Шпоночный паз на чертеже: Шпонка. Шпоночный паз. | МеханикИнфо
alexxlab | 15.06.2023 | 0 | Разное
Шпонка. Шпоночный паз. | МеханикИнфо
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Оцените запись
Шпоночный материал предназначен для передачи крутящего момента с одной детали на другую. Препятствует вращению одной детали относительно другой. В зависимости от диаметра вала, на которые подгоняется шпонка, будет меняться её ширина и высота, а на валу – глубина шпоночного паза.
Шпоночные пазы на валу делают на фрезерном станке, а на другой детали, которая садится на вал (зубчатое колесо, втулка, полумуфта, муфта и т.д.) на долбежном станке (смотрите видео). Также возможно изготовление шпоночного паза на токарном станке (смотрите видео).
Существует несколько видов шпонок: призматические, клиновые, сегментные, цилиндрические и тангенциальные. Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
Они могут быть как открытого, так и закрытого типа. Все они изготавливаются согласно стандартам ГОСТ, которые устанавливают размеры и предельные отклонение шпоночных пазов и шпонок:
ГОСТ 24071-97 – сегментные шпоночные пазы и шпонки;
ГОСТ 24068-80 – клиновые шпоночные пазы и шпонки;
ГОСТ 23360-78 – призматические шпоночные пазы и шпонки;
ГОСТ 10748-79 – призматические высокие шпоночные пазы и шпонки;
ГОСТ 24069-80 – тангенциальные нормальные шпоночные пазы и шпонки;
ГОСТ 12207-79 – цилиндрические шпоночные пазы и шпонки;
ГОСТ 8790-79 – призматические шпоночные пазы и шпонки с креплением на валу.
Материалом для шпонок могут служить различные сорта стали, чаще всего это углеродистые стали (Ст45, Ст60). Одним из главных условий, предъявляемых к шпонкам, является симметричность всех её боковых стенок, а также недопустима подгонка шпонки с заусеницами и забоинами.
Одним из главных плюсов шпонки является простота конструкции, надёжность и небольшая стоимость.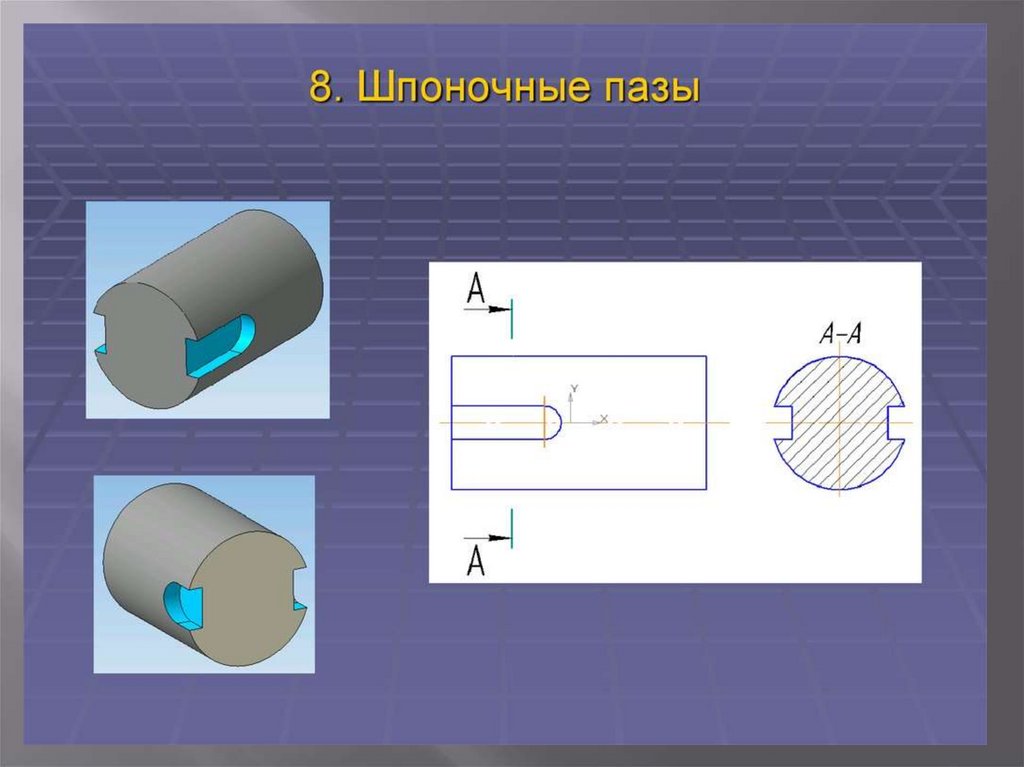 Сборка такого рода соединения не занимает много времени.
Сборка такого рода соединения не занимает много времени.
Ниже вы можете ознакомится с таблицами размеров и предельных отклонение шпоночных пазов и шпонок.
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Призматические шпонки по ГОСТ 23360-78.Рис 1. Основные обозначения призматических шпонок и шпоночных пазов.
Таблица 1. Размеры и предельные отклонения призматических шпонок и шпоночных пазов по ГОСТ 23360-78.
| Диаметр вала d | Сечение шпонки bхh | Шпоночный паз | Длина l мм | ||||||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||||||||
| Свободное соединение | Номинальное соединение | Плотное соед. | Вал t1 | Втулка t2 | |||||||||
| Вал (Н9) | Втулка (D10) | Вал (N9) | Втулка (JS9) | Вал и втулка (Р9) | Ном.. | Ном. | Пред. откл. | не более | не менее | ||||
| Cв.12 до 17 » 17 » 22 | 5×5 6×6 | +0,030 | +0,078 +0,030 | 0 -0,030 | ±0,015 | -0,012 -0,042 | 3,0 3,5 | +0,1 0 | 2,3 2,8 | +0,1 0 | 0,25 0,25 | 0,16 0,16 | 10-56 14-70 |
| Св. 22 до 30 » 30 » 38 | 8×7 | +0,036 | +0,098 +0,040 | 0 -0,036 | ±0,018 | -0,015 -0,051 | 4,0 5,0 | +0,2 0 | 3,3 3,3 | +0,2 0 | 0,25 0,4 | 0,16 0,25 | 18-90 |
| 10×8 | 22-110 | ||||||||||||
Св.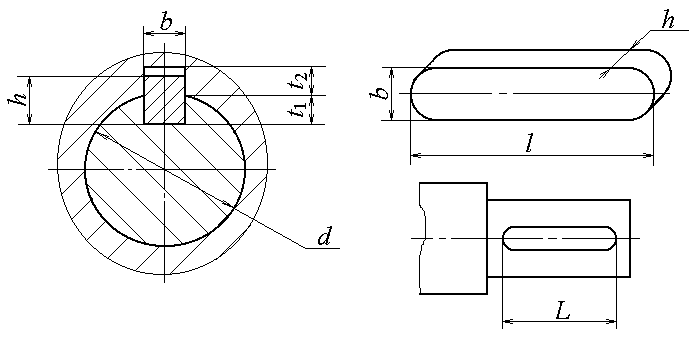 38 до 44 38 до 44» 44 » 50 » 50 » 58 » 58 » 65 | 12×8 | +0,043 | +0,120 +0,050 | 0 -0,043 | ±0,021 | -0,018 -0,061 | 5,0 | 3,3 | 0,4 | 0,25 | 28-140 | ||
| 14×9 | 5,5 | 3,8 | 36-160 | ||||||||||
| 16×10 | 6,0 | 4,3 | 45-180 | ||||||||||
| 18×11 | 7,0 | 4,4 | 50-200 | ||||||||||
| Св. 65 до 75 » 75 » 85 » 85 » 95 | 20×12 | +0,052 | +0,149 +0,065 | 0 -0,052 | ±0,026 | -0,022 -0,074 | 7,5 | 4,9 | 0,6 | 0,4 | 56-220 | ||
| 22×14 | 9,0 | 5,4 | 63-250 | ||||||||||
| 24×14 | 9,0 | 5,4 | 70-280 | ||||||||||
.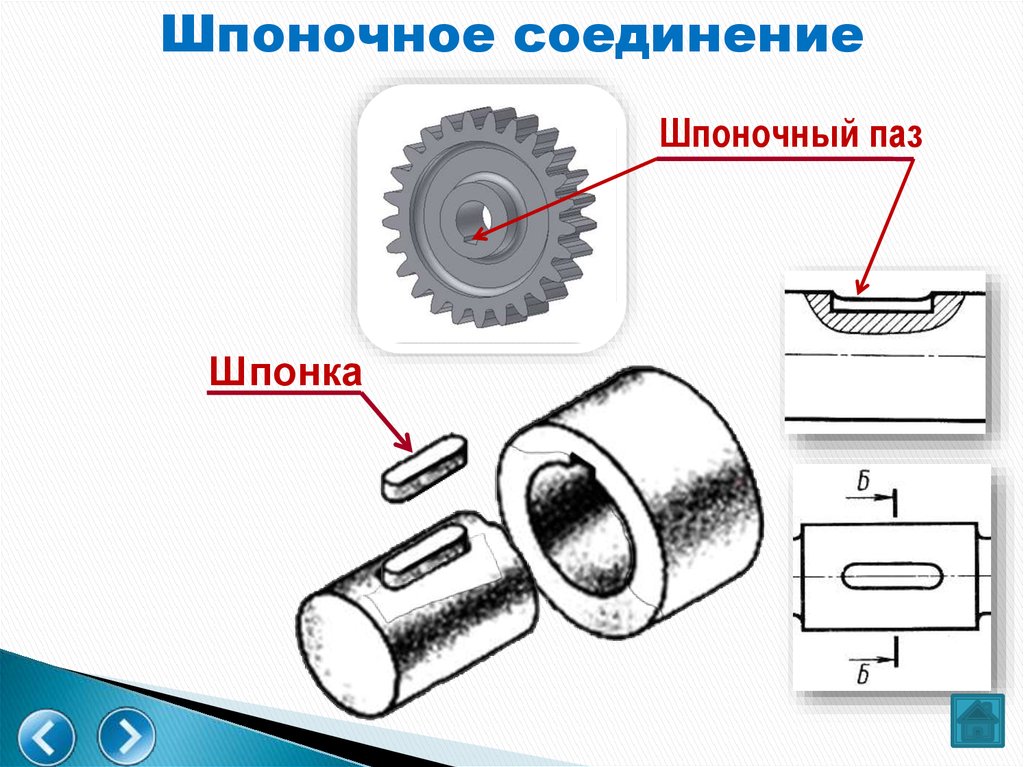
Таблица 2. Предельные отклонения размеров (d + t1) и (d + t2).
