Шпиндель сверлильного станка – как сделать самому, компоненты, чертежи, изготовление
alexxlab | 29.05.2020 | 0 | Разное
Шпиндель сверлильного станка
Большая Энциклопедия Нефти и Газа
Cтраница 3
Какие способы используют для закрепления сверла в шпинделе сверлильного станка. [31]
Клин для удаления сверл или переходных втулок из шпинделя сверлильного станка новатора Б. М. Гусева состоит из массивной пустотелой ручки, внутри которой имеется подвижный боек с клином, подпружиненным пружиной. [33]
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в шпинделе сверлильного станка ( рис. VI. Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки ( рис. VI. Инструменты с цилиндрическим хвостовиком закрепляют в двух -, трехкулачко-вых или цанговых патронах. [35]
При помощи конусного отверстия 3 патрон закрепляют на шпинделе сверлильного станка или дрели. Хвостовик сверл а вставляется в отверстие 7, и, когда при поворачивании гайка 6 заходит за рифленое кольцо, кулачки плотно прижимаются к хвостовику сверла и удерживают его. [36]
| Сверление наклонной поверхности.| Приемы сверления. [37] |
Сверло с коническим хвостовиком закрепляют в дрели или шпинделе сверлильного станка непосредственно или с помощью переходных конических втулок, а со спиральным хвостовиком – с помощью патрона. Конец хвостовика при этом упирается в дно патрона. Сверло или патрон выбивают из шпинделя при помощи клина. [38]
Сверла должны иметь конус, соответствующий конусу в шпинделе сверлильного станка, или же следует применять переходные втулки; запрещается вставлять сверло во вращающийся шпиндель. [39]
Имеются конструкции динамометров, устанавливаемые в виде патрона на шпиндель сверлильного станка ( фиг. Внутри патрона имеется одна часть, к которой крепится сверло, и другая часть, крепящаяся к шпинделю. Между этими частями крепятся дефлегматоры с наклеенными проволочными датчиками, в которых упругая деформация превращается в силу тока, регистрируемого гальванометром или осциллографом канд, техн. [40]
Режущий инструмент, получающий вращательное и поступательное движение от шпинделя сверлильного станка, своим коническим хвостовиком крепится непосредственно в конусное гнездо шпинделя или в крепежное устройство, имеющее конический хвостовик. [41]
Инструментальная головка станка съемная и может быть установлена в шпинделе сверлильного станка. [42]
Цельные зенкеры, подобно сверлу, закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка, а насадные насаживают на специальную оправку, имеющую также конический хвостовик для крепления в шпинделе станка. Цельные зенкеры с коническим хвостовиком имеют три зуба. Их применяют для обработки отверстий диаметром до 35 мм. Насадные зенкеры имеют четыре зуба и служат для обработки отверстий диаметром до 100 мм. [43]
Подъемные плиты также перемещаются по направляющим колонкам корпуса, но со шпинделем сверлильного станка не связаны, а имеют самостоятельный механизм подъема. Они применяются в быстродействующих скальчатых кондукторах в условиях крупносерийного и массового производства. [44]
В табл. 34 указаны основные размеры державок для закрепления разверток в шпинделе сверлильного станка, а в табл. 35 – размеры патронов для револьверных станков. [45]
Страницы: 1 2 3 4
www.ngpedia.ru
Большая Энциклопедия Нефти и Газа
Cтраница 4
Режущие инструменты диаметром 12 – 15 мм и более закрепляются в шпинделе сверлильного станка и удерживаются там благодаря коническому хвостовику с лапкой. Конус точно центрирует инструмент относительно оси шпинделя, а лапка предохраняет инструмент от проворачивания в конусе шпинделя. Инструменты с цилиндрическими хвостовиками закрепляют в патронах. [46]
Режущие инструменты диаметром от 12 – 15лш и более закрепляются в шпинделе сверлильного станка и удерживаются там благодаря коническому хвостовику с лапкой. Конус точно центрирует инструмент относительно оси шпинделя, а лапка предохраняет инструмент от проворачивания в конусе шпинделя. [48]
Режущие инструменты диаметром от 12 – 15мм и более закрепляются в шпинделе сверлильного станка и удерживаются там благодаря коническому хвостовику с лапкой. Конус точно центрирует инструмент относительно оси шпинделя, а лапка предохраняет инструмент от проворачивания в конусе шпинделя. [50]
Режущие инструменты диаметром от 12 – 15 мм и более закрепляются в шпинделе сверлильного станка и удерживаются там благодаря наличию у них конического хвостовика с лапкой. [51]
Приспособление для вырезки из парани-та прокладок круглой и эллипсовидной формы устанавливается в шпинделе сверлильного станка. [52]
Цельные зенкеры с хвостовиком закрепляют, как и сверла, в коническом отверстии шпинделя сверлильного станка; насадные крепят на специальной оправке, которая, в свою очередь, закрепляется в коническом отверстии шпинделя. [53]
Уто легко осуществить, если отверстие находится во вращающемся шпинделе, например в шпинделе сверлильного станка. [54]
При дальнейшем вращении вала 17 его кривошип воздействует на тягу 23, которая опускает шпиндель сверлильного станка. В результате режущий инструмент подрезает торец втулки, зажатой в рабочей позиции Г, а затем снимает фаску в отверстии. [55]
В механизме по рис. 11.79, б зажим автоматически осуществляется при опускании гильзы / шпинделя сверлильного станка. На гильзе закреплена поперечина 2, несущая колонки 3 с пружинами. [57]
Сверла с цилиндрическим хвостовиком крепятся в двух – и трехкулачковом патроне, который имеет конус Морзе и крепится в шпинделе сверлильного станка. [58]
| Приспособление для механизированной притирки арматуры. [59] |
К вертикальному валику 3 приварена кулиса 4, получающая качательное движение от кривошипа-конуса 9 с планкой 5, вставленного в шпиндель сверлильного станка. Планка имеет палец 7 с роликом 6, который перемещается в прорези кулисы. [60]
Страницы: 1 2 3 4
www.ngpedia.ru
Станки радиально-сверлильной группы
 |
Радиально-сверлильный станок Z3050 |
Радиально-сверлильные станки используются для обработки единичных отверстий или отверстий, расположенных группами, на заготовках со значительными габаритами и массой.
