Шпонка сегментная – Сегментные шпонки
alexxlab | 12.05.2020 | 0 | Разное
Сегментные шпонки: ГОСТ, виды, назначение
Для фиксации деталей могут применяться самые различные технологи, довольно большое распространение получили сегментные шпонки. Они обладают довольно большим количеством технологических преимуществ в сравнении с обычным призматическими вариантами исполнения. Рассмотрим то, как проводится соединение сегментными шпонками, и какими они обладают особенностями.

В большинстве случаев рассматриваемая технология применяется для фиксации шестерен и звездочек на валу. Пазы на подобных изделиях получаются при обработке дисковыми фрезами с большим показателем производительности и точности. Специальное приспособление для нарезки сегментных шпонок существенно упрощает поставленную задачу, а также снижает себестоимость проводимых работ.
Сегодня шпонку сегментного типа применяют по довольно большому количеству причин. Примером можно назвать нижеприведенную информацию:
- Устойчивость крепления детали на валу обеспечивается за счет большой глубины врезания. Подобный показатель может варьироваться в зависимости от самых различных моментов, к примеру, оказываемой нагрузки. Кроме этого, важно учитывать диаметральный размер заготовки.
- При изготовлении согласно ГОСТ 8795-68 применяются материалы, которые характеризуются высокой устойчивостью к срезанию. Поэтому можно быть уверенным в длительной и надежной эксплуатации создаваемого механизма.
Не стоит забывать о том, что соединение сегментной шпонкой становится причиной существенного ослабления валов, особенно если проводится крепление полого варианта исполнения. Подобный метод крепления используется в случае установки массивных валов, когда размеры могут быть существенно увеличены.
Распространение подобного соединения определило появление таблиц в технической документации, где указываются основные параметры. Примером являются следующие показатели:
- Крутящий момент и диаметр вала. Рассматриваемое изделие устанавливается для передачи крутящего момента от источника к исполнительному органу. При этом подобный показатель может варьироваться в большом диапазоне. Диаметральный размер вала также определяет то, какого размера изделия могут применяться.
- Основные размеры, а также значение фасок. При изготовлении сегментной шпонки создаются фаски, за счет которых упрощается процесс установки. Размеры могут варьироваться в большом диапазоне, зависят от передаваемого усилия и габаритов изделия.
- Глубина пала и радиус закругления. Форма сегментной шпонки закругляется для того, чтобы снизить вероятность срезания материала. Этот момент существенно усложняет поставленную задачу.
Фреза для пазов сегментных шпонок по ГОСТ 6648-79 позволяет получать требуемые пазы в один или несколько проходов в зависимости от глубины врезания.
Если рассматривать обозначение сегментной шпонки следует уделить внимание тому, что в большинстве случаев указывается длина и высота, а также ГОСТ. При расчетах может применяться ГОСТ 24071-97 или другой стандарт, все зависит от особенностей конкретного механизма.
Сегментные шпонки и шпоночные пазы также классифицируются по определенным признакам. Первая группа предназначена для передачи крутящего момента, вторая непосредственной фиксации детали на валу. К особенностям первой группы можно отнести следующее:
- Оказывается высокая нагрузка на поверхностный слой. Этот момент определяет то, что приходится проводить улучшение материала путем проведения термической обработки.
- Паз должен идеально подходить по размерам к фиксирующему элементу. Даже незначительный зазор может стать причиной повышенного износа. Изделие должно заходить в натяг, так как в противном случае устройство не прослужит в течение длительного периода.
- Велика вероятность срезания поверхностного слоя, поэтому при изготовлении применяются материалы, характеризующиеся высокой устойчивостью к подобному воздействию.
Для нарезания требующихся пазов, как правило, применяется фрезеровальное оборудование. Точность показателей может варьироваться в большом диапазоне, все зависит от конкретного случая.
Используемый материал выбирается с учетом того, что показатель сопротивления на разрыв должен быть не менее 590 Н/мм2. При этом может проводится дополнительная механическая и термическая обработка для достижения более высоких показателей.
Скачать ГОСТ 24071-97
К рассматриваемому изделию предъявляется довольно большое количество требований. Среди основных отметим следующее:
- Стандарты не могут применяться для соединений, которые получаются при подгонке или подборе наиболее подходящего изделия. Зачастую выполняется проектирование, тогда учитываются все стандарты.
- В большинстве случаев при изготовлении применяется сталь. Материал выбирается в соответствии с ГОСТ 8786-68. Для повышения прочности и изменения основных свойств проводится термическая или химическая обработка поверхности. За счет этого существенно повышается твердость и износостойкость поверхности.
- Допускается возможность применения вариантов исполнения меньших размеров в случае установки крупных валов. Исключение можно назвать вариант, когда проводится установка элемента на выходном конце вала, так как подобная становится причиной чрезмерной нагрузки.
- При создании неответственных деталей допускается создавать фаски под углом 45 градусов. При проектировании более ответственных изделий фаски могут иметь другой угол.
- В некоторых случаях допускается свободное соединение вала и втулки. При этом придельное отклонение составляет Н9.
- При производстве уделяется внимание контролю основных размеров. Для этого могут использоваться самые различные контрольные измерительные приборы.
- Вторая серия может применяться для создания неответственных соединений. Примером можно назвать случай передачи небольшой частоты вращения, а также при кратковременной работе устройства.
- В технической документации также указывается то, какой массой обладает изделие. Этот показатель учитывается при изготовлении ответственных деталей.
- Уделяется внимание и параметру шероховатости. Он также указывается в приложении, так как высокая степень шероховатости обеспечивает более надежное соединение.