| Высота шпонок | Предельное отклонение размеров | |
| d + t1 | d + t2 | |
| От 2 до 6 | 0 -0,1 | +0,1 0 |
| Св. 6 до 18 | 0 -0,2 | +0,2 0 |
| Св. 18 до 50 | 0 -0,3 | +0,3 0 |
.
Призматические шпонки с креплением на валу по ГОСТ 8790-79.Рис 2. Основные обозначения призматических шпонок с креплением на валу и шпоночных пазов.
Таблица 3. Размеры призматических шпонок с креплением на валу по ГОСТ 8790-79.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s | Диаметр d0 | Длина l2 | Длина l (h24) | Винты по ГОСТ 1491-80 | ||
| не менее | не более | от | до | |||||
| 8 | 7 | 0 25 | 0,40 | М3 | 7 | 25 | 90 | М3×8 |
| 10 | 8 | 0,40 | 0,60 | 8 | 25 | 110 | М3×10 | |
| 12 | М4 | 10 | 28 | 140 | М4×10 | |||
| 14 | 9 | М5 | 36 | 160 | М5×12 | |||
| 16 | 10 | М6 | 11 | 45 | 180 | М6×14 | ||
| 18 | 11 | 50 | 200 | |||||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | |||
| 22 | 14 | М8 | 16 | 63 | 250 | М8×20 | ||
| 25 | 70 | 280 | ||||||
| 28 | 16 | 80 | 320 | |||||
| 32 | 18 | М10 | 18 | 90 | 360 | М10×25 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | |||
| 40 | 22 | М12 | 22 | 100 | 400 | М12×30 | ||
| 45 | 25 | 125 | 450 | |||||
.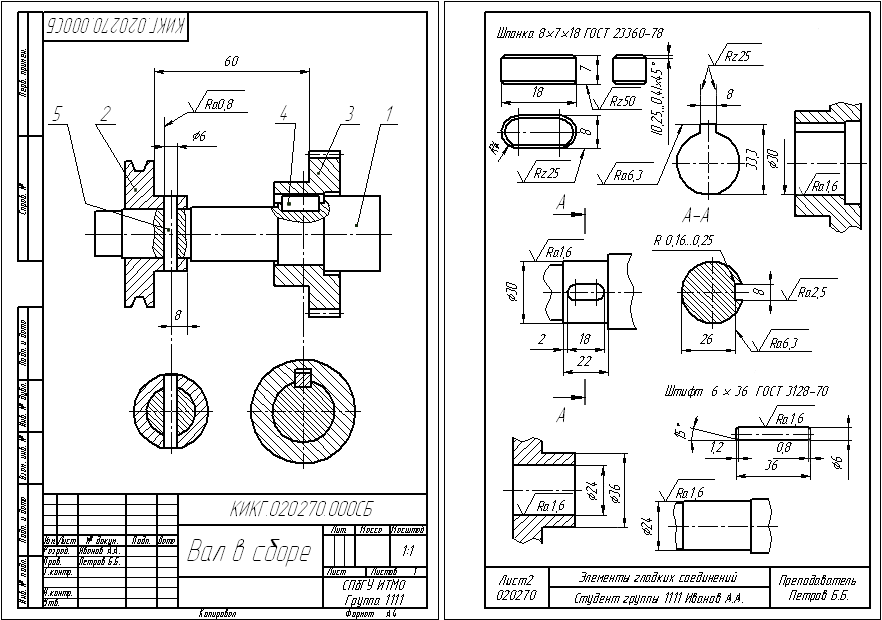
Рис 3. Основные обозначения сегментных шпонок и шпоночных пазов.
Таблица 4. Размеры и предельные отклонения сегментных шпонок и шпоночных пазов по ГОСТ 8786-68.
| Диаметр вала d | Размеры шпонки b×h×D | Шпоночный паз | |||||||
| Передающих вращающий момент | Фиксирующих элементы | Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | |||||
| Вал t1 | Втулка t2 | ||||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | ||||
| От 3 до 4 Св. 4 » 5 | От 3 до 4 Св. 4 » 6 | 1×1,4×4 1,5×2,6×7 | 1,0 1,5 | 1,0 2,0 | +0,1 0 | 0,6 0,8 | +0,1 0 | 0,08 | 0,16 |
Св.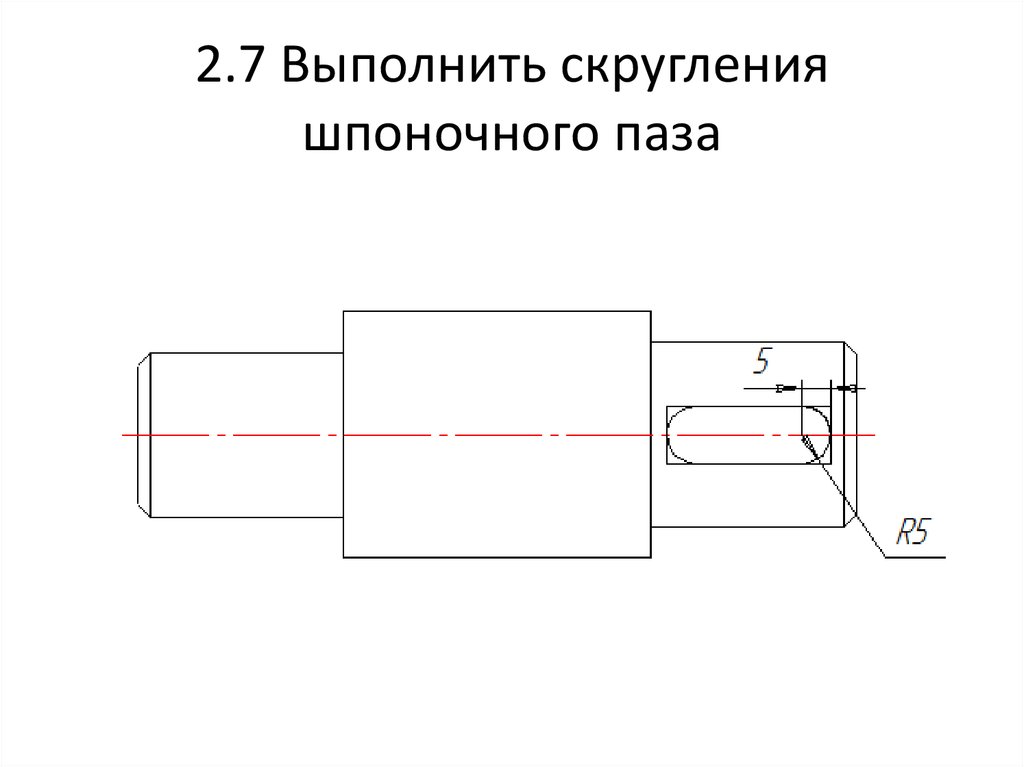 5 » 6 5 » 6» 6 » 7 | Св. 6 » 8 » 8 » 10 | 2×2,6×7 2×3,7×10 | 2,0 | 1,8 2,9 | 1,0 1,0 | ||||
| Св. 7 до 8 | Св. 10 до 12 | 2,5×3,7×10 | 2,5 | 2,7 | 1,2 | ||||
| Св. 8 до 10 » 10 » 12 | Св. 12 до 15 » 15 » 18 | 3×5×13 3×6,5×16 | 3,0 | 3,8 5,3 | +0,2 0 | 1,4 1,4 | |||
| Св. 12 до 14 » 14 » 16 | Св. 18 до 20 » 20 » 22 | 4×6,5×16 4×7,5×19 | 4,0 | 5,0 6,0 | 1,8 1,8 | 0,16 | 0,25 | ||
| Св. 16 до 18 » 18 » 20 | Св. 22 до 25 » 25 » 28 | 5×6,5×16 5×7,5×19 | 5,0 | 4,5 5,5 | 2,3 2,3 | ||||
| Св. 20 до 22 | Св. 28 до 32 | 5×9×22 | 7,0 | +0,3 0 | 2,3 | ||||
Св. 22 до 25 22 до 25» 25 » 28 | Св. 32 до 36 » 36 » 40 | 6×9×22 6×10×25 | 6,0 | 6,5 7,5 | 2,8 2,8 | ||||
| Св. 28 до 32 | Св. 40 | 8×11×28 | 8,0 | 8,0 | 3,3 | +0,2 0 | 0,25 | 0,40 | |
| Св. 32 до 38 | Св. 40 | 10×13×32 | 10,0 | 10,0 | 3,3 | ||||
.
