Ск45 сталь: Сталь 45: особенности применения и характеристика
alexxlab | 03.06.2023 | 0 | Разное
Шпоночная сталь 45*25 ГОСТ 8787-68 (Ст. 45). Сталь DIN 6880 45х25х1000 для шпонок.
Артикул: 108252223
- Характеристики
Основные размеры
- Ширина шпонки
- 45 мм
- Высота (толщина) шпонки
- 25 мм
- Длина шпонки
- 1000 мм
Общая информация
- Стандарт
- DIN 6880, ГОСТ 8787-68
- Форма шпонки
- шпоночная сталь
- Материал
- углеродистая сталь
- Покрыте
- без покрытия
Другие размеры:
- 2х2х1000
- 3х3х1000
- 4х4х400
- 4х4х1000
- 5х5х1000
- 7х7х1000
- 8х7х1000
- 8х8х1000
- 10х8х1000
- 10х10х1000
- 12х8х400
- 12х8х1000
- 12х10х1000
- 12х12х350
- 12х12х1000
- 14х9х350
- 14х9х1000
- 14х14х300
- 14х14х1000
- 16х10х1000
- 16х16х1000
- 18х11х1000
- 18х16х1000
- 20х12х1000
- 20х18х1000
- 20х20х1000
- 22х14х1000
- 22х22х1000
- 24х14х1000
- 25х14х1000
- 28х16х1000
- 30х30х1000
- 50х28х1000
- 56х32х1000
Нет в продаже
Углеродистые инструментальные стали (SK2, SK4, SK5, SK6 и SK7)
Диапазон размеров изделий
Класс | Толщина (мм) | Ширина (мм) |
СК2 (СК120) | 0,010–2,000 | 3–300 |
СК4 (СК95) | 0,010–2,000 | 3–300 |
СК5 (СК85) | 0,010–3,500 | 3–300 |
СК6 (СК75) | 0,010–2,000 | 3–300 |
СК7 (СК65) | 0,010–1,600 | 3–300 |
Обзор продукции
Благодаря своей обрабатываемости, прокаливаемости, эксплуатационным характеристикам, доступности и другим характеристикам углеродистые инструментальные стали являются наиболее широко используемыми холоднокатаными полосами из специальной стали.
Углеродистая инструментальная сталь используется в самых разных областях: от тяжелых изделий, включая лезвия, режущие инструменты и обычные инструменты, до применений, требующих эластичности и прочности, включая обычные пружины, спиральные пружины, вязальные спицы, рога, измерительные ленты и шайбы.
Обзор углеродистых инструментальных сталей (SK2, SK4, SK5, SK6 и SK7) и углеродистых сталей (S15C, S45C, S50C, S55C и S60C) предоставляется для справки и сравнения со специальными сталями. и страница углеродистой стали.
Характеристики
Обычно большинство марок SK подвергают термообработке до или после обработки.
Марки Tokkin SK предназначены для обеспечения оптимальной шероховатости поверхности после термообработки, что обеспечивает идеальную отделку продукта после обработки черным оксидом.
Стандарт
ТОККИН | Международный стандарт | США | Великобритания | Франция | Россия | Китай | Япония | |
ИСО | AISI SAE | БС | ДИН | НФ | Γоктябрь | ГБ | ДЖИС | |
СК2 (СК120) | ТС120 | W1-11 1/2 | – | – | К120Э3У | у12 | Т12 | СК2 (СК120) |
СК4 (СК95) | ТС90 | W1-9 | – | – | К90Э2У | у10 | Т10 | СК4 (СК95) |
СК5 (SK85) | ТС90 ТС80 | W1-8 | – | К80В1 | К90Э2У К80Е2У | y8Γ у9 | Т8Мн Т9 | СК5 (SK85) |
СК6 (СК75) | ТС80 ТС70 | W1-7 | – | К80В1 | К80Э2У К70Э2У | у8 | Т8 | СК6 (СК75) |
СК7 (СК65) | –
| – | – | К70В2 | К70Э2У | у7 | Т7 | СК7 (СК65) |
Химический состав
Тип | ТОККИН | Химический состав (%) | |||||||
С | Си | Мн | Р | С | Сr | Ni | Другие | ||
Специальная сталь JIS G 3311 (4401)
| СК2 (СК120) | 1,15~ 1,30 | 0,10~ 0,35 | 0,10~ 0,50 | ≦0,030 | ≦0,030 | ≦0,30 | ≦0,25 | Cu≦0,25
|
СК4 (СК95) | 0,90~ 1,00 | 0,10~ | 0,10~ 0,50 | ≦0,030 | ≦0,030 | ≦0,30 | ≦0,25 | ||
СК5 (SK85) | 0,80~ 0,90 | 0,10~ 0,35 | 0,10~ 0,50 | ≦0,030 | ≦0,030 | ≦0,30 | ≦0,25 | ||
СК6 (СК75) | 0,70~ 0,80 | 0,10~ 0,35 | 0,10~ 0,50 | ≦0,030 | ≦0,030 | ≦0,30 | ≦0,25 | ||
СК7 (СК65) | 0,60~ 0,70 | 0,10~ 0,35 | 0,10~ 0,50 | ≦0,030 | ≦0,030 | ≦0,30 | ≦0,25 | ||
Преимущества Tokkin
Высокое качество и надежность
Наша способность обеспечивать одинаковые допуски по прочности и толщине, которые невозможно достичь при использовании обычных материалов, позволяет нам производить продукцию, демонстрирующую стабильную прочность в пружинных применениях.
