Смж 357: СМЖ-357 станок для правки и резки арматурной стали
alexxlab | 03.09.2023 | 0 | Разное
Правильно отрезной станок СМЖ 357 по цене производителя завода “Долина”
Технические характеристики
| Диаметр обрабатываемых стержней, мм | |
| гладкого профиля | 4*…12 |
| периодического профиля | 6…10 |
| Скорость подачи, м/мин | 31,5*** |
| Длина отрезаемых стержней, мм | 500-6000**** |
| Допускаемое отклонение длины отрезаемых стержней, мм (на метр) | -4…-12 |
| Частота вращения барабана, с-1 | 20 |
| Установленная мощность, кВт | 16,5 |
| Масса станка, кг | 780 |
| Масса приемного устройства, кг | 122 |
| Масса размоточного устройства, кг | 150 |
| Масса ограждения проволоки, кг | 33 |
| Масса автомата, кг | 1195 |
| Габаритные размеры, мм: | 12000×1500×1220* |
* Допускается правка проволоки диаметром 3 мм по ГОСТ 6727-80 при изготовлении дополнительного инструмента по требованию заказчика за дополнительную плату.
** Спец исполнение по требованию заказчика скорость подачи максимальная, м/мин:
- гладкий профиль Ø6-60
- периодический профиль Ø6-60
- гладкий профиль Ø8-50
*** Для отрезки стержней длиной от 6 до 12 м должны быть установлены дополнительные секции приемного устройства, поставляемые за дополнительную плату.
**** Масса и габаритные размеры приведены для автомата с приемным устройством для отрезания стержней длиной до 6 м.
Наверное, лучше, чем правильно-отрезной станок модели СМЖ 357 в диапазоне до 12 мм, трудно найти. Править и рубить арматурную сталь этот станок умеет в полной мере, что доказано более, чем сорокалетней историей эксплуатации данного оборудования. Сейчас на смену «старичку» пришла достойная замена – правильно-отрезной автомат модели ПРА498. Это надёжный и достаточно простой в эксплуатации станок, неприхотливость и доступность – это ещё дополнительно преимущества станка для обработки арматурной стали.
Это надёжный и достаточно простой в эксплуатации станок, неприхотливость и доступность – это ещё дополнительно преимущества станка для обработки арматурной стали.
Тысячи правильно-отрезных станков моделей СМЖ 357 и ПРА 498 эксплуатируются на заводах ЖБИ, металлобазах и множестве строительных площадок. В неотапливаемых помещениях или вовсе под открытым небом установлены эти станки, простота и надежность являются основным преимуществом данного оборудования.
Неприхотливость – еще одна важная особенность механических правильно-отрезных станков, так как правка с помощью правильного барабана является проверенным временем механизмом получения заданного ровного стержня арматуры.

Все модели кузнечно-прессового оборудования, представленные на нашем сайте, могут быть произведены только под маркой ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» – вся выпускаемая продукция сертифицирована и защищена патентами в соответствии с действующим законодательством РФ.
Наверное, лучше, чем правильно-отрезной станок модели СМЖ 357 в диапазоне до 12 мм, трудно найти. Править и рубить арматурную сталь этот станок умеет в полной мере, что доказано более, чем сорокалетней историей эксплуатации данного оборудования. Сейчас на смену «старичку» пришла достойная замена – правильно-отрезной автомат модели ПРА498. Это надёжный и достаточно простой в эксплуатации станок, неприхотливость и доступность – это ещё дополнительно преимущества станка для обработки арматурной стали.
Это надёжный и достаточно простой в эксплуатации станок, неприхотливость и доступность – это ещё дополнительно преимущества станка для обработки арматурной стали.
Неприхотливость – еще одна важная особенность механических правильно-отрезных станков, так как правка с помощью правильного барабана является проверенным временем механизмом получения заданного ровного стержня арматуры.
Работа на станках моделей СМЖ357 или ПРА498 к тому же не требует специальной квалификации, необходимыми навыками работы можно овладеть за один рабочий день, главное следовать указаниям руководства по эксплуатации по обслуживанию и регулировки станка. В любом случае потери будут минимальными при вынужденном простое, все комплектующие являются российского производства и многое можно изготовить в условиях небольшой мастерской.