Клиновые шпонки по ГОСТ 24068-80.Рис 4. Основные обозначения клиновых шпонок и шпоночных пазов.
Таблица 5.1 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Ширина b (h9) | Высота h (h21) | Радиус закругления r или фаска s1 x 45° | Длина l (h24) | Высота шпоночной головки | ||
| не менее* | не более | от | до | |||
| 2 | 2 | 0,16 | 0,25 | 6 | 20 | — |
| 3 | 3 | 6 | 36 | — | ||
| 4 | 4 | 8 | 45 | 7 | ||
| 5 | 5 | 0,25 | 0,40 | 10 | 56 | 8 |
| 6 | 6 | 14 | 70 | 10 | ||
| 8 | 7 | 18 | 90 | 11 | ||
| 10 | 8 | 0,40 | 0,60 | 22 | 110 | 12 |
| 12 | 8 | 28 | 140 | 12 | ||
| 14 | 9 | 36 | 160 | 14 | ||
| 16 | 10 | 45 | 180 | 16 | ||
| 18 | 11 | 50 | 200 | 18 | ||
| 20 | 12 | 0,60 | 0,80 | 56 | 220 | 20 |
| 22 | 14 | 63 | 250 | 22 | ||
| 25 | 14 | 70 | 280 | 22 | ||
| 28 | 16 | 80 | 320 | 25 | ||
| 32 | 18 | 90 | 360 | 28 | ||
| 36 | 20 | 1,00 | 1,20 | 100 | 400 | 32 |
| 40 | 22 | 100 | 400 | 36 | ||
| 45 | 25 | 110 | 450 | 40 | ||
| 50 | 28 | 125 | 500 | 45 | ||
| 56 | 32 | 1,60 | 2,00 | 140 | 500 | 50 |
| 63 | 32 | 160 | 500 | 50 | ||
| 70 | 36 | 180 | 500 | 56 | ||
| 80 | 40 | 2,50 | 3,00 | 200 | 500 | 63 |
| 90 | 45 | 220 | 500 | 70 | ||
| 100 | 50 | 250 | 500 | 80 | ||
.
Продолжение.
.
Таблица 5.2 Размеры и предельные отклонения клиновых шпонок и шпоночных пазов по ГОСТ 24068-80.
| Диаметр вала | Сечение шпонки bхh | Шпоночный паз | ||||||
| Ширина b | Глубина | Радиус закругления r или фаска s1 x 45° | ||||||
| Вал и втулка (D10) | Вал t1 | Втулка t2 | ||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | не менее | не более | |||
| От 6 до 8 | 2х2 | 2 | 1,2 | +0,1 0 | 0,5 | +0,1 0 | 0,08 | 0,16 |
| Св. 8 до 10 | 3х3 | 3 | 1,8 | 0,9 | ||||
Св.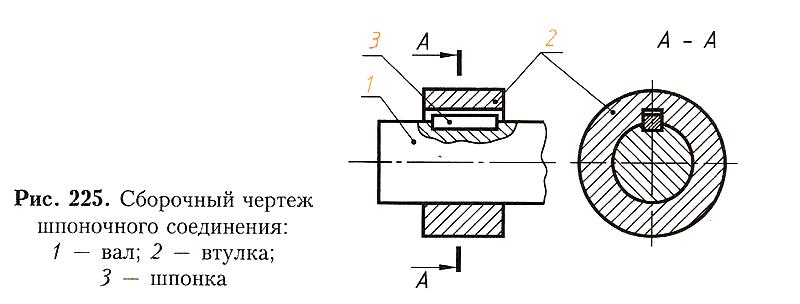 10 до 12 10 до 12 | 4х4 | 4 | 2,5 | 1,2 | ||||
| Св. 12 до 17 | 5х5 | 5 | 3,0 | 1,7 | 0,16 | 0,25 | ||
| Св. 17 до 22 | 6х6 | 6 | 3,5 | 2,2 | ||||
| Св. 22 до 30 | 8х7 | 8 | 4,0 | +0,2 0 | 2,4 | +0,2 0 | ||
| Св. 30 до 38 | 10х8 | 10 | 5,0 | 2,4 | 0,25 | 0,40 | ||
| Св. 38 до 44 | 12х8 | 12 | 5,0 | 2,4 | ||||
| Св. 44 до 50 | 14х9 | 14 | 5,5 | 2,9 | ||||
| Св. 50 до 58 | 16х10 | 16 | 6 | 3,4 | ||||
| Св. 58 до 65 | 18х11 | 18 | 7 | 3,4 | ||||
| Св. 65 до 75 | 20х12 | 20 | 7,5 | 3,9 | 0,40 | 0,60 | ||
Св. 75 до 85 75 до 85 | 22х14 | 22 | 9 | 4,4 | ||||
| Св. 85 до 95 | 25х14 | 25 | 9 | 4,4 | ||||
| Св. 95 до 110 | 28х16 | 28 | 10 | 5,4 | ||||
| Св. 110 до 130 | 32х18 | 32 | 11 | 6,4 | ||||
| Св. 130 до 150 | 36х20 | 36 | 12 | +0,3 0 | 7,1 | +0,3 0 | 0,70 | 1,00 |
| Св. 150 до 170 | 40х22 | 40 | 13 | 8,1 | ||||
| Св. 170 до 200 | 45х25 | 45 | 15 | 9,1 | ||||
| Св. 200 до 230 | 50х28 | 50 | 17 | 10,1 | ||||
| Св. 230 до 260 | 56х32 | 56 | 20 | 11,1 | 1,20 | 1,60 | ||
| Св. 260 до 290 | 63х32 | 63 | 20 | 11,1 | ||||
Св.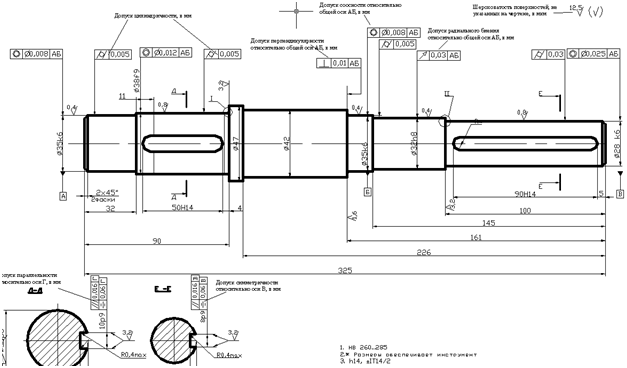 290 до 330 290 до 330 | 70х36 | 70 | 22 | 13,1 | ||||
| Св. 330 до 380 | 80х40 | 80 | 25 | 14,1 | 2,00 | 2,50 | ||
| Св. 380 до 440 | 90х45 | 90 | 28 | 16,1 | ||||
| Св. 440 до 500 | 100х50 | 100 | 31 | 18,1 | ||||
ЧИТАЙТЕ ТАКЖЕ:
 Вес паронита ПМБ. ГОСТ 481-58.
Вес паронита ПМБ. ГОСТ 481-58.Фрезерование шпоночных пазов на валах
Фрезерование шпоночных пазов на валах
Категория:
Фрезерные работы
Фрезерование шпоночных пазов на валах
Шпоночные соединения весьма распространены в машиностроении. Они могут быть с призматическими, сегментными, клиновыми и другими сечениями шпонок. На рабочих чертежах вала должны быть проставлены размеры для вала с призматической шпонкой и для вала с сегментной шпонкой.
Шпоночные пазы делятся на сквозные, открытые (с выходом) и закрытые. Фрезерование шпоночных пазов является весьма ответственной операцией.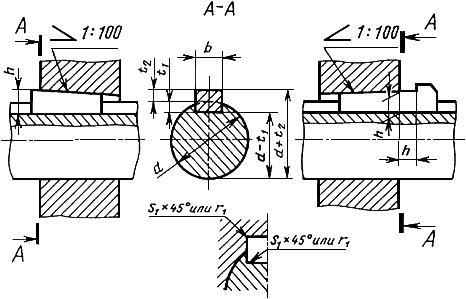 От точности шпоночного паза зависит характер посадки на шпонку сопрягаемых с валом деталей. К обработанным фрезерованием шпоночным пазам предъявляются жесткие технические требования. Ширина шпоночного паза должна быть выполнена по 2-му или 3-му классу точности: по глубине шпоночный паз должен быть выполнен по 5-му классу точности; длина паза под шпонку — по 8-му классу точности. Невыполнение этих требований при фрезеровании шпоночных пазов влечет за собой трудоемкие пригоночные работы при сборке — припиливание шпонок или других сопрягаемых деталей.