Операции, выполняемые на радиально-сверлильных станках:
- Сверление сквозных и глухих отверстий.
- Рассверливание и растачивание (при использовании расточной головки) отверстий.
- Нарезание резьбы метчиком.
- Зенкерование отверстий с получением более высоких классов чистоты и точности обработки поверхности отверстий.
- Зенкование, необходимое для формировани
i-perf.ru
Новый вал шпинделя настольной сверлилки. – Сверлильные станки
Здравствуйте, уважаемые форумчане. Всех с наступившим Новым Годом!
Я здесь по случаю приобрел маленький настольный сверлильный.
(с) фото продавца.
Станок, на мой взгляд, интересный – заводской, неизвестного происхождения, шильды нет и, похоже, никогда не было.
После запуска станка был “осчастливлен” биением сверла, которое, как выяснилось, вызвано биением конуса шпинделя.
Похоже, какой-то “добрый человек” сбивал патрон молотком и погнул конус. Биение небольшое, но работать невозможно.
Поэтому в планах изготовить новый вал шпинделя.
По этому поводу у меня возникает множество вопросов:
1. Родной конус В10 меня не совсем устраивает, хочу сделать новый вал с конусом В16. Или с резьбой 1/2 – 20 UNF? Под резьбу у меня есть патрон РОМ, самозажимной, сменный с перфоратора Макита, до 13 мм, “сделано в Германии”. Никогда не видел сверлильных станков с резьбовым концом шпинделя. Или конус – это “точно-станочный” вариант, а резьба – “дрельно-строительный”?. В то же время у маленьких токарников патрон на резьбе – и ничего.
2. Хочу попытаться сделать вал на родном заводе. Только я вряд ли найду человека, которому можно отдать деньги и получить готовый вал, т.к. его нужно делать не на одном станке, + термообработка. Придется самому общаться со всеми участниками техпроцесса, поэтому о техпроцессе нужно иметь какое-то понятие. Я представляю себе это как токарка – закалка – шлифовка.
И конечно опять масса вопросов: Сталь 50 пойдет или нужно 40х? Ст.50 валом, валяется “под ногами”. Шпоночный паз обязательно фрезеровать или можно прострогать на токарном? Закалка должна быть поверхностная или сквозная? Обработка после закалки (особенно в случае с резьбой) – для меня вообще темный лес.
Буду благодарен, если кто-то откликнется и поможет мне прояснить для себя тонкости техпроцесса.
С уважением,
Александр
Изменено пользователем n-a-vwww.chipmaker.ru
Шпиндель для сверлильного станка из старого шуруповерта сделай и себ | МАЛЕНЬКИЕ ХИТРОСТИ
Сохранили к себе
wlt-PictureRepostsList wlt-PictureRepostsList wlt-PictureRepostsList
и ещё 8 человекТекст из видео:
- 00:01: всем привет сегодня мы попробуем сделать шпиндель для сверлильного станка из механизма старого шуруповерта поехали [музыка] для начала нам конечно же понадобится мотор с редуктором его я взялся своего старого шуруповерта его корпус уже домой
- 00:33: был переделан под мощный светодиодный фонарь если кому интересно ссылку на видео найдёте в правом верхнем углу теперь настала очередь использовать и сам механизм скажу честно идеи для переделки у меня возникла давно и я даже изготовил корпус из трубы с наружным диаметром 60 миллиметров проблема была в том что я все никак не мог решить как закрепить механизм в новом корпусе а с
- 01:00: появлением 3d принтера она решилась сама собой сухари для крепления были смоделированы по заранее снятым размером на сайте ten кирк от это одна из моих первых моделей поэтому некоторые вещи я не учел при изготовлении печатала больше часа пластик для печати использовал было на одном форуме вычитал очень полезный совет чтобы модель не отслаивалась от рабочего стола последний перед использованием
- 01:31: необходимо намазать обычным клеящим карандашом не знаю как это будет работать с подогреваемым столом и пластиком abs но свою детали снимал с большим усилием [музыка] ну вот детали будущего шпинделя напечатано качеством печати и очень доволен и на мой взгляд все получилось довольно точно но если у вас нет 3d принтера можно
- 02:00: изготовить форму и с половинки этой же трубы обернуть редуктора скажем стреч пленкой и залить самой обыкновенной эпоксидной смолой а теперь самое время подумать как крепить механизм так чтобы он не проворачивался в напечатанных сухарях решено было использовать ушки для крепления двигателя к редуктору и проточить под них канавки в деталях отмечаем будущее пазы и выбираем при
- 02:30: помощи бормашинки при выполнении этой операции стоит помнить что пластик при сильном нагреве начинают плавиться и налипать на фрезу [музыка] в итоге вся села просто идеально но чтобы наш бутерброд в лес в корпус пришлось немного поработать наждачной бумагой [музыка]
- 03:05: теперь будем делать заднюю крышку для этого я буду использовать листовой металл толщиной 3 миллиметра меньше у меня к сожалению не оказалось размечаем и режем
- 03:40: на этом этапе нужно сделать отверстие посередине нашей будущей крышки [музыка] зажимаем заготовку в самодельную оправку и идём дальше если нет токарного станка
