Согнуть профильную трубу без трубогиба: Как согнуть профильную трубу в домашних условиях без трубогиба – 12 способов+видео
alexxlab | 18.02.2023 | 0 | Разное
«Как согнуть профильную трубу в домашних условиях без трубогиба?» — Яндекс Кью
Популярное
Сообщества
Анонимный вопрос
·
6,2 K
ОтветитьУточнитьPrecitools гибочный инструмент
32
Поставка гибочного инструмента для листогибочных прессов. Знаем, учимся и интересуемся… · 8 дек 2020 · press-brake-tools.com/ru
Отвечает
Alex Paklinov
Ответ будет такой – если у вас ничего нет, то можно либо не согнуть вообще (у вас нет никакой возможности дать нужное усилие для гибки), либо согнуть с помощью каких-нибудь нехитрых приспособлений и собственных сил.
Нам рекламировать нечего, поэтому пробуем ответить точно по вопросу. Во-первых, вам нужен наполнитель. Наполнитель используется при гибке, чтобы труба не деформировалась сильно внутрь и соответственно, сам гиб вышел более визуально нормальным. В походных условиях это будет песок, многие гнут с песком.
Во-первых, вам нужен наполнитель. Наполнитель используется при гибке, чтобы труба не деформировалась сильно внутрь и соответственно, сам гиб вышел более визуально нормальным. В походных условиях это будет песок, многие гнут с песком.
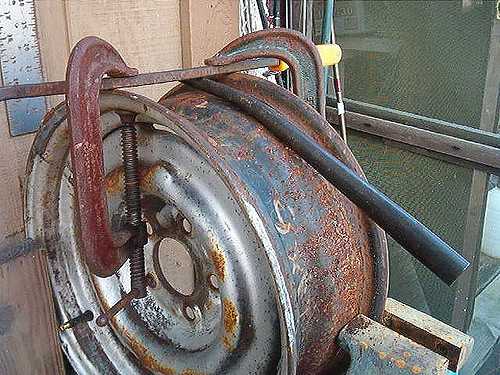
Во-вторых, вопрос как вам гнуть. Можно гнуть через колено, можно придумывать шаблон для гибки по радиусу. Посмотрите тут, язык не нужен, картинок будет достаточно. Человек закрепил один конец трубы тисками, сделал из дерева радиусный блок для формовки радиуса и гнул второй конец трубы. Это не совсем классический вариант, классическая техника гиба должна базироваться на давлении на участок гибки при фиксированных концах. Но ему так было проще, потому что нормально зафиксировать и дать давление посередине будет сложнее. Думаю, вы вполне можете найти аналогичных роликов достаточно.
Да, действительно правильный способ – нагреть зону гибки перед самой гибкой. Нагрев приведет к снижению усилий, необходимых для деформации металла.
Профильная труба отличается сечением, но технология гибки остается той же самой всегда.
Надо отметить, что конечно же любая гибка примитивным образом просто руками возможна, чтобы сделать дуги для теплиц, но сложно ожидать чего-то нормального. Для нормальной гибки требуется трубогиб для того, чтобы была возможность действительно нормально, правильно и качественно гнуть, в том числе с возможным повторением детали.
Профессиональный гибочный инструмент из Италии
Перейти на press-brake-tools.com/ruКомментировать ответ…Комментировать…
Невское Оборудование
340
Невское Оборудование поставщик металлообрабатывающего оборудования и станков · 20 янв 2020 · spbstanki.ru
Невское Оборудование
Да очень просто: купить профилегибочный станок, т.к. он будет ручной, то не будет очень дорогим и не потребует электроэнергии или сложного технического обслуживания. Работать на на таких станках очень легко, пример видео по ссылке: https://www.youtube.com/watch?v=-CcuWsIbYIc
Есть и другие варианты: изготовить самому (что не так просто, как кажется некоторым), второй… Читать далее
Работать на на таких станках очень легко, пример видео по ссылке: https://www.youtube.com/watch?v=-CcuWsIbYIc
Есть и другие варианты: изготовить самому (что не так просто, как кажется некоторым), второй… Читать далее
станки для обработки металла
Перейти на spbstanki.ruКомментировать ответ…Комментировать…
Первый
Ирина Р.