От точности шпоночного паза зависит характер посадки на шпонку сопрягаемых с валом деталей. К обработанным фрезерованием шпоночным пазам предъявляются жесткие технические требования. Ширина шпоночного паза должна быть выполнена по 2-му или 3-му классу точности: по глубине шпоночный паз должен быть выполнен по 5-му классу точности; длина паза под шпонку — по 8-му классу точности. Невыполнение этих требований при фрезеровании шпоночных пазов влечет за собой трудоемкие пригоночные работы при сборке — припиливание шпонок или других сопрягаемых деталей.
Кроме указанных выше требований, в отношении точности к шпоночному пазу предъявляется также требование в отношении точности его расположения и шероховатости поверхности. Боковые грани шпоночного паза должны быть расположены симметрично относительно плоскости, проходящей через ось вала; шероховатость поверхности боковых стенок должна находиться в пределах 5-го класса шероховатости, а иногда и выше.
Сопоставляя допуски на фрезы с допусками на размер шпоночного паза, можно убедиться в трудности выполнения паза требуемой точности на станках, работающих мерным инструментом. Возьмем для примера паз шириной 12ПШ
Возьмем для примера паз шириной 12ПШ
Практика показывает, что для обработки шпоночного, паза, укладывающегося в поле допуска ПШ, приходится тщательно подбирать. фрезы и делать пробные проходы. В серийном и массовом производстве стремятся по возможности шпоночные соединения заменять шлицевыми.
Дисковые фрезы пазовые (СТ СЭВ 573—77) предназначаются для фрезерования неглубоких пазов. Они имеют зубья только на цилиндрической части.
Пазовые фрезы затылованные по ГОСТ 8543—71 предназначаются также для обработки пазов. Их затачивают только по передней поверхности. Достоинством этих фрез является то, что они не теряют размера по ширине после переточек. Они выпускаются диаметром от 50 до 100 мм,от 4 до 16 мм.
Шпоночные фрезы по ГОСТ 9140—78 применяются для фрезерования шпоночных пазов и изготовляются с цилиндрическим и коническим хвостовиком. Шпоночные фрезы имеют два режущих зуба с торцовыми режу
щими кромками, выполняющими основную работу резания. Режущие кромки фрезы направлены не наружу, как у сверла, а в тело инструмента.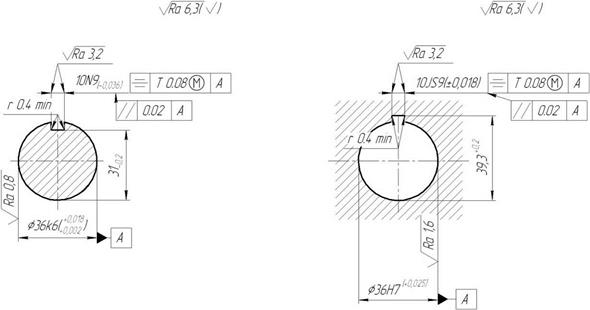 Такие фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Переточка фрез производится по торцовым зубьям, вследствие чего диаметр фрезы практически остается неизменным. Это очень важно для обработки пазов.
Такие фрезы могут работать с осевой подачей (как сверло) и с продольной подачей. Переточка фрез производится по торцовым зубьям, вследствие чего диаметр фрезы практически остается неизменным. Это очень важно для обработки пазов.
Фрезы с цилиндрическим хвостовиком изготовляют для диаметра от 2 до 20 мм, с коническим хвостовиком — от 16 до 40 мм. В настоящее время инструментальные заводы выпускают цельные твердосплавные шпоночные фрезы диаметром 3, 4, 6, 8 и 10 мм с углом наклона винтовой канавки 20° из сплава ВК8. Эти фрезы применяют главным образом при обработке закаленных сталей и труднообрабатываемых материалов. Применение этих фрез позволяет увеличить производительность труда в 2—3 раза и повысить класс шероховатости обработанной поверхности.
Фрезы для пазов под сегментные шпонки хвостовые по ГОСТ 6648—68* предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 4—5 мм.
Фрезы для пазов под сегментные шпонки насадные по ГОСТ 6648—68* предназначаются для фрезерования всех пазов под сегментные шпонки диаметром 55—80 мм.
Закрепление заготовок. Заготовки валов для фрезерования в них шпоночных пазов и лысок удобно закреплять в призмах. Для коротких заготовок достаточно одной призмы. При большей длине вала заготовку устанавливают на двух призмах. Правильность расположения призмы на столе станка обеспечивается шипом в основании призмы, входящим в паз стола, как показано на рисунке справа. Валы закрепляют прихватами. Во избежание прогиба вала при закреплении необходимо следить, чтобы прихваты опирались на вал над призмами. Под прихваты следует положить тонкую медную или латунную прокладку, чтобы не повредить окончательно обработанной цилиндрической поверхности вала. На рис. 4 показаны тиски для закрепления валов. Тиски на столе можно закреплять либо в положении, показанном на рис., либо можно повернуть их на 90°. Поэтому они пригодны для закрепления валов как на горизонтально-, так и на вертикально-фрезерных станках. Вал устанавливается цилиндрической поверхностью на призму и при вращении маховичка зажимается губками, которые поворачиваются вокруг пальцев.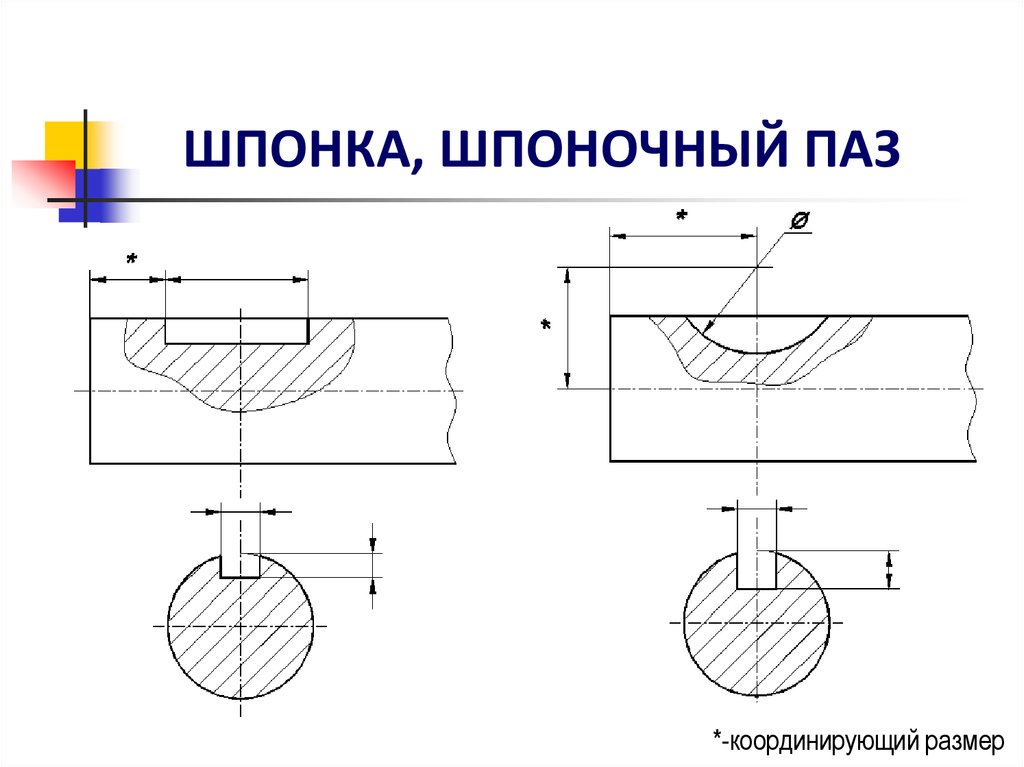 Призму можно установить в тисках другой стороной закрепления вала большего диаметра. Упор служит для установки вала по длине.
Призму можно установить в тисках другой стороной закрепления вала большего диаметра. Упор служит для установки вала по длине.
Рис. 1. Вал со шпоночными пазами
Рис. 2. Схема расположения полей допусков шпоноч-ною паза и фрезы
Рис. 3. Закрепление вала на оизмах
Рис. 4. Тиски для закрепления валов
На рис. 5 показана магнитная призма с постоянным магнитом. Корпус призмы состоит из двух частей, между которыми размещен оксидно-бариевый магнит. Для закрепления валика достаточно повернуть рукоятку выключателя на 90°. Сила зажима вполне достаточна для фрезерования на валиках шпоночных пазов, лысок и т. д. Одновременно с закреплением детали призма притягивается к опорной поверхности стола станка.
