Шх15 расшифровка – 15
alexxlab | 20.09.2019 | 0 | Разное
Сталь конструкционная подшипниковая ШХ15 (ШХ15-Ш ШХ15-В) – характеристики, свойства, аналоги
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки ШХ15 (ШХ15-Ш ШХ15-В).
Классификация материала и применение марки ШХ15 (ШХ15-Ш ШХ15-В)
Марка: ШХ15 (ШХ15-Ш ШХ15-В)
Классификация материала: Сталь конструкционная подшипниковая
Применение: шарики диаметром до 150 мм, ролики диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапаны, корпуса распылителей, ролики толкателей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность.
Химический состав материала ШХ15 (ШХ15-Ш ШХ15-В) в процентном соотношении
| C | Si | Mn | Ni | S | P | Cr | Ti | Cu | O |
| 0.95 – 1.05 | 0.17 – 0.37 | 0.2 – 0.4 | до 0.3 | до 0.02 | до 0.027 | 1.3 – 1.65 | до 0.01 | до 0.25 | до 0.0015 |
Механические свойства ШХ15 (ШХ15-Ш ШХ15-В) при температуре 20oС
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Сталь | 590-730 | 370-410 | 20 | 45 | 440 | Отжиг 800oC, печь, 15oC/ч, |
Технологические свойства ШХ15 (ШХ15-Ш ШХ15-В)
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Расшифровка обозначений, сокращений, параметров
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o– T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o– T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Другие марки из этой категории:
Обращаем ваше внимание на то, что данная информация о марке ШХ15 (ШХ15-Ш ШХ15-В), приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки ШХ15 (ШХ15-Ш ШХ15-В) могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке ШХ15 (ШХ15-Ш ШХ15-В) можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
c-met.ru
Основные сведения о стали шх15 Общие сведения
Заменитель |
стали ШХ9, ШХ12, ШХ15СГ. |
Вид поставки |
| сортовой прокат, в т. ч. фасонный: ГОСТ 801-78, ГОСТ 2590-71, ГОСТ 2591-71. Калиброванный пруток ГОСТ 7417-75. Шлифованный пруток и серебрянка: ГОСТ 14955-77. Полоса ГОСТ 103-76. Проволока ГОСТ 4727-83. |
Назначение |
Шарики диаметром до 150 мм, ролики диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапаны, корпуса распылителей, ролики толкателей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность. |
Химический состав
Химический элемент | % |
Кремний (Si) | 0.17-0.37 |
Медь (Cu), не более | 0.25 |
Марганец (Mn) | 0.20-0.40 |
Никель (Ni), не более | 0.30 |
Фосфор (P), не более | 0.027 |
Хром (Cr) | 1.30-1.65 |
Сера (S), не более | 0.020 |
Механические свойства Механические свойства
Термообработка, состояние поставки | Сечение, мм | 0,2, МПа | B, МПа | 5, % | , % | KCU, Дж/м2 | HB | HRCэ |
Отжиг 800 °С, печь до 730 °С, затем до 650 °С со скоростью 10-20 град/ч, воздух. |
| 370-410 | 590-410 | 15-25 | 35-55 | 44 | 179-207 |
|
Закалка 810 °С, вода до 200 °С, затем масло. Отпуск 150 °С, воздух. | 30-60 | 1670 | 1670 |
|
| 5 |
| 62-65 |
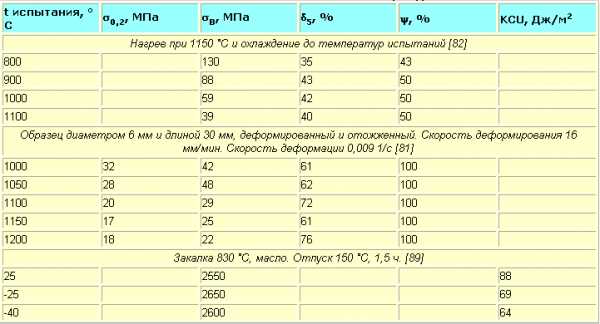
Механические свойства в зависимости от температуры отпуска

Механические свойства в зависимости от температуры испытания
Технологические свойства
Температура ковки |
Начала 1150, конца 800. Сечения до 250 мм охлаждаются на воздухе, 251-350 мм – в яме. |
Свариваемость |
способ сварки – КТС. |
Обрабатываемость резанием |
В горячекатаном состоянии при НВ 202 и B = 740 МПа K тв.спл. = 0.90, K б.ст. = 0.36. |
Склонность к отпускной способности |
Склонна |
Флокеночувствительность |
Чувствительна |
