Шпоночная канавка – . .
alexxlab | 13.07.2020 | 0 | Разное
Шпонка. Шпоночный паз. | МеханикИнфо
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения. 4.39/5 (87.88%) проголосовало 33
Шпоночный материал предназначен для передачи крутящего момента с одной детали на другую. Препятствует вращению одной детали относительно другой. В зависимости от диаметра вала, на которые подгоняется шпонка, будет меняться её ширина и высота, а на валу – глубина шпоночного паза.
Шпоночные пазы на валу делают на фрезерном станке, а на другой детали, которая садится на вал (зубчатое колесо, втулка, полумуфта, муфта и т.д.) на долбежном станке (смотрите видео). Также возможно изготовление шпоночного паза на токарном станке (смотрите видео).
ГОСТ 24071-97 – сегментные шпоночные пазы и шпонки;
ГОСТ 24068-80 – клиновые шпоночные пазы и шпонки;
ГОСТ 23360-78 – призматические шпоночные пазы и шпонки;
ГОСТ 10748-79 – призматические высокие шпоночные пазы и шпонки;
ГОСТ 24069-80 – тангенциальные нормальные шпоночные пазы и шпонки;
ГОСТ 12207-79 – цилиндрические шпоночные пазы и шпонки;
ГОСТ 8790-79 – призматические шпоночные пазы и шпонки с креплением на валу.
Материалом для шпонок могут служить различные сорта стали, чаще всего это углеродистые стали (Ст45, Ст60). Одним из главных условий, предъявляемых к шпонкам, является симметричность всех её боковых стенок, а также недопустима подгонка шпонки с заусеницами и забоинами.
Одним из главных плюсов шпонки является простота конструкции, надёжность и небольшая стоимость. Сборка такого рода соединения не занимает много времени.
Ниже вы можете ознакомится с таблицами размеров и предельных отклонение шпоночных пазов и шпонок.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.

Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 0 | 2,3 2,8 | +0,1 0 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 0 | 3,3 3,3 | +0,2 0 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
| Св. 38 до 44 » 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
» 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
.
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
.
Призматические шпонки с креплением на валу по ГОСТ 8790-79.

Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | ||
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
.
Сегментные шпонки по ГОСТ 8786-68.

Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 0 | 0,08 | 0,16 |
| Св. 5 » 6 » 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 0 | 2,3 | ||||
| Св. 22 до 25 » 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 0 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
.
Клиновые шпонки по ГОСТ 24068-80.
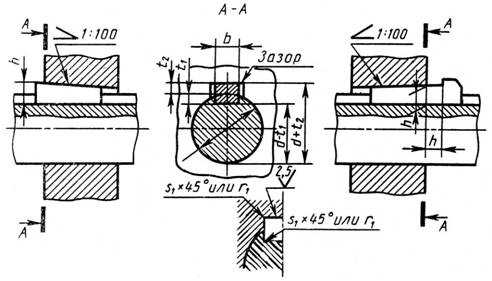
Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 | ||
.
Продолжение.