Все модели кузнечно-прессового оборудования, представленные на нашем сайте, могут быть произведены только под маркой ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» – вся выпускаемая продукция сертифицирована и защищена патентами в соответствии с действующим законодательством РФ.
|
Модельный ряд |
Диаметр стержней (мм) |
|
Правильно-отрезной автомат СМЖ 357 |
от 3 до 12 мм |
|
Правильно-отрезной автомат ПРА498А |
от 3 до 12 мм |
|
Правильно-отрезной автомат ПРА499А |
от 5 до 16 мм |
|
Правильно-отрезной станок ПРА16 с ЧПУ |
от 4 до 16 мм |
|
Правильно-отрезной станок ПРА1,6-6 с ЧПУ |
с 1,6 до 6 мм |
- Гарантия 18 месяцев
- Температурный режим до 25 градусов
- Ремонтная база
Россия и СНГ - Доставка запчастей
5-15 дней - Срок службы
10-20 лет
СМЖ 357 Станок для резки арматурной стали
* Для отрезки стержней длиной от 6 до 12 м должны быть установлены дополнительные секции приемного устройства.
* Масса и габаритные размеры приведены для установки с приемным устройством для отрезания стержней длиной до 6 м
| Станок СМЖ-357 |
| Барабан правильный СМЖ357.10.12.00.000 |
| Втулка СМЖ-357.10.13.00.816 |
| Втулка СМЖ-357.10.13.00.878 |
| Втулка СМЖ-357.10.13.30.803 |
| Кулачок СМЖ357.10.13.00.086 |
| Механизм отмеривающий СМЖ-357.20.02А.00.000 |
| Механизм реза СМЖ-357.10.14.00.000 |
| Муфта зубчатая СМЖ-357 |
| Наконечник СМЖ.357.10.14.00.002 |
| Направляющая СМЖ357.10.14.00.023 |
| Нож СМЖ-357 диаметр 11мм |
| Нож СМЖ-357 диаметр 12мм |
| Нож СМЖ-357.10.14.00.014 |
| Нож СМЖ-357.10.14.00.014-01 |
| Нож СМЖ-357.10.14.00.014-02 |
Нож СМЖ357.10.14. 00.016 00.016 |
| Ось 6-16ф11х90.45.1.280 ГОСТ 9650-80 |
| Пружина СМЖ-357.10.13.00.062 |
| Пружина СМЖ-357.10.14.00.004 |
| Ролик СМЖ-357.10.13.00.004А |
| Ролик СМЖ-357.10.13.00.004А-01 |
| Ролик СМЖ-357.10.13.00.004А-02 |
| Ролик СМЖ-357.10.13.00.004А-03 |
| Ролик СМЖ357.10.14.15.000СБ в сборе |
| Секция приемного устройства СМЖ-357 |
| Стакан СМЖ-357.00.00.00.021 |
| Стакан СМЖ-357.10.12.00.020 |
| Стакан СМЖ-357.10.12.00.022 |
| Шомпол СМЖ357.20.00.00.013-02 |
| Шток СМЖ357.10.14.00.006 в сборе |
Автомат правильно-отрезной модели СМЖ 357, предназначен для правки и резки арматурной стали гладкого и периодического профилей, проволоки ВР и ОК, поступающих в бунтах.На поверхности прутков допускаются следы от инструмента и вмятины в местах реза. Автомат может быть использован в метизнокалибровочных цехах металлургических заводом, а также на предприятиях строительной индустрии и в заготовительных цехах машиностроительных заводов.
Комплект поставки правильно-отрезного автомата СМЖ 357
- Входят в комплектность и стоимость автомата СМЖ 357
- СМЖ 357 Автомат в сборе
- СМЖ 357-53-001 Лоток приемный
- СМЖ 357-00-001 РЭ – Руководство по эксплуатации
- Входит в комплект поставки за отдельную плату
- РУ 31А Устройство размоточное для проволочных бунтов
- Поставляется по заказу потребителя за отдельную плату
- СМЖ 357-21-105 Шкив
- СМЖ 357-66-001-02 Комплект монтажных частей
- СМЖ 357-66-001 – 03 Комплект монтажных частей
- СМЖ 357-62-001 Ножницы ручные
Устройство правильно-отрезного автомата СМЖ 357
Автомат правильно-отрезной СМЖ 357 для правки и резки арматурной стали состоит из следующих основных узлов:
- станок СМЖ 357
- приемного и размоточного устройств
- правильного барабана
- электрооборудования
- линейки
Расположение органов управления СМЖ 357.
