Соотношение метрической и дюймовой резьбы: Різьблення. Відмінності дюймової різьби від метричної різьби
alexxlab | 05.07.1987 | 0 | Разное
Таблица соотношения дюймовой и метрической резьбы
Таблица соотношения дюймовой и метрической резьбы- Главная
- Библиотека
- Строительные калькуляторы
- Калькуляторы мер длин
- Объявления
- FAQ
- Статьи
Все о стройке » Таблица соотношения дюймовой и метрической резьбы
| Резьба, дюймов | Размеры, мм | Число ниток | ||||||
| диаметр | шаг резьбы | высота профиля | радиус | на дюйм | на 127 мм | |||
| наружный | внутренний | средний | ||||||
| 1/8 | 9,729 | 8,567 | 0,907 | 0,581 | 0,125 | 28 | 140 | |
| 1/4 | 13,158 | 11,446 | 12,302 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 3/8 | 16,663 | 14,951 | 15,807 | 1,337 | 0,856 | 0,184 | 19 | 95 |
| 1/2 | 20,956 | 18,632 | 19,794 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 5/8 | 22,912 | 20,588 | 21,750 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 3/4 | 26,442 | 24,119 | 25,281 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 7/8 | 30,202 | 27,878 | 29,040 | 1,814 | 1,162 | 0,249 | 14 | 70 |
| 1 | 33,250 | 30,293 | 31,771 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/8 | 37,898 | 34,941 | 36,420 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/4 | 41,912 | 38,954 | 40,433 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/8 | 44,325 | 41,367 | 42,846 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 1/2 | 47,805 | 44,817 | 46,326 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 1 3/4 | 53,748 | 50,791 | 52,270 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 | 59,616 | 56,659 | 58,137 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/4 | 65,712 | 62,755 | 64,234 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 1/2 | 75,187 | 72,230 | 73,708 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 2 3/4 | 81,537 | 78,580 | 80,058 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 | 87,887 | 84,930 | 86,409 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/4 | 93,984 | 91,026 | 92,505 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 1/2 | 100,334 | 97,376 | 98,855 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 3 3/4 | 106,684 | 103,727 | 105,205 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 | 113,034 | 110,077 | 111,556 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 4 1/2 | 125,735 | 122,777 | 124,256 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 | 138,435 | 135,478 | 136,957 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 5 1/2 | 151,136 | 148,178 | 149,657 | 2,309 | 1,479 | 0,317 | 11 | 55 |
| 6 | 163,836 | 160,879 | 162,357 | 2,309 | 1,479 | 0,317 | 11 | 55 |
Таблицы переводов
- Таблица перевода веса
- Таблица времени
- Таблица перевода дюйм в мм
- Таблица перевода единиц измерения
- Таблица перевода куба
- Таблица перевода мощности
- Таблица перевода Площади
- Таблица температуры
- Таблица перевода длины и расстояния
- Таблица перевода дюйм в см
- Таблица перевода градусов Цельсия и Фаренгейт
- Таблица перевода метров кубических в литры
- Таблица перевода диаметров труб из дюймов в мм
- Таблица весов металлопроката
- Таблица перевода ярдов в метры
- Таблица веса трубы стальной водогазопроводной
- Таблица соотношения дюймовой и метрической резьбы
- Таблица количества обрезной доски в 1 кубометре
Таблицы расчетов материалов
- Расчет расхода штукатурной смеси
- Расчет расхода шпатлевки
- Расчет кирпича и пеноблоков
- Расчет сечения кабеля, сечения провода
- Расчет веса металлов
- Расчета объема и кол-ва пиломатериала
- Расчет кол-ва сайдинга для дома
- Расчет покрытия пола
Чем отличается метрическая резьба от трубной: разница
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами. При самостоятельном ручном или механическом нарезании на токарных станках эти различия необходимо учитывать для того, чтобы правильно выбрать размеры, обеспечивающие наиболее качественные стыки для определенных условий эксплуатации.
Рис.1 Профильные размеры конусной резьбы
Для чего это важно знать
Каждый автовладелец, который занимается ремонтом авто своими руками, хоть раз, но сталкивался с ситуацией, когда гайка одинакового размера не заворачивается на подходящий по диаметру болт. Причина скрывается в том, что резьба, нанесённая на «проблемную» деталь, отличается от той, которая нарезана на накручиваемом изделии.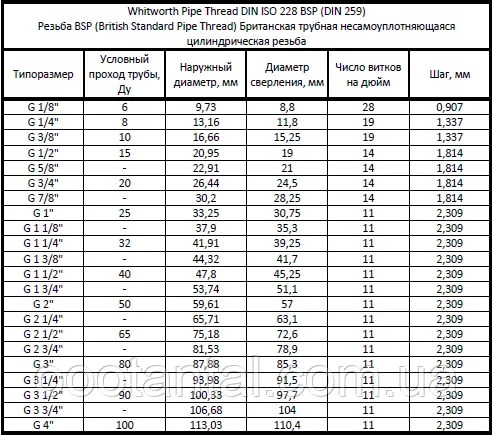
Это подтверждает то, что резьба на них отличается друг от друга. Поэтому для беспроблемного закручивания вам понадобится подобрать винт или гайку с одинаковой нарезкой.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.

- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.

- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
Рис. 9 Изготовление резьбы на токарном станке
Подробнее об отличиях
Разберём вопрос, чем отличается метрическая резьба от трубной, на более подробных примерах. Это позволит максимально точно разобраться с нюансами и понять существующие отличительные характеристики.
Угол наклона
Основное отличие между этими видами нарезки заключается в резьбовом гребне и впадинах, точнее, в их форме. Метрическая резьба выполнена в виде равностороннего треугольника. Это особенность объясняет то, что наклон всех угловых размеров здесь составляет строго 60°. В дюймовых трубах значение углового размера равно 55°.
Миллиметры и дюймы
Другой особенностью метрической нарезки является размерная привязанность. В ней используется российская мерка – миллиметр. В европейской разновидности исчисление ведётся в британских дюймах.
Элементы, на которые нанесена метрическая форма резьбы обозначаются буквой «М». Располагаются они в диапазонах от 1 до 600 мм. В свою очередь, шаг их варьируется в интервале от 0,25 до 6 мм.
Важно! В трубах с дюймовой резьбой шаг резьбы исчисляется количеством витков на 2 дюйм длины нарезки.
Вариации шага резьбы и угла наклона Источник mr-build.ru
Для трубной резьбы свойствен наружный диаметр, равный одному дюйму – 33,24 мм с делением на десятые доли:
- Одна вторая или полдюйма.
- Две трети дюйма.
- Три четверти дюйма.
- Дюймовка.
Вышеупомянутые наименования представлены в виде популярного разговорного наименования. Каждое из них обозначает конкретный размер, который рассчитывается исходя из соотношения с одной единицей (дюймом). Например, «одна вторая» или «пол дюйма» обозначает 21,3 мм и так далее.
Для полного ознакомления соотношения диаметра и резьбы дюймовых и миллиметровых труб приводим сравнительную таблицу. Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.
Воспользовавшись её содержанием, вы сможете самостоятельно определить размер резьбы, шага и номинального значения наружного, среднего и внутреннего диаметра.
Таблица соотношения диаметра и резьбы дюймовых и миллиметровых труб Источник trubomet.ru
Важно! Значения, характеризующие «Длину резьбы» и «Диаметр резьбы в основной плоскости» указаны в миллиметрах.
Толщина стенок
Кроме этого размер трубной нарезки определяется в зависимости с толщиной стенок изделия (за исключением полнотелых болтов и шпилек). Величины могут отличаться исходя из того, для каких целей предназначены те или иные трубы (основным критерием здесь является рабочее давление внутри трубопровода).
Таблица для расчёта резьбы в соотношении с толщиной труб Источник dgng.pstu.ru
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар. Данный вид резьбового соединения имеет следующие особенности:
Данный вид резьбового соединения имеет следующие особенности:
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Метрическая резьба
Как уже упоминалось, метрическая резьба обозначается буквой «М». Кроме вышеупомянутой буквы в наименовании элемента могут присутствовать и другие сокращённые аббревиатуры. В качестве примера рассмотрим несколько наглядных примеров сокращений:
- М 20 х 1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.

- М 20 х Ph4P1,5 – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм, двухзаходная с шагом резьбы 1,5 мм.
- M 20 x 1,5-LH – резьба метрическая цилиндрического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм, левая.
- МК 20 х 1,5 – резьба метрическая конического типа со стержнем диаметром 20 мм и шагом резьбы 1,5 мм.
Болт с метрической резьбой Источник stankiexpert.ru
Метрическая коническая
Данный тип соединений применяется для максимальной герметичности и стопора резьбы без применения вспомогательных уплотнительных элементов. Основное отличие заключается в конусообразной форме нарезки. Это способствует тому, что по мере накручивания соединяемых элементов нарастает плотность соединения и увеличивается показатель герметичности.
Классификация конической метрической резьбы осуществляется по внешним признакам. Различают всего 2 вида:
- Внутреннюю.
- Наружную.
Что такое метрическая коническая резьба Источник cf2.
 ppt-online.org
ppt-online.orgКак уже упоминалось в примерах, представленных чуть ранее, маркировка осуществляется посредством использования первой буквы «М», обозначающей общую принадлежность к резьбовым типам соединений и аббревиатурой «К» — означающей «коническая». В совокупности получается «МК» с последующей записью размерных характеристик (диаметр стержня и шаг резьбы).
Особые методики нарезки
Резьба трубного цилиндрического типа, которую относят к дюймовому характеру (как внутренняя, так и наружная), может быть нарезана как механическим, так и ручным способом.
Процесс нарезания резьбы с помощью ручного инструмента, в качестве которого стоит применять метчик (для внутренней) либо плашки (для наружной), используется сразу в несколько шагов.
- Обрабатываемую трубку нужно зажать в тисках, а применяемый инструмент стоит фиксировать в воротке (метчик) либо плашкодержателе (плашка).
- Плашку стоит надеть на один конец трубы, а метчик вдеть во внутреннюю часть.

- Применяемый инструмент вворачивается в трубу либо навинчивается на неё одним концом при помощи специального вращения воротка либо плашкодержателя.
- Чтобы результат работы получился наиболее чистым и качественным, стоит провести процедуру нарезания в несколько частей.
Государственные стандарты, сертификация
Описание профиля, основных размеров и допусков конической резьбы и допусков для внутренних трубных цилиндрических соединений с совокупностью наружных конических регламентируются ГОСТ 6211-81. Нормативы, касающиеся взаимозаменяемости описаны в ГОСТ 6357-81.
Нормы взаимозаменяемости для метрической конической резьбы прописаны в ГОСТ 5229-82. В свою очередь основные нормы взаимозаменяемости, касающиеся диаметра и шага резьбовых соединений, регламентируются государственным стандартом 8724-2002.
Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Как определить тип резьбы
Необходимость определения нарезанной резьбы возникает при подборе детали, которую нужно присоединить к существующему резьбовому соединению. Сделать это возможно несколькими способами.
Резьбомер
Это специальное приспособление, предназначенное для определения шага нарезанной резьбы. Устройство инструмента построено по принципу корпуса, к которому присоединено несколько щупов (тонкие пластины с гребёнкой). Форма каждой из них схожа с конкретным размером нарезанного шага.
Метрический резьбомер с открытыми вкладышами Источник tdchiz.
 ru
ruСуществует несколько типов резьбомеров:
- Метрические. Используются для измерения шага резьбы изделий с метрическим типом нарезки. Применимы к соответствующим диаметрам: от 1 до 600 мм. В устройстве имеется 20 разных пластин, позволяющих самостоятельно вычислять шаг резьбы в интервале от 0,4 до 7 мм. Маркировка метрических резьбомеров осуществляется нанесение буквы «М» на корпус и упаковку.
- Дюймовые. Используются для определения резьбы, нарезанной на металлических трубах и сопрягаемых с ними элементах. Для определения шага резьбы соответствующего характера применяется расчёт количества витков, приходящихся на один дюйм нарезки. В комплект такого инструмента входит 17 измерительных пластин с разным количеством витков (от 1 до 28). Обозначается аббревиатурой «Д55».
- Универсальные. Их название говорит само за себя – такие приспособления используются для определения резьбы в обоих случаях. Такой инструмент является наиболее востребованным, так как позволяет работать со всеми типами резьбовых соединений.

Замер резьбы с помощью электронного штангенциркуля Источник stroyday.ru
Важно! Перед началом работ с резьбомером вам понадобится измерить диаметр изделия штангенциркулем.
Другие способы
Получить точное значение можно и другими способами. Конкретная методика подбирается в зависимости от вида искомого значения (внутренняя или наружная резьба), а также имеющихся подручных средств и приспособлений. В зависимости от выбранной методики, для этого может понадобиться штангенциркуль дюймовой разметкой, металлическая линейка, чистая бумага, маркер или иные приспособления.
Таблица для самостоятельного определения резьбы Источник trubomet.ru
Полезно! Ещё одним способом является использование стандартных таблиц. Однако недостатком такой методики является необходимость проведения максимально точного замера (до десятых долей миллиметра).
Замер шага резьбы Источник moy-metall.ru
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм. Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Размер дюймовой трубы
Главная » Разное » Размер дюймовой трубы
Почему диаметры газовых фитингов, которые называются ½; ¼ дюйма и т.д. не совпадают с математическим дюймом (если мерить штангенциркулем)?
Евгений 03.10.2017
Евробаллон Действительно, диаметр трубы в промышленности и в быту измеряют преимущественно в дюймах.
