Слесарный инструмент измерительный – Слесарный и мерительный инструмент
alexxlab | 16.12.2019 | 0 | Разное
Измерительный слесарный инструмент – Слесарные инструменты
Измерительный слесарный инструмент
Категория:
Слесарные инструменты
Измерительный слесарный инструмент
Измерительный инструмент (рис. 1) обычно составляет предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии он находится, зависит результат работы, и зачастую не одного дня. Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения — это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку — линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности — проводить измерение не один раз, а несколько, а затем вычислить среднее арифметическое из результатов каждого замера.

Рис. 1. Измерительные инструменты: а — штангенциркуль: 1 — измерительные губки, 2 — рамка с измерительными губками, 3 — штанга, 4 — нониус, 5 — стопорный винт; б — микрометр: 1 — втулка-стебель, 2 — барабан, 3 — микрометрический винт
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать.
Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт —производить их следует при 20 градусах выше нуля по Цельсию.
Итак, знакомьтесь, номер первый: измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку — стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200-300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль. Штангенциркуль состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, также снабженная двумя измерительными губками. Рамка снабжена еще одной измерительной шкалой — нониусом который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу — показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать микрометр: точность до сотых долей миллиметра. Тот, кто впервые слышит название этого измерительного инструмента, часто допускает ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон — это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра — винт с очень точной резьбой, он называется микрометрическим винтом, торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы — одна указывает миллиметры, вторая — их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра.
Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане.
Для измерения углов деталей предназначен угломер.
Он представляет собой полудиск с измерительной шкалой, на котором закреплена линейка и передвижной сектор, с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полуДиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем — по нониусу.
Для измерения величины зазора в слесарных работах используется щуп — набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил вам как можно дольше и не приводил к неоправданным ошибкам при измерениях, позаботьтесь о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
Реклама:
Читать далее:
Разметочный инструмент и приспособления
Статьи по теме:
pereosnastka.ru
Измерительный инструмен для разных работ: назначение, виды
Измерительный инструмент — это широкое понятие, обозначающее класс устройств, позволяющих устанавливать количественные соотношения каких-либо параметров в сравнении с эталоном. В научной деятельности измерения связаны с определением числовых характеристик самых разных величин: массовых, индукционных, спектральных.
В производстве измерительные инструменты и приборы применяются с целью сравнения преимущественно геометрических характеристик изготавливаемого изделия с заданным образцом.
Точность и погрешность
Основной характеристикой измерительных инструментов и приборов является точность. Под этим понятием подразумевают ту величину отклонений от истинных значений, которая возникает в результате погрешности измерений. В различных отраслях промышленности требования к точности отличаются. В деревообработке и производстве строительных металлоконструкций допускается погрешность в 1 мм, при слесарных операциях — 0,1-0,05 мм, в точном машиностроении величина отклонений может составлять 0 мкм.
На точность измерений влияет физическое состояние инструмента. Для определения износа выполняется поверка измерительного инструмента — операция по выявлению степени несоответствия мерителей заданным характеристикам. Основные методы поверки, которые используют для оценки работоспособности механического инструмента, — методы непосредственного сличения и прямых измерений. В этих случаях для поверки применяют контрольно измерительные инструменты для разметки. Это приборы, аналогичные по конструкции, параметры которых выверены.
Основное требование к точности заключается в том, чтобы с помощью измерений придать сопрягаемым деталям ту форму, которая нужна для их конструктивного взаимодействия. Точность измерения гладкости обойм и шариков в подшипниках должна быть на таком уровне, чтобы обеспечить высокую скорость вращения. При сборке рамы, деревянные детали которой не должны двигаться относительно друг друга, достаточно добиться их плотного прилегания.
Вернуться к оглавлениюБольшое значение для точности имеют физические свойства обрабатываемых материалов, их способность менять параметры в зависимости от климатических условий. Отсюда вывод: столярный инструмент, измерительные приспособления токаря, слесаря и плотника имеют разную точность.
Классы, виды, типы измерительного инструмента
В первую очередь все измерители классифицируют по характеру использования. Наиболее обширный класс — это универсальный инструмент. Сюда относят все приборы общего пользования — те, что применяются во всех отраслях и сферах деятельности.
Измерители общего назначения отличаются взаимозаменяемостью, их выдача осуществляется без ограничений. Приборы часто находятся в личном пользовании мастеров. Специальный инструмент — принадлежность отдельных производств и технологических комплексов. К этому классу относятся приборы, применяющиеся для измерения специфических параметров: гладкости поверхности, ее твердости. Могут использоваться для определения параметров отдельных изделий, например шестерен. Характер пользования и хранения таких средств, как правило, носит режимный характер. Например, в ракетостроении мерительные приборы ежедневно перед выдачей поверяются метрологами.
Кроме того выделяют:
- инструменты для измерения и разметки;
- ручной и механический инструмент;
- металлический, пластиковый и деревянный.
Различают виды измерительных инструментов по технологическому признаку, например слесарный инструмент. К этому виду относятся такие типы: штангенциркуль, микрометр, щупы, линейки поверочные и разметочные. Еще один вид — столярный инструмент.