- 04:02: например как у меня то с такой задачей можно справиться при помощи обычный уши и заточного станка но если у вас и такого нет то я рекомендую вам воспользоваться услугами прайс агрегатора я каталог на нем вы найдете тысячи разнообразных товаров например если вам нужен недорогой заточный станок то можно воспользоваться удобными фильтрами сайт предложит вам огромную кучу вариантов на
- 04:30: выбор и вам останется только приобрести с минимальной ценой [музыка] также на сайте можно почитать отзывы посмотреть фотографии и даже видеообзоры ссылка на сайт и каталог уже ждет вас в описании под этим видео в итоге вот такая красота получается
- 05:00: теперь в заднюю стенку я буду вырезать трехпозиционный переключатель он будет использоваться для включения станка и для реверса вращения размечаем и режем [музыка] я для этой операции используя бормашинку с отрезными дисками но можно обойтись и обычным лобзиком [музыка]
- 05:30: а все огрехи корявого реза можно запросто исправить обычным ручным напильником сама крышка будет съемное для дальнейшего обслуживания устройство поэтому сверлим два отверстия под болты спад а им [музыка]
- 06:01: вот так примерно будет выглядеть наше устройство теперь будем крепить механизм в корпусе для этого было решено сделать два отверстия в корпусе и нарезать резьбу 3 миллиметра ну а потом в крутить туда болтики [музыка]
- 06:40: переходим к электрической части и подключаем провода я специально взял провода потолще чтобы избежать потери мощности устройства
- 07:03: [музыка] также впоследствии решено было прикрепить гибкий кабель канал корпусу шпинделя его я тоже изготавливал при помощи принтера кстати ссылки на все модели если интересно вы найдете в описании [музыка]
- 07:39: и последний этап сборка устройства крепим кабель-канал корпуса при помощи винта м3 и подключаем провода [музыка] выключатель подключается очень просто
- 08:00: сам мотор подключаем к двум среднем контактам а клеммы питания подключаются по диагонали [музыка] вот наше устройство и готова красить я
- 08:30: его буду уже на готовом станке а пока друзья мне нужен ваш совет я присмотрел для себя две конструкции станка 1 эта стойка с канала железяка выполненная на 1 профильной трубе и тросики и 2 с канала тихо ств там станок сделан из штоков автомобильных стоек какая на ваш взгляд лучше пишите в комментариях а на этом у меня все если видео вам понравилось не забудьте поставить лайк поделитесь им с друзьями
- 09:00: ведь я думаю им будет так же интересно как и вам а с вами был я михаил и это канал китай мастер пока пока [музыка] [музыка]
- 09:48: [музыка]
- 10:00: [музыка]
postila.ru
Радиально-сверлильный станок 2А554: устройство,схемы,характеристика
Кинематическая схема радиально-сверлильного станка 2А554
Шпиндель радиально-сверлильного станка
Шпиндель станка 1 расположен в выдвижной пиноли 5. В передней опоре, кроме двух радиальных шариковых подшипников, установлен также упорный подшипник 3, воспринимающий осевую нагрузку при сверлении.
В задней опоре расположенный радиальный и упорный подшипники 7 и 6 соответственно. Затяжка упорных подшипников выполняется через опорную шайбу 8 гайкой 9.
Передача вращательного движения от коробки скоростей к шпинделю выполняется через его хвостовую часть, которая шлицами входит в сопряжение с гильзой коробки скоростей.
Нижняя часть шпинделя имеет конус Морзе 5 для установки режущего инструмента.
На пиноли шпинделя 7 нарезана рейка, предназначенная для передачи движение подачи. Специальной шпонкой 12 обеспечивается ограничение хода шпинделя, конец которого заходит в паз пиноли.
Штырь 2 служить для остановки шпинделя в крайних положения, которые воздействует на микропереключатель 10, размыкая цепи питания электродвигателя.

Сверлильная головка станка
Сверлильная головка состоит из нескольких сборочных единиц. Коробка скоростей и подач расположены в верхней части головки. В задней плоскости прикреплена панель управления гидросистемой. Кроме этого, головка снабжена электрогидравлическими механизмами преднабора (преселекции). Позволяющие производить следующий технологический режим обработки еще до окончания предыдущего.
Размещается она на направляющих рукава, по которым с легкостью перемещается в радиальном направлении.
Легкость перемещения обеспечивается за счет применения комбинированных направляющих качения-скольжения. В отжатом состояние зазор между направляющими головки и рукава составляет 0,03-0,05 мм, а по верхним направляющим головка перемещается по роликам.
Ролики 1 и 4 установлены на шариковых подшипниках 13 на эксцентриковых осях 12.
Регулировка зазора между направляющими осуществляется за счет эксцентриковых осей 17.

Коробка скоростей радиально-сверлильного станка
Коробка скоростей сверлильного станка предназначена для передачи шпинделю 24-х скоростей вращения. Различные скорости вращения шпинделя обеспечиваются за счет переключение соответствующих подвижных блоков. На первом валу расположена фрикционная муфта, служащая для соединения кинематической цепи между приводом электродвигателя и шпинделем.
С верхней муфтой коробка скоростей станка соединяется зубчатым блоком 3 и 4, а с нижней муфтой – зубчатым колесом 24, закрепленным на валу 10, через паразитную шестерню 23.
