Слесарное дело разметка – Слесарная разметка – Разметка
alexxlab | 16.01.2020 | 0 | Разное
Плоскостная разметка: особенности, приемы, инструменты, брак
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
| Тип поверхности | Окрашивающие средства |
| любые типы поверхностей, кроме горячекатаной стали и цветных металлов | быстросохнущие водоэмульсионные краски, спиртовые лаки |
| заготовки из чугуна или стали | медный купорос: · в кусках; · раствор (3 чайные ложки на 200 г воды) |
| необработанные заготовки черного цвета | раствор мела в воде (консистенция густого молока) с добавкой сиккатива или льняного масла |
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.
Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- Перпендикулярные линии наносятся при помощи угольника. Заготовку располагают в углу плиты рабочего стола, фиксируют грузом. Чтобы разметить первую линию, полку угольника надо приложить к боковой поверхности плиты. Затем угольник перемещают к перпендикулярной поверхности и вычерчивают вторую линию.
- Нанося разметку по шаблону необходимо использовать правильно заточенную чертилку. Ее следует установить так, чтобы образующая конуса плавно перемещалась по контурным линиям шаблона. На точность работ оказывают влияние условия прилегания шаблона к поверхности.
- При разметке по образцу все размеры переносятся с отработанной детали на заготовку. Перед началом работы она проверяется на достаточность припусков, отверстия в заготовке закрываются центровыми пробками. Далее последовательность действий такая:
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Брак при разметке
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
| Брак | Причина возникновения |
| Ошибки в перенесении размеров | · неправильное чтение чертежа или искажение на нем размеров; · несоблюдение последовательности операций; · неправильное использование инструментов; · невнимательность разметчика |
| Погрешность установки размеров при использовании масштабной линейки | небрежность или отсутствие навыков у разметчика |
| Неправильное откладывание размеров на заготовке | · неверное определение баз; · неточность измерительного инструмента |
| Перекосы | · небрежное фиксирование заготовок, приводящее к их смещению; · износ разметочной плиты |
| Неточная установка приспособлений на поверхности заготовки | · невнимательность разметчика; · низкое качество подготовки поверхности |

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Разметка | Основы слесарной обработки
Разметкой называется нанесение на подлежащие обработке материалы или на обрабатываемое изделие точек и линий, обозначающих оси и контуры детали согласно чертежу, а также мест, подлежащих обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Разность между размерами заготовки до и после обработки называется припуском на обработку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки (например, опиливают по размерам, указанным на чертеже).
Иногда наносятся две риски: одна для обозначения границы обработки, другая на некотором расстоянии от нее — для контроля.
Различают плоскостную и пространственную разметку. С помощью плоскостной разметки размечают плоские детали или отдельные плоскости деталей в том случае, если они не должны увязываться с другими их плоскостями. Приемы плоскостной разметки весьма схожи с приемами технического черчения и выполняются инструментами, подобными чертежным.
Пространственная разметка заключается в том, что разметки отдельных поверхностей детали, расположенных в разных плоскостях и под различными углами друг к другу, увязываются между собой. Для пространственной разметки деталь устанавливается на специальной разметочной плите, причем правильность ее установки тщательно проверяется.
При разметке применяется следующий инструмент (рис. 4.2): линейки, окладной метр, чертилка, кернер, стальной угольник, транспортир, разметочный циркуль, штангенциркуль, рейсмус и др.
Рис. 4.2. Инструменты, применяемые при разметке: а — чертилка; б — слесарный угольник; в — разметочный циркуль; г — рейсмус; д — штангенциркуль. Разметка детали может осуществляться по чертежу и по шаблону.
Разметка по чертежу требует от рабочего определенных навыков: четкого понимания чертежа или эскиза, правильного выбора базы, от которой откладываются размеры детали, точной установки размеров по масштабной линейке и перенесению их на размечаемую деталь.
Шаблоны обычно применяются при разметке большого количества плоских деталей и позволяют значительно упростить и ускорить сам процесс разметки. Шаблоны изготовляются из листовой стали, алюминиевых сплавов или фанеры. Для разметки детали этим способом шаблон укладывают на размечаемый лист, прижимают к нему и обчерчивают по кромкам с помощью чертилки. При этом необходимо держать чертилку под постоянным углом к листу, не наклоняя в сторону шаблона (или линейки), так как от этого искажаются размеры детали.
