Штамповка в открытых штампах: Отличие открытых и закрытых штампов
alexxlab | 20.02.2023 | 0 | Разное
Штамповка в открытых и закрытых штампах
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием.
Технологический процесс зависит от формы поковки. По форме в плане поковки делятся на две группы: диски и поковки удлиненной формы.
К первой группе относятся круглые или квадратные поковки, имеющие сравнительно небольшую длину: шестерни, диски, фланцы, ступицы, крышки и др. Штамповка таких поковок производится осадкой в торец исходной заготовки с применением только штамповочных переходов.
Ко
второй группе относятся поковки
удлиненной формы: валы, рычаги, шатуны
и др. Штамповка таких поковок производится
протяжкой исходной заготовки (плашмя).
Перед окончательной штамповкой таких
поковок в штамповочных ручьях требуется
фасонирование исходной заготовки в
заготовительных ручьях штампа, свободной
ковкой или на ковочных вальцах.
Рис. 10.2. Схемы штамповки в открытых и закрытых штампах:
1 – облойная канавка
Штамповка в открытых штампах (рис.10.2.а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах
(рис. 10.2.б)
характеризуется тем, что полость штампа
в процесс деформирования остается
закрытой. Зазор между подвижной и
неподвижной частями штампа постоянный
и небольшой, образование в нем облоя не
предусмотрено. Устройство таких штампов
зависит от типа машины, на которой
штампуют. Например, нижняя половина
штампа может иметь полость, а верхняя
– выступ (на прессах), или верхняя –
полость, а нижняя – выступ (на молотах).
Закрытый штамп может иметь две взаимно
перпендикулярные плоскости разъема
(рис. 10.2.в).
10.2.б)
характеризуется тем, что полость штампа
в процесс деформирования остается
закрытой. Зазор между подвижной и
неподвижной частями штампа постоянный
и небольшой, образование в нем облоя не
предусмотрено. Устройство таких штампов
зависит от типа машины, на которой
штампуют. Например, нижняя половина
штампа может иметь полость, а верхняя
– выступ (на прессах), или верхняя –
полость, а нижняя – выступ (на молотах).
Закрытый штамп может иметь две взаимно
перпендикулярные плоскости разъема
(рис. 10.2.в).При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Существенное
преимущество штамповки в закрытых
штампах – уменьшение расхода металла
из-за отсутствия облоя. Поковки имеют
более благоприятную структуру, так как
волокна обтекают контур поковки, а не
перерезаются в месте выхода металла в
облой.
3.6.5. Способы горячей штамповки | Электронная библиотека
Технология машиностроения / Проектирование и производство заготовок / 3.6.5. Способы горячей штамповки
В зависимости от типа штампа выделяют штамповку в открытых штампах, закрытых штампах и штамповках для выдавливания.
Штамповка в открытых штампах (рис. 3.10) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает заусенец (облой), который закрывает выход полости и заставляет металл целиком заполнять всю полость. В конечный момент деформирования в заусенец выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять особо высокие требования к точности заготовок по массе. Заусенец затем обрезается в специальных штампах.
Штамповка в закрытых штампах (рис. 3.11) характеризуется тем, что полость штампа в процессе деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование заусенца в нем не предусмотрено. Устройство таких штампов зависит от типа машины, на которой осуществляется обработка. Например, нижняя половина штампа может иметь полость, а верхняя – выступ, или наоборот. Закрытый штамп может иметь не одну, а две взаимно перпендикулярные плоскости разъема, т.е. состоять из трех частей.
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке – размер поковки по высоте будет больше требуемого.
Следовательно, в этом случае процесс получения исходной заготовки усложняется, поскольку их отрезка должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла, поскольку нет отхода в заусенец. Поковки, получаемые в закрытых штампах, имеют более благоприятную макроструктуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в заусенец. При штамповке в закрытых штампах металл деформируется в условиях всестороннего неравномерного сжатия при бо’льших сжимающих напряжениях, чем в открытых штампах. Это позволяет получать бо’льшие степени деформации и штамповать малопластичные сплавы.
Штамповка в штампах для выдавливания (рис. 3.12) характеризуется выдавливанием металла в зазоре между подвижной и неподвижной частями штампа. Зазор при этом является основной формообразующей полостью, по нему растекается металл при деформации, а сам процесс по схеме нагружения и напряженно-деформированному состоянию материала аналогичен прессованию. Поковки, изготовленные выдавливанием, имеют высокое качество поверхности, плотную микроструктуру, и точность на уровне 12 квалитета. К недостатку процесса следует отнести высокие удельные усилия деформирования, большие энергозатраты на реализацию процесса и низкую стойкость штамповой оснастки.
К недостатку процесса следует отнести высокие удельные усилия деформирования, большие энергозатраты на реализацию процесса и низкую стойкость штамповой оснастки.