Плавность и бесшумность работы, а также передача высоких нагрузок обеспечивается за счет изготовления всех зубчатых колес и шестерен из качественной стали, закалкой и последующей шлифовкой.
Коробка подач радиально-сверлильного станка
Коробка подач сверлильного станка расположена между шпинделем и механизмом подачи и получает вращательное движение от шпинделя через зубчатую передачу 1.
Нижними опорами валов 6 и 7 служат гнезда, расположенные в промежуточной плите 4.
На валу 7 расположена переборная шестерня 3. В механизме подачи располагается дополнительная переборная группа.
Техническая характеристика радиально-сверлильного станка 2А554
| Основные параметры | 2A554 |
|---|---|
| Наибольший диаметр сверления,мм: | |
| в стали | 50 |
| в чугуне | 63 |
| нарезаемой резьбы: | |
| в стали | М52х5 |
| в чугуне | М54х4 |
Расстояние от оси шпинделя до направляющих колоны,мм: | |
| наибольшее | 1600 |
| наименьшее | 375 |
| Перемещение шпинделя,мм: | |
| наибольшее | 400 |
| на один оборот лимба | 120 |
| на одно деления лимба | 1 |
Наибольшее перемещение сверлильной головки по колонне,мм | 1225 |
Наибольший угол поворота рукава вокруг оси колонны,град | 360 |
| Скорость вертикального перемещения рукава,м/с | 0,023 |
| Пределы частоты вращения шпинделя, об/мин | 18…2000 |
| Наибольший крутящий момент на шпинделе,Нм | 7100 |
| Габаритные размеры станка,мм: | |
| длина | 2850 |
| ширина | 1030 |
| высота | 3430 |
| Масса станка,кг | 4700 |
www.metalstanki.com.ua
2Н118 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
Сведения о производителе вертикально-сверлильного станка 2Н118
Производителем вертикально-сверлильного станка 2Н118 является Молодечненский станкостроительный завод МСЗ, основанный в 1947 году.
С января 1958 года завод стал именоваться Молодечненским станкостроительным заводом, получив задание специализироваться на выпуске сверлильных станков. Начиная с 1961 года, завод начал серийно выпускать двухшпиндельные, трехшпиндельные, а затем и универсальные вертикально-сверлильные станки
Станкостроительный завод в достаточно непростых условиях старается сохранить основную специализацию. По результатам работы за 2004 год станочная продукция составила – 42% в общем объеме выпуска продукции.
Станки, выпускаемые Молодечненским станкостроительным заводом
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Назначение и область применения
Универсальный вертикально-сверлильный станок модели 2Н118 с условным диаметром сверления 18 мм предназначен для выполнения следующих операций: сверления, рассверливания, нарезания резьбы и подрезки торцов ножами.
Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в инструментальных, экспериментальных, ремонтно-механических и инструментальных цехах с индивидуальным и мелкосерийным выпуском продукции.
Отнесенный к условному диаметру сверления 18 мм станок допускает обработку деталей с усилием подачи до 560 кг и крутящим моментом до 880 кГ-см.
Принцип работы и особенности конструкции станка
Станок 2Н118 относится к конструктивной гамме вертикально-сверлильных станков средних размеров (2Н118, 2Н125, 2Н125Л, 2Н135, 2Н150, 2Г175) с условным диаметром сверления соответственно 18, 25, 35, 50 и 75 мм. По сравнению с ранее выпускавшимися станками (с индексом А) станки новой гаммы имеют более удобное расположение рукояток управления коробками скоростей и подач, лучший внешний вид, более простую технологию сборки и механической обработки ряда ответственных деталей, более совершенную систему смазки. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Основные технические характеристики сверлильного настольного станка 2н118
Изготовитель – Молодечненский станкостроительный завод МСЗ.
Основные размеры станка соответствуют – ГОСТ 1227-79.
- Максимальный диаметр сверления: Ø 18 мм
- Наибольшая глубина сверления: 300 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 500 мм
- Пределы чисел оборотов шпинделя в минуту – (9 ступеней) 180..2800 об/мин
- Конец шпинделя – Морзе 6
- Мощность электродвигателя: 1,5 кВт
- Масса станка: 670 кг
Модификации сверлильного станка 2Н118
2А118 – универсальный одношпиндельный вертикально-сверлильный станок
2Н118К – координатный вертикально-сверлильный станок
2Н118Ф2 – вертикально-сверлильный станок с ЧПУ
Аналоги сверлильного станка 2Н118
МН18Н – Ø18 – производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т118 – Ø18 – производитель Гомельский завод станочных узлов, РУП
Габарит рабочего пространства сверлильного станка 2Н118
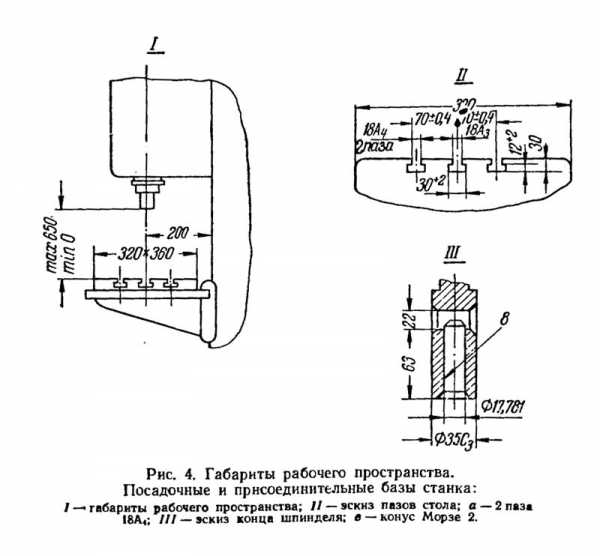
Габарит рабочего пространства сверлильного станка 2н118
Фото вертикально-сверлильного станка 2Н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118

Фото вертикально-сверлильного станка 2н118. Управление подачей и шпинделем
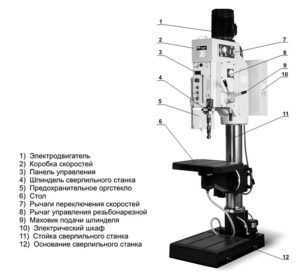
Общий вид и органы управления сверлильного станка 2Н118

Органы управления сверлильным станком 2н118
Спецификация органов управления сверлильным станком 2Н118
- выключатель освещения
- выключатель насоса охлаждения
- вводный автоматический выключатель
- рукоятка управления механизмом подачи
- кнопка включения механической подачи
- рукоятка переключения подач
- кнопочная станция «Вправо», «Влево», «Стоп»
- рукоятка переключения скоростей
- рукоятка зажима сверлильной головки
- болты для регулировки клина сверлильной головки
- рукоятка зажима стола
- болты для регулировки клина стола
- рукоятка подъема стола
- квадрат валика механизма подъема сверлильной головки
- кулачки настройки циклов работы
- отверстие 3/4″ для подключения станка к электросети
Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка 2Н118
На фундаментной плите смонтирована колонна коробчатой формы. В ее верхней части размещена шпиндельная головка, несущая электродвигатель и шпиндель с инструментом. На вертикальных направляющих колонны установлена шпиндельная бабка, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически и с помощью штурвала вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол. Его можно устанавливать на различной высоте, в зависимости от размеров обрабатываемых деталей.