Кроме того, мы можем обеспечить превосходную усталостную прочность и надежность, регулируя структуру материала и обеспечивая высокую степень чистоты за счет тщательного управления историей производства и корректировки химического состава.
Сверхтонкая фольга
Мы можем производить ультратонкие листы толщиной от 0,010 до 0,099 мм.
Гибкое мелкосерийное производство
Мы можем производить стандартные партии весом 300 кг,
, а также готовы рассмотреть более мелкие партии по согласованию.
(Запросы на мелкие партии рассматриваются в индивидуальном порядке.)
Возможность регулировки материалов до желаемой твердости
Мы изготавливаем продукцию на заказ и можем регулировать твердость по мере необходимости.
Выберите отделку поверхности
Путем замены валика, используемого в процессе прокатки, мы можем предложить яркую или матовую поверхность.
При необходимости мы также можем выполнить чистовую отделку (аутсорсинг).
Физические свойства
9 класс0010 | Плотность г/смm 3 | Удельная теплоемкость Дж (㎏·K) | Коэффициент теплового расширения (0°C–100°C) 10 -6 /K | Теплопроводность Вт/(м·К) | Электрическое сопротивление мкОм·㎝ | Модуль Юнга Н/мм 2 |
Специальная сталь | 7,84 | 490 | 11,0 | 50,2 | 18 | 208000 |
Механические свойства
Твердость/прочность на растяжение. мы можем поставлять продукты с отделкой от самой мягкой отожженной до самой твердой полностью закаленной отделки. Это позволяет выбрать отделку, наиболее подходящую для ваших требований и области применения.
мы можем поставлять продукты с отделкой от самой мягкой отожженной до самой твердой полностью закаленной отделки. Это позволяет выбрать отделку, наиболее подходящую для ваших требований и области применения.
Для проверки только твердости см. Таблицу твердости для марок стали.
Класс | Состояние отделки | Испытание на твердость | Испытание на растяжение | |
ХВ | Прочность на растяжение Н/мм 2 | Удлинение % | ||
СК-2 (SK120) | Отожженный | 170–210 | 520–685 | 20–32 |
Скин прошел | 190–230 | 570–715 | 10–28 | |
Прокат | 250–290 | 735–980 | 2–15 | |
Полная закалка | 280–320 | 835–1080 | 1–3 | |
СК4 (СК95) | Отожженный | 160–200 | 490–645 | 24–35 |
Скин прошел | 175–215 | 540–695 | 12–32 | |
Прокат | 245–285 | 725–970 | 2–15 | |
Полная закалка | 270–310 | 825–1040 | 1–4 | |
СК5 (SK85) | Отожженный | 150–190 | 460–625 | 26–37 |
Скин прошел | 170–210 | 510–685 | 15–35 | |
Прокат | 240–280 | 725–930 | 3–16 | |
Полная закалка | 260–300 | 805–1000 | 1–5 | |
СК6 (СК75) | Отожженный | 145–185 | 440–615 | 27–38 |
Скин прошел | 160–200 | 490–665 | 15–35 | |
Прокат | 235–275 | 715–920 | 3–16 | |
Полная закалка | 255–295 | 795–990 | 1–5 | |
СК7 (СК65) | Отожженный | 140–180 | 410–610 | 28–39 |
Скин прошел | 155–195 | 460–655 | 16–36 | |
Прокат | 230–270 | 705–900 | 3–17 | |
Полная закалка | 250–290 | 775–970 | 1–5 | |
Полная закалка | 200–240 | 655–735 | 1–8 | |
Определения отделки и схема отделки
Tokkin использует следующие определения отделки:
Состояние отделки | Чистовая прокатка |
Отожженный | —— (после отжига) |
Пройденная кожа (слегка прокатанная) | До 5% |
Прокат | 15%–40% |
Полная закалка | 35% или выше |
▲ Вернуться к началу страницы
Таблица твердости
Класс | Состояние отделки (HV) | |||
Отожженный | Скин прошел | Прокат | Полная закалка | |
СК2 (СК120) | 170–210 | 190–230 | 250–290 | 280–320 |
СК4 (СК95) | 160–200 | 175–215 | 245–285 | 270–310 |
СК5 (СК85) | 150–190 | 170–210 | 240–280 | 260–300 |
СК6 (СК75) | 145–185 | 160–200 | 235–275 | 255–295 |