В целом можно сказать, что сегментные шпонки могут использоваться для соединения самых различных элементов. При этом важно учитывать все технические моменты, так как неправильный выбор может стать причиной снижения прочности и надежности механизма. Размеры и другие технические параметры выбираются на момент проектирования изделия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Основные нормы взаимозаменяемости. Соединения шпоночные с сегментными шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РАЗМЕРЫ ШПОНОК И СЕЧЕНИЙ ПАЗОВ. ДОПУСКИ И ПОСАДКИ
ГОСТ 24071-80 |СТ СЭВ 647—77)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
| ||||||||||||
Постановлением Государственного комитета СССР по стандартам от 7 апреля 1980 г. № 1563 срок действия установлен с 01.01.81 до 01.01.91 |
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на шпоночные соединения с сегментными шпонками и устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валах и во втулках.
Стандарт полностью соответствует СТ СЭВ 647—77.
Стандарт соответствует международному стандарту ИСО 3912—77.
2. Размеры шпонок и их предельные отклонения должны соответствовать указанным на черт. 1 и в табл. 1.
Исполнение 1 Исполнение 2 1 2
Черт. 1 Примечание. Допускается притупление острого угла фаской или радиусом до 0,16. |
Размеры в мм Таблица ) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Пример условного обозначения шпонки исполнения 1 сечением bXh=5X6,5 мм:
Шпонка 5X6,5 ГОСТ 24071-80
то же, исполнения 2 сечением bXhi = 5X5,2 мм:
Шпонка 2—5X5,2 ГОСТ 24071-80 1, 2. (Измененная редакция, Изм. № 1).
3. Материал шпонок — сталь чистотянутая для сегментных шпонок по ГОСТ 8786-68. Допускается применение другой стал» с временным сопротивлением разрыву не менее 590 МН/м2 (60 кгс/мм2).
4. Размеры сеченией пазов и предельные отклонения глубин!2 паза на валу и во втулке должны соответствовать указанным, на черт. 2 и в табл. 2.
ГОСТ 24071-80 Стр. 3
Шпоночные пазы Вала и Втулки S7*450wu rf
f~f
Черт, 2
Примечание. В зависимости от принятой базы обработки и измерения на рабочем чертеже должен указываться один размер для вала t\ (предпочтительный вариант) или d—1\ и для втулки d-tt*
Диаметр вала d | Размер шпонки bXhxD | Шпоночный паз | |||||||
Назначение шпонки | Ширина Ь | Глубина | Размер Si фаски или радиус г» | ||||||
Бал ti | Втулка и | ||||||||
Передача крутящих моментов | Фиксация элементов | Номин. | Пред. откл. | Номин. | 9 *4 p.g | не менее | не более | ||
От 3 ДО 4 | От 3 ДО 4 | 1ХМХ4 | 1,0 | 1,0 | 0,6 | ||||
Св. 4 до 5 | Св. 4 до 6 | 1,5X2,6X7 | 1,5 | 2,0 | л-0 1 | 0,8 | 4-0 1 | ||
Св. 5 до б | Св. 6 до 8 | 2X2,6X7 | 2,0 | 1,8 | 0 | ко | Tvjl 0 | 0,08 | 0,16 |
Св. 6 до 7 | Св. 8 до 10 | 2X3,7X10 | 2,Э | ко | |||||
Св. 7 до 8 | Св. 10 до 12 | 2,5X3,7X10 | 2,5 | 2,7 | 1,2 | ||||
Продолжение табл. 2
мм | ||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
Шпоночный паз | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечание. Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т. п.) применять меньшие размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
(Измененная редакция, Изм. № 1),
5. Предельные отклонения ширины паза b должны соответствовать полям допусков, указанным в табл. 3.
Таблица 3 | |||||||
|
Примечания:
1. Допускаются для ширины паза вала и втулки любые сочетания полей допусков, указанных’в табл. 3.
2. Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска НИ, размера ширины паза втулки — £>10.
6. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
ГОСТ 24071-80 Стр. 5
7. Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей — по ГОСТ 24109-80—ГОСТ 24111-80, ГОСТ 24115-80—ГОСТ 24117-80, ГОСТ 24119-80, ГОСТ 24120-80.
8. Для изделий, спроектированных до 1 января 1980 г., допускаются предельные отклонения размеров шпоночных соединений, приведенные в справочном приложении 1.
9. Параметры шероховатости поверхности элементов шпоночных соединений приведены в рекомендуемом приложении 2.
7—9. (Введены дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ } Справочное
1. Допуски на размеры шпонок и пазов: для высоты шпонки h—В* ОСТ 1024;
для глубины паза вала t\ и втулки h—-4s ОСТ 1015; для диаметра сегментной шпонки /)—Вь ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала — не более 8% от диаметра шпонки.
2. Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине b должны соответствовать указанным в табл. 1 и 2.
Таблица I
Вид соединения | Предельные отклонения размеров | Назначение посадок | ||
шпонки | паза вала | паза втулки | ||
Неподвижное напряженное по валу, скользящее во втулке | Вз | пш | 4з | Для индивидуального и серийного производства (общее машиностроение) |
Неподвижное напряженное по валу, ходовое во втулке | лш{ | Для массового производства (автостроение и т. П.) | ||
Неподвижное плотное по валу, ходовое во втулке | *3 | 4з | Для направляющих шпонок | |
Таблица 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ПРИЛОЖЕНИЕ 2 Рекомендуемое
Зависимость параметров шероховатости поверхности от допуска размера | ||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||
Примечания:
1. Параметры шероховатости поверхностей с неуказанными предельными отклонениями — Ra 20 мкм.
2. Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм.
Приложения 1/2. (Введены дополнительно, Изм. № 1).
Редактор Р. Г. Говердовская Технический редактор Э. В. Митяй Корректор В. А. Ряукайте
Сдано в наб. 07.01.85 Подп. в печ. 29.04.85 0,5 п. л. 0,5 уел. кр.-отт. 0,35 уч.*изд. л.