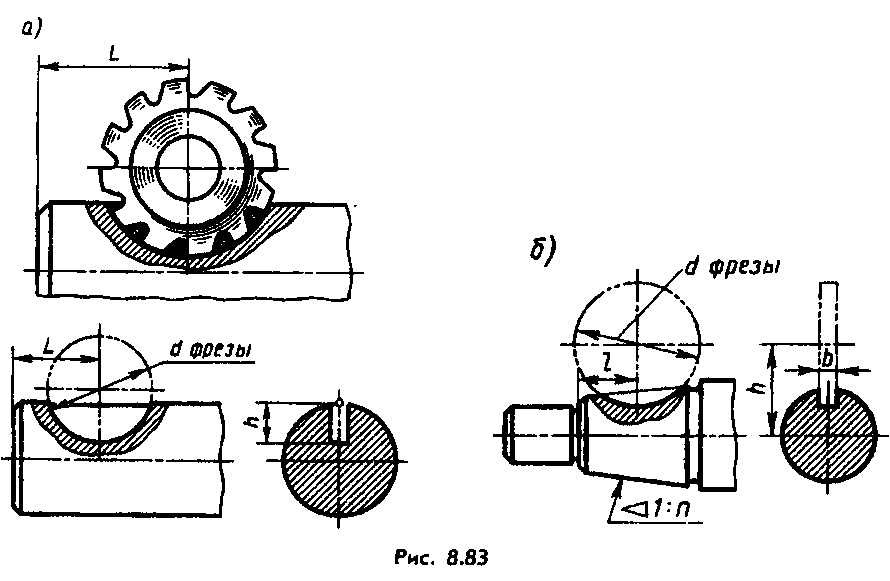
Фрезерование сквозных шпоночных пазов. Шпоночные пазы фрезеруют после окончательной обработки цилиндрической поверхности. Сквозные и открытые пазы с выходом канавки по окружности, радиус которой равен радиусу фрезы, обрабатывают дисковыми фрезами.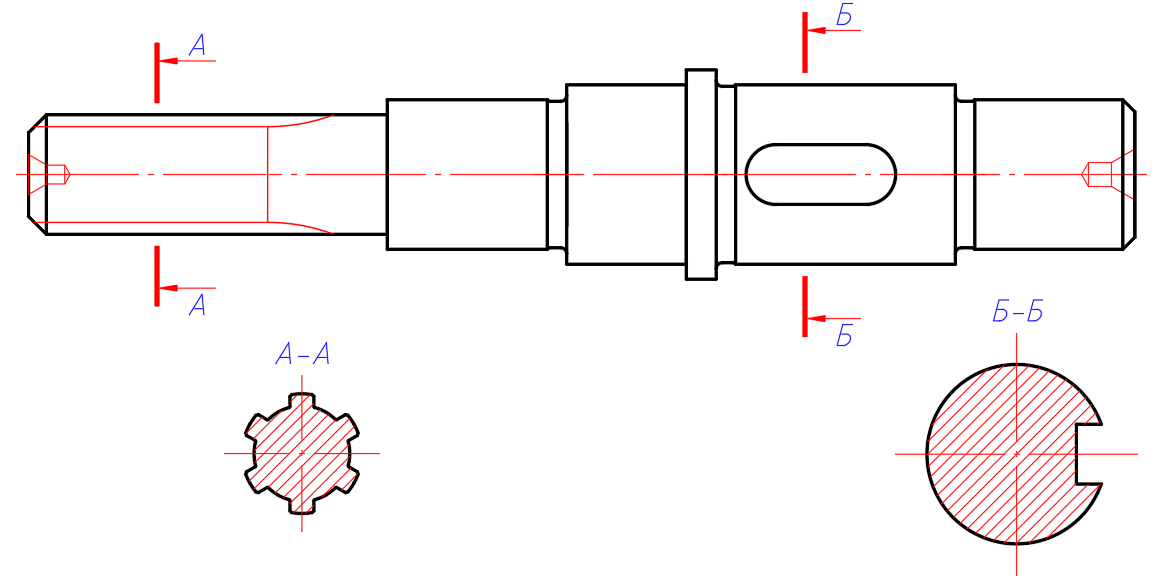 Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более. После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине.
Превышение размера ширины паза по сравнению с шириной фрезы составляет 0,1 мм и более. После заточки дисковых пазовых фрез ширина фрезы несколько уменьшается, поэтому использование фрез возможно лишь до определенных пределов, после чего их применяют для других работ, когда не столь важен размер по ширине.
На рис. 6 показана установка заготовки и фрезы при .фрезеровании сквозного шпоночного паза. При установке фрезы на оправку необходимо добиться, чтобы фреза имела минимальное биение по торцу. Заготовку закрепляют в машинных тисках с медными или латунными накладками на губках.
При правильно установленных тисках точность установит закрепленного в них вала можно и не проверять. Установить фрезу следует так, чтобы она была расположена симметрично относительно диаметральной плоскости, проходящей через ось вала. Для выполнения этого условия пользуются следующим приемом. После закрепления фрезы и проверки ее биения индикатором фрезу устанавливают предварительно в диаметральной плоскости вала. Точная установка осуществляется угольником и штангенциркулем.
Точная установка осуществляется угольником и штангенциркулем.
Для установки фрезы необходимо поставить ее в поперечном направлении на размер S со стороны одного из выступающих над тисками концов вала. Проверить этот размер штангенциркулем. Затем поставить угольник с другой стороны вала, как это показано на рис. 7 пунктиром, и еще раз проверить размер S.
Рис. 5. Магнитная призма для закрепления валов
дить одновременно медленный подъем стола до касания с фрезой и перемещение в продольном направлении. Установив момент касания фрезы с валом, отвести стол из-под фрезы. Выключить станок и вращением рукоятки вертикальной подачи поднять стол на глубину шпоночной канавки.
Фрезерование закрытых шпоночных пазов. Фрезерование закрытых шпоночных пазов можно производить на горизонтально-фрезерных станках. Для закрепления вала пользуются специальными самоцентрирующими тисками или призмами. Так как установка для фрезерования по рис. 9, а отличается от установки по рис. 9, б лишь расположением шпинделя, разберем только порядок фрезерования шпоночного паза на горизонтально-фрезерном станке.
Рис. 9. Фрезерование закрытых шпоночных пазов
Другой способ установки («по яблочку») шпоночной или концевой фрезы в диаметральной плоскости фрезы состоит в следующем. Вал устанавливают по возможности точно (на глаз) относительно фрезы и вращающуюся фрезу медленно приводят в соприкосновение с обрабатываемым валом до тех пор, пока на поверхности вала не появится едва заметный след фрезы. Если этот след получается в виде полного круга, то это означает, что фреза расположена в диаметральной плоскости вала. Если след имеет форму неполного круга, то необходимо сместить стол.
Установка на глубину паза. Обрабатываемый вал, диаметральная плоскость которого совпадает с осью фрезы, подводят до соприкосновения с фрезой. При этом положении стола отмечают показание лимба винта поперечной или вертикальной подачи, затем перемещают или поднимают стол на глубину резания В.
Закрытые шпоночные пазы, допускающие пригонку, фрезеруют одним из двух способов:
а) врезанием вручную на определенную глубину и продольной механической подаЧей, затем снова врезанием на ту же глубину и продольной подачей, но в другом направлении;
б) врезанием вручную на полную глубину паза и дальнейшей механической продольной подачей.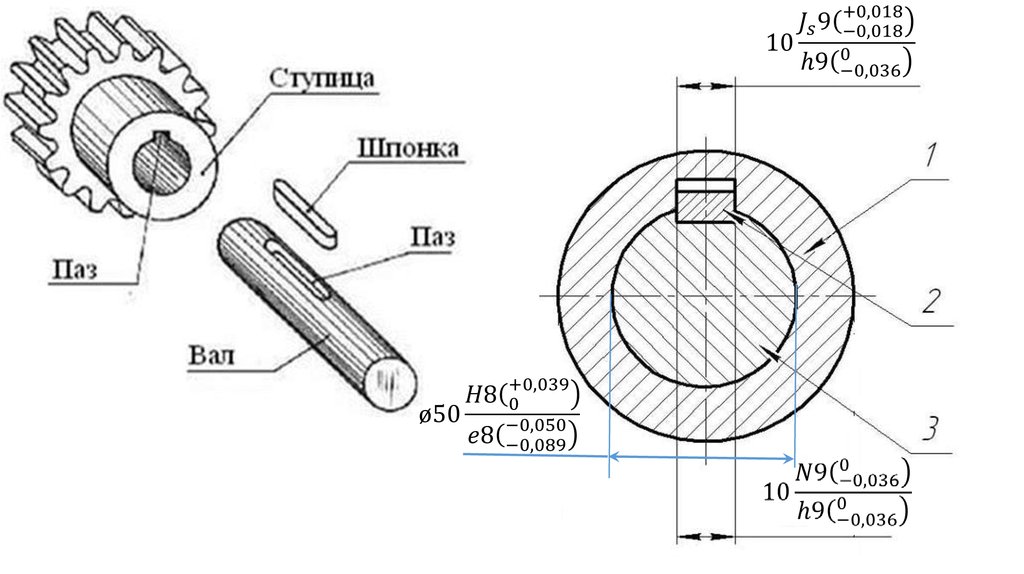 Этот способ применяют при фрезеровании шпоночными фрезами диаметром свыше 12—14 мм.
