместный подход к индивидуальному проектированию машин
Здравый смысл говорит, что многошпиндельные диски равны большому объему. Это не обязательно так, как показывает этот британский проект.
ПОСМОТРЕТЬ ВСЕ СТАТЬИ ОБ ОДНО- И НЕСКОЛЬКО ШПИНДЕЛЯХ
Многошпиндельная обработка винтов с ЧПУ | Panek Precision
Многошпиндельная обработка винтов с ЧПУ | Панек Точность!
Обновление COVID-19
Мы здесь, чтобы помочь во время кризиса COVID-19. Пожалуйста, обратите внимание на Panek Precision в отношении любых требований к оборудованию для неотложной медицинской помощи.Перейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
- Хром
- Фаерфокс
- Internet Explorer Edge
- Сафари
Рост Panek Precision связан с автоматическим станком для изготовления винтов, восходящим к дате нашего основания в 1945 году. Сегодня услуги по эксцентриковой и многошпиндельной обработке винтов с ЧПУ остаются основной частью нашего бизнеса для крупносерийных деталей с жесткими допусками.
В отличие от большинства станков с ЧПУ, многошпиндельные винтовые станки Panek Precision способны обрабатывать прутки широкого диапазона размеров для компонентов, требующих многошпиндельной обработки, от диаметра от 1/8 дюйма до 4 дюймов в диаметре.
Наша линейка многошпиндельных винтовых станков включает винтовые станки Gildemeister, Davenport и New Britain, а также наш современный 6-шпиндельный винтовой станок Index Traub с ЧПУ.
Запросить предложение
Многошпиндельный станок по сравнению с одношпиндельным
Многошпиндельный винтовой станок имеет несколько преимуществ по сравнению с одношпиндельной технологией. Основным преимуществом является более быстрое время цикла из-за того, что операции обработки «разделяются» с одного шпинделя на несколько шпинделей. По сути, эти машины позволяют нескольким инструментам одновременно резать несколько кусков материала.
Panek Precision обрабатывает прутки широкого диапазона размеров для больших объемов деталей с жесткими допусками, требующих многошпиндельной обработки – от диаметра от 1/8 дюйма до 4 дюймов в диаметре.
Возможности многошпиндельной обработки винтов
Panek Precision предлагает 6-шпиндельные и 8-шпиндельные винтовые станки со следующими возможностями:
- Токарная обработка
- Фрезерование (некоторые приложения) боковая отделка
- Thread rolling
- Tapping
Multi Spindle Screw Machining
Our precision screw machining capabilities include:
| Gildemeisters | Gildemeister CNC | Index Traub CNC | Acme-Gridleys | Davenport | Другие винтовые станки | |||||||
| Количество | 14 | 1 | 1 | 2 | 10 | 23 | ||||||
| Maximum OD (In) | 2-1/16 “ | 1-13/16″ | 1-9/16 “ | 4″ | 7/18 “ | 4″ | 7/8 “ | 4″ | 7/8 “ | 4″ | 7/19 “ | 4″ |
| Maximum OD (mm) | 50. 8 -1.5875 | 25.4 – 20.6375 | 25.4 – 14.2875 | 101.6 | 22.225 | 88.9 |
Industries Served
At Panek Precision, we specialize in delivering быстрый оборот и непревзойденное качество для производителей в различных отраслях, включая медицину, автомобилестроение, военную промышленность, доступ к гаражам и безопасность, средства управления и автоматизацию, кабельные соединители, морскую и аэрокосмическую промышленность.
Посмотреть все отрасли
Материалы для многошпиндельной обработки
Наш выбор сырья для обработки включает алюминий, латунь, углеродистую сталь, нержавеющую сталь и различные пластмассы. Наши возможности включают высокоточную механическую обработку, резку металлических труб и формовку концов, услуги по сборке и штамповку металла с 4 суппортами.
Подробнее о материалах
Наши основные возможности прецизионной обработки винтов с ЧПУ включают:
- Девять (9) многошпиндельных винтовых станков Gildemeister с давлением 2-1/8 бар, шпинделями с обратной стороны и нарезанием резьбы, нарезанием резьбы и фрезерные приспособления
- Десять (10) многошпиндельных винтовых станков Davenport для диаметров от 1/8 дюйма до 7/8 дюйма, шпиндели с обратной стороны и приспособления для нарезания резьбы, нарезания резьбы и фрезерования
- Два (2) многошпиндельных винтовых станка Acme-Gridley с 4-дюймовым стержнем для тяжелых работ
Наши прецизионные кулачковые и винтовые станки с ЧПУ включают:
- Десять (10) винтовых станков с ЧПУ Browne & Sharpe с производительностью прутка 2-3/8 дюйма
- Девять (9) Винтовые станки New Britain с диаметром прутка 2-1/2 дюйма
Multi-Spindle Screw Machine Products
- Fasteners
- Precision Electronic Connectors
- Fittings
- Seals
- Hydraulic Poppets
- Shafts
- Spacers
- Inserts
- Nozzles
- Panel Screws
- Standoffs (Hex, Round , площадь)
Нажимая «Продолжить» или продолжая использовать наш сайт, вы подтверждаете, что принимаете нашу Политику конфиденциальности и Условия использования.