Швеллер согнуть по радиусу: Как согнуть швеллер по радиусу
alexxlab | 17.09.1989 | 0 | Разное
Как согнуть швеллер по радиусу
Изготовление гнутого швеллера
Опубликовано 20 Июл 2013 Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.
1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.

Защита от овализации
Основные способы холодной гибки оцинкованной трубы предусматривают меры, позволяющие загнуть заготовку, максимально сохранив форму её поперечного сечения. Обычно для этого используется одни из двух способов:
- Использование мер, позволяющих сохранить форму сечения изнутри (применение внутреннего ограничителя).
- Использование наружного ограничителя для предотвращения расширения боковых стенок.
Жёсткие материалы в качестве наполнителя лучше сохраняют форму, поэтому они чаще используются. Но благодаря применению упругих наполнителей происходит меньшее растяжение наружной поверхности изгиба.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.

Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Обзор видов
Тем, кто занимается монтажом различных сооружений из металла, необходимо использовать профилегиб. Сейчас стало модным устанавливать у себя на участке красивые теплицы из металлопрофиля. Они надежны. Поэтому для теплиц, навесов (арочных), а именно для их изготовления вполне подойдет ручной профилегиб. Он небольшой, его можно установить в любом помещении, предназначенном для различных строительных работ.
Для гибки профилей с растяжением можно использовать такой станок, который работает по принципу станка ПГР-6. Данное изделие имеет растяжной механизм, предназначенный для гибки алюминиевых сплавов по контурам, которые не замкнуты. В профилегибе главную роль играет количество валков. Самая простая конструкция состоит из 2 валков. Такие модели используют для очень легких работ.
Такие модели используют для очень легких работ.
От количества валков и многофункциональности зависит то, к какому виду может принадлежать тот или иной станок. Одни прокатные изделия могут вращать валки только в одну сторону, а другие сразу в обе стороны. Поэтому в первом случае станки называются не реверсивными, а во втором – реверсивными.
Рассмотрим, к примеру, трехвалковый профилегибочный станок с гидравлическим перемещением верхнего валка. В нем профиль закрепляется между валками. Все они имеют гидравлические движки и насадки (подходят под любое сечение). Необходимый радиус здесь обеспечивается при помощи гидравлического привода. Поэтому данные изделия пользуются хорошим спросом там, где нужен станок для производства простых изделий.
При помощи профилегибов разной направленности можно выполнить различные конфигурации из металла, отличающегося по радиусу. Они способны производить детали различной кривизны как с несимметричными, так и с симметричными контурами. Если говорить более подробно, то профилегибы имеют следующие виды.
Если говорить более подробно, то профилегибы имеют следующие виды.
- Пневматические профилегибы работают при помощи пневматики.
- Есть гидравлические профилегибы.
- Есть также ручные, механические и электромеханические профилегибы.
По способу размещения
Профилегибы размещаются на разных ровных поверхностях. Слишком большие экземпляры устанавливаются на полу в просторном помещении. Из-за огромного веса их можно использовать только в цехах. Такие модели имеют электропривод и работают от сети. Другие экземпляры обязательно закрепляются при помощи специальных устройств, чтобы исключить их непроизвольное перемещение. Данная категория станков предназначена для работ как в промышленных масштабах, так и для индивидуального пользования. Промышленные машины используются для сгибания там, где проходят масштабные работы. Итак, есть передвижные станки, а есть стационарные. Каждый из них имеет либо ручную, либо автоматическую подачу материала.
В большинстве случаев специалистами используются ручные профилегибочные станки. Некоторые изготавливают их своими руками. Данный вариант довольно доступен. Но здесь имеются и минусы. Например, неудобно выполнять сразу несколько изгибов на одном профиле. Также трудно с такими изделиями работать из-за большой нагрузки на человека. Кроме того, увеличивается время выгибания, невозможно проконтролировать радиус изгиба.
Некоторые изготавливают их своими руками. Данный вариант довольно доступен. Но здесь имеются и минусы. Например, неудобно выполнять сразу несколько изгибов на одном профиле. Также трудно с такими изделиями работать из-за большой нагрузки на человека. Кроме того, увеличивается время выгибания, невозможно проконтролировать радиус изгиба.
По типу привода
Профилегибы классифицируются таким образом.
Электрический профилегиб, если его сравнить с ручным, может работать на довольно высокой скорости. Также он отличается точностью выполнения работ. При помощи такого устройства можно согнуть очень прочные металлоизделия. Может обработать любые виды профилей, даже таких, как двутавры и круглые изделия.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой.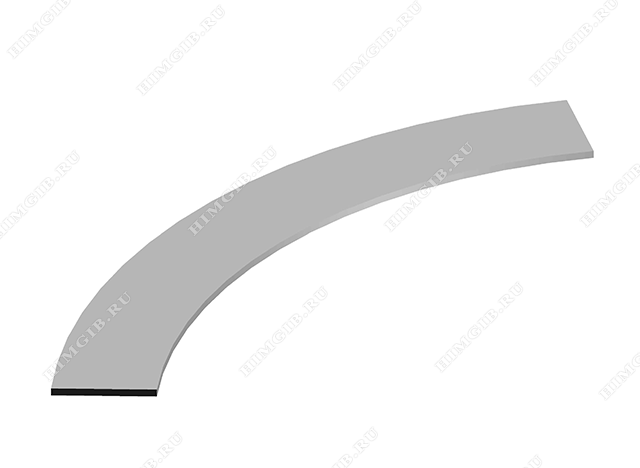 Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Труба профильная – что это такое
Разновидность металлического проката – профильная труба прямоугольного или квадратного сечения находится в топе продаж стальных конструкций.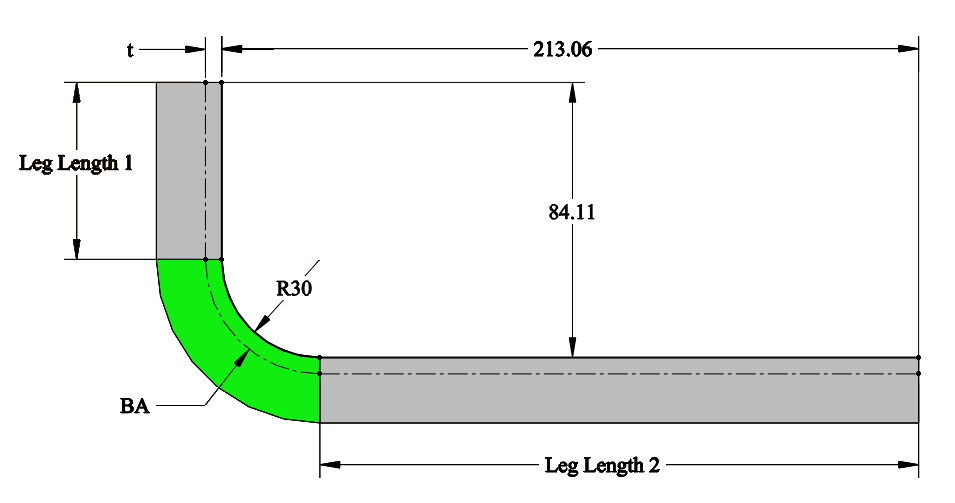 Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
Внешний вид профтрубы отличаются от своих «соседей по цеху» круглых металлических трубных изделий прямоугольной или квадратной формой поперечного сечения.
По конструктивному строению профилированный трубопрокат представляет собой линейные полые изделия с толщиной стенок от 1 до 8 мм с различными линейными размерами поперечного сечения и удельным весом. За счет специфической прямоугольной формы в сечении появляются четыре ребра жесткости, обеспечивающие дополнительную прочность. Этим фактом объясняется увеличенная способность эксплуатации под действием внушительных статических нагрузок и поперечных усилий. Полости квадратных труб не предназначены для заполнения и транспортировки жидкостями и газообразных веществ.
Из профильных труб изготавливают несущие элементы, опорные балки, а также каркасы для перегородок.
Основные характеристики
Профильные трубы изготавливаются сваркой листового металла или путем проката на специальных валках. Главными документами, регламентирующими производство и реализацию, являются нормы ГОСТ. Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
Чтобы не ошибиться и правильно выбрать трубный прокат, рекомендуется ознакомиться с главными его техническими характеристиками:
- Тип поперечного сечения. Среди основных типов профилей самыми востребованными являются геометрическая форма в виде квадрата, прямоугольника или овала. Параметры типов профилей являются главными классификаторами общего сортамента трубных изделий.
- Линейные размеры сечения. Для прямоугольных изделий важны геометрические показатели поперечного сечения — ширина и высота, а также длины профильного проката.