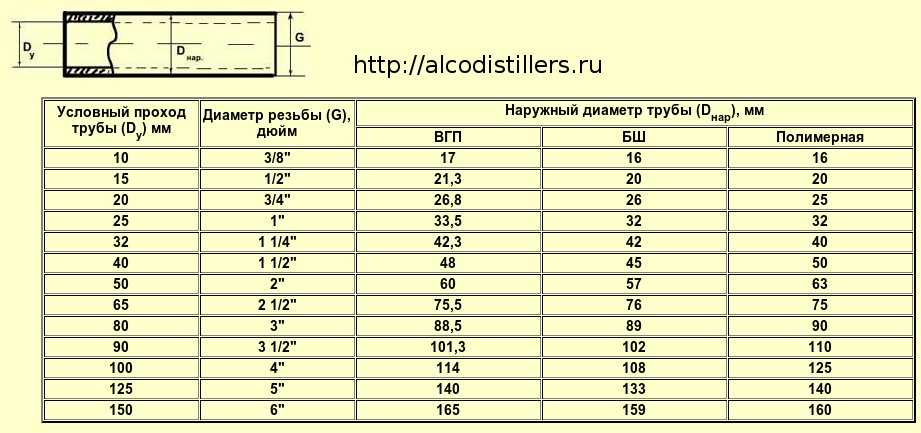
Данные наименования диаметров резьбы относятся к “трубным” дюймам. Понятие “трубный дюйм” не научное, но, тем не менее, имеющее совершенно определенный смысл, причем размер “трубного дюйма” не равен дюйму обыкновенному, хотя и связан с ним.
Один “трубный дюйм” — это наружный диаметр трубы, внутренний диаметр которой примерно равен одному дюйму обыкновенному.
Дело в том, что трубы изготавливают определенного наружного диаметра, но с разной толщиной стенок в зависимости от назначения. Поэтому для обозначения труб используют понятие “условного диаметра”, то есть “особого” внутреннего диаметра трубы, которому соответствует определенный наружный диаметр.
Так, трубам с “условным диаметром” в 40 мм соответствуют трубы с наружным диаметром 45 мм. А истинный внутренний диаметр труб с “условным диаметром” 40 мм, то есть с наружным диаметром 45 мм, может равняться 35; 37; 39; 41 и 43 мм. Таким образом, у трубы с “условным диаметром” 40 мм истинный внутренний диаметр бывает равен и 35 мм, и 43 мм, не считая промежуточных значений.

Еще один пример. У водопроводной однодюймовой трубы “условный диаметр” равен 25 мм, наружный диаметр – 33,6 мм. А вот истинный внутренний диаметр такой трубы будет либо 27,1 мм (обычная толщина стенки), либо 25,6 мм (усиленная толщина стенки). Таким образом “трубный дюйм” составляет 33,6 мм, наружный диаметр, нарезаемой на такой трубе резьбы несколько меньше и равен 33,25 мм.
Исторически сложилось так : трубный дюйм = 33,249 мм. Образовался он просто: к размеру (в дюймах), характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. И получилось, что наружный диаметр дюймовой трубы – 33,249 мм, полудюймовой — 21, 25 мм.
И, соответственно, трубная резьба характеризуется определенным количеством ниток резьбы опять-таки на один дюйм, то есть 25,4 мм. Для выяснения шага метрической резьбы измеряют расстояние между гребнями нескольких ниток резьбы, а потом делят это расстояние на число ниток. При дюймовой резьбе считают нитки, которые умещаются в одном дюйме (25,4 мм).

Соотношение метрической резьбы и дюймовой
Резьба Наружный диаметр, мм
1/2″ = 20,955 мм
3/4″ = 26,441 мм
1″ = 33,249 мм
1 1/4″ = 41,91 мм
1 1/2″ = 47,803 мм
2″ = 59,614 мм
2 1/2″ = 75,184 мм
3″ = 87,884 мм
Вы можете не только купить композитные газовые баллоны, но и узнать о них все. Если нужной Вам информации не окажется на странице нашего ресурса, или Вы просто не хотите ждать и искать, позвоните нашим консультантам прямо сейчас по многоканальному номеру в городе Москва: 8 (800) 500-06-34
Диаметр трубы 1 дюйм в см и мм: фото трубы
Смонтировать коммуникационную систему любого рода таким образом, чтобы полностью избежать соединений, невозможно. Хотя бы потому, что трубопровод в конечном итоге подводится к какому-то объекту потребления – сантехника, радиатор, стиральная машина, и соединяется с выходным патрубком устройства. И главным условием для герметичной качественной сборки является соответствие диаметра трубы и размера соединяющего элемента.
Таблица
Размерные параметры трубы
Вне зависимости от материала изготовления – полимер, металл, керамика и так далее, изделие характеризуется рядом показателей, ориентируясь на которые, потребитель может выбрать необходимое изделие.
- Внешний диаметр – то есть, наружный размер трубы (речь идет только о круглом сечении).
- Внутренний – размер рабочего сечения.
- Толщина стенки – во многом определяет прочность изделия.
Сумма внутреннего диаметра и удвоенной толщины стенки составляет внешний. Фактическое положение вещей этому утверждению соответствует. Но когда речь идет о ВГП, необходимо учитывать вот какой момент. Чаще всего водоводы соединяются резьбовым методом. Резьба наносится на внешнюю часть, в итоге диаметр резьбы отнюдь не равен наружному размеру. А так как для монтажа важно знать именно показатели резьбы, то данный параметр оказывается более важным и зачастую указывается вместо фактического размера изделия.
Например, водовод в 1 дюйм вовсе не равен по внешнему диаметру в 2,54 см, так как 1 дюйм – это указание на размер резьбы.
Путаница эта усугубляется использованием двух измерительных систем с одной стороны, и разнообразием существующей на сегодня продукции с другой.
Условный проход
Задача водопроводной системы заключается в равномерном снабжении всех потребителей должным количеством воды. Основным параметров вычисления является пропускная способность трубопровода, то есть то количество воды, которое может пройти за единицу времени.
- Параметр этот называют условным проходом – Dn. Единицы измерения как таковой у него нет – это условная, нефактическая величина, указывается в целых числах и обозначает примерный условный просвет трубы. Шаг между значениями рассчитан теоретически, с таким условием, чтобы при каждом следующем увеличении пропускная способность трубопровода возрастала на 40–60%.
Удобство системы очевидно только при практическом использовании. Достаточно по таблице подобрать водоводы и фитинги с равным условным проходом, чтобы гарантировано получить работающую водопроводную систему.
Соответственно, стальная труба в 1 дюйм имеет условный проход 1 дюйм, при этом ее фактический внутренний диаметр составляет 25,5 мм, наружный с резьбой – 33, 25.
Измерительные системы
Наличие двух способов измерения имеет исторические корни.
- Имперская – в дюймах, на сегодня применяется только для водо- и газопроводных стальных труб и соответствующей водопроводной арматуры.
- Метрическая – в мм, см и м. Используется для любой другой трубной продукции.
При стыковке водоводов из разных материалов и возникают сложности с пересчетом из одной системы в другую.
Дюймовая и метрическая трубы
Выпускаются как дюймовые, так и стандартные стальные водоводы, что еще больше запутывает дело. Визуально отличить их можно по виду нитки резьбы – у трубы в 1 дюйм нити закруглены. На фото демонстрируются образцы.
Шаг резьбы измеряется по-разному. В метрических изделиях по внешним границам ниток, в дюймовых – по внутренним. Расстояние разное при разных размерах сечения.
- ½ и ¾ – шаг составляет 1,814 мм.
- От 1 дюйма до 6 – 2, 309.
Трубный 1 дюйм, который используется в имперской системе не равен 2, 54 см, как ему положено, а равняется 3, 3249, поскольку включает в себя и внутренний размер, и толщину стенок. Исключение составляет водовод в ½ дюйма.
Перевод размеров дюймовых в метрические
Справочная литература содержит соответствующие таблицы. Тот же ГОСТ, регламентирующий параметры ВГП, указывает как дюймовый условный проход, так и миллиметровый. К сожалению, для сборки системы в одно целое необходимо еще и фактическое значение внутреннего диаметра. В то время как таблицах чаще указывается наружный.
Самая удобная таблица содержит величину условного прохода в дюймах, внешний размер трубы и эквивалентный диаметр в мм. Он указывает на такую пропускную способность, которая соответствует дюймовой.
Например, стальной водовод в 1 дюйм может соединяться с полиэтиленовым, условный проход которого равен 25 мм.
Часто при покупке кондиционера нужно выбрать модель под имеющиеся трубы, например которые остались от старого (предыдущего) кондиционера. Но, что делать если вам известен дюймовый диаметр, а в характеристиках к кондиционеру указаны метрические значения. Разобраться в этом поможет таблица перевода дюймовых труб в метрические и наоборот.
1 дюйм (inch) = 25,4 мм. |
Диаметры труб — Добродушный Сантехник
Многие, рано или поздно, сталкиваются с тем, что где-то далеко от города понадобился кусочек новой трубы или фитинг для ремонта старой системы. А вот как узнать какой диаметр сейчас имеется в системе и что сказать продавцу при покупке?
Для того чтобы сэкономить ваше время, посмотрите вот этот ролик:
А для тех кто ролик уже посмотрел или посмотреть возможности не имеет, сразу перейдём к делу.
Самые популярные диаметры труб:
1/4 — 8 мм Одна четвёртая дюйма — восемь миллиметров
3/8 — 12 мм Три восьмые
1/2 — 15 мм Одна вторая
3/4 — 20 мм Три четверти
1 — 25 мм Один дюйм
1 1/4 — 32 мм Дюйм с четвертью
1 1/2 — 40 мм Полтора дюйма
2 — 50 мм Два дюйма
Имея эти данные, вы с лёгкостью сможете прикинуть диаметры металлических труб, которые считаются по внутреннему диаметру, даже обычной линейкой или рулеткой.
Мы не точим эти диаметры, потому нам достаточно плюс-минус один миллимтер для понимания диамтера.
Все полимерные трубы считаются по внешнему диаметру.
Самые популярные диаметры:
16 мм
20 мм
25,26 мм
32 мм
Для того чтобы вам с лёгкостью понять какая металлическая труба перед вами, я предлагаю сделать простой шаблон из плотной бумаги (картон, визитка, упаковка, обложка журнала, рекламный буклет)
Эти диаметры не путать с размерами из «таблицы» выше
На следующей картинке, внешние диаметры металлических труб, для определения диаметра в дюймах и в миллиметрах
Например, если внешне труба выходит 20 мм, то исходя их картинки ниже, это 1/2 дюйма. Если мы обратимся к первой таблице, то 1/2 дюйма это 15 мм.
Зачем весь этот сыр-бор, спросите вы? А всё просто. Перед нами металлическая труба которую мы видим с внешней стороны, а они меряются по внутренней. Не разрезав её, мы не можем определить её внутренний размер. И вот чтобы её не резать мы замеряем её наружный диаметр и по таблице смотрим чему эта цифра равна.
Всё условно и вам этого достаточно для покупки нужной резьбы или трубы:
Берём лист, ручку, любую линейку и ножницы:
Рисуем отметки, например 26 мм (взято их картинки над этим фото):
Рисуем линии и отрезаем:
Ставим на трубку:
Подходит? Обращаемся к картинке с размерами, где написано, что 26 мм, это 3/4 дюйма. А три четверти дюйма, это 20 мм. Значит нам надо купить трубку или фитинг размером 3/4 дюйма или 20 мм.
А три четверти дюйма, это 20 мм. Значит нам надо купить трубку или фитинг размером 3/4 дюйма или 20 мм.
Давайте этот же шаблон прикинем к трубке 1/2 дюйма или 15 мм:
Великоват шаблон
Рисуем под эту трбу. Что у нас там следующее по списку? 1/2 дюйма или 15 мм. Сморим нашу картинку, внешний диаметр 20 мм. Делаем всё тоже самое:
Теперь всё сходится:
При необходимости сделайте себе шаблон по этому примеру опираясь на размеры которые я вам дал и всё у вас получится! ))
Калькулятор диаметра в соответствии с различными стандартами
Калькулятор диаметра в соответствии с различными стандартами – хромосталь
| DN | ISO[мм] | КАЛ | DIN [мм] | МЕТР [мм] | DIN 11850 [мм] | SMS [мм] |
| 6 | 10,0 | 1/8” | ||||
| 8 | 13,5 | ¼ ” | ||||
| 10 | 17,2 | 3/8” | 14,0 | 10,0 | 10,0 | |
| 15 | 21,3 | ½ ” | 20,0 | 18,0 | 18,0 | |
| 20 | 26,9 | ¾ ” | 25,0 | 23,0 | 22,0 | |
| 25 | 33,7 | 1 ” | 30,0 | 28,0 | 28,0 | 25,0 |
| 32 | 42,4 | 1 ¼ ” | 38,0 | 35,0 | 34,0 | 32,0 |
| 40 | 48,3 | 1 ½ дюйма | 44,5 | 43,0 | 40,0 | 38,0 |
| 50 | 60,3 | 2 ” | 57,0 | 54,0 | 52,0 | 51,0 |
| 63 | 63,5 | |||||
| 76 | 76,1 | |||||
| 65 | 76,1 | 2 ½ дюйма | 76,1 | 69,0 | 70,0 | |
| 80 | 88,9 | 3 ” | 88,9 | 84,0 | 85,0 | |
| 100 | 114,3 | 4 ” | 108,0 | 104,0 | 104,0 | 101,6 |
| 125 | 139,7 | 5 дюймов | 133,0 | 129,0 | 129,0 | 129,0 |
| 150 | 168,3 | 6 дюймов | 159,0 | 154,0 | 154,0 | |
| 200 | 219,1 | 8 дюймов | 216,0 | 2074,0 | 204,0 | |
| 250 | 273,0 | 10 дюймов | 267,0 | 254,0 | 254,0 | |
| 300 | 323,9 | 12 дюймов | 318,0 | 304,0 | 304,0 | |
| 350 | 355,6 | 14 дюймов | 368,0 | 354,0 | 354,0 | |
| 400 | 406,4 | 16 дюймов | 419,0 | |||
| 450 | 457,2 | 18 дюймов | 459,0 | |||
| 500 | 508,0 | 20 дюймов | 521,0 | |||
| 600 | 609,6 | 24 дюйма | 622,0 | |||
| 700 | 711,2 | 28 дюймов | 720,0 | |||
| 800 | 812,8 | 32 ” | 820,0 | |||
| 900 | 914,4 | 36 дюймов | 920,0 | |||
| 1000 | 1016. 0 0 | 40 дюймов | 1020.0 |
Этот веб-сайт использует файлы cookie для предоставления услуг в соответствии с Политикой использования файлов cookie.Вы можете определить условия для хранения или доступа к файлам cookie в своем браузере.
