Согнуть профиль металлический: Как согнуть профильную трубу – радиусная гибка профиля
alexxlab | 21.04.2023 | 0 | Разное
Описание способов сгибания профильной трубы в домашних условиях
Очень многим домашним мастерам хотелось бы знать, каким образом можно согнуть профильную трубу без трубогиба, не используя при этом другое специальное оборудование. Такими вопросами задаются люди, которые собираются возвести на своём участке, к примеру, теплицу, но слабо представляют, как согнуть профильную трубу в домашних условиях.
- Сложность сгибания профильного проката
- Распространённые проблемы
- Учёт профиля
- Самые популярные методы
- Предварительный нагрев
- Сгибание без нагрева
- Приспособления для сгибания
- Гибочная плита
Такие сооружения изготавливаются как раз из согнутых труб, поскольку они пропускают много света и отличаются высокой устойчивостью и долговечностью, если сравнивать их с другими приспособлениями. Может показаться, что согнуть металл очень сложно, но если разобраться в этом вопросе, то вполне возможно эффективно выполнить эту процедуру самостоятельно и без применения специальных инструментов.
Сложность сгибания профильного проката
Сущность процесса сгибания металлического проката состоит в том, чтобы профилю придать частичный или полный изгиб. Такую операцию обычно выполняют двумя способами: при помощи воздействия давления на трубу или с помощью нагревания определённого участка в той области, где нужно совершить изгиб.
По мере изгибания металлической трубы на поверхность металла действуют две силы:
- Сила сжатия, что приходится на внутреннюю часть изгиба.
- Сила растяжения, которой подвергается внешняя часть.
Как раз воздействие таких разнонаправленных сил и вызывает различные сложности, которые характерны при процессе сгибания любой металлической трубы.
Распространённые проблемы
При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
Стенка, что располагается с внешней стороны изгиба, будет подвергаться сильному растяжению, а потому может не выдержать каких-то нагрузок и просто лопнуть.
Внутренняя стенка также подвергается сжатию, поэтому покрывается складками, которые напоминают по форме гофру.
Многие люди, что впервые стараются согнуть трубу своими силами, вместо того, чтобы придать необходимую форму, просто сминают изделие и портят его.
Чтобы таких проблем не возникло, необходимо учитывать не только характеристики материала, но и геометрические параметры, такие как:
- толщина стенок;
- размеры сечения;
- радиус, на который необходимо произвести изгиб.
Если обладать информацией обо всём вышеуказанном, то можно выбрать подходящую технологию сгиба трубы. В результате материал не сомнётся и не получит гофрированную поверхность.
Учёт профиля
- квадратную;
- круглую;
- плоскоовальную;
- овальную.
Даже несмотря на такое разнообразие, чтобы возвести теплицу или навес, обычно используют прямоугольную или квадратную трубу. Это объясняется тем, что на плоских стенках гораздо проще смонтировать внешнее покрытие.
Это объясняется тем, что на плоских стенках гораздо проще смонтировать внешнее покрытие.
В магазинах продаётся большое количество профилей. Имеются разные геометрические параметры, основными из которых считаются площадь поперечного сечения и толщина стенки. А также стоит смотреть на пластические возможности материала. Этот показатель покажет минимально допустимый радиус закругления и поможет определить тот радиус, на который можно согнуть трубу, чтобы она не испортилась.
Для определения параметра минимального радиуса сгибания необходимо знать высоту профиля. Если собираетесь сгибать профильную трубу, что имеет поперечное сечение прямоугольного вида или квадрата, то следует соблюдать некоторые рекомендации.
Если имеется профиль не больше 20 мм, тогда её необходимо выгнуть на тех участках, длина которых превышает величину, что равна 2,5 xh (h является высотой профиля).
Если профиль изделия превышает 20 мм, тогда можно сгибать на участках, длина которых равняется 3,5 xh и больше.
Эти рекомендации пригодятся тем людям, кто своими руками собирается гнуть металлический профиль, чтобы изготовить стеллаж, навес или другие подобные конструкции. Но следует иметь в виду, что для качественного сгибания необходимо учитывать ещё и толщину стенки. Изделие, толщина которого меньше 2 мм, совершенно не подходит для сгибания, а потому необходимо выбрать более толстую конструкцию. Если толщина стенки меньше 2 мм, то лучше не гнуть трубу, а использовать сварку для соединения деталей.
Если на домашнем участке необходимо согнуть трубу, которая изготовлена из углеродистой или низколегированной стали, надо учитывать ряд нюансов. Подобные металлы после сгибания могут отпружинить и возвратиться в исходное положение, а потому такие конструкции необходимо повторно проверять по шаблону.
Величина отпружинивания характеризуется таким параметром, как момент сопротивления — Wp. Этот параметр указывается в строительной документации. И чем он будет ниже, тем меньше будет вероятность того, что профиль в процессе сгибания вернётся в своё первоначальное положение.
Самые популярные методы
В домашних условиях можно гнуть металл с помощью нагрева, а также в холодном состоянии. Нагрев обычно производят при помощи газовой горелки, тогда значительно повысится пластичность металла, а потому для изгиба необходимо будет прилагать гораздо меньше усилий.
Греть перед сгибанием надо исключительно трубы с диаметром сечения больше 10 см. Если гнуть нужно квадратные или прямоугольные конструкции, тогда ориентироваться стоит только на свой опыт и советы мастеров, которые уже занимались такой операцией. Если высота профиля не больше 10 мм, тогда необязательно гнуть при помощи нагрева. В случае, если профиль больше 40 мм, то нагрев обязателен.
Если труба имеет небольшой размер, то её можно согнуть в холодном состоянии при помощи ручных приспособлений. Чтобы получить заготовку с небольшим радиусом изгиба, можно использовать неподвижную плиту с упорами или тиски, а также роликовое устройство. Если требуется большой радиус кривизны, тогда нужно использовать неподвижные оправки или плоскопараллельные пластины, на которых можно закрепить деталь.
В горячем состоянии металл необходимо гнуть, только если высота профиля превышает 40 мм. Нагрев производится при помощи паяльной лампы или пламени газовой горелки. Труба должна обрести вишнёво-красный оттенок. Длина красного участка должна составлять примерно 6 диаметров трубы.
Разумеется, самым простым способом сгибания является применение трубогиба, при помощи него очень легко можно справиться с поставленной задачей. Если такого приспособления нет, то необходимо провести предварительные испытания на ненужном отрезке металла. Тогда можно будет определиться с тем, следует ли нагревать трубу или в этом нет никакой необходимости. Один конец трубы необходимо зажать в тисках, на второй нацепить трубку, имеющую большой размер внутреннего сечения. Если с таким рычагом получится согнуть металл, то процесс можно производить и без подогрева.