СК7 (СК65) | 140–180 | 155–195 | 230–270 | 250–290 |
2. Гибкость
Гибкость
1. Хотя иногда для гнутых изделий применяется прокатка, мы обычно используем для таких изделий отжиг или дрессировку.
2. Стальные полосы обычно обладают направленными свойствами. Поскольку изделия с прокатанным покрытием, в частности, обладают сильными направленными свойствами, лучше избегать изгиба, параллельного направлению прокатки. Поэтому необходимо продумать компоновку, которая обеспечит перпендикулярность или пересечение направления гибки с направлением прокатки.
3. После резки, резки или обработки, если изгиб сделан так, что заусенцы находятся на внешней поверхности изогнутого участка, трещины могут распространяться от заусенцев к краю. Поэтому поверхность с заусенцами следует расположить так, чтобы она находилась на участке, который не будет изгибаться, или перед изгибом следует удалить заусенцы.
4. Пружина при изгибе различается в зависимости от степени обработки и отделки материала. Необходимо внести соответствующие поправки в зависимости от формы и способа обработки.
5. Способность к изгибу различается в зависимости от марки и условий обработки, но можно обрабатывать материалы с различными условиями отделки, как показано ниже.
(Эти условия в основном относятся к полосам из низкоуглеродистой стали марки SK5 или ниже)
Состояние отделки | Толщина менее 1 мм | Толщина 1 мм или более |
Отожженный | ||
Скин прошел | ||
Прокат |
Примечание: t = толщина, R = внутренний радиус изгиба
№ по каталогу: приблизительная сила изгиба
V-образная матрица | P = 0,6bt 2 σB/L |
U-образная матрица | P = 0,6bt 2 σB (1 + т/л) |
Примечание: t = толщина, b = ширина, L = ширина канала штампа, σB = предел прочности материала на растяжение
▲ Вернуться к началу страницы
3. Способность к вытяжке
Способность к вытяжке
За исключением незначительных процессов волочения, продукт обычно должен иметь одинаковую способность во всех направлениях. По этой причине используются продукты с отожженной или дрессировочной отделкой.
Несмотря на то, что холоднокатаные полосы из специальной стали не подвержены значительным следам растяжения в отличие от мягких сталей, они имеют низкий предел вытяжки. Поэтому при глубокой вытяжке мы производим промежуточный отжиг, а затем повторно вытягиваем изделие.
Мы используем скорость прорисовки 0,4 для рисования обычного плоского листа и 0,6 для перерисовки.
Скорость вытяжки = d/D
d = диаметр вытягиваемого изделия, D = диаметр круглой пластины перед вытяжкой
Ссылка: Формула для приблизительного расчета силы вытяжки : t = толщина, m = поправочный коэффициент (обычно 0,4–1,0), σB = предел прочности материала при растяжении
▲ Вернуться к началу страницы
Температура закалки
Класс | Температура закалки (°C) |
СК4 (СК95) | 790–850 закалка в масле (760–820 закалка в воде) |
СК5 (СК85) | 790–850 закалка в масле (760–820 закалка в воде) |
СК6 (СК75) | 790–850 закалка в масле (760–820 закалка в воде) |
СК7 (СК65) | 790–850 закалка в масле (760–820 закалка в воде) |
СКС51 | 790–850 закалка в масле (760–820 закалка в воде) |
Свойства закалки и отпуска для обычных марок стали
Среда термообработки и меры предосторожности для специальных сталей
Обзор тепловой обработки температура в печи и материале предварительной обработки и атмосферы
Утоление отжигания отжига
1. Опубликающий обратный обзор
Опубликающий обратный обзор
1. Овер. стальные полосы подвергаются закалке и отпуску в зависимости от области применения.
