Согнуть металлическую трубу: Как согнуть трубу без трубогиба в домашних условиях, загиб медной, тонкой металлической, алюминиевой трубы, круглой и профильной
alexxlab | 06.05.2023 | 0 | Разное
Как согнуть металлическую профильную трубу полукругом для перил
Сделать полукруг из профильной трубы толщиной 2 сантиметра и диаметром меньше 40 сантиметров с использованием трубогиба достаточно сложно. Минимальным диаметром для такой толщины будет диаметр круга 50 сантиметров. Использование трубогиба для полукругов меньших диаметров приведет к заломам трубы и деформации круга. Также не у всех есть трубогиб.
В данной статье рассказывается о том, как согнуть трубу 20х20 (или 40х20 плашмя) в диаметр круга 15 сантиметров. Каких-то специальных инструментов кроме сварочного аппарата и болгарки (углошлифовальной машинки) не понадобится.
Данный метод предполагает распил профильной трубы на равнозначные сектор, с оставлением внешней грани круга. Для определения размеров секторов проще всего начертить круг необходимого диаметра сгиба, отступить необходимую толщину трубы (в нашем случае два сантиметра) и начертить второй круг. Далее из центра круга начертить две линии. Чем меньше расстояние между линиями, тем более гладким будет круг, но и трудоёмкость изготовления увеличивается. В примере расстояние между линиями по внешнему начерченному кругу составляет 3 сантиметра.
Чем меньше расстояние между линиями, тем более гладким будет круг, но и трудоёмкость изготовления увеличивается. В примере расстояние между линиями по внешнему начерченному кругу составляет 3 сантиметра.
Отпилив ненужные внутренние части, свариваем получившуюся “пасть крокодила в круг”. Сварку зачищаем остатками отрезных дисков УШМ. Они больше всего подойдут для зачистки сварочных швов с внутренней стороны.
После шлифовки сваренного полукруга, в примере это поручень от перил лестницы, привариваем его по месту и окрашиваем.
Метки:
металл
сделай сам
перила
лестница
сварка
проект
Поделиться:
| Календарь работ садовода | |||
| Декабрь Январь Февраль | Март Апрель Май | Июнь Июль Август | Сентябрь Октябрь Ноябрь |
автоматика апрель ароматные бордюр вересковые весна вечнозеленые видео влаголюбивые вредители и болезни ганичкина горшки грунт деревья дизайн дорожки живая изгородь забор загородом закон защита растений здоровье земля земляника зима зимостойкий инструмент интернет-магазин кашпо клематисы клумба княжик коммуникации кошки кусты лиана маркет март мебель металл миттлайдер многолетник налог недвижимость неприхотливый неукрывные новости обрезка овощи огород огурцы парник первоцветы передержка переезд пион планировка плодовые подмосковье полив поликарбонат посев почвокровные проветривание проект профлист путешествие рассада реестр рододендрон розы росреестр сад саженцы сварка сделай сам семена слизни смородина снт строительство стройка теневыносливый теплица томаты туя удобрения участок фасад февраль фундамент хвойные хоста цветение цветник цветы черенкование электрика яблоня ягоды
Шпалера у стены дома из 3D сетки для забора |
Фиксаторы для теплого водяного пола из оцинкованной ленты своими руками |
Как защитить плодовые деревья от кошек |
Переходить ли на новую серию WAGO 221 с WAGO 222 |
Битумная черепица и преображение бытовки. |
Клематис Рефлекшенс (clematis Reflections) |
Как увеличить мощность электричества до 15кВт через интернет. Мой опыт |
Оформление перепланировки в квартире 2020: что делать, куда идти, сколько стоит |
 Фото до и после
Фото до и послеКак быстро растет княжик? История одного княжика Балет Скирт
Беспроблемные азалии Lights, которые цветут в подмосковном саду каждый год
Княжик отцвел. Что дальше?
Набухшие зелёные почки на сирени зимой
Желтолистный вяз голландский Wredei в нашем Подмосковном саду
Туя западная Fire Chief – сорт с необычным окрасом
Туя западная: 14 зимостойких сортов для средней полосы
Хорошие и плохие компаньоны овощей.