Вернуться к оглавлениюНаиболее популярные типы здесь представлены угольником, малкой, рейсмусом, кронциркулем. Строительные инструменты — это рулетки, спиртовые уровни, складные метры. Многие приборы являются универсальными: ими пользуются мастера всех инженерных профессий.
Измерители, применяемые в металлообработке
Наиболее распространенный универсальный измерительный прибор — линейка. Разметочной линейкой пользуются все специалисты, независимо от профиля. К более специфическому множеству мерных устройств относятся поверочные линейки. Их используют для выявления отклонений изделий по плоскости. Величину отклонений определяют с помощью калиброванных щупов — металлических пластин, толщина которых колеблется от 0,01 мм до нескольких мм. С помощью специальных линеек модельщики определяют усадочный размер горячих слитков.
В сфере металлообработки для измерения линейных характеристик используются два основных вида приборов:
- штриховой прибор с нониусом;
- микрометрический инструмент винтового типа.
Штриховые приборы с нониусными шкалами
Наиболее популярным представителем этого класса является штангенциркуль. Конструктивно прибор представляет собой штангу из твердого сплава, которая с одного конца заканчивается губкой. На поверхности штанги нанесена метрическая шкала с ценой деления 1 мм. По желобу штанги перемещается каретка: один ее конец заканчивается губкой. На каретке нанесена штриховая шкала. В промышленности применяется несколько видов нониусов:
- на 9 или 19 делений — с точностью 0,1 мм;
- на 39 делений — с точностью 0,05 мм.
Разновидностью штангенинструментов являются мерители со стрелочным индикатором и приборы с цифровыми электронными датчиками. В первом случае поступательное движение во вращательное преобразуется системой шестерен с ползуном. Точность такого штангенциркуля повышается до 0,02 мм. Электронные устройства обеспечивают измерения с точностью 0,01 мм. Штангельрейсмасс — подвид штангенциркуля, выполненный на стационарной подставке. Этот ручной прибор предназначен для измерения и нанесения разметки.
Микрометрический инструмент — это винтовая пара с мелкой резьбой, к которой присоединена скоба с прецизионной пяткой. Поступательное движение винту сообщается с помощью двух вращающихся механизмов: барабана и трещотки. Порядок измерения:
- измеряемая деталь устанавливается между винтом и пяткой;
- барабан поворачивают до тех пор, пока деталь не соприкоснется с двух сторон с винтом и пяткой;
- трещоткой доворачивают механизм до полной фиксации детали.
Вернуться к оглавлениюПоказания снимают с трех шкал. Первая расположена на стебле снизу: на ней виден примерный размер детали в миллиметрах. На шкале сверху видно, больше или меньше половины миллиметра составляет погрешность первого измерения. По шкале барабана отмечают точное значение сотых долей миллиметра. Итоговый размер детали равен сумме данных со всех шкал.
Обработка древесины
Разметочно-измерительный инструмент для деревообработки включает:
- рулетки, линейки, складные метры;
- малки, кронциркули, нутромеры, рейсмус.
Первые три типа измерительных инструмента представляют собой ленточные, пластинчатые или консольные приборы, оснащенные метрической шкалой линейных мер. Каждая пятая риска миллиметровых делений увеличена на треть, каждая десятая — в полтора раза. Различаются общей длиной: линейка достигает 70-80 мм; рулетка — от 2 до 15. Столярный разметочный инструмент кронциркуль, нутромер, рейсмус.
В плотницком деле важным параметром является отношение детали к линии горизонта. Для определения вертикалей используется отвес — шнур с гирькой. Более универсальным устройством, показывающим угол отклонения от вертикалей и горизонталей, является гидроуровень, или ватерпас: линейка со стеклянными втулками, на 9/10 заполненными спиртом. Указатель — воздушный пузырек, который перемещается в жидкости.
Разметочные инструменты — это угольники, малка, ерунок. Эту группу отличает еще одна особенность — инструмент для измерения углов. Малка применяется для определения неплотностей между угловыми сочленениями. Ерунок позволяет вычерчивать углы размером 45 и 135°. Для вычерчивания линий, параллельных заданной плоскости, применяют рейсмус — колодку-кронштейн, в которой закреплены штанги с чертилками.
Перечисленными устройствами выбор инструмента не ограничивается. В отдельный класс выделен лазерный измерительный инструмент — достижение инженерии 21 века.
moigarazh.ru
Инструменты и измерительные приборы слесаря КИП и А
В своей работе слесарь КИП и А использует большое количество различного инструмента и вспомогательного оборудования. Кроме широкого набора слесарного и электромонтажного инструмента, такого как напильники, молотки, ключи, пассатижи, кусачки, отвертки киповцы применяют специальные виды оборудования, оснастки и инструмента. Зачастую необходимость применения специального инструмента определяется действующими отраслевыми правилами безопасности и особенностями конструкции эксплуатируемого оборудования.
