Шпиндель для токарного станка: Шпиндель токарного станка | ПроТехнологии
alexxlab | 01.06.1991 | 0 | Разное
устройство, составные части, регулирование и наладка узлов.
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Шпиндельная (передняя) бабка — устройство токарного станка, предназначенное для сообщения заготовке вращательного движения. Обрабатываемая деталь закрепляется в кулачки патрона, цангу, планшайбу установленные на переднем торце шпинделя или фиксируется центрами между передней и задней бабками. Частота вращения заготовки и направление могут регулироваться от системы управления.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра. На универсальных станках также используется для установки режущего инструмента: сверл, зенкеров, разверток.
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из корпуса (чаще всего чугунного) и шпинделя.
Корпус шпиндельной бабки может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя, это достигается расточкой корпуса на расточном станке с борштангой, с последующим контролем на измерительной машине. Предусмотрена возможность регулировки оси шпинделя в плоскости движения оси Х (для станков с горизонтальной станиной это будет горизонтальная плоскость, направление “к оператору или от оператора”).
Передача вращательного движения от двигателя к шпинделю, чаще всего, осуществляется посредством клиновых или поликлиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ для обеспечения функций нарезания резьбы и поддержания постоянства скорости резания устанавливается дополнительный датчик – энкодер шпиндель. Энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для плавного(не дискретного) регулирования частоты оборотов шпинделя.
Шпиндельный узел, как правило, имеет систему циркуляционной смазки и может иметь систему охлаждения. В шпинделя “картриджного” типа консистентная смазка закладывается на весь срок службы подшипников.
Кинематическая схема шпиндельной бабки обычно приведена в документации на конкретный станок.
Шпиндель передней бабки
Шпиндель — полый внутри вал, изготовленный из углеродистой стали, в отверстие которого пропускают длинномерные заготовки. Установлен шпиндель в корпус передней бабки посредством переднего и заднего подшипниковых узлов.
Торец шпинделя токарных станков, в зависимости от исполнения, соответствует ГОСТ 12595-2003 или ГОСТ 26651-85. На современных станках ЧПУ, в зависимости от запросов потребителя, геометрия торца шпинделя может быть изменена. На торец устанавливается зажимное устройство: токарный патрон, цанга, планшайба, упорный центр.
Посадочные поверхности торца шпинделя имеют обработку не ниже 6 квалитета, при изготовлении поверхность подвергается закалке и шлифовке. В противном случае радиальное и торцевое биение установленного патрона или другого зажимного устройства, установленного на шпиндель, будут превышать допустимые значения. Это скажется на точности обработки заготовки. После установки шпиндель проверяется на наличие вибраций, и, при необходимости, производится балансировка
В связи с этим, при замене зажимной оснастки посадочные поверхности шпинделя необходимо оберегать от различного рода повреждений, не допускать наличия стружки и грязи, а также проверять биение вновь установленных патрона или цанги.
|
пример – шпиндель “картриджного” типа |
пример – шпиндель с валами и шестернями коробки скоростей |
Проверка точности
Геометрическую точность на токарных станках с ЧПУ проверяют по контрольным скалкам и оправкам. Проверка методом проточки не входит в проверки по ГОСТ(в токарный патрон зажимается заготовка диаметром не менее 80 мм длиной до трех диаметров и обтачивается цилиндрическая поверхность перемещением по оси Z без поджима задней бабкой), является неточной и не отражает реальное положение оси шпиндельной бабки. на результаты проточки влияет очень много факторов и погрешность измерения будет превышать величину допуска (режимы резания, высота режущей кромки и вылет оправки, состояние подшипников шпинделя и остальной кинематики . Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
Допустимые отклонения указаны в приложении к свидетельству о приемке станка.
При неудовлетворительных результатах проверки точности выявляют и устраняют причину и проводят повторную проверку.
Задняя бабка
Задняя бабка входит в стандартную комплектацию любого токарного станка, производимого Тверским станкостроительным заводом.
Устройство задней бабки токарного станка
Упорная бабка состоит из плиты (основания, опирающегося на направляющие станины), корпуса, пиноли, штурвала перемещения пиноли) и рукояток фиксации пиноли и задней бабки. В левом торце пиноли имеется коническое отверстие, служащее для установки и фиксации приспособлений и инструмента.
Задняя бабка станка чаще всего перемещается вручную оператором. На некоторых моделях станков может присоединяться к суппорту и совместно перемещаться вдоль оси Z к месту зажима.
Пиноль задней бабки выдвигается и отводится, перемещением маховика. Возможна установка гидравлического или электро-механического устройства выдвижения
Для регулировки соосности оси шпинделя и оси пиноли задней бабки при обработке заготовок применяют поперечное смещение оси задней бабки (к оператору или от оператора).
В токарных обрабатывающих центрах задняя бабка может иметь управляемое от ЧПУ перемещение (ось W). Также возможно замена пиноли на противошпиндель.
