Сквозной технологический процесс это – сквозной процесс – это… Что такое сквозной процесс?
alexxlab | 22.04.2020 | 0 | Разное
сквозной процесс – это… Что такое сквозной процесс?
- сквозной процесс
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируют с использованием стандартных элементов процессов, определенных в еТОМ.
2.17 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
3.15 сквозной процесс (end-to-end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса.
Примечание – Сквозные процессы проектируются с использованием стандартных элементов процессов, определенных в еТОМ.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Сквозной поучастковый контроль
- Сквозной сучок
Смотреть что такое “сквозной процесс” в других словарях:
Судебный процесс над «Бхагавад-гитой как она есть» — … Википедия
ГОСТ Р 53633.1-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с поставщиками и партнерами
ГОСТ Р 53633.2-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление и эксплуатация ресурсов — Терминология ГОСТ Р 53633.2 2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление и… … Словарь-справочник терминов нормативно-технической документации
-
ГОСТ Р 53633.0-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Общая структура бизнес-процессов — Терминология ГОСТ Р 53633.0 2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Общая структура бизнес процессов оригинал документа: 2.1 акционер (shareholder): Инвестор,… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.3-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с клиентами — Терминология ГОСТ Р 53633.3 2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.6-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт Разработка и управление услугами — Терминология ГОСТ Р 53633.6 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.8-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Разработка и управление цепочками поставок
— Терминология ГОСТ Р 53633.8 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт.… … Словарь-справочник терминов нормативно-технической документацииГОСТ Р 53633.5-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Управление маркетингом и предложением продукта — Терминология ГОСТ Р 53633.5 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт.… … Словарь-справочник терминов нормативно-технической документации
Игра
отбор — 05.02.18 отбор (радиочастотная идентификация) [selection]: Операция запроса ответа конкретной радиочастотной метки или группы радиочастотных меток, осуществляемая устройством считывания/опроса. Источник … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Технологический процесс: описание, виды, этапы
Первые достоверно известные технологические процессы были разработаны в древнем Шумере — на глиняной табличке клинописью был описан по операциям порядок приготовления пива. С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений — всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
 Технологический процесс
Технологический процессОпределение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
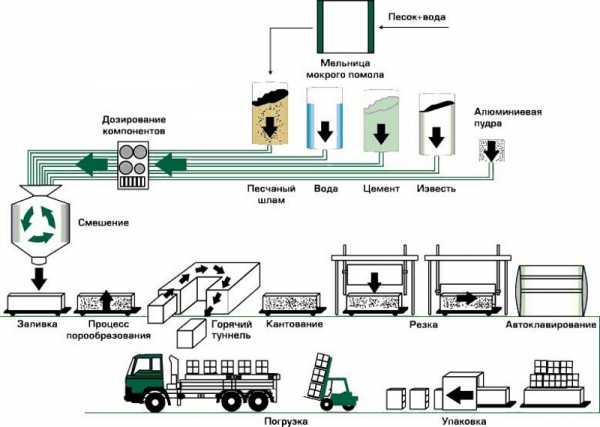
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.

Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
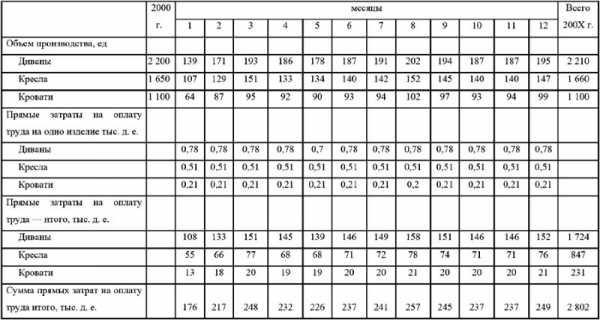
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
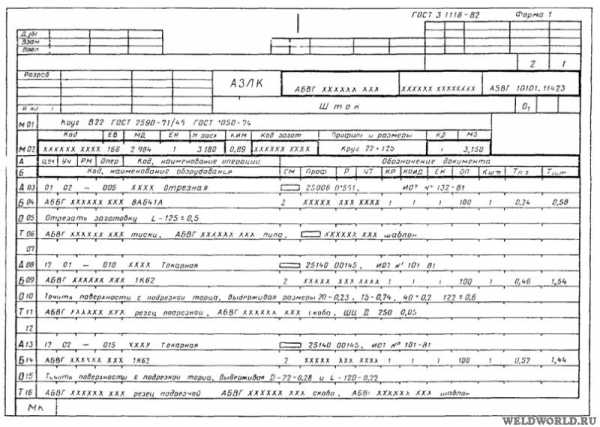
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия.
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
сквозной процесс – это… Что такое сквозной процесс?
- сквозной процесс
- end-to-end process flow
Русско-английский словарь нормативно-технической терминологии. academic.ru. 2015.