Для выдавливания наиболее целесообразны следующие типы поковок: стержень с фланцем, клапаны двигателей, полые детали типа стаканов и т.п.
открытая штамповка | Plant Automation Technology
MOUNTAIN VIEW, Calif., 29 октября 2019 г. /PRNewswire/ — Основные характеристики: DesignWare Die-to-Die PHY IP со сверхнизким энергопотреблением обеспечивает менее 1 пДж/бит для оптимальной энергоэффективности в гипермасштабных центрах обработки данных Компактность Аналоговый внешний интерфейс обеспечивает надежную связь до 50 миллиметров для больших многокристальных модульных конструкций Гибкая архитектура enab Подробнее…
Дублин, 7 октября 2020 г. (GLOBE NEWSWIRE) — The Подробнее…
Дублин, 6 апреля 2021 г. (GLOBE NEWSWIRE) — The Подробнее. ..
..

Руководство по прогрессивной штамповке
Что такое прогрессивная штамповка?
Прогрессивная штамповка, также известная как поэтапная штамповка, представляет собой универсальный процесс, позволяющий эффективно и экономично изготавливать многочисленные детали и изделия. Способность производить металлические компоненты различных форм и размеров приводит к снижению производственных затрат и сокращению сроков выполнения заказов.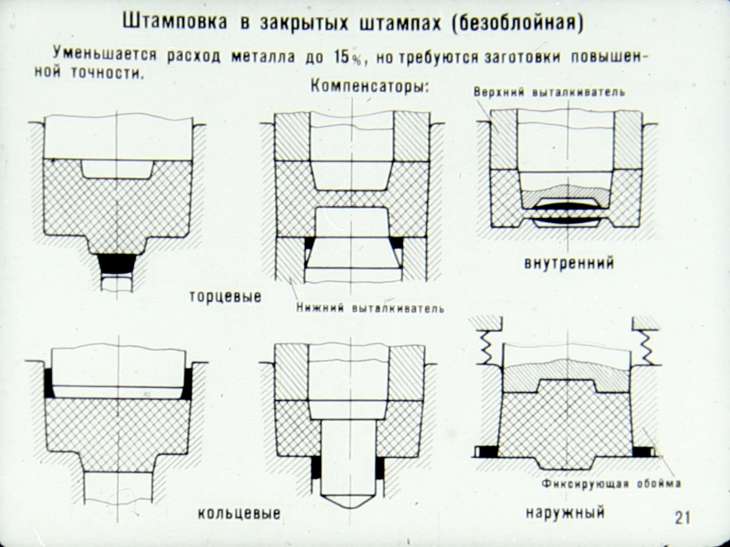
В процессе прогрессивной штамповки полоса заготовки перемещает деталь через ряд отдельных рабочих станций, каждая из которых выполняет свою собственную задачу на заготовке, такую как гибка, штамповка и чеканка. По мере того, как деталь проходит через каждую станцию, она постепенно приобретает желаемый размер и форму. После завершения деталь вырезается из полосы, чтобы показать конечный продукт.
Преимущества использования прогрессивной штамповки
Прогрессивная штамповка предлагает множество преимуществ по сравнению с другими традиционными методами производства. К преимуществам прогрессивных штампов относятся:
- Повышение скорости производства. Поскольку детали подаются непрерывно, прогрессивный процесс штамповки позволяет быстро производить больше деталей. Это особенно выгодно для предприятий, стремящихся производить в больших объемах.
- Меньше отходов. Использование листового металла для изготовления компонентов приводит к меньшему образованию отходов без добавления дополнительного металла к изделию.
 Оптимизированная конструкция штампов также обеспечивает значительно меньше отходов.
Оптимизированная конструкция штампов также обеспечивает значительно меньше отходов. - Широкая свобода дизайна. Прогрессивная штамповка обеспечивает большую свободу дизайна. Этот процесс может включать множество геометрий, от простых до сложных.
- Большие производственные мощности. Прогрессивная штамповка позволяет увеличить производительность при более длинных тиражах, изготавливая больше деталей за более короткий период времени.
- Более высокие показатели повторяемости. Прогрессивное штамповочное оборудование использует прочный качественный инструмент. Это означает, что возможны крупносерийные производственные циклы без ухудшения характеристик штампов. В результате получаются высококачественные воспроизводимые конечные продукты.
- Более низкая стоимость за деталь. Общие производственные затраты ниже при использовании прогрессивной штамповки из-за меньшего образования отходов, более быстрой настройки, более высокой повторяемости и более высоких скоростей производства. Автоматизированный процесс снижает риск травм на рабочем месте и значительно снижает трудозатраты, поскольку для производства компонентов требуется меньше сотрудников.
- Производство с жесткими допусками. Уникальный процесс позволяет производить значительные объемы деталей с сохранением оптимальной точности и прецизионности.
 Оптимизированная конструкция штампов также обеспечивает значительно меньше отходов.