Выполняя юридическое обязательство в отношении персональных данных, сообщаю вам, что администратором ваших персональных данных является компания Cromo-Stal Sp. о.о. с местонахождением в Катовицах по адресу ул.
Если вы хотите воспользоваться своим правом, отправьте информацию на адрес электронной почты [email protected] Полное содержание информационного обязательства: GDPR. × Я принимаю.
Сравнительная таблица размеров труб – POLBERIS товары для промышленности
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции сайта (кроме необходимых для его работы).Включив их, вы получите доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям Пользователей.
Поставщики аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под которым работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Целью сбора этих файлов является выполнение анализа, который будет способствовать разработке программного обеспечения. Подробнее об этом можно прочитать в Политике домашних файлов cookie.
Маркетинг
Благодаря этим файлам мы можем проводить маркетинговые мероприятия.
.
Перевод мм в дюймы – Фитинги TASTA.
 Польский производитель стальных тройников, гамбургских отводов, переходов, фланцев и днищ. Дистрибьютор стальных труб, пазовых и чугунных фитингов.
Польский производитель стальных тройников, гамбургских отводов, переходов, фланцев и днищ. Дистрибьютор стальных труб, пазовых и чугунных фитингов.Перевести мм в дюймы – Фитинги TASTA. Польский производитель стальных тройников, гамбургских отводов, переходов, фланцев и днищ. Дистрибьютор стальных труб, пазовых и чугунных фитингов.
| Nennweite / Номинальный размер трубы в дюймах / Номинальный размер трубы в дюймах | Außendurchmesser / Внешний диаметр в дюймах / Внешний размер в мм в соответствии с EN или DIN | Außendurchmesser / Внешний диаметр в мм / Внешний размер в мм согласно ANSI |
|---|---|---|
| 1/2 | 21,3 | 21,3 |
| 3/4 | 26,9 | 26,6 |
| 1 | 33,7 | 33,4 |
| 1 1/4 | 42,4 | 42,1 |
| 1 1/2 | 48,3 | 48,2 |
| 1 3/4 | 57,0 | – |
| 2 | 60,3 | 60,3 |
| 2 1/2 | 76,1 | 73,0 |
| 3 | 88,9 | 88,9 |
| 3 1/2 | 101,6 | 101,6 |
| 3 3/4 | 108,0 | – |
| 4 | 114,3 | 114,3 |
| 4 3/4 | 133,0 | – |
| 5 | 139,7 | 141,3 |
| 5 3/4 | 159,0 | – |
| 6 | 168,3 | 168,2 |
| 8 | 219,1 | 219,0 |
| 10 | 273,0 | 273,0 |
| 12 | 323,9 | 323,8 |
| 14 | 355,6 | 355,6 |
| 16 | 406,4 | 406,4 |
| 18 | 457,0 | 457,2 |
| 20 | 508,0 | 508,0 |
| 22 | – | 558,8 |
| 24 | 610,0 | 609,6 |
| 26 | – | 660,4 |
| 28 | 711,0 | 711. 2 2 |
| 30 | – | 762,0 |
| 32 | 813,0 | 812,8 |
| 34 | – | 863,6 |
| 36 | 914,0 | 914,4 |
| 38 | – | 965,2 |
| 40 | 1016.0 | 1016.0 |
| 42 | – | 1066,8 |
| 44 | – | 1117.6 |
| 46 | – | 1168.4 |
| 48 | 1220.0 | 1219.2 |
.
| Размер конверсии 90 000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
2 | |

 4
4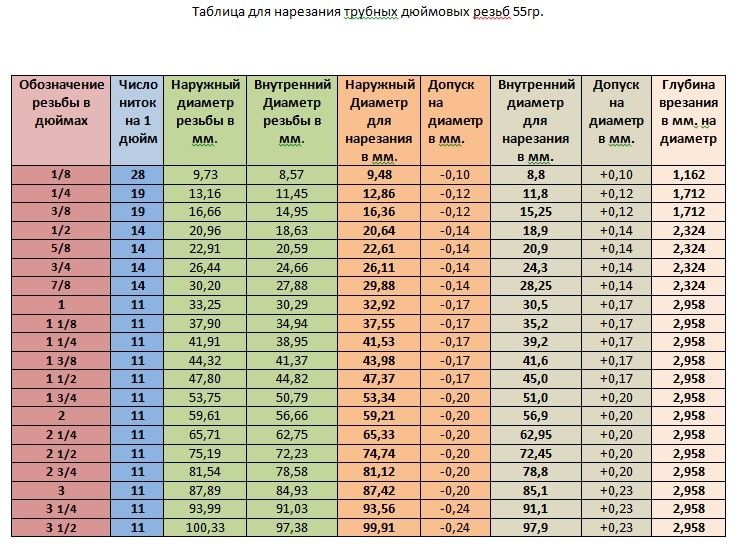 9
9 24 дюйма
24 дюйма1 кВт? 3412 БТЕ/ч 90 302 1000 БТЕ/ч? 293 Вт.
Наружный диаметр подключенной трубы | SAE Thread | 90 320 | ||||||||||||||||||||
мм | мм | мм | дюймов | мм | Thread / дюйм | |||||||||||||||||
6 | 1/4 ” ” | 1/4 ” ‘7/16 ‘ ” – 20 | 11. | 9 | 20 | |||||||||||||||||
9 | 9 9 ‘ | 5/16′ ” ‘ | 5/8 ” ” – 18 | 15.839 | 14.348 | 1.411 | 18 | |||||||||||||||
10 | 3/8 ” ” | 3/8 ” ” | 5/8 ” ‘- 18 90 318 | 15.839 | 14.348 | |||||||||||||||||
12 | 1/2 ” ‘ | ‘ 3 1/2 ” | ‘ | |||||||||||||||||||
19.012 | 17.33 | 1.588 | 16 | |||||||||||||||||||
16 | ||||||||||||||||||||||
16 | ”17 5/8′ ‘ 5 / 8 ” | 5/8 ” | 7/8 ” – 14 | 22. | 20.262 | 1,814 | 18 908 | 18 90 318 | 3/4” 90 318 9000 8 | 3/4 ” | 1 ” ” – 14 | 23.437 | 1.814 | 14 | 17 180008 | |||||||
| 17 180008 | 17 180008 | 17 | 3 / 4 ” | — | 26.947 | 1.814 8 9000 14 | ||||||||||||||||
20 | 7/8 ” ” 7/8 ” ” | — | 28.529 | 26.529 | 2.117 | 12 | ||||||||||||||||
22 | 7/8 ” ” | 7/8 ” ” | 1 ” ” 1 / ” -12 | 31,704 | 29,45 9 | 2. | 12 | |||||||||||||||
22 | 7/8 ” ” | — | 1 ” ” 3 / ” 3 / | 12 | 12 | |||||||||||||||||
25 | ||||||||||||||||||||||
25 | 1 ‘907’ | ‘ | 1′ ” ” ‘1 / 2-1238.052 | 35.809 | 2.117 | 12 | ||||||||||||||||
 079
079 184
184 117
117.
| | Технические характеристики
Последнее обновление: 01. | ||||
 15
15 04.2020
04.2020 .
Какой расход воды через заданный диаметр трубы?
| Мы представляем значения расходов воды, которые могут быть достигнуты для трубопроводов. Номинальная и максимальная доходность. Информация полезна при выборе генераторов ИМПУЛЬС в случае дома, квартиры или поселка. | ||
В квартире или доме всегда есть несколько источников воды.Иногда мы даже не осознаем, сколько из них открыто одновременно и сколько воды в л/мин мы используем в данный момент. К водозаборам относятся:
| ||
| Для простоты приведем максимальные и номинальные расходы по трубам, питающим квартиру, дом, здание следующих диаметров. | ||
 сад
сад| Таблица расхода воды до указанного диаметра подводящего трубопровода. | ||||||||||
| Диаметр трубы | номинальный расход л/мин | максимальный расход л/мин | номинальный расход м3/ч | максимальный расход м3/ч | ||||||
| 1 “(25 мм) | = | 60,56 | 113,55 | 3,6336 | 6. 813 813 | |||||
| 1 1/4 дюйма (32 мм) | = | 113,55 | 132.475 | 6.813 | 7,9485 | |||||
| 11/2 дюйма (38 мм) | = | 151,40 | 264,95 | 9.084 | 15.897 | |||||
| 2 дюйма (50 мм) | = | 246.025 | 454,20 | 14.7615 | 27.252 | |||||
| 21/2 дюйма (63 мм) | = | 302,80 | 643,45 | 18.168 | 38.607 | |||||
| 3 дюйма (76 мм) | = | 454,20 | 1021,95 | 27.252 | 61.317 | |||||
| 4 дюйма (102 мм) | = | 946,25 | 1892,50 | 56.775 | 113,55 | |||||
| 6 дюймов (152 мм) | = | 1892,50 | 4163,50 | 113,55 | 249,81 | |||||
| 8 дюймов (203 мм) | = | 3785. 00 00 | 7570.00 | 227,10 | 454,20 | |||||
| 10 дюймов (254 мм) | = | 5677,50 | 11355.00 | 340,65 | 681,30 | |||||
| Если у вас есть какие-либо вопросы или помощь в выборе генераторов ИМПУЛЬС, пожалуйста, свяжитесь со мной по электронной почте piotr @ intelio.com.pl или по телефону 502 342 155 |
| Если нас интересует защита только одного водозабора, а не всей установки в здании, ниже приведена таблица со стандартными расходами воды из крановой арматуры и требуемыми давлениями перед вентилем по ПН- 92/Б-01706 | ||||||||
| Тип точки водоразбора | Требуемое давление [МПа] | Нормальный расход воды | ||||||
| смешанный | только холодный или горячий | |||||||
| q холод [дм3/с] T = 15ºC | теплота q [дм3/с] T = 55ºC | q [дм3/с] | ||||||
| Врезной вентиль без аэратора | ||||||||
| Ду 15 | 0,05 | 0,3 | ||||||
| Ду 20 | 0,05 | 0,5 | ||||||
| Ду 25 | 0,05 | 1,0 | ||||||
| Врезной вентиль с аэратором | ||||||||
| Ду 10 | 0,1 | 0,15 | ||||||
| Ду 15 | 0,1 | 0,15 | ||||||
| Насадка для душа DN15 | 0,1 | 0,1 | 0,1 | 0,2 | ||||
| Мойка высокого давления | ||||||||
| Ду 15 | 0,12 | 0,7 | ||||||
| Ду20 | 0,12 | 1,0 | ||||||
| Скруббер в резервуаре DN 15 | 0,05 | 0,13 | ||||||
| Клапан смыва писсуара DN 15 | 0,1 | 0,3 | ||||||
| Посудомоечная машина (бытовая) DN15 | 0,1 | 0,15 | ||||||
| Автоматическая стиральная машина (бытовая) DN 15 | 0,1 | 0,25 | ||||||
| Батареи слива: | ||||||||
| для душа DN 15 | 0,1 | 0,15 | 0,15 | |||||
| для ванн DN 15 | 0,1 | 0,15 | 0,15 | |||||
| для раковин DN 15 | 0,1 | 0,07 | 0,07 | |||||
| для умывальника DN 15 | 0,1 | 0,07 | 0,07 | |||||
| Сливной кран со смесителем DN 20 | 0,1 | 0,3 | 0,3 | |||||
| Плита электрическая Ду 15 | 01 | 0,1 | ||||||
| 90 690 | |||||
|---|---|---|---|---|---|
| DN 90 690 | ДЮЙМЫ 90 690 | DIN | ISO | МЕТРИЧЕСКИЕ 90 690 | DIN 11850 | 6 90 | 1/8” | – | 10. 00 мм 00 мм | 8,00 мм x 1,00 мм | – |
| 8 | 1/4” | – | 13,50 мм | 10,00 мм x 1,00 мм | – |
| 10 | 3/8” | 14,00 мм | 17,20 мм | 12,00 мм x 1,00 мм | 12,00 мм x 1,00 мм |
| 15 | 1/2 дюйма | 20.00 мм | 21,30 мм | 18,00 мм x 1,50 мм | 18,00 мм x 1,50 мм |
| 20 | 3/4” | 25,00 мм | 26,90 мм | 23,00 мм x 1,50 мм | 22,00 мм x 1,50 мм |
| 25 | 1 ” | 30,00 мм | 33,70 мм | 28,00 мм x 1,50 мм | 28,00 мм x 1,50 мм |
| 32 | 1 1/4 дюйма | 38.00 мм | 42,40 мм | 35,00 мм x 1,50 мм | 34,00 мм x 1,50 мм |
| 40 | 1 1/2 дюйма | 44,50 мм | 48,30 мм | 43,00 мм x 1,50 мм | 40,00 мм x 1,50 мм |
| 50 | 2 ” | 57,00 мм | 60,30 мм | 54,00 мм x 2,00 мм | 52,00 мм x 1,50 мм |
| 65 | 2 1/2 дюйма | 76. 10 мм 10 мм | 76,10 мм | 69,00 мм x 2,00 мм | 70,00 мм x 2,00 мм |
| 80 | 3 ” | 88,90 мм | 88,90 мм | 84,00 мм x 2,00 мм | 85,00 мм x 2,00 мм |
| 100 | 4 ” | 108,00 мм | 114,30 мм | 104,00 мм x 2,00 мм | 104,00 мм x 2,00 мм |
| 125 | 5 дюймов | 133.00 мм | 139,70 мм | 129,00 мм x 2,00 мм | 129,00 мм x 2,00 мм |
| 150 | 6 дюймов | 159,00 мм | 168,30 мм | 154,00 мм x 2,00 мм | 154,00 мм x 2,00 мм |
| 200 | 8 ” | 216,00 мм | 219,10 мм | 204,00 мм x 2,00 мм | |
| 250 | 10 дюймов | 267.00 мм | 273,00 мм | 254,00 мм x 2,00 мм | |
| 300 | 12 дюймов | 318,00 мм | 323,90 мм | 304,00 мм x 2,00 мм | |
| 350 | 14 дюймов | 368,00 мм | 355,60 мм | 354,00 мм x 2,00 мм | |
| 400 | 16 дюймов | 419. 00 мм 00 мм | 406,40 мм | ||
| 450 | 18 дюймов | 459,00 мм | 457,20 мм | ||
| 500 | 20 дюймов | 521,00 мм | 508,00 мм | ||
| 600 | 24” | 622,00 мм | 609.60 мм | ||
| 700 | 24” | 720,00 мм | 711,20 мм | ||
| 800 | 28 дюймов | 820,00 мм | 812,80 мм | ||
| 900 | 32 ” | 920,00 мм | 914,40 мм | ||
| 1000 | 40 дюймов | 1020.00 мм | 1016,00 мм | ||
.