Так при производстве работ во взрывоопасной среде правила предписывают использовать искробезопасный обмедненный слесарный инструмент. Либо инструмент обильно смазанный солидолом. При работе в кислородном хозяйстве наоборот следует использовать чистый, тщательно обезжиренный инструмент. Поэтому инструмент предназначенный для работы в кислородном хозяйстве маркируют соответствующим образом: либо полностью окрашивают в голубой цвет, либо помечают голубой полосой.

При изготовлении современного контрольно-измерительного промышленного оборудования, особенно импортного, производители чаще всего применяют винты и болты с внутренним шестигранником вместо привычного прямого или крестообразного шлица. Поэтому в стандартный комплект инструмента киповца обязательно должен входить комплект торцевых Г-образных шестигранных ключей с шаром на конце и ключей «звездочек».
Основной объем работы слесаря КИП связан с выполнением электромонтажных работ, для эффективного выполнения которых также требуется специальный инструмент. Например, для быстрой зачистки изоляции проводов без повреждения токопроводящих жил лучше использовать специальный ключ для снятия изоляции КСИ. Зачищенные концы проводов, как правило, обжимают кабельными наконечниками соответствующего размера с помощью специальных клещей для обжима. Для нанесения маркировочных надписей на кембриках, кабельных бирках, проходных коробках и щитах КИП лучше использовать перманентные маркеры с разной толщиной пера. Перманентным маркером можно нанести несмываемые надписи практически на любую поверхность.
Основным орудием труда киповца является обычный цифровой мультиметр, позволяющий измерять значения постоянного и переменного тока и напряжения, а также электрического сопротивления в широких пределах. Также часто используются такие функции мультиметра как «прозвонка» и измерение частоты. Наиболее удобны в работе цифровые мультиметры с функцией подсветки дисплея, автоматическим выбором предела измерения и встроенным постоянным магнитом со стороны задней крышки. Наличие магнита существенно облегчает работу с мультиметром при выполнении измерений в щитах КИП – мультиметр просто лепится в любом удобном месте щита вблизи места выполнения измерений. При прозвонке многожильных кабелей и жгутов проводов часто удобнее пользоваться не цифровым мультиметром, а примитивным самодельным пробником – аркашкой. Аркашка представляет собой соединенные последовательно батарейку и миниатюрную лампу накаливания с припаянными выводами-щупами. Лампа на аркашке загорается в том случае, если между щупами аркашки окажется участок электрической цепи с малым сопротивлением – два конца одной и той же жилы кабеля. Аркашка может быть использована только при работе в цепях, где отсутствует любое электрическое напряжение. Также ее применение запрещено при ремонте электронных схем оборудования КИП, ведь напряжение батареи может вывести из строя некоторые чувствительные электронные компоненты ремонтируемого устройства.

Но не все неисправности в работе оборудования можно обнаружить только с помощью мультиметра или других электроизмерительных приборов. Наладка, поиск и устранение неисправностей в современном контрольно-измерительном оборудовании требует применения дополнительных специализированных устройств. Так, например, многие миниатюрные датчики, погружные датчики уровня или датчики, имеющие высокую степень защиты по IP, часто не имеют внешних органов настройки и регулировки. Их настройка и калибровка осуществляется, как правило, по HART протоколу с помощью HART-коммуникатора или HART-модема подключаемого к компьютеру. В некоторых случаях работа с датчиком по HART-протоколу позволяет выполнить более тонкую настройку, чем это можно было бы сделать через стандартное меню прибора, а также обновлять внутреннее программное обеспечение оборудования КИП, например, с целью обеспечения поддержки новых типов сенсоров или протоколов обмена. Некоторое оборудование КИП имеет не HART, а BRAIN протокол обмена данными.

Действующие правила по электробезопасности запрещают использование на производстве однополюсных указателей напряжения – индикаторных отверток, но их, тем не менее, применяют довольно часто из-за их малых размеров, простоты применения и возможности пользоваться индикатором как обычной отверткой. Для проверки отсутствия напряжения правила предписывают пользоваться двухполюсными указателями напряжения. В соответствии с теми же правилами безопасности следует изолировать стержни (жала) отверток, которые используются при работе в электроустановках, а также производить измерение сопротивление изоляции электромонтажного инструмента (Электрической дрели, рукояток отверток, двухполюсных указателей, ручек пассатижей и бокорезов и т.п.) с определенной периодичностью.
Довольно часто при обслуживании оборудования КИП возникает необходимость в имитации тех или иных электрических сигналов: тока 4-20 мА, термоЭДС, термосопротивления. Для этих целей применяют многофункциональные задатчики стандартных сигналов тока, напряжения, сопротивления и т.д. С помощью таких задатчиков очень удобно проверять правильность работы вторичного оборудования: контроллеров, регуляторов, регистраторов, индикаторов или исполнительных механизмов и клапанов с управлением по цепи 4-20 мА. Задатчики стандартных сигналов могут применятся и при проведении периодической калибровки и поверки оборудования, в том случае если класс точности задатчика соответствует требованиям методик поверки поверяемых приборов и оборудования. Наиболее удобны задатчики с возможностью автономного питания от встроенного аккумулятора или батарей.
