Штамповка на молотах: Штамповка на молотах – Богородский завод
alexxlab | 10.07.2023 | 0 | Разное
Штамповка на молотах – Технологические методы производства заготовок (Инженерия)
6 Штамповка на молотах
Особенности процесса штамповки на молотах
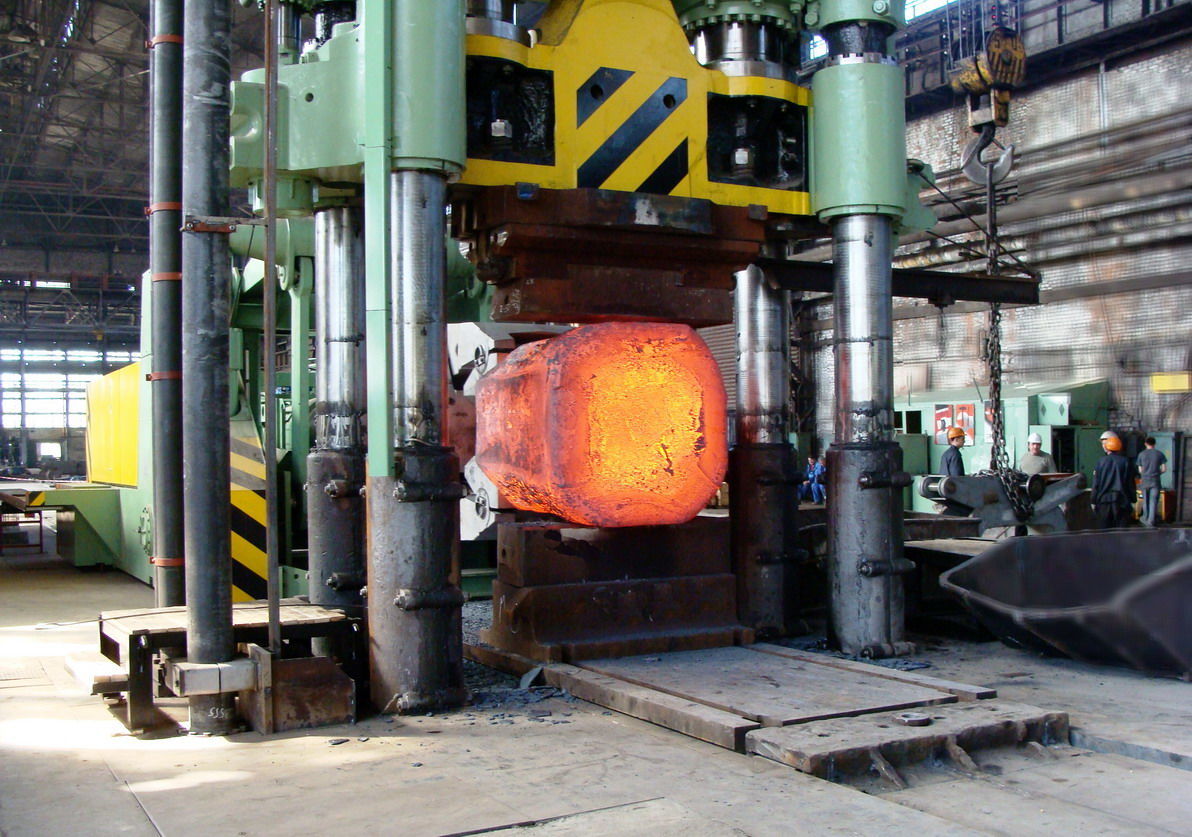
Штамповка на молотах осуществляется в открытых и закрытых штампах. В основном используются паровоздушные штамповочные молоты. Верхний штамп крепится к бабе молота, а нижний к штамподержателю, закрепленному на шаботе. Ход жесткий, конструируется так, чтобы половинки сомкнулись по плоскости соударения. (практически между штампами остается небольшой зазор).
Виды штамповки на молотах
1. Штамповка катаной заготовки производится во многоручьевом штампе. В нем выполняются заготовительные ручьи для придания заготовке переходных форм перед штамповкой в окончательном ручье. Штамповку производят с одного нагрева. Производительность процесса высока. Штамп простой и дешевый.
2. Расчлененная штамповка, производится в штампах на рядом стоящих молотах. Штамповка с одного нагрева. Применяется только в массовом производстве (переналадка затруднительна).
3. Штамповка кованой заготовки. В штампе только окончательный ручей, а заготовку отковывают на другом оборудовании( при этом часто используются пневматические молоты).
Кроме того объемную штамповку разделяют на два вида:
· Штамповка осадкой в торец.
· Штамповка плашмя.