- Сигнальная лампа режима «Сеть»
- Кнопка «Пуск»
- Кнопка «Рез»
- Кнопка «Общий стоп»
Станок СМЖ 357 состоит из
- станины
- механизмов подачи и реза
- правильного барабана
Станина станка СМЖ 357 сварная, на ней размещены и закреплены все узлы станка. В основании имеются отверстия для крепления станка анкерными болтами. Механизм подачи предназначен для разматывания проволоки и арматуры из бунта, протягивания ее через правильный барабан и подачи выпрямленного стержня арматуры в приемное устройство. Привод механизма осуществляется от электродвигателя через ременную передачу и шкив, сидящий на выходном валу. С помощью зубчатой пары вращение передается на распределительный вал. Сидящая на валу шестерня через зубчатое колесо передает вращение на нижний вал тянущих роликов. Вал верхнего тянущего ролика вращается в подшипниках обоймы и соединен с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика. Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой. Подвижная полумуфта установлена на шлицах вала и может передвигаться вдоль него с помощью вилки и тяги. Управление положением муфты осуществляется механизмом включения с электромагнитом. При этом валы механизма реза сцеплены с помощью зубчатой пары. Механизм реза приводится в движение от кулачка, сидящего на конце верхнего ножевого вала. Усилие передается через валик и рычаг, качающиеся вокруг оси, на шток. Внутри штока расположена пружина, служащая для возврата штока в исходное положение. Пружина верхним концом упирается в пробку, а нижним своим концом упирается в палец, неподвижно закрепленный в корпусе. В нижней части штока находится подвижный нож.
Обойма качается вокруг оси, неподвижно сидящей в корпусе. Другой конец обоймы посредством оси соединен с механизмом поджатия верхнего тянущего ролика. Тянущие ролики выполнены сменными с несколькими канавками для арматурной стали разных диаметров. Одновременно шестерня сцеплена с зубчатым колесом, свободно вращающемся на валу вместе с полумуфтой. Подвижная полумуфта установлена на шлицах вала и может передвигаться вдоль него с помощью вилки и тяги. Управление положением муфты осуществляется механизмом включения с электромагнитом. При этом валы механизма реза сцеплены с помощью зубчатой пары. Механизм реза приводится в движение от кулачка, сидящего на конце верхнего ножевого вала. Усилие передается через валик и рычаг, качающиеся вокруг оси, на шток. Внутри штока расположена пружина, служащая для возврата штока в исходное положение. Пружина верхним концом упирается в пробку, а нижним своим концом упирается в палец, неподвижно закрепленный в корпусе. В нижней части штока находится подвижный нож. Неподвижный нож поджимается к подвижному резьбовой направляющей. На нижнем ножевом валу установлен кулачок, который посредством ролика и рычага открывает канал приемного устройства. Рычаг качается вокруг оси, тяги, и рычага, качающегося на оси.
Неподвижный нож поджимается к подвижному резьбовой направляющей. На нижнем ножевом валу установлен кулачок, который посредством ролика и рычага открывает канал приемного устройства. Рычаг качается вокруг оси, тяги, и рычага, качающегося на оси.
Правильный барабан автомата СМЖ357 представляет собой вал, вращающийся в подшипниках. Подшипники установлены в корпусах, закрепленных на станине. Привод барабана осуществляется от электродвигателя через клиноременную передачу и шкив.
На концах барабана по оси установлены неподвижные фильеры. Фильеры закреплены в барабане переставными втулками и гайкой. В средней части барабана в стаканах установлены регулируемые фильеры. Стаканы смещаются в радиальном направлении с помощью рычагов и валика регулировочным винтом. Настройка барабана осуществляется одним винтом. Приемное устройство служит для приема выправленных кусков арматуры, отмеривания и сбора отрезаемых прутков. Состоит из двухметровой секции. Рейка с помощью электромагнита откидывается, открывая канал приемного устройства для выброса прутков. Возврат рейки в исходное положение осуществляется с помощью пружин, тяг и рычагов, закрепленных на рейке. Вал и направляющая установлены в кронштейнах, прикрепленных к стойке болтами и пальцем. Вокруг пальца любая из секций, следующих за первой, может быть откинута. Валы и направляющие смежных секций соединены муфтами. Размоточное устройство предназначено для установки бунтов диаметром до 1400 мм. С целью уменьшения износа входного отверстия в него вставлена фильера из твердого сплава (волок).