Предварительный нагрев
Для того чтобы самостоятельно согнуть трубу при помощи горячего метода, необходимо сначала заполнить её песком.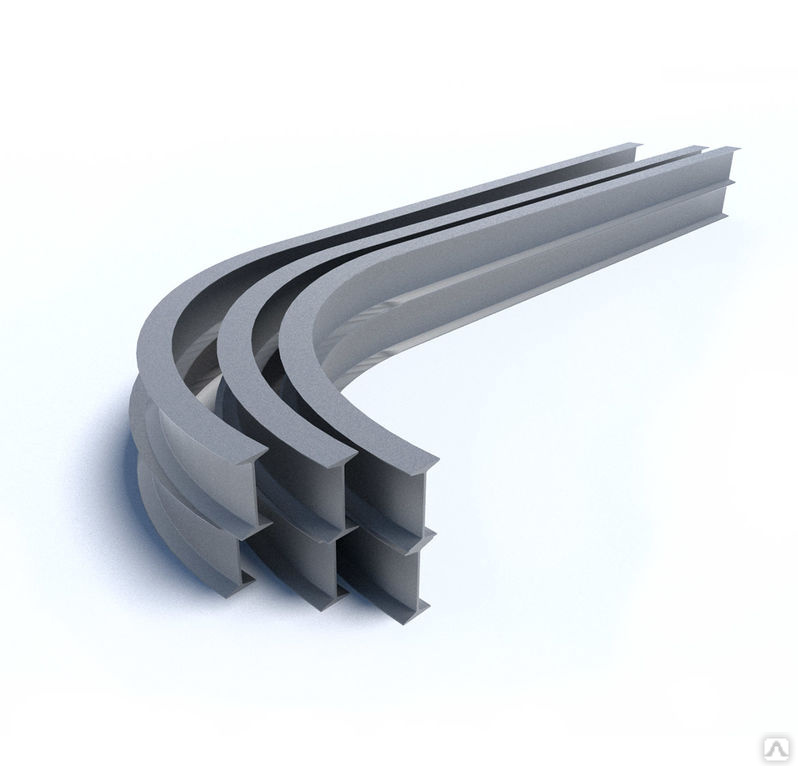
Сгибание осуществляется в такой последовательности:
- Заглушками затыкаются оба края трубы. Длина заглушек должна быть в 10 раз больше ширины их основания.
- После того как подгонка заглушек прошла успешно, на одной из них необходимо сделать 4 продольных паза, через которые будут выходить пары газа, что скапливаются внутри при нагревании.
- Тот участок, который будет нагреваться, предварительно нужно отжечь.
- Внутрь следует засыпать песок средней зернистости. Если нет хорошего очищенного песка, то можно взять любой в детской площадке, но сначала его необходимо просеять через хорошее сито, чтобы удалить все мелкие камушки.
- Подготовительный песок сначала нужно прокалить при температуре 150 градусов по Цельсию.
- Перед тем как набивать песок, один конец трубы необходимо заглушить, а заглушку во второй конец вставлять только тогда, когда весь песок полностью будет находиться внутри.
 Чтобы труба полностью им заполнилась, необходимо постукивать по стенкам изделия. Для этого лучше взять деревянную или резиновую киянку.
Чтобы труба полностью им заполнилась, необходимо постукивать по стенкам изделия. Для этого лучше взять деревянную или резиновую киянку. - Теперь можно закрывать вторую заглушку.
- Тот участок, что будет подвергаться нагреву, необходимо отметить мелом.
- Труба крепится в тисках с шаблоном или в специальном зажиме. Нельзя зажимать сварной шов, если такой имеется, поскольку он может лопнуть.
- Тот участок, что был отмечен мелом, нагревают докрасна при помощи горелки. Затем трубу аккуратно начинают сгибать в один приём, прикладывая достаточно усилий.
- Когда металл остывает, изделие необходимо сравнить с шаблоном. Если всё нормально, то из трубы можно удалять затычки и песок.
Такой метод можно с лёгкостью применить в домашних условиях, а использовать его нужно в том случае, если есть необходимость сформировать единый угловой изгиб. Лучше избегать многократного нагрева материала, поскольку потеряется прочность, а это будет губительно для арочной конструкции.
Сгибание без нагрева
Сгибать трубу без нагрева можно с наполнителем или без него. Не следует заполнять песком трубу, которая имеет высоту профиля не больше 10 мм.
Если труба небольшого размера, то вместо песка можно наполнить её стальной пружиной, которая будет обеспечивать равномерную деформацию. Нужно подобрать такую пружину, чтобы она свободно вошла внутрь, но достаточно плотно там засела. Чтобы не возникло проблем с удалением пружины после проведения операции, необходимо к крайнему звену прикрепить проволоку.
Изгиб получается с применением простых приспособлений, таких, как тиски, гибочная плита или оправка.
Гораздо проще использовать ручной трубогиб, который имеет круглый профиль. К этому приспособлению приделываются рабочие ролики, форма выемки в которых соответствует профилю трубы.
Очень эффективен в сгибании профилегибочный станок, который можно приобрести или сделать самостоятельно.
Приспособления для сгибания
Холодное сгибание можно выполнить при помощи следующих устройств:
- Если труба мягкая и стальная с высотой профиля не больше 10 мм, то потребуется ровная плита с отверстиями, куда будут вставляться упоры.
 С помощью этих штырей будет производиться сгибание по требуемым параметрам. У такого метода есть недостатки: сгибание недостаточно точное, а также при применении нужно приложить большое количество физических сил.
С помощью этих штырей будет производиться сгибание по требуемым параметрам. У такого метода есть недостатки: сгибание недостаточно точное, а также при применении нужно приложить большое количество физических сил. - Если профиль высотой в 25 мм и больше, тогда надо использовать роликовые приспособления. Трубу нужно хорошо зафиксировать в тисках, а усилие прикладывать с помощью специального валика. Такое приспособление позволит получить более качественный изгиб, но тут тоже потребуется приложить немало усилий.
Гибочная плита
Чтобы эффективно согнуть стальную и алюминиевую трубу дома, можно изготовить специальную гибочную плиту, воспользовавшись некоторыми рекомендациями.
Роль плиты играет панель, которую можно вырезать из металла большой толщины. Такая панель приваривается к стойке, что устанавливается на специальном пьедестале. В панели сверлят 2 отверстия, необходимых для установки болтов, которые будут служить опорами. На один болт крепится насадка, при помощи которой будет регулироваться радиус изгиба. Чтобы была соосность, надо заготовить металлическую пластину и зафиксировать ее болтами.
Чтобы была соосность, надо заготовить металлическую пластину и зафиксировать ее болтами.
Сгибание профильной трубы дома — дело, конечно, непростое, но вполне осуществимое. Необходимо просто обладать некоторыми слесарными навыками и инструментом.