Штамповка на молотах в закрытых штампах
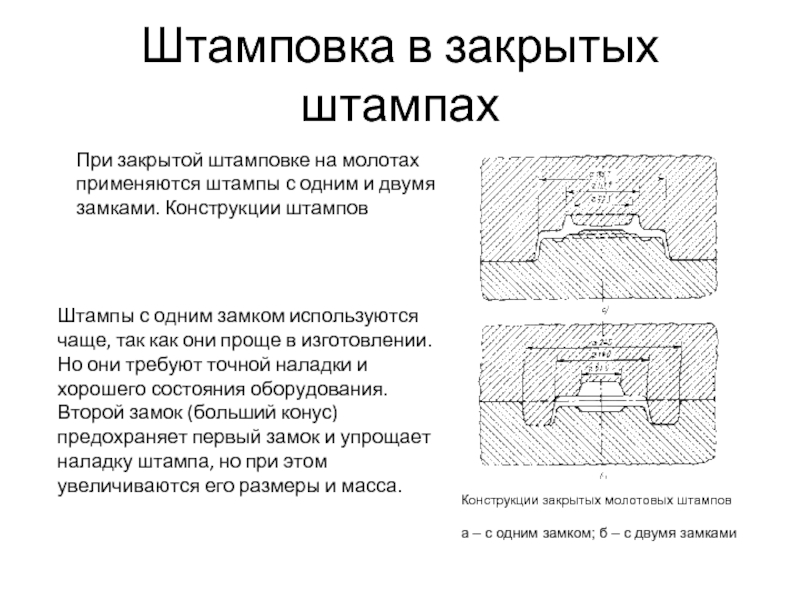
При штамповке в открытых штампах получают более 10-50% отхода материала в заусенец и в некоторых случаях на клещевину. Для устранения этого дефекта применяют штамповку в закрытых штампах на молотах. Замок создает направление верхнему штампу по сравнению с нижним.
Зазор в замке невелик. Поэтому заусенец мал или его нет.
Преимущества штамповки в закрытых штампах
· Экономия металла в связи с исключением отходов металла на заусенец и в клещевину;
· Снижение трудоемкости;
· Сокращается технологический цикл;
· Экономится энергия.
Энергия удара почти вся идет на деформирование поковки. Более благопри-ятная схема деформации.
Недостатки штамповки в закрытых штампах
· Низкая стойкость штампов;
· Поломки штампа по сечению а-а;
· Подсадка выступа нижнего штампа;
· Может разрушить штамп торцевой заусенец;
· Высокие давления в полости создают разгарные трещины;
· Ограниченность форм поковок, которые можно штамповать данным способом.
Штампуются поковки типа шестерен, фланцев, стаканов. Можно штамповать простые, удлиненные в плане поковки.
Штамповочные ручьи.
1 Открытый окончательный чистовой ручей, служит для получения готовой поковки с заусенцем и представляет собой точный оттиск формы горячей поковки с расположенной вокруг заусенечной канавкой. Поковки, получаемые в закрытых окончательных ручьях бывают в основном осесимметричные, круглые в плоскости разъема. Ручей делают без компенсатора.
2. Предварительный ручей. Служит для уменьшения износа открытого окончательного ручья за счет придания заготовке формы, близкой к окончательной.
3.Заготовительно-предварительный ручей. Применяют взамен предварительного ручья для штамповки поковок сложной формы.
Заготовительные ручьи.
Формовочный, гибочный, прижимной, подкатной, протяжной заготовительные ручьи применяются при штамповке поковок удлиненных в плоскости разъема.
1. Формовочный ручей.
Служит для придания заготовке формы, соответствующей форме поковки в плоскости разъема, если при этом не требуется ни больших изменений поперечного сечения заготовки, и значительных перемещений металла вдоль оси.
2. Гибочный ручей.
Используется для гибки заготовок в целях придания ей формы в плоскости разъема ( служит для гибки заготовок).
3. Пережимной ручей.
Ручей служит для неравномерного по длине уширения заготовки и незначительно перераспределения металла вдоль оси.
4. Подкатной ручей.
Он служит для значительного увеличения одних поперечных сечений за счет уменьшения других и распределением металла вдоль оси заготовки.
5. Протяжной ручей.
Служит для протяжки отдельных участков заготовки. Применяются открытые и закрытые ручьи.
6. Площадка для осадки.
Существуют плоская и фасонная площадки. Служат для осадки в торец исходной заготовки перед обработкой в штамповочных ручьях. Осадку применяют для штамповки круглых и квадратных в плоскости разъема заготовок. Для предохранения от износа и во избежание зажимов.
7. Отрубной ручей.
Служит для отделения от прутка исходной заготовки, если её штампуют последовательно, более чем на две поковки.
Выбор переходов штамповки.
Выбор переходов зависит о формы и размеров поковки и распределения ее объема по элементам фигуры. Применение тех или иных ручьев зависит от их характеристики.