Настройка и регулировка
Регулировка задней бабки токарного станка выполнена на заводе изготовителе. Дополнительная регулировка требуется при ухудшении точности станка. Заключается она в установке минимальных зазоров в передних и задних подшипниках пиноли (модели с вращающейся пинолью), компенсации люфта между опорными поверхностями упорной бабки и направляющими станины, исключению смещения относительно оси шпинделя.
Фиксация задней бабки станка к направляющим осуществляется при зажиме гаек 2, пиноль 1 фиксируется рычагом 5. Перемещение пиноли происходит при вращении штурвала 4.
Перемещение пиноли происходит при вращении штурвала 4.
Для облегчения позиционирования задней бабки по направляющим станины может использоваться система разгрузки или механизм 3, при ослаблении болтов крепления 2 задняя бабка перемещается в направлении противоположном направлению вращения рукоятки механизма 3.
В корпусе пиноли расположена масленка для выполнения ручной смазки.
Регулировка оси пиноли в горизонтальной плоскости производится с помощью установочного винта (под штурвалом пиноли) и двух винтов А.
Геометрическую соосность передней и задней бабок проверяют, зажимая поверочную скалку (диаметр и длина зависит от РМЦ станка) в неподвижных центрах бабок токарного станка. Стойка с индикатором часового типа, установленная на суппорт или револьверную головку, перемещается вдоль осевой линии заготовки в вертикальной и горизонтальной плоскости. После проверки и при необходимости производится настройка задней бабки.
Шпиндели токарные в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Запчасти, оснастка к металлообрабатывающим станкам
- Шпиндели токарные
Вы можете очень быстро сравнить цены шпинделей токарных и подобрать оптимальные варианты из более чем 25398 предложений
Реклама Шпиндели с воздушным охлаждением до 18 000 об/мин Подробное описание и цена >>> Реклама Шпиндели с воздушным охлаждением до 24 000 об/мин Подробное описание и цена >>> Реклама Шпиндели с водяным охлаждением Подробное описание и цена >>>
Шпиндель токарного станка 16к20,1к62
Состояние: Новый
В наличии
ООО ПКФ «Станкодеталь» предлагает шпиндель к станкам 1К62, 16К20,1М63 Шпиндель токарного станка 1К62 Шпиндель токарного станка 16К20 Шпиндель токарного станка 1М63
12. 10.2022
Ростов-на-Дону (Россия)
10.2022
Ростов-на-Дону (Россия)
Шпиндель токарных, фрезерных, сверлильных станков
Состояние: Новый
В наличии
Шпиндель (5ось) 6М13, 6М83, 6М83-3-31АШпиндель (5ось) 6М13, 6М83, 6М83-3-31А СБШпиндель (5ось) 6М82-3-31АШпиндель (5ось) 6М82-3-31А СБШпиндель 16К20.020.398 СБШпиндель 16К20.020.401 СБШпиндель…
06.06.2022 Энгельс (Россия)
Шпиндель токарного станка 16к20,1к62
Состояние: Новый
В наличии
ООО «ПКФ«Юг-Комплект» предлагает шпиндель к станкам 1К62, 16К20,1М63Шпиндель 1К62.02.130Шпиндель 16К20. 020.401Шпиндель 1М63 Цены по прайс-листу! С более подробной информацией вы можете…
10.10.2022 Ростов-на-Дону (Россия)
Станок настольный токарный мод. WM250V-F
WM250V-F
Состояние: Новый
В наличии
Автоматическое (механическое) продольное перемещение суппорта. Автоматическое (механическое) поперечное перемещение суппорта. Изменение направления автоматического поперечного и продольного…
18.02.2014 Екатеринбург (Россия)
Токарный станок с ЧПУ CK6132, CJK6132
Состояние: Новый
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу Стандартный резцедержатель с электроприводом…
10.05.2018 Рыбинск (Россия)
Токарный станок с ЧПУ
Состояние: Новый Производитель: Тайвань
Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбу
Стандартный резцедержатель с электроприводом. ..
..
10.05.2018 Рыбинск (Россия)
Станок токарный настольный с ЧПУ TU2506 CNC
Состояние: Новый Производитель: Группа “Станко” (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для мелкосерийного изготовления небольших деталей приборов и механизмов.Предназначен для обработки деталей из…
07.05.2021 Москва (Россия)
500 000
Станок токарный настольный с ЧПУ TU2304S CNC
Состояние: Новый Производитель: Группа “Станко” (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для обработки небольших деталей в приборостроительной промышленности и мастерских. Отлично подходит для. ..
..