Как согнуть гипсокартон и профиль для его крепления
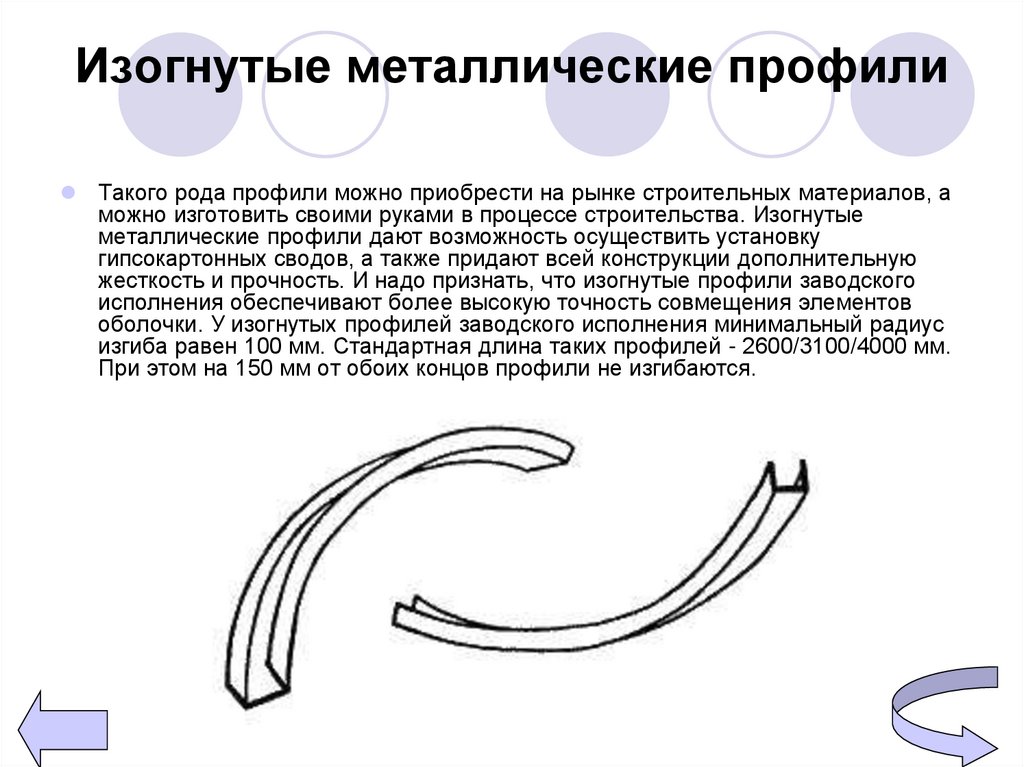
Гипсокартон, как правило, применяется для создания идеально ровных поверхностей. Однако все большую популярность среди дизайнеров и домовладельцев приобретают криволинейные объекты интерьера из гипсокартона – арки дверных проемов, рельефные многоуровневые потолки, ниши с изогнутыми линиями. Создавать подобные шедевры вы можете и сами. Все, что вам для этого понадобится – материалы, инструменты и наши подробные инструкции. Наши советы будут полезны не только отделочникам, которые в силу своих профессиональных обязанностей почти каждый день имеют дело с гипсокартоном, но и обычным владельцам квартир и домов.
Если вы решили разнообразить интерьер своего жилища одним из подобных уникальных объектов, вам, прежде всего, необходимо узнать, как согнуть гипсокартон и как сделать криволинейный каркас для его крепления. И наша статья поможет вам в этом.
Как согнуть гипсокартон
Для того чтобы придать листу гипсокартона изогнутую форму, вам понадобится следующее:
Материалы:
- лист гипсокартона;
- саморезы для гипсокартона.
Инструменты:
- рейсшина или угольник, рулетка, карандаш, нож со сменными лезвиями;
- валик, садовый опрыскиватель или губка.
Прежде всего, необходимо отрезать кусок гипсокартона нужного вам размера. Операция эта достаточно простая: поместите угольник вдоль кромки листа гипсокартона и с помощью ножа сделайте глубокий прорез. Затем согните лист вдоль линии разреза, чтобы надломить слой гипса. И последнее, что вы должны сделать – разрезать бумажный слой с противоположной стороны.
- Подробнее смотрите материал: Как и чем резать гипсокартон и проделывать в нем отверстия.
Резка гипсокартона.
Существует два способа придания листу гипсокартона изогнутой формы – увлажнение его поверхности и нанесение параллельных надрезов. Первый способ применяется в том случае, когда необходимо лишь немного изогнуть гипсокартонный лист. Второй способ будет полезен, когда листу необходимо придать большую кривизну. В последнем случае существует и альтернативный вариант: вы можете использовать два слоя гипсокартона толщиной 6.5 мм (так называемый арочный гипсокартон), поскольку он легче гнется, либо слой 6.5 мм фанеры плюс слой 6.5 мм гипсокартона.
Опираясь на собственный опыт, мы рекомендуем вам, прежде чем начинать работать с большим листом гипсокартона, попрактиковаться на отходах. Проделав это несколько раз, вы поймете, как просто согнуть гипсокартон в домашних условиях – вам такая работа вполне по силам.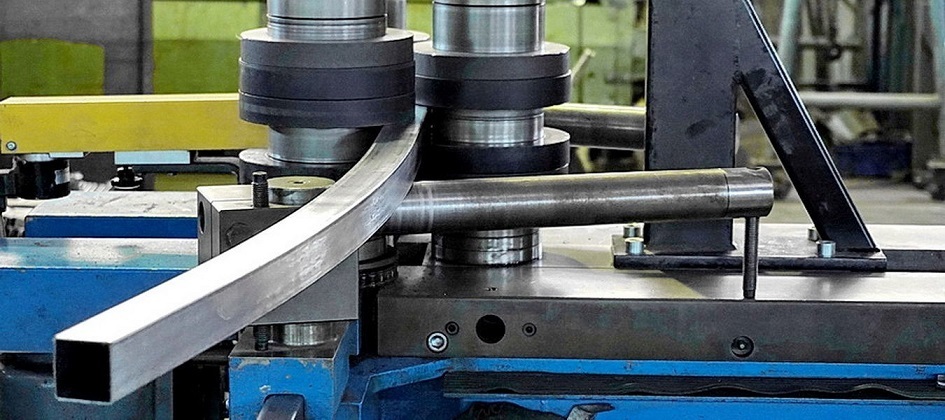
Метод первый: надрезы с одной стороны листа
Этот метод используется в основном при создании дверных арок, где требуется согнуть гипсокартон на большой радиус. В этом случае, чтобы согнуть лист гипсокартона, вы должны сделать на нем насечки через каждые 3-5 см. Положите лист на пол или прислоните его к стене и, используя линейку (в нашем случае – строительный уровень), сделайте достаточно много параллельных надрезов. Надрезание бумажного слоя с одной стороны гипсокартонного листа позволит легко согнуть его, в то время как оставшийся неповрежденным слой бумаги на другой стороне будет удерживать лист от разрушения.