Окончательный ручей требуется всегда. Предварительный ручей желателен почти всегда, но не обязателен, а заготовительно-предварительный желателен при штамповке поковок, некоторые элементы которых имеют особо трудно заполняемую форму. Область применения заготовительных ручьев: формовочного, гибочного и площадки для осадки или разгонки зависит от формы и размеров поковки и не зависит от других факторов. При этом каждый из указанных ручьев взаимно исключает друг друга.
Область применения заготовительных ручьев: формовочного, гибочного и площадки для осадки или разгонки зависит от формы и размеров поковки и не зависит от других факторов. При этом каждый из указанных ручьев взаимно исключает друг друга.
К примеру, пережимной, подкатной и протяжной ручьи используют для перераспределения объёма заготовки вдоль ее оси. Для этой цели возможно использование около семи вариантов. Эти варианты имеют безусловно различную эффективность.
При выборе переходов задача состоит в том. чтобы выбрать оптимальный вариант. При выборе оптимального варианта учитываются три основные фактора:
-отношение поперечных размеров заготовки до и после выполнения перехода;
-отношение этих размеров к длине заготовки;
-объем, масса заготовки.
Чем меньше поковка тем проще вариант переходов, использующихся для распределения металла вдоль заготовки. Пособием для выбора переходов служит диаграмма Ребельского АВ,
Качество поковок.
Качество поковок регламентируется техническими требованиями и чертежом.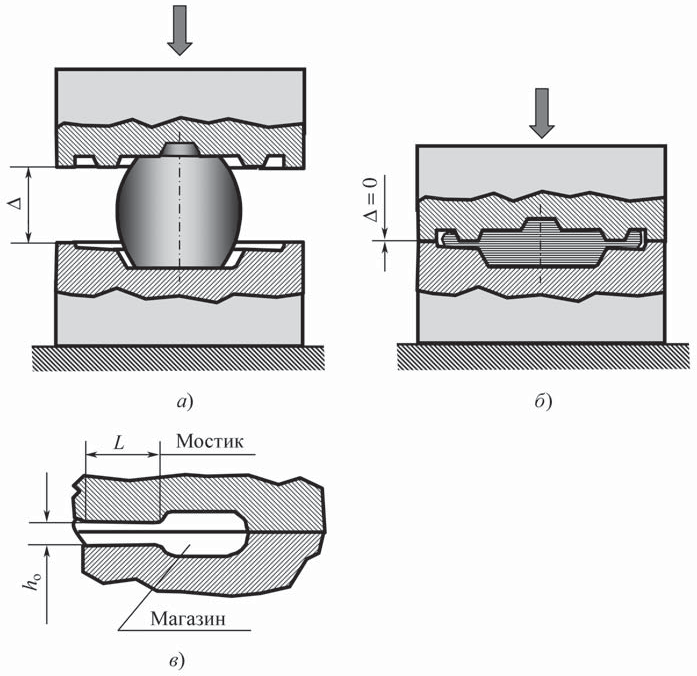
В дефектном слое поковки могут быть раковины или вмятая окалина, обезуглероженный металл, поверхностные трещины и складки. К числу погрешностей обработки относятся также: искажения геометрической формы поковки, прекосы. Сдвиги, разнотолщинность, разностенность, неровности поверхности, коробление, указанные погрешности могут быть взаимно компенсированы.
Оформление чертежа поковки.
Готовую деталь показывают тонкой линией, давая условный контур, показывающий припуск на обработку, такое изображение следует давать преимущественно в разрезах или сечениях один раз. Система простановки размеров поковки должна соответствовать системе размеров детали.
В примечаниях к чертежу должны быть указания о неоговоренных штамповочных уклонах, радиусах закруглений, о неоговоренных допусках.
На чертеже поковки указываются основные технические требования:
Термообработка и твердость поковок, допустимая величина остатков заусенца после обрезки, способ очистки поверхности, глубина внешних дефектов, дефекты формы ( сдвиг от смещения штампов, эксцентричность сечений и отверстий, кривизна или стрела прогиба).
При предъявлении к поковке особых требований необходимо указывать: места отпечатка для испытаний на твердость. Клеймения, образцов вырезаемых для испытаний, указание базы первой операции обработки резанием.
7 Штамповка на кривошипных горячештамповочных прессах
На КГШП изготавливают поковки любой конфигурации массой до 100 кг.
Характер деформирования на прессах несколько иной чем на штамповке на молотах.
Процесс выдавливания и заполнения полости штампа протекает менее интенсивно чем на молоте. На молоте полость штампа заполняется за несколько ударов, а на КГШП ручей должен быть заполнен за один ход ползуна.
Отсутствие «динамики» ухудшает заполнение сложного рельефа штамповочного ручья. ( необходимо учитывать при разработке техпроцесса) , т.е. необходимо увеличить количество подготовительных переходов. Постепенно приближая форму заготовки к форме окончательного штамповочного ручья.