07.05.2021 Москва (Россия)
476 000
Станок токарный настольный с ЧПУ TU2807 CNC
Состояние: Новый Производитель: ООО Станко (Россия)
Главные аргументы: качество, эффективность и ценаНастольный токарный станок с ЧПУ для мелкосерийного изготовления небольших деталей приборов и механизмов.Предназначен для обработки деталей из…
01.05.2021 Москва (Россия)
578 000
Станок токарный с ЧПУ ТС23
Состояние: Новый Производитель: Группа “Станко” (Россия)
В наличии
Главные аргументы: качество, эффективность и ценаВысокопроизводительный экономичный токарный станок с ЧПУ для мелкосерийного изготовления деталей приборов и механизмов. Предназначен для обработки…
Предназначен для обработки…
11.05.2021 Москва (Россия)
768 000
Станок токарный с ЧПУ TC25
Состояние: Новый Год выпуска: 2017 Производитель: Группа “Станко” (Россия)
В наличии
Главные аргументы: качество, эффективность и ценаВысокопроизводительный экономичный токарный станок с ЧПУ для мелкосерийного изготовления деталей приборов и механизмов.Предназначен для обработки…
10.05.2021 Москва (Россия)
839 000
Токарный станок с ЧПУ CK6132, CJK6132
Состояние: Новый Производитель: Китай
Характеристики:Токарный станок с ЧПУ может с высокой эффективностью обрабатывать внешний и внутренний диаметр, торец, конус, обрабатывать по дуге и нарезать резьбуСтандартный резцедержатель с. ..
..
10.05.2018 Рыбинск (Россия)
токарно-винторезного станка тв-320П
Состояние: Б/У Год выпуска: 1980 Производитель: Уфимский моторостроительный завод.
Технические характеристики токарно-винторезного станка тв-320· Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320, мм· Наибольший диаметр заготовки типа…
06.05.2019 Новосибирск (Россия)
50 000
Токарный станок SPV-300
Состояние: Новый Производитель: proma
В наличии
У НАС БОЛЬШОЙ ВЫБОР ФРЕЗЕРНЫХ И ЛАЗЕРНЫХ СТАНКОВ С ЧПУ, ФОРМАТНО-РАСКРОЕЧНЫЕ, КРОМКООБЛИЦОВОЧНЫЕ, СТОЛЯРНЫЕ. СКЛАД В МОСКВЕ, НОВОРОССИЙСКЕ, ЕКАТЕРИНБУРГЕ. ДОСТАВКА. НАЛАДКА.Микротокарный станок…
НАЛАДКА.Микротокарный станок…
06.10.2022 Москва (Россия)
59 762
Токарный станок ИЖ-250
Состояние: Б/У Год выпуска: 1963 Производитель: Россия
1963 г. выпуска, работал в ремгруппе, станина чугунная торгТокарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для…
14.07.2019 Рязань (Россия)
200 000
Токарные станки со склада в Челябинске
Состояние: Б/У Год выпуска: 1994 Производитель: Россия
Токарно-винторезный ТВ-250 ф250мм рмц1000мм состояние хорошееТокарно-винторезный 16Е16КП ф350мм рмц750мм состояние хорошееТокарно-винторезный 1К62 Ф400мм РМЦ1000мм Состояние хорошее. ..
..
06.11.2019 Челябинск (Россия)
Токарно-фрезерный обрабатывающий центр CTX beta 1250 TC c устройством поодачи прутка и контршпинделем
Состояние: Б/У Год выпуска: 2011 Производитель: DMG Mori ( Gildemeister) (Германия)
Станок проверен. Условия гарантии обсуждаются .Наработка шпинделя 10 часов . Состояние нового станка . CTX beta 1250 TC Универсальный токарный станок Максимальная обрабатываемая…
10.03.2020 Екатеринбург (Россия)
Токарно-фрезерный обрабатывающий центр CTX beta 1250 TC с гарантией 2 месяца
Состояние: Новый Производитель: DMG Graziano (Италия)
В наличии
CTX beta 1250 TCУниверсальный токарный станокМаксимальная обрабатываемая длина 1250 мм.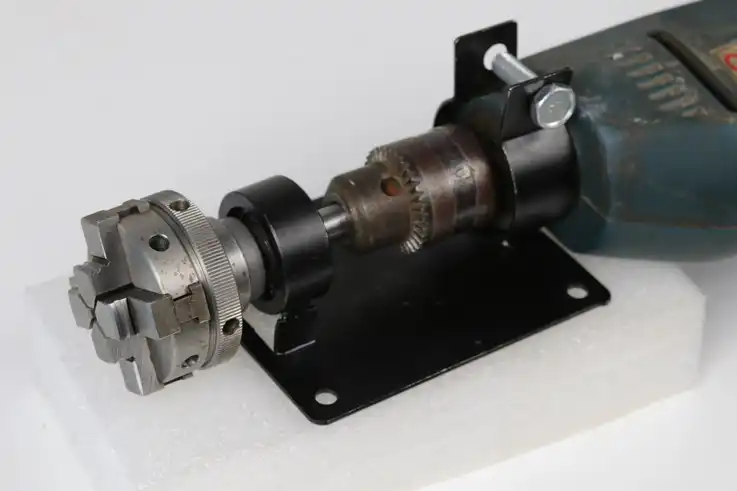 – Главный шпиндель: интегрированный мотор-шпиндель ISM 76- Главный привод переменного тока мощностью 25/34…
– Главный шпиндель: интегрированный мотор-шпиндель ISM 76- Главный привод переменного тока мощностью 25/34…
28.10.2020 Екатеринбург (Россия)
СЕРВОДВИГАТЕЛЬ SM130-G15015LZ, 130 ММ, 1500 ОБ/МИН, 15 НМ, 2.3 кВт. Шаговые моторы драйверы сервоприводы
Состояние: Новый
БЕСЩЕТОЧНЫЙ СИНХРОННЫЙ СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА (PMSM SERVOMOTOR) 2.3 кВт. Двигатели серии SM применяются в системах автоматики, где требуется высокий крутящий момент, в приводах конвейерных…
20.05.2022 Арзамас (Россия)
32 200
SM110-G06020LZ Серводвигатель, 110 мм, 2000 об/мин, 6 НМ, 1,2 кВт. Шаговые моторы драйверы сервоприводы
Состояние: Новый
БЕСЩЕТОЧНЫЙ СИНХРОННЫЙ СЕРВОДВИГАТЕЛЬ ПЕРЕМЕННОГО ТОКА (PMSM SERVOMOTOR) 1.2 кВт
Двигатели серии SM применяются в системах автоматики, где требуется высокий крутящий момент, в приводах конвейерных. ..