Совет: Помните, что следует делать насечки на внешней поверхность будущей кривой, в противном случае вы не сможете согнуть гипсокартон правильно.
Нанесение насечек с помощью ножа.
Далее вы должны надломить гипс в местах разрезов, чтобы сделать лист очень гибким. Если вы все сделали правильно, гипсокартон будет гнуться очень легко, и вы без труда придадите ему нужную форму.
Сгибание гипсокартона по дуге.
Теперь осталось выровнять фрагмент будущей арки с плоскостью стены и закрепить его саморезами. Выполняйте все операции с большой тщательностью, чтобы результат работы оправдал ваши ожидания.
Мы рекомендуем вам закреплять изогнутый фрагмент гипсокартона через каждые 3-5 см. Используйте шуруповерт с регулировкой крутящего момента, это позволит вам закручивать саморезы быстро и правильно. Кроме того, обязательно убедитесь в прочности металлического каркаса, к которому вы крепите гипсокартон, в противном случае арка будет недостаточно жесткой.
Закрепление изогнутого листа гипсокартона.
Вам может показаться, что созданная вами арка выглядит недостаточно привлекательно. Поспешим вас заверить, что вы не заметите никаких изъянов, после того как обклеите края армировочной сеткой и нанесете несколько слоев шпатлевки.
Метод второй: смачивание водой
Придать гипсокартону изогнутую форму можно и путем увлажнения задней поверхности листа. Если согнуть лист нужно достаточно сильно, следует намочить не только заднюю, но и переднюю его сторону. Листы гипсокартона необходимо уложить на ровный бетонный пол и увлажнять их с помощью валика или садового опрыскивателя. Если гипсокартон нужно смочить достаточно сильно, можете воспользоваться для этих целей губкой. Помните, что избыток воды может легко повредить материал, поэтому увлажнять гипсокартон следует постепенно.
Если согнуть лист нужно достаточно сильно, следует намочить не только заднюю, но и переднюю его сторону. Листы гипсокартона необходимо уложить на ровный бетонный пол и увлажнять их с помощью валика или садового опрыскивателя. Если гипсокартон нужно смочить достаточно сильно, можете воспользоваться для этих целей губкой. Помните, что избыток воды может легко повредить материал, поэтому увлажнять гипсокартон следует постепенно.
Фото 5. Увлажнение листа гипсокартона.
Прежде чем вы приступите непосредственно к изгибанию, вода должна впитываться в гипсокартон около часа. Работайте с большой осторожностью, так как влажную панель очень легко повредить. После того как вы придадите листу гипсокартона нужную форму, вы должны проветрить помещение, чтобы избавиться от избытков влаги.
Совет: Не смачивайте лист слишком сильно, иначе бумага будет легко рваться.
Зафиксировав один из краев листа, постепенно сгибайте его, ввинчивая каждый последующий саморез.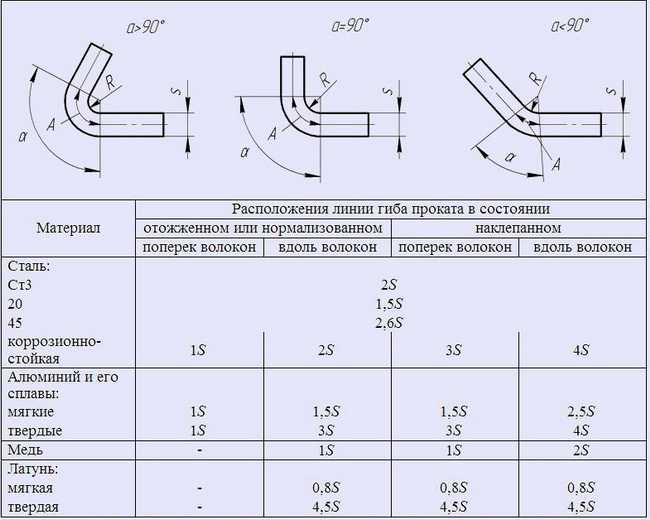 Действуйте с большой осторожностью и терпением, чтобы получить гладкую кривую. Саморезы должны располагаться на расстоянии не больше 10-15 см друг от друга, в противном случае ваша кривая получится волнистой.
Действуйте с большой осторожностью и терпением, чтобы получить гладкую кривую. Саморезы должны располагаться на расстоянии не больше 10-15 см друг от друга, в противном случае ваша кривая получится волнистой.
Крепление изогнутого гипсокартона с помощью саморезов.
Вкручивайте саморезы аккуратно, чтобы не повредить гипсокартон, иначе вам придется потратить больше усилий на финишное выравнивание поверхности с помощью шпатлевки.
Криволинейная гипсокартонная конструкция.
Как вы можете видеть, придать гипсокартону изогнутую форму не так сложно, как может показаться на первый взгляд. Вы просто должны использовать правильные инструменты и методы, чтобы осуществить работу на высоком профессиональном уровне.
Совет: Для формирования изгибов с маленьким радиусом кривизны вы должны сделать надрезы на задней поверхности гипсокартонного листа через каждые 3-5 см. Если же вам необходимо согнуть лист лишь чуть-чуть, следует смочить его с помощью валика или губки.
Мы рекомендуем в самом начале работы продумать последовательность ваших действий, это поможет вам избежать возможных ошибок.
Как согнуть металлический профиль для гипсокартона
Каркас из металлопрофиля, на который вы будете крепить изогнутый гипсокартон, тоже, разумеется, должен иметь криволинейную форму. Согнуть профили несложно, если вы используете правильные инструменты и методы. Научившись сгибать стальные профили, вы сможете создавать дверные арки и другие криволинейные объекты интерьера, поэтому мы рекомендуем вам обратить внимание на наши советы.
Существует два основных вида металлического профиля для гипсокартона: несущий и направляющий профили. Кроме этого существует специальный арочный профиль. Выбор размера металлического профиля зависит от конкретной задачи.
Металлический профиль.
В большинстве случаев направляющие профили устанавливаются в нижней и верхней частях каркаса, а несущие профили размещаются вертикально и закрепляются внутри каналов направляющих.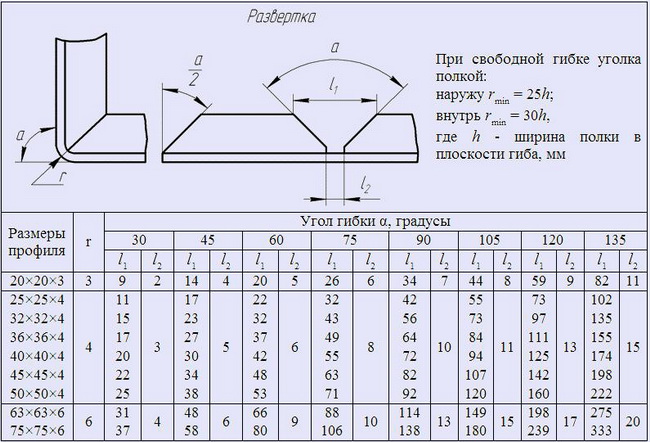 Стоечные профили должны оставаться совершенно прямыми, поскольку они несут вес гипсокартонных плит. Вы должны помнить, что сгибанию подлежат направляющие профили, а не стоечные. Если вы хотите создать арку или любую другую изогнутую поверхность из гипсокартона, вы должны согнуть направляющие профили, а после их закрепления разместить в их каналах стоечные профили. Для скрепления металлических профилей между собой используйте 1/2″ № 8 саморезы с плоской головкой.