- Величина толщины стенок. Показатель влияет на область применения трубопроката, степень его надежности, массу изделия, а также качество конструкции в целом.
- Удельный вес или масса. Значение этого параметра принимается во многих инженерных расчетах при определении допустимой нагрузки несущих конструкций.
Информационная таблица сортамента профильных труб квадратного сечения
| Размеры поперечного сечения, мм | Толщина стенок, мм | Удельный вес, кг/м |
| 15 х 15 | 1,0 | 0,479 |
| 15 х 15 | 1,5 | 0,707 |
| 15 х 15 | 2,0 | 0,926 |
| 20 х 20 | 1,0 | 0,620 |
| 20 х20 | 1,5 | 0,930 |
| 20 х20 | 2,0 | 1,225 |
| 25 х 25 | 1,0 | 0,793 |
| 25 х 25 | 1,5 | 1,225 |
| 25 х 25 | 2,0 | 1,554 |
| 30 х 30 | 1,0 | 0,942 |
| 30 х 30 | 1,5 | 1,401 |
| 30 х 30 | 2,0 | 2,296 |
| 40 х 40 | 1,0 | 1,24 |
| 40 х 40 | 1,5 | 1,849 |
| 40 х 40 | 2,0 | 2,447 |
| 50 х 50 | 1,0 | 2,34 |
| 50 х 50 | 1,5 | 3,10 |
| 50 х 50 | 2,0 | 3,66 |
| 60 х 60 | 1,0 | 2,8 |
| 60 х 60 | 1,5 | 3,72 |
| 60 х 60 | 2,0 | 4,63 |
- Табличные данные применяют для определения важного показателя удельного веса 1 метра погонного трубу.

Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой. Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Пружина для изгибания
О таком методе знают все мастера. Его суть заключается в следующем: специальную пружину квадратного сечения из стальной проволоки размещают внутри трубы в том месте, в котором необходимо получить изгиб. Пружина будет служить в качестве дорна, ее сечение должно быть меньше на 1-2 миллиметра меньше внутреннего сечения. Используя паяльную лампу, место дальнейшего сгиба накаляют, прикладывают к болванке с подходящим радиусом изгиба и, применяя силу, не резко надавливают до получения нужной кривизны. Этот способ довольно прост, но, пользуясь им при проведении работ, рекомендовано тщательно соблюдать технику безопасности: работать в специальных рукавицах и использовать клещи.
Пружина будет служить в качестве дорна, ее сечение должно быть меньше на 1-2 миллиметра меньше внутреннего сечения. Используя паяльную лампу, место дальнейшего сгиба накаляют, прикладывают к болванке с подходящим радиусом изгиба и, применяя силу, не резко надавливают до получения нужной кривизны. Этот способ довольно прост, но, пользуясь им при проведении работ, рекомендовано тщательно соблюдать технику безопасности: работать в специальных рукавицах и использовать клещи.
Как согнуть швеллер по радиусу
Изготовление гнутого швеллера
Опубликовано 20 Июл 2013 Рубрика: Механика | 2 комментария
Изготовление гнутого швеллера двойной последовательной «V» — образной гибкой на листогибах (листогибочных прессах) из прямоугольных листовых заготовок – это одна из наиболее широко распространенных технологий единичного и мелкосерийного производства.
. гнутого профиля в машиностроении и строительстве.
В этой небольшой статье мы рассмотрим вкратце технологический процесс изготовления гнутого швеллера и выполним расчет в Excel некоторых важных, на мой взгляд, технологических размеров.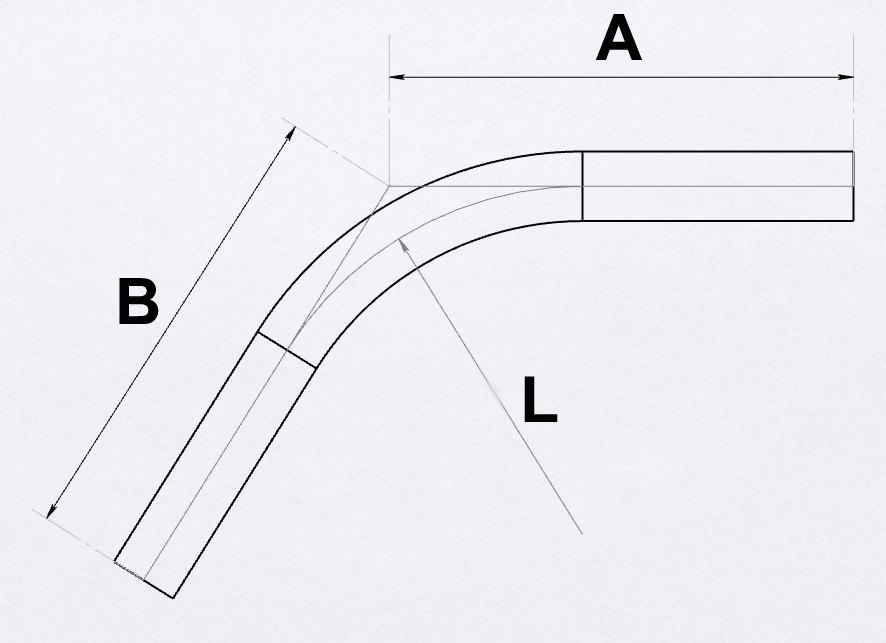
Пошаговая инструкция по установке
Начинается установка с определения места для раковины. При этом имеет смысл саму чашу взять в руки и физически приложить к стене в планируемом месте. Необходимо учитывать не только эргономичность, но и доступность подключения к водопроводу и канализации. Также стоит учесть, что высота умывальника-тюльпана может быть увеличена путём установки его на дополнительный пьедестал, а вот опустить чашу ниже длины ножки не получится.
Порядок действий по установке раковины следующий:
- C помощью построителя или строительного уровня на стене отчерчивается горизонтальная линия, соответствующая требуемой высоте раковины.
- Чаша прикладывается по месту монтажа, после через крепёжные проушины маркером размечаются точки установки кронштейнов в стене. Если конструкция умывальника не позволяет это проделать, то месторасположение кронштейнов вычисляется с учётом отступов от краёв чаши. В таких случаях схема крепления дополнительно приводится в документации.

- В стене высверливаются отверстия, в них забиваются пластиковые пробки.
- Вворачиваются кронштейны. При этом следует учитывать толщину стенок раковины.
- На кронштейны навешивается умывальник.
- Ориентируюсь на центр чаши, устанавливается пьедестал (нога).
- На раковину ставится сифон и подключается к канализации. В некоторых моделях тюльпанов этот шаг должен предшествовать установке пьедестала.
- Монтируется смеситель и подключается к линии водопровода. Резьбовые соединения желательно уплотнять фумлентой или льном со специальной пастой.
Завершив установку, имеет смысл пройти силиконовым герметиком линии стыка раковины со стеной. Это предотвратит отсыревание стены под умывальником из-за стекающих брызг воды.
Самый дешёвый и простой вариант установки раковины-тюльпана — это выполнение всех работ собственными руками. Процесс займёт минимум времени и не потребует особых навыков.
Технология изготовления гнутого швеллера показана на четырех рисунках, представленных ниже.

1.
Установим заготовку, прижав ее к рабочей поверхности упора №1.
2.
Нажмем на педаль листогиба – выполним первый сгиб.
3.
Переустановим заготовку-полуфабрикат, прижав ее к рабочей поверхности упора №2.
4.
Нажмем на педаль листогиба – выполним второй сгиб – швеллер готов!
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.

Как усилить швеллер
Чтобы швеллер противостоял прогибам, изгибам и скручиванию — его усиливают. Способ выбирают исходя из условий эксплуатации.
Усиление на изгиб и прогиб
Чтобы усилить балку на изгиб/прогиб используют три способа: устанавливают подпоры, увеличивают поперечное сечение или перераспределяют нагрузку по всей конструкции.
Установка подборы — один из самых простых способов. Нагрузка на балку снижается без существенных изменений металлоконструкции.
Опоры и балки соединяют исходя из типа нагрузки на них. При динамических воздействиях можно использовать только соединения клепками и болтами. Если же поперечная сила воздействует постоянно, то используются любые виды соединений деталей, которые обеспечивают высокую надежность и прочность.
Еще усилить швеллер на прогиб/изгиб можно, увеличив поперечное сечение. Для этого нужно приварить стальные накладки или уголки в продольном направлении. Если приварить дополнительный швеллер, то конструкция станет симметричной.
Третий способ заключается в следующем: основная нагрузка смещается с проблемной точки и равномерно распределяется по новой форме балки.