.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
| Св. 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
| Св. 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
| Св. 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
ОФОРМИТЬ ЗАКАЗ
mechanicinfo.ru
Шпоночная канавка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Шпоночная канавка
Cтраница 1
Шпоночные канавки под сегментные шпонки фрезеруют сегментными фрезами на горизонтально-фрезерных станках. [1]
Шпоночные канавки в отверстиях деталей при индивидуальном или мелкосерийном производстве обрабатывают резцами на долбежных станках. [2]
Шпоночные канавки в отверстиях чаще выполняют долблением, а при больших партиях инструмента – протягиванием. [3]
Шпоночные канавки, переходные ступени вала, а также острые углы деталей, насаженных на вал, создают в означенных местах концентрацию напряжения, которая в ответственных случаях должна учитываться. [4]
Шпоночные канавки и прессовая посадка некоторых деталей машин ( шкивов, зубчатых колес, муфт и др.) часто являются причиной значительного снижения усталостной прочности валов. Влияние концентраторов напряжений на прочность валов в случае одновременного действия шпонки и посадки имеет весьма сложный характер. [5]
Шпоночные канавки на валах и вообще в охватываемых деталях изготовляются для призматических и сегментных шпонок. [6]
Шпоночные канавки выполняют фрезерованием пальцевыми ( концевыми) или дисковыми фрезами. [7]
Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон ( глухие), закрытыми с одной стороны и сквозными. [8]
Шпоночные канавки обычно фрезеруют до шлифования вала; при последующем шлифовании шпоночные канавки заделывают твердым деревом. [9]
Шпоночные канавки изготовляются различными способами в зависимости от конфигурации канавки и вала, применяемого инструмента; они выполняются на горизонтально-фрезерных или на вертикально-фрезерных станках общего назначения или специальных. [10]
Шпоночные канавки обрабатывают на вертикально-фрезерных станках концевыми шпоночными фрезами. Для этого винт устанавливают в паз стола станка; свисающую часть винта опирают на специальные подставки. [12]
Шпоночные канавки в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся на вал со шпонкой, обрабатываются в индивидуальном и мелкосерийном производствах на долбежных станках, в крупносерийном и массовом – на протяжных станках. [14]
Шпоночные канавки у валов в большинстве случаев фрезеруют – после токарной обработки. Выбор способа фрезерования шпоночных канавок зависит от формы и размеров канавки и имеющихся типов станков. [15]
Страницы: 1 2 3 4 5
www.ngpedia.ru
19. Обработка шпоночных канавок.
Производится на фрезерных, шпоночно-фрезерных и строгальных станках. Шпоночные канавки бывают: призматические, сегментные, открытые, полуоткрытые, закрытые. Для обработки сегментных шпоночных канавок применяют специальные фрезы. Пазы для призматических шпонок обрабатываются за два перехода: сверлить отверстие (закрытые пазы), фрезеровать паз за один рабочий ход (концевая фреза). Эти переходы можно выполнить концевой шпоночной двух зубой фрезой. Сверло должно быть меньше ширины паза на 0,2-0,5 мм. Для обеспечения заданной чертежом точности применяют фрезерование с маятниковой подачей. Фрезерование пазов дисковыми фрезами обеспечивает большую производительность, но меньшую точность вследствие значительного торцевого биения (разбивка).
Sм=Sz*z*n
20. Обработка шлицов.
По форме боковых поверхностей шлицы различают: эвольвентные, трапециидальные, прямоугольные, треугольные.
Применяют следующие методы обработки валов: фрезерование, строгание, накатывание, протягивание, шлицеточение.
Шлицы фрезеруют методом копирования и обкатки. Недостатки: каждая фреза должна соответствовать диаметру и заданному числу шлицов; погрешность по шагу, вследствие применения делительного устройства; низкая производительность; наличие обратного хода. Наиболее часто шлицы нарезают на фрезеровальных станках с использованием червячных и шлицевых фрез. Преимущество больше по точности и по производительности. Накатывание шлицов производят в горячекатаном и холодном состоянии по схемам аналогичным схемам для накатывания резьбы.
Способы точения (обработки) терцев.
В зависимости от размера торца, величины припуска и шероховатости торцы обрабатывают проходными упорными резцами, подрезными резцами, канавочными с использованием продольной и поперечной подачи станка.
1 точение с одновременным подрезанием торца, при условии к не высокому требованию перпендикулярности торца к оси вращения (зависит от точности установки резца).
2 точение цилиндрической шейки с выводом инструмента с поперечной подачей (он обеспечивает большую точность перпендикуляра, за счёт точности станка). Если. К>М то обработку производить за несколько рабочих ходов, оставляя припуск на торце 0,2-0,5 мм для последнего хода по схеме №2. при обработке длинных торцов и необходимости получения канавки обработку производят по схеме №1, с последующим переходом точения торца канавочным резцом. Особо точные торцы шлифуют на торце шлифовальным станком. Подрезными резцами также достигается высокая точность и перпендикулярность.
Обработка заготовок на торце фрезерных станках.