Возврат рейки в исходное положение осуществляется с помощью пружин, тяг и рычагов, закрепленных на рейке. Вал и направляющая установлены в кронштейнах, прикрепленных к стойке болтами и пальцем. Вокруг пальца любая из секций, следующих за первой, может быть откинута. Валы и направляющие смежных секций соединены муфтами. Размоточное устройство предназначено для установки бунтов диаметром до 1400 мм. С целью уменьшения износа входного отверстия в него вставлена фильера из твердого сплава (волок).
Работа правильно-отрезного автомата СМЖ 357
Под действием усилия тянущих роликов арматурная проволока разматывается с размоточного устройства и, пройдя через ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока тянущими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рейкой, до флажка отмеривающего механизма, устанавливаемого в соответствии с требуемой длиной отрезаемого стержня. При нажатии проволоки на флажок срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза флажок доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
При нажатии проволоки на флажок срабатывает конечный выключатель отмеривающего механизма, дающий сигнал на включение электромагнита механизма реза. За время включения механизма реза флажок доходит до жесткого упора отмеривающего механизма и останавливается вместе с арматурной проволокой.
Механизм подачи СМЖ357
Предназначен для разматывания арматурной стали из бунта, протягивания ее через правильный барабан и подачи выправленного стержня арматуры в приемное устройство. Привод механизма осуществляется от эл. двигателя через ременную передачу и шкив, сидящий на выходном валу.
Правильно раскройный станок смж 357. Изменяемая производительность и количество подбираемого оборудования. Входит в комплект поставки за отдельную плату
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемно-размоточных устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и резки, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления машины анкерными болтами.
Питатель предназначен для разматывания проволоки и арматуры с мотка, протягивания ее через правильный барабан и подачи выпрямленной арматуры на приемное устройство. Механизм приводится в движение электродвигателем через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Шестерня, сидящая на валу, передает вращение на нижний вал тянущих роликов через зубчатое колесо. Вал верхнего тянущего ролика вращается в подшипниках сепаратора и соединен с валом нижнего тянущего ролика посредством зубчатой пары. Обойма качается вокруг оси, которая неподвижна в корпусе. Другой конец клети соединен осью с механизмом прижатия верхнего тянущего ролика.
Сменные тяговые ролики с несколькими канавками для арматурной стали разного диаметра. При этом шестерня находится в зацеплении с зубчатым колесом, свободно вращающимся на валу вместе с полумуфтой.
Диаметр обрабатываемых стержней, мм 3 …….10
Гладкий профиль 3 …….10
Периодический профиль AI, AII, AIII 3 …….8
Скорость правки, м/мин 31,5; 45
Длина разрезаемых стержней, м 0,5….12
Частота вращения барабана, с-1 40/20
Допуск по длине
нарезка стержней, мм + 1…-1
Установленная мощность, кВт 8,4/12,7
Габаритные размеры… мм
Длина 6100
Ширина 1500
Высота 1250
Масса общая, кг не более 1700
Установка СМЖ- 357 для правки и резки арматурной стали
Установка предназначена для правки и резки арматурной стали гладких и периодических профилей, поставляемой в мотках.
Установка для правки и резки арматурной стали состоит из станка, приемного и разматывающего устройств, ограждения с заправочным устройством, электрооборудования и набора арматуры.
Станок представляет собой сварную станину, на которой расположены и закреплены механизмы подачи и резки и правильный барабан. Станок крепится к станине четырьмя анкерными болтами.
Станок крепится к станине четырьмя анкерными болтами.
Питатель предназначен для разматывания арматуры с бухты, протягивания ее через правильный барабан и подачи выправленной арматуры на приемное устройство. Механизм приводится в движение электродвигателем через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Шестерня, сидящая на валу, передает вращение на нижний вал тянущих роликов через зубчатое колесо. Вал верхнего тянущего ролика вращается в подшипниках сепаратора и связан зубчатой парой с валом нижнего тянущего ролика. Обойма качается вокруг оси, которая неподвижна в корпусе. Другой конец клети соединен с помощью оси с натяжным механизмом тянущих роликов.