В случае многоперационного техпроцесса рекомендуется применять процесс в котором обеспечивается изготовление поковки с одного нагрева.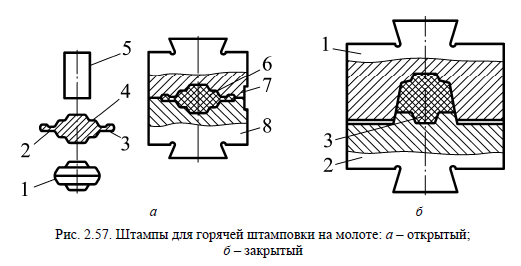
Подкатку и протяжку на КГШП не производят ( требуется выполнение переходных ручьев из-за постоянства величины хода).
Подкатку и протяжку производят на специальных ковочных вальцах, которые устанавливают рядом с прессом. Штамповка не должна быть в окалине. Что обеспечивается спецнагревом либо гидроочисткой.
Устройство кривошипного горячештамповочного пресса.
Конструкция пресса изображена на рисунке3 .
1-поперечина, 2-стойки, 3-штамповое пространство, 4-стол, 5-выталкиватель.
Рисунок 3 -Конструкция кривошипного горячештамповочного пресса
Предназначен для выполнения операции горячей штамповки. Характеризуются следующими показателями: усилие2-100 Мн. Мощность электродвигателей 20-500 квт. Длина хода ползуна 200-500 мм. число ходов 35-100 в минуту. Особенности: быстроходность. Высокая жесткость конструкции. Небольшие габариты штампового пространства. Большое число ходов обусловлено необходимостью продолжительного контакта штампа с заготовкой при обработке горячего металла.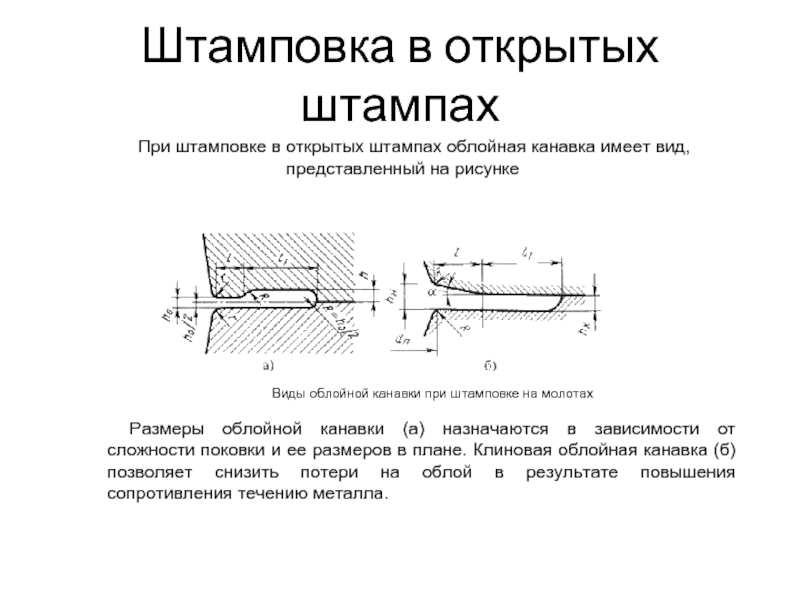
Жесткость конструкции обусловлена требования к точности поковок. Это обеспечивает надежность работы при перегрузках.
Использование сравнительно небольших поковок и штампов при небольших размерах рабочих плоскостей стола и ползуна. Жесткость в 2-4 раза больше жесткости прессов аналогичного назначения.
Конструктивное исполнение- однокривошипный закрытый пресс с расположением валов параллельно фронту пресса.
Особенности штамповки на КГШП.
Особенности конструкции прессов таковы: жесткая закрытая стальная станина, жесткий кривошипно-шатунный механизм с надежным направлением ползуна, механические выталкиватели. Регулирование высоты штампового пространства с помощью кривошипного стола.
КГШП предназначен для штамповки разнообразных поковок преимущественно в закрытых штампах.
Преимущество и недостатки штамповки на КГШП.
Преимущества.
· Получение поковок высокой точности;
· Припуски меньше чем при штамповке на молоте, штамповочные уклоны также меньше:
· Производительность больше в 2-4 раза;
· Процесс полностью автоматизируется;
· Расход энергии меньше чем у молота:
· КГШП имеет безударный характер работы:
· Работа не требует регулирования энергии удара.
Недостатки
· Меньшая универсальность;
· Необходимость очистки от окалины;
· Большое количество ручьев;
· Штампы более сложные;
· Стоимость КГШП в 3-4 раза выше стоимости молота.
Классификация поковок штампуемых на КГШП.
Поковки можно отнести к двум группам: круглым и квадратным в плоскости разъема и близким к ним, удлиненным в плоскости разъема, включая разновидности.