- система поддержки основной деятельности
- сущность
Смотреть что такое “сквозной процесс” в других словарях:
сквозной процесс — 3.15 сквозной процесс (end to end process flow): Совокупность всех подпроцессов, действий и порядок их следования, которые необходимы для достижения целей выполнения процесса. Примечание Сквозные процессы проектируются с использованием… … Словарь-справочник терминов нормативно-технической документации
Судебный процесс над «Бхагавад-гитой как она есть» — … Википедия
ГОСТ Р 53633.1-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с поставщиками и партнерами — Терминология ГОСТ Р 53633.1 2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.2-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление и эксплуатация ресурсов — Терминология ГОСТ Р 53633.2 2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление и… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.0-2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Общая структура бизнес-процессов — Терминология ГОСТ Р 53633.0 2009: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Общая структура бизнес процессов оригинал документа: 2.1 акционер (shareholder): Инвестор,… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.3-2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление взаимоотношениями с клиентами — Терминология ГОСТ Р 53633.3 2009: Информационная технология. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eТОМ). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Основная деятельность. Управление… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.6-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт Разработка и управление услугами — Терминология ГОСТ Р 53633.6 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.8-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Разработка и управление цепочками поставок — Терминология ГОСТ Р 53633.8 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт.… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 53633.5-2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт. Управление маркетингом и предложением продукта — Терминология ГОСТ Р 53633.5 2012: Информационные технологии. Сеть управления электросвязью. Расширенная схема деятельности организации связи (eTOM). Декомпозиция и описания процессов. Процессы уровня 2 eTOM. Стратегия, инфраструктура и продукт.… … Словарь-справочник терминов нормативно-технической документации
Игра — сквозной прием и важнейшее понятие актуального искусства последних 20 25 лет. В ситуации постмодернизма понятие И. как изображения, подражания, воссоздания и воспроизведения образов в значительной степени отступило перед И. иронической,… … Альтернативная культура. Энциклопедия
отбор — 05.02.18 отбор (радиочастотная идентификация) [selection]: Операция запроса ответа конкретной радиочастотной метки или группы радиочастотных меток, осуществляемая устройством считывания/опроса. Источник … Словарь-справочник терминов нормативно-технической документации
normative_ru_en.academic.ru
Работа с типовыми/групповыми технологическими процессами в системе Appius-PLM
Владислав Игонин,
к.т.н., руководитель отдела внедрения, компания APPIUS
Продолжая серию статей о развитии и новинках в рамках системы управления жизненным циклом изделия AppiusPLM, в настоящей статье предлагаю рассмотреть новый механизм, предназначенный для описания технологами типовых и групповых технологических процессов, — Редактор ТТП/ГТП.
Создание нового механизма описания ТТП/ГТП в системе обусловлено многочисленными просьбами пользователей по упрощению существующего способа создания типовой технологии. Соглашусь, что базовый вариант работы требует от технологов повышенного внимания, и, конечно, основная причина заключается в наглядном представлении и отсутствии индивидуального интерфейса для работы с типовыми техпроцессами.
По организации производства технологические процессы подразделяются на единичные, типовые и групповые. Если с единичными технологическими процессами и маршрутами в системе все в порядке и все механизмы, предусмотренные для их описания, отработаны, стабильны и соответствуют требованиям технологов, то ТТП/ГТПтехнологиям зачастую стали уделять меньше внимания в силу вышеописанной трудоемкости, а также повсеместного сокращения технологических отделов и упрощения описания технологии изготовления. Если раньше за описание технологии термической обработки, нанесение покрытий, технологию сварки и т.д. отвечали цеховые технологи, то сейчас наблюдается отказ от разработки подобных вариантов и переход к описанию сквозных технологических процессов. Конечно, утверждать, что такой вариант работы неправильный, нельзя, и в большинстве случаев он оправдан единством информации и сокращением времени разработки технологии, но в ряде случаев без создания ТТП/ГТП не обойтись. И определяется это в основном существующими формами технологической документации по ГОСТу, которые предусмотрены для отображения в печатном виде ТТП/ГТП. Соответственно, кроме как с ТТП/ГТП, настоящие формы в печатном виде автоматически из системы сформировать не получится.
Разработка нового редактора началась с написания технического задания специалистами отдела внедрения совместно с разработчиками. За время работы и в результате многочисленных проектов внедрения на производственных предприятиях накопилось огромное количество информации по обратной связи с пользователями о возможных вариантах представления ТТП/ГТП в системе. Бесспорно, основой для разработки остались фундаментальные понятия и принципы технологии машиностроения.
С точки зрения технологии машиностроения типовой и групповой технологические процессы — это два разных понятия, и сформулировать их можно следующим образом:
- типовой технологический процесс — это процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Например, технологический процесс изготовления типоразмерных деталей или исполнений изделия;
- групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Например, технологический процесс получения покрытий, термическая обработка и т.д.