При ремонте приборов, а так же при монтаже нового оборудования понадобятся электрические паяльники различной мощности. Для ремонта электронных схем оборудования КИП нужен паяльник мощностью 25-40 Вт на напряжение 12-36В с диаметром жала 2-4 мм. Для пайки проводов, выводов разъемов и других массивных элементов требуется паяльник мощностью 60-100 Вт на напряжение 36-42В. Для работы в полевых условиях лучше использовать именно паяльники, а не паяльные станции. Корпус и жало паяльника должны быть заземлены. Пользоваться кислотными флюсами при ремонте электронных схем оборудования не допустимо, так как если остатки флюса не будут полностью удалены, то это может привести к коррозии компонентов электронной схемы и выходу ее из строя. При пайке меди и радиокомпонентов лучше использовать обычную кусковую канифоль или жидкий канифольный флюс. Той канифоли, что иногда находиться внутри прутка припоя зачастую не достаточно для нормального лужения и пайки деталей. При необходимости остатки канифоли со спаиваемых деталей удаляются спиртом. При ремонте оборудования, электронные элементы которого чувствительны к статическому электричеству также необходимо использовать антистатический браслет.
При работе в слабоосвещенных местах весьма полезным оказывается обычный светодиодный фонарик с налобным креплением, регулированием яркости свечения и питанием от батареек. При устранении неисправностей возникших из-за затопления щитов, кабельных линий и приборов КИП полезен обычный бытовой электрический фен – им очень удобно сушить мокрые клеммные сборки, проходные коробки и внутренности затопленных приборов. Строительный фен, имеющий значительно более высокую температуру воздушной струи на выходе хорошо использовать для быстрой сушки мокрого высокотемпературного провода (например, марки ПАЛ) и усадки термоусадочной трубки, которая является отличной заменой изоляционной ленте. Также строительный фен хорошо себя зарекомендовал для отогрева импульсных трасс пара, воздуха и воды, но только в том случае, если они проложены во взрывобезопасной атмосфере, в которой отсутствуют горючие газы и пары.
Для запитки различного оборудования и приборов во время их калибровки, настройки или ремонта в условиях мастерской или непосредственно по месту установки этого оборудования необходим стабилизированный блок питания с регулируемым выходным напряжением (от 0 до +24В минимум) и защитой от перегрузок и коротких замыканий на выходе. Блок питания должен обеспечивать выходной постоянный ток до 5-10А и иметь однополярное выходное напряжение. Блоки питания с двухполярным выходным напряжением редко используются в киповской практике и применяются в основном в ремонтных лабораториях при ремонте электронных схем внутри приборов и датчиков. Совсем не лишним будет и электрический удлинитель на 220В с несколькими розетками и длиной шнура от 15 метров, а также раскладная металлическая лестница, для обслуживания высоко смонтированных приборов КИП.
Для переноски базового набора киповского инструмента (мультиметр, отвертки, пассатижи, КСИ, маркеры, бокорезы, изоляционная лента, раздвижной ключ и т.п.) обычно используют наплечную сумку или специальный органайзер-укладку для инструмента в том числе с креплением на поясной ремень.

На эксплуатационном участке КИП в обязательном порядке должен быть персональный компьютер или ноутбук с подключением к сети интернет. Компьютер необходим, например, для настройки оборудования с помощью HART-модема, считывания архивов с видеографических регистраторов и тепловычислителей, ведения графика калибровки и поверки оборудования, формирования в SAP заявок в отдел оборудования на приобретение оборудования и т.п. Выход в интернет необходим, как минимум, для переписки с производителями и поставщиками приборов, скачивания инструкций по эксплуатации на установленное оборудование, ведь поставляемое импортное оборудование зачастую комплектуется только краткой многоязычной инструкцией, так называемым быстрым стартом. Некоторые производители оборудования КИП также выкладывают для скачивания обновления внутреннего программного обеспечения приборов, а также различные программы для конфигурирования оборудования и сбора архивных данных. Для минимизации временных затрат на идентификацию и поиск некорректно работающего или вышедшего из строя оборудования КИП персональный компьютер эксплуатационного участка КИП должен иметь доступ, хотя бы с ограниченными правами, к системе учета потребления ТЭР предприятия и SCADA системе управления и визуализации технологического процесса обслуживаемого участка.
Так как современный компьютеры, а тем более ноутбуки не имеют встроенных СОМ-портов, то необходимо будет доукомплектовать компьютер USB-COM или PCI-COM переходником, так как большая часть оборудования КИП для своей настройки требует подключения именно к СОМ-порту компьютера. В процессе эксплуатации и ремонта приборов КИП и А периодически возникает необходимость в использовании осциллографа или генератора импульсов. Существенно снизить затраты на приобретение данного оборудования можно, если купить вместо них специальную PCI плату-осциллограф или USB приставку-осциллограф для компьютера. Зачастую плата осциллографа для компьютера сочетает в себе функции осциллографа, генератора импульсов, частотомера и вольтметра. Кроме того данная плата не требует метрологической поверки, что снижает эксплуатационные расходы, но из-за этого ее нельзя использовать при проведении поверки другого оборудования, в том случае, когда по методике поверки на это оборудование требуется применение осциллографа, частотомера и т.п.