Шлифуемость |
хорошая. |
Температура критических точек
Критическая точка | °С |
Ac1 | 724 |
Ac3 | 900 |
Ar3 | 713 |
Ar1 | 700 |
Mn | 210 |
Предел выносливости
-1, МПа | n | B, МПа | 0,2, МПа | Термообработка, состояние стали |
333 | 1Е+6 |
|
| НВ 192. Отжиг. |
804 | 1Е+6 |
|
| НВ 616. Закалка 830 С. Отпуск 150 С, масло. |
652 | 1Е+6 | 2160 | 1670 | НВ 582-670 [87] |
Прокаливаемость
Закалка 850 °С.
Физические свойства
Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
Модуль нормальной упругости, Е, ГПа | 211 |
|
|
|
|
|
|
|
|
|
Модуль упругости при сдвиге кручением G, ГПа | 80 |
|
|
|
|
|
|
|
|
|
Плотность, pn, кг/см3 | 7812 | 7790 | 7750 | 7720 | 7680 | 7640 |
|
|
|
|
Коэффициент теплопроводности Вт/(м ·°С) |
|
| 40 |
| 37 | 32 |
|
|
|
|
Уд. электросопротивление (p, НОм · м) |
| 390 | 470 | 520 |
|
|
|
|
|
|
Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
Коэффициент линейного расширения (a, 10-6 1/°С) | 11.9 | 15.1 | 15.5 | 15.6 | 15.7 |
|
|
|
|
|
studfiles.net
Сталь конструкционная подшипниковая ШХ15СГ – характеристики, свойства, аналоги
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки ШХ15СГ.
Классификация материала и применение марки ШХ15СГ
Марка: ШХ15СГ
Классификация материала: Сталь конструкционная подшипниковая
Применение: крупногабаритные кольца шарико- и роликоподшипников со стенками толщиной более 20—30 мм, шарики диаметром более 50 мм- ролики диаметром более 35 мм.
Химический состав материала ШХ15СГ в процентном соотношении
| C | Si | Mn | Ni | S | P | Cr | Ti | Cu | O |
| 0.95 – 1.05 | 0.4 – 0.65 | 0.9 – 1.2 | до 0.3 | до 0.02 | до 0.027 | 1.3 – 1.65 | до 0.01 | до 0.25 | до 0.0015 |
Механические свойства ШХ15СГ при температуре 20oС
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Сталь | 590-730 | 370-410 | 20 | 45 | 440 | Отжиг 790 – 810oC,Охлаждение печь, 15oC/ч, |
Технологические свойства ШХ15СГ
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Расшифровка обозначений, сокращений, параметров
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o– T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o– T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Другие марки из этой категории:
Обращаем ваше внимание на то, что данная информация о марке ШХ15СГ, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки ШХ15СГ могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке ШХ15СГ можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
c-met.ru
Сталь ШХ15
| Марка: | Сталь ШХ15 |
|---|---|
| Стандарт: | ГОСТ 801-78 Сталь подшипниковая. Технические условия. |
| Классификация: | Металлы и сплавы->Металлы черные->Стали->Стали подшипниковые |
| Применение: | Шарики диаметром до 150 мм, ролики до 23 мм, кольца подшипников, втулки плунжеров, плунжеры, клапаны,ролики, др.детали высокой твердости и износостойкости |
Физические свойства
| Плотность ρ, кг/м3 | Модуль упругости нормальный Ε, ГПа | Модуль сдвига G, ГПа | Теплопроводность λ, Вт/(м·K) | Температурный коэффициент линейного расширения αl, 10-6·°С-1 | |
|---|---|---|---|---|---|
| 7812 | 211 | 80 | |||
| 20 град.С | 40 | ||||
| 20-200 град.С | 15.1 | ||||
| 20-100 град.С | 11.9 | ||||
Физико-механические свойства
| Предел прочности (Временное сопротивление) σв, МПа | Предел текучести σ0,2, МПа | Предел выносливости при изгибе σ-1 изг, МПа | Предел выносливости при растяжении σ-1, МПа | Твердость по Бринеллю HB | Предел выносливости при кручении τ-1, МПа | Относительное сужение ψ, % | Относительное удлинение после разрыва δ5, % | Твердость по Роквеллу HRC | |