 Таблицы совместимости
Таблицы совместимостиСколько грамм удобрений вмещают спичечный коробок, стакан и ложка
Как сделать из смородины и крыжовника деревца? Плюсы и минусы штамбовой формы
Как самостоятельно построить недорогую теплицу из пластиковых труб
Как сделать садовое складное кресло Кентукки. Размеры деталей
Как выбрать трубогиб | Технология гибки труб, какие виды трубогиба существуют
При монтаже трубопроводных коммуникаций и создании разного рода металлоконструкций мастера сталкиваются с необходимостью гибки труб или металлического профиля. Для этой цели необходимо использовать так называемый трубогиб. В тексте пойдет речь о том, как выбрать трубогиб.
В прошлом гибка труб осуществлялась горячим способом. Разогретый до красного участок трубы подвергался изгибу. Но в этом случае место изгиба обретало сужение, что заметно ухудшало проток и снижало надежность конструкции.

Трубогиб – устройство для быстрой, точной и безопасной деформации трубопроводного или профильного металлопроката. В отличии от ручной гибки горячим способом трубогиб позволяет сохранить диаметр протока в месте изгиба практически в неизменном виде.
Благодаря трубогибу в процессе деформации не возникает излома, что позитивно сказывается на прочностных характеристиках и общем уровне надежности трубопровода/металлоконструкции.
Существуют различные модификации трубогиба, позволяющие точно, быстро и безопасно выгибать трубы практически любого диаметра, от 5-10 до 70-100 (мм), а некоторых случаях и свыше этого.
Ниже будет рассказано про виды трубогиба.
Содержание
- Сфера применения трубогиба
- Разновидности трубогиба
- Трубогибы углового типа
- Трубогибы радиусного типа
- Нужно ли предварительно нагревать место изгиба трубы
Без гибки труб крайне сложно обойтись в следующих случаях:
- Прокладка водопровода
- Монтаж газопровода
- Установка отопления
- Создание строительных металлоконструкций
- и пр.

Трубогиб используется для работы с трубопроводными коммуникациями и профилем из различных конструкционных материалов. При помощи трубогиба можно гнуть трубы из меди, алюминия, простой углеродистой стали, нержавейки и даже металлопластика.
Нередко трубогиб используется для создания арок, которые являются составной частью ворот, навесов, беседок, теплиц и многих других конструкций. Гибка труб применяется и при ремонте автомобильной и прочей техники и оборудования.
Сегодня трубогиб можно встретить в инструментальном уголке чуть ли не любой мастерской, производственной или даже домашней.
Как выбрать трубогиб с учетом типа конструкции.
Разновидности трубогибаТехнику для гибки труб можно классифицировать по методу изгиба. В данном случае трубогибы делятся на 2 обширные категории:
- Для углового изгиба
- Для радиусного изгиба
От метода изгиба зависит размер изогнутой части трубы (профиля), что в свою очередь определяет сферу применения изделия.
Теперь подробнее про виды трубогиба.
Трубогибы углового типа
Угловой трубогиб – такая техника позволяет быстро и точно создать колено с изгибом 30, 45, 70 или 90˚. Угловой изгиб отличается минимальной длиной деформированной (изогнутой) части.
Угловой трубогиб используется для создания угловых соединений водо- , газо- или теплопроводных коммуникаций. Трубогибы этого типа работают в основном с прокатом округлого сечения, классическими круглыми.
Создать угловой изгиб на поверхности профильной (прямоугольной) трубы весьма сложно. Для работы с прямоугольными трубами используются в основном радиусные трубогибы.
Различают 3 основных разновидности углового трубогиба:
- Пружинные
- Рычажные
- Арбалетные
Тип трубогиба тесно связан с диаметром и толщиной стенки проката, который подвергается деформации.
Как выбрать трубогиб на основе пружины.
- Трубогиб пружинного типа – полностью ручное приспособление, представленное отрезком средней по жесткости пружины.
Принцип действия пружинного трубогиба весьма прост. Пружина одевается на трубу и располагается на месте планируемого изгиба. Далее труба перегибается вручную.
Наружная оболочка в виде пружины делает изгиб плавным, без резкого излома.
Пружинный трубогиб подходит для выгибания мягкого проката из меди, алюминия или металлопластика. При этом диаметр изгибаемых труб ограничен значением 15-20 (мм).
Трубогибом пружинного типа не получится точно и безопасно изогнуть классическую стальную трубу. Для работы со стальными коммуникациями, особенно крупного диаметра, свыше 15-20 (мм), следует использовать рычажную или арбалетную установку.
В наборе такого трубогиба обычно есть 3-4 пружины различного диаметра, что позволяет работать с трубами разного диаметра.