Этот способ применяют при фрезеровании шпоночными фрезами диаметром свыше 12—14 мм.
Рис. 10. Схема установки концевой фрезы в диаме! ральной плоскости вала
Контроль ширины шпоночного паза следует производить калибром согласно допуску, указанному на чертеже.
Фрезерование открытых шпоночных пазов с выходом канавки по окружности, радиус которой равен радиусу фрезы, производят дисковыми фрезами. Пазы, в которых не допускается выход канавки по радиусу окружности, фрезеруют концевыми или шпоночными фрезами.
Фрезерование пазов сегментных шпонок осуществляют хвостовыми или насадными фрезами под сегментные шпонки, диаметр которых должен быть равен двойному радиусу канавки. Подача производится в вертикальном направлении, перпендикулярном оси вала (рис. 11).
Фрезерование валов на шпоночно-фрезерных станках. Для получения точных по ширине пазов обработку ведут на специальных шпоночно-фрезерных станках с маятниковой подачей, работающих двузубыми шпоночными фрезами. При этом способе фреза врезается на 0,2—0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении. Отсюда и происходит название метода — «маятниковая подача».
При этом способе фреза врезается на 0,2—0,4 мм и фрезерует паз по всей длине, затем опять врезается на ту же глубину, как и в предыдущем случае, и фрезерует паз опять на всю длину, но в другом направлении. Отсюда и происходит название метода — «маятниковая подача».
Рис. 11. Фрезерование шпоночных пазов под сегментные шпонки
Рис. 12. Схема фрезерования шпоночных пазов способом «маятниковая подача»
Рис. 13. Контроль размером паза калибрами
По окончании фрезерования шпиндель автоматически возвращается в исходное положение и выключается продольная подача фрезерной бабки. Этот метод является наиболее рациональным при изготовлении шпоночных валов в серийном и массовом производстве, так как дает точный паз, обеспечивающий взаимозаменяемость в шпоночном соединении. Кроме того, поскольку фреза работает торцовыми режущими кромками, она долговечнее, так как не изнашивается по периферии. Недостатком этого способа является значительно большая затрата времени по сравнению с фрезерованием за один-два прохода.
Фрезерование пазов на автоматизированных шпоночно-фрезерных станках немерным инструментом производится с осциллирующим (колебательным) движением инструмента. Регулируя размах осциллирования от нуля до требуемой величины, можно фрезеровать шпоночные пазы с требуемой точностью по ширине.
При фрезеровании с осциллированием ширина фрезы меньше ширины обрабатываемог о паза. Так, станок МА-57 предназначается для фрезерования открытых шпоночных пазов на валах электродвигателей дисковыми трехсторонними фрезами в автоматизированном производстве. Станок 6Д92 предназначен для фрезерования закрытых шпоночных пазов немерными концевыми фрезами. Требуемая ширина паза достигается за счет того, что фрезе придается осциллирующее движение в направлении, перпендикулярном продольной подаче. Станок может быть встроен в автоматическую линию.
Контроль размеров пазов и канавок. Контроль размеров пазов и канавок можно производить как штриховыми измерительными инструментами (штангенциркуль, штангенглуби-номер), так и калибрами.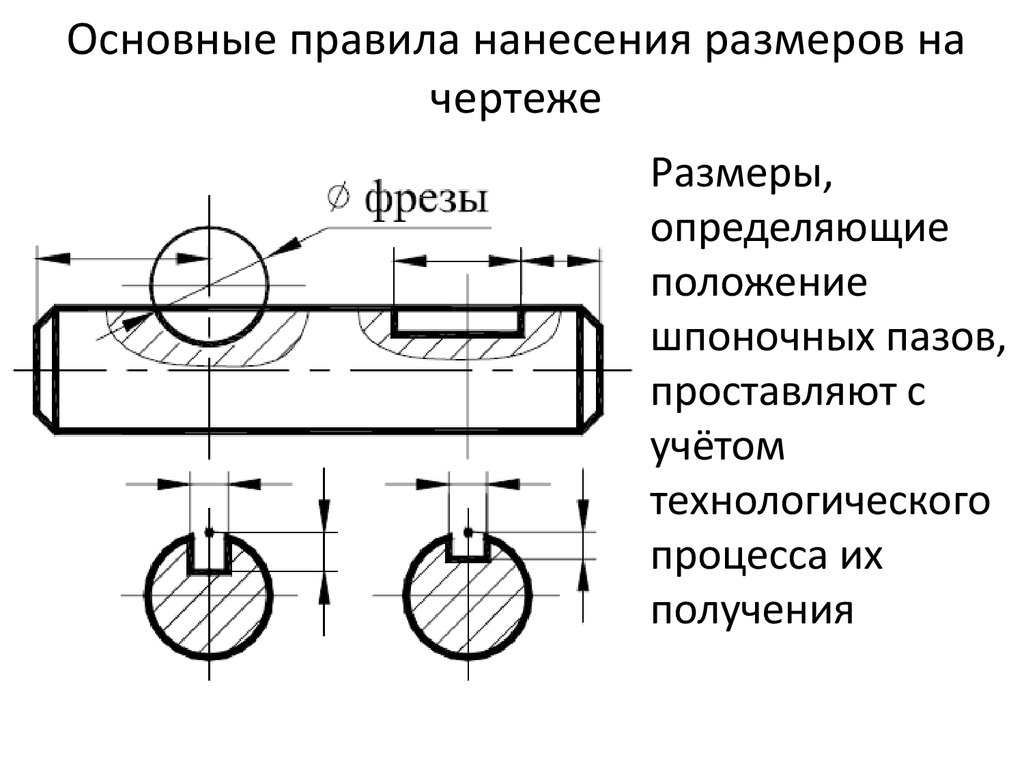 Измерение и отсчет размеров пазов с помощью универсальных инструментов не отличаются от измерений других линейных размеров (длина, ширина, толщина, диаметр). Ширину паза можно контролировать круглыми и листовыми предельными калибрами-пробками. На рис. 13, а показан контроль ширины паза, заданного размером 20+см мм. В этом случае проходная сторона калибра имеет размер 20,0 мм, а непроходная— 20,1 мм.
Измерение и отсчет размеров пазов с помощью универсальных инструментов не отличаются от измерений других линейных размеров (длина, ширина, толщина, диаметр). Ширину паза можно контролировать круглыми и листовыми предельными калибрами-пробками. На рис. 13, а показан контроль ширины паза, заданного размером 20+см мм. В этом случае проходная сторона калибра имеет размер 20,0 мм, а непроходная— 20,1 мм.
Симметричность расположения шпоночного паза относительно оси вала контролируется специальными шаблонами и приспособлениями.
Реклама:
Читать далее:
Фрезерование фасонных канавок, Т-образных пазов и пазов типа «ласточкин хвост»
Статьи по теме:
- Пути сокращения общего времени при фрезеровании
- Принципы построения технологического процесса
- Понятие об организации труда в СССР
- Организационно-техническое обслуживание рабочего места
- Контроль заточки фрез
Шпонки – ТЕХНИЧЕСКИЙ ЧЕРТЕЖ
КЛЮЧИ:
- Шпонка представляет собой кусок мягкой стали, вставленный между валом и ступицей или бобышкой шкива, чтобы соединить их вместе, чтобы предотвратить относительное движение между ними.
- Ключи используются в качестве временных креплений и подвергаются значительным напряжениям сдавливания и сдвига.
- Шпонка вставляется в паз, прорезанный в двух сопрягаемых деталях, подлежащих скреплению.
- Основной функцией шпонки является передача крутящего момента между вращающимся валом и установленным на нем элементом машины.
- Шпонка также является элементом безопасности, поскольку при перегрузке шпонка ломается раньше, чем часть вала.
ГЛУБИНА ПОГРУЖЕНИЯ
Глубина шпонки внутри вала называется глубиной погружения шпонки. Шпонка обычно наполовину входит и наполовину выходит из вала сбоку, а не при измерении по центральной линии. Шпонка обычно пропорциональна валу, на котором она должна быть установлена.