Меньшие уклоны, возможность образования отдельных элементов выдав-ливанием позволяет установить разъем в иной плоскости чем при штамповке на
молоте. Что расширяет группу заготовок за счет включения прямых валов с фланцами и другими утолщениями. В случае молота они либо не штампуются либо относятся к поковкам другой группы. Поковки второй группы с переводом на пресс штампуются с изменением плоскости разъема, отростки и развилки располагаются вертикально ( они образуются путем глубокого выдавливания).
Выбор переходов штамповки.
Выбор переходов для поковок. Удлиненных в плоскости разъема не отличается от выбора переходов при штамповке на молотах. Варианты переходов представлены на рисунке 4 .
Удлиненных в плоскости разъема не отличается от выбора переходов при штамповке на молотах. Варианты переходов представлены на рисунке 4 .
Рисунок 4 – Варианты переходов для поковок удлиненных в плоскости разъема
Штамповка на прессах круглых и квадратных в плоскости разъема поковок существенно отличается от штамповки на и молотах, применением площадки для осадки и дополнительных ручьев, фасонировочного и предварительного
Рисунок 5 -Варианты переходов для поковок типа квадрата и круглых в планеРисунок 6 -Чертеж штампованной поковки типа «крестовина».
Конструирование поковки
При конструировании поковки, штампуемой на прессе используют те же правила, что и при составлении чертежа молотовой поковки. Отличия имеются только в величине припусков, допусков и штамповочных уклонов.
Преимущества прессов позволяют уменьшить припуски и допуски на 20-35% , ГОСТ 7505-95.
При штамповке с выталкивателями штамповочные уклоны применяются для облегчения работы с выталкивателями, а также для уменьшения износа боковой поверхности.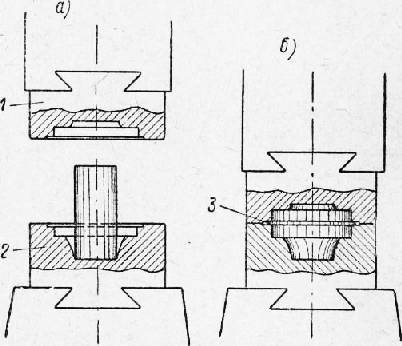 При этом уклоны также на 25-30% меньше.
При этом уклоны также на 25-30% меньше.
Вначале при этом определяют уклоны как для обычной штамповке на молоте, а затем уменьшают их.
Таким образом, штамповочные уклоны могут быть 2,3,5,7о вместо 3,5,7,10 окак у молотовых поковок. Без уклонов можно выполнить отростки получаемые выдавливанием.
Оформление чертежа поковки, получаемой на КГШП.
Лекция “1 Основы теории надежности электрических систем” также может быть Вам полезна.
Пример поковки- «крестовина карданного вала».
Штамповочные уклоны на наружной поверхности не более 5 принимаются равными 3. Радиус закругления наружных углов- 2 мм, принимаем- 3 мм.
Неуказанные предельные отклонения:
допуск радиусов закругления;
допускаемая величина остаточного облоя;
допускаемая величина смещения по линии разъема штампов.
Штамповка на молотах и прессах
Штамповка — процесс обработки металлов давлением, при котором формообразование детали осуществляется в специализированном инструменте — штампе; разновидность кузнечно-штамповочного производства.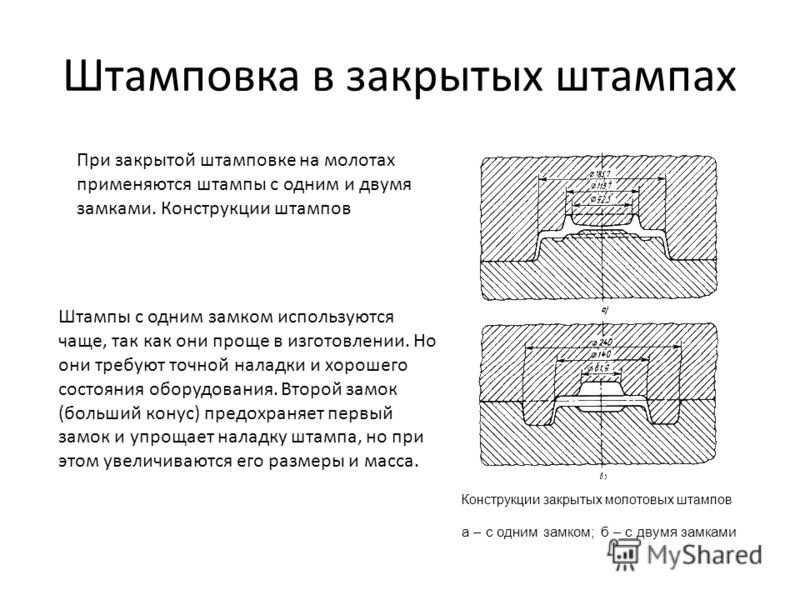 По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть.
По сравнению с ковкой штамповка обеспечивает большую производительность благодаря тому, что пластически деформируется одновременно вся заготовка или значительная её часть.