Разумеется, пружинный трубогиб является полностью ручным инструментом, что находит реальное отражение в точности и общем качестве загиба. Пружина не позволяет добиться высокой точности соблюдения угла изгиба. При этом на деформируемой поверхности может появляться излом.
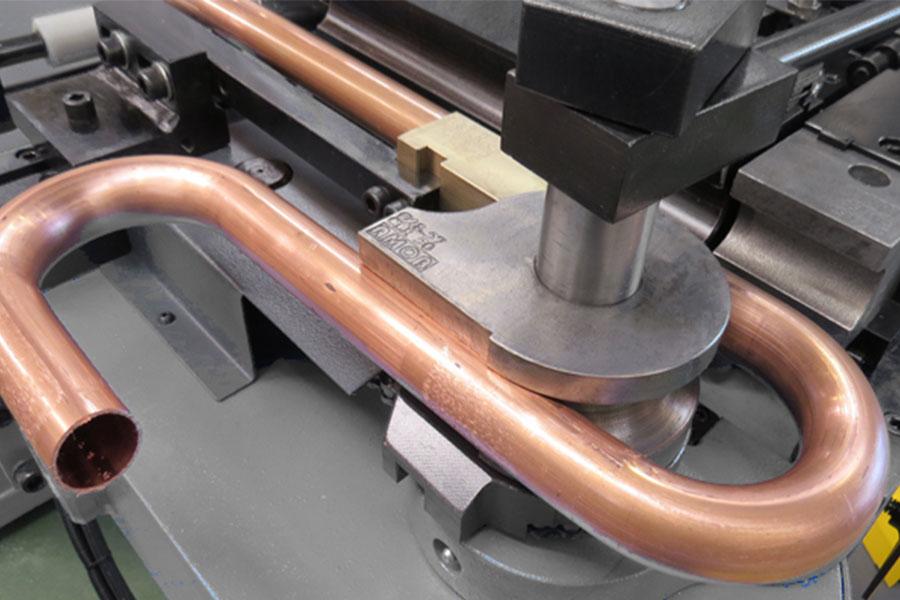
- Трубогиб рычажного типа – деформация трубы осуществляется удлиненным рычагом. При этом посадочное место для установки проката имеет округлую форму определенного диаметра.
Рычажный трубогиб способен эффективно работать как с медным/алюминиевыми трубами, так и стальными. Среди трубогибов рычажного типа есть модели, которые позволяют гнуть коммуникации диаметром до 25 и даже 30 (мм).
Если же требуется гнуть более крупный по диаметру прокат, от 30-40 (мм) и более того, то следует прибегнуть к помощи арбалетного трубогиба.
Трубогибы с рычажным устройством имеют посадочное место, которое рассчитано на прокат определенного диаметра. Если модель рассчитана на изгиб трубы диаметром 20 (мм), то более крупный прокат не получится зарядить в изложницу. Более мелкую трубу выйдет установить, но в этом случае коленный изгиб тонкого проката будет иметь низкое качество, с наличием излома или сплюснутым протоком.
Более мелкую трубу выйдет установить, но в этом случае коленный изгиб тонкого проката будет иметь низкое качество, с наличием излома или сплюснутым протоком.
В некоторых случаях рычажный трубогиб предназначен для работы с прокатом различного диаметра. Подобные модели имеют сменную изложницу. Перед выгибанием трубы мастер должен убедиться, что посадочное место подходит для работы с тем или иным диаметром.
Многие из моделей рычажного трубогиба имеют крепление к верстаку. Жесткая фиксация приспособления дает возможность повысить качество деформации. В этом случае процесс выгибания становится более контролируемым.
- Трубогиб арбалетного типа – в таких устройствах используется большое прижимное усилие, что позволяет быстро и качественно гнуть стальные трубы практически любого диаметра, от 10 до 100 (мм).
Большая часть арбалетных трубогибов имеет гидравлическое или электрогидравлическое устройство. Конечно, существуют и полностью механические модели, но на гибку труб большого диаметра они не рассчитаны.
Конечно, существуют и полностью механические модели, но на гибку труб большого диаметра они не рассчитаны.
Арбалетный трубогиб получил свое название из-за формы, которая отдаленно напоминает конструкцию арбалета.