|---|---|---|---|---|---|---|---|---|---|
| закалка 810 гр.С. (вода) + отпуск 150 гр.С. (возд) | 2160 | 1670 | от 62 до 65 | ||||||
| отжиг 800 гр.С. (печь + возд) | 660 | 390 | 200 | 45 | 20 | ||||
| отжиг | 300 | 240 | 180 | ||||||
Химический состав
| Cr, % | С, % | Mn, % | Si, % | Ni, % | Cu, % | P, % | S, % |
|---|---|---|---|---|---|---|---|
| от 1.3 до 1.65 | от 0.95 до 1.05 | от 0.2 до 0.4 | от 0.17 до 0.37 | до 0.3 | до 0.25 | до 0.027 | до 0.02 |
Технологические свойства
| Флокеночувствительность | Свариваемость | Склонность к отпускной хрупкости | Температура ковки Tков, °C |
|---|---|---|---|
| чувствительна | способ сварки-КТС | склонна | от 800 до 1150 |
Группы материалов
| Код группы материалов |
|---|
| 05.00.00 |
Классификация:
oitsp.ru
Сталь ШХ15Общие сведения
Химический состав
Механические свойстваМеханические свойства
Механические свойства в зависимости от температуры отпуска
Механические свойства в зависимости от температуры испытания
Технологические свойства
Температура критических точек
Предел выносливости
ПрокаливаемостьЗакалка 850 °С.
Физические свойства
Теплостойкость, красностойкостьТеплостойкость
|
||||||||||||||
ksknife.com.ua
Cталь ШХ15СГ механические, технологические, физические свойства, химический состав. Сталь ШХ15СГ круг стальной пруток
Справочная информация
Характеристика материала сталь ШХ15СГ.
| Марка стали | сталь ШХ15СГ |
| Заменитель стали | сталь ХВГ, сталь ШХ15, сталь 9ХС, сталь ХВСГ |
| Классификация стали | Сталь конструкционная подшипниковая ГОСТ 801-78 |
| ГП “Стальмаш” поставляет подшипниковую сталь ШХ15СГ в следующих видах металлопроката: круг ст ШХ15СГ круг ГОСТ 2590-2005 (ГОСТ 2590-88) круг (пруток) стальной горячекатаный круг ст ШХ15СГ круг ГОСТ 7417-75 круг (пруток) калиброванный | |
| Применение стали ШХ15СГ | крупногабаритные кольца шарико- и роликоподшипников со стенками толщиной более 20—30 мм, шарики диаметром более 50 мм; ролики диаметром более 35 мм. |
Химический состав в % материала сталь ШХ15СГ
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.95 – 1.05 | 0.4 – 0.65 | 0.9 – 1.2 | до 0.3 | до 0.02 | до 0.027 | 1.3 – 1.65 | до 0.25 |
Температура критических точек материала сталь ШХ15СГ
| Ac1 = 750 , Ac3(Acm) = 910 , Ar1 = 688 , Mn = 205 |
Механические свойства при Т=20oС материала сталь ШХ15СГ
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Сталь | 590-730 | 370-410 | 20 | 45 | 440 | Отжиг 790 – 810oC,Охлаждение печь, 15 oC/ч, |
| Твердость материала ШХ15СГ , | HB 10 -1 = 179 – 207 МПа |
Физические свойства материала сталь ШХ15СГ
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.11 | 7650 | ||||
| 100 | ||||||
| 200 | 13.4 | |||||
| 300 | 13.6 | |||||
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь ШХ15СГ
| Флокеночувствительность: | чувствительна. |
| Склонность к отпускной хрупкости: | склонна. |
Зарубежные аналоги материала сталь ШХ15СГВнимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Испания | Китай | Болгария | Венгрия | Польша | Румыния | Чехия | |||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNE | GB | BDS | MSZ | PN | STAS | CSN | |||
|
Обозначения:
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
yaruse.ru
Введение
Содержание
Введение ……………………………………………………………………………….4