Если ни один из выше представленных методов реализовать нельзя, то вносят конструктивные изменения в каркас или его элементы. Для этого переделывают расчет всего объекта.
Усиление на скручивание
Чтобы нивелировать кручение швеллера, используют сварку или бетонирование. При сварке к основной балке приваривают дополнительную, располагая в параллельном направлении. В итоге получается двутавр или «коробка». При выполнении сварочных работ следует учитывать то, что нагретый во время сварки металл способен ослабить конструкции. Следственно разумнее использовать особые способы сварки с двух сторон.
Бетонирование улучшает жесткость, но в то же время повышает продольную нагрузку на швеллер. Но в некоторых случаях это единственно верный способ усилить балку на кручение.
Сгибание уголка по радиусу
Гибка металлического уголка по радиусу достаточно сложная технологическая операция, так как любое сгибание — это одновременное сжимание внутреннего и растягивание внешнего слоя металла, а, в случае с профилем в виде уголка, такие процессы никак не могут протекать равномерно, что будет сопровождаться попыткой продольного смещения одного из этих слоев.
Непосредственно для металлического уголка применяют два основных способа сгибания в плоскости профиля — это когда одна из полок лежит в вертикальной плоскости, а другая в горизонтальной и ее сгибание будет:
- вовнутрь радиуса кривизны деформации, при этом она будет сильно сжиматься ,
- наружу радиуса кривизны деформации, соответственно, она будет растягиваться .
Холодное сгибание металлического уголка методом вальцовки на специальном профилегибочном оборудовании позволяет согнуть как стальной уголок, так и профиль из алюминия, получая при этом изделия практически любого радиуса с идеальной формой.
Как согнуть уголок по радиусу своими руками можно посмотреть на этом видео.
Стоит иметь в виду, что как для горячего, так и холодного способа сгибания существуют предельные величины радиусов, которые напрямую зависят от размера полок уголка и его толщины. Так, можно упрощенно рассчитать радиус, на который допустимо загибать уголок, согласно следующим значениям:
- допустимый радиус для равнополочного уголка должен составлять минимальные 45 размеров ширины полки;
- для неравнобокового профиля допустимый радиус не может быть меньше 45 размеров ширины полки для большей полки и 50 — для меньшей.
Но лучше и проще руководствоваться значениями, которые приведены в таблицах.
Таблицы минимально допустимых радиусов сгибания стальных уголков в зависимости от типа, размеров и отношения величин полок
Как режут швеллер
Здесь мы не будем рассказывать, как швеллер разрезать на высокоточных станках. Рассмотрим полевой вариант, когда материалы режут в размер непосредственно на объекте. А там используют болгарку. Поэтому начнем с техники безопасности. Никогда нельзя надеяться на авось. Очень много примеров, когда диски во время работы разрушались и разлетались повсюду, нанося вред людям и имуществу. Такие инциденты длятся доли секунды, поэтому увернуться от летящих частей диска практически невозможно. А если не обезопасить себя, то такое воздействие может нанести непоправимый вред здоровью.
Основные правила работы с болгаркой:
- Перед работой убедитесь, что диск целый, не наклонен и расположен ровно. Следите за этим и во время работы.

- При нарезке положите балку на какой-то предмет, чтобы она была приподнята. За счет этого отрезанная часть будет опускаться под собственным весом.
- Во время работы делайте небольшие перерывы, чтобы диск успевал остывать.
- Во время работ находитесь немного сбоку, а не в плоскости реза.
- Диск на болгарке должен быть крепко затянут. Он легче раскрутится после работы, если под него подложить шайбу из картона.
- Ни при каких обстоятельствах не работайте, если кожух с УШМ снят. Без него работать крайне опасно.
- Работать нужно в защитной одежде. Кроме защитного костюма и закрытой обуви обязательно используют очки и перчатки.
- При работе болгаркой следите за тем, чтобы диск вращался от себя. Если по каким-то причинам болгарку вырвет из рук, то она упадет в стороне от вас.
Как согнуть уголок в кольцо своими руками
Для этого лучше всего воспользоваться горячим способом обработки металла. А вот добиться заданного радиуса можно только с помощью заранее приготовленного шаблона. Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Предварительно нагреваем металл и начинаем равномерно огибать шаблон, при этом горизонтальную полку необходимо править во время всего процесса сгибания с помощью кувалды или молота, в противном случае полки не сохранят изначальный угол в 90 градусов между собой.
Нагревать металл необходимо до половины значения температуры его плавления, так, к примеру, алюминиевый уголок придется нагреть как минимум до 250⁰ С, а стальной профиль — до 600⁰ С. Для этого вам понадобится горелка на природном газе или бензиновая паяльная лампа, а лучше всего воспользоваться сварочным ацетиленовым резаком, если уголок большого размера.
С помощью болгарки и сварочного аппарата тоже можно согнуть стальной уголок в кольцо, но для этого необходимо произвести достаточно точные расчеты, разметить и расчертить удаляемые сектора, согнуть и заварить швы. К сожалению, как бы вы ни старались, в этом случае получиться круг в виде округлого многогранника.
Разновидности гибки. Используем трубогиб
Вариантов немного – либо согнуть профильную трубу без трубогиба, либо применить станок собственного или заводского производства.
Общий вид ручного трубогиба приведён на рисунке. Напомним, что выпускаются также соответствующие устройства с электрическим, гидравлическим приводом, и даже с числовым программным управлением.
Компактный станок, предназначенный для гибки полых прокатных профилейИсточник prom.st
Как правильно согнуть профильную трубу на трубогибе, всегда указывается в инструкции производителя. Фокус в другом: подобная техника окупает себя только при очень частом применении. Поэтому, обратимся к более реальным задачам.
Под 90 градусов
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.
Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Сегодня многие домашние мастера используют алюминий практически для всего. Его характеристики позволяю без проблем применять его и для мебели, и для создания гаражных приспособлений и т.д.
Цветпрокат уголок алюминиевый предлагает приобрести на наиболее выгодных условиях. В данной публикации будут описаны различные методики, которые дадут возможность согнуть алюминий, при этом не повредив его. Если начать сгибать алюминиевую деталь механическим способом, на металле могут возникнуть трещины и деталь попросту сломается в месте гибки.
Как провести радиусную гибку листового металла?
Одной из распространённых технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Радиусная гибка металла ( Instagram / gibkospb)
Основные принципы гибки металла
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов.
 Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину. - Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.

- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.
Радиусная гибка листового металла на листогибочном прессе AM AMB-15031 Как провести радиусную гибку листового металла? Ссылка на основную публикацию
Использование самодельного прокатного станка
Самодельный станок можно изготовить из всего, что имеется под рукой:
Всё, конечно, зависит от габаритов самого алюминиевого профиля, а также от необходимого радиуса гибки. Подобные самодельные станки позволяют добиться весьма положительных результатов в принципе не осуществляя разогрев детали.
Успех достигается за счёт постепенного, медленного изгиба по большой площади. В результате локальные напряжения в металле не возникают. Можно быть уверенным в том, что трещины не появятся.
Можно быть уверенным в том, что трещины не появятся.
Однако существует и более простой способ. Всё, что для него потребуется — это газовая горелка и большие тесы. Изначально следует отметить, что получится ожидаемый результат не с первого раза. Чтобы понять методику, рекомендуется потренироваться на обрезке профиля.
Какой принцип работы швеллера на изгиб?
Во время эксплуатации на швеллер воздействует давление внешнего веса по направлению на изгиб. Поэтому конструкторы просчитывают предстоящие нагрузки заранее. От чего специалисты отталкиваются?
Первое, что вычисляют конструкторы, так это максимальное значение момента в профиле швеллера (М). Используют они для этого сложную формулу. В учет берутся распределительная нагрузка и длина швеллера.
Вторым шагом специалисты ищут значение момента сопротивления сечения швеллера. Для этого тоже есть своя формула. В нее подставляется полученное ранее значение М и данные сопротивления материала по пределу текучести. Для последней величины данные берут с технических таблиц, значения отличаются для разных марок стали.
Полученные результаты из второй формулы специалисты сравнивают с ГОСТ 8278 в категории «момент сопротивления». На основании этого для каждого проекта они подбирают катаный или гнутый швеллер, который подходит под все критерии.
Гибка профиля газовой горелкой
При помощи газовой горелки необходимо разогреть алюминиевый профиль именно в месте гибки и рядом с ним. Основной жар пламени должен концентрироваться на месте сгибания.
После того, как необходимая температура достигнута и профиль стал заметно пластичнее, к мету гибки прикладывается стальная металлическая труба подходящего диаметра. Строго говоря, её внешний диметр и будет равняться диаметру гибки алюминиевого профиля.