Наиболее важными соображениями при выполнении этих процессов термообработки являются:
(1) для равномерного нагрева и охлаждения продукта в подходящих условиях,
(2) для максимально возможного предотвращения обезуглероживания, образования накипи и высокотемпературной коррозии и
(3) для выбора метода закалки, который минимизирует деформацию закалки.
2. Температура печи и материала
При проведении термической обработки измеряется температура термической печи и используется как температура, до которой нагревается материал. Однако иногда может быть большая разница или колебания между фактической температурой материала и измеренной температурой печи. Поэтому необходимо тщательно исследовать температурные свойства, контролировать температуру и соответствующим образом изменять процесс термообработки.
3. Предварительная обработка и атмосфера
При обработке холоднокатаных полос из специальной стали чем выше содержание углерода, тем легче происходит обезуглероживание. В частности, риск возрастает в процессах высокотемпературного нагрева, таких как закалка. Если материал загрязнен грязью или посторонними веществами, может возникнуть высокотемпературная коррозия. Поэтому перед термической обработкой необходимо предварительно обработать поверхности материалов, очистив их и отрегулировав атмосферу в печи. Газ RX используется в качестве стандартной печной атмосферы при закалке, газ NX при отпуске, но также используются газы N2, h3, AX и другие.
В некоторых случаях используются печи с нейтральными соляными ваннами, печи с металлическими ваннами, печные трубы, корпуса и другое оборудование, исключающее прямой контакт материала с воздухом.
4. Закалка
В большинстве случаев в качестве температуры закалки используется значение около середины диапазона температур закалки в таблице выше. Эта температура поддерживается от нескольких десятков секунд до нескольких минут в зависимости от марки материала, размеров, формы, требуемых свойств и способа закалки. Условия закалки оказывают существенное влияние на свойства продукта. Если температура закалки слишком высока или поддерживается слишком долго, зерна становятся крупнее, снижается ударная вязкость и увеличивается риск обезуглероживания. С другой стороны, если температура закалки слишком низкая или поддерживается недостаточно долго, продукт не затвердеет и могут появиться размягченные пятна. Поэтому важно выбрать соответствующие условия закалки.
Эта температура поддерживается от нескольких десятков секунд до нескольких минут в зависимости от марки материала, размеров, формы, требуемых свойств и способа закалки. Условия закалки оказывают существенное влияние на свойства продукта. Если температура закалки слишком высока или поддерживается слишком долго, зерна становятся крупнее, снижается ударная вязкость и увеличивается риск обезуглероживания. С другой стороны, если температура закалки слишком низкая или поддерживается недостаточно долго, продукт не затвердеет и могут появиться размягченные пятна. Поэтому важно выбрать соответствующие условия закалки.
Обычно масло или вода используются для охлаждения материалов. Изделия, закаленные в воде, твердеют лучше, чем изделия, закаленные в масле, но более подвержены таким проблемам, как деформация при закалке и растрескивание. По этой причине, за исключением некоторых особых случаев, для холоднокатаных полос из специальной стали применяют закалку в масле.
Во избежание закалочной деформации температура масла повышается и выполняется мартенситный отпуск. В особых случаях закалку производят в соляной ванне или металлической ванне (аустенизация). Для ленточных или простых форм применяют закалку стулом, закалку прессом и другие методы.
В особых случаях закалку производят в соляной ванне или металлической ванне (аустенизация). Для ленточных или простых форм применяют закалку стулом, закалку прессом и другие методы.
Температура закалки указана в таблице выше.