В системе же принцип создания и описания ТТП/ГТП один, а разница основана на содержательной части технологии в отношении состава и содержания операций, используемого оборудования, норм времени, материальных норм и т.д. При создании интерфейса редактора ТТП/ГТП за основу был взят редактор групповых спецификаций, так как более удобного и привычного табличного варианта не нашлось (рис. 1).
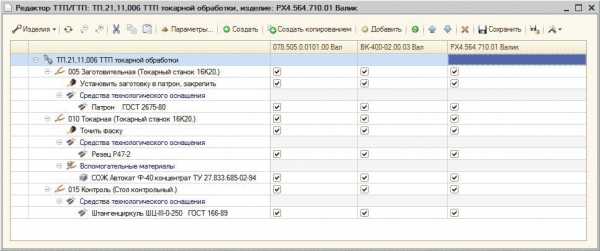
Рис. 1. Окно редактора ТТП/ГТП
Следуя традициям разработки технологических модулей в системе и исходя из названия, редактор ТТП/ГТП может быть использован как средство просмотра информации, а также в качестве рабочего инструмента по созданию и редактированию технологии непосредственно в редакторе. Доступны два варианта работы с ТТП/ГТП: первый из них предполагает полное описание технологии в рамках редактора, второй вариант, на мой взгляд, более удобен — первоначальная подготовка техпроцесса в основном интерфейсе Управление технологией, и дальнейшая конкретизация в рамках редактора.
В качестве первоначальной подготовки подразумевается создание технологического процесса, в котором описана общая, одинаковая для всех деталей/сборок технология, состоящая из операций с соответствующими переходами, вспомогательными материалами, средствами технологического оснащения и т.д. Связь изделия с технологией используется прежняя — Изделия ТТП/ГТП (рис. 2).
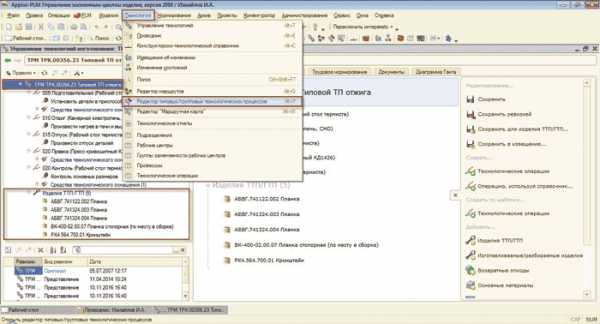
Рис. 2. Базовый вариант технологического процесса
Дальнейшая работа по конкретизации технологии происходит в рамках редактора, в котором запускается подготовленный обобщенный блок технологического процесса, и технолог заполняет конкретные данные по параметрам в зависимости от описываемой детали/сборки. Интерфейс редактора представляет собой многоуровневую таблицу, в строках которой отображаются элементы рассматриваемой технологии, а в колонках — изготавливаемые изделия, входящие в технологию изделия. Каждый столбец по изделию соответствует одному технологическому процессу. В ячейке таблицы, расположенной на пересечении столбцов и строк, флагом отмечено участие того или иного элемента в технологии на конкретную деталь (рис. 3).
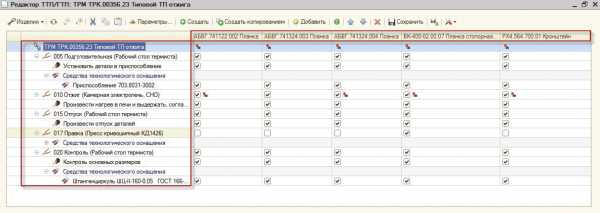
Рис. 3. Интерфейс редактора ТТП/ГТП
На рис. 4 показано, что для всех деталей актуален набор операций 005, 010, 015 и 020. Для детали «ВК40002.00.07 Планка стопорная (по месту в сборке)» в дополнение к четырем общим операциям применяется дополнительная операция 017 Правка. Операция 010 Отжиг для каждого изделия имеет ревизию представления с различными значениями норм штучного времени.

Рис. 4. Конкретизация каждого технологического процесса
Каждая операция, переход, вспомогательный материал, основной материал, комплектование и их параметры могут быть открыты в отдельном окне или новой вкладке редактора (рис. 5). Для каждого элемента в окне параметров может быть настроен список свойств, отображаемых в таблице.