Обычно при прочерчивании рисок чертилку держат с двойным уклоном: один на 15—20° от вертикали в сторону от линейки (или шаблона), другой в-сторону перемещения чертилки так, чтобы угол между ней и заготовкой (деталью) составлял 45-70°.
Риску следует проводить только один раз, а чтобы она была как можно тоньше, острие чертилки должно быть всегда хорошо заточено.
Чтобы нанесенные при разметке линии не стерлись при транспортировке и обработке детали, их прокернивают через 50—100 мм, а на закруглениях — через 5—10 мм. Кернер ставят на отмечаемой точке сначала наклонно, а в момент удара его выводят в вертикальное положение (рис. 4.3). Пальцы руки держащей кернер, не должны касаться размечаемой детали. Удар молотком наносят легко.
Рис. 4.3. Приемы кернения.
Накернивание следует производить после того, как вся разметка будет окончена. Следует помнить, что разметка является одной из наиболее ответственных операций, обеспечивающих правильное изготовление детали. Поэтому рабочий, производя разметку, должен быть внимателен, особенно при определении размеров по чертежу, нанесении их на заготовку, а также при установке детали на разметочной плите. Разметка должна выполняться только исправным и точным инструментом.
www.stroitelstvo-new.ru
Общие понятия о разметке в слесарном деле
Общие понятия о разметке в слесарном деле
Категория:
Разметка
Общие понятия о разметке в слесарном деле
Детали машин и различные изделия изготовляют из заготовок в виде отливок и поковок и из сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется определенный слой металла; в результате уменьшаются ее размеры. Разность между размерами заготовки до и после обработки есть припуск на обработку.
Припуск, т. е. подлежащий удалению слой металла, можно снимать с поверхности заготовки не сразу, а постепенно, применяя различные виды обработки, или, как говорят, различные операции. Припуски, последовательно удаляемые при определенных операциях обработки, называются операционными припусками.
Общий размер припуска складывается из размеров припусков под каждую операцию. Предположим, нужно обработать стальную плоскую плитку, для которой заключительная операция—опиливание противолежащих поверхностей. Толщина плитки по чертежу равна 40 мм. Размер заготовки по толщине равен 44 мм, следовательно, общий размер припуска на обработку плитки с двух сторон будет 4 мм. Этот припуск по операциям может складываться так: под обработку поверхностей на станке (например, строгальном, фрезерном) с обеих сторон оставляется по 2,5 мм, под опиливание драчевым напильником — 1 мм и под опиливание личным напильником — 0,5 мм.
Чтобы не сделать ошибки при обработке заготовки и не испортить ее, на поверхность заготовки наносят точно по чертежу, с сохранением указанных на нем размеров, контурные линии (риски), обозначающие границы, до которых разрешается снимать излишние слои металла. Перейти за эти границы нельзя, иначе Деталь будет испорчена. Такая операция называется раз-меткой.
Точность разметки колеблется от 0,25 до 0,5 мм. Степень точности разметки значительно влияет на точность дальнейшей обработки заготовки. Ошибки, допущенные при разметке, могут привести к тому, что окончательно обработанная деталь окажется браком. Но бывают и обратные случаи, когда заготовки, неточно отлитые и поэтому забракованные, можно исправить путем тщательной разметки, перераспределив припуски для каждой поверхности.
Разметка делится на плоскостную и пространственную.
Плоскостная разметка (рис. 1, а) выполняется на поверхностях плоских деталей, на полосовом и листовом материале, на поверхностях кованых и литых заготовок.
Пространственная разметка (рис. 1,б)—это разметка поверхностей заготовки, расположенных в разных плоскостях под разными углами друг к другу.
Слесарь очень часто начинает работу именно с разметки. Размечать ему приходится плоские детали, листовой и полосовой материалы, а также различные поковки и отливки и заготовки из сортового материала.