Трубогиб арбалетного типа обеспечивает наиболее качественную деформацию металлопроката. При использовании комплекта изложниц без признаков явного износа деформируемая поверхность обретает предельно равномерный изгиб, без замятий и сплющивания.
Как правило, трубогибы с арбалетным устройством комплектуются широким набором изложниц, что позволяет приспособлению работать с трубами разного диаметра. Многие производители арбалетных трубогибов предлагают и комплекты изложниц различного размера, которые при необходимости можно заказать отдельно.
Какие еще виды трубогиба существуют.
Трубогибы радиусного типаУгловые трубогибы создают колено с минимальным радиусом. Иной раз при создании металлоконструкций следует использовать элементы с плавным изгибом на большой радиус. В этом случае классический угловой трубогиб не подойдет.
Иной раз при создании металлоконструкций следует использовать элементы с плавным изгибом на большой радиус. В этом случае классический угловой трубогиб не подойдет.
Для создания изгиба с большим радиусом потребуется специальный трубогиб, он называется радиусным.
Радиусный трубогиб чаще всего используется для выгибания металлопрофиля, трубы с прямоугольным сечением. Такие модели можно применять и при выгибании на большой радиус простой округлой трубы.
Радиусный трубогиб использует прокатный механизм. Заготовка прокатывается между роликами, что позволяет получить плавный и точный изгиб с большим радиусом.
Радиусный трубогиб может быть как механическим, так и электромеханическим. Существуют модели и с электрогидравлическим устройством.
Нужно ли предварительно нагревать место изгиба трубыПри создании изгиба происходит деформация, представленная силами растяжения и сжатия. С наружной стороны изгиба металл подвергается растягиванию, а со внутренней стороны металл сжимается.
С наружной стороны изгиба металл подвергается растягиванию, а со внутренней стороны металл сжимается.
Подвергнутые растяжению поверхности покрываются структурными микротрещинами. Это своего рода миниатюрные разрывы, появляющиеся на внешних слоях металла. На внутренней же стороне, которая сжимается, появляются наплывы и складки.
Нагрев делает металл более пластичным. В этом случае деформация осуществляется с меньшим усилием, что в свою очередь ведет к минимизации микроповреждений.
Опытные мастера придерживаются мнения, что место изгиба нужно прогревать. Для этого обычно используют промышленный фен или газовую горелку.
Но если изогнутый элемент трубопровода не будет подвергаться высоким нагрузкам, то вполне реально обойтись и холодной деформацией. Как понятно, в случае холодного изгиба будет снижена надежность и долговечность трубопровода/металлоконструкции.
Bendit Inc – Услуги по гибке металла в короткие сроки Хьюстон, Техас
Быстрое выполнение работ
Зарегистрируйтесь, чтобы получить оперативный ответ от одного из наших представителей
Подробнее Наши представители
Подробнее
Свяжитесь с нами
Компания Bend-It, Inc.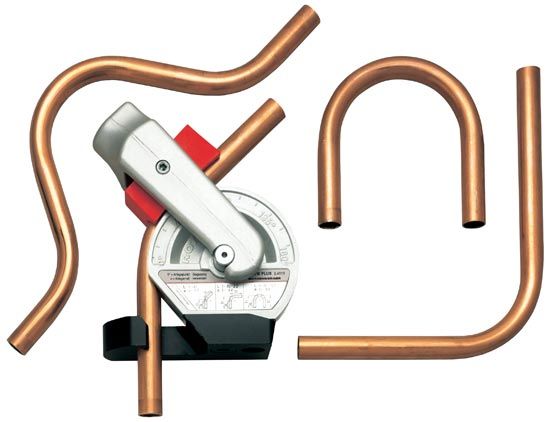 работает со всеми формами конструкций, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
работает со всеми формами конструкций, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
Подробнее
Компания Bend-It., Inc. специализируется на услугах по намотке труб, включая спиральные катушки, змеевики, плоские спирали и многое другое.
Подробнее
Компания Bend-It, Inc. предоставляет превосходные услуги по гибке труб, такие как 5D/R отводы, 3D/R отводы, стрелы шлюпбалки и многое другое.
Подробнее
КОНСТРУКЦИОННЫЕ ФОРМЫКомпания Bend-It, Inc. работает со всеми конструктивными формами, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
ТРУБЫ И НАМОТКА ТРУБКомпания Bend-It., Inc. специализируется на услугах по намотке труб, включая спиральные змеевики, змеевики, плоские спирали и многое другое.