Производственные мощности позволяют изготавливать большей количество штампованных изделий в месяц, весом от 0,2 до 15 кг. Из конструкционных и низколегированных сталей(18ХГТ, 20Х, 25ХГТ, 40Х и т.п. )
Нередко подвергаются штамповке некоторые алюминиевые, магниевые, медные, латунные, бронзовые и другие цветные сплавы.
При штамповке их приходится более точно соблюдать режимы. Конструируя поковки, следует принимать как можно меньшие штамповочные уклоны и возможно большие радиусы закругления (примерно на 20— .40% больше, чем для стальных поковок).
Горячая штамповка — высокопроизводительный и экономичный способ изготовления деталей высокой прочности. При штамповке все поковки получаются одинаковой формы и размеров. Штампованные поковки могут иметь сложную форму и в то же время небольшие припуски и допуски.
Штампованные поковки могут иметь сложную форму и в то же время небольшие припуски и допуски.
ШТАМПОВКА НА МОЛОТАХ И ПРЕССАХ
При разработке технологии штамповки поковок в закрытых штампах основное внимание обращается на характер течения металла в штампах.
Подготовку заготовок перед укладкой их в окончательный штамповочный ручей ведут в заготовительных ручьях штампа. Такими ручьями в молотовых штампах являются пережимные, протяжные, подкатные, формовочные, тибочные, отрезные, площадки для осаживания и расплющивания и высадочные. При штамповке на кривошипных прессах применяются ручьи пережимные, формовочные, гибочные, высадочные и другие.
Полный цикл изготовления штампов включает в себя изготовление заготовки штампа ковкой или отливкой, механическую обработку полости штампа на станках, термическую обработку — закалку и отпуск и, наконец, доводку штампов. При расчете и конструировании молотовых штампов обязательно должны учитываться уклоны ручья и радиусы закруглений в зависимости от величины поковки, а также порядок расположения ручьев в штампе. Известно, что при работе на молотах металл более интенсивно течет вверх, поэтому наиболее выступающие участки поковок располагают в верхней половине штампа. При штамповке на прессах заполнение верхней и нижней половинок штампа происходит одинаково. На горизонтально-ковочных машинах вставки закрепляются в блоках полуматриц или в пуансонодержателе. При штамповке на кривошипных горячештамповочных прессах, а также иа фрикционных прессах вставки закрепляются на плитах пресса.
При расчете и конструировании молотовых штампов обязательно должны учитываться уклоны ручья и радиусы закруглений в зависимости от величины поковки, а также порядок расположения ручьев в штампе. Известно, что при работе на молотах металл более интенсивно течет вверх, поэтому наиболее выступающие участки поковок располагают в верхней половине штампа. При штамповке на прессах заполнение верхней и нижней половинок штампа происходит одинаково. На горизонтально-ковочных машинах вставки закрепляются в блоках полуматриц или в пуансонодержателе. При штамповке на кривошипных горячештамповочных прессах, а также иа фрикционных прессах вставки закрепляются на плитах пресса.
Если Вы хотите заказать штамповку деталей по самой низкой цене, обратитесь к нам! Мы занимаемся штамповкой деталей из любых сталей.
Ювелирные молотки | Молотки для штамповки металла
- Дом
- Молотки
Каждому ремесленнику нужен молоток, поэтому мы предлагаем их так много. Предлагая множество молотков для ювелирных изделий, у нас есть стиль, который вам нужен, чтобы выполнить работу правильно. Нужен молоток для штамповки металла? Мы предлагаем три разных размера. Хотите добавить текстуру? Ознакомьтесь с нашими молотками для чеканки и текстурными молотками. У нас есть различные ювелирные молотки Fretz, молоток Impressart Ergo-Angle и пластиковые молотки для выпрямления ваших изделий. У нас действительно есть молоток для каждого мастера.
Предлагая множество молотков для ювелирных изделий, у нас есть стиль, который вам нужен, чтобы выполнить работу правильно. Нужен молоток для штамповки металла? Мы предлагаем три разных размера. Хотите добавить текстуру? Ознакомьтесь с нашими молотками для чеканки и текстурными молотками. У нас есть различные ювелирные молотки Fretz, молоток Impressart Ergo-Angle и пластиковые молотки для выпрямления ваших изделий. У нас действительно есть молоток для каждого мастера.