Сменные тяговые ролики с несколькими канавками для арматурной стали разного диаметра.
При этом шестерня находится в зацеплении с зубчатым колесом, которое свободно вращается на валу нижнего ножа вместе с полумуфтой. Подвижная полумуфта установлена на шлицах вала и может перемещаться по нему с помощью вилки и тяги. Положение сцепления контролируется механизмом переключения с электромагнитом. Валы соединены зубчатой парой.
Положение сцепления контролируется механизмом переключения с электромагнитом. Валы соединены зубчатой парой.
Режущий механизм приводится в действие кулачком, установленным на конце верхнего режущего вала. Усилие передается через ролик и рычаг, качающийся вокруг оси, на шток. Внутри штока расположена пружина, служащая для возврата штока в исходное положение. Верхний конец пружины упирается в заглушку, а нижний ее конец упирается в палец, закрепленный в корпусе. В нижней части стебля имеется подвижный нож. Неподвижный нож установлен в стакане, закрепленном в корпусе. Неподвижный нож прижимается к подвижной резьбовой направляющей. На нижнем валу фрезы установлен кулачок, который посредством ролика и рычагов открывает канал приемного устройства.
Правильный барабан – это вал, который вращается в подшипниках. Подшипники установлены в корпусах, закрепленных на станине. Барабан приводится в движение электродвигателем через клиноременную передачу и шкив. На концах барабана установлены аксиально закрепленные плашки (со стороны выхода 1 шт. , со стороны входа 2 шт.). Плашки фиксируются в барабане с помощью регулируемых втулок и гайки.
, со стороны входа 2 шт.). Плашки фиксируются в барабане с помощью регулируемых втулок и гайки.
В средней части барабана в стаканах установлены регулируемые плашки. Чаши перемещаются в радиальном направлении с помощью рычагов, ролика и регулировочного винта. Барабан регулируется одним винтом.
Приемное устройство предназначено для приема выпрямленного отрезка арматуры, измерения и выгрузки отрезанных стержней. Он состоит из трех двухметровых секций, соединенных последовательно. Секция состоит из рельса с двумя швеллерами, шарнирного рельса, вала, кронштейнов и стоек.
Стойка крепится скобами к валу, закрепленному во втулках. При повороте вала стойка наклоняется, открывая канал приемного устройства для сброса прутка. Рейка возвращается в исходное положение с помощью пружины, тяги и рычага, прикрепленных к валу. Вал и направляющая смонтированы в кронштейнах, которые прикручены болтами и штифтами к стойке. Вокруг пальца любой из разделов, следующих за первым, можно отогнуть назад.
Валы и направляющие смежных секций соединяются муфтами.
Измерительный механизм может быть установлен в конце любой секции; Для этого корпус механизма надевают на конец направляющей и зажимают болтами так, чтобы шомпол, закрепленный в ползунке, свободно входил в канал приемного устройства. Ползунок скользит по оси и подпружинен. Ход ползуна ограничивается регулируемым упором. К нижней части ползуна прикреплен флажок, воздействующий на концевой выключатель.
Размоточное устройство предназначено для установки рулонов диаметром до 1500 мм. Раздвижные стойки позволяют устанавливать бухты арматурной стали с разным внутренним диаметром.
В нижней части устройства находится регулируемый фрикционный тормоз.
Щиток с заправочным устройством предназначен для обеспечения безопасности обслуживающего персонала и имеет приспособление, выполненное в виде захвата плоскогубцев, облегчающее заправку арматуры в нужный барабан.
Для уменьшения износа впускного патрубка в него вставлена матрица из твердого сплава (чертеж).
Электропитание осуществляется от четырехпроводной трехфазной сети напряжением 220/380 В, 50 Гц. Напряжение силовых цепей 380 В. Напряжение цепей управления 220 В, потребляемая (максимальная) мощность 14,4 кВт, скважность = 100 %.
Управление осуществляется с клавиатуры, встроенной в машину.
Установка для правки и резки арматурной стали работает следующим образом.