Какой диаметр водопроводной трубы?
Тематический отдел – Специалисты Bosch по теплотехнике Ворота, двери, рамы, приводы – Специалисты Hörmann Polska Ворота, окна, двери и заборы – Специалисты WIŚNIOWSKI Ворота, окна, двери и оконные жалюзи – Специалисты Krispol Центральная уборка пылесосом – Специалисты Aerovac Керамика для ванных комнат – Специалисты Koło Строительство химикаты – эксперты IS Knauf Крыши, водосточные желоба, фасады – эксперты Rheinzink Электрический теплый пол и антиобледенение – эксперты FENIX Polska Фасады, гидроизоляция, полы и керамзит – эксперты Weber Силиконовые краски и пропитки – эксперты Польские силиконы Rettig Отопление Изоляция из стекла и минеральной ваты – Специалисты Isover Брусчатка – Специалисты Polbruk Электрические котлы и обогреватели, возобновляемые источники энергии – Специалисты Kospel Инструменты – Специалисты Bosch Бетонные ограждения, садовая архитектура – Специалисты Joniec Мансардные окна – эксперт Fakro Мансардные окна – Эксперты Velux Окна и двери из ПВХ – Эксперты OKNOPLAST Вспененный перлит, грунтовки, стяжки, растворы, штукатурки – Эксперты Perlit Polska Кровля – эксперты Blachy Pruszyński Производитель дверей и дверных замков – Специалисты Gerda Профессиональная строительная химия Эксперты ISp. z oo – Специалисты Termo Organika Системы отопления – Специалисты Viessmann Системы отопления, возобновляемые источники энергии – Специалисты De Dietrich Системы вентиляции – Специалисты Alnor Системы вентиляции с рекуперацией тепла – Специалисты Pro-Vent Отопительная техника – Специалисты Buderus Отопительная техника – Эксперты Galmet Отопительные устройства – Heiztech промышленность эксперты – Эксперты кровельной отрасли эксперты Lindab
z oo – Специалисты Termo Organika Системы отопления – Специалисты Viessmann Системы отопления, возобновляемые источники энергии – Специалисты De Dietrich Системы вентиляции – Специалисты Alnor Системы вентиляции с рекуперацией тепла – Специалисты Pro-Vent Отопительная техника – Специалисты Buderus Отопительная техника – Эксперты Galmet Отопительные устройства – Heiztech промышленность эксперты – Эксперты кровельной отрасли эксперты Lindab
Допустимые форматы файлов: ‘jpg’, ‘jpeg’, ‘gif’, ‘bmp’, ‘png’.Добавление нескольких файлов – нажмите CTRL.
Администратор персональных данных: AVT-Korporacja sp.z o.o. со штаб-квартирой: ул. Лещинова 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Администратор персональных данных: AVT-Korporacja sp.о.о. со штаб-квартирой: ул. Лещинова 11, 03-197 Варшава. Цель обработки данных: ответ на заданный вопрос. Период обработки данных: Ваши данные будут обрабатываться до тех пор, пока не появится основание для их обработки, т. е. в данном конкретном случае, пока не будет дан ответ. Вы имеете право: получать доступ к своим данным, исправлять их, удалять их, ограничивать обработку, возражать против обработки ваших данных или их передачи.Вы можете: отозвать свое согласие на обработку ваших персональных данных, запросить удаление всех ваших данных. Правовые основания: ст. 5, 6, 12, 13 Общего регламента по защите данных (GDPR). Подробнее
е. в данном конкретном случае, пока не будет дан ответ. Вы имеете право: получать доступ к своим данным, исправлять их, удалять их, ограничивать обработку, возражать против обработки ваших данных или их передачи.Вы можете: отозвать свое согласие на обработку ваших персональных данных, запросить удаление всех ваших данных. Правовые основания: ст. 5, 6, 12, 13 Общего регламента по защите данных (GDPR). Подробнее
.
Резьбомер метрический и дюймовый: виды, характеристики, ГОСТ
Разбираемся в плашках
Как выбрать плашку для своего резьбонарезного инструмента Плашка – инструмент для нарезания резьбы на трубах, прутках и других цилиндрических заготовках. Применяется для выполнения наружной (внешней) резьбы способом накатки.
Применяется для выполнения наружной (внешней) резьбы способом накатки.
Использование плашек в инструменте
Нарезка резьбы плашками производится с помощью плашкодержателя, ручного или электрического клуппа, резьбонарезного станка.
К ручному инструменту относятся плашкодержатели и ручные механические клуппы, где процесс нарезания резьбы происходит путем поворота длинной рукояти инструмента с определенным усилием.
Электрический клупп относится к профессиональному инструменту, где нарезание резьбы осуществляется с помощью мотора на достаточно быстрых скоростях.
Резьбонарезные станки предназначены для нарезки резьбы в промышленных масштабах, на больших диаметрах труб, при помощи автоматизированных элементов при высоких нагрузках и скоростях.
В зависимости от типа используемого оборудования, резьбонарезные плашки изготавливаются из различных сплавов стали, подходящих для ручного либо автоматизированного способа.
Так как плашка является режущим инструментом, подвергающимся высоким нагрузкам, качественный инструмент должен обладать следующими свойствами:
Инструментальная сталь для резьбонарезного инструмента
Выполняются плашки из инструментальной стали, которые обладают необходимым набором качеств.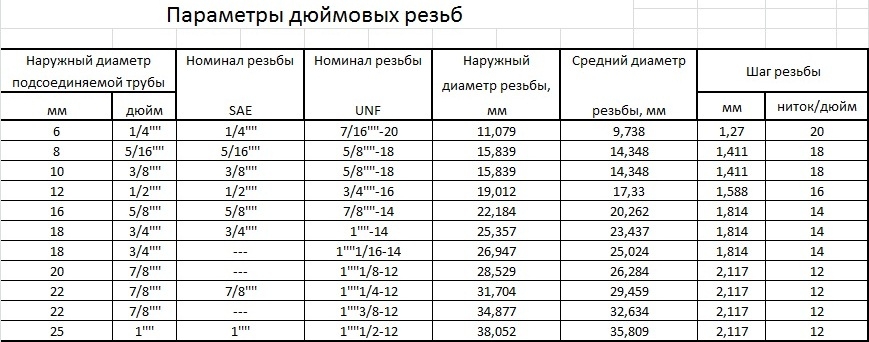 Согласно ГОСТ 5950-2000, плашки относятся к группе режущих инструментов, не подвергаемых большим ударным и деформационным нагрузкам. Это отражается на включаемых в состав примесях и присадках.
Согласно ГОСТ 5950-2000, плашки относятся к группе режущих инструментов, не подвергаемых большим ударным и деформационным нагрузкам. Это отражается на включаемых в состав примесях и присадках.
В сплав добавляется более высокая доля углерода в зависимости от требуемых свойств:
- содержание углерода – 0,4-0,7 % — сплав высокой вязкости при пониженной твердости
- содержание углерода – 0,7-1,5 % — износостойкий и твердый сплав
То есть содержание углерода в используемых сталях для изготовления плашек должно содержать более 0,65 % углерода, достигая твердости сплава больше, чем твердость обрабатываемых заготовок.
При маркировке углеродистой инструментальной стали, применяемой для изготовления инструмента для нарезных работ добавляется буква У, например марки У10, У11.
Сейчас на рынке резьбонарезного инструмента представлено много зарубежных изготовителей. И маркировки сталей Alloy и HSS встречаются повсеместно.
Легированная сталь
Alloy – легированная инструментальная сталь. Ее твердость составляет 60-65 HRc и является высокой. Для производства плашек используются такие основные легирующие элементы, как кремний, ванадий, хром, медь, никель, азот в процентном отношении.
Ее твердость составляет 60-65 HRc и является высокой. Для производства плашек используются такие основные легирующие элементы, как кремний, ванадий, хром, медь, никель, азот в процентном отношении.
Легированные стали содержат общий процент добавок около 3-4%. Они не обладают высокой теплостойкостью, однако не подвержены сильному короблению. При нагревании подвергаются деформированию, предназначены для режущих элементов с небольшой скоростью нарезки.
Для режущего инструмента наиболее часто используются стали марок 9ХС, ХСВГ, 9Х5С и др.
Быстрорежущая сталь
HSS (High Speed Steel) – быстрорежущие стали. Стали класса HSS являются высоколегированными, закаленными сплавами. Для набора повышенной твердости легируются основными элементами углерод, вольфрам, молибден, кобальт, что позволяет выполнять работы при сильном нагревании и больших скоростях. Добавка в составе сплава кобальта повышает красностойкость сталей, которая обеспечивает их нормальное функционирование с максимальными нагрузками.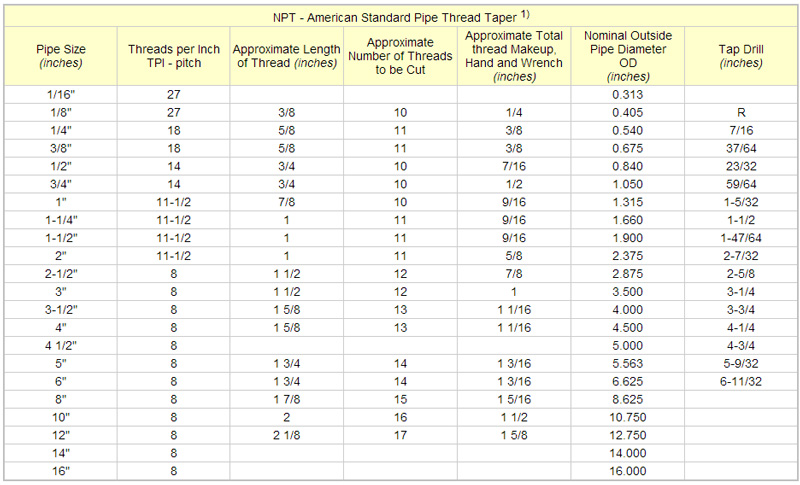 Быстрорежущие стали обладают высокой твердостью, износостойкостью и устойчивы к деформациям при температурных колебаниях до 500-650 градусов.
Быстрорежущие стали обладают высокой твердостью, износостойкостью и устойчивы к деформациям при температурных колебаниях до 500-650 градусов.
Популярные быстрорежущие стали для рассматриваемого инструмента Р6М5, Р6М5К5, Р18 и др., М2, М35, М42.
Какую плашку выбрать
Таким образом, состав стали для ручного инструмента и резьбонарезных станков имеет различия. Используя ручной клупп, скорость нарезки невелика, инструмент и заготовка не подвергаются нагреванию. При использовании резьбонарезного станка, тем более высокой мощности, происходит сильное разогревание режущих элементов и увеличение нагрузки.
Плашки, изготовленные из легированной стали, подойдут при использовании ручного инструмента (Alloy).
При выполнении работ на резьбонарезном станке необходимо применять плашки из марок быстрорежущей стали (HSS).
Источник
Соответствие двух систем обозначений
В связи с тем, что угол на вершине витков дюймовой трубы более острый, на одном и том же отрезке помещается большее количество гребней. Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Точно совместить детали с метрической и дюймовой резьбами невозможно. Хотя параметры частей похожи, даже небольшая разница может стать причиной протекания. Поэтому при соединении фитингов с разной резьбой нужно делать дополнительное уплотнение.
Примерное соответствие наиболее часто применяемых резьб с учетом допусков указано в таблице:
| Дюймовая | Метрическая | ||
|---|---|---|---|
| Наименование | Наружный диаметр, мм | Наименование | Внешний диаметр, мм |
| 1/8 | 9,3 – 9,7 | М 10х1,5 | 9,7-9,9 |
| 1/4 | 12,9 – 13,1 | М 14х1,5 | 13,6-13,9 |
| 1/2 | 20,5 – 20,9 | М 22х1,5 | 21,6-21,9 |
| 1 | 33,0 – 33,2 | М 36х2 | 35,6-35,9 |
История [ править | править код ]
Обычно считается, что дюйм изначально был определён как ширина большого пальца . Согласно другим легендам, дюйм был определён как 1 ⁄36 часть ярда, который, в свою очередь, был установлен как расстояние между кончиком носа и большим пальцем вытянутой вперёд руки у короля Англии Генриха I (есть версия и о том, что длиной в ярд был его меч). Ещё одно предание связывает определение дюйма («законный дюйм») с длиной трёх сухих ячменных зёрен, вынутых из средней части колоса и приставленных одно к другому своими концами, что было определено актом короля Эдуарда I . В английском быту и теперь употребляется мера «ячменное зерно» (англ. barleycorn ), равное одной трети дюйма
Ещё одно предание связывает определение дюйма («законный дюйм») с длиной трёх сухих ячменных зёрен, вынутых из средней части колоса и приставленных одно к другому своими концами, что было определено актом короля Эдуарда I . В английском быту и теперь употребляется мера «ячменное зерно» (англ. barleycorn ), равное одной трети дюйма
Здесь важно отметить, что обычно дюймы обозначают целыми числами и обыкновенными дробями (со знаменателями 2, 4, 8, 16), а не десятичными дробями
Исторически — ширина большого пальца руки взрослого мужчины . Обычно дюйм равен 1 ⁄12 или 1 ⁄10 («десятичный дюйм») фута соответствующей страны (в русской и английской системах мер 1 дюйм = 10 линий («большая линия»)). Слово «дюйм» введено в русский язык Петром I в самом начале XVIII века.