Работать необходимо в толстых перчатках, так как металл сильно раскаляется. Прислонив трубу к профилю, начинаем аккуратно изгибать его. Прикладываем отрывистые мягкие движения (не постоянно нужно тянут профиль на гибку).
Следим за местом изгибания. Если видим изменение цвета, продолжаем подогревать газовой горелкой.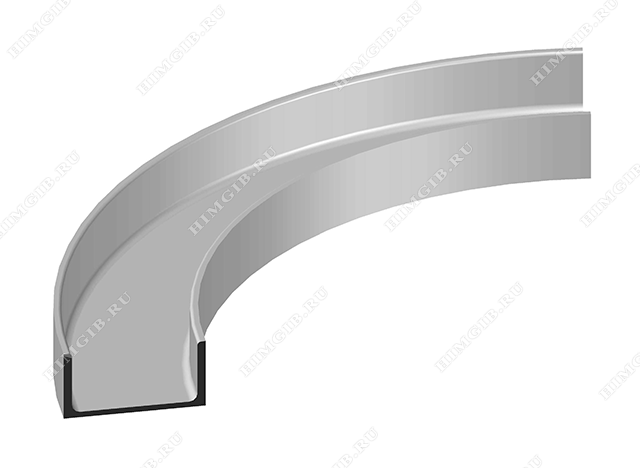 Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
Конечный результат будет достигнут значительно быстрее, чем при использовании самодельных прокатных станков.
В видео демонстрируется, как можно согнуть алюминиевый профиль в домашних условиях:
Высадка металла.
Гибка листового металла, называемая высадкой, применяется в случаях, когда один лист должен перекрыть кромку другого листа (рис.1).
Гибка швеллера в домашних условиях
Строительных дел мастера наверняка задавались вопросом, как согнуть данный профиль. В гаражных условиях возможен лишь местный загиб, поскольку для громоздкого станка вряд ли найдется место. Для работы понадобятся сварочный аппарат, а также болгарка с обоими видами дисков.
Последовательность работы такова:
- на полках швеллера наносятся разметочные линии в соответствии с требуемым углом наклона (изгиба) профиля;
- с обеих сторон болгаркой вырезается треугольный кусок металла; важно, чтобы резка выполнялась точно, симметрично, иначе заготовку не получится согнуть;
- профиль загибается под выбранным углом в месте выреза;
- для возвращения прочности стык заваривается;
- сварной шов обрабатывается шлифовальным диском.

Этот метод — единственно верный, который позволит гнуть металлический швеллер без использования дорогого оборудования.
Рекомендации
В процессе выполнения сгибания трубы своими силами (без использования трубогиба) могут быть полезны определенные приспособления.
- Шаблон с необходимым радиусом загиба и присоединенный к нему рычаг для приложения сгибательного усилия.
- Основание, в котором проделаны отверстия и установлены упоры из металла нужного вам диаметра. Такое горизонтальное приспособление применяется для сгибания трубы из мягкого металла. Высокой точности изгиба в данном случае добиться нереально, кроме того, для изгибания понадобится приложить определенные усилия.
- Роликовый механизм. Если закрепить в тисках конец трубы, а в области предполагаемого сгиба разместить ролик, то при условии приложения физической силы можно выполнить изгиб материала радиусом, равным радиусу ролика.
Перед выполнением сгибания заготовки из трубы рекомендуется сделать пробные попытки на небольшом куске материала. Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Вручную можно работать с тонкостенными заготовками небольшого диаметра или сплавами мягкого цветного металла, а для сгибания заготовок с толстыми стенками или большими размерами диаметра используют трубогиб.
Как загнуть трубу без трубогиба, смотрите далее.
Как согнуть профильную трубу своими руками
17.03.2021 829 Строительство
Можно ли согнуть вручную профильную трубу без применения специальных инструментов? Попробуем разобраться, как это возможно сделать.
Такие трубы необходимы для создания каркасов строительных объектов. Благодаря им можно легко и быстро возвести беседку, теплицу и т. д. Однако сложности могут возникнуть именно в момент гибки трубы. Ее согнуть возможно только при помощи дорогого оборудования, которое есть у специалистов, но для домашней работы оно неуместно.
Итак, как же согнуть трубу без инструментов собственными руками?
Что представляет собой профиль
Так называют трубу, у которой сечение не круглое, а других форм. Они могут быть:
Они могут быть:
- овальными;
- квадратными;
- шестиугольными.
Изделие отличается большой прочностью благодаря имеющимся ребрам жесткости. Благодаря этим качествам их и используют в металлокаркасах. Они могут применяться для создания лестниц, перил, а также арок, заменять железные брусья в каркасах. Изделия могут иметь различия в толщине и высоте.
Умение согнуть подобную трубу в условиях дома пригодится всем, кто хочет самостоятельно привести в порядок участок за городом.
Возникающие сложности
Что такое гибка трубы? Это процесс, в котором ей придают изогнутую плавную конфигурацию. Сделать это возможно под давлением, потому что металл – повышенной прочности. Чтобы применить меньше усилий и силы давления, стоит нагреть изгибаемый фрагмент.
Операция только со стороны кажется простой, однако придать элементу необходимый изгиб не так-то легко. Нередко возникают сложности.
- Внутренняя часть трубы в месте гибки покрывается складками. Если операция проведена правильно, то металл там должен аккуратно и равномерно сократиться.
- Наружная стенка изделия может разорваться, при правильной же гибке она просто растягивается. Под сильным воздействием она способна лопнуть.
- При гибке труба может потерять соосность, то есть ее детали будут находиться не в одной плоскости.
Все подобные сложности возникают в результате ошибок и использования неверного способа гибки. А чтобы верно подобрать способ, важно учитывать пластические свойства изделия, которые зависят от таких параметров, как:
- форма сечения;
- толщина стенок;
- размеры.
Используя эти данные, возможно узнать наименьший допустимый радиус закругления и не выходить за рамки дозволенного.
Способы гибки
Есть два основных:
- горячий подразумевает нагрев, который повышает пластичность изделия, облегчая весь процесс;
- холодный не использует температурное воздействие.

Никаких нормативов для обоих методов нет, они имеются лишь для круглых профилей. По правилам, горячая гибка нужна для изделий, имеющих диаметр от 100 мм.
Для разовой работы лучше просто арендовать требуемое оборудование, достаточно будет обычного гидравлического трубогиба, имеющего ручной привод.
Трубы, которые имеют высоту профиля до 10 мм, лучше сгибать холодным методом, а те, у которых от 40 мм, лучше гнуть горячим.
Каждый исполнитель сам должен для себя решить, как ему изгибать трубу, которая имеет высоту профиля до 40 мм. Чтобы не совершить ошибки, сначала стоит потренироваться на ненужном изделии. Один край необходимо зажать в тисках, а на противоположный – надеть более широкую трубу. С помощью давления попытаться согнуть. Если получилось – отлично, если нет, нужно сгибать горячим методом.
Горячая гибка
Сначала изгибаемый фрагмент детали нагревают. Лучше делать это единожды, потому что любой разогрев негативно влияет на свойства металла. Если он остыл до светло-вишневого оттенка, то может произойти разрыв. Этот метод подойдет для единоразового сгиба. Если же вы собираетесь создавать арку, то делать это нужно очень осторожно, так как придется многократно нагревать.
Если он остыл до светло-вишневого оттенка, то может произойти разрыв. Этот метод подойдет для единоразового сгиба. Если же вы собираетесь создавать арку, то делать это нужно очень осторожно, так как придется многократно нагревать.
Чтобы изгиб произошел правильно, используйте наполнитель, тогда деталь не будет мяться. Сюда лучше всего подойдет песок, лучше брать строительный средней зернистости. Если такого под рукой нет, то спасет детская песочница, взятый оттуда материал следует предварительно очистить от примесей. Для этого его достаточно просеять через сито. Это важный момент, так как если в песке окажется камень, то он может создать ненужный рельеф при гибке. Так мелкие частички тоже нежелательны (при нагреве они могут спекаться), по этой причине песок повторно просеивается с помощью мелкого сита. Далее его необходимо прокалить.
Теперь надо прожечь трубу в месте будущего изгиба. Далее можно начать изготавливать заглушки – они нужны, чтобы предотвратить высыпание песка с концов трубы. Их нужно сделать из дерева, другие материалы недопустимы! Заглушки должны иметь форму удлиненной пирамиды. Основание ее должно быть намного шире диаметра трубы. На изделиях нужно высечь пазы, через которые будет выходить возникший в результате нагрева газ. Далее устанавливаем одну из них в отверстие, засыпаем песком, простукиваем для его равномерного распределения и плотности (это важно сделать, чтобы получилась качественная гибка) и вставляем вторую заглушку.