5. Отпуск
Несмотря на свою твердость, закаленные материалы не обладают ударной вязкостью и становятся хрупкими. Следовательно, чтобы превратиться в материалы, обладающие ударной вязкостью и прочностью, они должны быть закалены. Условия отпуска определяются в зависимости от требуемых свойств каждого материала с учетом результатов испытаний, закалочных и отпускных свойств марки стали и других факторов. Для холоднокатаных полос из специальной стали в некоторых случаях (особенно когда требуется ударная вязкость) используется длительное время отпуска, поскольку количество используемого материала невелико, а работы по отпуску часто выполняются последовательно. Однако представляется, что большинство производителей часто используют короткое время отпуска, не превышающее нескольких минут. Кроме того, из-за характера последовательного процесса отпуска, если время короткое, температура устанавливается немного выше, и изделия подвергаются многократному отпуску. Однако, как правило, материалы, отпущенные при низкой температуре в течение длительного времени, обладают большей ударной вязкостью, чем материалы, отпущенные при высокой температуре. Поэтому необходимо следить за тем, чтобы печь отпуска не была короче, температура отпуска не повышалась, а время отпуска не сокращалось. Использование масляной, металлической или солевой ванны для закалки позволяет сократить время по сравнению с закалкой на открытом воздухе.
Кроме того, из-за характера последовательного процесса отпуска, если время короткое, температура устанавливается немного выше, и изделия подвергаются многократному отпуску. Однако, как правило, материалы, отпущенные при низкой температуре в течение длительного времени, обладают большей ударной вязкостью, чем материалы, отпущенные при высокой температуре. Поэтому необходимо следить за тем, чтобы печь отпуска не была короче, температура отпуска не повышалась, а время отпуска не сокращалось. Использование масляной, металлической или солевой ванны для закалки позволяет сократить время по сравнению с закалкой на открытом воздухе.
Характеристики закалки и отпуска для обычных марок стали показаны на графиках ниже.
6. Отжиг
Материалы отжигают для их размягчения или устранения деформации. В таких случаях подходящая температура отжига составляет 600–700 °C. Если температура слишком высока, структура может измениться и может произойти обезуглероживание или образование накипи, поэтому обычно предпочтительнее выбирать низкую температуру. Температура 600–700°C поддерживается в течение от нескольких минут до 30 минут, после чего материал постепенно охлаждается примерно до 200°C. Его можно оставить для естественного охлаждения при температуре 200ºC или ниже.
Температура 600–700°C поддерживается в течение от нескольких минут до 30 минут, после чего материал постепенно охлаждается примерно до 200°C. Его можно оставить для естественного охлаждения при температуре 200ºC или ниже.
▲ Вернуться к началу страницы
Kobelco SK45 Резиновые или стальные гусеницы, направляющие ролики, звездочки и катки
Гусеницы и шины предлагает гусеницы 400x74x72 качества OEM и запасные части ходовой части для вашего Kobelco SK45.
Наш выбор резиновых гусениц, стальных гусениц, систем гусениц и гибридных гусениц является лучшим в отрасли. Мы гордимся тем, что храним запасные части, необходимые для сокращения времени простоя.
У нас есть широкий ассортимент запчастей для Kobelco SK45, например:
- Гусеницы
- Передние и задние направляющие ролики
- Звездочки
- Ролики
Рисунок протектора резиновых гусениц мини-экскаватора
У нас есть несколько рисунков протектора для машин Kobelco Mini Excavator (MX), каждый из которых имеет уникальное преимущество перед другим. Пожалуйста, ознакомьтесь с Резиновой дорожкой, которая, по вашему мнению, лучше всего подходит для ваших заявлений о приеме на работу.
Пожалуйста, ознакомьтесь с Резиновой дорожкой, которая, по вашему мнению, лучше всего подходит для ваших заявлений о приеме на работу.
- г.
Толстый каркас со специально разработанным рисунком протектора обеспечивает отличное сцепление с грязью, грязью, песком и твердыми поверхностями
- Гусеницы
MWE имеют непрерывно намотанный трос, что исключает расслоение стыков и продлевает срок службы гусеницы
MWE предлагает наиболее распространенные рисунки протектора OEM
- Более плавная езда, сниженный уровень шума
Резиновые гусеницы Camso
Резиновая смесь Advance X
Долговечный, устойчивый к истиранию протектор Чрезвычайно прочный
Максимальное сопротивление разламыванию и разрыву
Trackguard: предотвращает проникновение воды, песка и камней
Самая продолжительная гарантия на гусеницы в отрасли
Резиновые гусеницы Bridgestone
Усовершенствованные резиновые смеси для высоких нагрузок и доказали свою способность выдерживать высокие температуры.