Стоечные профили должны оставаться совершенно прямыми, поскольку они несут вес гипсокартонных плит. Вы должны помнить, что сгибанию подлежат направляющие профили, а не стоечные. Если вы хотите создать арку или любую другую изогнутую поверхность из гипсокартона, вы должны согнуть направляющие профили, а после их закрепления разместить в их каналах стоечные профили. Для скрепления металлических профилей между собой используйте 1/2″ № 8 саморезы с плоской головкой.
Если вы собираетесь согнуть металлический профиль, вам понадобится следующее:
Материалы:
- металлические профили;
- 1/2″ саморезы No.8 с плоской головкой.
Инструменты:
- ножницы по металлу;
- отвертка или шуруповерт;
- защитные перчатки.
Время:
- 10-20 минут на каждый стальной профиль.
Как согнуть металлический профиль
Для начала выберите несущий и направляющие металлические профили подходящего для ваших целей размера. Используя острые ножницы по металлу, отрежьте профиль необходимой длины.
Используя острые ножницы по металлу, отрежьте профиль необходимой длины.
Совет: Надевайте защитные перчатки, чтобы избежать порезов об острые металлические края.
Лучший способ согнуть металлический профиль – это сделать надрезы на его боковых сторонах через каждые 5-8 см. Для этих целей вам понадобятся ножницы по металлу для прямого реза. Помните, что прорезы должны быть параллельны друг другу, в противном случае вы не сможете согнуть профиль правильно.
Чтобы согнуть металлический профиль, сделайте надрезы на его боковых сторонах.
После того как вы сделали надрезы, вы должны согнуть профиль, чтобы придать ему нужную форму. Убедитесь, что ваши руки защищены перчатками, иначе вы можете легко порезаться об острые металлические края.
Если вы делаете дверную арку, прикрепите изогнутый направляющий профиль к уже размещенной на своем месте гипсокартоновой стенке. Используйте для этого саморезы для гипсокартона (для гипсокартона толщиной 12. 5 мм лучшим выбором будут саморезы 3.5х41, а для гипсокартона толщиной 9.5 мм вполне подойдут крепеж поменьше).
5 мм лучшим выбором будут саморезы 3.5х41, а для гипсокартона толщиной 9.5 мм вполне подойдут крепеж поменьше).
Использование изогнутого металлического профиля для создания дверной арки.
Если вам необходимо прикрепить металлический профиль к потолку или стене, то вам придется с помощью тонких ножниц вырезать небольшие отверстия в стенках металлического профиля для удобства последующего крепления. Не торопитесь, иначе вы можете повредить профиль. После этого закрепите его на потолке / стене с помощью саморезов. На представленных фотографиях вы можете видеть эту процедуру с разных углов обзора.
Крепление изогнутого металлического профиля.
Крепление изогнутого металлического профиля к потолку.
Если вы хотите прикрепить металлический профиль к конкретному потолку / стене, вы должны предварительно сделать несколько пробных отверстий в несущей поверхности дрелью.
Прикреплять профиль для гипсокартона к потолку, следует саморезами через каждые 25 см. Используйте уровень, чтобы убедиться, что вы устанавливаете профиль правильно.
Используйте уровень, чтобы убедиться, что вы устанавливаете профиль правильно.
После закрепления изогнутого профиля, вам остается собрать всю металлопрофильную конструкцию.
Каркас из металлического профиля с криволинейным элементом.
Теперь, наверняка, вы поняли, как правильно согнуть гипсокартон и металлический профиль для него. С такой работой вы вполне можете справиться самостоятельно, без привлечения профессионалов. Достаточно иметь под рукой все необходимые материалы и инструменты и точно следовать нашим инструкциям.
Источник перевода: www.howtospecialist.com
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Поделиться:
Гибка профилей – Руководство по 9 процессам гибки металлических профилей
Основы гибки металлических профилей/алюминиевых профилей
Руководство по гибке металлических профилей: процесс холодной гибки, 5 распространенных методов холодной гибки профилей, 9 распространенных процессов гибки металлических профилей
Что такое гибка профилей ?
Что такое металлический профиль? Металлические профили и конструкционные профили имеют постоянную форму поперечного сечения или очень уникальные, изготовленные по индивидуальному заказу профили прямой длины материала, они являются металлическими конструкционными элементами и включают металлы и сплавы в виде уголков, стержней, стержней, швеллеров, балки, пластины, фольга и другие стандартные формы, также их часто называют «профилями». В зависимости от типа деятельности по выбору и применения, а также с различной высотой и различной толщиной, форма металлического профиля может быть выбрана на основе его типа материала или конкретных механических свойств в зависимости от условий эксплуатации.
В зависимости от типа деятельности по выбору и применения, а также с различной высотой и различной толщиной, форма металлического профиля может быть выбрана на основе его типа материала или конкретных механических свойств в зависимости от условий эксплуатации.
Когда-то давно считалось, что нагрев стального профиля был единственным способом точно его согнуть. Однако появление более совершенного оборудования позволило сгибать и прокатывать стальные профили с гораздо большей точностью в холодных условиях. Важное чтение: 1. 4 ключа для процесса холодной гибки металлических профилей. 2. 4 ключевых момента Холодная гибка и горячая гибка при гибке труб
Гибка профилей : Гибка профилей, также называемая секционной гибкой, представляет собой изгибание металлических профилей различной длины (сталь, алюминий, латунь и другие металлы) в определенный профиль формы. Процесс гибки металлического профиля характеризуется растяжением и сжатием, что может привести к деформации сложного поперечного сечения и потере важных функций. Процесс гибки профиля должен гарантировать, что эта деформация будет сведена к минимуму, а функциональность сохранена даже при изгибе. Инженеры используют гнутые и формованные металлические профили для самых разных целей, от электромобилей до сложных космических кораблей и зданий.
Процесс гибки профиля должен гарантировать, что эта деформация будет сведена к минимуму, а функциональность сохранена даже при изгибе. Инженеры используют гнутые и формованные металлические профили для самых разных целей, от электромобилей до сложных космических кораблей и зданий.