Тираж 16000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП, Новопресненский пер., д. 3.
Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. Зак. 529
1
Издание официальное Перепечатка воспрещена
★
2
Переиздание (сентябрь 1984 г.) с Изменением № 1, утвержденным в марте 1984 г. (МУС № 7—84).
© Издательство стандартов, 1985
standartgost.ru
4.3.3. Соединения сегментными шпонками
Эти соединения отличаются от призматических только формой шпонки (рис. 50). При этом шпонка может быть в виде целого сегмента (исполнение 1) или в виде срезанного сегмента (исполнение 2).
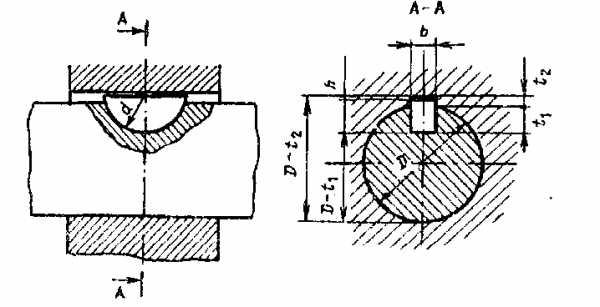
Рис. 50. Шпоночные соединение сегментными шпонками
Шпонки первого исполнения используются для передачи крутящих моментов, а второго — для фиксации элементов конструкции. Глубина пазов у вала (t1) установлена от 1 до 10 мм, а для втулок (t2) — от 0.6 до 3.3 мм. Так же как и в соединениях призматическими шпонками на рабочих чертежах могут быть заданы размеры пазов с учетом диаметра (т.е.D-t1и D+t2). Для передачи крутящего момента эти соединения используются для относительно небольших валов от 3 до 38 мм, а для фиксации элементов — от 3 и свыше 40 мм без ограничения диаметра.
Размеры шпонок (ГОСТ 24071-80) – от 1×1, 4×4 до 10x13x32 (b х h х D). Как видите, у этих шпонок в отличие от призматических нормируется вместо длины диаметр окружности, из которой вырезается сегмент. В условном обозначении указываются размеры ширины и высоты (b х h). Например: шпонка 5 x 6,5 ГОСТ 24071-80.
Точность соединения сегментными шпонками устанавли-вается теми же полями допусков, что и для соединений призматическими шпонками. Так, для ширины (b) и высоты (h) нормируются поля допуска h9 и h21. Вместо поля допуска на длину шпонки (она не нормируется, исходя из особенности формы шпонки, а определяется диаметром и высотой) задается поле допуска h22 для диаметра, из которого вырезается сегмент. Кроме того, при соединении сегментными шпонками используются только нормальное и плотное соединения (отсутствует свободное соединение) с использованием тех же полей допусков, что и при призматических шпонках. Для нормального соединения нормируется точность полем допуска N9 на ширину шпоночного паза на валу и полем допуска JS9 для паза во втулке. При плотном соединении для ширины шпоночного паза на валу и на втулке нормируется всего одно поле допуска Р9. Сопряжения, как и при призматических шпонках, образуются любыми сочетаниями поля допуска на ширину шпонки (h9) с тремя полями допусков на ширину паза у вала и втулки.
4.3.4. Соединения клиновыми шпонками
Эти соединения (рис. 51) аналогичны соединениям призматическими шпонками с тем отличием, что шпонка изготавливается в виде клина с уклоном 1:100. Осевым перемещением шпонки обеспечивается соединение вала и втулки. Эти шпонки могут быть с головкой (одно исполнение) или без головки (еще три исполнения, отличающиеся формой торцов шпонки — плоские с закруглением с двух концов или с одного конца). Соединения клиновыми шпонками охватывают диаметры валов от 6 до 500 мм (как и призматические).
Размеры шпонок (ГОСТ 24068-80) — от 5×5 до 100×50 (bхh), где h относится к наибольшему размеру шпонок — от 6 до 500 мм. При условном обозначении шпонок указываются ее размеры: (b х h х l). Например: шпонка 18x11x10 ГОСТ 24068-80.
Глубина паза на валу (t1) нормируется от 1.2 до 31 мм, а у втулок (t2) — от 0.5 до 18.1 мм. В связи с тем, что наклонный паз у этих соединений делается только во втулке, размер относится к наибольшей глубине. На чертеже возможно указание размера и с учетом диаметра.
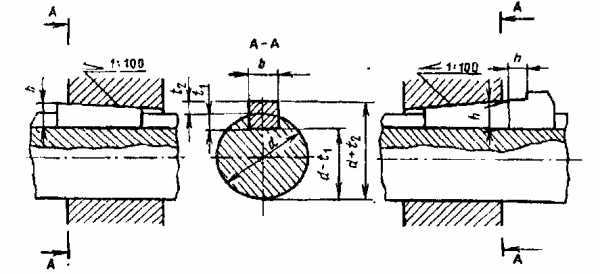
Рис. 51. Шпоночное соединение клиновыми шпонками
Требование к точности элементов клиновых шпонок устанавливаются такими же полями допусков, как и для призматических шпонок (h9 для b; h21 для h и h24 для l). В связи с особенностью этого соединения, при котором сопряжение образуется не по боковым сторонам, требование в отношении точности ширины паза на валу и во втулке нормируется одним полем допуска D10. Требование к углу наклона нормируется предельными отклонениями ±АТ10/2.