Существенно облегчают труд киповца и повышают надежность работы контрольно-измерительных приборов такие мелочи как термоусадочная трубка, пластиковые хомуты, однознаковые наборные маркеры для маркировки проводов и кабельные наконечники. Тем более, что без кабельных наконечников в форме гильз, вилочек и петелек невозможно обеспечить надежный зажим провода с многопроволочной жилой в клеммнике с винтовой затяжкой. Лужение такого провода вопреки расхожему мнению, наоборот, в перспективе приводит к ухудшению контакта провода и клеммника из-за эффекта хладотекучести припоя. Не луженный же медный провод быстрее коррозирует, что также приводит к потере электрического контакта. Для обжима кабельных наконечников нужен специальный инструмент.

Из горюче-смазочных материалов на участке КИП обязательно должны быть как минимум солидол, керосин и этанол (этиловый спирт).
Для устранения большей части возникающих в работе оборудования КИП неисправностей слесарь КИП и А (дежурный) должен постоянно иметь при себе следующий минимальный набор инструмента и материалов.
Ответки шлицевые – 2…3 шт
Отвертки крестообразные – 2 шт
Пассатижи – 1 шт
Бокорезы – 1 шт
Нож монтажный – 1 шт
Мультиметр цифровой поверенный – 1 шт
Ключ раздвижной (шведик) – 2 шт
Набор ключей торцевый Г-образных шестигранных – 1 набор
Фонарик – 1 шт
Маркеры перманентные, диаметр пера 1.0 мм и 2.0 мм
Изоляционная лента
Хомуты пластиковые
Фум-лента
Прокладки паронитовые или фторопластовые под штуцера датчиков с резьбой М20х1.5 и G1/2”.
Чистый обтир (ткань х/б)
Сумка для переноски инструмента – 1 шт
Весь остальной инструмент и оборудование может храниться в мастерской КИП и использоваться для выполнения работ по ремонту оборудования в случае необходимости.
Естественно для полного оснащения участка КИП будет недостаточно того перечня оборудования, инструментов и оснастки, что были приведены в этой статье. Набор необходимого инструментария зависит от объемов выполняемых работ, парка эксплуатируемого оборудования и т.д. Но без описанных в статье, можно сказать, базовых позиций инструмента при ремонте и эксплуатации КИП точно не обойтись.
knowkip.ucoz.ru
К слесарным инструментам относятся: зубило, крейцмейссель, канавочник, пробойник, слесарные молотки, выколотки, кернер, напильники, надфили, плоские гаечные ключи, ключ универсальный гаечный, торцевой, накладной, рычажный для труб, крюковый для труб, цепной трубный, разного рода щипцы, плоскогубцы, круглозубцы, дрели ручные и верстачные, сверла, развертки, метчики слесарные, плашки, слесарные ручные тиски, отвертки, струбцины, захваты, плита для гибки труб, труборез, ручные ножницы для жести, оправка с клинком для разрезания материала, воротки и оправки для плашек, шаберы и инструменты для наведения декоративного рисунка, плита для притирки и притиры, паяльники, паяльная лампа, пневматический молоток, съемник для подшипников, плита для разметки, разметочный инструмент и винтовые хомуты. К основным станкам, вспомогательному оборудованию и приспособлениям, применяемым при слесарных работах, относятся: токарные, фрезерные, строгальные, сверлильные, шлифовальные станки, винтовой пресс, кузнечный горн с наковальней и комплектом кузнечного инструмента, оборудование и инструмент для пайки, механической клепки и термической обработки, ручная таль, тиски настольные, тара для готовых изделий, деталей и отходов, а также материалы для чистки. Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски. Слесарные верстаки могут быть разной конструкции, одно– и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик Одноместный слесарный верстак имеет обычно следующие размеры: длина 1200 мм, ширина 800 мм, высота 800–900 мм. Верстаки многоместные (рис. 4) устанавливаются на больших слесарных участках или в слесарных цехах. Длина двухместного стола составляет 3000–3200 мм. Расстояние между осями тисков на двух– или многоместных верстаках составляет 1250–1500 мм. Если слесарный участок не имеет естественного верхнего освещения, слесарный верстак должен быть установлен вблизи окон таким образом, чтобы естественное освещение (через окна) падало прямо или под углом с левой стороны от рабочего места.
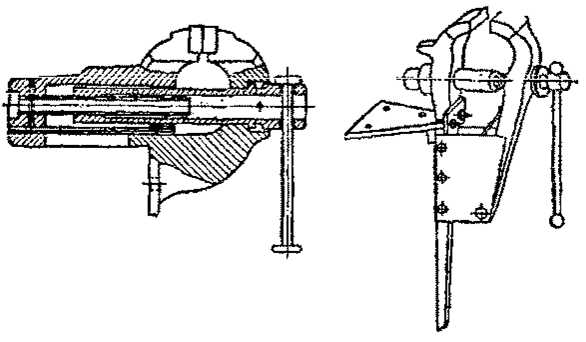
Рис. 4. Верстак слесарный двухместный Слесарные тиски по конструктивному исполнению разделяют на параллельные с подвижной задней или передней щекой и стуловые (рис 5).