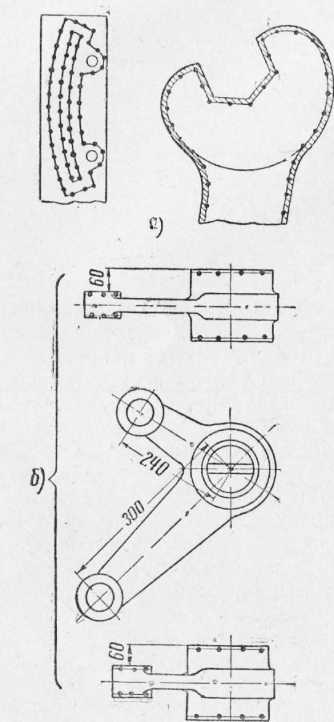
Рис. 1. Примеры разметки: а — плоскостной (слева — размеченная заготовка паровозной кулисы, справа — размеченная заготовка гаечного ключа), б —- пространственной (размечен угловой рычаг)
Разметка — сложная и ответственная работа, требующая очень внимательного выполнения. Производящий разметку должен хорошо читать чертежи, отлично знать разметочный и измерительный инструменты и уметь правильно пользоваться ими.
Реклама:
Читать далее:
Инструменты и приспособления, применяемые при разметке в слесарном деле
Статьи по теме:
pereosnastka.ru
Разметка окружностей, центров и отверстий в слесарном деле
Разметка окружностей, центров и отверстий в слесарном деле
Категория:
Разметка
Разметка окружностей, центров и отверстий в слесарном деле
При разметке все геометрические построения производятся с помощью двух линий — прямой и окружности (на рис. 38 с целыо повторения показаны элементы окружности).
Прямая изображается в виде черты, проведенной с помощью линейки. Линия, проведенная по линейке, будет прямой только в том случае, если сама линейка верна, т. е. если ее ребро представляет прямую линию. Для проверки правильности линейки берут произвольно две точки и, приложив к ним ребро, проводят линию; затем перекладывают линейку по другую сторону этих точек и по тому же ребру снова проводят линию. Если линейка верна, то обе линии совпадут, если не верна, линии не совпадут.
Рис. 1. Окружность и ее элементы
Окружность. Нахождение центра окружности. На плоских деталях, где уже имеются готовые отверстия, центр которых неизвестен, центр находят геометрическим способом. На , торцах цилиндрических деталей центр находят при помощи циркуля, рейсмуса, угольника, центроискателя, колокола (рис. 2).
Геометрический способ нахождения центра заключается в следующем (рис. 2, а). Пусть дана плоская металлическая плита с готовым отверстием, центр которого неизвестен. Перед тем как начать разметку, в отверстие вставляют широкий деревянный брусок и на него набивают металлическую пластинку из белой жести. Затем на краю отверстия слегка намечают произвольно три точки Л, Б и С и из каждой пары этих точек АВ и ВС описывают дуги до пересечения в точках 1, 2, 3,4; проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых и будет искомым центром отверстия.
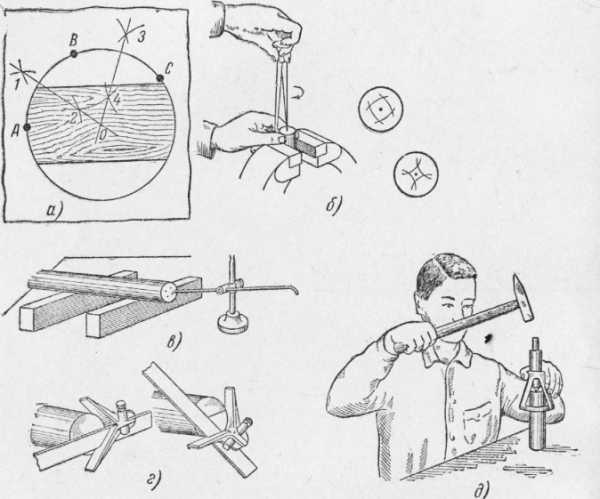
Рис. 2. Нахождение центра окружности: а — геометрическим способом, б — разметка центра циркулем, в — разметка центра рейсмусом, г — разметка центров по угольнику, д — накернивание с помощью колокола
Разметка центра циркулем (рис. 2,б). Зажав деталь в тиски, разводят ножки циркуля немного больше или меньше радиуса размечаемой детали. После этого, приложив к боковой поверхности детали одну ножку циркуля и придерживая ее большим пальцем, другой ножкой циркуля очерчивают дугу. Далее перемещают циркуль на окружности (на глаз) и таким же способом очерчивают вторую дугу; затем через каждую четверть окружности очерчивают третью и четвертую дуги., Центр окружности будет находиться внутри очерченных дуг; его и набивают кернером (на глаз). Такой способ применяют, когда большой точности не требуется.