Посадки для сопряжений с клиновыми шпонками не нормируются, поскольку соединения осуществляются осевыми смещениями шпонки, т.е. имеет место регулируемая посадка с натягом.
studfiles.net
Шпонка сегментная ГОСТ 24071-97 от производителя
Таблица цен
Шпонка сегментная ГОСТ 24071-97
| № п/п | d2 | B, мм | h, мм | l, мм | Цена за 1 шт. с НДС |
|---|---|---|---|---|---|
| 1 | 4 | 1 | 1,4 | договорная | |
| 2 | 7 | 1,5 | 2,6 | 6,76 | 9,36 |
| 3 | 7 | 2 | 2,6 | 6,76 | 8,36 |
| 4 | 10 | 2 | 3,7 | 9,66 | 6,52 |
| 5 | 10 | 2 | 5 | 12,65 | 9,7 |
| 6 | 10 | 2,5 | 3,7 | 9,66 | 6,53 |
| 7 | 10 | 3 | 3,7 | 9,66 | 6,53 |
| 8 | 13 | 3 | 5 | 12,65 | 5,52 |
| 9 | 16 | 3 | 6,5 | 15,72 | 6,68 |
| 10 | 13 | 4 | 5 | 12,65 | 8,23 |
| 11 | 16 | 4 | 6,5 | 15,72 | 7,02 |
| 12 | 19 | 4 | 7,5 | 18,57 | 9,36 |
| 13 | 4 | 9 | 16,94 | ||
| 14 | 16 | 5 | 6,5 | 15,72 | 7,87 |
| 15 | 19 | 5 | 7,5 | 18,57 | 9,87 |
| 16 | 22 | 5 | 9 | 21,63 | 12,6 |
| 17 | 22 | 5 | 10 | 21,63 | 24,7 |
| 18 | 19 | 6 | 7,5 | 18,57 | 10,54 |
| 19 | 22 | 6 | 9 | 21,63 | 13,71 |
| 20 | 25 | 6 | 10 | 24,49 | 16,7 |
| 21 | 28 | 6 | 11 | 27,35 | 24,7 |
| 22 | 6 | 13 | 31,02 | ||
| 23 | 22 | 8 | 9 | 21,63 | 23,67 |
| 24 | 28 | 8 | 11 | 27,35 | 27,64 |
| 25 | 32 | 8 | 13 | 31,43 | 35,01 |
| 26 | 8 | 15 | 61,38 | ||
| 27 | 28 | 10 | 11 | 27,35 | 31,71 |
| 28 | 32 | 10 | 13 | 31,43 | 39,7 |
| 29 | 45 | 10 | 16 | 43,08 | 70,07 |
Шпонка сегментная изготавливается ТПК «Роскреп» в строгом соответствии с требованиями ГОСТа 24071-97.
Мы рекомендуем использовать сегментные шпонки производства компании «Роскреп» для надежного фиксирования деталей в малонагруженных участках вала, т.к. для их правильного закрепления требуется достаточно глубокий паз, уменьшающий поперечное сечение и, соответственно, прочность детали. В то же время, более глубокая посадка шпонки гарантирует большую устойчивость соединения по сравнению с простым призматическим шпоночным сопряжением. Поэтому, при выборе размеров шпонки, следует строго следовать рекомендациям стандарта в отношении зависимости между диаметром вала и сечением шпонки. Сегментные шпонки применяются для цилиндрических валов или цилиндрических участков валов для передачи крутящего момента от вала ко втулке.
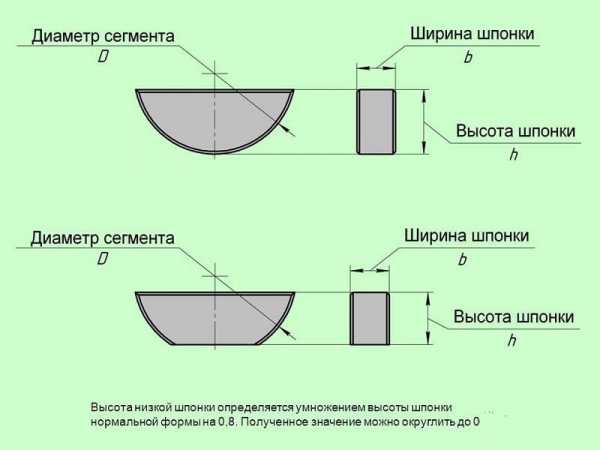
Кроме нормальной формы стандартом допускается изготовление низкой сегментной шпонки по согласованию с заказчиком. Это позволяет снизить ослабление вала глубоким пазом, но уменьшает допустимые нагрузки, испытываемые узлом.
shponki.ru
Шпонки сегментные и призматические | Веб-Механик
Добрый день, дорогие друзья. Я рад приветствовать Вас на страницах информационно-инженерного портала Веб-Механик.РФ.
Сегодня речь пойдет о таких конструктивных элементах как шпонки. Что такое шпонка? Шпонка — это деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их взаимному перемещению, то есть фиксирует их относительно друг друга. Поэтому, чаще всего, шпонки применяются для передачи вращающего момента.
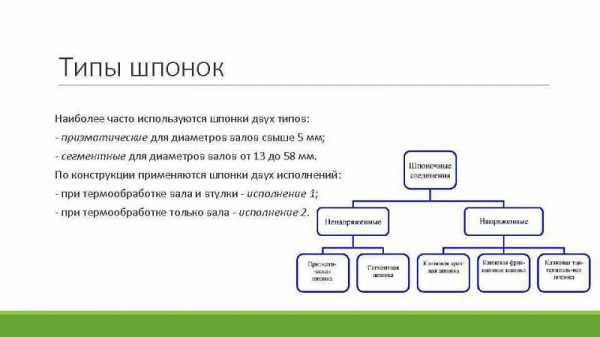
Шпонки различаются по характеру работы:- Ненапряженные — призматические и сегментные шпонки
- Напряженные — клиновые и тангенциальные шпонки
Шпоночные соединения (соединения при помощи шпонок) бывают двух видов — подвижные и неподвижные.
В этой статье мы рассмотрим призматические и сегментные шпонки (незагруженные шпонки).