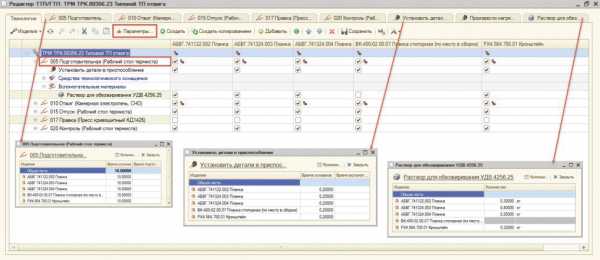
Рис. 5. Элементы и параметры, открытые в отдельных вкладках
Список изделий, указанных на технологическом процессе в качестве изготавливаемых по ТТП/ГТП, отображается в отдельном окне. Доступно добавление или удаление изделий из списка в дополнительном окне. При этом редактируется список изделий ТТП/ГТП общей части (рис. 6).
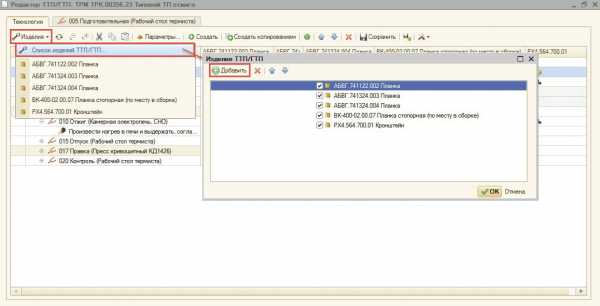
Рис. 6. Список изделий ТТП/ГТП
Более подробная информация по настройкам и принципам работы в редакторе ТТП/ГТП представлена в руководстве пользователя. Редактор доступен для работы в рамках системы AppiusPLM Управление жизненным циклом изделия, является базовым функционалом и требует наличия соответствующей лицензии. Обновление на версию AppiusPLM возможно в рамках действующей технической поддержки.
sapr.ru
17. Сквозные (межфункциональные) процессы.
Любая система управления строится сверху вниз в зависимости от задач, стоящих перед руководством и собственниками организации.
Выделение процессов в организации целесообразно начинать с процессов верхнего уровня, часто их выделяют на основе клиенто-ориентированных цепочек или продуктовых цепочек (цепочек добавления ценности продукту).
Выделение межфункциональных процессов по принципу клиенто-ориентированных цепочек может быть выполнено в том случае, если каждый клиент потребляет уникальный продукт, создание продуктов ведется параллельно, и при этом процессы слабо пересекаются друг с другом.
К организациям, использующим указанный выше принцип, можно отнести:
торгово-закупочные компании с сильной диверсификацией по клиентской базе, но с централизованными функциями закупки, логистики, складского хранения;
18.Типовые проблемы описания и управления сквозными процессами организации.
Проблема 1 Пересечения процессов в рамках одного функционального подразделения организации.
сильно усложняет начальнику этого подразделения координацию управленческих решений с тремя владельцами процессов.
Учет и планирование (распределение) других видов ресурсов в цепочках межфункциональных процессов создает дополнительные проблемы.
В некоторых организациях эти проблемы решают путем директивного распределения вышестоящим руководителем ресурсов и приоритетов между процессами (продуктами, владельцами, заказами и т.д.). Все оперативные вопросы при таком распределении приходится решать тоже с привлечением вышестоящего руководителя.
В цикле управления появляется дополнительная согласующая или распределяющая инстанция, увеличивается срок принятия решения и понижается оперативность управления.
Проблема 3 Регламент межфункционального процесса превращается в очень толстый документ, который никто в организации не использует целиком – только по частям
Аналогичные функции, выполняемые в одном подразделении для разных процессов, могут быть описаны различным образом так, как потребует владелец процесса. Сотрудники подразделений должны будут иметь у себя всю документацию по выполняемым процессам, но реально использоваться на рабочих местах будет не более 10-15% от каждого документа.
Проблема 4 Выделение в организации сквозных процессов приводит к «потере» части функций или работ подразделений.
Обычно это происходит, когда сквозной процесс определяют как целенаправленную последовательность операций (работ, процедур), приводящую к заданному конечному результату – выходу процесса.
При использовании данного определения описание процесса представляет собой описание последовательности функций (работ), выполняемых поочередно в различных подразделениях предприятия (часто из разных функциональных направлений), исполнителей, входящих и исходящих документов и т.п. При этом часть деятельности организации рассматривается как процессы, а часть – нет.
20.«Локальные сквозные» процессы, группы сквозных процессов, типовой перечень сквозных процессов.
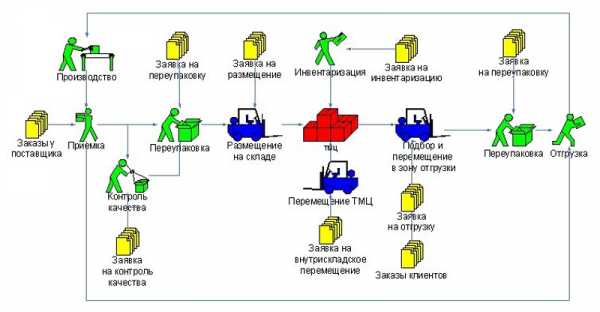
На рисунке представлена схема некоторого процесса. В процессе участвуют сотрудники разных структурных подразделений, в том числе некоторые из них – в виде ролей (например: «инициатор договора» и т.п.). Процесс завершается определенным результатом.