Разметка центра рейсмусом. Деталь кладут на призмы или параллельные подкладки, уложенные на разметочную плиту. Устанавливают острый конец иглы рейсмуса несколько выше или ниже центра размечаемой детали и, придерживая деталь левой рукой, правой рукой двигают рейсмус по плите, прочерчивая его иглой на торце детали короткую риску. После этого поворачивают деталь на !Д окружности и таким же способом проводят вторую риску. То же повторяют через каждую четверть оборота для проведения третьей и четвертой рисок. Внутри рисок и будет находиться центр; его набивают посередине кернером (на глаз).
Разметка центра по угольнику. На торец цилиндрической детали накладывают угольник-центро-искатель. Прижимая его левой рукой к детали, правой рукой прочерчивают по линейке центроискателя при помощи чертилки риску. После этого деталь повертывают приблизительно на ‘/« окружности и проводят чертилкой вторую риску. Точкой пересечения рисок и будет центр торца, который набивают кернером.
Рис. 3. Деление окружности на части
Разметка центра колоколом (рис. 2, д). Колокол устанавливают на торец цилиндрической детали. Придерживая колокол левой рукой в вертикальном положении, правой рукой наносят удар молотком по кернеру, находящемуся в колоколе. Кернер сделает углубление в центре торца.
Деление окружности на равные части. При разметке окружностей часто приходится их делить на несколько равных частей—3, 4, 5, 6 я больше. Ниже приводятся примеры Деления окружности на равные части геометрическим способом и с помощью таблицы.
Деление окружности на три равные части. Сначала проводят диаметр АВ. Из точки А описывают радиусом данного круга дуги, засекающие на окружности точки С и D. Полученные из этого построения точки В, С и D будут точками, делящими окружность на три равные части.
Деление окружности на четыре равные части. Для такого деления проводят через центр Окружности два взаимно-перпендикулярных диаметра.
Деление окружности на пять равных частей. На данной окружности проводят два взаимно-перпендикулярных диаметра, пересекающие окружность в точках А и В, С и D. Радиус OA делят пополам, и из полученной точки В описывают дугу радиусом ВС до пересечения в точке F на радиусе ОВ. После этого соединяют прямой точки D и F. Откладывая длину прямой DF по окружности, разделяют ее на пять равных частей.
Деление окружности на шесть равных частей. Проводят диаметр, пересекающий окружность в точках А и В. Радиусом данной окружности описывают из точек А и В четыре дуги до пересечения их с окружностью. Получаемые таким построением точки А, С, D, В, Е, F делят окружность на шесть равных частей.
Деление окружности на равные части с помощью таблицы. Таблица имеет две графы. Числа первой графы показывают, на сколько равных частей следует делить данную окружность. Во второй графе даны числа, на которые умножают радиус данной окружности. В результате умножения числа, взятого из второй графы, на радиус размечаемой окружности получают величину хорды, т. е. расстояние по прямой между делениями окружности.
Откладывая циркулем полученное расстояние на размечаемой окружности, разделим ее на 13 равных частей.
Разметка отверстий на деталях. Разметка отверстий под болты и шпильки в плоских деталях, кольцах и фланцах для труб и цилиндров машин требует особого внимания. Центры отверстий болтов и шпилек должны быть точно расположены (размечены) по окружности так, чтобы при наложении двух сопрягаемых деталей соответствующие отверстия приходились строго одно под другим.
После того как размеченная окружность разделена на части и в надлежащих местах по этой окружности накернены центры отверстий, приступают к разметке отверстий. При кернении центров сначала накернивают углубление лишь слегка и затем проверяют циркулем равенство расстояния между центрами. Только убедившись в правильности разметки, накернивают центры окончательно.