Ну что ж, поехали!

Шпонки сегментные и призматические
Призматические шпонки бывают нескольких видов и конструкций, но в общем и целом, их можно разделить на следующие типы:
- обыкновенные, предназначенные для неподвижных соединений ступиц с валами.
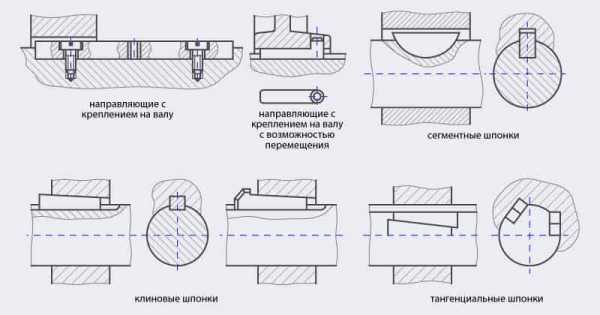
- направляющие, с креплением на валу, применяемые при необходимости перемещения ступицы вдоль вала.
- скользящие (ГОСТ 12208-66), перемещающиеся вдоль вала вместе со ступицей, с которой соединены посредством цилиндрического выступа.
Для обеспечения посадок призматических шпонок предусмотрены поля допусков:
- на ширину паза вала — Н9, N9 и Р9;
- на высоту шпонки 2-6 мм — h9 и свыше 6 мм – h21;
- на длину шпонки h24 и на длину паза — h25.
Сегментные шпонки по ГОСТ 24071-80 применяют при необходимости частого демонтажа узла.
Клиновые шпонки по ГОСТ 24068-80 представляют собой самотормозящийся клин с уклоном 1 : 100; они крепят ступицу также и в осевом направлении, из-за возникающих при эксплуатации перекосов эти шпонки применяют только для тихоходных, неответственных деталей.
Технические требования к шпоночным соединениям предусматривают:
- правильность формы и размеров шпонки и пазов вала и ступицы по всей длине;
- отсутствие заусенцев и забоин на рабочих поверхностях шпонки и пазов;
- параллельность оси шпонки и осей вала или отверстия ступицы;
- симметричность боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
- тщательную пригонку рабочих поверхностей шпонки и пазов; наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
Порядок сборки соединений с обыкновенной призматической шпонкой представляет собой подготовку нужной шпонки (из чистотянутого прутка). Далее следует пригонка шпонки по пазу вала (припиливание или шабрение по краске). Затем делается запрессовка шпонки в вал прессом, струбцинами или ударами медного молотка. В конце на особо ответственных деталях проводится проверка щупом на предмет отсутствия зазора между боковыми сторонами шпонки и паза. Также возможна пригонка ступицы к боковым сторонам шпонки с минимальным зазором для неподвижных соединений и с гарантированным зазором для подвижных.
Шпонки сегментные (ГОСТ 24071-80). Номинальные размеры, мм
Таблица 1
| d | РАЗМЕРЫ ШПОНОК | ГЛУБИНА ПАЗА | r | |||||||
| b | h | D | L | c или r1 | вала | втулки | ||||
| min | max | t | t1 | min | max | |||||
| От 3 до 4 | 1 | 1,4 | 4 | 3,8 | 0,05 | 0,08 | 1,0 | 0,6 | — | 0,05 |
| Св. 4 до 6 | 1,5 | 2,6 | 7 | 6,8 | 0,05 | 0,08 | 2,0 | 0,8 | — | 0,05 |
| Св. 6 до 8 | 2 | 2,6 | 7 | 6,8 | 0,16 | 0,25 | 1,8 | 1,0 | 0,08 | 0,16 |
| 2 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,9 | 1,0 | 0,08 | 0,16 | |
| 2,5 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,9 | 1,0 | 0,08 | 0,16 | |
| Св. 8 до 10 | 3 | 3,7 | 10 | 9,7 | 0,16 | 0,25 | 2,5 | 1,4 | 0,08 | 0,16 |
| 3 | 5,0 | 13 | 12,6 | 0,16 | 0,25 | 3,8 | 1,4 | 0,08 | 0,16 | |
| 3 | 6,5 | 16 | 15,7 | 0,16 | 0,25 | 5,3 | 1,4 | 0,08 | 0,16 | |
| Св. 10 до 12 | 4 | 5,0 | 13 | 12,6 | 0,16 | 0,25 | 3,5 | 1,8 | 0,08 | 0,16 |
| 4 | 6,5 | 16 | 15,7 | 0,16 | 0,25 | 5,0 | 1,8 | 0,08 | 0,16 | |
| 4 | 7,5 | 19 | 18,6 | 0,16 | 0,25 | 6,0 | 1,8 | 0,08 | 0,16 | |
| 4 | 9,0 | 22 | 21,6 | 0,16 | 0,25 | 7,5 | 1,8 | 0,08 | 0,16 | |
| Св. 12 до 17 | 5 | 6,5 | 16 | 15,7 | 0,25 | 0,40 | 4,5 | 2,3 | 0,16 | 0,25 |
| 5 | 7,5 | 19 | 18,6 | 0,25 | 0,40 | 5,5 | 2,3 | 0,16 | 0,25 | |
| 5 | 9,0 | 22 | 21,6 | 0,25 | 0,40 | 7,0 | 2,3 | 0,16 | 0,25 | |
| 5 | 10,0 | 25 | 24,5 | 0,25 | 0,40 | 8,0 | 2,3 | 0,16 | 0,25 | |
| Св. 17 до 22 | 6 | 9,0 | 22 | 21,6 | 0,25 | 0,40 | 6,5 | 2,8 | 0,16 | 0,25 |
| 6 | 10,0 | 25 | 24,5 | 0,25 | 0,40 | 7,5 | 2,8 | 0,16 | 0,25 | |
| 6 | 11,0 | 28 | 27,3 | 0,25 | 0,40 | 8,5 | 2,8 | 0,16 | 0,25 | |
| 6 | 13,0 | 32 | 31,4 | 0,25 | 0,40 | 10,5 | 2,8 | 0,16 | 0,25 | |
Допускается в технически обоснованных случаях применять стандартные шпонки меньших размеров сечений на валах больших диаметров (за исключением выходных концов валов).