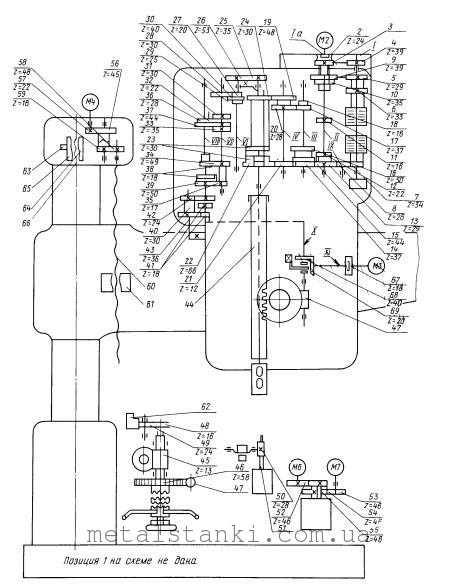
Кинематическая схема сверлильного станка 2Н118
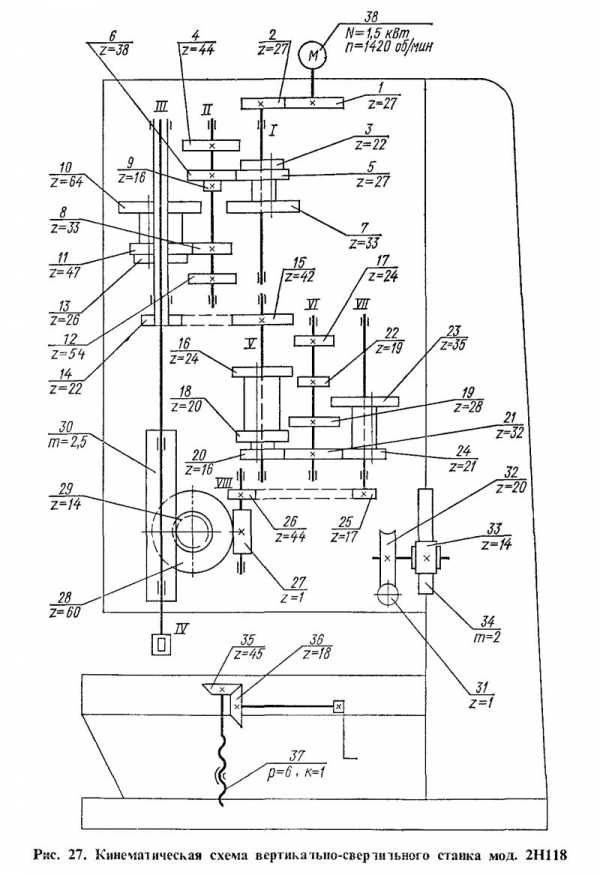
Кинематическая схема сверлильного станка 2н118
Кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал I вращается от электродвигателя 38 через передачу 1—2. Движение валу II сообщает одна из трех пар зубчатых колес 3 — 4, 5 — 6 и 7 — 8. Дальнейшее вращение передается одной из кинематических цепей 9 — 10, 8 — 11 или 12 — 13 Конечный вал III коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю IV. В итоге шпиндель имеет девять различных значений частот вращения в пределах 177 — 2840 об/мин. Реверсирование шпинделя, необходимое при резьбонарезных работах, осуществляется реверсированием электродвигателя.
Рабочая программа шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14 — 15 и коробку подач. Вращение валу VI сообщает одна из трех передач 16 — 17, 18 — 19, 20 — 21 и далее валу VII одна из двух передач 22 — 23 или 21—24. Зубчатая передача 25 — 26 и червячная пара 27 — 28 сообщают вращение реечному колесу 29.
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31—32 и реечную 33—34 пары. Вертикальное перемещение стола производится также вручную поворотом рукояти через коническую 36 — 35 и винтовую 37 пары.