Недостатки: имеется обратный ход. Производительность можно повысить, используя станки барабанного типа, которые обеспечивают непрерывность загрузки и обработку деталей.
21. Технология изготовления корпусов.
Корпусные детали являются базовыми деталями машин и служат для размещения различных механизмов и отдельных деталей. Для корпусных деталей характерно наличие базовых или опорных плоскостей (конструктивные основные базы) и системы точно обработанных отверстий координатами между собой и относительно базовых плоскостей. К корпусным деталям относятся суппорты, корпусы, кронштейны.
Технические условия:
– точность отверстий по 6,7 и 8 квалитету.
– шероховатость Ra 2,5…0,63; 0,31 и выше.
– тонность формы отверстия 4…8 степень.
– параллельность плоскости основания 0,1…0,02 мм.
– соосность отверстий, если неуказанна степень точности, то соосность принимаем половине допуска меньшего диаметра.
– перпендикулярность оси отверстия к торцу или к основанию перпендикулярность 5…10 степень (0,1…0,01).
– плоскостность, в пределе 0,02…0,5 – это отклонение реальной плоскости от плоскости на чертеже Ra=2,5…0,63.
– расстояние между осями базовых отверстий +0,02..0,1;0,2.
Заготовки и материалы для корпусов.
В качестве заготовок принимаем литьё различным способами из чугуна, стали, цветных металлов. В приборостроении из пластмасс.
1 поковки для небольших корпусов.
2 сварные заготовки.
3 сборные корпуса.
Основные этапы технологических процессов обработки корпуса.
1 разметка – производят с целью правильного разделения обработанной и необработанной поверхности детали относительно друг друга.
2 обеспечения равномерности припусков на обработку
3 с целью проверки правильности изготовления обработки (отливки)
4 контроль
Разметка применяется в единичном реже в мелкосерийном производстве. Предусматривается в начале и в середине ТП.
studfiles.net
Ось – шпоночная канавка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Ось – шпоночная канавка
Cтраница 1
Оси шпоночных канавок должны совпадать, допускаемо. [1]
Оси шпоночных канавок должны совпадать. [2]
В результате чего может возникнуть дефект, заключающийся в несовпадении оси шпоночной канавки с диаметральной плоскостью вала. [3]
Угол между линией, проходящей через центр крепежного отверстия, и осью шпоночной канавки, мин. [4]
Контроль оставшихся двух параметров ( углового расположения контрольного отверстия во фланце и смещения оси шпоночной канавки) требует дополнительного углового базирования коленчатого вала. Вал поворачивается до контакта образующей поверхности одной шатунной шейки с плоскостью опоры 9 причем подвижный измерительный палец 10 должен свободно войти в проверяемое отверстие во фланце – это свидетельствует о правильности его углового расположения. [5]
Поворот хомута 12, установленного на валу, а следовательно, смещение по углу оси шпоночной канавки отмечается индикатором 14 через свою рычажную передачу. [6]
Разметка шпоночных канавок на валах должна производиться точно по чертежам. Оси шпоночных канавок по оси вала двух звездочек должны совпадать между сооою. [7]
Фрезерование полузакрытых канавок ничем не отличается от обработки закрытых канавок. К типичным видам брака относят: несовпадение осей шпоночной канавки и вала, что является следствием неправильной установки вала по отношению дисковой или концевой фрезы; увеличение ширины канавки, что возникает при торцовом или осевом биении дисковой или торцовой фрезы, слишком широкой фрезе, при плохой заточке инструмента, при установке заготовки не перпендикулярно к оси шпинделя; увеличение глубины канавки, которое происходит благодаря неправильному отсчету делений по шкале лимба или невыбиранию люфтов винтового соединения; увеличение длины закрытой или полузакрытой канавки, что получается при неправильной установке упоров механического выключения подачи; плохое качество чистоты поверхности, вмятины и рваные края, возможные при неправильно выбранных режимах резания; забоины и вмятины на поверхностях крепления заготовки вследствие небрежной работы, отсутствия мягких прокладок и молотков; непараллельность или неперпендикулярность канавки установочным поверхностям, что происходит при погрешностях в креплении заготовок или приспособлений. [8]