Отверстия размечают двумя окружностями из одного центра. Первую окружность проводят радиусом по размеру отверстия, а вторую, как контрольную, — радиусом на 1,5—2 мм больше первого. Это необходимо для того, чтобы при сверлении можно было видеть, не сместился ли центр и правильно ли идет сверление. Первую окружность накернивают: для малых отверстий делают 4 керна, для больших 6—8 и больше.
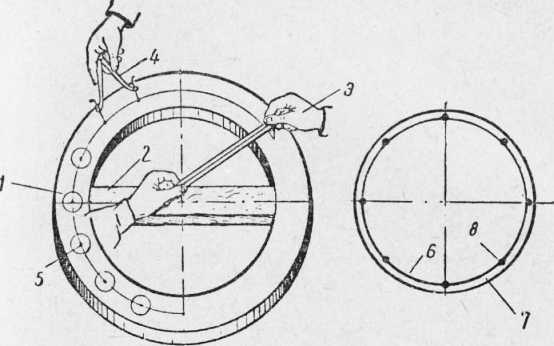
Рис. 5. Разметка отверстий: 1 — размечаемое кольцо, 2 — деревянная планка, забитая в отверстие, 3 — проведение окружности, 4 — разметка отверстий, 5 — размеченные отверстия, 6 — окружность центров отверстий, 7 — контрольная окружность, 8 — керны
Рис. 6. Транспортир и измерение им углов
Реклама:
Читать далее:
Разметка углов и уклонов в слесарном деле
Статьи по теме:
pereosnastka.ru
Урок по слесарному делу на тему “Разметка”
Согласовано: на заседании методической комиссии.
«__» ___________ 2015г
План урока № 1
Изучаемая тема по программе. ПМ 01 разметка.
Тема урока. Пространственная разметка.
Цель урока. Научить учащегося правильно производить разметку деталей. Учебно-воспитательная цель. Воспитывать у учащегося стремление бережного отношения к инструменту и материалам. Аккуратности и внимательности в работе.
Материально-техническое оснащение урока: Стенд, плакаты, образцы, заготовки, верстаки, приспособления, рейсмас.
Ход урока: 6 часов.
1. Вводный групповой инструктаж 50 мин.
а) проверка знаний по пройденному материалу 15 мин.
- Назначение и устройство измерительного инструмента.
- Приемы работы линейкой и угольником.
- Приемы работы циркулем и штангенциркулем.
- Последовательность проведения рисок чертилкой и циркулем.
б) объяснения учащимся нового материала 25 мин.
- Приспособления для пространственной разметке.
- Устройство измерительного инструмента.
- Приемы и последовательность разметки.
- Безопасные условия труда при разметке.
- К чему приводит брак в работе.
Разметкой называется – операция нанесения на обрабатываемую заготовку
разметочных линий (рисок), определяющих контуры будущей детали или места,
подлежащие обработки. Разметку выполняют точно и аккуратно, потому – что
ошибки, допущенные при разметке, приведет, что изготовленная деталь окажется браком или останется большой припуск. В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную (объемную).
Плоскостная разметка – выполняется обычно на поверхностях плоских деталях, на полосовом и листовом заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разных геометрических фигур.
Приспособление для выполнения разметки используют: разметочные плиты,
подкладки, поворотные приспособления, домкраты и т.д.
Инструмент – чертилка, кернер, циркуль, разметочный штангенциркуль, рейсмас.
Чертилка – служит для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольники или шаблона.
Кернер – слесарный инструмент, применяется для нанесения углублений (керном) на предварительно размеченных линиях. Делают, для того чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Кернеры бывают обыкновенные, специальные, пружинные и электрические.
Циркуль – для разметки окружностей и дуг, для деления отрезков и переноса
размеров с линейке на деталь. Циркуль состоит: из двух шарнирно соединенных
ножек, целых или вставных иглами.
Разметочный штангенциркуль – предназначен для тонкой разметки прямых линий и центров, а также окружностей больших диаметров. Он имеет штангу с
миллиметровыми делениями и две ножки – неподвижную со стопорным винтом и
подвижную с рамкой и конусом, стопорным винтом для закрепления рамки
Рейсмас – является основным инструментом для пространственной разметки. Он
служит для нанесения параллельных, и горизонтальных линий, и для проверки
установки деталей на плите.