Их нужно сделать из дерева, другие материалы недопустимы! Заглушки должны иметь форму удлиненной пирамиды. Основание ее должно быть намного шире диаметра трубы. На изделиях нужно высечь пазы, через которые будет выходить возникший в результате нагрева газ. Далее устанавливаем одну из них в отверстие, засыпаем песком, простукиваем для его равномерного распределения и плотности (это важно сделать, чтобы получилась качественная гибка) и вставляем вторую заглушку.
Границы для сгиба очерчиваются мелом. Они должны в 6 раз превышать по длине основу заготовки. Изделие закрепляют в тисках. Если есть шов, то он должен находиться снаружи изгиба. В противном случае есть риск, что труба лопнет в этом месте.
Далее равномерно разогреваем трубу горелкой или паяльной лампой, пока не получится красно-вишневый оттенок. Далее на конец надевают трубу большего размера, она должна доходить почти до изгиба. Теперь можно приступить к сгибанию и приданию изделию нужной формы. Делается это единым движением. Полученный результат следует проверить по шаблону. Дальше нужно дать трубе остыть в таком состоянии и снова сверить с шаблоном. Если все в порядке, заглушки можно выбить, нередко это бывает нелегко, в таком случае их выжигают.
Полученный результат следует проверить по шаблону. Дальше нужно дать трубе остыть в таком состоянии и снова сверить с шаблоном. Если все в порядке, заглушки можно выбить, нередко это бывает нелегко, в таком случае их выжигают.
Холодная гибка
Можно сгибать профили, не прогревая их. Лучше использовать специальные инструменты и профилегибочные станки. Но возможно сделать это и вручную. Нужно иметь простые приспособления, например, гибочную плиту, оправку. Их несложно соорудить из подручных материалов. Профили с малым диаметром наполнять необязательно, это важно только для изделий с большим диаметром. Может использоваться тот же песок, крепкая стальная пружина, она должна иметь такой размер, чтобы плотно сидеть в трубе и поддерживать ее стенки. Остальное делается по тому же принципу, который описан выше.
Зная все особенности и тонкости гибки профиля, технологию выполнения, можно легко справиться с подобной работой, не имея под рукой специализированные инструменты и оборудование.
Популярные статьи
25417
Когда подорожает металлолом в 2022 году?
Когда подорожает металлолом в 2022 году? Прогнозы, текущая ситуация, динамика цен на черный и цветной лом.
19913
Цены на металл во втором полугодии 2022 года
Цены на металл во втором полугодии 2022 года: прогнозы и мнения. Что ждет металлургических гигантов в России.
17370
Особенности выбора арматуры
Стальная арматура лишь на первый взгляд кажется простым изделием. На самом деле существует несколько технологических процессов производства арматурного проката.
15741
ТОП-30 производителей металлочерепицы
Металлочерепица является одним из лучших кровельных материалов. Мы составили рейтинг лучших производителей металлической черепицы по объему производства и продаж.
11386
Падение цен на металл -50% летом 2022
Снижение цен на металл в России 2022. Все предпосылки, текущая ситуация, прогнозы.
8325
ТОП-30 арматурных заводов России
На территории нашей страны десятки предприятий специализируются на выпуске стальной продукции.
7442
Когда подорожает металл в 2022 году?
Подорожание металла в 2022 году остается спорным вопросом. У экспертов нет единого мнения. Закрываться или повышать цены – у металлургов нет выбора.
7326
Швеллер ГОСТ
Швеллер, независимо от вида, изготавливается по ГОСТу. В контролирующих документах указывается сортамент, марки стали и допустимые отклонения от норм.
7150
Что будет с ценами на металл в 2022 году
Рост цен на металл влечёт за собой подорожание автомобилей, бытовой техники и других востребованных товаров.
6612
ТОП-30 металлургических заводов России
Металлургическая промышленность показывает большие темпы развития. Обуславливается это высоким спросом на стальное сырье. Учитывая объемы производства и численность работников, мы определили 30 лучших металлургических завода и комбината страны.
Вам будет интересно
150
Завод АО «Сухоложское литье» УГМК
Завод АО «Сухоложское литье» входит в состав УГМК. История предприятия, его продукция и многообразие услуг.
История предприятия, его продукция и многообразие услуг.
1021
Прогноз цен на металл в октябре 2022 года
Прогноз цен на металлы в октябре 2022 года. Какими будут цены на цветные и черные металлы в России и мире. Актуальная динамика и причины падения.
615
Падение цен на металл в октябре 2022 года
Цены на металлы в сентябре-октябре 2022 года продолжают снижаться. С чем это связано, прогнозы для российских металлургов.
3234
Динамика цен на металлолом Октябрь 2022
Динамика цен на металлолом в сентябре-октябре 2022 года. Графики внутреннего и внешнего рынка, прогнозы и причины падения.
997
Динамика цен на металл в сентябре-октябре 2022 года
Динамика цен на металл в сентябре-октябре 2022 года в графиках. Актуальные цены и прогнозы на месяц.
287
Динамика цен на арматуру в октябре 2022 года
Динамика цен на арматуру в октябре 2022 года. Рост или падение, разберемся в причинах изменения стоимости металлопроката.
171
Лопата из рельсовой стали: инструмент и его виды
Лопаты из рельсовой стали, виды, особенности, марки. Как выбрать ручной инвентарь и правильно использовать его.
182
Белорусский металлургический завод
Белорусский металлургический завод: история, направления деятельности, особенности работы. Основные показатели.
8 ошибок, которых следует избегать при проектировании деталей из листового металла
Некоторые инженеры сталкиваются с трудностями при правильном проектировании деталей из листового металла для производства. Это не ты, конечно (подмигнул). Тем не менее, мы заметили, что есть определенные проблемы, которые часто возникают в моделях, которые нас попросили процитировать. Имея в виду эти проблемы, мы предлагаем этот список. Он не является исчерпывающим, но пристегнитесь и посмотрите, что многие из ваших коллег делают неправильно, когда они проектируют для листового металла и отправляют запрос цен.
Тщательно спланируйте расположение отверстий, выступов и других элементов и убедитесь, что они не расположены слишком близко к изгибу, как показано в этом примере. Как близко вы можете получить? Следуйте правилу 4T: все элементы должны находиться на расстоянии не менее четырехкратной толщины материала от линий сгиба.
Как близко вы можете получить? Следуйте правилу 4T: все элементы должны находиться на расстоянии не менее четырехкратной толщины материала от линий сгиба.
1. Использование готовых 3D-моделей детали без изгибов
Это, вероятно, самая основная проблема, с которой мы сталкиваемся. Листовой металл плоский, и его необходимо сгибать, формовать, резать, обрабатывать лазером, а иногда и уговаривать придать ему окончательную форму. Это очень практичный процесс. Если вы проектируете свою деталь из листового металла как твердотельный объект, важно, чтобы вы отправили нам файл САПР, который выглядит согнутым, но показывает, где должны проходить изгибы. В связи с этим, поскольку исходные материалы представляют собой отдельные листы металла, вся деталь должна иметь одинаковую толщину материала. Например, если вы создаете деталь, в которой используется алюминий толщиной 0,125 дюйма (3,175 мм), вся деталь должна быть такой же толщины.
2. Размещение элементов слишком близко к линиям сгиба
Быстрый способ создать трудности во время производства — разместить отверстия, выступы или другие элементы слишком близко к изгибу. Итак, как близко вы можете подобраться? Просто следуйте правилу 4T. Держите все элементы на расстоянии не менее 4x толщины материала от линий сгиба. Таким образом, если в вашем проекте указано использовать медь толщиной 0,050 дюйма (1,27 мм), предусмотрите зазор не менее 0,200 дюйма (5,08 мм). Если этого не сделать, деталь будет неловко деформироваться на листогибочном прессе, а этого никто не хочет.
Итак, как близко вы можете подобраться? Просто следуйте правилу 4T. Держите все элементы на расстоянии не менее 4x толщины материала от линий сгиба. Таким образом, если в вашем проекте указано использовать медь толщиной 0,050 дюйма (1,27 мм), предусмотрите зазор не менее 0,200 дюйма (5,08 мм). Если этого не сделать, деталь будет неловко деформироваться на листогибочном прессе, а этого никто не хочет.
3. Проектирование идеально перпендикулярных углов листового металла
При гибке листового металла на листогибочном прессе полученный изгиб не образует идеальный угол 90 градусов. Вместо этого инструмент имеет закругленный кончик, который добавляет радиус изгиба. Если вы измерите длину этой изогнутой области и разделите ее на два, вы получите радиуса изгиба , число, которое определяется инструментом, который его сделал. Если размер этой кривой важен для вас, убедитесь, что вы указали его в своей модели.