Интересный пример высокопроизводительного контрольного приспособления приведен на фиг. В данном случае проверяется четырнадцать параметров коленчатого вала шестицилиндрового автомобильного двигателя: двенадцать линейных размеров, определяющих осевое положение всех коренных и шатунных шеек относительно базового торца; точность расположения одного отверстия во фланце и, наконец, смещение оси шпоночной канавки с плоскости первой шатунной шейки. [9]
При сильной деформации шпоночной канавки на валике его следует заменить и отфрезеровать новую канавку. Допускается незначительное уширение шпоночной канавки. В этом случае шпонку делают ступенчатой. Нижняя, более широкая часть шпонки не должна выступать за пределы шпоночной канавки. Необходимо сохранить ось новой шпоночной канавки в соответствии с чертежом. Мальтийский крест, посаженный на шпонку, не должен качаться. [10]
Мальтийский крест спрессовывают и проверяют состояние шгюнки и шпоночной канавки. Иногда шпонка деформируется по плоскости среза, и крест смешается на некоторый угол, что со временем приводит к нарушению переключения клапанов принудительного действия. Деформированную шпонку заменяют новой. При сильной деформации шпоночной канавки на валике последний следует заменить и отфрезеровать новую канавку. Допускается незначительное уширение шпоночной канавки. В этом случае шпонку делают ступенчатой. Нижняя более широкая часть шпонки не должна выступать за пределы шпоночной канавки. Необходимо сохранить ось новой шпоночной канавки в соответствии с чертежом. Мальтийский крест, посаженный на шпонку, не должен качаться и иметь слабины. [11]
Страницы: 1
www.ngpedia.ru
Шпоночная канавка – Большая Энциклопедия Нефти и Газа, статья, страница 2
Шпоночная канавка
Cтраница 2
Шпоночные канавки у шпинделей фрезеруют в большинстве случаев после чистового обтачивания. Однако с целью устранить вредное влияние канавок на точность шлифования шпоночные канавки фрезеруют и после чистового шлифования. [16]
Шпоночные канавки обрабатываются на шпоночно-или верти-кальнофрезерных станках концевыми шпоночными фрезами, причем данные винты устанавливаются в паз стола станка, а свисающая их часть должна опираться на специальные подставки. Предварительная и окончательная отделка наружных диаметров производится на круглошлифовальных или бесцентровошлифоваль-ных станках. Шлифование наружного диаметра на круглошлифовальных станках осуществляется при помощи люнетов. Количество люнетов зависит от диаметра и длины шлифуемой детали и может доходить до семи. Установка люнетов производится по заранее прошлифованным шейкам. [17]
Шпоночные канавки в отверстиях деталей типа втулок обрабатывают в условиях единичного и мелкосерийного производства на долбежных станках, а крупносерийного и массового – на протяжных станках. Для протягивания шпоночных канавок используют оправки для базирования детали по отверстию и торцу. В оправке имеется продольный паз для направления шпоночной протяжки. [18]
Шпоночные канавки обрабатывают торцовыми, дисковыми или концевыми фрезами на универсальных фрезерных или на специальных фрезерно-шпоночных станках. [20]
Шпоночные канавки на валах предназначаются для призматических или сегментных шпонок. [21]
Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон ( глухие), закрытыми с одной стороны и сквозными. [22]
Шпоночные канавки под сегментные шпонки фрезеруются ( фиг. [23]
Шпоночные канавки в отверстиях втулок, колес, шкивов и других деталей обрабатываются в индивидуальном и мелкосерийном производствах на долбежных станках, а в серийном и массовом – на протяжных станках. [24]
Шпоночные канавки должны быть тщательно обработаны и иметь закругления в уголках. Отсутствие закруглений вызывает трещины при термической обработке. [25]
Шпоночные канавки в отверстиях выполняют долблением, а при больших партиях инструмента – протягиванием. [26]
Шпоночные канавки на валах предназначены для призматических или сегментных шпонок. Шпоночные канавки для призматических шпонок могут быть закрытыми с двух сторон ( глухие), с одной стороны и сквозными. Канавку фрезеруют за один ход. При этом ширина канавки получается с точностью 4-го класса. Для повышения точности осуществляют два хода, используя фрезу, ширина которой на I-2 мм меньше ширины канавки. [28]