Химический состав и назначение стали марки ШХ15СГ ……………………….5
Химический состав и назначение стали марки ШХ15СГ ……………………5
Дефекты стали ………………………………………………………………….5
Структура стали …………………………………………………………………8
Требования к металлу открытой выплавки ………………………………………9
Анализ технологии открытой выплавки стали марки ШХ15СГ ………………11
Разработка технологии электрошлакового переплава стали марки
ШХ15СГ……………………………………………………………………………11
Требования к исходным материалам для ЭШП …………………………….11
Требования к расходуемым электродам …………………………………….12
Требования предъявляемые к флюсам ……………………………………….13
Подготовка установки электрошлакового переплава к плавке …………….14
Проведение электрошлаковой плавки ………………………………………..14
Охлаждение слитков электрошлакового переплава …………………………15
Контроль качества слитков …………………………………………………….15
Техника безопасности ……………………………………………….……….15
Выбор оборудования и расчет технологических параметров …………….……16
Определение геометрических размеров рабочего пространства ……..……16
Тепловой расчет плавки ……………………………………………….………19
Расчет электрических параметров плавки ……………………………………24
Материальный баланс плавки …………………………………………………28
Требования к дальнейшему переделу ……………………………………..……..33
Заключение ……………………………………………………………………….…..34
Библиографический список …………………………………………………….……35
Приложение
Сегодня без высококачественного металла технический прогресс просто невозможен. В конце пятидесятых начале шестидесятых годов в практику электрошлакового производства были внедрены новые способы улучшения качества металла. Широкое применение получил один из ведущих и перспективных технологических процессов в области специальной электрометаллургии электрошлаковый переплав [1].
Электрошлаковый переплав является достаточно гибким процессом, так как, меняя сечение расходуемого электрода, состав применяемого флюса и его количества, а также электрические параметры процесса, удается довольно в широких пределах регулировать скорость плавки. Кроме того, при электрошлаковом процессе имеется возможность получения слитков разнообразного сечения (круглого, квадратного, прямоугольного с большим соотношением длин широкой и узкой сторон). Методом электрошлакового переплава можно получить отливки самой различной формой (полые заготовки, заготовки прокатных валков, сосудов высокого давления, крупной запорной арматуры высокого давления, заготовки коленчатых валов и шатунов судовых двигателей и некоторые другие изделия).
Основные преимущества электрошлакового переплава перед другими способами получения слитка методом переплава:
– простота его обслуживания;
– возможность управления наплавлением и скоростью кристаллизации слитка;
– отсутствие усадочной раковины и пористости;
– обеспечение такого качества поверхности, которое исключает необходимость в зачистке при горячей обработке;
– разнообразная геометрия электродов и кристаллизаторов позволяет получать слитки разнообразного сечения, фасонные отливки и полые изделия;
– хорошая рафинирующая способность процесса от неметаллических включений;
– возможность корректировки химического состава металла путем применения соответствующего флюса;
– повышение плотности металла;
– улучшение коррозионной стойкости металла;
– повышение однородности структуры и химического состава;
– общее улучшение характеристик пластичности и вязкости металла;
– возможность управления направлением и скоростью кристаллизации.