Рассматриваемый процесс формально можно назвать «сквозным», т.к. он пересекает границы нескольких структурных подразделений. В то же время, количество операций процесса ограничено. И процесс, как объект управления, является относительно простым, обозримым.
Результат такого, небольшого по масштабам сквозного процесса, это скорее промежуточный результат, «полуфабрикат».
studfiles.net
технологический процесс – это… Что такое технологический процесс?
технологический процесс (production): Операции, включающие в себя приемку исходных материалов, их обработку, упаковку и получение готовой АФС.
3.2 технологический процесс: Изменение физических и/или химических, и/или структурно-механических, и/или микробиологических, и/или органолептических свойств и характеристик сырья, компонентов, материалов при изготовлении продукции общественного питания.
3.1.18. технологический процесс: Часть производственного процесса, связанная с действиями, направленными на изменение свойств и (или) состояния обращающихся в процессе веществ и изделий.
Технологический процесс – определенные заданные физико-химические превращения, гидравлические, термодинамические, тепломассообменные изменения значений параметров материальных сред и другие операции, последовательно приводящие к получению продукта.
3.1.1 технологический процесс : Часть производственного процесса, содержащая целенаправленные действия по изменению и/или определению состояния предмета труда.
Технологический процесс
Научно обоснованный комплекс действий, необходимых для получения готового продукта, он состоит из отдельных, следующих одна за одной стадий производства.
3.1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Технологическая система
Совокупность приемов и способов получения, обработки, переработки и транспортировки сырья, материалов, полуфабрикатов или изделий, осуществляемая в различных отраслях промышленности в целях получения продукции с заданными свойствами. Технологический процесс может представлять непрерывную или периодически (циклично) работающую последовательно взаимосвязанную цепь оборудования и агрегатов, соединенных (объединенных) различными транспортными коммуникациями (трубопроводами, конвейерами и т.п.)
Примерами технологических систем могут быть системы пылеулавливания газоочистки
–
Технологический процесс – по ГОСТ 3.1109-82.
Технологический процесс – часть производственного процесса, связанная с действиями, направленными на изменение свойств и/или состояния обращающихся в процессе веществ, материалов и изделий.
11. Технологический процесс
D. Technologischer Prozess
E. Technological process
F. Processers technologique
По ГОСТ 3.1109-73
12. Технологический процесс . Совокупность физико-химических или физико-механических превращений веществ и изменение значений параметров материальных сред, целенаправленно проводимых в аппарате (системе взаимосвязанных аппаратов, агрегате, машине и т.д.)
3.1.5 технологический процесс
Часть производственного процесса, содержащая целенаправленные действия по определению или изменению состояния предмета труда (ГОСТ 3.1109)
3.1.1 технологический процесс : Часть производственного процесса, содержащая целенаправленные действия по изменению и/или определению состояния предмета труда.
1. Технологический процесс
Процесс
D. Technologischer Prozeß
Fertigungsablauf
Е. Manufacturing process
F. Precédé de fabrication
Смотри также родственные термины:
47 технологический процесс (production): Операции, включающие в себя приемку и обработку исходных материалов, упаковку и получение готового продукта.
44а. Технологический процесс базовый
Технологический процесс высшей категории, принимаемый за исходный при разработке конкретного технологического процесса.
Примечание. К высшей категории относятся технологические процессы, которые по своим показателям соответствуют лучшим мировым и отечественным достижениям или превосходят их
3.1.10 технологический процесс исполнения услуги: Основная часть процесса предоставления услуги, связанная с изменением состояния объекта услуги (по ГОСТ 30335 / ГОСТ Р 50646).
9 технологический процесс исполнения услуги : Основная часть процесса предоставления услуги, связанная с изменением состояния объекта услуги.
3.1.5 технологический процесс переработки данных: Совокупность действий, направленных на изменение состояния данных
Технологический процесс проектирования
1. Целенаправленная и организованная последовательность технологических операций (действий) специалиста (коллектива, группы специалистов), оснащенного необходимыми знаниями, навыками, исходной информацией, материалами и оборудованием, в результате выполнения которой реализуются проектные функции или решаются проектные задачи
2. Комплекс технологической документации, описывающий в нормализованной форме порядок выполнения проектных работ, а также устанавливающий требования к качеству выполнения работ и нормативные затраты ресурсов, необходимых для достижения заданного качества проектной продукции
3.33 технологический процесс сооружения земляного полотна : Способы, приемы и последовательность выполнения видов работ определенным типом машин и их типоразмером с рациональными режимами.