9 сент 2019
В производственных или домашних условиях профтрубы гнут как с нагревом, так и в холодном состоянии. Нагрев, который производят при помощи газовой горелки, значительно повышает пластичность металла, благодаря чему для изгиба требуется прилагать меньше усилий. Трубы небольшого сечения можно согнуть и без нагрева, поскольку они и так отличаются хорошей пластичностью. Нормат… Читать далее
Комментировать ответ…Комментировать…
ММЗ№3
-2
29 мая 2019
Можно обратиться за помощью на предприятие по производству гибочных станков в Москве. Лучше конечно использовать гибочный станок – трубогиб качество гибки хорошее – без деформации самой трубы (заломов и гофр).
Лучше конечно использовать гибочный станок – трубогиб качество гибки хорошее – без деформации самой трубы (заломов и гофр).
Комментировать ответ…Комментировать…
Наталья Петровичева
1
25 нояб 2020
Вам придется купит подходящий станок и поставить у себя в квартире. По-моему, это неразумное решение, пытаться гнуть профильные трубы самостоятельно. Лучше вы закажите услуги гибки труб в Санкт-Петербурге от компании «БиэМ» и они точно вам сумеют помочь.
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
1 ответ скрыт(Почему?)
Как согнуть алюминиевую трубу без трубогиба
Как можно согнуть трубу без Трубогиба?
Горячий способ гибки
- В первую очередь, заполните внутренность арматуры песком, закрепите ее в тисках.
- Нагрейте место, где планируется сделать изгиб, до 1500 градусов. …
- К данному месту поднесите лист бумаги. …
- Как только участок гиба покраснел, считается, что он достиг состояние окалины и можно начать деформацию.
Как разогнуть алюминиевую трубу?
В холодном виде разогнуть элемент из алюминия можно при помощи кувалды….Алгоритм разгибания трубы:
- Вставить изделие в тиски.
- Необходимую для сгиба область нагреть.
- Предварительно воспользоваться перчатками для защиты рук.
- Начать разгибать алюминиевую трубу, делая основной акцент на длинную часть детали.
Как аккуратно согнуть алюминиевую трубку?
Заложив один конец трубы к направляющей доске по касательной относительно полукруга, вторым ее концом нужно проводить загибающие движения вокруг шаблона. Таким образом можно гнуть пластичные трубы диаметром до 40 мм на довольно значительные радиусы.
Как согнуть алюминиевую деталь?
Самый распространенный и проверенный метод бытового сгибания алюминия – прорезание пазов. Это дает высокую точность углов и позволяет работать с материалами разной толщины. На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
Это дает высокую точность углов и позволяет работать с материалами разной толщины. На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
Как согнуть профильную трубу без заломов?
Чтобы согнуть профильную трубу без заломов и складок, придать нужный радиус тонкостенной детали небольшого размера, используются наполнители. Они способствуют равномерной деформации сегмента на участке проведения работ и в месте фиксации трубы тисками.
Чем можно согнуть трубу?
Но так как трубы металлические, их не всегда просто согнуть и придать нужную форму….Существует несколько наиболее популярных типов трубогибочных станков.
- Арбалетный трубогиб для круглого металлопроката. …
- Пружинный трубогиб. …
- Сегментный трубогиб. …
- Дорновый трубогиб.
Как согнуть алюминиевый уголок в домашних условиях?
Как согнуть алюминиевый уголок под 90 градусов Сделать это несложно: на выбранной вами полке нужно отметить 2 угла по 45 градусов от нормали в разные стороны. По получившемуся трафарету вырезать их. Далее следует загнуть уголки и сварить места среза электросварочным аппаратом.
По получившемуся трафарету вырезать их. Далее следует загнуть уголки и сварить места среза электросварочным аппаратом.
Чем можно резать алюминиевые трубы?
В зависимости от диаметра изделия, можно использовать:
- Труборез для небольшого размера.
- Болгарка (УШМ) с определенными насадками, которые подходят для работы с алюминием.
- Ножовка – самый простой и эффективный способ распила трубы.
Трубогибы для выхлопных труб – непревзойденное соотношение цены и качества
Трубогибы для выхлопных труб широко используются в автомобильной промышленности. Они идеально подходят для профилирования последних нескольких дюймов выхлопных труб в выхлопных системах вторичного рынка, что улучшает окончательный вид выхлопа.