В России были наиболее известны английские дюймы (в том числе и под названием из языка-оригинала: инш
(устар.),инч (устар., а также совр. жаргон) и французский дюйм; первый чаще применялся в науке и технике, второй — в типографике.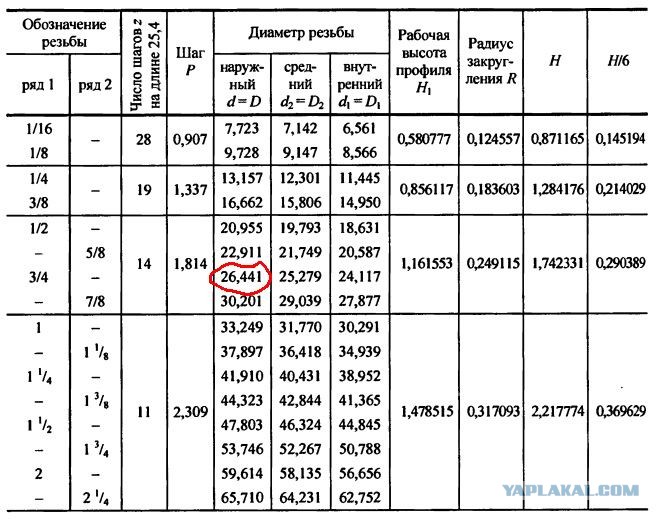 По старой русской системе мер: 1 дюйм (равный английскому) = 10 линий = 100 точек = 4/7 вершка = 1 ⁄12 фута (равных английским) = 1 ⁄28 аршина = 1 ⁄84 сажени = 1 ⁄42 000 версты, однако в быту использовались преимущественно не футы и дюймы, а соразмерные им аршины (= 7 ⁄3 фута) и вершки (= 7 ⁄4 дюйма). Параллельно с определением русского дюйма через английский в начале XX века существовало (также узаконенное) соотношение дюйма с метрическими единицами длины: 1 дюйм = 25,39954 мм .
По старой русской системе мер: 1 дюйм (равный английскому) = 10 линий = 100 точек = 4/7 вершка = 1 ⁄12 фута (равных английским) = 1 ⁄28 аршина = 1 ⁄84 сажени = 1 ⁄42 000 версты, однако в быту использовались преимущественно не футы и дюймы, а соразмерные им аршины (= 7 ⁄3 фута) и вершки (= 7 ⁄4 дюйма). Параллельно с определением русского дюйма через английский в начале XX века существовало (также узаконенное) соотношение дюйма с метрическими единицами длины: 1 дюйм = 25,39954 мм .
После перехода СССР на метрическую систему дюймы применялись ограниченно: в магистралях водоснабжения и газа дюймовое исчисление (с использованием целократных дюйму долей) осталось для диаметров и шага трубной резьбы ; неофициально выражались некоторые калибры артиллерии (наиболее известны «трёхдюймовки» — орудия калибра 76,2 мм), стрелкового оружия («трёхлинейки» — 7,62 мм), длина гвоздей, толщина досок и величина некоторых других предметов, хотя фактические значения размеров различных технических изделий довольно часто в дюймах (либо других единицах старой системы) выражались более круглыми числами, чем в метрической системе.
Порядок работы с резьбомером
Перед процедурой определения шага необходимо оценить состояние инструмента и проверить его на предмет износа. Все щупы должны быть очищены от масла и иных разновидностей грязи, способной повлиять на точность измерений. Если на них присутствуют внешние дефекты (заусенцы), то их нужно устранить.
После завершения процесса приготовления инструмента необходимо подобрать щуп с подходящими параметрами для определенного вида резьбы, воспользовавшись таблицей с резьбовыми шаблонами M60 и Д55. Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Путем последовательного прикладывания щупов к резьбе выбирается пластина, способная проникнуть во впадины нарезки максимально глубоко
Важно, чтобы она совпадала с профилем измеряемого отверстия и входило в нее без образования просветов. После проведения измерений необходимо зафиксировать числовое значение, указанное на подходящем щупе
Во время эксплуатации резьбомера необходимо соблюдать основные положения техники безопасности:
- Мастер должен следить за чистотой метрического или дюймового инструмента, чтобы снизить риск поломки. Для этого нужно его хранить в плотной и прочной емкости с твердой поверхностью: в ящиках или контейнерах.
- Нельзя заменять резьбомер иными инструментами, не предназначенными для выполнения измерительных работ.
- Заготовка, в которой была проделана резьба, должна находиться в неподвижном состоянии. В противном случае может возникнуть большая погрешность измерения.
- Мастер должен надеть спецодежду для снижения риска получения ранений из-за ненадлежащих условий пользования резьбомером.

- Нельзя использовать неисправный инструмент. На его щупах не должны присутствовать внешние дефекты (царапины или вмятины), способные повлиять на точность расчетов. Чаще всего неисправности возникают при использовании устройства с пластмассовым корпусом, что связано с низкой прочностью материала.
Проверить результаты измерений можно с помощью применения математических формул и бумажных листов. Для этого нужно взять лист бумаги и приложить к нему поверхность измеряемой резьбы. Шаг определяется по формуле: P=l/n, где P – величина шага, l – длина нарезки, n – число оставленных отпечатков на листе бумаги. Длина отверстия замеряется при помощи линейки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
- Производители Измерон (ЛИЗ)
- Модель: М60
- Наличие: Есть в наличии
Шаблоны резьбовые (резьбомер) М60 ГОСТ 519-66 (519-77)
Предназначены для определения: • номинального шага метрической резьбы.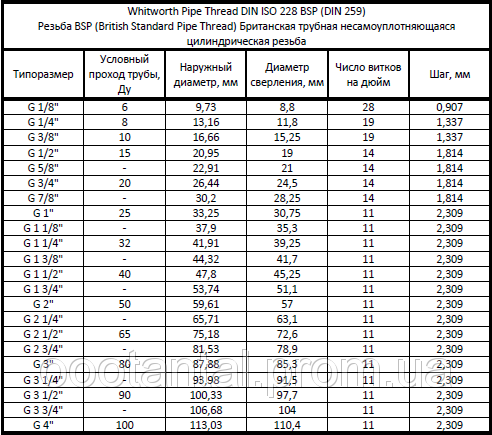
Шаблоны резьбовые предназначены для определения номинального шага метрической резьбы (набор М 60°) и числа ниток (витков резьбы) на один дюйм (набор Д 55°). Изготавливаются три набора резьбовых шаблонов. Конструкция обоймы набора обеспечивает возможность свободной замены любого шаблона, а также регулирование плавности вращения их на оси.
Какие диаметры труб существуют
Различают внутренний и внешний диаметры трубы. Кроме того, при сопоставлении дюймов и миллиметров используют в качестве показателя среднее значение этого параметра, которое часто входит в формулы расчета.
Стальные
Для определения диаметра стальных соединителей с нанесенной резьбой используют дюймы. В этом случае измеряют внутренний диаметр, или ДУ (диаметр условного прохода).
Пластиковые
В случае с полипропиленовыми, пластиковыми или ПНД-трубами измеряют наружный диаметр. Чаще всего в России его указывают в мм. Из-за разницы в единицах измерения часто возникают ошибки: например, при установке пластиковых труб диаметра 20 мм (3/4 дюйма) используют фитинги размером 1/2 дюйма (15 мм).
Расчет объема воды в трубе и радиаторах
В таблице сведены данные мощности, тока и сечения кабельно-проводниковых материалов, для расчетов и выбора защитных средств, кабельно-проводниковых материалов и электрооборудования.
Медные жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Медные жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 1,5 | 19 | 4,1 | 16 | 10,5 |
| 2,5 | 27 | 5,9 | 25 | 16,5 |
| 4 | 38 | 8,3 | 30 | 19,8 |
| 6 | 46 | 10,1 | 40 | 26,4 |
| 10 | 70 | 15,4 | 50 | 33,0 |
| 16 | 85 | 18,7 | 75 | 49,5 |
| 25 | 115 | 25,3 | 90 | 59,4 |
| 35 | 135 | 29,7 | 115 | 75,9 |
| 50 | 175 | 38,5 | 145 | 95,7 |
| 70 | 215 | 47,3 | 180 | 118,8 |
| 95 | 260 | 57,2 | 220 | 145,2 |
| 120 | 300 | 66,0 | 260 | 171,6 |
Алюминиевые жилы, проводов и кабелей
| Сечение токопро водящей жилы, мм | Алюминиевые жилы, проводов и кабелей | |||
| Напряжение, 220 В | Напряжение, 380 В | |||
| ток, А | мощность, кВт | ток, А | мощность, кВт | |
| 2,5 | 20 | 4,4 | 19 | 12,5 |
| 4 | 28 | 6,1 | 23 | 15,1 |
| 6 | 36 | 7,9 | 30 | 19,8 |
| 10 | 50 | 11,0 | 39 | 25,7 |
| 16 | 60 | 13,2 | 55 | 36,3 |
| 25 | 85 | 18,7 | 70 | 46,2 |
| 35 | 100 | 22,0 | 85 | 56,1 |
| 50 | 135 | 29,7 | 110 | 72,6 |
| 70 | 165 | 36,3 | 140 | 92,4 |
| 95 | 200 | 44,0 | 170 | 112,2 |
| 120 | 230 | 50,6 | 200 | 132,0 |
Определение типа резьбы
Опытный механик может определить тип резьбы визуально, но полноценно выяснить параметры можно только при помощи штангенциркуля и калькулятора или специального металлического шаблона. При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
При использовании измерительного инструмента полученные данные пересчитывают и сравнивают с табличными значениями.
На шаблонах нанесена маркировка, позволяющая назвать тип резьбы. В случае возникновения сомнений необходимо провести контрольный замер штангенциркулем и идентифицировать нарезку по таблицам.
Российская промышленность выпускает шаблоны 2 типов (с маркировками М60° для метрических профилей с углом 60° и Д55°, предназначенные для идентификации дюймовой или трубной нарезки с вершинным углом 55°). Металлические шаблоны собраны в общую пачку на центральной оси. На каждом элементе нанесена краской или выдавлена прессом цифра, указывающая на шаг резьбы (в мм или дюймах, в зависимости от типа шаблонов).
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя). Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
Если возник вопрос- как определить тип и размер резьбы Соединительная арматура для труб и шлангов
соединения пользуйся таблицей ниже.
Обрати внимание на следующее:
- соединения с дюймовой резьбой выделены цветом
- рядом с размером дюймового шага в tpi указан размер шага в мм
- соединения с наружной конической резьбой обычно не имеют зарезьбовой канавки
- конические фитинги BSPT и NPT очень похожи, но у BSPT на шестиграннике есть метка – риска
Важный ахтунг – вполне возможны ситуации когда дюймовый и метрический шаги весьма близки по размерам (такое возможно на соединениях JIC).
Читать также: Скребковый конвейер принцип работы
В этом случае можно спутать дюймовую Резьба дюймовая цилиндрическая американская UNF (Unified Thread Standard)
UNC UNF и метрическую резьбы.
Резьбовой крепеж является одним из самых популярных для присоединения деталей, сборки изделий, оборудования, конструкций. Нет такой отрасли, где бы он не использовался. Характеристик резьбы много: шаг, поле допуска, количество заходов, номинальный диаметр, вид профиля и другие. Одна из таких – единицы измерения, дюймы или миллиметры.
Часто бывает ситуация, когда нужно заменить болт, шпильку или винт, но приобретенный по максимальной схожести “на глазок” крепеж не ввинчивается в посадочное отверстие. Одна из причин – попытка ввинтить в отверстие с метрической резьбой крепежное изделие с наружной дюймовой резьбой. Или наоборот. Такая ситуация часто возникает при замене крепежа на изделиях или оборудовании, произведенных в Великобритании, США, Японии, Австралии. Там дюймовая резьба является приоритетной.
Как отличить дюймовую резьбу от метрической? Есть два основных способа – измерением шага и диаметра или с помощью специального инструмента.
Измерение
Маркировка резьбы крепежной детали в метрической и дюймовой системах выполняется по разному. В метрической, это указание шага резьбы (расстояние между соседними нитками) в миллиметрах, тогда как в дюймовой – количество витков на один дюйм.
Определение типа и размера резьбы крепежа сводится к следующим операциям. С помощью штангенциркуля измерить диаметр. Затем с помощью дюймовой линейки или штангенциркуля измерить количество витков в одном дюйме и шаг резьбы. Можно воспользоваться и обычной линейкой с отмеренными 2,54 мм (1 дюйм = 2,54 мм). Шаг метрической резьбы на мелком крепеже можно узнать, измерив расстояние между 10 витками и полученное значение разделить на 10. Полученные значения следует сопоставить с таблицей ниже. Максимальное совпадение по диаметру, количеству витков, шагу указывает на размер и тип резьбы. Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Нужно отметить, что существует много разных видов дюймовых резьб. В таблице приведены наиболее распространенные в диапазоне диаметров от 8 мм до 64 мм.
Для измерения резьбы также можно воспользоваться резьбомером. Это его прямое назначение. Резьбомер представляет собой набор пластин с выступающими зубьями под конкретную резьбу объединенных на единой оси. Размер резьбы выгравирован или нанесен несмываемой краской на самой пластине. Проверка резьбы выполняется путем прикладывания к резьбе наиболее близких по размеру пластин. При полном совпадении, без зазоров резьбу можно считать определенной, а ее размер посмотреть на пластине резьбомера. Выпускаются резьбомеры отдельно под метрическую, дюймовую резьбу или под оба вида.
Чем отличается метрическая резьба от трубной?