ГИБКА ТРУБ И ТРУБ Компания Bend-It, Inc. предоставляет превосходные услуги по гибке труб и труб, такие как гибка 5D/R, гибка 3D/R, гибка шлюпбалок и многое другое.
предоставляет превосходные услуги по гибке труб и труб, такие как гибка 5D/R, гибка 3D/R, гибка шлюпбалок и многое другое.
ДОБРО ПОЖАЛОВАТЬ В BEND-IT, INC.
Если вам нужны качественные услуги по гибке металла — и вам нужно это сделать прямо сейчас — лучше всего отправить их в Bend-It, Inc. На протяжении десятилетий наша компания обеспечивая быстрое время выполнения работ для нефтехимической и нефтяной промышленности, а также для многих других промышленных и коммерческих клиентов. Мы работаем со всеми конструктивными формами, такими как уголки, швеллеры, балки, плоские стержни, трубы квадратного, прямоугольного и круглого сечения.
Подробнее
ОТЗЫВЫЧТО НАШИ КЛИЕНТЫ ГОВОРЯТ О НАС
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все были очень полезны. С Фрэнком было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
-Элеонора
Bend-It, Inc.
2016-03-11T23:03:53-06:00
-Элеонора
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все мне очень помогли. В последнее время моя переписка велась исключительно с Фрэнком, и с ним было приятно работать, он очень полезен и действительно делает все возможное. и помимо его повседневной жизни.
https://benditinc.com/testimonials/945/
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все мне очень помогли. с ним было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
-Элеонора
Bend-It, Inc.
2016-02-26T12:39:10-06:00
-Элеонора
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все было очень полезно. В последнее время моя переписка была строго с Фрэнком, и с ним было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
https://benditinc.com/testimonials/703/
Bend-It, Inc.
Посмотреть другие отзывы 9
Изгиб труб: K-фактор для осуществимости гибки труб гибка труб, труб и конструкционных профилей. Средний радиус изгиба соответствует радиусу центральной линии (CLR): также называемая нейтральной линией, это воображаемая линия, проведенная через середину трубы.
В этой статье мы более подробно рассмотрим формулы и расчеты, необходимые для определения возможности гибки труб, в которых используются значения радиуса изгиба, толщины трубы и К-фактора.
Формулы осуществимости гибки труб
Если нам нужно согнуть трубу с использованием метода «холодной» деформации, мы сначала должны оценить, действительно ли сгибание трубки возможно. Существуют технические формулы для определения осуществимости изгиба: произведение этих формул является К-фактором*.
* K-фактор также используется для определения целесообразности формования труб (также известного как трубопрокатка ).
Интерпретация К-фактора
К-фактор рассчитывается на основе диапазонов значений и используется для определения следующего: )
Возможность гибки круглых стальных труб
Для оценки возможности гибки круглых стальных труб рассматривают отношение среднего радиуса гиба к диаметру и толщине затронутой трубы.
Формула приведена ниже:
- CLR = радиус осевой линии
- WT = толщина стенки
- OD = внешний диаметр
Эта формула дает значение К-фактора.
сложность изгиба трубы обратно пропорциональна его значению: сложность увеличивается при низком К-факторе и уменьшается при высоком К-факторе.
- K > 0,30 – Гибка трубы стала более «прямой», и теперь необходимо использовать специальные опорные приспособления, которые необходимо изготавливать отдельно.
- 0,30 > K > 0,10 – Процесс гибки имеет нормальную сложность: будет достаточно использовать только внутреннюю фиксированную гибочную оправку.

- 0,10 > K > 0,08 – Для гибки трубы потребуется фиксированная гибочная оправка с шайбой . – специальный инструмент для ограничения деформации трубы.
- 0,08 > K > 0,05 – Гибка труб возможна только при использовании подвижной внутренней оправки в сочетании с матрицей для зачистки .
- K < 0,05 – Трубка не может быть согнута в нормальных условиях. В этом случае необходимо провести тесты, чтобы оценить, можно ли уменьшить К-фактор и нужно ли сконструировать специальные приспособления для гибки.
Для проверки возможности гибки круглых стальных труб рассматривается соотношение между средним радиусом изгиба, диаметром и толщиной рассматриваемой трубы.
Возможность гибки квадратных или прямоугольных труб
Формула для расчета возможности гибки квадратных или прямоугольных стальных труб немного отличается от формулы, используемой для круглых труб.