Трубогибы также полезны при изготовлении по индивидуальному заказу или производстве, например, при изготовлении турбоколлекторов / водосточных труб по спецификациям заказчика.
Различные станки для гибки труб
Существуют инструменты для гибки труб с фиксированным радиусом (это самый дешевый вид, который вы можете получить, и, как правило, он низкого качества). Другие инструменты для гибки труб дают вам пользовательский радиус для труб и трубок без необходимости покупать дополнительное оборудование.
Компания Roguefab уже много лет занимается производством оборудования для гибки труб. Компания заработала звездную репутацию в отрасли благодаря практическому подходу к разработке продуктов.
Его выхлопной трубогиб имеет уникальную функцию, позволяющую изгибать выхлопные трубы под нужным вам углом. И этот инструмент позволяет формировать тот же кусок металла в любом другом направлении, что делает его действительно универсальным трубогибом. Разнообразие возможных изгибов намного превосходит то, что производят машины других компаний в том же ценовом диапазоне!
Трубогибочный станок Roguefab гораздо более универсален, чем традиционный трубогиб с фиксированным радиусом.
Коллекция мощных трубогибов производства Rogue предлагает множество преимуществ по сравнению с трубогибами конкурентов. Наиболее важными преимуществами являются долговечность, универсальность, превосходное качество и непревзойденное соотношение цены и качества!
На что обращать внимание при покупке вытяжного станка
Каждый пункт в списке может быть или не быть приоритетным в зависимости от ваших потребностей. Но, как правило, прежде чем покупать трубогибы, необходимо учитывать следующее:
- Цена : Цены варьируются от нескольких сотен долларов до 30 тысяч долларов за трубогибы. Каким бы ни был ваш бюджет, покупайте лучшее, что можете себе позволить.
- Емкость гибочного станка : Трубы какого типа он может сгибать? Какие приложения для гибки поддерживаются? Достаточно ли его возможностей, чтобы справиться со всем, для чего вам нужно его использовать? Может ли он справиться с изгибом полутрубы?
- Строительный материал : Какие материалы используются для изготовления гибочного станка? (предпочтительно алюминий или сталь)
- Долговечность : Рассчитан ли он на долгий срок службы? Достаточно ли он мощный для ваших нужд?
- Изгиб профиля : Существуют ли какие-либо ограничения на стиль изгибов, которые вы можете производить?
- Угол изгиба : Может ли он производить изгибы до нужной вам степени?
Roguefab Трубогиб для выхлопных труб Преимущества
Трубогиб M600 с оправкой Rogue Fabrication превосходен во всех вышеперечисленных областях. Гибочный станок для оправки Rogue M600 применяется в высокопроизводительном производстве выхлопных газов. Он может сгибать диаметры 2″ и меньше (до 2 1/4″ в некоторых ограниченных применениях).
Гибочный станок для оправки Rogue M600 применяется в высокопроизводительном производстве выхлопных газов. Он может сгибать диаметры 2″ и меньше (до 2 1/4″ в некоторых ограниченных применениях).
Информация о продукте и его преимущества:
- Изготовление турбоколлекторов собственными силами : изогнутая нержавеющая сталь; Гибочный станок M600 будет работать с размерами до 2 1/4 ″ OD, связанными с турбофланецами T6.
- Гибочные станки Roguefab HD и XHD производят гибку под углом 94° с одним ходом поршня . Это означает, что оператор может согнуть более чем на 180° всего за 3 движения.
- Экономичнее, чем аутсорсинг : если вы хотите контролировать производственные затраты за счет гибки труб на месте, M600 — лучшее решение для вас. Нет необходимости отдавать такую работу в руки стороннего производителя, если у вас есть собственные мощности.
- Мощность профессионального уровня : M600 поставляется с различными пневматическими/гидравлическими цилиндрами для питания.

- Прецизионное мастерство : основные детали изготовлены с высокой точностью в США.
- Минимальная деформация : конструкция и превосходные характеристики M600 позволяют сгибать трубы большого диаметра с минимальным искажением формы. Сохраняет эстетичный вид, идеально подходит для выхлопных газов!
- Исключительная надежность : M600 создан на века и позволяет вам работать без забот!
- С помощью трубогиба M600 можно легко контролировать изгиб одним движением , не искажая внешний вид трубы. Его исключительная цена делает его еще более привлекательным!