В зависимости от принятой базы обработки и измерения на рабочих чертежах указывают размеры: d + t1 — для втулки; t (предпочтительный вариант) или d – t — для вала.
Пример обозначения сегментной шпонки размерами b = 6 мм, h = 10 мм:
Шпонка сегм. 6 х 10 ГОСТ 24071-80
Шпонки призматические (ГОСТ 23360-78). Номинальные размеры, мм
Таблица 2
| d | b | h | t | t1 | r | c или r1 | L | ||
| min | max | min | max | ||||||
| От 6 до 8 | 2 | 2 | 1,2 | 1,0 | 0,08 | 0,16 | 0,16 | 0,25 | 6-20 |
| Св.8 до 10 | 3 | 3 | 1,8 | 1,4 | 0,08 | 0,16 | 0,16 | 0,25 | 6-36 |
| Св. 10 до 12 | 4 | 4 | 2,5 | 1,8 | 0,08 | 0,16 | 0,16 | 0,25 | 8-45 |
| Св. 12 до 17 | 5 | 5 | 3,0 | 2,3 | 0,16 | 0.25 | 0,25 | 0,40 | 10-56 |
| Св. 17 до 22 | 6 | 6 | 3,5 | 2,8 | 0,16 | 0.25 | 0,25 | 0,40 | 14-70 |
| Св. 22 до 30 | 8 | 7 | 4,0 | 3,3 | 0,16 | 0.25 | 0,25 | 0,40 | 18-90 |
| Св. 30 до 38 | 10 | 8 | 5,0 | 3,3 | 0.25 | 0,40 | 0,40 | 0,60 | 22-110 |
| Св. 38 до 44 | 12 | 8 | 5,0 | 3,3 | 0.25 | 0,40 | 0,40 | 0,60 | 28-140 |
| Св. 44 до 50 | 14 | 9 | 5,5 | 3,8 | 0.25 | 0,40 | 0,40 | 0,60 | 36-160 |
| Св. 50 до 58 | 16 | 10 | 6,0 | 4,3 | 0.25 | 0,40 | 0,40 | 0,60 | 45-226 |
| Св. 58 до 65 | 18 | 11 | 7,0 | 4,4 | 0.25 | 0,40 | 0,40 | 0,60 | 50-180 |
| Св. 65 до 75 | 20 | 12 | 7,5 | 4,9 | 0,40 | 0,60 | 0,60 | 0,80 | 56-180 |
Размер L в указанных пределах принимать из ряда: 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180.
Отклонения размеров шпонок и пазов – по ГОСТ 7227-58.
Допускается в технически обоснованных случаях применять меньшие размеры сечений стандартных шпонок на валах больших диаметров, за исключением выходных концов валов.
В зависимости от принятой базы обработки и измерения на рабочих чертежах указывают размеры: d + t1 – для втулки: t (предпочтительный вариант) или d – t — для вала.
Примеры обозначений шпонок:исполнения 1, размерами b = 16 мм, h = 10 мм, L = 50 мм:
Шпонка 16 х10 х50 ГОСТ 23360-78
То же исполнения 2:
Шпонка 2-16 х10 х50 ГОСТ 23360-78
Теги: ГОСТ, размеры, шпонки
web-mechanic.ru
Сегментная шпонка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Сегментная шпонка
Cтраница 1
Сегментные шпонки ( рис. 3.30) так же, как и призматические, работают ( см. рис. 3.28, б) боковыми гранями и образуют неподвижное соединение. Применяются они при передаче небольших вращающих моментов. Сегментные шпонки и пазы для них просты в изготовлении, удобны при монтаже и демонтаже. [1]
Сегментные шпонки дешевле клиновых или призматических шпонок, но больше ослабляют вал. Поэтому для длинных втулок целесообразно применять две или несколько небольших сегментных шпонок ( фиг. Благодаря тому, что шпонка утоплена сравнительно глубоко в вал, она передает крутящий момент надежнее, чем призматическая, а также меньше сминается. Для того чтобы закрепленную деталь легче было снять, на концах сегментной шпонки должны быть сделаны фаски. Согласно чехословацкому стандарту шпонки могут иметь концы острые или срезанные ( фиг. [2]
Сегментные шпонки наиболее технологичны из-за простоты фрезерования шпоночного паза, а также удобства сборки соединения. Однако для шпонок этого типа требуются глубокие пазы, что значительно ослабляет валы и оси, поэтому шпонки этого вида применяют для малонагруженных соединений. При передаче больших крутящих моментов устанавливают две сегментные шпонки по длине детали или под углом 180 относительно друг друга. Цилиндрические шпонки или штифты ( рис, 4 49, в) применяют при необходимости закрепления детали на конце вала. Размеры цилиндрических шпонок соответствуют размерам стандартных цилиндрических штифтов. [3]
Сегментные шпонки меньше перекашиваются в пазу, чем призматические, однако они больше ослабляют вал и преимущественно их ставят по его концам. [5]
Сегментные шпонки, так же как и призматические, работают боковыми гранями. Применяются при передаче небольших вращающих моментов. Широко применяются в серийном и массовом производстве. [7]