..
20.05.2022 Арзамас (Россия)
21 700
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по шпинделям токарным почти как на Авито и TIU
Видео шпинделей токарных
что это такое, назначение, устройство, чертежи
Шпиндель — одна из важнейших частей токарного станка. Не будет преувеличением сказать, что без него станок — лишь груда металла, ведь практически все части, которые используются в токарном станке, предназначены для поддержания работы шпинделя.
Поэтому в этой статье будет рассказано о том, зачем он нужен, какие к нему предъявляются требования и ещё многое другое.
Содержание:
- 1 Что представляет собой шпиндель для токарного станка
- 1.1 Чертеж и конструкция устройства
- 1.2 Требования к шпиндельному узлу
- 1.3 Назначение и принцип действия
- 2 Инструкция по эксплуатации
- 3 Как производится регулировка и ремонт шпинделя
- 4 Заключение
Что представляет собой шпиндель для токарного станка
Шпиндель для токарного станка представляет собой вал с отверстием посередине. В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
В него, в отверстие, вставляют заготовки будущих деталей. Изготавливают его из высокопрочной стали, так как на него постоянно ложится большая нагрузка. Теперь немного поподробнее.
Чертеж и конструкция устройства
То, какой конструкции будет шпиндель, зависит от большого перечня факторов. К примеру, от того, какие работы нужно будет выполнить, или от скорости, с которой будет происходить работа. Также в этот перечень можно внести виды станка, так как для разных видов нужен разный шпиндель.
Требования к шпиндельному узлу
В прошлом основным упором для данного узла были подшипники, на которых вращается шпиндель. Отклонение на них достигало около одного микрометра. Сейчас же всё поменялось: теперь требования к современным шпинделям усилились, и они изготавливаются при помощи либо магнитных, либо воздушных опор.
Это позволяет добиться намного лучших результатов, чем при использовании подшипников: теперь отклонения от нормы составляют лишь около двух десятых микрометров, что позволяет работать даже с самыми сложными деталями, не боясь выпустить брак.
Однако, две десятые микрометров не придел. При помощи маховика, который разгоняет шпиндель, можно добиться снижения погрешности до трёх сотых микрометров, что намного меньше предыдущего результата. Правда, такие работы должны выполняться после того, как маховик будет отключен. То есть, работы выполняются за счёт инерции, при помощи которой шпиндель продолжает движение.
Вот список требований, которым должны соответствовать шпиндельные узлы:
- Точность. Это требование проверяется на основание того, для какого станка нужен шпиндель и применения.
- Скорость обработки. Шпиндельные узлы вращаются всегда с разной скоростью (это зависит от вида). Если говорить грубо: чем быстрее — тем лучше. От скорости зависит, на каком уровне будет качество выполненной детали.
- Жёсткость. Здесь всё не так, как со скоростью. То есть, чем ниже — тем лучше. Вычисляется он при помощи соотношения величины прогиба шпинделя и уровня радиального биения.
 Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше.
Вычислив получившееся число у двух шпинделей, можно сказать: какой из них лучше. - «Время жизни». Этот показатель означает, сколько шпиндель сможет прослужить при выполнении предназначенных работ. Он зависит от того, какой подшипник используется при эксплуатации. Естественно, чем он хуже — тем быстрее сломается шпиндельный узел.
- Устойчивость к вибрации. Естественно, при работе станок очень много вибрирует, что может привести к браку, если шпиндель не соответствует этому требованию. Если шпиндельный узел плохо переносит вибрацию, то уровень точности при работе будет заметно ниже.