Формула показана ниже:
- CLR = средний радиус изгиба
- WT = толщина стенки
- F = первая сторона трубы (квадратная/прямоугольная)
- S = вторая сторона трубы (квадратная/прямоугольная)
Как и для круглых труб, мы определяем возможность и сложность гибки на основе определенных интервалов значений К-фактора:
- K > 0,20 – Для гибки трубы достаточно фиксированной оправки.
- 0,20 > K > 0,15 – Для гибки трубы требуется подвижная оправка.
- 0,15 > K > 0,10 – Для гибки трубы необходимо использовать фиксированную оправку с скользящим блоком.
- K < 0,10 – Теоретически согнуть эту трубку будет невозможно. Тесты должны быть проведены для снижения уровня сложности.
Расчет К-фактора при гибке трубы из нержавеющей стали и алюминия
Формулы, которые мы видели выше, используются для определения возможности гибки трубы из углеродистая сталь . При гибке труб из нержавеющей стали и алюминия, обладающих различными свойствами, коэффициент К ниже:
При гибке труб из нержавеющей стали и алюминия, обладающих различными свойствами, коэффициент К ниже:
- Нержавеющая сталь SAE 304 -> уменьшить K примерно на 20 %
- Нержавеющая сталь SAE 316 -> уменьшить K примерно на 25 %
- Алюминий 6060 -> уменьшить K примерно на 35 %
Как видно из приведенного выше примера, согнуть трубу из нержавеющей стали AISI 316 труднее, чем согнуть трубу из легированной стали 304, поскольку первый имеет большую прочность на сжатие, чем второй. Это означает, что изогнутая трубка из нержавеющей стали часто имеет «складки» на внутренней поверхности изгиба. K-фактор для нержавеющей стали (AISI 316) действительно меньше, чем значение для AISI 304 small. Изгиб алюминия еще сложнее, так как алюминий менее пластичен, чем сталь. По этой причине К-фактор снижается примерно на 35%.
Откройте для себя разницу между гибкой металлических труб и профилей
Несущие секции: как рассчитать возможность изгиба?
Металлические профили нестандартной формы.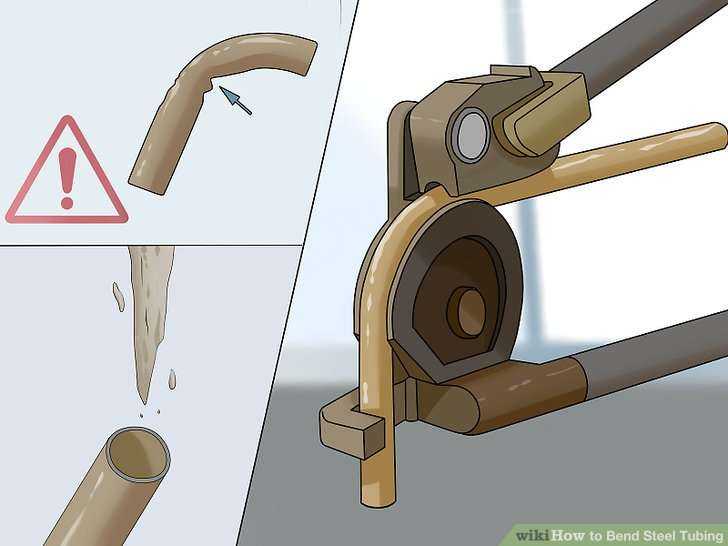 По этой причине не существует точной формулы для расчета идеального среднего радиуса изгиба на основе К-фактора. Заблаговременное определение идеального среднего радиуса изгиба для профиля из стали или нержавеющей стали с определенным геометрическим профилем требует большого опыта в области гибки и каландрирования труб!
По этой причине не существует точной формулы для расчета идеального среднего радиуса изгиба на основе К-фактора. Заблаговременное определение идеального среднего радиуса изгиба для профиля из стали или нержавеющей стали с определенным геометрическим профилем требует большого опыта в области гибки и каландрирования труб!
Гибка полых стальных профилей
Пластичность металлической трубы: что это такое и почему это важно
Для определения общей длины изогнутой трубы, включая ее прямые части, необходимо произвести точный расчет изменения длины трубы.