Оптимизированная конструкция штампов также обеспечивает значительно меньше отходов. Автоматизированный процесс снижает риск травм на рабочем месте и значительно снижает трудозатраты, поскольку для производства компонентов требуется меньше сотрудников.
Автоматизированный процесс снижает риск травм на рабочем месте и значительно снижает трудозатраты, поскольку для производства компонентов требуется меньше сотрудников.Процесс прогрессивной штамповки
Процесс прогрессивной штамповки — это процесс резки и формовки, в котором используется штамп, состоящий из нескольких станций штамповки, которые выполняют одновременные операции над деталью, когда она проходит через спиральную полосу. В частности, процесс состоит из следующих шагов:
- Создание инструментов инструментальными мастерами. Квалифицированные производители инструментов должны создать набор инструментов или штампов, исходя из потребностей конкретного применения. Поскольку этот набор штампов содержит все инструменты, необходимые для производства, инструменты не нужно менять между операциями.
- Поместите кубик. После создания штамп необходимо поместить в штамповочный пресс. Матрица открывается, когда штамповочный пресс движется вверх, и закрывается, когда штамповочный пресс движется вниз.
- Загрузите заготовку. Далее заготовку необходимо поместить в матрицу. Заготовка проходит через матрицу, когда она открыта, и постепенно подается в матрицу с каждым ходом пресса.
- Выполнение операций. Матрица может изменять заготовку различными способами, такими как тиснение, чеканка, сгибание, резка и многое другое. Как только матрица закрывается, она выполняет свою операцию на заготовке.
- Выброс детали. После того, как заготовка проходит через каждую рабочую станцию и принимает окончательную форму и размер, готовые детали выбрасываются из штампа. Затем их можно вырезать из несущей полосы.

Процесс прогрессивной штамповки зависит от различного оборудования для выполнения опций. Это оборудование обычно включает:
Это оборудование обычно включает:
- Штамповочные прессы, такие как прямолинейные прогрессивные прессы
- Прогрессивная оснастка (комплект штампов)
- Линия подачи рулона
Прогрессивная штамповка предлагает широкий спектр преимуществ, включая большие тиражи, экономичность, быстрое производство, короткое время наладки, снижение трудозатрат, минимальное количество брака и многое другое. Способность этого процесса эффективно производить детали в больших объемах делает его популярным выбором для нескольких отраслей и приложений, в том числе:
Электроника
Еда и напитки
Медицина
Бытовая техника
Автомобильная промышленность
Прогрессивная штамповка по сравнению с другими методами штамповки
Прогрессивная штамповка часто предпочтительнее других методов штамповки из-за множества преимуществ, которые она обеспечивает с точки зрения времени выполнения заказа, времени производства и общей стоимости.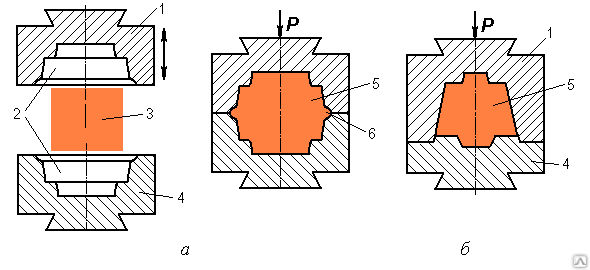
Штамповка составным металлом
В процессе штамповки составного металла металлическая полоса подается через составную матрицу, которая выполняет все операции штамповки за один ход. Этот процесс наиболее подходит для проектов, требующих средне- и крупносерийного производства плоских деталей. В то время как прогрессивная штамповка обеспечивает быстрое производство независимо от сложности детали, штамповка составными штампами может быть медленнее для более крупных деталей с более сложными элементами дизайна.
Штамповка с переносом формы
Одно из основных различий между штамповкой с переносом и последовательной штамповкой заключается в том, что заготовка отделяется от металлической полосы на первом этапе. Затем заготовка перемещается между несколькими рабочими станциями для завершения детали. Этот процесс идеален при работе со сложными конструкциями и более крупными деталями, которые не могут легко перемещаться через станции штамповки.
Традиционная штамповка металла
Традиционная штамповка металла часто использует сценический инструмент для операций штамповки. В то время как сценическое оборудование предлагает более низкие затраты на установку, оно приводит к самой высокой цене за штуку. С прогрессивной штамповочной оснасткой у вас выше первоначальные затраты, но ниже затраты на единицу продукции. С точки зрения скорости и объема производства, сценическая оснастка медленнее и лучше подходит для небольших производственных циклов с небольшим объемом, тогда как прогрессивная штамповка является быстрой и подходит для больших производственных циклов.
Услуги прогрессивной штамповки в Aranda Tooling
Являясь ведущим поставщиком прогрессивной штамповки, Aranda Tooling предлагает экономичные решения для широкого спектра применений. Наше современное оборудование и обширный отраслевой опыт позволяют нам производить высококачественные компоненты, которые точно соответствуют проектным решениям.