- Максимальный уровень нагревания. Это — одно из важнейших требований. При работе шпиндельный узел, из-за силы трения, сильно нагревается, а потому иногда ему нужно, так сказать, «отдохнуть» от работы. При сильном нагреве он может начать видоизменятся и поломаться, а потому нужно выбирать самый устойчивый к высокой температуре.
- Максимально переносимый вес.
 Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Благодаря этому требованию можно определить — какого веса инструменты можно закреплять на шпиндельном узле. Также от этого показателя зависит размер используемого инструмента.
Учитывая все эти требования, которые предъявляют к шпинделю можно выбрать максимально хороший и подходящий для работ шпиндельный узел.
Назначение и принцип действия
Самым главным и, как следствие, основным назначением шпиндельного узла является закрепление на нём патрона, который в свою очередь предназначенных для зажима заготовки будущей детали.
Справка! Закрепление заготовки на шпинделе осуществляется благодаря специальному зажимному патрону, планшайбе или цанговому зажиму, которые крепятся на конце шпинделя.
Инструкция по эксплуатации
Перед тем, как вообще использовать шпиндель с токарным патроном для работы с заготовками, необходимо провести обкатку, о которой чуть позже.
После того, как обкатка была завершена, можно приступать к самой работе. Если в шпиндельном узле используются подшипники, то их смазывают специальной смазкой, которая помогает использовать возможности шпинделя по полной на высокой скорости.
Это позволяет шпиндельным узлам служить на протяжении всего времени, которое им отводят производители. Конструкция шпинделя сделана так, чтобы эта замазка могла смазывать все движущиеся части, при этом не позволяя ей выбраться из подшипника.
Также, благодаря конструкции, не только смазка не может выбраться наружу, но и различная грязь не сможет забраться внутрь шпиндельного узла.
Промывку необходимо производить с тщательным соблюдением мер обеспечения чистоты рабочего места и инструментов. При промывке подшипника, в случае констатации предельных или запредельных люфтов, а также износа беговых дорожек или выкрашивании текстолитового сепаратора, рекомендуется произвести полную замену подшипников шпинделя.
Кроме, выше указанного, в ряде случаев, когда шпиндель имеет высокую степень технологической загрузки, а режим его работы относится или близок к категории «круглосуточный», замену смазки в подшипниках следует производить по истечении определённого эмпирическим путем периода времени работы шпинделя.
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя.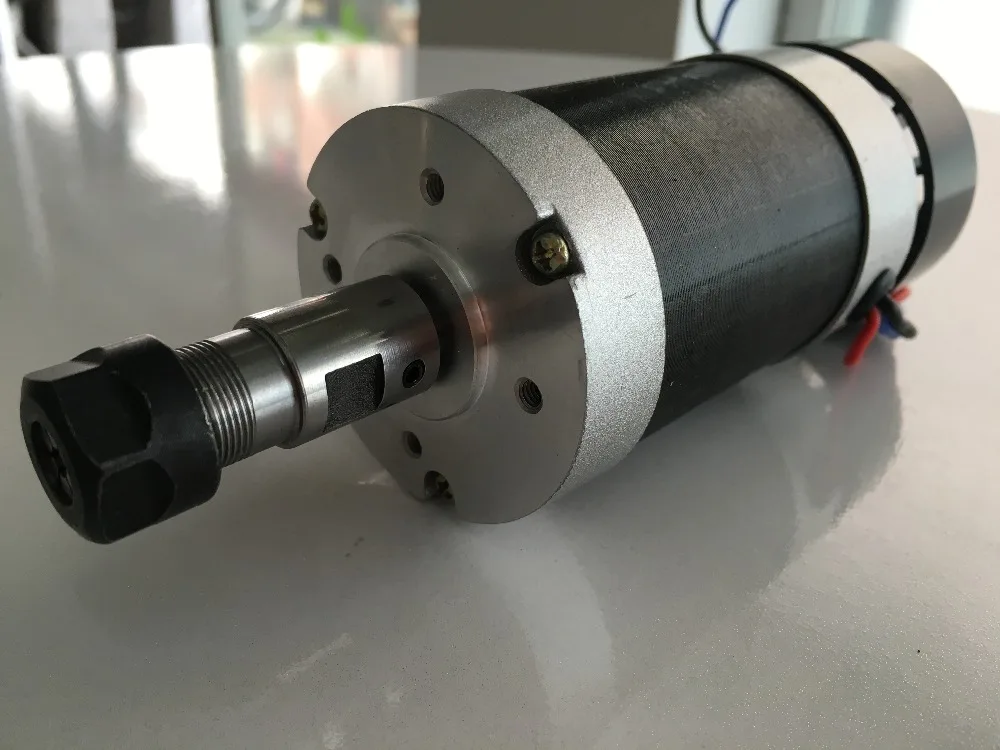 Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Заключение
Из этой статьи понятно, для чего нужен шпиндельный узел в токарном станке. Это очень важная деталь, которая используется во всех токарных станках в наше время, не исключая и станки с ЧПУ.