Описание конструкции сверлильного станка 2Н118
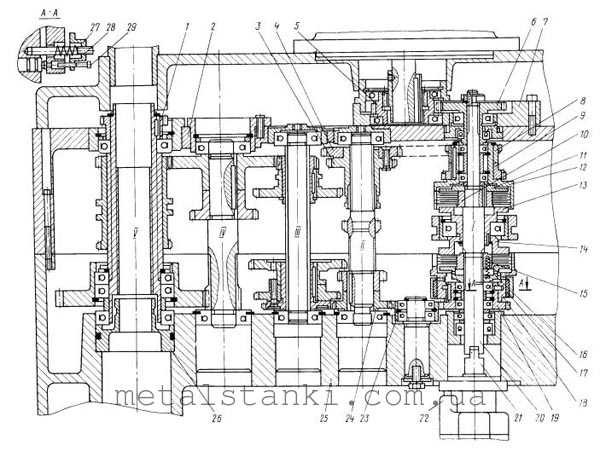
Коробка скоростей
Коробка скоростей предназначена для приведения шпинделя станка во вращение, а также для изменения частоты его вращения (рис. 7.5). Коробка скоростей посредством двух шестерен 3 и 7 сообщает шпинделю девять различных интервалов частоты вращения. Опоры валов коробки скоростей размещаются в двух плитах: верхней 5 и нижней 8. которые стянуты между собой тремя стяжками 4. Механизмы коробки скоростей приводятся во вращение от вертикально расположенного электродвигателя через зубчатую передачу 6. Последний вал коробки скоростей 2 представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю. На этой же гильзе крепится шестерня 1 привода на подачу. Переключение шестерен коробки скоростей осуществляется от одной рукоятки, которая имеет три положения по окружности и три положения вдоль оси.
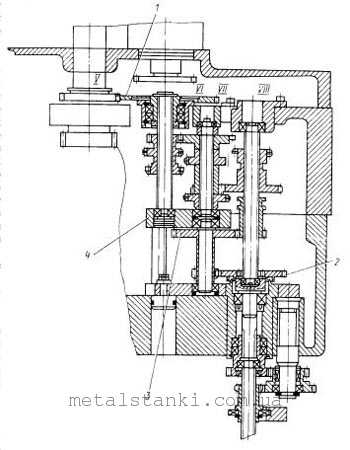
Коробка подач
Коробка подач представляет собой трехваловый механизм, смонтированный в отдельном литом корпусе (рис. 7.6). Шесть подач обеспечивают шестерни 5 и 10.
Привод подач осуществляется от шестерни, сидящей на гильзе шпинделя, через шестерню 6. Третий вал коробки подач 9 представляет собой полую гильзу, внутри которой проходит вал 8. Этот вал через муфту 7 передает вращение на червяк механизма подач через шестерню 1. Муфта 7 служит для включения механической подачи при достижении заданной глубины обработки. В этом случае кулачок на лимбе через горизонтальный валик перемещает вертикально вверх штангу и, преодолевая сопротивление пружины, отключает муфту. Вал 4 через штифт 3 приводит во вращение шестеренчатый насос для смазки.
Шестерни коробки подач переключаются одной рукояткой, которая имеет два положения по оси и три положения по окружности. Рукоятка располагается на лицевой поверхности сверлильной головки. Конструкции механизмов переключения подач и скоростей идентичны.
Механизмы коробки подач смазываются от шестеренчатого насоса 2, который также осуществляет смазку всех других механизмов. Механизмы коробки подач собирают отдельно и полностью собранный узел монтируют в сверлильную головку.
Сверлильная головка

Сверлильная головка сверлильного станка 2н118
Сверлильная головка сверлильного станка 2н118. Скачать в увеличенном масштабе
Сверлильная головка (рис. 7.7) состоит из чугунной отливки коробчатого сечения, в которой смонтированы все основные узлы станка: коробка скоростей, коробка подач, шпиндель и механизм подач. Первые три узла собираются отдельно и только крепятся к сверлильной головке.
Механизм подач, состоящий из червячной передачи, горизонтального вала 3, лимба 7 со связанными с ним деталями, рукоятки 10, кулачковой 14 и обгонной 16 муфт, является составной частью узла сверлильной головки.
Механизм подач приводится в движение от коробки подач через пару шестерен и предназначен для выполнения следующих функций:
- ручной подвод инструмента к заготовке;
- включение рабочей подачи;
- ручное опережение подачи;
- выключение рабочей подачи;
- ручной отвод шпинделя вверх;
- ручная подача используется обычно при нарезании резьбы.
Принцип работы механизма подач заключается в следующем: при вращении рукоятки 10 на себя поворачивается кулачковая муфта 14, которая через обгонную муфту 16 вращает вал 3. Происходит ручной подвод шпинделя.
Когда инструмент подойдет к заготовке, на валу 3 возрастет крутящий момент, который не может быть передан зубцами кулачковой муфты, и ступица перемещается влево вдоль вала до тех пор, пока торцы кулачковой муфты 14 и обгонной муфты 16 станут друг против друга.
В этот период кулачковая муфта 14 поворачивается свободно относительно вала на 20°, поворот ограничивают пазом на муфте и штифтом 12.
На ступице обгонной муфты 16 сидит двусторонний храповой диск 1, связанный с ней собачками 9. При смещении ступицы зубцы диска 1 входят в зацепление с зубцами второго диска 8, прикрепленного к червячному колесу 2.
Таким образом, вращение от червяка передается реечной шестерне и происходит механическая подача. При дальнейшем вращении рукоятки при включенной подаче собачки 9, сидящие в ступице обгонной муфты 16, проскакивают по зубцам внутренней стороны диска 1 и таким образом производится ручное опережение механической подачи.