Сегментные шпонки дешевле клиновых или призматических шпонок, но больше ослабляют вал. Поэтому для длинных втулок целесообразно применять две или несколько небольших сегментных шпонок ( фиг. Благодаря тому, что шпонка утоплена сравнительно глубоко в вал, она передает крутящий момент надежнее, чем призматическая, а также меньше сминается. Для того чтобы закрепленную деталь легче было снять, на концах сегментной шпонки должны быть сделаны фаски. Согласно чехословацкому стандарту шпонки могут иметь концы острые или срезанные ( фиг. [8]
Сегментная шпонка узкая, поэтому в отличие от призматической ее проверяют на срез. [9]
Сегментные шпонки в отношении условий работы аналогичны призматическим шпонкам: передача крутящего момента осуществляется через боковые стороны шпонок и пазов. [10]
Сегментная шпонка ( см. рис. 26, б) передает крутящий момент через боковые стороны. Основным достоинством этого соединения является простота и дешевизна изготовления сегментных шпонок и пазов. [12]
Сегментные шпонки благодаря более глубокой посадке практически не имеют иерекоса под нагрузкой, они взаимозаменяемы. [14]
Сегментные шпонки – ОСТ / НКМ 4091 -широко применяются в автотракторной промышленности и станкостроении. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Шпонки сегментные – Энциклопедия по машиностроению XXL
Обозначение шпонки сегментной с размерами ft = 6 мм Л = 10 мм [c.195]Шпонки сегментные выпускают по ГОСТ 24071—80 (СТ СЭВ 647—77) в двух исполнениях (рис. 8.82). Применяют при передаче небольших крутящих моментов (так как глубокий паз ослабляет вал) на концах валов небольших диаметров ( 55 мм). Пример условного обозначения [c.264]
Шпонка сегментная ГОСТ 3795-68 [c.176]
| Табл. 5.2. Шпонки сегментные (по ГОСТ 8794—68 и ГОСТ 8795—68), мм | 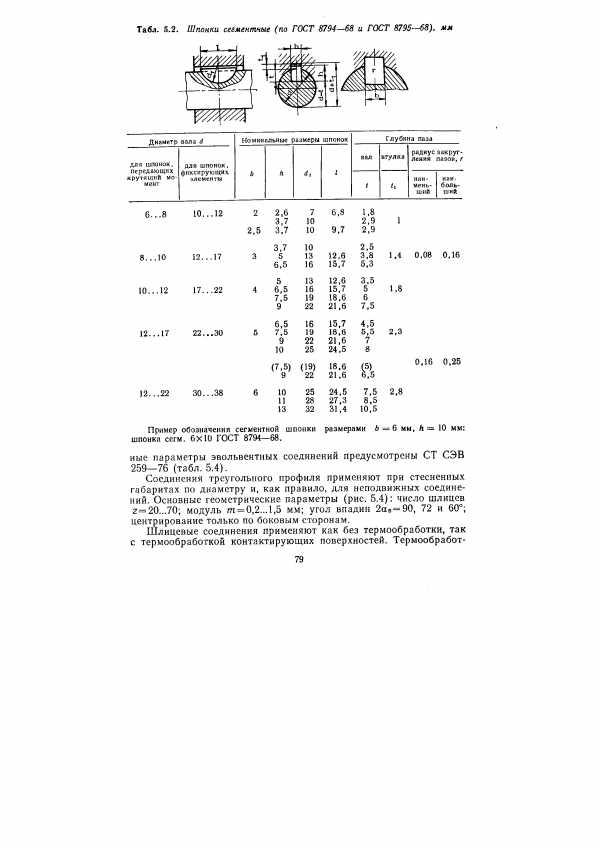 |
Соединения сегментными шпонками (рис. 3.47) являются разновидностью соединений призматическими шпонками. Сегментные [c.296]
Шпонки сегментные (по ГОСТ 24071—80). Размеры, мм (см. рис. 3.47) [c.440]
Шпонки сегментные Размеры, мм [c.376]
Кроме перечисленных, широкое распространение имеют шпонки сегментные, тангенциальные и специальной конструкции. Сегментная шпонка (рис. 220) представляет собой сегментную пластинку, заложенную закругленной стороной в паз соответствую- [c.256]
Таким образом, если задан диаметр вала, размеры сечения шпонки определяют по ГОСТ 8791—68 (шпонки клиновые), по ГОСТ 8788—68 (шпонки призматические), по ГОСТ 8794—68 (шпонки сегментные), а затем проверяют на прочность. Длину шпонки обычно принимают равной I С l,5d d — диаметр вала), но не больше длины ступицы детали (шкива, шестерни), соединяемой с валом. [c.256]
Решение. 1. По ГОСТ 24071 — 80 для вала = 35 мм выбираем шпонку сегментную размерами Ь = 6 мм, й = 10 мм, 1 = 25 мм, I = 24,5 мм (шпонка сегментная 6 х 10), 11 = 7,5 мм. [c.532]
Шпонки сегментные закладываются в полукруглый паз вала и создают ненапряженное соединение вала со втулкой. Применяются в случаях передачи незначительных усилий. [c.488]
Пример обозначения шпонки сегментной с размерами 6=6 мм Я = [c.94]
Примечания I. Допускается в отдельных обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т. п.) применять меньшие размеры сечений стандартных шпонок на валах больших диаметров. 2. Исполнения 1 или 11 выбираются из условия равнопрочности элементов шпоночного соединения в зависимости от материала втулки. 3. Материал — сталь чистотянутая для шпонок сегментная по ГОСТ 8786—58 или другая сталь с тем же временным сопротивлением. 4. ГОСТ 8794—58, кроме указанных в таблице, содержит данные для валов назначения 1 — от 3 до 7 мм, назначения 2 — свыше 4 до 14 мм. [c.95]
СТАЛЬ ЧИСТОТЯНУТАЯ ДЛЯ ШПОНОК СЕГМЕНТНАЯ. СОРТАМЕНТ (по ГОСТ 8786—58) [c.98]
Пример обозначения стали чистотянутой для шпонок сегментной с размером /1=10 мм [c.98]
Соединения с сегментными шпонками. Сегментные шпонки применяют при сравнительно коротких ступицах колес. Шпонки выполняют в виде сегмента, что делает их наиболее технологичными вследствие простоты фрезерования шпоночного паза, а также удобства сборки соединений. Однако относительно большая глубина шпоночного паза уменьшает прочность вала, что вызывает необходимость применять эти шпонки для передачи небольших крутящих моментов или лишь для фиксации элементов соединения. [c.205]