Главным отличием между двумя видами нарезки является форма резьбового гребня и впадин. В основе метрического профиля берется равносторонний треугольник, поэтому все угловые размеры у такого типа нарезки равны и составляют 60 градусов, в то время как у дюймовой трубы угловые размеры составляют 55 градусов. Все параметры метрической резьбы привязываются к миллиметру, в то время как размеры трубной резьбы исчисляются в дюймах. Еще один нюанс – размеры трубной резьбы учитывают толщину стенок изделия, которые бывают различными в зависимости от рабочего давления, на которые рассчитаны те или иные трубы.
Все параметры метрической резьбы привязываются к миллиметру, в то время как размеры трубной резьбы исчисляются в дюймах. Еще один нюанс – размеры трубной резьбы учитывают толщину стенок изделия, которые бывают различными в зависимости от рабочего давления, на которые рассчитаны те или иные трубы.
Параметры метрической резьбы представлены в миллиметрах, а дюймовой — в дюймах
На изделиях с метрическим типом нарезки должна присутствовать маркировка с буквой «М». Размеры метрического профиля находятся в диапазоне от 1 мм до 600 мм. Резьбовый метрический шаг может составлять от 0,075 мм до 3,5 мм. Изделия с наименьшим шагом метрической резьбы применяются для тонких работ (измерительный инструмент), со средним шагом – для создания деталей и узлов, работающих в условиях постоянной вибрации. Самые крупные метрические резьбы участвуют в постройке тяжеловесных несущих конструкций.
Дюймовая резьба, однако, встречается в промышленности и быту чаще, чем метрическая. Трубная резьба практически повсеместно измеряется в дюймах – более универсальной для водогазопроводной сферы единицы измерения.
Так как различные виды накатки имеют разные углы при вершинах, совместить два вида резьбы, даже имеющие идентичные размеры, невозможно. Для осуществления перехода с метрической резьбы на трубную необходимы специальные фасонные элементы – переходники.
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.
- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.

- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.
В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Применение английских стандартов
Цилиндрическая английская дюймовая нарезка выполняется с крупным шагом, предназначена для общего применения. Ее параметры, шаг, профиль и высота профиля раз и навсегда закреплены для болтов и гаек одного типа и размерности. В таком типе угол профиля между соседними сторонами витков равен 55º. Закругление вершин витков, а также основания впадин составляет 1/6 часть от высоты исходного размера профиля.
унифицированную нарезку
Цилиндрическая несамоуплотняющаяся резьба имеет распространенное применение с прошлых лет и до настоящего времени во всем мире для деталей трубопроводов, сгонов, фитингов, переходников, двойников, муфт, тройников, стальных контргаек, кранов, смесителей, вентилей и др.
Цилиндрическая унифицированная крупная резьба стала международным стандартом после разработки национальным Американским институтом. В частности, неудобные 55º при вершине были заменены на 60º, конструкторы отказались от округлений у верха профиля. Теперь плоскость вершин стала плоской и содержит в своем размере 1/8 от шага граней. Для впадин допускается плоское выполнение или скругленное. Распространена в современном мире и является рекомендуемой для применения.
Цилиндрическая унифицированная мелкая резьба используется для прочных креплений и регулировочных соединений, наряду с другими современными типами является удобной и рекомендуемой к применению в случаях, когда применяется более мелкий шаг резьбы.
Дюймовая унифицированная особо мелкая цилиндрическая резьба используется для выполнения особо прочного крепления, для подгонки точных механизмов.
Существует много других стандартов на дюймовую резьбу, но они специальные и рекомендованы к применению в определенных условиях, для широкого использования они не применяются.
Что такое метрическая и дюймовая резьба
Перед тем, как разобраться с определением шага резьбы при помощи резьбомера, нужно выяснить, чем отличается метрическая резьба от дюймовой и наоборот? Резьбы по системе мер подразделяются на два основных вида:
- Метрические — используется на следующих видах крепежных деталей: болтах, винтах, гайках, шпильках и прочих. Метрический тип нарезки возник еще в Советском Союзе, и активно используется сегодня
- Дюймовые — это американский стандарт нарезки, с которым домашние мастера сталкиваются при работе с сантехническими изделиями. Однако дюймовая нарезка встречается не только на сантехнических приборах, но и крепежных элементах
Разберемся более детально в вопросе о том, чем отличается метрическая резьба от дюймовой, и где они применяются чаще всего.
Отличительная особенность метрической резьбы (ГОСТ 24705-91) в соответствующей форме профиля, имеющего вид равностороннего треугольника. Угол между вершинами этого треугольника равен 60 градусов, о чем уже упоминалось выше. Вершины или пики имеют тупую форму, то есть, выступы для сопряжения с винтом или гайкой срезаны. Для обозначения диаметра винта и шага резьбы используется единица измерения — миллиметры. Резьба такого типа может иметь крупный и мелкий шаг, что зависит от сферы применения соответствующих деталей. Детали с маленьким шагом используются преимущественно для регулировки, а также в устройствах, на которые воздействуют динамические нагрузки. Для обозначений крупной резьбы используется маркировка в виде буквы М и соответствующая цифра, например, 20. Это означает, что на заготовке нарезана метрическая резьба с диаметром 20 мм. Мелкая резьба на заготовке имеет аналогичное обозначение, только добавляется цифровое значение. Это значение указывает шаг резьбы, например, 1,5 мм. Ниже на фото представлена схема устройства метрической резьбы.
Ниже на фото представлена схема устройства метрической резьбы.
Кроме метрической, часто используется дюймовая резьба (ГОСТ 6111-52). Новички, которые не знают о существовании этих двух видов нарезки, сталкиваются с некоторыми трудностями. Чтобы понять, что это за трудности, рассмотрим конструктивные особенности дюймовой резьбы. В профиле она имеет аналогичную форму, как и метрическая, но ее основное отличие в измененном углу между вершинами. Этот угол равен 55 градусам, что и отличает ее по конструкции от метрической нарезки. Для обозначения размеров дюймовой резьбы используется единица измерения — дюймы. В 1 дюйме 25,4 мм, а для обозначения дюймов используется два штриха. Дюймовая резьба может также быть крупной и мелкой, и характеризуется количеством ниток на один дюйм. Закрутить гайку с метрической резьбой на деталь с дюймовой нарезкой не получится, как и наоборот.
Резьба дюймовая и метрическая бывают наружными и внутренними, а основными их техническими параметрами являются:
- Шаг — это расстояние между двумя вершинами витков
- Глубина — расстояние от вершины до основания
- Угол профиля — это расстояние в градусах между боковыми частями профиля в плоскости оси
- Наружный диаметр — размер заготовки в области наличия нарезки, измеряемый по вершинам витков
- Внутренний диаметр — это расстояние, которое соответствует размеру цилиндра с присутствующими витками
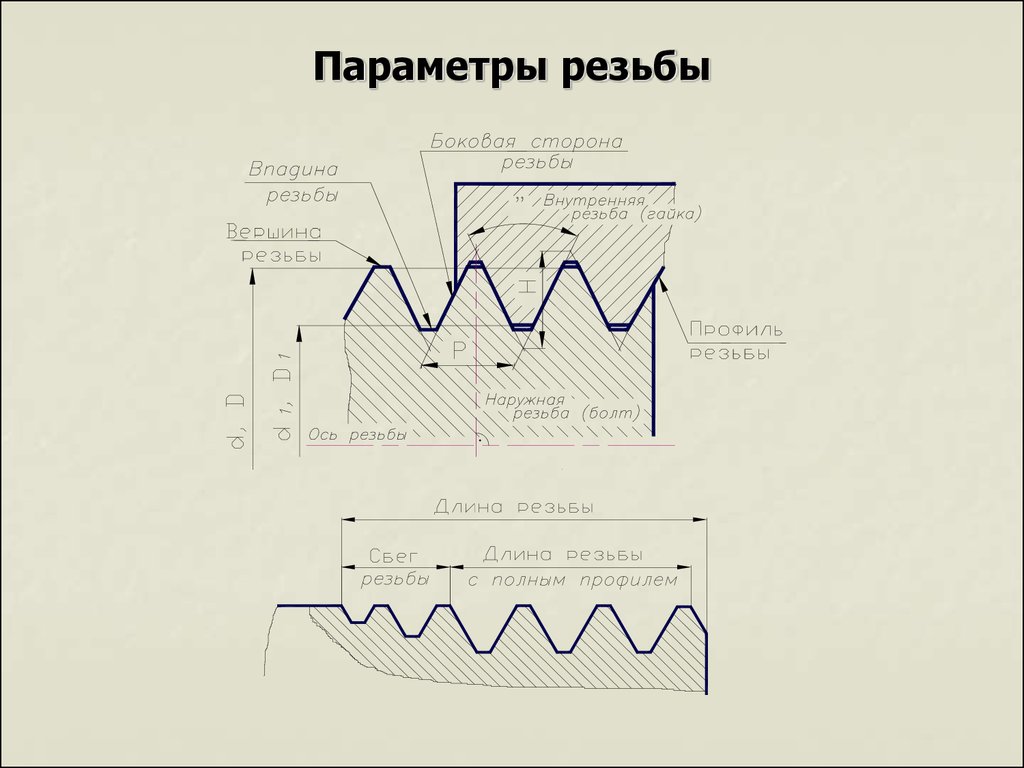
Параметры резьбы
Когда известно отличие метрической резьбы от дюймовой нарезки, можно приступать к рассмотрению вопроса о том, как научиться пользоваться резьбомером. Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Хотя этот прибор имеет простую конструкцию, но далеко не каждый способен правильно произвести соответствующие измерения (к тому же многие не знают о том, что существует специальный инструмент). От правильности выполненных действий зависит эффективность соединения.
Трубная цилиндрическая резьба
- Единица измерений параметров — дюйм.
- Направление будет левым.
- Класс точности: Класс А в этом случае повышен, а класс В средний.
Почему измерение происходит в дюймах
Дюймовые размеры пришли к нам от западных производителей, так как требования действующего на постсоветском пространстве ГОСТа сформулированы на базе особой резьбы BSW (British Standart Whitworth либо резьба Витворта). Инженер-конструктор Джозеф Фитворт (1803−1887 год) изобрёл в далёком 1841 году и продемонстрировал такой же винтовой профиль для соединений разъёмного типа, и демонстрировал его как совершенно универсальный, надёжный, а также комфортный для использования.
Такой тип осуществления резьбы применяется как в простых трубах, так и в их элементах и соединениях: контргайках, муфтах, угольниках, тройниках.
В сечении профиля можно увидеть равнобедренный треугольник с общим углом в 55 градусов и закруглениями на вершинах и в самих впадинах контура, которые используются для более высокого герметичного соединения.
Нарезка резьбовых соединений должна осуществляться на размере до 6. Все трубы создаются крупными, для особой надёжности и предотвращения процесса разрыва трубы в соединениях стоит фиксировать дополнительной сваркой.
Условные обозначения в стандарте.
- Международная: G.
- Япония: PF.
- Англия: BSPP.
Указания буквы G, а также диаметр отверстия в проходе будут указываться в виде дюймов. Наружный диаметр непосредственно резьбы в обозначении найти нельзя.
Размеры резьбы трубной дюймовой
G ½ — трубы в виде цилиндра наружного типа, внутренний диаметр отверстия равен ½. Наружный диаметр у такой трубы будет равняться 20,995 мм, число шагов по длине — 25,4 мм, что значит около 14 шагов.
Например:
- G ½ -В— резьба трубная цилиндрическая, внутренний диаметр отверстия ½ дюйма, класс точности трубы совпадает с отметкой В.

- G1 ½ LH-B— труба цилиндрического типа, внутренний диаметр отверстия доходит до ½, класс точности В, левая.
Для внутренней цилиндрической трубы стоит использовать отверстие, которое будет полностью соответствовать параметрам.
Как быстро найти шаг в трубе
Можно рассмотреть дополнительные фотографии с англоязычных сайтов, которые смогут наглядно продемонстрировать методику использования и построения конструкции. Трубочная резьба характеризуется в большинстве случаев не общим размером между вершинами профиля, а числом общих витков на 1 дюйм вдоль всей оси поверхности. При помощи простой рулетки, а также линейки прикладываем, отмеряем один дюйм (25,4 мм) и визуально высчитываем количество шагов.
Будет намного проще, если в вашем ящике с инструментами будет находиться резьбомер для дюймового отмера. Таким прибором довольно просто проводить все измерения, но стоит помнить о том, что резьба может различаться углами вершин — 55 и 60 градусов.
Коническая трубная резьба ГОСТ 6211081
Единица измерения всех параметров в этом случае — дюйм.
Форма такой трубы будет соответствовать профилю трубной цилиндрической вырезки с общим углом в 55 градусов Цельсия.
Главные обозначения:
- Международная — R
- Япония — PT.
- Великобритания BSPT.
Для этого стоит указывать букву R и общий номинальный диаметр Dy. Обозначение в виде буквы характеризует наружный тип резьбы, Rc внутренний, а Rp – внутренний цилиндрический. По такому же аналогу с цилиндрической трубой для левой резьбы стоит применять LH.
Примеры:
R1 ½ -это наружная труба конической вырезки, номинальный диаметр которой равен Dy ½ дюйма.
R1 ½ LH — это наружная коническая труба, номинальный диаметр которой Dy будет равняться ½ дюйма.
- Дюймовая вырезка конической формы по ГОСТу 6111−52.
- Единица измерения в этом случае — также дюйм.
- Происходит его изготовление на поверхности с конусностью 1:16.