Наиболее распространенный внутренний радиус изгиба (по умолчанию) составляет 0,030 дюйма (0,762 мм). Важно помнить, что внешний радиус изгиба, образованный со стороны штампа набора инструментов листогибочного пресса, равен толщине материала плюс внутренний радиус изгиба.
Важно помнить, что внешний радиус изгиба, образованный со стороны штампа набора инструментов листогибочного пресса, равен толщине материала плюс внутренний радиус изгиба.
Некоторые дизайнеры любят пофантазировать и создавать разные радиусы для каждого изгиба детали. Хотите сэкономить? Используйте одинаковый радиус для всех изгибов. Когда вашему производителю не нужно менять инструменты, что экономит ваши трудозатраты.
Включение сведений об оборудовании в информацию о сборке, например, об этой самозажимной гайке, поможет вам разместить то, что вы хотите, на месте ожидаемой детали.
4. Забыли включить подробные спецификации оборудования в файл САПР
Знаете ли вы кого-нибудь, кто хотел бы увеличить время выполнения заказа? Возможно нет. Всегда не забывайте сообщать производителю, какое оборудование вы хотите использовать, включив подробные сведения в информацию о сборке верхнего уровня. Будь то самозажимная гайка, такая как CLS-440-2, шпилька с плоской головкой, такая как FHS-M5-15, или другое оборудование, это гарантирует, что вы получите именно то, что хотите, в том месте, где вы этого ожидаете. Чтобы сэкономить время и нервы, загрузите и используйте модели клинча PEM.
Чтобы сэкономить время и нервы, загрузите и используйте модели клинча PEM.
5. Выбор неправильной отделки (или отказ от ее использования, когда она вам нужна)
Как правило, отделка служит двум целям. Они могут защитить вашу часть или сделать ее лучше. Некоторые делают и то, и другое. Эстетическая отделка, ориентированная на внешний вид, не направлена на защиту от коррозии. Тем не менее, порошковое покрытие обеспечивает некоторую защиту (если только металл под ним не поцарапается). С другой стороны, шелкография используется для добавления текста и изображений к частям и не обеспечивает никакой защиты.
Химические конверсионные покрытия предназначены для защиты ваших деталей путем изменения свойств внешних слоев. Например, если вы хотите использовать сталь в агрессивной среде, подумайте о выборе оцинкованного или оцинкованного металла, который уже имеет защитное цинковое покрытие. Осторожно, однако! Мы не можем сваривать оцинкованную сталь из-за опасных токсинов, которые она выделяет. Вместо этого мы можем изготовить детали из стали и добавить цинковое покрытие после сварки.
Вместо этого мы можем изготовить детали из стали и добавить цинковое покрытие после сварки.
Преобразование хрома может дать вашей детали электрическое соединение и обеспечить слой грунтовки для вашей детали, если вы хотите покрасить. Анодирование может придать вашим частям металлический оттенок, а также защитить их. Подумайте о том красочном маленьком фонарике, который у вас есть.
Вот полезный обзор наиболее распространенных видов отделки листового металла.
6. Выбор неподходящего листового металла для работы
Представьте себе изготовление сотен деталей из необработанной стали, предназначенных для установки в соленой морской среде. Удивительно, но мы видели цитаты, которые требуют именно этого. Избавьте себя от жалоб клиентов, которые вы получите, когда ваши детали подвергаются коррозии, и учитывайте следующие факторы при выборе правильного листового металла:
- Ожидаемый износ в результате ежедневного использования
- Защита от коррозии
- Технологичность
- Косметический вид
- Механические свойства (предел прочности, предел текучести, пластичность и т.
 д.)
д.) - Электропроводность (для электрических применений)
Эта удобная таблица может помочь.
При проектировании U-образных каналов учитывайте прочность используемого материала и легкость его изгиба. Лучшей практикой является поддержание соотношения ширины к высоте не менее 2:1 для U-каналов.
7. Отсутствие учета прочности U-образного канала
При проектировании U-образных каналов всегда думайте о прочности используемого материала и о том, насколько легко он может сгибаться. В Protolabs более узкое не работает для нас из-за нашего инструментария. Если бы у нас была более узкая оснастка, мы могли бы производить более узкие U-образные каналы. Суть в том, что при работе с нами рекомендуется поддерживать соотношение ширины к высоте не менее 2: 1 для ваших U-каналов. Если вам нужен более узкий канал, подумайте о сварном или клепаном узле.
8. Проектирование нереалистичных требований к сварке
Вы когда-нибудь пробовали сваривать шов внутри закрытой коробки? Неа? Мы тоже. Убедитесь, что ваши требования к сварке реально достижимы. Важно помнить, что если сварочная горелка не может получить доступ к шву, сварка не может произойти. Мы настоятельно рекомендуем проектировать так, чтобы все сварные швы выполнялись снаружи детали.
Убедитесь, что ваши требования к сварке реально достижимы. Важно помнить, что если сварочная горелка не может получить доступ к шву, сварка не может произойти. Мы настоятельно рекомендуем проектировать так, чтобы все сварные швы выполнялись снаружи детали.
Металл плавится при высокой температуре, поэтому вам нужна толщина материала, способная выдержать экстремальную жару. Минимальная толщина материала для сварки составляет 0,040 дюйма (1,016 мм), чтобы сварной шов не превратился в месиво из расплавленного металла.
Наконец, в ваших моделях всегда указывайте необходимость сварки, используя функцию сварки или номенклатуру. Никогда не ограничивайте углы, чтобы указать на сварку.
Ни один совет по проектированию не может устранить все ошибки при работе с листовым металлом, которые мы видели, но эта коллекция «лучшее из» — это только начало. Ознакомьтесь с нашими рекомендациями по проектированию изделий из листового металла, чтобы двигаться в правильном направлении.
За дополнительной помощью обращайтесь к инженеру по приложениям Protolabs по телефону 877-479-3680 или [email protected]. Чтобы начать свой следующий дизайн-проект сегодня, просто загрузите 3D-модель CAD, чтобы получить интерактивное предложение в течение нескольких часов.
Изгиб большого радиуса 110 мм 87,5° с доступом к каналу
ФОРС-МАЖОРНОЕ ПОВЫШЕНИЕ ЦЕН — 24 августа 2022 г. .
Подробная информация о недавнем и ожидающемся повышении цен приведена ниже:
Aliaxis – GPS 29,2%, фитинги GPS PE 19,7%, дренаж Hunter / Marley 19,7% – 1 апреля 2022 г.
Brett Landscaping – 1 мая 2022 г. – 5%
Brett Landscaping — 1 октября 2022 г. — 7,5 %
Цемент — Cemex — 1 октября 2022 г. — 10 % (бумага/пластиковый пакет)
Charcon — Charcon & Bradstone + 8 %, Masterblock плотный + 8 %, Masterblock облегченный +10 % – 1 апреля 2022 г.
Cherry – Все продукты T/Wall & Duct – 21/5/21 – 12%
CPM – Бетонный дренаж – 4,25% 1 мая 2022 г. , 1 августа 2022 г.
, 1 августа 2022 г.
Don & Low – Геотекстиль и георешетки – 10% – 09.02.21
EJ – Изделия из железа от 18 до 22%, камеры Nexus 32% – 1 мая 2022 г.
Floplast – Пластиковый дренаж – Фитинги 7%, трубы 13% – 22 апреля 2022 г.
Formave – +13% – 1 апреля 2022 г.
Ibstock – надбавка 8% на все заказы – 1 апреля – 30 июня 2022 г. 19% — 05.01.2021
Jablite — защита от вздутия глины — 12% — 06.01.2021
JFC Twin Wall — 8 — 12% — 1 марта 2022 г.
Опорные стены JKH — 7,5% — 4 апреля 2022 г.
K — Form — Screed Rail — 1 июня 2022 г. — 12%
Mannock Cement — 1 ноября — 20,00 фунтов стерлингов за тонну
Mannock PIR 1 июля 2022 г. — 10 %
Manthorpe — 9,3 % — 1 февраля 2022 г.
Marshalls — Бетонные трубы/кольца камер — 1 мая 2022 г. — 4,25 % — 1 августа 2022 г. — Line 0rain — 9004 % Май 2022 г. – подробности уточняются 10–15 % зависит от диапазона
S. Morris – бетонные блоки и кирпичи 6–17 % – 1 апреля 2022 г.
Supreme – балки перекрытий и перемычки – 9,5 % 1 ноября 2022 г.
Naylor Дренаж глины – 50% – 3 мая 2022 г.