Гарантии
Когда вы покупаете трубогиб, это важное решение, и вполне естественно, что вы хотите защитить свою покупку.
Roguefab гордится высокой точностью каждой машины, которую мы производим. Мы настолько уверены в своей продукции, что на все гибочные станки Roguefab предоставляется ограниченная пожизненная гарантия.
Rogue fab — компания, специализирующаяся на инженерном совершенстве. Все основные компоненты производятся в США. Roguefab заменит или отремонтирует любой компонент для первоначального клиента, если он выйдет из строя из-за дефекта.
Для получения информации о времени доставки и стоимости доставки товаров в конкретной стране нажмите здесь.
Гибка труб: K-фактор для оценки возможности гибки труб
02 окт. в Новости от Технокрив
Средний радиус изгиба трубы является основным параметром в расчетах осуществимости изгиба труб, труб и конструктивных профилей. Средний радиус изгиба соответствует радиусу центральной линии (CLR): также называемая нейтральной линией, это воображаемая линия, проведенная через середину трубы.
В этой статье мы подробно рассмотрим формулы и расчеты, необходимые для определения возможности гибки труб, в которых используются значения радиуса изгиба, толщины трубы и К-фактора.
ФОРМУЛЫ ВОЗМОЖНОСТИ ИЗГИБА ТРУБ Если нам нужно согнуть трубу с использованием метода «холодной» деформации, мы сначала должны оценить, действительно ли возможно сгибание трубы. Существуют технические формулы для определения осуществимости изгиба: произведение этих формул является К-фактором*.
Существуют технические формулы для определения осуществимости изгиба: произведение этих формул является К-фактором*.
* K-фактор также используется для определения возможности формования труб (также известного как прокатка труб ).
ИНТЕРПРЕТАЦИЯ К-ФАКТОРА
К-фактор рассчитывается на основе диапазонов значений и используется для определения следующего: трубка)
Для оценки возможности гибки круглых стальных труб рассматривается отношение среднего радиуса гиба к диаметру и толщине затронутой трубы.
Формула показана ниже:
- CLR = радиус осевой линии
- WT = толщина стенки
- Внешний диаметр = Внешний диаметр
Эта формула дает значение К-фактора.
Сложность изгиба трубы обратно пропорциональна его значению: сложность увеличивается при низком К-факторе и уменьшается при высоком К-факторе.
- K > 0,30 – Гибка трубы стала более «прямой», и теперь необходимо использовать специальные опорные приспособления, которые необходимо изготавливать отдельно.
- 0,30 > K > 0,10 – Процесс гибки обычной сложности: достаточно использовать только внутреннюю фиксированную гибочную оправку.
- 0,10 > K > 0,08 – Фиксированная гибочная оправка с шайбой – специальный инструмент для ограничения деформации трубы – потребуется для гибки трубы.
- 0,08 > K > 0,05 – Гибка труб возможна только при использовании подвижной внутренней оправки в сочетании с зачистной матрицей .
- K < 0,05 – Трубка не может быть согнута в нормальных условиях. В этом случае необходимо провести тесты, чтобы оценить, можно ли уменьшить К-фактор и нужно ли сконструировать специальные приспособления для гибки.
Для проверки возможности гибки круглых стальных труб рассматривается соотношение между средним радиусом изгиба, диаметром и толщиной рассматриваемой трубы.
ВОЗМОЖНОСТЬ ИЗГИБАНИЯ КВАДРАТНЫХ ИЛИ ПРЯМОУГОЛЬНЫХ ТРУБ
Формула для расчета возможности гибки квадратных или прямоугольных стальных труб немного отличается от формулы, используемой для круглых труб.
Формула показана ниже:
- CLR = средний радиус изгиба
- WT = толщина стенки
- F = Первая сторона трубы (квадратная/прямоугольная)
- S = вторая сторона трубы (квадратная/прямоугольная)
Как и для круглых труб, мы определяем возможность и сложность гибки на основе определенных интервалов значений К-фактора:
- K > 0,20 – Для гибки трубы достаточно фиксированной оправки.
- 0,20 > K > 0,15 – Для гибки трубы требуется подвижная оправка.
- 0,15 > K > 0,10 – Для гибки трубы необходимо использовать фиксированную оправку с скользящим блоком.
- K < 0,10 – Теоретически эту трубку невозможно согнуть.
 Тесты должны быть проведены для снижения уровня сложности.