Шпоночные канавки под сегментные шпонки фрезеруют ( рис. 205, г) фрезами для сегментных шпонок на обычных фрезерных станках. В массовом производстве для этой операции применяют упрощенные специальные станки небольших размеров. [30]
Страницы: 1 2 3 4 5
www.ngpedia.ru
Размер – шпоночная канавка – Большая Энциклопедия Нефти и Газа, статья, страница 1
Размер – шпоночная канавка
Cтраница 1
Размер шпоночной канавки обычно получают немного больше размера фрезы. Эта разница тем меньше, чем правильнее заточена и установлена фреза. Перекос фрезы на оправке и биение отдельных зубьев только увеличивает ширину паза, профиль же боковых стенок паза практически не изменяется. [1]
Размер шпоночной канавки обычно получается немного больше размера фрезы. Эта разница тем меньше, чем правильнее заточена и установлена фреза. [2]
Стандартизованы, следовательно, форма и размеры шпоночных канавок ( пазов) на валу и во втулке. Выбирают эти размеры в зависимости от диаметра вала, входящего в соединение. [4]
При монтаже и ремонте шпоночных соединений необходимо точно пришабривать шпонки по размерам шпоночных канавок. Установка шпонок с острыми углами ( без фасок) не допускается. Отсутствие галтелей в шпоночных канавках резко снижает усталостную прочность вала, а отсутствие фасок на шпонках может создать заклинивание в углах канавок, из-за чего шпонка может не сесть на место. [6]
Коленчатые валы ремонтируют при износе или повреждении коренных и шатунных шеек, при обнаружении кривизны, увеличении размеров шпоночной канавки и повреждении резьбы хвостовика. При элипсности более 0 02 мм шейки протачивают или шлифуют. Шейки ф 20 – 30 мм допускается уменьшать не более чем на 2 мм. [8]
Диаметр отверстия ролика d равен диаметру посадочной части шпинделя станка и выполняется по 1 классу точности. Размеры шпоночной канавки принимаются по размерам шпонки посадочной части. [9]
По способу крепления насаженной на вал детали шпонки разделяют на напряженные ( клиновые) и призматические. При монтаже и ремонте шпоночных соединений шпонки необходимо точно пришабривать по размерам шпоночных канавок. Установка шпонок с острыми углами ( без фасок) недопустима. Фаски должны быть на 0 5 – 1 мм больше радиуса закругления в шпоночной канавке. Отсутствие галтелей в шпоночных канавках резко снижает усталостную прочность вала, а отсутствие фасок на шпонках может вызвать заклинивание в углах канавок, из-за которого шпонка не сядет на место. [10]
При обработке канавок по первому и второму способу механическую подачу выключают, не доходя 1 – 1 5 мм до конца шпоночной канавки. Дофрезеровывают конец шпоночной канавки вручную, так как это гарантирует точную обработку паза по длине. После проверки размеров шпоночной канавки в случае полного соответствия с требованием чертежа деталь снимают со станка. [11]
После сборки насоса ( до набивки сальников или окончательной сборки торцовых уплотнений) па валу монтируют муфту. При применении новой муфты перед ее установкой проверяют соответствие размеров полумуфт чертежу и посадочным местам вала и чистоту их обработки. Затем по размерам шпоночных канавок в полумуфтах и на валу насоса подгоняют шпонки, которые закрепляют в гнездах вала. [12]
На рис. 297 дан чертеж детали цилиндрической формы – вала. Для показа устройства детали выполнены изображения: главный вид, два сечения – А-А и Б – Б и два выносных элемента – I к II. Сечение А-А выявляет форму и размеры шпоночной канавки, а сечение Б – Б указывает форму и размеры квадратной части вала. [13]
Увеличение ширины паза допускается не более чем на 15 % от первоначальной. При этом требуется применение ступенчатой шпонки, поскольку в сопрягаемой детали размеры шпоночной канавки сохраняются нормальными. [14]
Так как шпоночные фрезы, подобно концевым, после переточки теряют размер, при получении фрезы из инструментальной кладовой рекомендуется проверить микрометром диаметр режущей части. После закрепления фрезы в патроне следует проверить радиальное биение фрезы по индикатору, чтобы размер шпоночной канавки не вышел из допуска. [15]
Страницы: 1 2
www.ngpedia.ru
3. Методы обработки шпоночных пазов и шлицевых поверхностей
3.1. Обработка шпоночных пазов
Шпоночные пазы (канавки) на валах изготавливаются для призматических и сегментных шпонок. Шпоночные пазы для призматических шпонок могут быть закрытыми с двух сторон (глухие), закрытыми с одной стороны и сквозными.