Подготовка к разметке:
- Очистить заготовку от пыли, грязи, окалины, ржавчины стал, щеткой.
- Тщательно осмотреть от дефектов.
3. Изучить чертеж детали (размеры, припуск на обработку).
4. Подготовить поверхности к окрашиванию (мел, медный купорос, краска, лак быстро сохнувшие)
5. Окрашивание поверхностей.
Приемы плоскостной разметки.
- Разметочные линии наносят в такой последовательности: – сначала проводят горизонтальные затем вертикальные линия.
- Потом наклонные и последние
- Окружности, дуги и закругления
Прямые риски наносят чертилкой под углом 75-80° в сторону от линейке. Перпендикулярные и параллельные при помощи угольника, проводят один раз. Накернивание разметочных линий острые кернера ставят точно на разметочную риску в середине. При установки сначала наклоняют, а затем ставят вертикально кернер и наносят легкий удар молотком массой 100-200гр. Керны для сверления отверстий делают более глубокими, чем остальные, чтобы сверло меньше уводило в сторону от разметочной точки. Большое количество одинаковых деталей размечают по шаблону.
Шаблоны – изготавливают из листового материала толщиной 0,5-1мм. При разметке шаблона или (образец) накладывает на окрашенную заготовку (деталь) и проводят чертилкой риску вдоль контура шаблона, после чего риску накернивают.
Соблюдения ТБ при разметочных работах
- установку и снятие заготовок (деталей) с плиты выполнять только в рукавицах.
- перед установкой заготовок (деталей) на плиту проверить на устойчивость
- во время работы, когда не пользуется чертилкой на остро заточенные концы обязательно надевать предохранительные пробки или колпаки для окрашивания медный купорос наносят только кисточкой (он ядовит)
- следить, чтобы проходы вокруг разметочной плиты были всегда свободны
- следить за исправностью крепления молотка на ручке
- удалять пыль и окалину с плит только щеткой
промасленную ветошь и бумагу складывать только в специальные металлические ящики.
- Осторожно обращаться с острыми концами чертилок, циркулей.
- Надежно устанавливать разметочную плиту на столе.
- Осторожно обращаться с раствором медного купороса.
- Не работать на неисправном заточном станке; при отсутствии кожуха, экранчика; неисправном подручнике; зазоре между кругом и подручником более 2—3 мм; биении круга.
в) закрепление материала: Краткий опрос учащихся. 10 мин.
1. Как выбрать красители в зависимости от материала заготовки?
Дл окрашивания необработанных поверхностей (отливок, поковок, проката) применяют меловый раствор (молотый мел, разведенный водой). Для предохранения окрашивающего слоя от стирания и быстрого его высыхания в состав красителя вводят клей (6ООг мела + 50г столярного клея + 4л воды).
2 Нанесение рисок.
Выбрать чертилку в зависимости от металла различаемой детали стальные – при разметке грубых и предварительно обработанных деталей; латунные – при разметке отшлифованных поверхностей готовых деталей. Нанести риски чертилкой, располагая ее с наклоном по направлению перемещения и с наклоном в сторону от линейки не должен изменяться в процессе нанесения рисок.
3. Порядок разметки заготовок от центровой линии.
а) Подготовить поверхность заготовки к разметке.
б)На половине ширины заготовки, т.е. на расстоянии 18 мм от кромки провести осевую продольную риску.
в) Отступив от конца заготовки на 74 мм, прочертить перпендикулярно риске.
г) По обе стороны риски на расстоянии 15 мм от нее.
д.) В точке пересечения нанести корневое углубление и из него радиусом R, равным 3 мм, провести полуокружность.
4. Порядок разметки по шаблону.
а)Подготовить поверхность заготовки к разметке.
б) Установить заготовку на разметочную плиту, чтобы она плотно прилегала к ней.
в) Наложить шаблон на размечаемую заготовку так, чтобы он плотно прилегал к ней.
г) Пальцами левой руки прижимать шаблон к заготовке, а пальцами правой руки прочерчивать чертилкой вдоль контура шаблона риски, строго сохраняя неизменными угол наклона и нажим на чертилку.
5. Кернение разметочных рисок простым кернером.