Шпонки сегментные см. табл. 9.3) [c.214]
Фрезы для шпонок сегментных [c.366]
Фрезы для шпонок сегментных (фиг. 76), диаметром D — = 7,541 мм и шириной В= 1,5 ч–н 10 мм. изготовляются по ГОСТ 6648-53 из легированной инструментальной стали. Применяются для фре- [c.340]
Клиновые шпонки Призматические шпонки Сегментные шпонки [c.541]
Обработка 279, 280 –шпонок сегментных — Обработка 279 Пайка 706, 716 [c.792]
Фрезы дисковые для пазов шпонок сегментных (по ГОСТ 6648-59) Размеры R мм [c.663]
Соединения сегментными шпонками. Сегментные шпонки (рис. 6.1,6 и 6.2, в) по ГОСТ 24071-80 распространены меньше призматических их применяют при серийном и более крупном масштабах производства. [c.133]
Для цилиндрических валов исполнения 1 используют шпонки – сегментные (ГОСТ 24071-80) для вала диаметром d до 14 мм призматические обыкновенные (ГОСТ 23360-78) для вала диаметром d св. 12 мм тангенциальные нормальные (ГОСТ 24069-80). [c.16]
Шпонки сегментные (ГОСТ 24071-97) [c.179]
Шпонки. Соединения шпоночные с призматическими шпонками. Размеры Шпонки. Соединения шпоночные с клиновыми шпонками. Размеры Шпонки сегментные и шпоночные пазы. Размеры шпонок и пазов Шпонки призматические низкие. Размеры, допуски [c.305]
Оснащенные твердосплавными пластинами с цилиндрическим хвостовиком с коническим хвостовиком для пазов шпонок сегментных 6396-78 (в ред. 1992 г.) 10 12 14 16 18 20 22 25 Диаметр хвостовика 10…25 [c.483]
Сталь чистотянутая для шпонок сегментная (ГОСТ 8786—68). Размеры сечений стали для шпонок приведены в табл. 53. [c.681]
Шпонки сегментные (ГОСТ 8795-58) Размеры в мм [c.387]
Шпонки сегментные (ГОСТ 8794-58) [c.390]
Шпонки сегментные (по ГОСТам 8794—58 и 8795—58) [c.552]
Размеры шпонок нормированы 1) шпонки призматические обыкновенные ГОСТ 8788—58 и 8789— 58 2) шпонки клиновые ГОСТ 8791—58 и 8792—58 3) шпонки клиновые с головкой ГОСТ 8791—58 и 8793—58 4) шпонки сегментные ГОСТ 8794—58 и 8795-58. [c.72]
Сегментные шпонки бывают двух исполнений и применяются для передачи небольших усилий для диаметров вала меньше 60 мм. Условное обозначение сегментной шпонки Шпонка 6×10 ГОСТ 24071—80 читается так шпонка сегментная, ширина 6=6 мм, вы- [c.105]
Пример обозначения шпонки о ) = 6 мм и Шпонка сегментная SXIO ГОСТ 8795—68. Ь = 10 мм [c.377]
Соединения сегментными hi п о и к а м и (рис. 5.4) являются разновидгюсгью соединений призматическими шпонками. Сегментные шнонки (пластины в виде сегмента), так же как и призматические, работают боковыми гранями. Эти шпонки и пазы для них просты в изгоговлении, удобны при монтаже и демонтаже (шпонки свободно вставляются в паз), они взаимозаменяемы. Глубокая посадка шпонки [c.96]
Пример обозначения шпонки сегментной с размерами Ь=ймм, Л = 10 мм Шпонка сегментная 6×10 ГОСТ 8795—58 [c.542]
Шпонки сегментные — соединение напряженное Шпонки сегментные — табл. 183 8794—58 8795—58 От 3 до 55 Шпонка сегм. 6×10 ГОСТ 8795—58 [c.290]
Машиностроительное черчение (1985) — [ c.218 ]
Техническое черчение (1983) — [ c.106 ]
Машиностроительное черчение в вопросах и ответах Изд.2 (1992) — [ c.192 , c.193 ]
Справочник по техническому черчению (2004) — [ c.179 ]
Краткий справочник цехового механика (1966) — [ c.387 , c.390 , c.392 , c.395 , c.397 ]
Машиностроительное черчение в вопросах и ответах Справочник (1984) — [ c.190 , c.191 ]
Курсовое проектирование деталей машин Издание 2 (1988) — [ c.171 ]
Детали машин (1964) — [ c.88 ]
Проектирование механических передач Издание 5 (1984) — [ c.303 ]
Справочник механика заводов цветной металлургии (1981) — [ c.118 ]
Инженерная графика Издание 7 (2005) — [ c.216 ]
Расчет на прочность деталей машин Издание 4 (1993) — [ c.88 ]
Справочник по машиностроительному черчению Издание 3 (2002) — [ c.294 ]
Справочное руководство по черчению (1989) — [ c.534 , c.537 ]
Инженерная графика Издание 3 (2006) — [ c.245 ]
Машиностроение Энциклопедический справочник Раздел 1 Том 2 (1948) — [ c.204 ]
Справочник машиностроителя Том 4 (1956) — [ c.574 , c.575 ]
mash-xxl.info