Товар добавлен в вашу корзину. Обновите страницу, чтобы увидеть обновленное количество корзины
Молоток с латунной головкой 1 фунт
(11)
26,50 долларов СШАПродано
HAM001Молоток с латунной головкой 2 фунта
(15)
36,50 долларов СШАПродано
Пластиковый молоток / молоток
(16)
16,95 долларов СШАПродано
HAM006Молоток для чеканки
(21)
$15. 00 HAM003
00 HAM0031 фунт Lil’ Brass Head молоток / молоток с короткой рукояткой
(9)
24,50 доллара СШАПродано
HAM021Текстурный молоток с 9Сменные поверхности
(4)
29,95 долларов США HAM010Клепальный молоток с квадратной головкой
(6)
$14. 00
00Продано
HAM005Клепальный молоток с круглым торцом
(1)
Молоток Fretz Chasing Hammer
(12)
59,95 долларов СШАПродано
HAM019ImpressArt Ergo-Angle Молоток для штамповки металла весом 1 фунт
(6)
$28. 00 HAM025
00 HAM025Клепальный молоток Fretz Precisionsmith с квадратной головкой
(3) 49,95 долларов США HAM011Киянка/молоток из сыромятной кожи, головка 1,5 дюйма
(1)
29,44 доллара СШАПродано
HAM018Сменная латунная головка для углового молотка
(4)
$12.
Продано
REP018Штамповочный молоток Fretz 1,5 фунта, латунные и стальные поверхности
(6)
$94,95 HAM030Штамповочный молоток Fretz 1 фунт, латунные и стальные поверхности
(1)
79,95 долларов США HAM029Штамповочный молоток Fretz 2 фунта, латунные и стальные поверхности
(3)
$103,95 HAM031Сменная латунная головка для штамповочного молотка Fretz 1,5 фунта
(1)
$19. 00 REP025
00 REP025Сменная латунная головка для штамповочного молотка Fretz 1 фунт
(1)
$17.00Продано
REP024Сменная латунная головка для штамповочного молотка Fretz 2 фунта
(1)
ImpressArt 2 фунта Signature Ergo-Angle™ Металлический штамповочный молоток
(0)
$50..jpg) 00 HAM033
00 HAM033ImpressArt 1 фунт Signature Ergo-Angle™ Металлический штамповочный молоток
(0)
$40.00 HAM032Бесплатная доставка при заказе от $45
Наша забота об окружающей среде
Служба поддержки Rockin’
присоединяйтесь к нашему сообществу
Молотки для штамповки металла – Инструменты для штамповки металла – Инструменты для изготовления ювелирных изделий
Выбирайте из латунных, нейлоновых и стальных головок молотков. Найдите чеканку, шаровой молоток, текстурные молотки и другие принадлежности для штамповки металла для изготовления украшений.
Найдите различные молотки, которые отлично подходят для изготовления украшений из штампованного металла. Выбирайте молотки EuroTool, молотки ImpressArt и другие. Воспользуйтесь приведенными ниже советами, чтобы определить, какие из них лучше всего подходят для других ваших металлических штамповочных принадлежностей:
- Латунные головки отлично подходят для ударов по металлическим штампам — на самом деле мы рекомендуем всегда использовать латунные молотки для ударов по стальным штампам. Поскольку латунь является более мягким металлом, чем сталь, это помогает предотвратить повреждение штампов.
- Стальные головки бывают нескольких видов, включая молотки с чеканкой и молотки с шариковым штифтом. Они отлично подходят для непосредственного текстурирования и формирования металлических листов и металлических заготовок.
- Молотки для текстурирования также имеют стальные головки, что делает их идеальными для нанесения текстур непосредственно на штампованные заготовки и листовой металл из более мягких металлов.

- Нейлоновые головки дают вам мягкую головку для сглаживания и правки деформированного металла, не повреждая его.
Столбцы:
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
на странице: 812162040100
ФильтрыEURO TOOL Hammer, латунь, 1 фунт (каждый)
ЕВРОИНСТРУМЕНТ
22,95 $
См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
Кол-во в корзине: 0
Количество (в корзине):
Цена:
22,95 $
Итого:
Добавить в корзину
EURO TOOL Hammer, латунь, 2 фунта (каждый)
ЕВРОИНСТРУМЕНТ
29,95 $
См.
 ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!Кол-во в корзине: 0
Количество (в корзине):
Цена:
29,95 $
Итого:
Добавить в корзину
EURO TOOL Hammer, шариковая булавка, 4 унции (каждая)
ЕВРОИНСТРУМЕНТ
См. ссылки на сопутствующие товары (ниже) для получения информации об аналогичных предметах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим предметом. Вопросы? Напишите нам для дружеской, экспертной помощи!
ЕВРО ИНСТРУМЕНТ Молоток, Чеканка (Каждый)
ЕВРОИНСТРУМЕНТ
10,12 $
См.
 ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!Кол-во в корзине: 0
Количество (в корзине):
Цена:
10,12 $
Итого:
Добавить в корзину
Hammer, Ball Pein, Stubby (каждый)
См. ссылки «Сопутствующие товары» (ниже) для получения информации о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
Добавить в корзину
ImpressArt Молоток для штамповки металла, Stubby (каждый)
ImpressArt
20,80 $
Использование стального молотка на стальных штампах может повредить (или даже разбить!) ваши металлические штампы и, вероятно, отскочит и создаст ужасное двойное впечатление.