2.2.3 технологический процесс функционирования ИТК ИС: Последовательность предусмотренных функциями информационно-телекоммуникационной игровой системы событий, происходящих в соответствии с намеченной игровой целью, выполняемая путем применения информационной технологии.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
normative_reference_dictionary.academic.ru
Формирование технологического состава изделия и разработка технологических процессов по маршруту изготовления технологических исполнений детали
Александр Вепрев, Сергей Стреляев, Сергей Бушков
Информационные технологии являются неотъемлемой частью любого современного предприятия. Их внедрение на ИАЗ, филиале ОАО «Корпорация «Иркут», направлено на эффективное управление производственными и обеспечивающими процессами, а также на рациональное использование финансовых, материальных и трудовых ресурсов.
Еще с десяток лет назад, несмотря на широкое применение на Иркутском авиационном заводе, филиале ОАО «Корпорация «Иркут» (далее ИАЗ), информационных технологий, процессы конструкторскотехнологической подготовки и производства изделия выполнялись традиционными методами на основе бумажных документов. Доля объема работ, осуществляемых с использованием систем автоматизированного проектирования (САПР), составляла незначительную величину, а полученные результаты переводились из электронного вида в форму бумажных документов.
Одной из причин являлось отсутствие единой информационной системы, позволяющей объединить разрозненные электронные данные. В рамках существующих решений собрать всю информацию воедино на практике не представлялось возможным. Наиболее типичным решением стало ведение копий всей электронной информации в бумажном виде и выполнение всех согласований старыми методами. В результате информация об изделии представляла собой десятки и сотни килограмм бумажной документации, огромное количество разрозненной информации в электронном виде (геометрические модели, спецификации, чертежи, программы для станков с ЧПУ, технологические процессы).
Формирование технологического состава изделия в системе управления документацией и данными по составу изделия (СУДП)
При этом практически не применялись такие преимущества электронного представления информации, как возможность оперативного доступа к конструкторской документации с учетом всех изменений.
В октябре 2003 года на нашем предприятии был инициирован проект разработки и ввода в эксплуатацию Системы управления документацией и данными по составу изделия (СУДП) на базе промышленной системы управления жизненным циклом изделия Teamcenter компании Siemens PLM Software. В апреле 2005 года была введена в промышленную эксплуатацию первая очередь СУДП (СУДП1), направленная на определение и управление конструкторской конфигурацией изделий авиационной техники.
В настоящее время управление конструкторским составом изделия на ИАЗ немыслимо без использования СУДП. В базах данных системы хранится информация обо всех изделиях авиационной техники, изготавливаемых на нашем предприятии. В круг пользователей СУДП входят специалисты и руководители подразделений управления главного конструктора, службы главного технолога, отдела стандартизации, технологических отделов производств. И это неудивительно, ведь система постоянно развивается, позволяя выполнять все больше и больше специфических функций.
Летом 2005 года приступили к разработке второй очереди СУДП, основной задачей которой является формирование и управление технологической конфигурацией изделия. Сейчас разработано и развернуто в опытную эксплуатацию программное обеспечение управления технологическим составом изделия, а также доработано программное обеспечение управления конструкторской подготовкой производства с учетом требований по раздельному управлению конструкторским и технологическим составами изделия.
Создание технологической структуры изделия на базе имеющегося конструкторского состава является необходимым, потому что в условиях агрегатносборочного производства конструкторский состав не в полном объеме используется для изготовления какойлибо технологической сборочной единицы (ТСЕ). На практике для изготовления одной ТСЕ в сборочном цехе на одном участке или в одном приспособлении не нужен полный состав изделия, отраженный в конструкторской спецификации. Часть компонентов собирается в одной ТСЕ, а часть передается на последующие этапы сборки в другую ТСЕ.
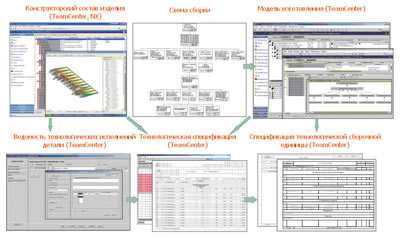
Пример графического отображения модели изготовления изделия
На начальном этапе создается схема конструктивнотехнологического членения (КТЧ), наглядно показывающая членение конструкции изделия на составные части в соответствии с технологическим порядком их изготовления. Далее разрабатывается карта конструктивнотехнологической характеристики деталей и сборочных единиц (ДСЕ). На основе схемы КТЧ и карты конструктивнотехнологической характеристики ДСЕ технолог планирует последовательность сборки, отражая ее в схеме сборки. В соответствии с КТЧ, ведомостью сварных и паяных сборочных единиц и картой конструктивнотехнологической характеристики, схемой сборки технолог разрабатывает директивные технологические процессы (ДТП) сборки агрегата (изделия) и его составляющих, если потребуется. ДТП изделия определяет принципиальный порядок сборки, используется при создании серийных технологических процессов, ведомости эталонной и сборочной оснастки и технических требований на проектирование эталонной и технологической оснастки.