Под действием усилия тянущих роликов арматурная проволока сматывается с разматывающего устройства и, пройдя ограждение, поступает в правильный барабан, где, подвергаясь многократному знакопеременному изгибу, выпрямляется. Выпрямленная проволока протягивающими роликами через ножевую втулку (неподвижный нож) подается в канал приемного устройства, закрытый рельсом, до чистящего стержня измерительного механизма, который устанавливается в соответствии с требуемой длиной ножа. отрезной стержень. При нажатии проволоки на чистящий стержень срабатывает концевой выключатель измерительного механизма, подающий сигнал на включение электромагнита режущего механизма.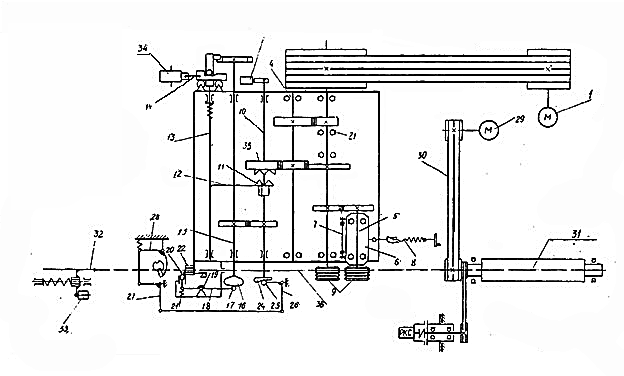 При включении режущего механизма шомпол доходит до жесткого упора измерительного механизма и останавливается вместе с арматурной проволокой.
При включении режущего механизма шомпол доходит до жесткого упора измерительного механизма и останавливается вместе с арматурной проволокой.
Электромагнит режущего механизма при срабатывании выдвигает клин тяги, который, двигаясь с вилкой, включает полумуфты ножевого вала. Полный цикл резки происходит за пол-оборота ножевых валов, после чего они останавливаются в исходном положении запорным механизмом. В момент резки кулачок, расположенный на валу, поворачиваясь, нажимает на рычаг режущего механизма и приводит в движение подвижный нож, разрезающий проволоку. Кулачок, расположенный на валу, с некоторым запаздыванием через систему рычагов поворачивает вал приемного устройства. При этом рельс перемещается, открывая канал приемного устройства, а отрезанный стержень выпадает. В момент фиксации валов режущий механизм, механизм открытия канала приемного устройства и шомпол под действием пружин возвращаются в исходное положение.
К Категория: – Машины для производства сборных железобетонных изделий
Технические характеристики правильно-отрезной машины СМЖ-357:
Диаметр обрабатываемых стержней, мм | ||
Гладкий профиль | ||
Периодический профиль AI, AII, AIII | ||
Скорость правки, м/мин | ||
Длина разрезаемых стержней, м | ||
Частота вращения барабана, с -1 | ||
Допустимое отклонение длины разрезаемых стержней, мм | ||
Установленная мощность, кВт | ||
Габаритные размеры, мм | ||
Масса полная, кг не более | ||
 Технические характеристики правильно-отрезного станка СМЖ-357.
Технические характеристики правильно-отрезного станка СМЖ-357. Установка СМЖ 357 для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемно-размоточных устройств, правильного барабана, электрооборудования, линейки.
Станок состоит из станины, механизмов подачи и резки, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления машины анкерными болтами.
Питатель предназначен для разматывания проволоки и арматуры с мотка, протягивания ее через правильный барабан и подачи выпрямленной арматуры на приемное устройство. Механизм приводится в движение электродвигателем через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал правильно-отрезного станка СМЖ-357.
Шестерня, сидящая на валу, передает вращение на нижний вал тянущих роликов через зубчатое колесо.
 Вал верхнего тянущего ролика вращается в подшипниках сепаратора и соединен с валом нижнего тянущего ролика посредством зубчатой пары.
Вал верхнего тянущего ролика вращается в подшипниках сепаратора и соединен с валом нижнего тянущего ролика посредством зубчатой пары. Обойма качается вокруг неподвижной в корпусе оси. Другой конец клети соединен осью с прижимным механизмом верхнего тянущего ролика.
Натяжные ролики сменные с несколькими канавками для арматурной стали разного диаметра. При этом шестерня находится в зацеплении с зубчатым колесом, свободно вращающимся на валу вместе с полумуфтой.
Станок Правильно-отрезной СМЖ-357 позволяет производить правку и размерную резку арматурной стали. Предназначен также для работы со сталью гладкого и периодического профиля (класса А-I; А-II и А-III), проволокой БП и ОК, поступающей в массовые беспорядки. Также при изготовлении дополнительного инструмента, правки проволоки по Допускается ГОСТ 6727-80. Станок используется на железобетонных заводах, в цехах предприятий по производству железобетонных и металлических конструкций. Эта серия выпускается на заводе более 10 лет и успешно прошла проверку временем.