ТИПЫ КЛЮЧЕЙ
Ключи обычно делятся на две основные категории в зависимости от формы и назначения, для которого они используются:
(b) КЛЮЧ СЕДЛА
(a) УГЛУБЛЕННАЯ ШПОНКА:
Когда шпонка вставляется в канавку, прорезанную в валу, а также во втулке, шпонка называется утопленной шпонкой.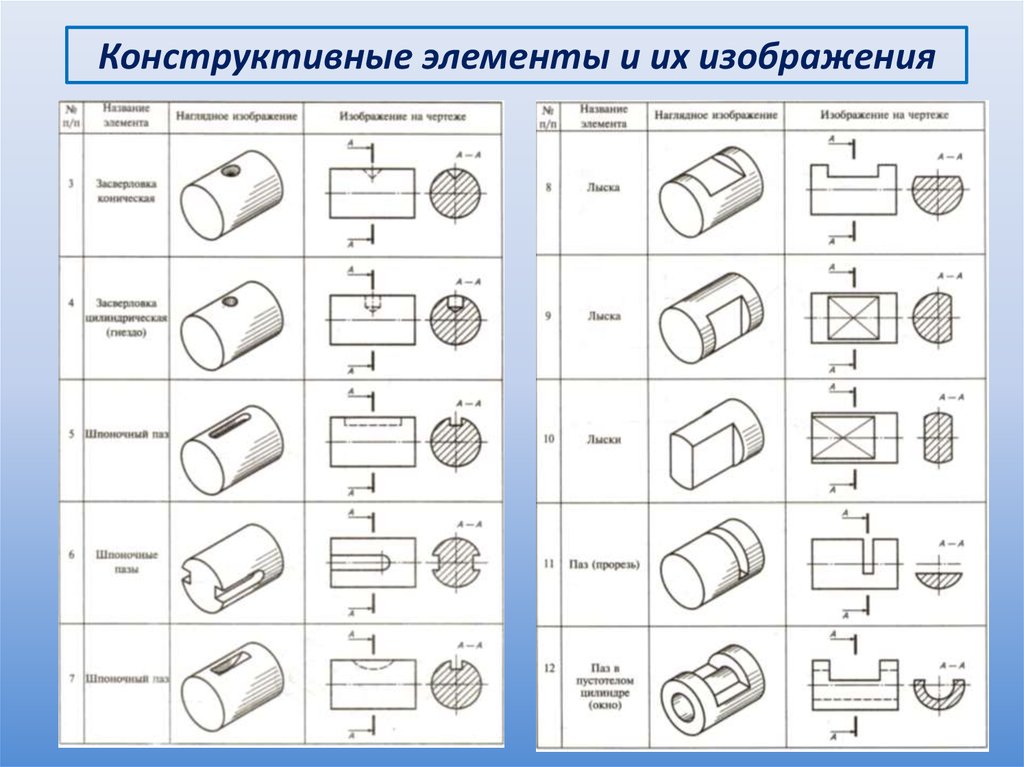 Ключ может быть квадратным или прямоугольным в поперечном сечении. Широко используются квадратные утопленные ключи. Стороны обоих типов ключей параллельны. Конус на ключе или конический ключ означает, что толщина ключа уменьшается по его длине. Как квадратные, так и прямоугольные утопленные шпонки наполовину помещаются в вал, а наполовину в сопрягаемую часть или ступицу.
Ключ может быть квадратным или прямоугольным в поперечном сечении. Широко используются квадратные утопленные ключи. Стороны обоих типов ключей параллельны. Конус на ключе или конический ключ означает, что толщина ключа уменьшается по его длине. Как квадратные, так и прямоугольные утопленные шпонки наполовину помещаются в вал, а наполовину в сопрягаемую часть или ступицу.
Утопленные ключи бывают следующих типов:
(i) ПАРАЛЛЕЛЬНЫЙ УГЛУБЛЕННЫЙ КЛЮЧ:Утопленный параллельный ключ имеет одинаковую ширину и толщину по всей длине. Таким образом, он имеет меньшую конусность и используется там, где требуется, чтобы шкив или другая сопрягаемая деталь скользила по валу. Они могут быть прямоугольными или квадратными в поперечном сечении, а их концы могут быть квадратными или закругленными.
Прямоугольный параллельный утопленный ключ:
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина шпонки, T = D/6
Длина шпонки, L = D до 1,5 D 1 квадрат Параллельная утопленная шпонка:
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина шпонки, T = W
Длина шпонки, L = D до 1,5 D
Это прямоугольный утопленный ключ с головкой на одном конце, известный как головка с головкой.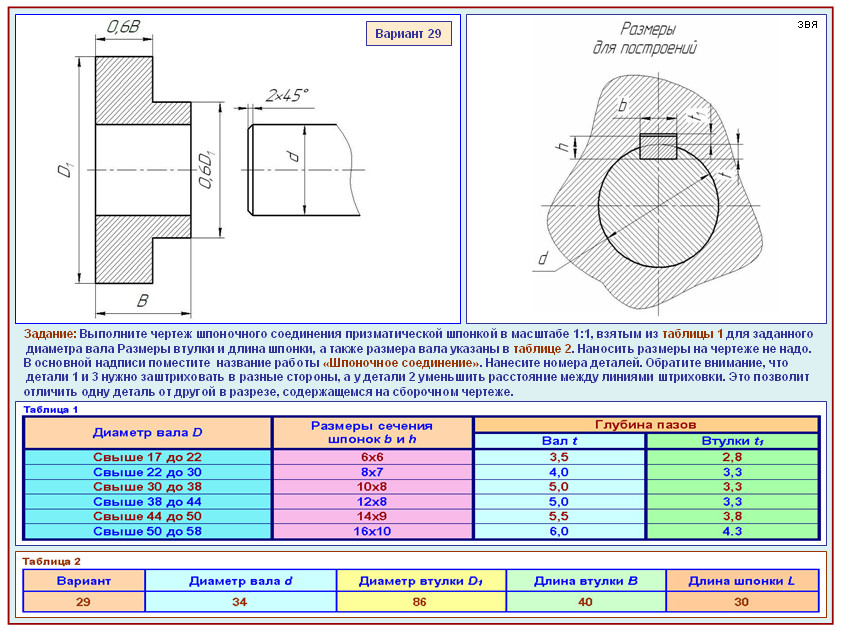 Обычно это делается для облегчения извлечения ключа.
Обычно это делается для облегчения извлечения ключа.
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина шпонки, T = D/6
Длина шпонки, L = D до 1,5 D
(iii) КЛЮЧ ДЛЯ ВУДРАФА:
Ключ для дерева – это легко регулируемый ключ. Он представляет собой кусок цилиндрического диска с сегментарным поперечным сечением. Он входит в прорезь, прорезанную в валу, так что плоская часть выступает за пределы вала. Эта выступающая часть входит в шпоночный паз, вырезанный в ступице колеса. Это своего рода регулируемый утопленный ключ. Он может наклоняться в шпоночной канавке так, чтобы его верхняя поверхность совпадала с конусом в шпоночной канавке, вырезанной на ступице шкива, шестерне или других сопрягаемых деталях. Это для легких применений.
Пропорции:
Пусть диаметр вала = D
Толщина шпонки, T = D/6
Радиус шпонки, R = 2T = D/3
(iv) ПЕРО КЛЮЧ:
Это шпонка, прикрепленная к одному элементу пары и обеспечивающая относительное осевое перемещение, таким образом, это особый вид параллельной шпонки, допускающий осевой момент.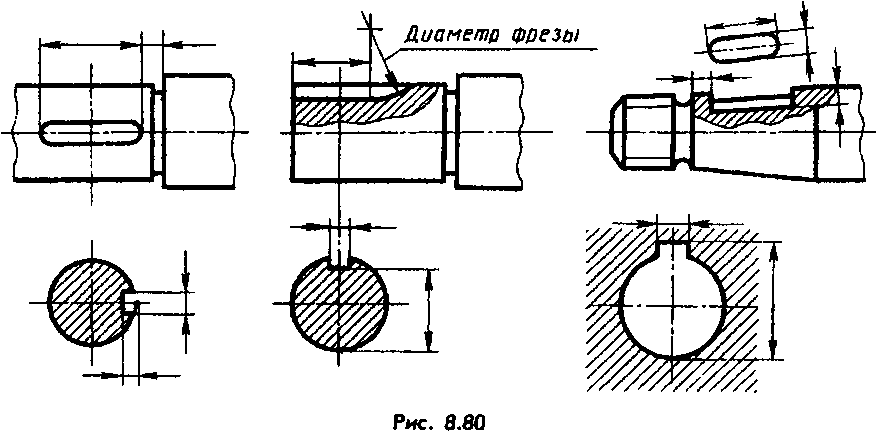 Шпонка прикреплена либо к валу, либо к ступице, при этом шпонка скользит в шпоночной канавке подвижной детали.
Шпонка прикреплена либо к валу, либо к ступице, при этом шпонка скользит в шпоночной канавке подвижной детали.
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина шпонки, T = D/6
Высота шпонки, H = 1,5 T
Длина шпонки, L = D до 1,5 D
(b) СЕДЛОВОЙ КЛЮЧ:
Седлообразный ключ — это ключ, который входит только в шпоночный паз ступицы. В этом случае шпоночный паз на валу отсутствует. Он может проскальзывать вокруг вала под нагрузкой. Поэтому он используется для сравнительно легких нагрузок.