Для ручного выключения подачи рукоятку поворачивают от себя на 20° относительно горизонтального вала 3, и зуб муфты 14 встает против впадины храпового диска 1.
Ступица под действием осевой силы, возникающей благодаря наклону зубцов дисков 1 и 8, специальной пружины 15 смещается вправо и расцепляет диски — механическая подача прекращается.
Для осуществления ручной подачи с помощью рукоятки необходимо выключить штурвалом механическую подачу, а затем колпачок 11 переместить вдоль оси горизонтального вала вправо. При этом штифт 13 передает крутящий момент непосредственно от кулачковой муфты 14 на вал 3.
На левой стенке сверлильной головки смонтирован лимб 7, который во время подачи шпинделя приводится во вращение через пару шестерен 4 и 6. Лимб предназначен для визуального отсчета глубины обработки и для настройки кулачков.
Для визуального отсчета глубины обработки инструмент доводят вручную до контакта с обрабатываемой заготовкой и левой рукой с помощью штырьков 5 устанавливают лимб в нулевое положение. Глубину обработки отсчитывают по шкале на цилиндрической поверхности лимба.
Шпиндель станка
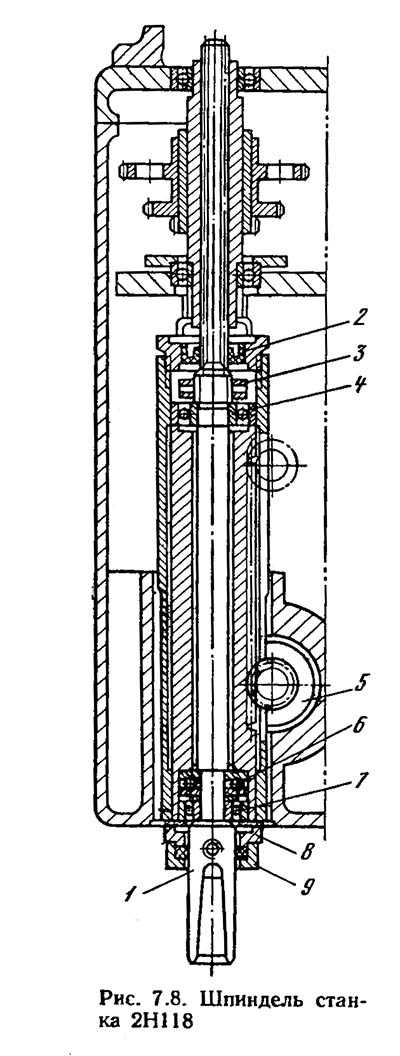
Шпиндель сверлильного станка 2н118
Шпиндель станка (рис. 7.8) смонтирован в двух шариковых подшипниках 7 и 4. Осевое усилие подачи воспринимается упорным подшипником 6. Подшипники расположены в гильзе шпинделя 5, которая с помощью реечной передачи имеет возможность перемещаться вдоль оси. Подшипники шпинделя регулируются гайкой 3, расположенной над верхней опорой шпинделя.
Смазка подшипников шпинделя производится фитилем из полости гильзы 2. На конец шпинделя свободно посажено кольцо 8, в торец которого входит штифт 9. Для предохранения от выпадения служит специальный колпачок 1.
При смене инструмента необходимо резким движением рукоятки механизма подачи послать шпиндель в верхнее положение, при этом свободно посаженное кольцо 8 упрется в корпус головки, а штифт 9, ударяясь о верхний торец инструмента, выбьет его.
Электрооборудование и электрическая схема сверлильного станка 2Н118
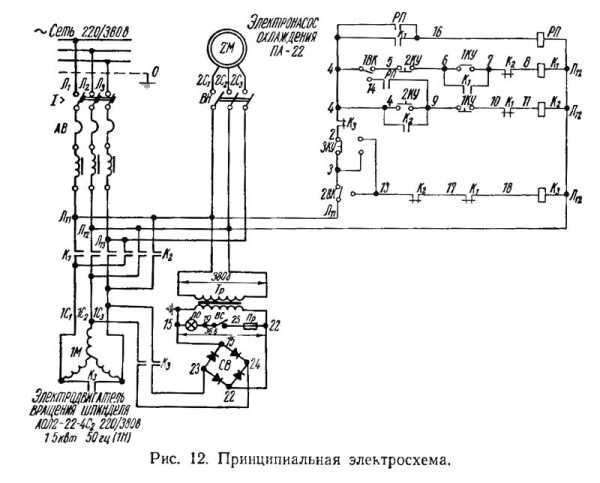
Электрическая схема сверлильного станка 2н118
Электрооборудование станка содержит:
- электродвигатель вращения шпинделя 1М;
- электронасос охлаждения 2М;
- аппаратуру пуска и автоматики;
- селеновый выпрямитель СВ;
- местное освещение.
Управление сверлильным станком 2Н118
На станке установлены следующие органы управления:
- кнопки управления — «Влево», «Вправо» и «Стоп»;
- вводный автомат;
- ручной пускатель для включения насоса охлаждения с кнопками «Пуск», «Стоп».
Торможение шпинделя станка 2Н118
На станке применена схема динамического торможения с подачей постоянного тока в три фазы обмотки статора через контакты тормозного пускателя Кз от селенового выпрямителя СВ, который питается от понижающего трансформатора ТБС2-01. Одновременно с подачей постоянного тока при торможении закорачивается обмотка статора в двух фазах для лучшей эффективности торможения. Торможение происходит только при, нажатой кнопке ЗКУ или 2ВК.