Важно лишь знать, какой вид подойдёт под конкретные виды работ, ведь от этого зависит то, насколько хорошо шпиндель будет справляться со своей работой и сколько он сможет прослужить. А поэтому всегда внимательно следите за своим рабочим местом и тогда неожиданные поломки не смогут прервать вашу работу.
Что такое шпиндель токарного станка? (с изображением)
`;
Эрик Таллберг
Шпиндель токарного станка является «рабочей частью» токарного станка. Токарные станки используются для резки, придания формы и обработки дерева или металла и бывают самых разных конфигураций и размеров. Шпиндель обычно располагается на левом конце станины станка, если смотреть с точки зрения оператора.
Цель шпинделя состоит в том, чтобы удерживать и вращать обрабатываемый материал, не допуская чрезмерной вибрации или трепета во время процесса обработки. Биты или режущие инструменты могут быть встроены в токарный станок, установлены в качестве аксессуара или переносятся вручную. Токарный шпиндель, следовательно, является частью машины, которая делает ее токарной.
Шпиндель токарного станка обычно состоит из пластины или диска, либо прикрепленного к валу, либо с интегрированным валом, и включает в себя патрон, сконфигурированный для захвата конкретного обрабатываемого материала.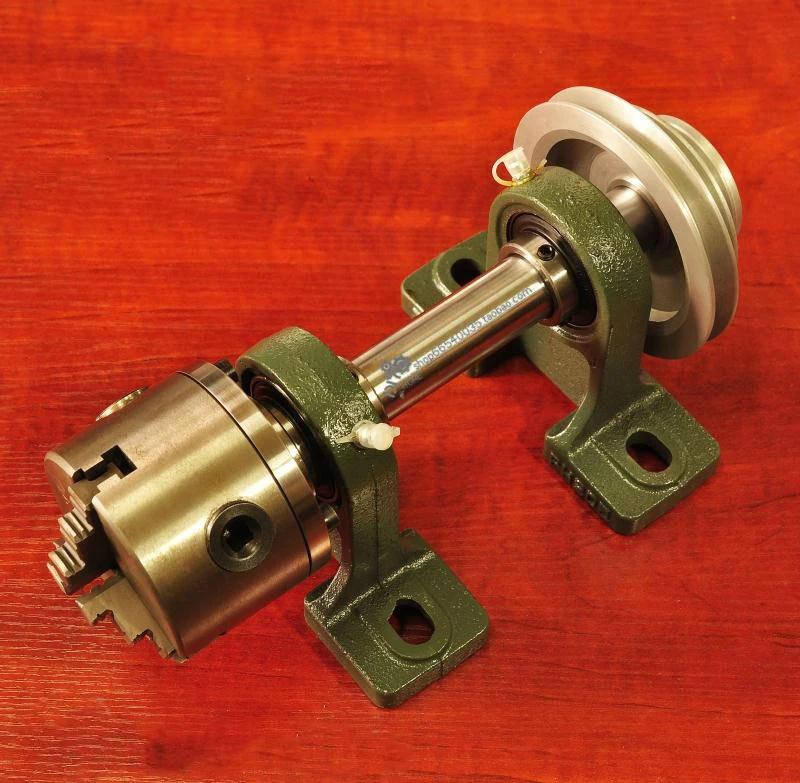 Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой – в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Заготовка, подлежащая обработке на токарном станке, помещается встык, обычно горизонтально, над станиной станка, при этом один конец вставляется в патрон шпинделя, а другой – в свободно вращающуюся заднюю бабку, расположенную на противоположном конце станины от шпинделя.
Шпиндель и задняя бабка смещаются друг к другу, что приводит к заклиниванию бабки. Токарный станок запускается, и шпиндель начинает быстро вращаться. Затем режущие долота входят в зацепление с заготовкой, и вращение материала осуществляется за счет того, что стационарные долота режут и придают форму материалу, который удерживается и вращается шпинделем.
Во всех современных токарных станках ось шпинделя с соответствующей зубчатой передачей, подшипниками, регулировочными винтами и, во многих случаях, двигателем находится в передней бабке. По сути, передняя бабка представляет собой корпус, защищающий закрытые механизмы от загрязнения и повреждений. Корпус передней бабки также защищает оператора от травм из-за неправильной эксплуатации или неисправности станка.