F P McCann — Бетонный дренаж — 14,2% — 1 апреля 2022 г.
Пластмассы Naylor — 3 мая — в среднем 15% для всех диапазонов
Plasson — Механическая арматура для водопроводных труб — 1 июля 2022 г. — 10% , Бордюр и коммунальные услуги – 1 января 18%
S. Morris – Бетонные блоки – 1 января – 100 мм и 140 мм плотные 16%, 100 мм средней плотности 17%, все остальные продукты 215 мм и т. д. 18%
Бетон Stowell – 1 апреля 2022 – Флаги, бордюры, тавровые балки, бордюры, тротуарная плитка 7,5 % Блоки и кирпичи 5 % – июль 7,5 %
Supreme Concrete — 12% — 1 мая 2022 г.
Plasson — механическая арматура для водопроводных труб — 12% — 07.01.2021
Polypipe — 12,8% — 07.01.2021 Барьерная труба Puriton 15,8%, фитинги EF 9% – 1 мая 2022 г.
Арматура и аксессуары – дорожает почти еженедельно
Sika – вся продукция 1 декабря 2021 г. – 11%, Granatech 21%
– 11%, Granatech 21%
Stowell (Все продукты) – 7,5 % – 1 июля 2022 г.
Асфальт – цемент в мешках – 1 сентября 2022 г. – 10%
Timloc — напольный и воздушный кирпич — 6% — 1 августа 2022 г.
Tracey Concrete — бетонные трубы и кольцо камеры — январь 2023 г. — ожидается прибл. 12 %
Turtle Environmental – 12 % – 1 мая
Vista Engineering – Анкеры для стен – 10 – 20 % 1 августа 2022 г.
Wavin – UltraRib/Clay – 1/7/22 – 5-12 %
Wavin – Ultrarib – июль
Wavin – глина 5% – 1 июня 2022 г.
Wrekin – 1 июня 2022 г.
- ковкий чугун – 7,25%
- Нетканый геотекстиль – 19,5%
- Тканый геотекстиль – 5,2%
Пожалуйста, не стесняйтесь звонить в местный склад для получения дополнительной информации или запроса подтверждения заказа по мере необходимости.
Главная > Дренаж > Пластиковые трубы и фитинги > Отвод большого радиуса 110 мм 87,5° с доступом к каналу
0004
Product Details
Downloads
Product Details
Downloads
Manufacturer
FloPlast
Product Code
D581
Length
11mm
Width
674mm
Height/Depth
674mm
Diameter
110 мм
Вес
1300 кг
Цвет
Терракотовый
Материал
PVC-U
Брошюра FloPlast Underground
Вам также может понравиться. ..
..
Изгиб большого радиуса 110 мм 45° с доступом к каналу
8,73 фунтов стерлингов без НДС
10,48 фунтов стерлингов с НДС
Двойная розетка 110 мм Соединение 87,5°
3,97 фунтов стерлингов без НДС
4,76 фунтов стерлингов с НДС
Двойная розетка 110 мм Соединение 45°
3,97 фунтов стерлингов без НДС
4,76 фунтов стерлингов с НДС
Тройная муфта 110 мм, угол соединения 87,5°
3,97 фунтов стерлингов без НДС
4,76 фунтов стерлингов с НДС
Тройная розетка 110 мм, соединение 45°
3,97 фунтов стерлингов без НДС
4,76 фунтов стерлингов с НДС
Изгиб доступа 110 мм 87,5°
8,47 фунтов стерлингов без НДС
10,16 фунтов стерлингов с НДС
110-миллиметровая трубная муфта/патрубок
6,06 фунтов стерлингов без НДС
7,27 фунтов стерлингов с НДС
110-мм завинчивающаяся крышка доступа
2,75 фунта стерлингов без НДС
3,30 фунта стерлингов с НДС
Труба доступа к каналу 110 мм 1M
10,11 фунтов стерлингов без НДС
10,11 фунтов стерлингов с НДС
Овальный стержень из ПВХ
8,56 фунтов стерлингов без НДС
10,27 фунтов стерлингов с НДС
Овальная розетка из ПВХ
9,98 фунтов стерлингов без НДС
11,98 фунтов стерлингов с НДС
Квадратный патрубок из ПВХ
8,56 фунтов стерлингов без НДС
10,27 фунтов стерлингов с НДС
Квадратная розетка из ПВХ
9,98 фунтов стерлингов без НДС
11,98 фунтов стерлингов с НДС
Универсальная овражная ловушка
4,05 фунта стерлингов без НДС
4,86 фунта стерлингов с НДС
Квадратный бункер и сетка
12,25 фунтов стерлингов без НДС
14,70 фунтов стерлингов с НДС
110-миллиметровая ловушка с низкой спиной
6,14 фунтов стерлингов без НДС
7,37 фунтов стерлингов с НДС
Овраг перехватчика листьев/мусора
11,31 фунтов стерлингов без НДС
13,57 фунтов стерлингов с НДС
Квадратная сетка
0,80 фунта стерлингов без НДС
0,80 фунта стерлингов с НДС
Квадратная пустая сетка крышки
2,94 фунта стерлингов без НДС
3,53 фунта стерлингов с НДС
Квадратный бункер и сетка
3,11 фунта стерлингов без НДС
3,73 фунта стерлингов с НДС
Прямоугольная пустая сетка крышки
4,11 фунта стерлингов без НДС
4,9 фунта стерлингов3 вкл.
 ндс
ндсПрямоугольный бункер и сетка
7,62 фунтов стерлингов без НДС
9,14 фунтов стерлингов с НДС
110-мм желоб для бутылок с круговой решеткой
7,71 фунтов стерлингов без НДС
9,25 фунтов стерлингов с НДС
110-миллиметровый желоб для бутылок с квадратной решеткой
8,31 фунтов стерлингов без НДС
9,97 фунтов стерлингов с НДС
110-мм лоток для бутылок с прямоугольной решеткой
8,31 фунтов стерлингов без НДС
8,31 фунтов стерлингов с НДС
Боковой желоб для бутылок с прямоугольной решеткой
8,43 фунтов стерлингов без НДС
10,12 фунтов стерлингов с НДС
Задняя впускная канавка для бутылок с круговой решеткой
7,98 фунтов стерлингов без НДС
7,98 фунтов стерлингов с НДС
Круглый бункер и сетка
5,36 фунтов стерлингов без НДС
6,43 фунтов стерлингов с НДС
Прямоугольный бункер и сетка
5,36 фунтов стерлингов без НДС
6,43 фунтов стерлингов с НДС
200 мм стояк
4,24 фунта стерлингов без НДС
5,09 фунтов стерлингов с НДС
Универсальный адаптер для отходов 110 мм
3,29 фунтов стерлингов без НДС
3,95 фунтов стерлингов с НДС
Универсальный переходник для дождевой воды 110 мм, квадратный/круглый
3,29 фунтов стерлингов без НДС
3,95 фунтов стерлингов с НДС
Адаптер трубы 80 мм x 110 мм
3,29 фунта стерлингов без НДС
3,95 фунта стерлингов с НДС
Адаптер обратного уровня 160 мм x 110 мм
6,16 фунтов стерлингов без НДС
7,39 фунтов стерлингов с НДС
Глиняный адаптер Supersleve DS
4,04 фунта стерлингов без НДС
4,85 фунта стерлингов с НДС
Адаптер для глины Hepesleve DS
4,04 фунта стерлингов без НДС