Формула для расчета результирующей длины изгиба выглядит следующим образом:
- OD = внешний диаметр
- π = Pi
- CLR = радиус изгиба
Трубка растягивается при изгибе. Это удлинение может иметь следующие последствия:
- Поломка трубы
- Отсутствие точности изгиба трубы
Чтобы рассчитать точную длину изгиба, произведение приведенной выше формулы необходимо разделить на другой коэффициент, известный как коэффициент удлинения . Это значение зависит от диаметра трубы и толщины стенки, а также от среднего радиуса изгиба и процентного содержания сплава.
Это значение зависит от диаметра трубы и толщины стенки, а также от среднего радиуса изгиба и процентного содержания сплава.
Тем не менее, стальная трубка Ø30 x 2 мм с таким же радиусом, как алюминиевая трубка Ø30 x 2 мм, будет иметь другой коэффициент.
Значение длины изгиба трубы также важно для определения точной точки, в которой необходимо сделать лазерный разрез, а также длины этого реза. Неправильный расчет положения лазерной резки означает, что полученная изогнутая труба будет длиннее или короче, чем должна была быть. Если труба длиннее и ее нельзя разрезать, неправильный расчет положения лазерной резки привел к непоправимому повреждению всей процедуры обработки трубы.
Дополнительная информация:
Важность лазерной обработки труб для обработки, гибки и прокатки труб.
Значение литых металлов для гибки труб
В тех случаях, когда металлическая труба была изготовлена с использованием различных кусков литого металла, расчет коэффициента удлинения намного сложнее и может вызвать проблемы при гибке трубы.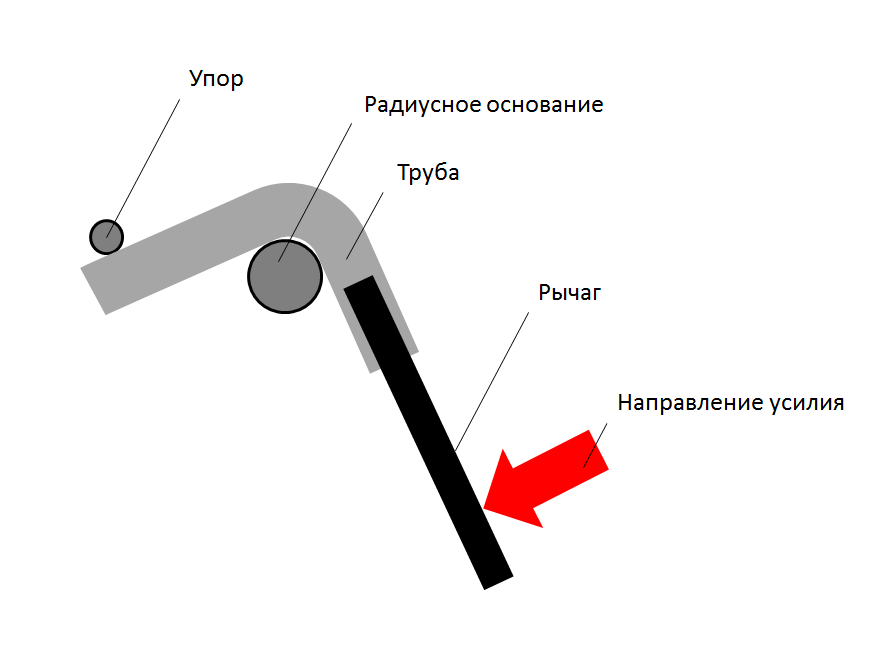 Эта проблема возникает, в частности, если металлическая труба доставляется непосредственно от заказчика, у которого часто может не хватать опыта, необходимого для проверки качества сплава.
Эта проблема возникает, в частности, если металлическая труба доставляется непосредственно от заказчика, у которого часто может не хватать опыта, необходимого для проверки качества сплава.
Для обеспечения высокого качества обработки труб и повышения производительности всего производственного процесса металлическая труба должна изготавливаться из цельного куска литого металла. Вот почему мы всегда предпринимаем шаги для обеспечения того, чтобы трубы изготавливались из одной отливки.
Резюме
K-фактор имеет решающее значение для определения осуществимости процесса гибки. Для расчета этого значения необходимо знать радиус изгиба трубы.
Однако: мы не должны упускать из виду тот факт, что это всегда только теоретическое значение. При холодной формовке трубы необходимо учитывать множество других переменных, которые могут повлиять на результат процесса гибки.
3D-программное обеспечение, предоставляемое современным трубогибочным оборудованием с ЧПУ, является важным инструментом для обеспечения успеха обработки труб.