Шпоночные пазы изготавливаются различными способами в зависимости от конфигурации паза и вала, применяемого инструмента. Они выполняются на горизонтально-фрезерных либо вертикально-фрезерных станках общего назначения или на специальных станках.
Сквозные и открытые с одной стороны шпоночные пазы изготавливаются фрезерованием дисковыми фрезами (рис. 22, а).

Рис. 22. Методы фрезерования шпоночных пазов валов: а – дисковой фрезой с продольной подачей; б – концевой фрезой с продольной подачей; в – концевой фрезой с маятниковой подачей; г – дисковой фрезой с вертикальной подачей
Фрезерование паза осуществляется за один-два прохода. Этот способ наиболее производителен и обеспечивает достаточную точность ширины паза, но его применение ограничивается конфигурацией пазов: закрытые пазы с закруглениями на концах не могут выполняться этим способом. Такие пазы изготовляются концевыми фрезами с продольной подачей за один или несколько проходов (рис. 22, б).
Фрезерование концевой фрезой за один проход производится таким образом, что сначала фреза при вертикальной подаче проходит на полную глубину канавки, потом включается продольная подача, с которой шпоночный паз фрезеруется на полную длину. При этом способе требуется мощный станок, прочное крепление фрезы и обильное охлаждение эмульсией. Вследствие того, что фреза работает в основном периферийной частью, диаметр которой уменьшается от переточки к переточке, по мере увеличения числа переточек точность обработки (по ширине паза) ухудшается.
Для получения точных по ширине пазов применяются специальные шпоночно-фрезерные станки с «маятниковой подачей», работающие концевыми двуспиральными фрезами с лобовыми режущими кромками. При этом способе фреза врезается на глубину 0,1–0,3 мм и фрезерует паз на всю длину, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз на всю длину, но в обратном направлении (рис. 22, в). Отсюда происходит название «маятниковая подача».
Этот метод является наиболее рациональным для изготовления шпоночных пазов в серийном и массовом производстве, так как точность изготовления паза обеспечивает взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает лобовой частью, она будет долговечнее, так как изнашивается лобовая, а не периферийная часть фрезы. Недостатком этого способа является низкая производительность. Из этого следует, что метод маятниковой подачи надо применять при изготовлении пазов, требующих взаимозаменяемости, а метод фрезерования за один проход следует использовать в тех случаях, когда допускается пригонка шпонок по пазу.
Шпоночные пазы под сегментные шпонки изготавливаются фрезерованием при помощи дисковых фрез (рис. 22, г). Сквозные шпоночные пазы валов можно обрабатывать на строгальных станках (длинные пазы – на продольно-строгальных, а короткие пазы – на поперечно-строгальных станках).
Шпоночные пазы в отверстиях втулок зубчатых колес, шкивов и других деталей, надевающихся на вал со шпонкой, обрабатываются в индивидуальном и мелкосерийном производстве на долбежных станках, в крупносерийном и массовом производстве – на протяжных станках.
studfiles.net