Рис. 5. Слесарные тиски: а – параллельные; б – стуловые К группе параллельных слесарных тисков относятся стационарные, поворотные, передвижные и переносные тиски. Ручные слесарные тиски относятся к группе стуловых тисков. Параллельные слесарные тиски отличаются от стуловых прежде всего взаимным расположением щек: в параллельных слесарных тисках щеки расходятся параллельно и охватывают предмет всей поверхностью; щеки стуловых тисков расходятся под углом, и предмет закрепляется только нижней поверхностью щек. Стуловые тиски изготовляют из стальных поковок, благодаря чему они стойки к ударам. Используются в кузнечном деле, реже – в слесарном. Слесарные параллельные тиски изготовляют из чугуна, поэтому они нестойки к ударам. Сменные рифленые губки щек выполняют из стали и закаливают. Параллельные тиски используются в основном для слесарных работ и служат для выполнения операций, связанных с ручной обработкой металла напильниками, пилами, зубилом или другим инструментом без значительных усилий и ударов. Они применяются также в случаях, когда обрабатываемый предмет должен быть надежно закреплен без повреждения зажимаемой поверхности. Это обеспечивается зажимом по всей поверхности щек и применением сменных накладок из мягкого металла. Параллельные тиски состоят из следующих деталей: неподвижной и подвижной щек, основания, резьбовой втулки, винта. Неподвижная щека у неповоротных тисков составляет с основанием единое целое. В основании имеются отверстия для прикрепления тисков к столу. Неподвижная щека Стуловые тиски состоят из неподвижной и подвижной щек, кронштейна и обоймы, служащих для прикрепления тисков к столу, втулки с внутренней резьбой, винта, заканчивающегося шаровой головкой, и рукоятки. Величину тисков определяют ширина губок, щек, наибольшее расстояние, на которое они могут расходиться, а также вес тисков. Боковые накладки, выполненные из мягких металлов (медь, алюминий, свинец), древесины, резины, искусственных и подобных материалов, значительно отличаются по твердости от материалов обрабатываемых предметов. Они предохраняют поверхности этих предметов от повреждений или изменения формы. Боковые накладки применяются только для губок щек параллельных тисков. Винтовой зажим (струбцина) – это вспомогательное слесарное приспособление, изготовленное из стали. Конструкция зажимов бывает различной в зависимости от их назначения. Зажатие обрабатываемых или собираемых деталей осуществляется с помощью винта (рис. 6). В зависимости от характера операций (обработки, сборки) струбцины выполняют роль либо основного зажима, либо дополнительного при обработке детали в тисках. Используются при мелких слесарных работах. Ключи служат для завертывания и отвертывания гаек и болтов, а также для того чтобы держать болт при довертывании гаек. Различают два вида ключей: нерегулируемые и разводные универсальные.
Рис. 6. Винтовые слесарные зажимы Нерегулируемые ключи имеют постоянный размер зева под шестигранник гайки или болта, в то время как универсальные разводные ключи имеют изменяемое в определенных границах раскрытие зева ключа.
Ключи универсальные делятся на разводные с головкой (рис. 7, з, и), рычажные (рис. 7,к), а также специальные. В группу специальных ключей входят ключи с трещоткой для гаек, ключи кривошипные, ключи для болтов с шестигранным или четырехгранным гнездом, трубные, крюковые, рычажные и цепные ключи, а также торцевые ключи со сменными головками.
Щипцы служат для вспомогательных слесарных работ. Ими можно гнуть тонкие металлические материалы, а также удерживать детали при обработке и сборке, отвинчивать и завинчивать гайки малых размеров. В зависимости от назначения и конструкции различают следующие виды щипцов: плоскозубцы обычные (рис. 8, а), плоскозубцы комбинированные, круглозубцы (рис. 8, б), регулируемые прямые и изогнутые (рис. 8, в) щипцы, острогубцы (кусачки) плоские и торцевые, кусачки шарнирные. В группу щипцов входят также универсальные клещи для труб и клещи для гвоздей (рис. 8, г).
Съемник – это слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т. д. Съемник для подшипников состоит из двух или трех прихватов (щек) и обоймы, соединяющей плечи прихватов, втулки с внутренней резьбой, а также из винта с шестигранной или квадратной головкой или рукояткой. Слесарная ручная щековая таль относится к слесарному вспомогательному оборудованию и используется для подъема и перемещения тяжелых деталей или материалов. Направление перемещения может быть произвольным. Тали используются также на ремонтно-сбороч-ных работах. Грузоподъемность талей – до 1,5 т. На строгальном станке выполняется черновая обработка плоских поверхностей изделий с целью сокращения до минимума ручной обработки этих поверхностей напильником. Поперечно-строгальный станок состоит из литой станины, стола и ползуна. В станине расположены механизмы привода. Ползун, находящийся в верхней части станины, с помощью специального механизма приводится в возвратно-поступательное движение по направляющим станины (рабочий и холостой ход). На конце ползуна находится поворотная головка суппорта с державкой для строгального резца. На вертикальных направляющих станины на кронштейне установлен стол станка, который приводится в движение с помощью ходового винта. На столе крепятся параллельные тиски или зажимное приспособление для зажатия обрабатываемых деталей. Отвертки служат для вывинчивания и завинчивания шурупов И винтов с головками различных форм, имеющими диаметральные шлицы (пропилы). Стандартные отвертки делятся на проволочные и с деревянными рукоятками.