4,85 фунта стерлингов с НДС
Гибкая муфта 98 мм – 115 мм
5,66 фунтов стерлингов без НДС
6,79 фунтов стерлингов с НДС
Гибкий адаптер 120 мм – 136 мм
5,66 фунтов стерлингов без НДС
6,79 фунтов стерлингов с НДС
110-мм штепсельная вилка
1,64 фунта стерлингов без НДС
1,97 фунта стерлингов с НДС
Труба с гладкими концами 160 мм 6M
22,49 фунтов стерлингов без НДС
26,99 фунтов стерлингов с НДС
160 мм одинарная труба с раструбом
От 23,63 фунтов стерлингов без НДС
От 28,36 фунтов стерлингов с НДС
160-мм труба с одним раструбом 3M – SN8
13,88 фунтов стерлингов без НДС
16,66 фунтов стерлингов с НДС
Муфта для труб с двойным раструбом 160 мм
3,39 фунтов стерлингов без НДС
4,07 фунтов стерлингов с НДС
160 мм 87,5 ° изгиб муфты / втулки
6,93 фунтов стерлингов без НДС
8,32 фунтов стерлингов с НДС
160 мм Гнездо/Втулка с изгибом 45°
6,9 фунтов стерлингов3 без НДС
8,32 фунтов стерлингов с НДС
160 мм 30° изгиб гнезда/выступа
6,93 фунтов стерлингов без НДС
8,32 фунтов стерлингов с НДС
160 мм 15° изгиб гнездо/выступ
6,93 фунтов стерлингов без НДС
8,32 фунтов стерлингов с НДС
Двойная муфта 160 мм, изгиб 87,5°
7,64 фунтов стерлингов без НДС
7,64 фунтов стерлингов с НДС
Двойная муфта 160 мм, изгиб 45°
7,64 фунтов стерлингов без НДС
9,17 фунтов стерлингов с НДС
Двойная муфта 160 мм, изгиб 30°
7,64 фунтов стерлингов без НДС
9,17 фунтов стерлингов с НДС
Двойная муфта 160 мм, изгиб 15°
7,64 фунтов стерлингов без НДС
9,17 фунтов стерлингов с НДС
160 мм Flexi адаптер Чугун/160
12,88 фунтов стерлингов без НДС
15,46 фунтов стерлингов с НДС
Адаптер глины 160 мм
12,88 фунтов стерлингов без НДС
15,46 фунтов стерлингов с НДС
Двойная розетка 160 мм Соединение 87,5°
14,48 фунтов стерлингов без НДС
17,38 фунтов стерлингов с НДС
160мм 45° Равнопроходная двойная розетка
14,48 фунтов стерлингов без НДС
17,38 фунтов стерлингов с НДС
Тройная розетка 160 мм, соединение 87,5°
16,89 фунтов стерлингов без НДС
20,27 фунтов стерлингов с НДС
Тройная розетка с равным соединением, 160 мм, угол 45°
16,89 фунтов стерлингов без НДС
20,27 фунтов стерлингов с НДС
160/110 мм 87,5 ° неравное соединение двойное гнездо
12,06 фунтов стерлингов без НДС
14,47 фунтов стерлингов с НДС
160 мм/110 мм 45° неравное соединение двойная розетка
12,06 фунтов стерлингов без НДС
14,47 фунтов стерлингов с НДС
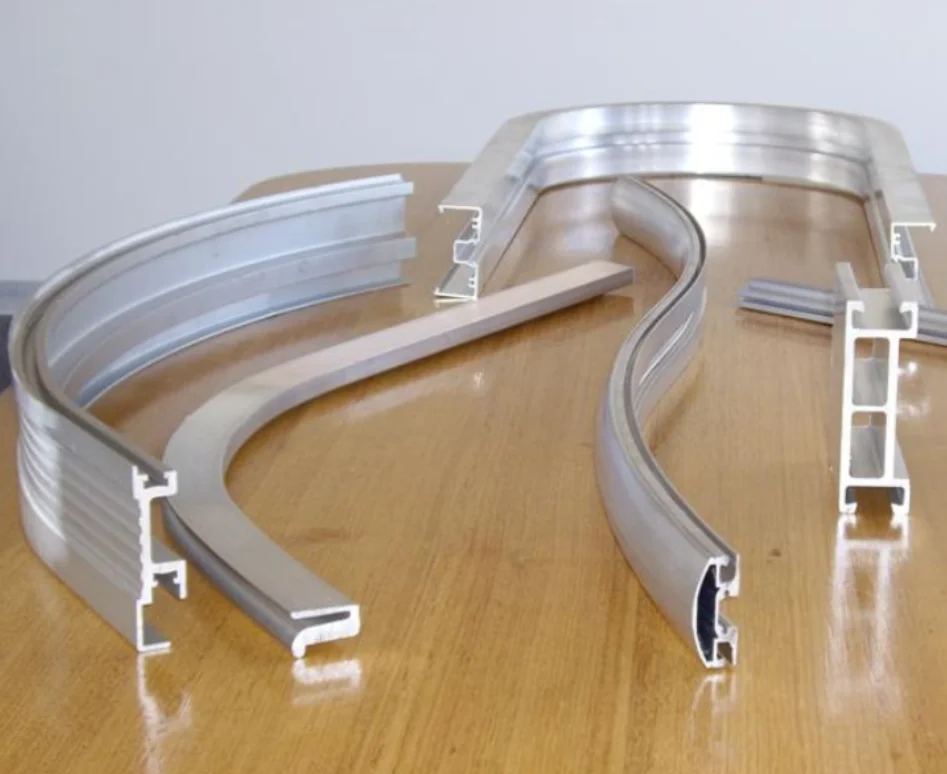
Гибка и формовка алюминиевых профилей
Алюминий можно экструдировать и согнуть в соответствии с заданными допусками или стандартными размерными допусками. В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
При выборе процесса гибки, подходящего для определенного продукта, следует учитывать несколько факторов. Инженеры по экструзии алюминия могут внести решающий вклад в гибку, формование и формование алюминия на этапе проектирования проекта. Деформация внутреннего или внешнего радиуса может быть проблемой проектирования, а также может определять, какой процесс формования использовать. Перед началом процесса проектирования рассмотрите следующие параметры:
- Какие допуски или отклонения ожидаются для внутреннего радиуса, радиуса внешнего размера и общей длины детали?
- Какие площади поверхности имеют решающее значение для внешнего вида?
- Какая требуется механическая прочность?
Сплав, состояние и поперечное сечение изделия также являются важными факторами. Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
1. Изгиб с нажимом или с нажимом
Сгибание с нажимом или с нажимом, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице. Матрица проталкивает экструзию на пресс-формы, заставляя экструзию принимать желаемую изогнутую форму. Благодаря программируемым углам изгиба эта форма изгиба позволяет сблизить несколько плоских изгибов, хотя за один раз можно изгибать только один радиус. Гибка с помощью ползуна предлагает недорогие инструменты и хорошую точность гибки при низких затратах на гибку.
Изгибание под давлением или толканием идеально подходит для таких компонентов, как артиллерийские орудия лодок, опоры переносных конструкций, каркасы инвалидных колясок и медицинские кровати.
2. Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей прижимной матрицы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.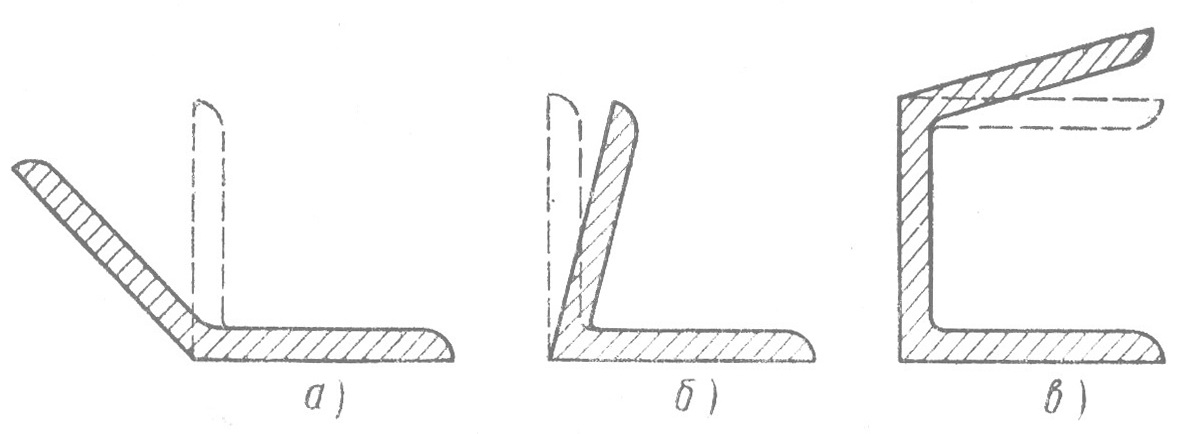
3. Электрический Ротационная гибка
Электрическая ротационная гибка использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, поскольку углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для применений, требующих нескольких изгибов на деталь в непосредственной близости друг от друга или изгибов с разными радиусами для каждой детали.
4. Трехвалковая гибка
Трехвалковая гибка проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально. По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба неограничен. Симметричные профили предпочтительны для гибки вальцами.
5. Формование вытяжкой
Во время формовки вытягиванием профиль размещается вдоль закругленной фиксированной гибочной матрицы и фиксируется на каждом конце. Машина начинает поворачивать зажатые концы вниз на угол до 180 градусов, а экструзия изгибается вокруг матрицы для достижения желаемой формы.
При использовании этого метода радиус изгиба не ограничен. Формовочная машина может одновременно сгибать, скручивать и поднимать экструзию для создания уникальных заданных форм и углов для деталей длиной до 25 футов. Этот метод также обеспечивает наиболее точный и последовательный изгиб за счет контроля удлинения.