Основы гибки профилей
Конечно, существует несколько методов гибки и прокатки, в зависимости от общего размера элемента, толщины стенки (толщина стенки и полки, толщина стенки из быстрорежущей стали и т. д.), требований к радиусу и конечного применения материал. В промышленности существует пять типичных методов гибки: прокатка , поэтапная гибка, горячая гибка, гибка с вращающейся вытяжкой и индукционная гибка . Каждый метод имеет свои преимущества. Некоторые методы чаще используются в стальной строительной отрасли, в то время как другие чаще используются в автомобильной или обрабатывающей промышленности.
- Гибка профиля представляет собой два основных процесса – холодная гибка и горячая гибка (индукционная гибка), гибка валков является наиболее распространенным процессом гибки профилей и процесс гибки листовых валков при холодной прокатке металлических профилей, а горячая гибка включает индукционную гибку, которая применяется узкая полоса тепла к профилю, когда изгибающий рычаг поворачивается, чтобы (обычно) сделать изгиб с очень малым радиусом.

- Изгиб профиля направлен на изгибание заготовки за как можно меньшее количество проходов, он имеет два подхода к асимметричному или симметричному изгибу: Полностью пластический изгиб следует считать асимметричным, если ось приложенного изгибающего момента не параллельна или не перпендикулярна оси симметрии. поперечное сечение.
Гибка алюминиевых и стальных профилей
Процесс гибки алюминия почти идентичен гибке профилей из мягкой стали; Разница в том, что алюминиевые профили требуют более высокого уровня точности и контроля из-за различных свойств металлов.
При изгибе алюминия он имеет тенденцию к упрочнению и растрескиванию, если не используются правильные методы. Алюминий бывает нескольких марок и сортов.
Подробнее: Профилегибочный станок : 5 вещей перед покупкой, 6 шагов до гибки
Два запутанных понятия о гибке профилей
Гибка профилей и прокатка профилей: Процесс гибки профилей (профилирование) можно реализовать разными способами. Процесс прокатки профиля/процесс прокатки профиля может быть реализован только с помощью профильного ролика. Принцип гибки валка заключается в формировании окружности в трех точках. Обычно используемая модель представляет собой трехвалковую прокатную машину.
Процесс прокатки профиля/процесс прокатки профиля может быть реализован только с помощью профильного ролика. Принцип гибки валка заключается в формировании окружности в трех точках. Обычно используемая модель представляет собой трехвалковую прокатную машину.
Профилирование и профилирование : Процесс гибки в холодном состоянии (процесс прокатки профилей/процесс прокатки профилей) является подходящим методом для гибки (прокатки) профилей, труб и фланцев из конструкционной стали, где изгибы с очень малым радиусом или «колена», как правило, не требуются. . Процесс холодной прокатки выполняется путем пропускания стального элемента вперед и назад между наборами валков. Точечная нагрузка, прикладываемая центральным роликом, достаточна для того, чтобы сталь преодолела предел текучести и вызвала необратимую деформацию.
Три общие терминологии гибки профиля (прокатка)
- «Легкий способ» — это изгиб элемента вокруг его слабой оси, а «сложный способ» — это изгиб вокруг прочной оси;
- «Фланцы внутрь» или «Фланцы наружу» относятся к направлению фланцев на швеллерах, уголках и тройниках;
- Когда угол изогнут по диагонали, ориентирована ли пятка (пересечение каждой ноги) внутрь, наружу или вверх?
Применительно к изгибу профиля стальных конструкций (балки, швеллеры, тройники, рельсы, уголки и трубы) выпуклость применяется к кривой вокруг сильной оси, а размах применяется к кривой вокруг более слабой оси элемента.
Классический пример: Сгибание угольника – Сгибание угольника имеет 9 ориентаций: нога внутрь, нога наружу, короткая нога внутрь, короткая нога наружу, длинная нога внутрь, длинная нога наружу, пятка внутрь, пятка наружу и пятка вверх . Закрученные угловые кольца с вывернутыми наружу штанинами напоминают старинную соломенную шляпу (без верхней части), где штанина наружу была бы полями. Накрученные угловые кольца выглядят как шкивы и могут функционировать как шкивы. Самая трудная ориентация при сгибании под углом — это положение ноги внутрь. Если это сделать неправильно, будет искажение горизонтальной ноги (нога внутрь), которое выглядит как смещение. При использовании надлежащих методов и инструментов этого искажения можно избежать.
Холодная гибка Процесс гибки профиля
Холодная гибка, как следует из названия, изгибает заготовку в холодном состоянии. Подробнее: 4 ключевых момента Холодная гибка и горячая гибка при гибке труб
5 Общие методы холодной гибки профиля
Поскольку поперечное сечение металлического профиля несимметрично, процесс гибки профиля может быть непредсказуемым. Стоимость специальных металлических профилей выше из-за сложности процесса гибки профилей, что делает обеспечение эффективных методов гибки еще более важным. Ниже приведены 5 распространенных на рынке методов гибки металлических профилей:
Стоимость специальных металлических профилей выше из-за сложности процесса гибки профилей, что делает обеспечение эффективных методов гибки еще более важным. Ниже приведены 5 распространенных на рынке методов гибки металлических профилей:
- Штамп или гибка под давлением , как следует из названия, использует плунжер для прижатия экструдированного металлического элемента к гибочной матрице.
- Роторно-вытяжная гибка включает в себя вращение куска стали вокруг сплошной матрицы и вытягивание материала по заданному радиусу с внутренней поддержкой материала оправкой (если он полый).
- Гидравлическая ротационная гибка . Поместите экструдированный алюминий на трубогиб и удерживайте его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная матрица с гидравлическим приводом поворачивается на 90 градусов, изгиб экструзии при вращении.
- Электрическая ротационная гибка использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку.

- Инкрементальная гибка или гибка по изгибу — это процесс, при котором давление прикладывается к третьей точке элемента с помощью гидравлического домкрата или пресса. Этот процесс часто используется для гибки стали с очень большими радиусами.
- Гибка валков/Прокатка профилей: Трехвалковая гибка проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы.
- Формование вытягиванием : профиль размещается вдоль закругленной фиксированной гибочной матрицы и зажимается на каждом конце. Машина начинает поворачивать зажатые концы вниз на угол до 180 градусов, а экструзия изгибается вокруг матрицы для достижения желаемой формы.
Подробнее: 5 распространенных методов гибки и формовки алюминиевых профилей
Три совета по выбору правильного процесса и оборудования для гибки
Пробная гибка, пробы и ошибки — вот что нужно для начала. Для любого метода гибки профиля цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно верно для геометрических профилей. Лучший способ убедиться в осуществимости — испытательный изгиб, метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
Для любого метода гибки профиля цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно верно для геометрических профилей. Лучший способ убедиться в осуществимости — испытательный изгиб, метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
- Основная информация о профильной трубе намного шире, чем о круглой трубе или коробчатом профиле, который обычно имеет только внешнюю форму, внешний диаметр, толщину стенки и радиус. Специальный профиль имеет много дополнительных размеров, которые необходимо учитывать, особенно если радиус изменяется по всему поперечному сечению. Между поставщиком работы и заказчиком должна быть четкая связь о точных размерах и требуемых характеристиках.