а) Взять кернер тремя пальцами левой руки и поставить острым концом точно на разметочную риску так, чтобы острее кернера находилось строго на середине риски; наклонив кернер в сторону от себя прижать его к намеченной точке, б)Поставить кернер вертикально, в)Нанести легкий удар молотком.
6. Правильная заточка чертилки.
а) Подготовить станок для заточки инструмента.
б) Взять чертилку левой рукой за середину, а правой – за противоположный затачиваемому концу
в) Расположить чертилку на периферии заточного круга под необходимым углом наклона и выдерживая этот угол постоянным, с легким нажимом равномерно вращать чертилку правой рукой; затачивать чертилку следует под углом 15-20°.
7 Заточка ножек циркуля.
а) Свести ножки циркуля так, чтобы они находились в плотном соприкосновении. б)Взять циркуль левой рукой за середину, а правой рукой – за шарнирное соединение 2-х ножек.
в) Расположить ножки циркуля под необходимым углом к абразивному кругу. д)Заточить сначала конец одной ножки; после этого, изменив положение ножек, заточить другой конец ножки.
г) Довести на оселке острые концы ножек циркуля и снять заусенцы на боковых гранях и внутренних плоскостях ножек.
8. Правило безопасности работы при разметке.
а) Осторожно обращаться с концами чертилок, циркулей. б)Надежно устанавливать разметочную плиту на столе.
в) Осторожно обращаться с раствором медного купороса.
г) Не работать на неисправном заточном станке; при отсутствии кожуха, экранчика; неисправном подручнике; зазора между кругом и подручником более 2-3 мм; биении круга.
г) задание на день
1. Произвести разметку на деталях и заготовках.
2. Самостоятельная работа учащихся и текущий инструктаж (целевые обходы рабочих мест). 4 час. 40 мин.
- Проверка организации рабочих мест учащихся.
- Соблюдение правил техники безопасности.
- С целью объяснения и помощи учащихся.
- С целью проверки качества выполняемых работ учащихся.
Типичные затруднения и ошибки учащихся и их предупреждение.
Основные затруднения и ошибки, учащихся при выполнении разметочных работ возникают из-за незнания предстоящих слесарных операций. Иногда разметку ведут без предварительной обработки металла и не всегда сочетают с последующей обработкой.
Первое затруднение, с которым учащиеся встречаются при плоскостной разметке, — плохое окрашивание медным купоросом предварительно защищенной поверхности заготовки вследствие ее загрязнения. Для обеспечения хорошего окрашивания поверхность нужно тщательно зачистить стальной щеткой. Медный купорос следует разводить в воде, а окрашивание производить кисточкой. Нужно избегать смачивания поверхности изделия водой. Кроме того, не следует натирать поверхность куском медного купороса, так как он не безвреден.
При проведении чертилкой продольных рисок у учащихся зачастую миллиметровые линейки сдвигаются с места и риски искривляются. Чтобы избежать сдвига линейки, нужно плотно прижимать к заготовке широко расставленными пальцами левой руки ее концы, а не середину.
При проведении рисок учащиеся, кроме того, допускают две ошибки:
сильно наклоняют чертилку, отчего она не врезается в металл, а лишь соскабливает медный купорос. Чертилку нужно держать под небольшим углом к поверхности, добиваясь врезания ее в металл;
получают риски не за один проход чертилки, а за два-три прохода; риска при этом получается широкой, а подчас и сдвоенной. Наносить риски нужно за один проход чертилки.
Затруднения учащихся возникают также при накернивании рисок и нанесении керновых углублений точно по риске. Нередко причиной этого является кернер, заточенный под большим углом. Чтобы керновые углубления получались точно по риске, нужно кернер вводить в риску в наклонном положении движением, направленным поперек риски. Когда кернер войдет в риску, он выравнивается до прямого угла и по нему производится удар молотком
Учащиеся допускают ошибку, ставя керновые углубления часто при обрисовывании ими разметки. Это делает разметку грубой и увеличивает число керновых углублений, не совпавших с риской. В итоге после обработки кромки заготовка получается испещренной оставшимися следами керновых углублений. Керновые углубления следует ставить с интервалами в 10— 50 мм по прямой линии и обязательно на пересечениях рисок. Кернение надо производить разметочным молотком с одинаковым усилием, чтобы керновые углубления были одинаковой глубины.