Лезвие отверток должно быть параллельно граням шлицы винта или шурупа и входить в него на всю глубину с небольшим зазором. Лезвие заостренной формы сминает шлиц, портит винт и затрудняет работу, поэтому такая форма лезвия отвертки нежелательна.
Зубила применяют для рубки металла и отрубки плоскостей. Крейцмессели используют для прорубания канавок, а иногда отверстий и пазов.
Вспомогательные инструменты и материалы в зависимости от потребностей технологического процесса и условий производства имеют разное назначение. Они служат для очистки поверхностей предметов или инструментов для их консервации, смазки, окраски и т. д. С помощью вспомогательных материалов можно придать изделию эстетичный, приятный внешний вид. Вспомогательный инструмент может применяться при обработке изделия, разборке или сборке его, а также иметь другое назначение в зависимости от необходимости и характера выполняемых операций.
Поверочный инструмент применяют при монтаже для проверки точности установки отдельных деталей и узлов и правильности сборки всей машины. К поверочным инструментам относятся: поверочная линейка, ватерпас, рамочный ватерпас, отвес, масштабная линейка, кронциркуль, нутром ер, штангенциркуль, щупы, рейсмус.
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1). К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2). Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм. Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм.
Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм. Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров. Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом. Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°. Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью. К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей. Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
 В процессе монтажа машин выполняется большой объем разборочно-сборочных работ, для которых необходимо иметь в достаточном ассортименте монтажные и поверочные инструменты, а также вспомогательные приспособления.
В процессе монтажа машин выполняется большой объем разборочно-сборочных работ, для которых необходимо иметь в достаточном ассортименте монтажные и поверочные инструменты, а также вспомогательные приспособления. для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.
для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками.

 имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков.
имеет втулку с нарезанной внутри резьбой. Винт, имеющий прямоугольную или трапецеидальную резьбу, проходит через гладкое отверстие в подвижной щеке и ввинчивается в резьбовую втулку неподвижных щек. На утолщенной цилиндрической части винта имеется отверстие, в которое вставляется рукоятка. Ввинчивая или вывинчивая винт, можно сводить или разводить щеки тисков. Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).
Нерегулируемые ключи делятся на плоские односторонние и двусторонние (рис. 7, а и б), накладные односторонние прямые и двухсторонние выгнутые (рис. 7, в и г), прямые и изогнутые торцевые (рис. 7, д и е), а также крюковые (рис. 7, ж).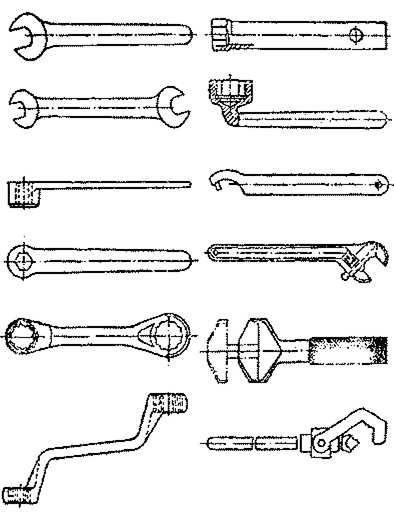 Рис. 7. Ключи гаечные
Рис. 7. Ключи гаечные
 Рис. 8. Слесарные щипцы
Рис. 8. Слесарные щипцы Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и
Напильники применяют для опиловки металла. По числу насечек на 1 см длины напильники делятся на драчевые н личные, или бархатные. Кроме того, напильники отличаются по форме профиля: плоские, трехгранные, квадратные, полукруглые, круглые и др. Для мелких и точных работ применяют надфили. В наборе инструментов для монтажа машины необходимо иметь несколько напильников различных типов и профилей и 
 Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90′
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный; г – нутромер нормальный д – штангенглубиномер; е – угломер универсальный; ж – угольник плоский на 90′
 Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняяzdamsam.ru
Виды ручного слесарного инструмента по назначению
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.

Ударный и разметочный инструмент:
- Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
- Кернерами выполняют разметку металлических, а также неметаллических материалов.
- Зубила используют для рубки металла.
- Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
- С помощью чертилок и циркулей проводят точные разметочные работы.
- Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
- В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
- Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
- Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
- Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
- Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
- Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
- Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
- Линейки, рулетки.
- Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
- Микрометрические приборы, нутромеры.
- Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
- Поверочные плиты, щупы, лекальные линейки, угольники.
- Радиусные и резьбовые шаблоны.
- Приборы для измерения углов: угломеры, уровни, синусные линейки.
- Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
tehnouzel.ru
Измерительные слесарные инструменты | Мастерская своего дела
Измерительные инструменты (рис. 1) обычно составляют предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии они находятся, зависит результат работы зачастую не одного дня.