Обладает общим углом профиля около 60 градусов. Используется в изготовлении трубопроводов (водяных, воздушных, а также топливных) машин и станков с невысоким давлением при работе.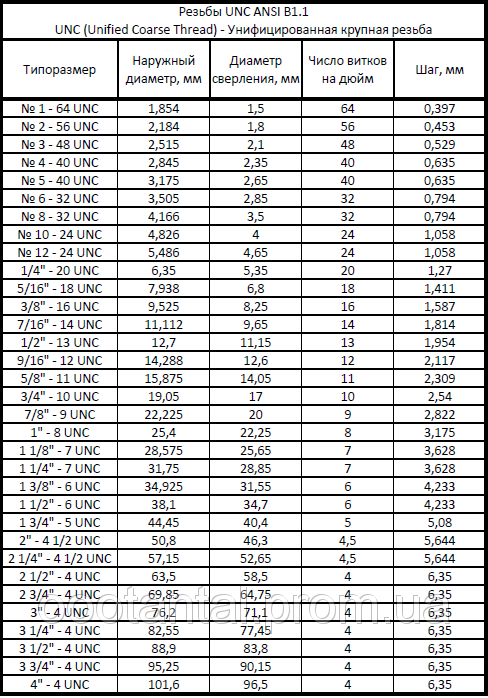 Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Применение такого вида соединений включает в себя особую герметичность и стопорение резьбы без воздействия дополнительных подручных средств (льняных нитей, а также пряжи с суриком).
Главные обозначения
Первой в названии имеется буква К, а после идёт слово ГОСТ.
Пример: К: ½ ГОСТ 6111–52 .
Расшифровывается такая надпись так: резьба коническая дюймовая с наружным, а также внутренним диаметром в основной плоскости, примерно равной наружному либо внутреннему разъёму трубы цилиндрического типа G ½.
Метрически конический тип вырезки. По ГОСт у 25229 -82.
Единицей измерения в этот раз выступает мм.
Процесс создания трубы происходит на поверхностях с общей конусностью в 1:16.
Применяется во время соединения трубопроводов. Угол в самой вершине витка будет доходить до 60. Главная плоскость смещена, если смотреть на торец.
Размер резьбы 1 2 дюйма в мм
Главная » Разное » Размер резьбы 1 2 дюйма в мм
Метрическая резьба и дюймовая – основные отличия
В данной статье будут рассмотрены такие понятия, связанные с резьбовым соединением, как метрическая и дюймовая резьба. Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
- Коническая и цилиндрическая резьба;
- Шаг резьбы;
- Номинальный диаметр резьбы;
- Метрическая резьба и дюймовая – на примерах.
Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути – не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность отсутствует.
Шаг резьбы (метрическая и дюймовая)Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
|---|---|
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
|---|---|---|---|---|---|
| Обозначение | Число ниток N на 1″ | Шаг резьбы S, мм | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Внутренний диаметр резьбы, мм |
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
В маркировке обычно присутствует номинальный диаметр, за который в большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм – внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах.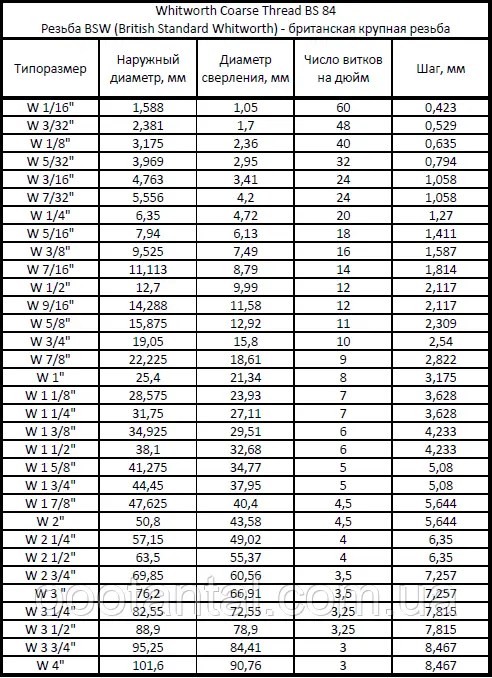 Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 – о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 – о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
| Таблица перевода маркировки резьбы фитинга в дюймы | |
|---|---|
| Маркировка резьбы фитинга | Резьба в дюймах |
| 01 | 1/8″ |
| 02 | 1/4″ |
| 03 | 3/8″ |
| 04 | 1/2″ |
Профили конической и цилиндрической резьб совпадают, что позволяет свинчивать между собой фитинги с конические резьбой и цилиндрической.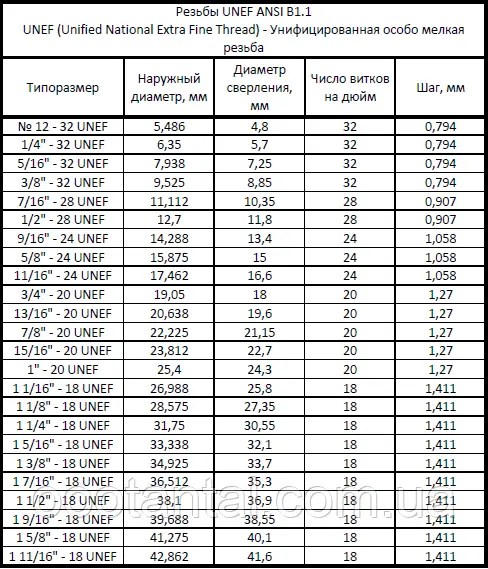
Американская дюймовая резьба, размеры сечений
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине 60°, что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D, за которым следует шаг – TPI (количестве ниток на дюйм) и ее тип – UNC или UNF. Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12, которое стоит после символа # или №. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12, которое стоит после символа # или №. Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Американская резьба с крупным шагом – UNC
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр |
Шаг резьбы, мм |
|
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 |
0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
Американская резьба с мелким шагом – UNF
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Американская резьба с особо мелким шагом – UNEF
| Размер резьбы |
Число ниток на дюйм |
D – наружный диаметр | Dp – средний диаметр | Di – внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #12 | 5,49 | 32 | 5,49 | 4,97 | 4,63 | 0,79 |
| 1/4 | 6,35 | 32 | 6,35 | 5,83 | 5,49 | 0,79 |
| 5/16 | 7,94 | 32 | 7,94 | 7,42 | 7,08 | 0,79 |
| 3/8 | 9,53 | 32 | 9,53 | 9,01 | 8,67 | 0,79 |
| 7/16 | 11,1 | 28 | 11,11 | 10,52 | 10,13 | 0,91 |
| 1/2 | 12,7 | 28 | 12,70 | 12,11 | 11,72 | 0,91 |
| 9/16 | 14,3 | 24 | 14,29 | 13,60 | 13,14 | 1,06 |
| 5/8 | 15,9 | 24 | 15,88 | 15,19 | 14,73 | 1,06 |
| 11/16 | 17,5 | 24 | 17,46 | 16,77 | 16,32 | 1,06 |
| 3/4 | 19,1 | 20 | 19,05 | 18,22 | 17,68 | 1,27 |
| 13/16 | 20,6 | 20 | 20,64 | 19,81 | 19,26 | 1,27 |
| 7/8 | 22,2 | 20 | 22,23 | 21,40 | 20,85 | 1,27 |
| 15/16 | 23,8 | 20 | 23,81 | 22,99 | 22,44 | 1,27 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1 | 25,4 | 20 | 25,40 | 24,57 | 24,03 | 1,27 |
| 1 1/16 | 26,9 | 18 | 26,99 | 26,07 | 25,46 | 1,41 |
| 1 1/8 | 28,6 | 18 | 28,58 | 27,66 | 27,05 | 1,41 |
| 1 3/16 | 30,2 | 18 | 30,16 | 29,25 | 28,64 | 1,41 |
| 1 1/4 | 31,8 | 18 | 31,75 | 30,83 | 30,22 | 1,41 |
| 1 5/16 | 33,3 | 18 | 33,40 | 32,42 | 31,81 | 1,41 |
| 1 3/8 | 34,9 | 18 | 34,93 | 34,01 | 33,40 | 1,41 |
| 1 7/16 | 36,5 | 18 | 36,51 | 35,60 | 34,99 | 1,41 |
| 1 1/2 | 38,1 | 18 | 38,10 | 37,18 | 36,57 | 1,41 |
| 1 9/16 | 39,7 | 18 | 39,69 | 38,77 | 38,16 | 1,41 |
| 1 5/8 | 41,3 | 18 | 41,27 | 40,36 | 39,75 | 1,41 |
| 1 11/16 | 42,9 | 18 | 42,86 | 41,95 | 41,34 | 1,41 |
Диаметр сверления под дюймовую резьбу
Важно! Гайки имеют внутреннюю резьбу, наружный диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже). То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
То есть, если для болта 1/4″ он составляет 6,35 мм, то для гайки 1/4″ он будет равняться 5,35 UNC и 5,5 UNF, и 5,56 UNEF (мм).
| Обозначение размера | UNC (мм) | UNF (мм) | UNEF (мм) |
| #0 | - | 1,25 | - |
| #1 | 1,5 | 1,55 | - |
| #2 | 1,8 | 1,9 | - |
| #3 | 2,1 | 2,15 | - |
| #4 | 2,35 | 2,4 | - |
| #5 | 2,65 | 2,7 | - |
| #6 | 2,85 | 2,95 | - |
| #8 | 3,5 | 3,5 | - |
| #10 | 4 | 4,1 | - |
| #12 | 4,65 | 4,7 | 4,78 |
| 1/4″ | 5,35 | 5,5 | 5,56 |
| 5/16″ | 6,8 | 6,9 | 7,14 |
| 3/8″ | 8,25 | 8,5 | 8,77 |
| 7/16″ | 9,65 | 9,9 | 10,3 |
| 1/2″ | 11,15 | 11,5 | 11,9 |
| 9/16″ | 12,6 | 12,9 | 13,1 |
| 5/8″ | 14,05 | 14,5 | 14,7 |
| 3/4″ | 17,0 | 17,5 | 17,9 |
| 7/8″ | 20,0 | 20,4 | 21,0 |
| 1″ | 22,85 | 23,25 | 24,2 |
| 1 1/8″ | 25,65 | 26,5 | - |
| 1 1/4″ | 28,85 | 29,5 | - |
| 1 3/8″ | 31,55 | 32,75 | - |
| 1 1/2″ | 34,7 | 36,0 | - |
| 1 3/4″ | 40,40 | - | - |
| 2″ | 46,30 | - | - |
| 2 1/4″ | 52,65 | - | - |
| 2 1/2″ | 58,5 | - | - |
| 2 3/4″ | 64,75 | - | - |
| 3″ | 71,10 | - | - |
| 3 1/4″ | 77,45 | - | - |
| 3 1/2″ | 83,8 | - | - |
| 3 3/4″ | 90,15 | - | - |
| 4″ | 96,5 | - | - |
Таблица с размером (диаметром) сверла под дюймовый крепеж (винты, болты, шпильки)
Статьи по теме:
Полезные советы Обновлено: 30.10.2020 14:35:02
Сергей
Ещё бы таблицу дюймовых резьб UN. А то для крупной, мелкой и особо мелкой написали, а для стандартной нет. Для Павла. У тебя стандартная трубная резьба 1/2 дюйма 14 ниток на дюйм.
01.08.2021 22:00:38
Павел
Я не нашел резьбу, Китайского мать его термостата. Диаметр нар 21.56 мм. ближайшее 14 ниток (1.75 мм. щуп становится) Отверстие с этой резьбой 20.3 мм. Что за хрень….. буду точить токарем…
06.07.2021 16:01:39
Алексей
Диаметр сверления под дюймовую резьбу
Важно! Гайки имеют внутреннюю резьбу, !наружный! диаметр (D) которой равен размеру отверстия в теле гайки под резьбу (таблица ниже). (Цитата из названия последней таблицы)
Возможно диаметр внутренний, он же диаметр отверстия резьбы
08.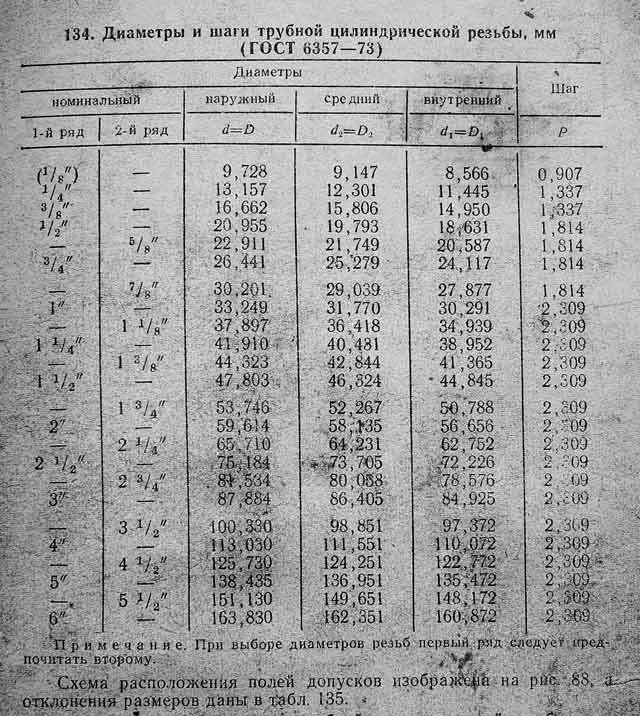 12.2020 12:46:33
12.2020 12:46:33
Евгений Гурьевич
СПАСИБО за ПОЛНОТУ !
19.11.2020 17:20:33
petr
спасибо
17.08.2020 23:41:02
Источник: http://krepcom.ru:443/blog/poleznye-sovety/amerikanskaya-dyuymovaya-rezba-razmery-secheniy/
Наши контакты:
E-mail: [email protected]
Телефон: 8 (800) 333-21-68
Обозначение и размеры трубной резьбы
В настоящей статье я хочу не только привести сухие факты, о размерах дюймовой трубной резьбы с ссылками на стандарты и ГОСТы, но довести до читателя интерсный факт об особенностях обозначения последней.
Так, кто уже сталкивался с трубными резьбами не раз удивлялся несоответсвию наружного диаметра резьбы и ее обозначению. К примеру резьба 1/2 дюйма имеет наружный диаметр 20,95 мм, хотя по логике с метрическими резьбами должна быть 12,7 мм. Все дело в том, что в дюймовой резьбе фактически указывают проходное отверстие трубы, а не наружный диаметр резьбы. При этом, добавляя к размеру отверстия стенки трубы мы и получаем завышенный наружный диаметр к которому привыкли в обозначениях метрических резьб. Условно так называемый трубный дюйм составляет 33,249 мм, то есть 25,4 + 3,92+ 3,92 (где 25,4 проход, 3,92 – стенки трубы). Стенки трубы принимаются исходя из рабочего давления для резьбы. В зависимости от диаметра трубы также соответственно увеличиваются, так как труба с большим диаметром должна иметь более толстые стенки, чем труба с меньшим диматером на одно и то же рабочее давление.