1 Химический состав и назначение стали марки шх15сг
1.1 Химический состав и назначение стали марки ШХ15СГ
Развитие точного машиностроения требует создания прецизионных приборных подшипников, обладающих высокой степенью надежности и долговечности, и обеспечивающих стабильный уровень выходных характеристик изделий в процессе длительной эксплуатации.
Эти параметры подшипников определяются преимущественно оптимальным сочетанием конструкторского решения, применяемыми материалами, свойствами используемых смазок и технологий изготовления деталей.
Таблица 1 – Химический состав стали ШХ15СГ, (ГОСТ 801–78) [2]
Массовая доля элементов | ||||||||
Элемент | С | Mn | Cu | P | S | Ni | Cr | Si |
Нижний предел | 0,95 | 0,90 | не более | 1,30 | 0,40 | |||
Верхний предел | 1,05 | 1,20 | 0,25 | 0,035 | 0,02 | 0,3 | 1,65 | 0,65 |
Сталь марки ШХ15СГ служит для изготовления роликов диаметром свыше
30 мм и колец с толщиной стенки свыше 15 мм.
К подшипниковой стали, из которой изготавливают кольца, шарики и ролики подшипников качения, предъявляют очень высокие требования по плотности и однородности металла, содержанию неметаллических включений и отсутствию микро– и макронесплошностей.
Подшипниковая сталь, полученная в открытых дуговых электропечах, имеет ряд таких внутренних дефектов, как повышенная пористость, грубые неметаллические включения, ликвационные участки, изредка встречаются дефекты типа «усадки» и др. При шлифовке колец часто обнаруживают «черные точки», представляющие скопления пор или включений. Эти дефекты могут располагаться в подповерхностном рабочем слое подшипника и вскрываться при работе, что приводит к резкому уменьшению срока службы подшипника.
Обеспечение этих требований приходится осуществлять в условиях достаточно массового производства металла в относительно крупных слитках (2…4 т). Если в сортовой подшипниковой стали, получаемой в открытых дуговых электропечах, в макроструктуре допускаются центральная пористость и точечная неоднородность 1,5…2,0 баллов по шкалам ГОСТ 801–60, то в металле ЭШП допускается структура, оцениваемая только баллом 1.
1.2 Дефекты стали
Наиболее трудной задачей при производстве подшипниковых сталей является необходимость обеспечения высокой чистоты металла по неметаллическим включениям, особенно в крупных профилях. На практике в первую очередь важно получение мелкодисперсных включений (не более 1,5 баллов шкал ГОСТ 801–60 для оценки оксидных, сульфидных и глобулярных включений).
Макроструктуру стали контролируют на образцах от заготовки пробного слитка по макротемплетам (шкала № 4 ГОСТ 801–47) и по продольному закаленному излому. Дополнительный контроль по продольному закаленному излому позволяет успешно выявлять такие дефекты металла, как перегрев, одиночные газовые пузыри и флокены, даже в том случае, если они частично заварились. Кроме того, контролируют макроструктуру готового проката по поперечному излому в состоянии поставки.
Излом стали в закаленном состоянии должен быть шелковистым, фарфоровидным, а излом горячекатаной отожженной или холоднотянутой стали однородным и мелкозернистым.
В шарикоподшипниковой стали считается недопустимым наличие остатков усадочной раковины, выявляемых на образцах от верхней части слитка, а также наличие центральной пористости с баллом выше 2,0, что служит основанием для забракования всех штанг сифона, соответствующих контролируемому образцу.
Присутствие пузырей в подкорковой зоне служит браковочным признаком, если глубина их залегания превышает допуски на размер и зачистку заготовки. Если пузыри располагаются по всему сечению образца, то бракуется штанга, соответствующая контролируемому образцу, и контролируют второй раз для разбраковки плавки послиточно или посифонно.