Основные технические характеристики
Диаметр обработанных стержней, мм 3 …… .10
Гладкий профиль 3 …… .10
Периодический профиль AI, AII, AIII 3 …… .8
Скорость выпрямления, м / мин. 31,5; 45
Длина перерезаемых стержней, м 0,5…12
Частота вращения барабана, с-1 40/20
Допуск длины
отрезаемых стержней, мм + 1…-1
Установленная мощность, кВт 8,4 / 12,7
Размеры. мм
Ширина 1500
Высота 1210
Масса общая, кг не более 1500
СОСТАВ, УСТРОЙСТВО И РАБОТА АГРЕГАТА
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемно-размоточные устройства, правильный барабан, электрооборудование, линейка.
Станок состоит из станины, механизмов подачи и резки, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления машины анкерными болтами.
Питатель предназначен для разматывания проволоки и арматуры с мотка, протягивания ее через правильный барабан и подачи выпрямленной арматуры на приемное устройство. Механизм приводится в движение электродвигателем через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Посаженная
на вал, шестерня передает вращение на нижний вал тянущих роликов через зубчатое колесо. Вал верхнего тянущего ролика вращается в подшипниках сепаратора и связан
с валом нижнего тянущего ролика с помощью зубчатой пары. Обойма качается вокруг оси, которая неподвижна в корпусе. Другой конец клети соединен осью с механизмом прижатия верхнего тянущего ролика.
Сменные тяговые ролики с несколькими канавками для арматурной стали разного диаметра. При этом шестерня находится в зацеплении с зубчатым колесом, свободно вращающимся на валу вместе с полумуфтой.
Потребляемая мощность машины зависит от мощности установленных электродвигателей. При выпрямлении проволокой Вр1 или ОК диам. 4-5мм рекомендуется заменить основные установленные двигатели на двигатели меньшей мощности (2кВт на редукторном приводе и 2кВт на правом приводе барабана) с целью снижения энергопотребления.
При выпрямлении проволокой Вр1 или ОК диам. 4-5мм рекомендуется заменить основные установленные двигатели на двигатели меньшей мощности (2кВт на редукторном приводе и 2кВт на правом приводе барабана) с целью снижения энергопотребления.
Также в Вы можете приобрести,
Установка СМЖ 357 (СПР-12), предназначена для правки и резки арматурной стали гладких и периодических профилей, проволоки ВР и ОК, поставляемой в бухтах.
Технические характеристики СМЖ-357
Диаметр обрабатываемых стержней, мм 3 …….10
Гладкий профиль 3 …….10
Периодический профиль АИ, АII, АIII 3 …….8
Скорость правки, м / мин 31,5; 45
Длина разрезаемых стержней, м 0,5 … .12
Частота вращения барабана, с-1 40/20
Допуск длины
нарезанных стержней, мм + 1…-1
Установленная мощность, кВт 8,4/12,7
Габаритные размеры. мм
Длина 6100
Ширина 1500
Высота 1210
Масса общая, кг не более 1500
Потребляемая мощность станка зависит от мощности установленных электродвигателей. При выпрямлении проволокой Вр1 или ОК диам. 4-5 мм рекомендуется заменить двигатели базовой установки на двигатели меньшей мощности (2кВт на редукторном приводе и 3кВт на правом приводе барабана) для снижения энергопотребления.
При выпрямлении проволокой Вр1 или ОК диам. 4-5 мм рекомендуется заменить двигатели базовой установки на двигатели меньшей мощности (2кВт на редукторном приводе и 3кВт на правом приводе барабана) для снижения энергопотребления.
Состав, устройство, работа КСФ 357
Установка СМЖ 357 (СПР-12) для правки и резки арматурной стали состоит из следующих основных узлов: станка, приемно-размоточных устройств, правильного барабана, электрооборудования, линейки .
Станок состоит из станины, механизмов подачи и резки, правильного барабана.
Станина станка сварная, на ней размещены и закреплены все узлы станка.
В основании имеются отверстия для крепления машины анкерными болтами.