При разметке окружностей у учащихся возникает такое затруднение: устанавливая на нужный размер циркуль, они обычно сбивают его при закреплении барашка.
3. Уборка рабочих мест. 10 мин.
1. Учащиеся производят уборку рабочих места, сдают инструменты и свои работы.
4. Заключительный инструктаж. 15 мин.
Анализ рабочего дня.
- Отметить работы лучших учащихся.
- Отметить недостатки учащихся.
- Ответить на вопросы учащихся.
- Выставить оценки в журнал.
5. Задание на дом. 5 мин.
Ознакомление с материалом следующего урока, повторить тему «Разметка металла». Учебник «Слесарное дело» автор Скакун В.А.
Мастер производственного обучения______________________________
multiurok.ru
Выполнение разметки – Слесарное дело
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
| < Предыдущая | Следующая > |
|---|
slesario.ru
Разметка контуров плоских деталей | Слесарное дело
Учебно-производственная карта 3. Разметка контуров плоских деталей построением, отыскивание центров, разметка по шаблонам и накернивание разметочных рисок
Учебная цель: научиться приемам разметки плоских деталей, отысканию центров и накерниванию разметочных рисок.
Объекты работ:
А. Учебно-технические требования к работам:
1. Размер заготовки должен быть не менее 200X100 мм; 2—4 мм толщиной.
2. Поверхность заготовки должна быть ровной.
3. Детали должны иметь: а) сопряжение прямых линий под различными углами; б) сопряжение прямых линий с кривыми.
Б. Примеры работ: учебные плитки; ножки кронциркуля; гаечные ключи; шаблоны.
Оборудование и приспособления: заточный станок, разметочная плита.
Инструменты и материалы: линейки измерительные; чертилки; циркули; транспортиры; разметочные центроискатели; шаблоны; слесарные молотки массой 200 г, кернеры, молотки с лупой.
Упражнение 1. Нанесение прямых линий
1. Взять обработанный торец или ребро заготовки за начало отсчета — базу.
2. Наложить масштабную линейку на размечаемую поверхность, совместив деление отсчитываемого размера «а» с базой (нижняя и боковая стороны детали).
3. По нулевому делению линейки чертилкой нанести метку (рис. 9, а).
4. Нанести такую же метку и с другой стороны детали и соединить их прямой линией.
5. Через нанесенные метки по наложенной на деталь линейке провести чертилкой параллельные линии.
Рис. 9. Нанесение линий: а — нанесение прямых линий, б — нанесение параллельных линий, в—нанесение параллельных линий с помощью угольника, г — нанесение взаимно перпендикулярных линий
Упражнение 2. Построение прямых параллельных рисок. Проведение прямой линии параллельно заданной прямой АВ на определенном расстоянии L (рис. 9, б)
1. Из произвольных точек «а» и «b» на прямой АВ провести дуги радиусом L.
2. Прямая MN, касательная к этим дугам, будет параллельной к заданной прямой АВ и отстоит от нее на расстоянии L.
3. Наложить угольник на размечаемую поверхность так, чтобы полка его была прижата к обработанной стороне заготовки. Придерживая угольник левой рукой (рис. 9, в), провести риску, прижимая при этом чертилку к ребру угольника. Передвигая угольник вдоль
обработанной стороны заготовки, проводить на ней параллельные риски.
Упражнение 3. Нанесение взаимно перпендикулярных рисок
1. Провести на размечаемой поверхности линию АВ произвольной длины (рис. 9, г).
2. На середине (примерно) риски АВ отметить точку 1, по обе стороны от которой раствором циркуля, установленном на одинаковый размер, сделать на риске АВ засечки 2 и 3 и накернить их.
3. Установить циркуль на размер больше половины размера между точками 1—2 и 1—3 и неподвижную ножку циркуля установить в точку 2 и провести дугу «аб», пересекающую риску.
4. Установить неподвижную ножку циркуля в точку 3 и нанести дугу «вг».
5. Провести через точки пересечения дуг и точку 1 риску «РС», которая будет перпендикулярна линии АВ.
www.stroitelstvo-new.ru