Первоначально формируется необходимая номенклатура средств оснащения с ее привязкой к агрегатам и их составным частям, вплоть до отдельных этапов и сборочных операций.
В последующем по каждой позиции заявленной оснастки планируется и контролируется прохождение этапов ее жизненного цикла (разработка ТУ, проектирование, изготовление, отладка и внедрение, доработка и ремонт, списание). Комплектность поставки средств технологического оснащения, как и при комплектации агрегатов деталями, достигается за счет привязки оснастки к составным частям изделия, а очередность поставки определяется взаимосвязью этапов сборочных работ. При этом для планирования и контроля сроков работ по этапам жизненного цикла оснастки используются директивные графики постановки изделий на серийное производство и специализированные графики отраслевых
отделов.
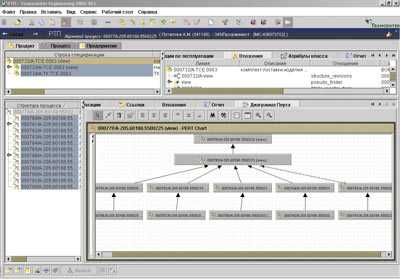
После создания технологической структуры изделия, создания структуры процессов и назначения средств технологического оснащения специалист директивной группы (технолог ведущего отдела) на этапе директивного планирования определяет последовательность изготовления ТСЕ. Последовательность процессов изготовления ТСЕ определяется путем построения диаграммы Перта в модуле РТП с использованием стандартного интерфейса Teamcenter.
Директивные технологические материалы и схемы сборки определяют технические условия на поставку ДСЕ, которые, в свою очередь, влияют на технологическое исполнение детали. Технологическое исполнение детали (ТИД) — исполнение детали, имеющее временные конструктивные отличия от детали по чертежу согласно ТУ на поставку детали. Все варианты ТИД отражаются в ведомости технологических исполнений детали вместе с применяемостью. Каждому технологическому исполнению соответствуют собственные технические условия на поставку и средства технологического оснащения (ТУВО), необходимые для его изготовления.
На основе утвержденной конструкторской спецификации формируется технологическая спецификация (ТС), определяется предварительный маршрут изготовления деталей и их место в схеме сборки, соответствующее определенной ТСЕ. Далее в электронном виде ТС поступают на этап технологической проработки и разработки необходимых требований — условий поставки на сборку.
В силу специфики производства летательных аппаратов детали, поставляемые на сборку агрегатов, имеют существенные отличия от конструкторской документации. Для их изготовления цеха — потребители этих деталей определяют требования к условиям поставки. Все требования (дополнительные отверстия, припуски, приливы и т.п.) указываются в ТУВО. В зависимости от обозначенных условий поставки к авиационному номеру детали добавляется идентификатор — суффикс технологического исполнения детали.
После того как условия определены, происходит этап согласования требований. Определяется количество каждого технологического исполнения детали, и утверждаются требования, системно создается информационный объект ТИД.
Прохождение электронной информации по этапам ее создания, редактирования, согласования и утверждения, а также доставки ее ответственным исполнителям осуществляется с помощью процедур Cascade Release (CRпроцедур), предназначенных для автоматизированного назначения статусов и управления доступом.
Для того чтобы технологи в цехах смогли разрабатывать технологические процессы изготовления деталей и сборки ТСЕ, они должны иметь актуальную информацию по составу изделия с учетом всех изменений. Для этого все созданные информационные объекты ТИД возвращаются на этап формирования технологических спецификаций. На этом этапе инженеры соответствующих служб уточняют ТС по созданным ТИД, назначают номера технологических комплектов технологических сборочных единиц и уточняют маршрут изготовления уже для ТИД. Технологическая спецификация выпускается в производство извещением, система автоматически производит рассылку ТС по подразделениям, участвующим в процессе изготовления ТИД и сборке ТСЕ.
Наряду с утвержденной технологической спецификацией в технологические службы производства приходит уведомление о том, что сформирована технологическая структура изделия. Структура ТСЕ в дальнейшем используется для разработки технологических процессов и операций сборки, а состав ТК ТСЕ — для комплектования сборочных операций.
Технологи агрегатносборочного производства приступают к разработке технологических операций сборки ТСЕ. Все работы ведутся на основе ранее созданной группой директивного планирования технологической модели изготовления изделия. Происходит комплектование операций необходимыми комплектующими: ТИД, стандартными изделиями и ПКИ. Формируется состав технологической структуры изделия. Последовательно ТСЕ нижнего уровня наполняются необходимыми компонентами для изготовления ТСЕ верхнего уровня. Так шаг за шагом, как снежный ком, мы получаем иерархически организованную структуру всего изделия.