- Чем лучше машина может контролировать и компенсировать эффект пружинения материалов, эффект скручивания материала при изгибе, тем лучше получится деталь.
- Гибочный станок, который может многократно управлять многими осями, влияющими на результат детали, будет более полезным, чем станок, который может управлять только одной или двумя осями, которые не могут препятствовать скручиванию материала во время процесса».
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений даст производителям лучшее понимание природы переменных в процессе гибки.
Механические свойства пяти металлических профилей, влияющие на изгиб
К ним относятся предел прочности при растяжении, предел текучести, относительное удлинение и модуль упругости при растяжении.
- Прочность на растяжение или предел прочности при растяжении (UTS) при разрыве — это максимальное усилие (сила на единицу площади), требуемое от растяжения или вытягивания до разрушения (образования шейки) или разрыва материала в условиях испытаний на растяжение и нагрузку. Это интенсивное свойство и поэтому не зависит от размера, но зависит от дефектов поверхности и температуры окружающей среды.
 Это свойство в основном используется при проектировании хрупких элементов, где существует проблема разрушения материала при растяжении.
Это свойство в основном используется при проектировании хрупких элементов, где существует проблема разрушения материала при растяжении. - Предел текучести (YS) — это максимальное напряжение (сила на единицу площади), необходимое для деформации или придания постоянной пластической деформации (обычно 0,2%) материалу в условиях испытаний на растяжение и нагрузку. Предел текучести возникает, когда упругое (линейное) поведение напряжения-деформации меняется на пластическое (нелинейное) поведение. Пластичные материалы обычно отклоняются от закона Гука или линейного поведения при более высоком уровне напряжения. Знание предела текучести жизненно важно при проектировании компонента, поскольку он обычно представляет собой верхний предел нагрузки, которая может быть приложена.
- Удлинение — это процентная величина деформации, возникающая во время испытания на растяжение или другого механического испытания. Пластичные материалы будут более склонны к деформации, чем к разрушению.
 Конструкции, требующие, чтобы металлические детали подходили и сохраняли фиксированную форму под нагрузкой, должны учитывать свойства удлинения детали.
Конструкции, требующие, чтобы металлические детали подходили и сохраняли фиксированную форму под нагрузкой, должны учитывать свойства удлинения детали. - Модуль упругости при растяжении или модуль Юнга — это константа материала, которая указывает на изменение деформации, возникающей под действием приложенной растягивающей нагрузки. Материалы с более высоким модулем упругости имеют более высокую жесткость или жесткость.
Важно учитывать условия испытаний, при которых были обнаружены свойства материала. Условия эксплуатации, отличающиеся от испытательной среды, могут отрицательно сказаться на свойствах материала.
9 Общие процессы гибки/прокатки металлических профилей
- Тип 1# – гибка/прокатка трубных профилей; Изогнутая труба используется во многих областях, от сельскохозяйственного оборудования до кровельных ферм. Секционная гибка позволяет гнуть круглые, квадратные или прямоугольные трубы всех размеров и материалов
- Тип 2# – Гибка/прокатка Профили труб : В процессе гибки холодного сечения можно сгибать профили труб диаметром менее 20 дюймов, работать с большинством марок труб из углеродистой стали и алюминиевых труб, а также создавать нестандартные профили из как полный, так и половинный пайп.

- Тип 3# – Гибка/прокатка Профили стержней: Можно создавать гнутые профили на заказ из стержней всех размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные. Процесс прокатки профилей позволяет изгибать металлические прутки по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью.
- Тип 4# – Гибка/прокатка Профили балок: Используя процесс прокатки профилей, можно изготавливать нестандартные профили гнутых балок любого размера, создавая даже самые большие изогнутые балки с превосходной точностью и повторяемостью. Процессы прокатки профилей — это «сложный» и «простой» методы гибки.
- Тип 5# – Гибка/прокатка Профили каналов: процесс гибки профилей может изгибать каналы с фланцами наружу, фланцами внутрь или «жестким способом».
- Тип 6# – Гибка/прокатка Тройниковые профили : Тройниковые профили, изогнутые «шток внутрь», «шток наружу» или «шток вверх», с минимальным искажением.
 Процесс прокатки секций подобен угловой прокатке колец.
Процесс прокатки секций подобен угловой прокатке колец. - Тип 7# – Гибка/прокатка Угловые стальные профили: Процесс прокатки профилей может представлять собой прокатку колец в девяти ориентациях до изогнутых по индивидуальному заказу угловых профилей с минимальной деформацией.
- Тип 8# – Гибка/Прокатка Профили стальных профилей: Комплексные услуги по гибке профилей, гибка профилей по индивидуальному заказу из стандартных прокатных профилей и многое другое.
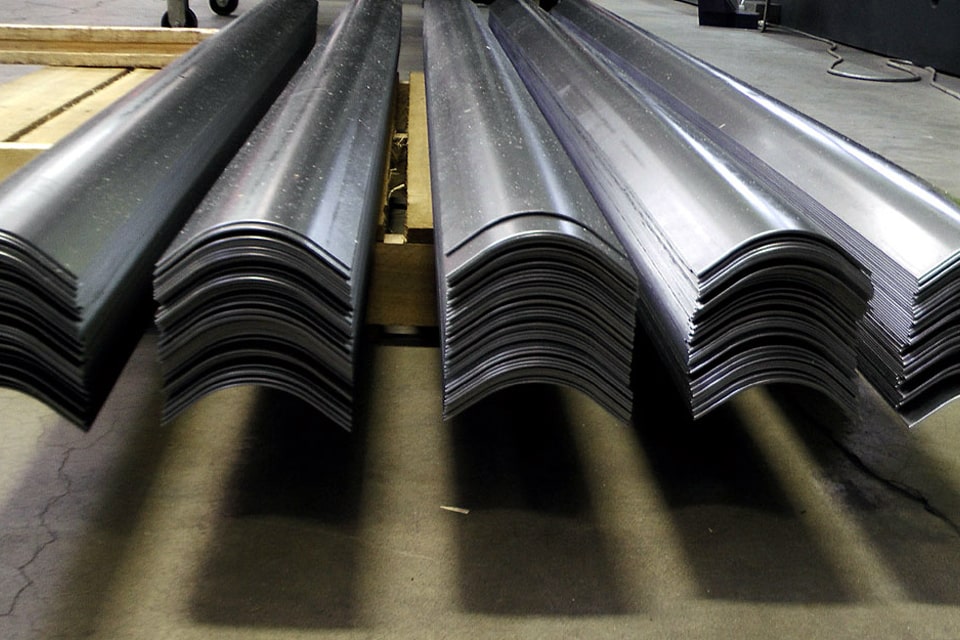
- Тип 9# — нестандартные профили из листового проката: Точное прокатывание стальных и алюминиевых листов в полные цилиндры, полные конусы и сегменты конусов цилиндров, как того требует конструкция.