Токарные станки по металлу, которые используются для точной обработки металлических заготовок при больших объемах операций, представляют собой большие машины и, по необходимости, имеют большие мощные шпиндели, которые вращаются с помощью электродвигателей.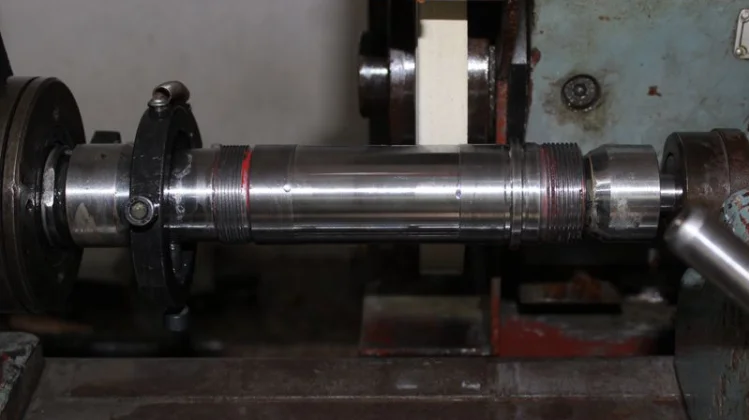 Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Такие тяжелые шпиндели лучше выдерживают большие нагрузки и деформации, связанные с обработкой металлического пакета. Токарные станки по металлу также доступны для дома или небольшого магазина, но используются только для очень небольших объемов и легких операций, поскольку шпиндели и подшипники, которые принимают на себя основную нагрузку в процессе обработки, значительно уменьшены.
Токарный станок по дереву и его токарный шпиндель не обязательно должны быть такими большими или прочными, поэтому, за исключением крупносерийного производства, такие станки меньшего размера обычно подходят для домашней мастерской.
6- и 8-шпиндельные токарные станки | Симада
6-шпиндельный автоматический токарный станок с ЧПУ CN660 –
Компания Shimada первой в мире разработала и произвела 6-шпиндельный автоматический токарный станок с ЧПУ.
• Черновая обработка выполняется на позициях без каретки ЧПУ, а чистовая обработка выполняется на позиции ЧПУ.
• Скорость обработки примерно в четыре раза выше, чем у токарных станков с ЧПУ общего назначения.
• Высокая точность обработки достигается за счет использования разделенной конструкции, в которой используется скользящая резка с ЧПУ и криволинейное соединение (опционально).
• Макс. диаметр поворота 60 мм (2,36″).
• Цанговый патрон или 5-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Можно установить до трех кареток ЧПУ.
видео
Характеристики
Направляющая концевого инструмента — самое большое (55 мм) отверстие для установки инструмента в своем классе. Двойные шевронные кровати сводят к минимуму зигзагообразное движение и износ
Широкая зона обработки и стружечная плита — жесткая коробчатая конструкция. Специальный двигатель и редуктор обеспечивают быстрое и мощное индексирование.
Основные характеристики
| Модель | Без направляющих ЧПУ | 1 направляющая с ЧПУ | 2 направляющих с ЧПУ | 3 направляющих с ЧПУ |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 6 | 6 | 6 | 6 |
| Диаметр шпинделя | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) | 70 мм (2,8 дюйма) |
Макс. Скорость шпинделя Скорость шпинделя | 3000 об/мин | 3000 об/мин | 3000 об/мин | 3000 об/мин |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) | 5,5 кВт (7,4 л.с.) опция: 7,5 кВт (10 л.с.) 11 кВт (14,7 л.с.) |
| Вращаемость | ||||
Размер цанги (диам. ) ) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) | 60 мм (2,4 дюйма) |
| Гидравлический патрон Размер | 5 дюймов | 5 дюймов | 5 дюймов | 5 дюймов |
| Макс. Длина поворота | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющая концевого инструмента | ||||
| Система привода | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод с ЧПУ |
| Диаметр инструмента | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) |
| Ход | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) |
| Направляющие с ЧПУ | ||||
| Количество осей | 0 | Два топора | Четыре оси | Шесть осей |
| Ход по оси X | н/д | 120 мм (4,7 дюйма) | 120 мм/70 мм (4,7″/2,8″) | 120 мм/70 мм/50 мм (4,7 дюйма/2,8 дюйма/2,0 дюйма) |
| Ход оси Z | н/д | 120 мм (4,7 дюйма) | 120 мм/60 мм (4,7 дюйма/2,4 дюйма) | 120 мм/60 мм/50 мм (4,7 дюйма/2,4 дюйма/2,0 дюйма) |
| Масса базовой машины | 3500 кг (7800 фунтов) | 3800 кг. (8500 фунтов) (8500 фунтов) | 4300 тыс. (9500 фунтов) | 4500 кг. (10 000 фунтов) |
SS-8 8-шпиндельный автоматический токарный станок с ЧПУ
• Черновая обработка выполняется в положениях без суппорта ЧПУ, а чистовая обработка выполняется в положении ЧПУ.
• Скорость обработки примерно в пять раз выше, чем у станков с ЧПУ общего назначения.
• Макс. диаметр поворота 60 мм (2,36″).
• Цанговый патрон или 4-дюймовый гидравлический патрон.
• Экономит пространство, энергию и рабочую силу.
• Возможны различные варианты использования, такие как обработка лицевой стороны→инверсия→обработка обратной стороны и одновременная вставка/испускание двух частей.