Рис. 1. Измерительные инструменты: а – штангенциркуль: 1 – измерительные губки; 2 – рамка с измерительными губками; 3 – штанга; 4 – нониус; 5 – стопорный винт; б – микрометр: 1 – полукруглая скоба; 2 – пятка; 3 – микрометрический винт; 4 – стопорный винт; 5 – втулка-стебель; 6 – барабан; 7 – трещотка; 8 – измеряемая деталь.
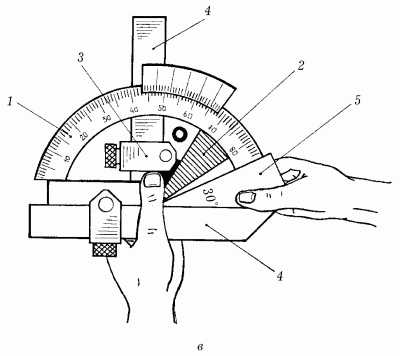
Рис. 1 (продолжение). Измерительные инструменты: в – угломер: 1 – полудиск со шкалой; 2 – подвижный сектор с нониусом, 3 – стопорный винт; 4 – линейка; 5 – измеряемая деталь.
Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения – это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку: линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности – провести измерение не один раз, а несколько, затем вычислить среднее арифметическое из результатов каждого замера.
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать. Самые распространенные ошибки, снижающие точность измерений, следующие:
– использование поврежденного измерительного инструмента;
– загрязненность рабочих поверхностей измерительного инструмента;
– неправильное положение нулевой отметки на шкале и нониусе;
– неправильная установка инструмента относительно детали;
– измерение нагретой или охлажденной детали;
– измерение нагретым или охлажденным инструментом;
– неумение пользоваться инструментом;
– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт – производить их следует при 20 °C.
Измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку – стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200–300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль (рис. 1, а). Он состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, снабженная двумя измерительными губками. Рамка обладает еще одной измерительной шкалой – нониусом, который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать Микрометр (рис. 1, б) – точность до сотых долей миллиметра. Те, кто впервые слышат название этого измерительного инструмента, часто допускают ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон – это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра – винт с очень точной резьбой, он называется микрометрическим винтом. Торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы: одна указывает миллиметры, вторая – их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра. Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане. Так как излишний нажим винта на измеряемую деталь может привести к неточности измерения, для регулировки нажима микрометр имеет трещотку. Она соединена с винтом так, что при увеличении измерительного усилия выше нормы винт поворачивается с характерными щелчками. Стопорный винт фиксирует полученный размер.
Для измерения углов деталей предназначен Угломер (рис. 1, в). Он представляет собой полудиск с измерительной шкалой, на котором закреплены линейка и передвижной сектор с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полудиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем по нониусу.
Для измерения величины зазора в слесарных работах используетсяЩуп – набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил как можно дольше и не приводил к неоправданным ошибкам при измерениях, необходимо позаботиться о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
proizvodim.com
Измерительный инструмент | Слесарное дело
Измерительный инструмент и приборы для точных измерений
Назвать инструменты и приборы для точных измерений.
К инструментам и приборам для точных измерений относятся: штангенциркули одно или двухсторонние, эталонные и угловые плитки, микрометры для наружных измерений, нутромеры микрометрические, Глубиномеры микрометрические, индикаторы, профилометры, проекторы, измерительные микроскопы, измерительные машины, а также разного вида пневматические и электрические приборы и вспомогательные устройства.
Для каких целей служат измерительные индикаторы?
Измерительные индикаторы предназначены для сравнительных измерений путем определения отклонений от заданного размера. В сочетании с соответствующими приспособлениями индикаторы могут применяться для непосредственных измерений.
Измерительные индикаторы, являющиеся механическими стрелочными приборами, широко применяются для измерения диаметров, длин, для проверки геометрической формы, соосности, овальности, прямолинейности, плоскостности и т. д. Кроме того, индикаторы часто используются как составная часть приборов и приспособлений для автоматического контроля и сортировки. Цена деления шкалы индикатора обычно 0,01 мм, в ряде случаев — 0,002 мм. Разновидностью измерительных индикаторов являются миниметры и микрокаторы.
Что такое измерительные приспособления?
Измерительные приспособления предназначены для измерения изделий больших размеров.
Что такое измерительные проекторы и микроскопы?
Измерительные проекторы — это приборы, относящиеся к группе оптических, основанных на использовании метода бесконтактных измерений, т. е. измерений размеров не самого предмета, а его изображения, воспроизведенного на экране в многократном увеличении. Измерительные микроскопы, как и проекторы, относятся к группе оптических приборов, в которых используется бесконтактный метод измерений. Они отличаются от проекторов тем, что наблюдение и измерение выполняются не на изображении предмета, спроектированном на экране, а на увеличенном изображении предмета, наблюдаемом в окуляре микроскопа. Измерительный микроскоп служит для измерения длин, углов и профилей разнообразных изделий (резьб, зубьев, шестерен и т. д.).
www.domoslesar.ru