Таблица мощности гибки профилей и процесс гибки
Здесь мы приводим объединенную таблицу гибки металлических профилей, в которой перечислены возможности гибки профилегибочного станка серии PBH на 9виды металлических профилей. Стоит отметить, что некоторые профили не будут указаны в нашей таблице или на следующих изображениях, но вы можете предоставить нам чертежи процесса гибки, и мы можем настроить машину, которая вам нужна.
Стоит отметить, что некоторые профили не будут указаны в нашей таблице или на следующих изображениях, но вы можете предоставить нам чертежи процесса гибки, и мы можем настроить машину, которая вам нужна.
Нажмите здесь, чтобы получить таблицу параметров гибочной мощности профилегибочного станка серии PBH
Дополнительные методы гибки металлических профилей Справочная литература: Лучшее руководство для начинающих по гибке металлических профилей :: Подробнее: Глоссарий общих терминов по гибке и прокатке, взятый из Руководства по проектированию 33. Применение гнутых металлических профилей разнообразно. Охватить широкий спектр промышленности, в том числе; строительство, туннели, мосты, земляные работы, архитектурные элементы, трубы и механические работы для транспортировки и хранения материалов, машины и т. Подробнее: 4 ключевых момента Холодная гибка и горячая гибка Горячая гибка обычно относится только к различным типам индукционной гибки. Индукционная гибка – это точно контролируемая и эффективная технология гибки профилей. В процессе индукционной гибки применяется локальный нагрев с использованием высокочастотной индуцированной электрической энергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Процесс гибки в горячем состоянии обладает несравнимой технологичностью с холодной гибкой. Технология индукционной гибки позволяет изгибать практически неограниченное количество материалов. Единственное требование состоит в том, что они могут быть нагреты индукцией. Общие группы материалов: УГЛЕРОДИСТАЯ СТАЛЬ : Низколегированные стали, Высоколегированные стали и Мелкозернистые стали; НЕРЖАВЕЮЩАЯ СТАЛЬ : аустенитная, мартенситная, ферритная и дуплексная; ДРУГОЕ : Специальные сплавы, Плакированные трубы, Алюминий, Титан Скачать PDF: Руководство для начинающих по процессу гибки профиля гибка Что инженеры должны знать о гибке стали – AISC CMRP 19 апреля 2023 г. / Автор: Shane
/ 2 минуты чтения Принцип работы фальцевального станка с ЧПУ. Включите JavaScript Принцип работы фальцевального станка с ЧПУ Девятикратный профиль получил свое название от девяти изгибов в конструкции колонны и балки. Он изготовлен из холоднокатаного стального листа, прокатанного на профилегибочном станке. Прежде чем подробно описать процесс использования листогибочного пресса для гибки девятикратного профиля, давайте сначала обсудим использование девятикратного профиля. Девятикратные профили в основном используются для производства шкафов. Шкафы, изготовленные из этих профилей, имеют закрытую конструкцию колонн и балок, обеспечивающую более высокую прочность по сравнению с традиционными конструкциями с открытыми балками и С-образными профилями. Они обладают высокой силой, низкой стоимостью, занимают минимум места и пользуются большим спросом у пользователей. Технология обработки этих шкафов была разработана фирмой Rittal в Германии и с тех пор копируется китайскими отечественными предприятиями. Материалы шкафа с девятикратным профилем: Материалы, используемые для девятикратных профилей, включают холоднокатаные стальные листы национального стандарта и высококачественную нержавеющую сталь, такую как SUS304L для производства продуктов питания и напитков, SUS316L для медицинской и фармацевтической промышленности и SUS201 в качестве экономичного варианта из нержавеющей стали. Толщина: Обработка поверхности шкафа с девятикратным профилем: Стальные листы корпуса шкафа, основания и двери проходят 12 процессов предварительной обработки, соответствующих международным стандартам, включая травление, фосфатирование, депарафинизацию, промывку, и очищение. После этих процессов поверхность покрывается пластиком и может быть окрашена в любой цвет по желанию. Стандартные компоненты шкафа с девятикратным профилем включают: Как правило, девятикратный профиль можно приобрести, а не изготовить в магазине листового металла. В особых случаях производители листового металла также могут сгибать собственные профили. Ниже приведены два способа сгибания девятикратного профиля. Гибка профилей 101

Применение процесса гибки профилей
4-валковая листопрокатная машина д.
д. Горячая гибка сечения Процесс гибки профиля
Индукционная гибка двутавровой балки Это очень эффективный метод гибка секций, потому что это быстро, точно и почти безошибочно.
Это очень эффективный метод гибка секций, потому что это быстро, точно и почти безошибочно.
Процесс индукционной гибки осуществляется путем нагрева определенной точки металлических профилей, после чего их можно легко согнуть до заданного радиуса. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму. Многие индукционные гибочные машины также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени. Горячая гибка профилей
Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка.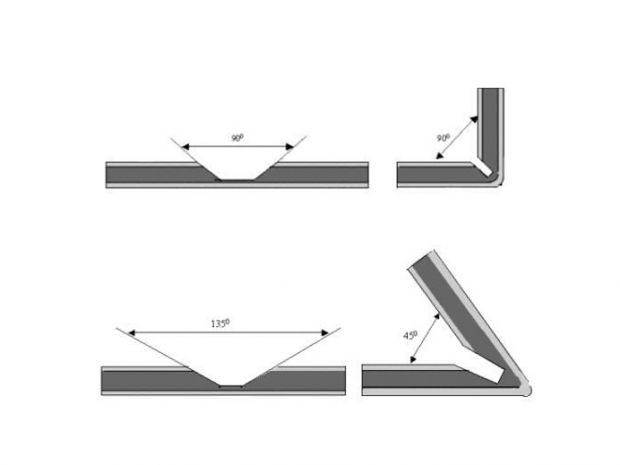 Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Затем изогнутая часть охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Индукционная гибка требует гораздо меньшего физического усилия, чем методы холодной гибки, и может производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации. Преимущества процесса гибки в горячем состоянии
 Горячая гибка может быть изогнута в колено малого радиуса на трубе.
Горячая гибка может быть изогнута в колено малого радиуса на трубе. Недостатки гибки горячего сечения
Применение
Согните профиль в девять раз, как профессионал: 2 простых метода
Что такое девятикратный профиль?  ..
..
 Нержавеющая сталь обычно обрабатывается двухсторонним рисунком.
Нержавеющая сталь обычно обрабатывается двухсторонним рисунком.