Направляющие проушины изготовлены из резиновой смеси высокой плотности, препятствующей выдавливанию, чтобы оставаться устойчивым к основному каркасу.
Запатентованный протекторный мост для долговечности.
Сопротивление порезам кромки, обеспечиваемое pro-edge.
Стальные гусеницы, гусеницы и гибридные гусеницы для экскаваторов
MWE предлагает огромный ассортимент стальных гусениц, гибридных гусениц и гусениц для экскаваторов. MWE — ваш лучший выбор для получения качественных деталей для сокращения времени простоя. На всю нашу продукцию распространяется надежная гарантия: на гусеницы и цепи MWE предоставляется гарантия 24 месяца/1500 часов.
Накладки гусениц — MWE предлагает два варианта накладок гусениц, включая резиновые накладки на болтах и на защелках. Оба имеют термообработанные грунтозацепы из высокопрочной стали для максимальной долговечности.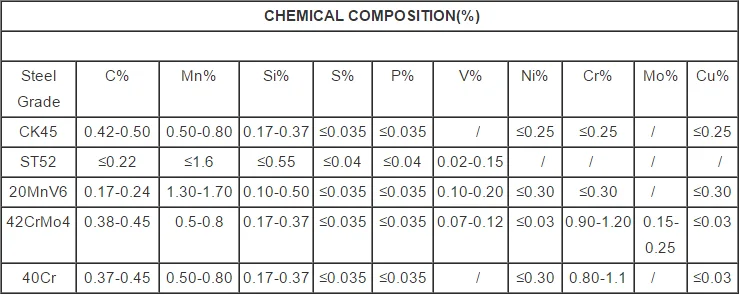 Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.
Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.
Стальные гусеницы- Наши стальные звенья цепи, изготовленные методом высокоточной ковки, проходят термообработку для обеспечения прочной прочности и твердости сердечника в местах, подверженных экстремальному износу. Термическая обработка уменьшает сколы, вызванные сильными ударами. Штифты и втулки специально разработаны с различными конфигурациями в зависимости от использования как в отношении техники, так и в отношении термической обработки. Мы предлагаем гусеницы в сборе, гусеничные цепи и гусеничные ленты — все это высококачественные прецизионные детали. Все стальные гусеницы MWE сертифицированы, что означает, что они будут долговечными даже в самых пересеченных условиях. Нажмите здесь, чтобы узнать больше о наших стальных гусеницах.
Нажмите здесь, чтобы узнать больше о наших стальных гусеницах.
Гибридные гусеницы — Наши гибридные гусеницы обладают прочностью стальных гусениц и гибкостью резиновых гусениц. Гибридные гусеничные системы обеспечивают превосходное сцепление в любых сложных условиях. По сравнению с традиционными резиновыми гусеницами гибридные гусеницы являются наиболее прочной и экономичной альтернативой. Они просты в установке, просты в обслуживании и оптимизированы для повышения производительности ваших машин. Щелкните здесь, чтобы узнать больше о наших гибридных гусеницах.
Детали ходовой части Kobelco SK45 — звездочки, ролики, натяжные ролики
Мы стремимся предоставить нашим клиентам продукцию «Наивысшего качества», доступную в отрасли. Строгие стандарты качества и применения нашей продукции приводят к тому, что компоненты обеспечивают выдающиеся эксплуатационные характеристики и потребительскую ценность. Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.
Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.
Наши продукты имеют «проверенную эффективность» и обеспечивают одно из лучших значений для подрядчиков по земляным работам, добыче полезных ископаемых, управлению отходами и лесозаготовительным работам. Наши компоненты являются предпочтительным выбором для профессионалов при ремонте и обслуживании внедорожной землеройной техники.
Звездочки- MWE предлагает высокопрочные ведущие звездочки для компактных гусеничных погрузчиков и экскаваторов. Изготовленные из материалов высочайшего качества, эти звездочки предназначены для обеспечения длительного срока службы и непревзойденной надежности в самых тяжелых условиях эксплуатации.
Передние и задние направляющие колеса- Наш широкий ассортимент передних и задних направляющих колес включает в себя как литые, так и сборные конструкции. Наши натяжные ролики не требуют технического обслуживания, в них используются специальные высокопрочные стали и качественные группы уплотнений, которые обеспечивают превосходное удержание смазочного масла.