Основные характеристики
| Модель | Без направляющих ЧПУ | 1 направляющая с ЧПУ | 2 направляющих с ЧПУ | |
|---|---|---|---|---|
| Шпиндель | ||||
| Количество шпинделей | 8 | 8 | 8 | |
| Диаметр шпинделя | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2″) | |
Макс. Скорость шпинделя Скорость шпинделя | 3500 об/мин | 3500 об/мин | 3500 об/мин | |
| Двигатель | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | 5,5 кВт (7,4 л.с.) Опция: 7,5 кВт (10 л.с.) | |
| Вращаемость | ||||
| Размер цанги (диам.) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | 32 мм (1,26 дюйма) | |
| Размер гидравлического патрона | 4 ” | 4 дюйма | 4 дюйма | |
Макс. Длина поворота Длина поворота | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | |
| Направляющая концевого инструмента | ||||
| Система привода | Гидравлический бескулачковый Опция: сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | Гидравлический бескулачковый Опция: Сервопривод NC | |
| Количество инструментов в наличии | 8 | 8 | 8 | |
| Диаметр инструмента | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | 55 мм (2,2 дюйма) | |
| Ход | 200 мм (7,8″) | 200 мм (7,8″) | 200 мм (7,8″) | |
| Направляющие с ЧПУ | ||||
| Количество осей | 0 | Две оси | Четыре оси | |
| Ход по оси X | н/д | 70 мм (2,8 дюйма) | 70 мм/70 мм (2,8 дюйма/2,8 дюйма) | |
| Ход оси Z | н/д | 60 мм (2,4 дюйма) | 60 мм/60 мм (2,4 дюйма/2,4 дюйма) | |
| Масса базовой машины | 3100 кг (6900 фунтов) | 4000 кг (9000 фунтов) | 4300 тыс. (9700 фунтов) (9700 фунтов) |
Определение резьбы шпинделя токарного станка, чтобы найти правильный адаптер вставки NOVA
Домашняя страница Определение резьбы шпинделя вашего станка, чтобы найти правильный адаптер вставки NOVA
Определение резьбы шпинделя вашего станка, чтобы найти правильный адаптер вставки NOVA
1. См. к таблице вставок/адаптеров (ниже), чтобы увидеть, есть ли в списке ваш токарный станок.
Если указано, запишите артикул:______ (например, IDNS, IENS и т. д.)
2. Если нет в списке, посмотрите в своем руководстве или торговой литературе размер резьбы.
Запишите следующее:
Марка станка:
Размер резьбы модели станка (если известен):
Внутренняя резьба (левая – левая или правая, правая или обе):
(см. таблицу вставок/адаптеров ниже, чтобы узнайте свой размер)
3. Если у вас нет руководства, обратитесь к своему поставщику, чтобы получить копию руководства и узнать размер вашего шпинделя. Если у них нет информации, вы можете позвонить своему производителю. (Затем посмотрите нашу таблицу вставок/адаптеров ниже, чтобы найти свой размер).0003
Если у них нет информации, вы можете позвонить своему производителю. (Затем посмотрите нашу таблицу вставок/адаптеров ниже, чтобы найти свой размер).0003
4. Если у вас есть достоверная информация о размере резьбы шпинделя, но в таблице нет соответствия, возможно, у вас
необычный токарный станок, для которого у NOVA нет адаптера. Вам нужно будет приобрести пустой патрон или пустую вставку/адаптер и нарезать резьбу в соответствии с вашими требованиями.
5. Если вы не можете найти информацию о размере резьбы вашего шпинделя, вам необходимо выполнить некоторые измерения на шпинделе вашего токарного станка. Вам нужно делать эти измерения только в том случае, если вы не можете найти информацию где-либо еще.
Примите эти измерения:
1. Внешний диаметр нити:
2. ПИСЬ ТРУЧКА:
3. Длина потока:
4. Диаметр регистра:
8 5. Длина регистра:
Длина регистра:
Внимание:
Убедитесь, что резьба на переходнике и шпинделе токарного станка имеет одинаковый шаг и стандарт. Даже если размер резьбы одинаков, существуют разные стандарты резьбы, например. UNC/UNF и BSW. Если используются несоответствующие стандартные резьбы, это может привести к повреждению токарного станка и патрона, поэтому вам необходимо точно знать резьбу шпинделя.
Ссылка для быстрого различения унифицированных (UNC или UNF) и британских (BSF или BSW) стандартов:
ПЛОСКАЯ ВЕРХНЯЯ ЧАСТЬ = угол 60° (UNC, UNF, метрическая резьба)
Термины:
BSF: Британский стандарт Fine
BSW: Британский стандарт Whitworth
RH: правое исполнение
LH: левое исполнение
TPI: число витков на дюйм : Единый стандарт штрафа
UNS: Unified Special
Указанные размеры резьбы представляют собой размеры, в которые преобразует адаптер (например, размер резьбы, указанный в таблице, должен соответствовать размеру резьбы на шпинделе вашего токарного станка). Артикул
Артикул
Диам.
Направление
Мультико Сумаро