Характерным дефектом шарикоподшипниковой стали являются внутренние разрывы (осевой пережог), представляющие собой грубые нарушения сплошности осевой зоны заготовки, имеющие вид периодически повторяющихся местных поперечных разрывов. Сталь, пораженная этим дефектом, имеет повышенную травимость в центральной части поперечного макрошлифа, проявляющуюся в виде черных пятен – «черновин». В продольном изломе в местах «черновин» наблюдаются четкие кристаллические нити. Пораженность металла осевым пережогом сопровождается, как правило, увеличением балла по центральной пористости и карбидной ликвации, а при микроконтроле дефектного металла наблюдается полное нарушение его сплошности в виде пор и трещин различной величины, часто располагающихся рядом с крупными карбидными и сульфидными включениями [3].
Чем выше загрязненность стали, тем больше вероятность попадания неметаллических включений в область повышенных контактных напряжений на кольцах и телах качения подшипника, тем ниже его долговечность. Опыт работы отечественных заводов и зарубежных фирм показал, что применение подшипниковой стали, чистой по включениям, с однородной и плотной структурой позволяет резко улучшить эксплуатационные характеристики подшипников и значительно повысить срок их службы.
Получение шарикоподшипниковой стали с минимальной загрязненностью неметаллическими включениями представляет собой одну из самых трудных задач современной металлургии качественных сталей. Наличие пористости, ликвации и других дефектов макроструктуры значительно снижает эксплуатационные характеристики подшипниковой стали; решающее же влияние на ее долговечность оказывают микродефекты.
В катаных или кованых заготовках подшипниковых сталей обычного производства, как правило, наблюдаются центральная пористость и грубые строчечные скопления неметаллических включений. При изготовлении из таких заготовок деталей подшипника приходилось удалять центральную часть заготовки (наиболее дефектную), что увеличивало отход металла в среднем на 15%. Тем не менее даже при использовании только наиболее плотной части заготовки не удавалось избежать дефектов в изготавливаемых деталях. При шлифовке колец подшипников на их поверхности обнаруживались так называемые черные точки, являющиеся местами выхода на поверхность пор и крупных неметаллических включений.
В местах этих дефектов в процессе эксплуатации происходит выкрашивание металла (питтинг), ведущее к преждевременному разрушению подшипников. Даже двойной контроль загрязненности металла каждой плавки (выходной контроль на металлургическом заводе–поставщике и так называемый входной контроль на подшипниковом заводе), а также 100%–ный контроль поверхности дорожек качения визуальным осмотром и методом магнитной дефектоскопии не могут служить достаточно надежной гарантией от случаев преждевременного разрушения деталей подшипников вследствие неметаллических включений, оказавшихся на поверхности либо в подповерхностном слое металла.
Данные по связи загрязненности металла с его долговечностью, полученные при исследованиях, проведенных непосредственно на готовых и прошедших испытания подшипниках, показали строгую зависимость между числом оксидных включений и показателями долговечности подшипников.
Величина контактной выносливости и предела выносливости в значительной степени зависит от природы и характера оксидных включений. Так, например, повышение содержания остаточного алюминия в стали с 0,012 до 0,076% привело к соответствующему увеличению количества точечных включений и протяженности строчечных включений корунда и высоко–глиноземистых алюмосиликатов, что обусловило резкое снижение контактной выносливости стали ШХ15СГ(с 14,6 до 5,8 млн. циклов).
С увеличением содержания оксидных включений уменьшается плотность металла, снижаются контактная выносливость и предел выносливости стали. Таким образом, содержание неметаллических включений (особенно хрупких оксидных частиц) становится не только критерием качества подшипниковой стали, но и ее обобщающей характеристикой. B то же время повышение в стали содержания сульфидных включений с 0,005 до 0,025% увеличивает долговечность подшипников с 400 до 800 ч. контактных испытаний показала, что если коэффициент степени вредности сульфидных включений принять за единицу, то для оксидных включений на силикатной основе этот коэффициент составит 1,5, а для включении на основе глинозема и шпинели около 6.