Работа электросхемы станка 2Н118
Нажатием кнопки 1КУ «Вправо» включается пускатель К1 который самоблокируется блок-контактами 6—7, а контактами 4— 16 включает промежуточное реле РП, которое Своими контактами 4-16 станет на самопитание, а контактами 14—9 подготавливает включение пускателя К2, если по ходу работы на станке предусмотрен реверс вращения шпинделя от нажатия 1ВК.
Нажатием кнопки 2КУ «Влево» включается пускатель К2, который самоблокируется блок-контактами 4—9.
При любом вращении шпинделя вправо, влево, нажимая на кнопку «Стоп», производится торможение, при этом отключается K1 и РП, если было вращение вправо, или К2, если вращение было влево. Через контакты 13, 17, 18 включится пускатель торможения Кз, который подает постоянный ток в обмотку статора электродвигателя, и двигатель затормозится.
Защита
Электродвигатель от перегрузок и коротких замыканий защищается автоматическим выключателем АСТ-3. Нулевая защита осуществляется катушкой магнитных пускателей.
Станок должен быть заземлен согласно существующим правилам и нормам.
2Н118 станок вертикально-сверлильный одношпиндельный универсальный. Видеоролик.
Технические характеристики станка 2Н118
| Наименование параметра | 2Н118 | 2Б118 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший условный диаметр сверления в стали σ = 50..60 кг*мм2, мм | 18 | 18 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…650 | 50..650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до фундаментной плиты, мм | 800..1150 | |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 200 | 200 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 320 х 360 | 320 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 350 | 350 |
| Перемещение стола на один оборот рукоятки, мм | 2,4 | |
| Шпиндель | ||
| Наибольшее перемещение шпиндельной головки (гильзы шпинделя), мм | 300 | 100 |
| Наибольшее осевое перемещение шпинделя, мм | 150 | 150 |
| Перемещение шпиндельной головки на один оборт маховичка, мм | 4,4 | |
| Перемещение шпинделя на одно деление лимба, мм | 1 | |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 110 | |
| Частота вращения шпинделя, об/мин (количество скоростей) | 180..2800 (9) | 208..2040 (6) |
| Наибольший допустимый крутящий момент, кг*см | 880 | 880 |
| Наибольшее усилие подачи, кг | 500 | |
| Конус шпинделя | Морзе 2 | Морзе 2 |
| Механика станка | ||
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм (число подач) | 0,1..0,56 (6) | 0,1..0,4 (4) |
| Наибольшая допустимая сила подачи, кгс | 560 | 550 |
| Торможение шпинделя | есть | |
| Привод | ||
| Электродвигатель привода главного движения Тип | АОЛ2-22-4С2 | |
| Электродвигатель привода главного движения, кВт (об/мин) | 1,5 (1420) | 1,7 (2850) |
| Электронасос охлаждающей жидкости Тип | ПА-22 | ПА-22 |
| Габарит и масса станка | ||
| Габариты станка (длина ширина высота), мм | 870 х 590 х 2080 | 727 х 625 х 1960 |
| Масса станка, кг | 450 | 450 |
- Винников И.З. Сверлильные станки и работа на них, 1988, стр.134.
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Устройство сверлильного станка
Устройство сверлильного станка
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
 Общая конструкция вертикального сверлильного станка
Общая конструкция вертикального сверлильного станкаНезависимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования
Сверлильный станок с шестеренчатой передачейЧтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
Далее следует ознакомиться с основными техническими характеристиками сверлильного станка:
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.
В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Для уменьшения шумового эффекта рекомендуется приобретать модели с асинхронным типом электродвигателя. Но при этом следует учитывать, что эта модель более требовательна в плане эксплуатации.
Возможная модернизация заводских станков
Набор ограничителей глубины сверленияНередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
stanokgid.ru
3 Работа на сверлильных станках
Цель работы: освоить приемы управления станком, обслуживания и наладки; получить практические навыки сверления на вертикально-сверлильном станке.
Задание. 1. Изучить сущность сверления, устройство вертикально- сверлильных станков, конструкцию сверла. 2. Изучить безопасные методы работы. 4. Выполнить работы на вертикально-сверлильном станке. 5. Оформить отчет.
Оснащение рабочего места.
Оборудование: вертикально-сверлильный
i-perf.ru
2н125л как снять шпиндель? – Сверлильные станки
psn61, большое спасибо, все получилось.
т.к. фотографировал для обратной сборки и не нашел простого ответа на данный вопрос возможно кому то в будущем это будет полезно.
как снять шпиндель 2н125л(и если не ошибаюсь 2н118)
сначала нужно слить масло
вынуть шплинт на штурвале и снять рукоятку, открутить большую боковую крышку
с обратной стороны открутить болт (в обратную сторону) и снять лимб
отвернуть болты на крышке и аккуратно ее вытащить (на вас выпрыгнет шестерня на веревочке), вал зафиксирован по средствам металлической пластины держащейся на 3х винтах, ее надо снять(никакие стопорные кольца снимать не надо),
после чего переходим на другую сторону и снимаем с вала все что легко снимается, что не снимается снимать ненужно. берем досочку и молоток и не спеша, легкими движениями начинаем выбивать вал, (в какой то момент освободится большая шестеренка, ее нужно убрать в сторону) когда почувствуете что пошло легко, убираем инструменты, одной рукой придерживаем шпиндель а другой вынимаем вал.
и вот он наш пациент…
собираем в обратном порядке… к слову сказать подшипники оказались нормальными, а вот шпиндель гнутый((
п.с. если кому то это и так понятно и кажется элементарными вещами то извиняйте, для человека впервые удивившего сверлильный станок это темный лес.
www.chipmaker.ru