Питатель предназначен для разматывания проволоки и арматуры с мотка, протягивания ее через правильный барабан и подачи выпрямленной арматуры на приемное устройство. Механизм приводится в движение электродвигателем через ременную передачу и шкив, сидящий на выходном валу.
С помощью зубчатой пары вращение передается на распределительный вал. Шестерня, сидящая на валу, передает вращение на нижний вал тянущих роликов через зубчатое колесо. Вал верхнего тянущего ролика вращается в подшипниках сепаратора и соединен с валом нижнего тянущего ролика посредством зубчатой пары. Обойма качается вокруг оси, которая неподвижна в корпусе. Другой конец клети соединен осью с механизмом прижатия верхнего тянущего ролика.
Шестерня, сидящая на валу, передает вращение на нижний вал тянущих роликов через зубчатое колесо. Вал верхнего тянущего ролика вращается в подшипниках сепаратора и соединен с валом нижнего тянущего ролика посредством зубчатой пары. Обойма качается вокруг оси, которая неподвижна в корпусе. Другой конец клети соединен осью с механизмом прижатия верхнего тянущего ролика.
Сменные тяговые ролики с несколькими канавками для арматурной стали разного диаметра. При этом шестерня находится в зацеплении с зубчатым колесом, свободно вращающимся на валу вместе с полумуфтой.
Smash (2012) pełna obsada — Filmweb 0307
Главный серийный номер
Podstawowe informacje
Pełna obsada (357) Opisy (1)
Список всех сезонов
Сезоны- Сезон 1
- Сезон 2
Мнения и Нагроды
Нагроды (19) Форум
Мультимедиа
Zdjęcia (56) Plakaty (15)
Rankingi
Najlepsze Odcinki Najlepsze Sezony
Pozostałe 900 06
Чекавостки (1) Ньюсы (39)
- Obsada
- Obsada gościnna
- Twórcy
[5316998, 5316999, 5317000, 5317001, 5317002, 5343182, 5343184, 5343185, 5343188, 5343189, 5831453, 5831454, 5941528 , 5971347, 5971349, 5971351, 6028743, 6028745, 6492619, 6492621, 6492622, 6539239, 6881918, 7647101, 7647102, 7647103, 7647105, 7647106, 7647107, 7647108, 7647109, 7647111, 7647112, 7647113, 5971350, 6881471]
Дебра Мессинг Джулия Хьюстон
Дебра МессингДебра Мессинг
Анжелика Хьюстон Эйлин Рэнд
Анжелика ХьюстонАнжелика Хьюстон
Джек Дэвенпорт Дерек Уиллс
Джек ДэвенпортДжек Дэвенпорт
Кэтрин Макфи Карен Картрайт
Кэтрин МакфиКэтрин МакФи
Раза Джеффри Дев Сундарам
Раза ДжеффриРаза Джеффри
Меган Хилти Айви Линн
Меган ХилтиМеган Хилти
Брайан д’Арси Джеймс Фрэнк Хьюстон
Брайан д’Арси ДжеймсБрайан д’Арси Джеймс
Кристиан Борле Том Левитт
Кристиан БорлеКристиан Борле
Эмори Коэн Лео Хьюстон
Эмори КоэнЭмори Коэн
Хайме Сеперо Эллис Танчароен
Хайме СепероХайме Сеперо
Филипп Спэт Деннис
Филипп СпэтФилипп Спэт
Саванна Уайз Джессика
Саванна УайзСаванна Уайз
Дженни Ларош Сью / Танцерка
Дженни ЛарошДженни Ларош
Лесли Одом мл. Сэм Стрикленд
Сэм Стрикленд
Лесли Одом мл.
Уилл Чейз Майкл Свифт
Уилл ЧейзУилл Чейз
Джошуа Бергассе Джош
Джошуа БергассеДжошуа Бергассе
Уэсли Тейлор Бобби
Уэсли ТейлорУэсли Тейлор
Торстен Кэй Ник Фелдер
Торстен КэйТорстен Кэй
Криста Родригес Ана Варгас
Криста РодригесКриста Родригес
Энди Миентус Кайл Бишоп
Энди МиентусЭнди Миентус
Джереми Джордан Джимми Коллинз
Джереми ДжорданДжереми Джордан
Даниэль Абелес Блейк
Даниэль АбелесДаниэль Абелес
Джесси Л.