Установлено, что увеличение содержания серы с 0,01 до 0,023% повышает долговечность подшипников при содержании алюминия в металле 0,003…0,034% за счет уменьшения количества глобулярных алюмосиликатных включений и повышения доли сульфидных и оксисульфидных включений. Увеличение содержания серы с 0,008 до 0,18% (по массе) в подшипниковой стали повысило контактную выносливость образцов в 2 раза.
Положительное влияние повышенного содержания серы на контактную выносливость подшипниковой стали и долговечность подшипников наблюдается лишь в том случае, когда удается обеспечить наличие в металле комплексных оксисульфидных включений, в которых оксидное ядро окружено сульфидной оболочкой. Это возможно при условии низкого содержания кислорода в стали.
Согласно современным взглядам на роль неметаллических включений при усталости металлов, для высокопрочных хрупких мелкозернистых сталей главная опасность включений состоит в создании остаточных термических (мозаичных) напряжений в металле, окружающем включения. Поэтому превалирующим фактором в данном случае выступает различие в физических свойствах матрицы и включения (в частности, коэффициента термического расширения), которое для оксидных включений максимально, для сульфидных минимально. Таким образом, сульфиды, являясь как бы мягкой пластичной прокладкой между хрупкой прочной матрицей и жесткими хрупкими оксидными включениями, снимают пики (концентрацию) остаточных напряжений, нейтрализуя вредное влияние оксидов.
Для шарикоподшипниковом стали загрязненность включениями является основным, первостепенным фактором, определяющим уровень ее служебных свойств. Наиболее существенно снижают долговечность остроугольные хрупкие оксиды, в частности глинозем и его производные, особенно строчечные. Оптимальным типом включений следует считать мелкодисперсные комплексные оксисульфидные включения, в которых сульфидная оболочка, разъединяя хрупкую матрицу и хрупкое включение, играет своеобразную роль пластичной прокладки [1].
1.3 Структура стали
Подшипниковая сталь мартенситного класса. Назначение: кольца, шарики и ролики подшипников высокой твёрдости для нефтяного оборудования, втулки оси, стержни и другие детали, к которым предъявляются требования высокой прочности и износостойкости работающих при температуре до 500°С или подвергающиеся действию умеренных агрессивных сред (морской и речной воды, щелочных растворов, азотной и уксусной кислоты и др.). По отношению к сварке сталь является трудносвариеваемой. Склонность к отпускной хрупкости низкая, проявляется только при температурах отпуска 450…600°С.
Температура начала деформации, в данном случае ковки – 1180°С, конца – 850°С. Термическая обработка после горячей деформации – отжиг с перекристаллизацией. Твёрдость после отжига 212…217 НВ. Для исключения трещин нагрев под закалку состоит из двух стадий: подогрева до 800…850°С, и непосредственного нагрева под закалку до 1050…1060°С, последующей выдержкой 6 мин для деталей толщиной до 3 мм, 7…10 мин для деталей 6…8 мм. Режим охлаждения предполагает воздух или масло. После отпуска при температуре 140…150°С и выдержке 2…3 часа твердость должна быть не ниже 56 HRC.
После закалки, количество остаточного аустенита в состоянии может достигать 34 %. Обработка холодом (–70°С, 1 час) приводит к снижению остаточного аустенита до 9%. Ударная вязкость (КСИ) после закалки, обработки холодом и низкого отпуска – менее 1,0 Дж/см2(0,31; 0,38; 0,48).
Твёрдость после закалки с 1050°С, обработки холодом и низкого отпуска при температурах 100, 150 и 200 градусов имеет значения соответственно 60…61, 59…61, 57…59 HRC.
Срок службы элементов подшипника в процессе эксплуатации зависит от большого количества взаимосвязанных факторов, что обусловливает исключительную сложность условий их работы [3].
studfiles.net