 Вот почему мы рекомендуем всегда использовать латунные молотки для ударов по стальным штампам. Латунь – более мягкий металл…
Вот почему мы рекомендуем всегда использовать латунные молотки для ударов по стальным штампам. Латунь – более мягкий металл…Кол-во в корзине: 0
Количество (в корзине):
Цена:
20,80 $
Итого:
Добавить в корзину
Молоток для штамповки текстур ImpressArt (каждый)
ImpressArt
18,75 $
Подходит для всех штампов ImpressArt 6 мм. См. ссылки на сопутствующие товары (ниже), чтобы узнать о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
12-гранный текстурный молот (каждый)
The Beadsmith
34,61 $
См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром.
 Вопросы? Напишите нам для дружеской, экспертной помощи!
Вопросы? Напишите нам для дружеской, экспертной помощи!Кол-во в корзине: 0
Количество (в корзине):
Цена:
34,61 $
Итого:
Добавить в корзину
EURO TOOL Hammer, Ball Pein Supreme, 8 унций (каждый)
ЕВРОИНСТРУМЕНТ
См. ссылки на сопутствующие товары (ниже) для получения информации об аналогичных предметах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим предметом. Вопросы? Напишите нам для дружеской, экспертной помощи!
EURO TOOL Hammer, нейлоновый клин (каждый)
ЕВРОИНСТРУМЕНТ
См. ссылки на сопутствующие товары (ниже) для получения информации об аналогичных предметах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим предметом.
 Вопросы? Напишите нам для дружеской, экспертной помощи!
Вопросы? Напишите нам для дружеской, экспертной помощи!Молоток EZ Strike 3-в-1 (каждый)
The Beadsmith
21,15 $
См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
Кол-во в корзине: 0
Количество (в корзине):
Цена:
21,15 $
Итого:
Добавить в корзину
Fretz Hammer, Classic Chasing – Medium (каждый)
Fretz
69,95 $
См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром.
 Вопросы? Напишите нам для дружеской, экспертной помощи!
Вопросы? Напишите нам для дружеской, экспертной помощи!Fretz Hammer, Precisionsmith Chasing (каждый)
Fretz
57,95 $
См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеской, экспертной помощи!
ImpressArt Ball Pein Texture-Stamper Головка (каждая)
ImpressArt
Инструменты и расходные материалы ImpressArt для штамповки металла удовлетворят потребности, о существовании которых вы даже не подозревали! См. ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных расходных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром.
 Вопросы? Напишите нам для дружеского,…
Вопросы? Напишите нам для дружеского,…Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
В корзину
Головка ImpressArt Brass Texture-Stamper (каждая)
ImpressArt
Инструменты и расходные материалы ImpressArt для штамповки металла удовлетворят потребности, о существовании которых вы даже не подозревали! См. ссылки на сопутствующие товары (ниже), чтобы узнать о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеского,…
Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
В корзину
ImpressArt Chasing Texture-Stamper Головка (каждая)
ImpressArt
Инструменты и расходные материалы ImpressArt для штамповки металла удовлетворят потребности, о существовании которых вы даже не подозревали! См.
 ссылки на сопутствующие товары (ниже), чтобы узнать о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеского,…
ссылки на сопутствующие товары (ниже), чтобы узнать о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеского,…Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
В корзину
Металлический штамп ImpressArt, молоток для чеканки (каждый)
ImpressArt
Для марок, которые не имеют предварительной маркировки (или этикетка стирается по мере использования), поставьте точку с помощью Wite-Out® или цветного лака для ногтей, чтобы обозначить нижнюю часть каждой буквы (или символа), чтобы сохранить ваши буквы правильно направлены при штамповке. Для…
Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
В корзину
Набор многофункциональных молотков ImpressArt (каждый)
ImpressArt
25,50 $
См.
 ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. В этом видео от ImpressArt показано, как текстурировать и формировать браслет-манжету
ссылки на сопутствующие товары (ниже) для получения похожих товаров и дополнительных материалов для изготовления ювелирных изделий, которые часто используются с этим товаром. В этом видео от ImpressArt показано, как текстурировать и формировать браслет-манжетуКол-во в корзине: 0
Количество (в корзине):
Цена:
25,50 $
Итого:
Добавить в корзину
ImpressArt Нейлоновая головка для штамповки текстур (каждая)
ImpressArt
Инструменты и расходные материалы ImpressArt для штамповки металла удовлетворят потребности, о существовании которых вы даже не подозревали! См. ссылки на сопутствующие товары (ниже), чтобы узнать о похожих товарах и дополнительных расходных материалах для изготовления ювелирных изделий, которые часто используются с этим товаром. Вопросы? Напишите нам для дружеского,…
Кол-во в корзине: 0
Количество (в корзине):
Цена:
Итого:
В корзину
Сменный молоток из латуни, нейлона и волокна — головка 5/8 дюйма (каждый)
ЕВРОИНСТРУМЕНТ
10,36 $
См.