После того как разработаны технологические процессы, система позволяет автоматически формировать комплект технологических документов с прохождением всех этапов согласования в электронном виде. Также разработана функциональность формирования документов, не входящих в комплект ТД, но имеющих определенную цель. Это отчеты о составе ТСЕ, составе ТК ТСЕ, а также отчет по изменениям состава ТК ТСЕ. Каждый отчет формируется по запросу пользователя и в зависимости от заданных условий (текущая дата, заданный диапазон дат, указанный интервал серийных номеров машин, конкретный номер комплекта).
Система находит компонент с указанным обозначением ТСЕ, считывает состав данной ТСЕ и формирует файл в формате XLS. Файл формируется на каждую ТСЕ отдельно, в спецификацию отображаются ТСЕ, технологические комплекты ТСЕ, входящие в состав выбранной ТСЕ только одного уровня описания технологической структуры.
После того как разработана и утверждена технологическая структура изделия, разработаны директивные технологические процессы, наступает процесс детальной проработки и разработки серийных технологических процессов.
Проектной группой по разработке СУДП была разработана и внедрена в опытную эксплуатацию система автоматизированного проектирования технологических процессов.
Задача была поставлена непростая — обеспечить возможность автоматизированного управления технологическими процессами и комплектами технологических документов, сократить сроки выпуска ТД за счет согласования ТД в электронном виде, повысить достоверность при формировании сквозного маршрута изготовления, обеспечить хранение истории изменения технологической документации в электронном виде.
Для решения данных задач были разработаны следующие модули: формирования единичных технологических процессов сквозного изготовления деталей, модуль формирования программных технологических процессов, модуль формирования слесарных, слесарносборочных, монтажных, настроечнорегулировочных и испытательных работ, а также модуль нормирования технологических процессов.
Процесс формирования технологических процессов изготовления деталей начинается с того, что технологу в электронном виде приходит уведомление от начальника технологического бюро о необходимости разработки технологического процесса. Для разработки технологического процесса технологу не нужно идти в архив, брать чертеж детали и необходимую конструкторскую документацию, а также инициировать отдельно ПО разработки техпроцессов. Достаточно просто в специализированном модуле СУДП в окне своего рабочего пространства системы Teamcenter подсветить в технологической спецификации необходимый объект и через специальное меню выбрать задачу создания единичного технологического процесса.
Система инициирует открытие формы регистрации технологического процесса, в которую технолог вносит данные о ТП по значимости и виду организации. Преимущество системы состоит в том, что большинство данных, например обозначение детали, наименование, данные о чертеже, по которому изготавливается деталь, считываются в форму автоматически.
Для того чтобы ассоциировать ТИД с технологическим процессом, технологу не нужно производить никаких дополнительных действий — этот процесс полностью автоматизирован и происходит при сохранении информационного объекта (ТП).
Далее технолог приступает к детализации ТП, формирует технологические операции и переходы, назначает оборудование, инструмент, вспомогательные материалы, режимы обработки, при этом используются специально реализованные справочники.
Процесс формирования технологического состава изделия в единой среде СУДП позволяет:
- заменить схемы сборки изделий АТ на бумажном носителе моделью изготовления изделия в электронном виде с возможностью получения актуальной информации о процессах сборки в любой момент времени;
- использовать модель изготовления при проектировании серийных технологических процессов (операций) сборки изделий АТ;
- перейти от ведомости плазовошаблонной оснастки и множества технических условий на поставку деталей (в бумажном виде) к единому информационному объекту (ТУВО), содержащему все требования к изготовлению и поставке технологического исполнения детали на сборку и необходимых средств технологического оснащения;
- осуществлять оперативный выпуск технологических спецификаций в электронном виде с дальнейшей возможностью параллельной разработки или уточнения технологических процессов изготовления ТИД.
- Работа в единой информационной среде СУДП позволяет:
- повысить качество и скорость работы, поднять ритм производства на качественно иной уровень;
- полностью решить вопрос поиска достоверной технологической и конструкторской информации, ее уточнения, изменения, обеспечить работникам доступ к информации, еще находящейся в разработке;
- сократить срок запуска в производство изделия за счет уменьшения трудоемкости выполнения работ КТПП, что соответственно сокращает годовые текущие затраты.
В результате внедрения модуля формирования ТСИ технологические службы стали работать более эффективно. Благодаря достигнутым результатам разработка СУДП продолжается и сегодня.
Александр Вепрев
Генеральный директор ИАЗ — филиала ОАО «Корпорация «Иркут», вице-президент.
Сергей Стреляев
Заместитель начальника управления информационных технологий, руководитель проекта СУДП.
Сергей Бушков
Начальник бюро автоматизации отдела автоматизированных систем управления конструкторско-технологической информацией.
САПР и графика 1`2010
sapr.ru