Седельные шпонки бывают следующих типов:
(i) ПОЛЫЙ СЕДЛОВОЙ КЛЮЧ: Нижняя часть этой шпонки полая, поэтому ее можно разместить на изогнутой поверхности вала. Шпоночный паз прорезан только в сопрягаемой детали (ступице). Полый седельный ключ используется для легких работ. Он просто устанавливается на вал и устанавливается в углубление, предусмотренное в ступице колеса.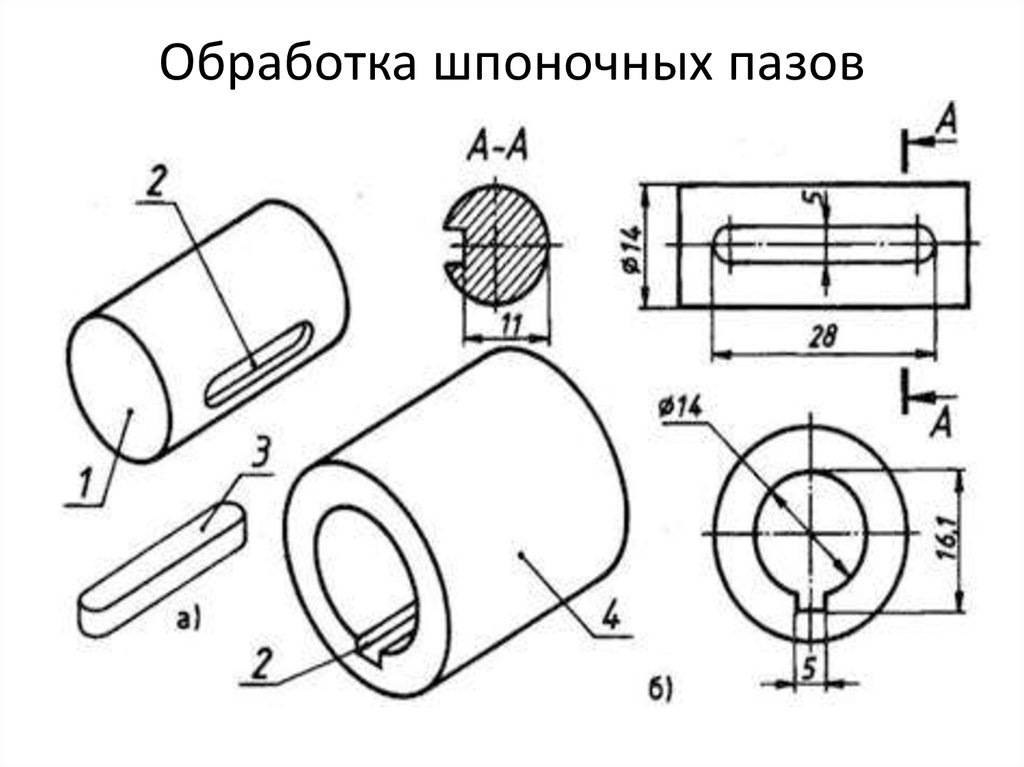 Основная особенность этого типа ключа заключается в том, что мы можем легко изменить положение колеса. Относительному вращению препятствует трение между шпонкой и валом.
Основная особенность этого типа ключа заключается в том, что мы можем легко изменить положение колеса. Относительному вращению препятствует трение между шпонкой и валом.
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина шпонки, T = D/12
Длина шпонки, L = D до 1,5 D
(ii) ПЛОСКИЙ СЕДЛОВОЙ КЛЮЧ:
Нижняя поверхность этого ключа плоская и входит в плоскую поверхность на валу. Используется для легкой работы. Это конусный ключ.
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/4
Толщина ключа, T = D/12
Длина ключа, L = D до 1,5 D
КРУГЛЫЕ КЛЮЧИ:
Это ключ круглого сечения. Они могут быть параллельными или коническими и устанавливаться в круглые отверстия, просверленные частично в валу и частично в ступице колеса. Круглые ключи обычно используются для легких работ, где нагрузки не значительны.
Пропорции:
Пусть диаметр вала = D
Ширина шпонки, W = D/6
Длина шпонки, L = D до 1,5 D
ВИДЕО ПО ТЕМЕ:
90 012
Для получения дополнительной информации нажмите здесь 900 03
ДИПЛОМ ПО ИНЖЕНЕРНОМУ ЧЕРТЕЖУ САПРдиплом по черчениюинженерное проектированиеинженерное проектированиеИНЖИНИРИНГ ЧЕРТЕЖперьевой ключперьевые ключиплоский седельный ключключ с выпуклой головкойключи с гибкой головкойполый седельный ключпромышленное обучениеинститут промышленного обученияITIключимашиностроение. механическое машиностроениепередача мощностипрямоугольный ключкруглый ключседельный ключутопленный ключтехнический чертежпередача крутящего моментаключ-деревянныйключ-ключи
механическое машиностроениепередача мощностипрямоугольный ключкруглый ключседельный ключутопленный ключтехнический чертежпередача крутящего моментаключ-деревянныйключ-ключи
Эскиз расширенного вала со шпоночными пазами Royalty Free Vector Image
Эскиз расширенного вала со шпоночными пазами Royalty Free Vector Image- лицензионные векторы
- Векторы вала
ЛицензияПодробнее
Стандарт Вы можете использовать вектор в личных и коммерческих целях. Расширенный Вы можете использовать вектор на предметах для перепродажи и печати по требованию.Тип лицензии определяет, как вы можете использовать этот образ.
| Станд. | Расшир. | |
|---|---|---|
| Печатная / редакционная | ||
| Графический дизайн | ||
| Веб-дизайн | ||
| Социальные сети | ||
| Редактировать и изменять | ||
| Многопользовательский | ||
| Предметы перепродажи | ||
| Печать по запросу |
Владение Узнать больше
Эксклюзивный Если вы хотите купить исключительно этот вектор, отправьте художнику запрос ниже: Хотите, чтобы это векторное изображение было только у вас? Эксклюзивный выкуп обеспечивает все права этого вектора.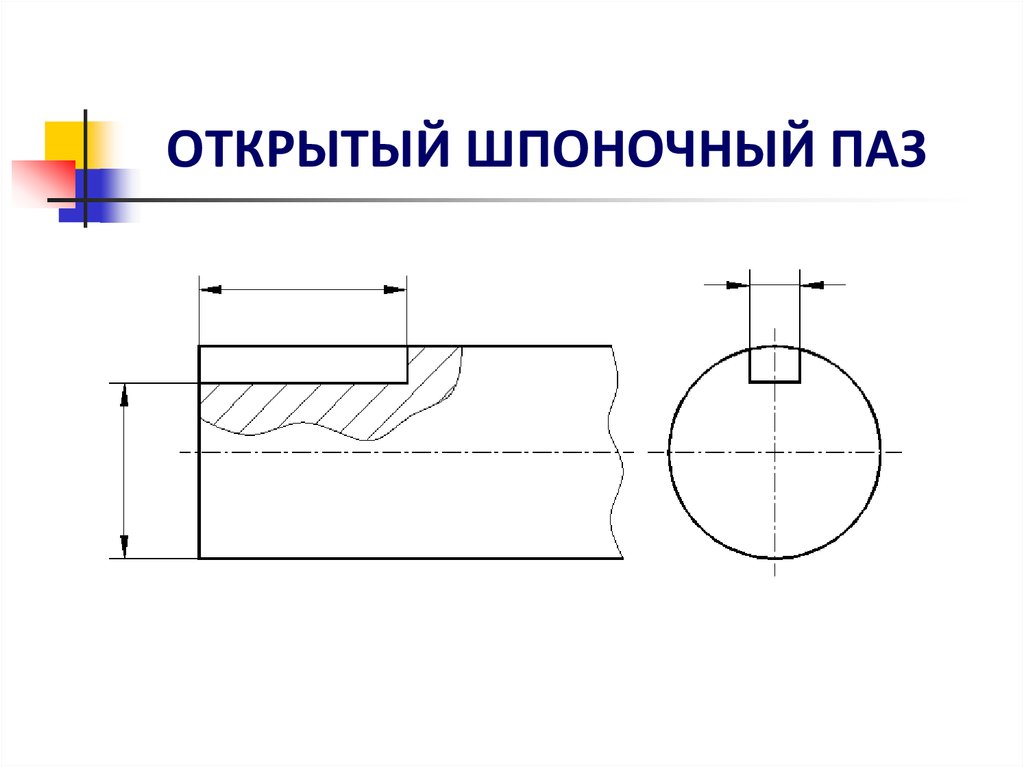
Мы удалим этот вектор из нашей библиотеки, а художник прекратит продажу работ.
Способы покупкиСравнить
Плата за изображение $ 14,99 Кредиты $ 1,00 Подписка $ 0,69Оплатить стандартные лицензии можно тремя способами. Цены $ $ .
| Оплата с помощью | Цена изображения |
|---|---|
| Плата за изображение $ 14,99 Одноразовый платеж | |
| Предоплаченные кредиты $ 1 Загружайте изображения по запросу (1 кредит = 1 доллар США). Минимальная покупка 30р. | |
| План подписки От 69 центов Выберите месячный план. Неиспользованные загрузки автоматически переносятся на следующий месяц. | |
Способы покупкиСравнить
Плата за изображение $ 39,99 Кредиты $ 30,00 Существует два способа оплаты расширенных лицензий.