Тесты должны быть проведены для снижения уровня сложности.
Расчет K-фактор при изгибе трубку из нержавеющей стали и алюминия
. Формулы, которые мы видели выше, используются для определения осуществимости блюдных труб, изготовленных из Carbon Stetle . При гибке труб из нержавеющей стали и алюминия, обладающих различными свойствами, К-фактор ниже:
- Нержавеющая сталь SAE 304 -> уменьшить К примерно на 20 %
- Нержавеющая сталь SAE 316 -> уменьшить K примерно на 25%
- Алюминий 6060 -> уменьшить K примерно на 35%
Как видно из приведенного выше примера, согнуть трубу из нержавеющей стали AISI 316 сложнее, чем согнуть трубу из легированной стали 304, так как первая имеет большую прочность на сжатие, чем вторая. Это означает, что изогнутая трубка из нержавеющей стали часто имеет «складки» на внутренней поверхности изгиба. K-фактор для нержавеющей стали (AISI 316) действительно меньше, чем значение для AISI 304 small. Изгиб алюминия еще сложнее, так как алюминий менее пластичен, чем сталь. По этой причине К-фактор снижается примерно на 35%.
Изгиб алюминия еще сложнее, так как алюминий менее пластичен, чем сталь. По этой причине К-фактор снижается примерно на 35%.
Откройте для себя различия между гибкой металлических труб и профилей
КОНСТРУКЦИОННЫЕ СЕЧЕНИЯ: КАК МЫ РАСЧИТАЕМ ВОЗМОЖНОСТЬ ИЗГИБА?
Металлические профили не имеют стандартной формы. По этой причине не существует точной формулы для расчета идеального среднего радиуса изгиба на основе К-фактора. Заблаговременное определение идеального среднего радиуса изгиба для профиля из стали или нержавеющей стали с определенным геометрическим профилем требует большого опыта в области гибки и каландрирования труб!
Гибка полых стальных профилей
ПЛАСТИЧНОСТЬ МЕТАЛЛИЧЕСКИХ ТРУБ: ЧТО ЭТО ТАКОЕ И ПОЧЕМУ ЭТО ВАЖНО
Для определения общей длины гнутой трубы, включая ее прямые части, необходим точный расчет изменения длины трубы. быть сделано.
Формула для расчета результирующей длины изгиба выглядит следующим образом:
- OD = наружный диаметр
- π = Пи
- CLR = Радиус изгиба
Трубка растягивается при изгибе. Это удлинение может иметь следующие последствия:
Это удлинение может иметь следующие последствия:
- Поломка трубки
- Отсутствие точности гибки труб
Чтобы рассчитать точную длину изгиба, произведение приведенной выше формулы необходимо разделить на другой коэффициент, известный как коэффициент удлинения . Это значение зависит от диаметра трубы и толщины стенки, а также от среднего радиуса изгиба и процентного содержания сплава.
Стальная трубка Ø30 x 2 мм с таким же радиусом, как и алюминиевая трубка Ø30 x 2 мм, тем не менее, будет иметь другой коэффициент.
Значение длины изгиба трубы также важно для определения точной точки, в которой необходимо сделать лазерный рез, а также длины этого реза. Неправильный расчет положения лазерной резки означает, что полученная изогнутая труба будет длиннее или короче, чем должна была быть. Если труба длиннее и ее нельзя разрезать, неправильный расчет положения лазерной резки привел к непоправимому повреждению всей процедуры обработки трубы.
В тех случаях, когда металлическая труба была изготовлена с использованием различных кусков литого металла, расчет коэффициента удлинения намного сложнее и может вызвать проблемы при гибке трубы. Эта проблема возникает, в частности, если металлическая труба доставляется непосредственно от заказчика, у которого часто может не хватать опыта, необходимого для проверки качества сплава.
Для обеспечения высокого качества обработки труб и повышения производительности всего производственного процесса металлическая труба должна была изготавливаться из цельного куска литого металла. Вот почему мы всегда предпринимаем шаги для обеспечения того, чтобы трубы изготавливались из одной отливки.
РЕЗЮМЕ
К-фактор имеет решающее значение для определения осуществимости процесса гибки. Для расчета этого значения необходимо знать радиус изгиба трубы.
Однако: мы не должны упускать из виду тот факт, что это всегда только теоретическое значение.