Условно так называемый трубный дюйм составляет 33,249 мм, то есть 25,4 + 3,92+ 3,92 (где 25,4 проход, 3,92 – стенки трубы). Стенки трубы принимаются исходя из рабочего давления для резьбы. В зависимости от диаметра трубы также соответственно увеличиваются, так как труба с большим диаметром должна иметь более толстые стенки, чем труба с меньшим диматером на одно и то же рабочее давление.
Трубные резьбы делятся на следующие:
Резьба трубная цилиндрическая
– это дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм. Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
| Шаг резьбы Р, мм | Число ниток на дюйм |
| 0.907 | 28 |
| 1,337 | 19 |
|
1,814 |
14 |
|
2,309 |
11 |
Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.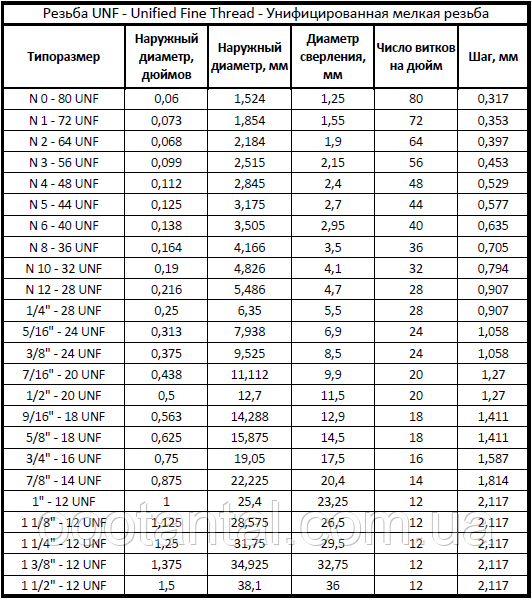
Стандарты:
ГОСТ 6357-81 — Основные нормы взаимозаменяемости.
Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″, класс точности А — обозначается как G1 1/4-A. Еще раз намопним, что следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером и больше соответственно на толщину стенок трубы.
Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛” | 37,897 | 36,418 | 34,939 | ||
| 1¼” | 41,910 | 40,431 | 38,952 | ||
| 1⅜” | 44,323 | 42,844 | 41,365 | ||
| 1½” | 47,803 | 46,324 | 44,845 | ||
| 1¾” | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼” | 65,710 | 64,231 | 62,762 | ||
| 2½” | 75,184 | 73,705 | 72,226 | ||
| 2¾” | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼” | 93,980 | 92,501 | 91,022 | ||
| 3½” | 100,330 | 98,851 | 97,372 | ||
| 3¾” | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½” | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½” | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
Метчик-плашка 1/2-20 UNF и про дюймовую резьбу
Когда речь идет про дюймовую резьбу, то возникает путаница, поскольку есть несколько видов т. н. дюймовых резьб (вплоть до трубной, трубной конусной и т.д.). Но если говорить про дюймовый автомобильный крепеж американских автомобилей, то это в первую очередь стандарт UTS (Unified Thread Standard).
н. дюймовых резьб (вплоть до трубной, трубной конусной и т.д.). Но если говорить про дюймовый автомобильный крепеж американских автомобилей, то это в первую очередь стандарт UTS (Unified Thread Standard).
У резьбы UTS профиль такой же формы, что и у привычной метрической (ISO) резьбы. Отличаются только номинальный диаметр и шаг резьбы, которые задается в дюймовых, а не в метрических единицах длины. Значения диаметра и шага связаны, есть три варианта: UNC (крупный шаг резьбы), UNF (мелкий шаг резьбы) и UNEF (очень мелкий шаг резьбы)
И еще не стоит путать дюймовую UTS резьбу и дюймовые размеры шестигранников гаек и головок болтов. Бывает, что у UTS-резьбы метрический (или очень близкий) размер шестигранника. Бывает и наоборот, что у метрической резьбы размер шестигранника дюймовый (3/8″, например).
Ближе к практике. Хоть мой Jeep Cherokee KJ и американский автомобиль, но именно дюймовой резьбы там достаточно мало. Но есть та, с которой имеешь дело чаще всего – дюймовая резьба 1/2-20 UNF колесных болтов и гаек. 1/2 – это номинальный диаметр 1/2″ (12.7мм). 20 – это число витков на дюйм (шаг 1.27мм). Мелкая (UNF) резьба, такая комбинация (1/2-20) является стандартной для неё.
1/2 – это номинальный диаметр 1/2″ (12.7мм). 20 – это число витков на дюйм (шаг 1.27мм). Мелкая (UNF) резьба, такая комбинация (1/2-20) является стандартной для неё.
А вот гайки колесные идут под 19 мм ключ (или 3/4″, если в дюймовых размерах).
Давно собирался обзавестись метчиком и плашкой 1/2-20 UNF. Очень полезно подправлять грязную резьбу колесных болтов и гаек. Заказал в Китае, но уже распрощался с ними – очень уже долго почтой шли. И вот после почти трех месяцев они всё же приехали.
Коробка метчика:
2B – это второй класс точности (обычный), внутренняя резьба (B).
Метчик и плашка:
Чистка резьбы колесного болта:
Проверка на колесной гайке:
Полезные вещи, пригодятся.
Еще по этой теме:
Изображения из альбомов:
Почему диаметры газовых фитингов, которые называются ½; ¼ дюйма и т.д. не совпадают с математическим дюймом (если мерить штангенциркулем)?
Евгений 03. 10.2017
10.2017
Евробаллон Действительно, диаметр трубы в промышленности и в быту измеряют преимущественно в дюймах.
Данные наименования диаметров резьбы относятся к “трубным” дюймам. Понятие “трубный дюйм” не научное, но, тем не менее, имеющее совершенно определенный смысл, причем размер “трубного дюйма” не равен дюйму обыкновенному, хотя и связан с ним.
Один “трубный дюйм” — это наружный диаметр трубы, внутренний диаметр которой примерно равен одному дюйму обыкновенному.
Дело в том, что трубы изготавливают определенного наружного диаметра, но с разной толщиной стенок в зависимости от назначения. Поэтому для обозначения труб используют понятие “условного диаметра”, то есть “особого” внутреннего диаметра трубы, которому соответствует определенный наружный диаметр.
Так, трубам с “условным диаметром” в 40 мм соответствуют трубы с наружным диаметром 45 мм. А истинный внутренний диаметр труб с “условным диаметром” 40 мм, то есть с наружным диаметром 45 мм, может равняться 35; 37; 39; 41 и 43 мм. Таким образом, у трубы с “условным диаметром” 40 мм истинный внутренний диаметр бывает равен и 35 мм, и 43 мм, не считая промежуточных значений.
Таким образом, у трубы с “условным диаметром” 40 мм истинный внутренний диаметр бывает равен и 35 мм, и 43 мм, не считая промежуточных значений.
Еще один пример. У водопроводной однодюймовой трубы “условный диаметр” равен 25 мм, наружный диаметр – 33,6 мм. А вот истинный внутренний диаметр такой трубы будет либо 27,1 мм (обычная толщина стенки), либо 25,6 мм (усиленная толщина стенки). Таким образом “трубный дюйм” составляет 33,6 мм, наружный диаметр, нарезаемой на такой трубе резьбы несколько меньше и равен 33,25 мм.
Исторически сложилось так : трубный дюйм = 33,249 мм. Образовался он просто: к размеру (в дюймах), характеризующему внутренний диаметр трубы, добавили толщину обеих стенок. И получилось, что наружный диаметр дюймовой трубы – 33,249 мм, полудюймовой — 21, 25 мм.
И, соответственно, трубная резьба характеризуется определенным количеством ниток резьбы опять-таки на один дюйм, то есть 25,4 мм. Для выяснения шага метрической резьбы измеряют расстояние между гребнями нескольких ниток резьбы, а потом делят это расстояние на число ниток. При дюймовой резьбе считают нитки, которые умещаются в одном дюйме (25,4 мм).
При дюймовой резьбе считают нитки, которые умещаются в одном дюйме (25,4 мм).
Соотношение метрической резьбы и дюймовой
Резьба Наружный диаметр, мм
1/2″ = 20,955 мм
3/4″ = 26,441 мм
1″ = 33,249 мм
1 1/4″ = 41,91 мм
1 1/2″ = 47,803 мм
2″ = 59,614 мм
2 1/2″ = 75,184 мм
3″ = 87,884 мм
Вы можете не только купить композитные газовые баллоны, но и узнать о них все. Если нужной Вам информации не окажется на странице нашего ресурса, или Вы просто не хотите ждать и искать, позвоните нашим консультантам прямо сейчас по многоканальному номеру в городе Москва: 8 (800) 500-06-34
Диаметр трубы 1 дюйм в см и мм: фото трубы
Смонтировать коммуникационную систему любого рода таким образом, чтобы полностью избежать соединений, невозможно. Хотя бы потому, что трубопровод в конечном итоге подводится к какому-то объекту потребления – сантехника, радиатор, стиральная машина, и соединяется с выходным патрубком устройства. И главным условием для герметичной качественной сборки является соответствие диаметра трубы и размера соединяющего элемента.
Таблица
Размерные параметры трубы
Вне зависимости от материала изготовления – полимер, металл, керамика и так далее, изделие характеризуется рядом показателей, ориентируясь на которые, потребитель может выбрать необходимое изделие.
- Внешний диаметр – то есть, наружный размер трубы (речь идет только о круглом сечении).
- Внутренний – размер рабочего сечения.
- Толщина стенки – во многом определяет прочность изделия.
Сумма внутреннего диаметра и удвоенной толщины стенки составляет внешний. Фактическое положение вещей этому утверждению соответствует. Но когда речь идет о ВГП, необходимо учитывать вот какой момент. Чаще всего водоводы соединяются резьбовым методом. Резьба наносится на внешнюю часть, в итоге диаметр резьбы отнюдь не равен наружному размеру. А так как для монтажа важно знать именно показатели резьбы, то данный параметр оказывается более важным и зачастую указывается вместо фактического размера изделия.
Например, водовод в 1 дюйм вовсе не равен по внешнему диаметру в 2,54 см, так как 1 дюйм – это указание на размер резьбы.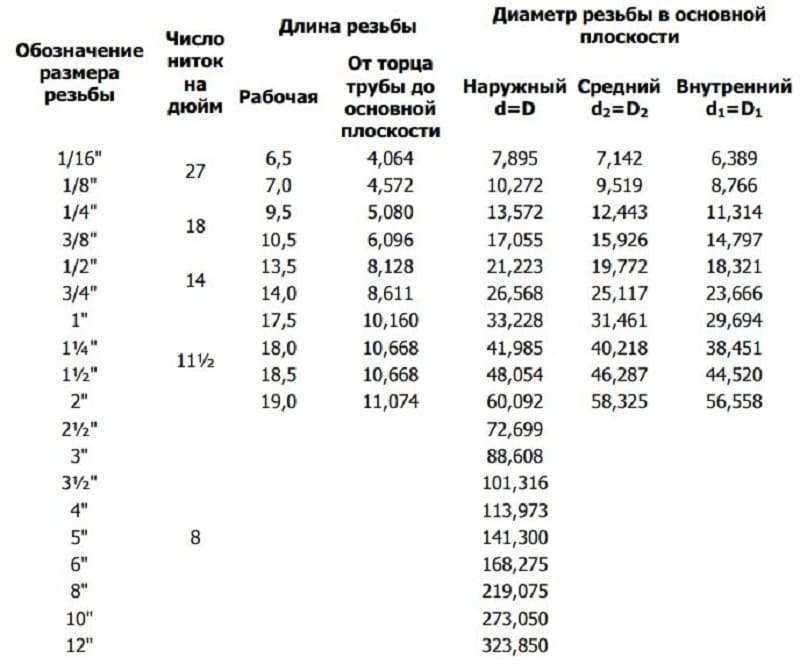
Путаница эта усугубляется использованием двух измерительных систем с одной стороны, и разнообразием существующей на сегодня продукции с другой.
Условный проход
Задача водопроводной системы заключается в равномерном снабжении всех потребителей должным количеством воды. Основным параметров вычисления является пропускная способность трубопровода, то есть то количество воды, которое может пройти за единицу времени.
- Параметр этот называют условным проходом – Dn. Единицы измерения как таковой у него нет – это условная, нефактическая величина, указывается в целых числах и обозначает примерный условный просвет трубы. Шаг между значениями рассчитан теоретически, с таким условием, чтобы при каждом следующем увеличении пропускная способность трубопровода возрастала на 40–60%.
Удобство системы очевидно только при практическом использовании. Достаточно по таблице подобрать водоводы и фитинги с равным условным проходом, чтобы гарантировано получить работающую водопроводную систему.

Соответственно, стальная труба в 1 дюйм имеет условный проход 1 дюйм, при этом ее фактический внутренний диаметр составляет 25,5 мм, наружный с резьбой – 33, 25.
Измерительные системы
Наличие двух способов измерения имеет исторические корни.
- Имперская – в дюймах, на сегодня применяется только для водо- и газопроводных стальных труб и соответствующей водопроводной арматуры.
- Метрическая – в мм, см и м. Используется для любой другой трубной продукции.
При стыковке водоводов из разных материалов и возникают сложности с пересчетом из одной системы в другую.
Дюймовая и метрическая трубы
Выпускаются как дюймовые, так и стандартные стальные водоводы, что еще больше запутывает дело. Визуально отличить их можно по виду нитки резьбы – у трубы в 1 дюйм нити закруглены. На фото демонстрируются образцы.
Шаг резьбы измеряется по-разному. В метрических изделиях по внешним границам ниток, в дюймовых – по внутренним. Расстояние разное при разных размерах сечения.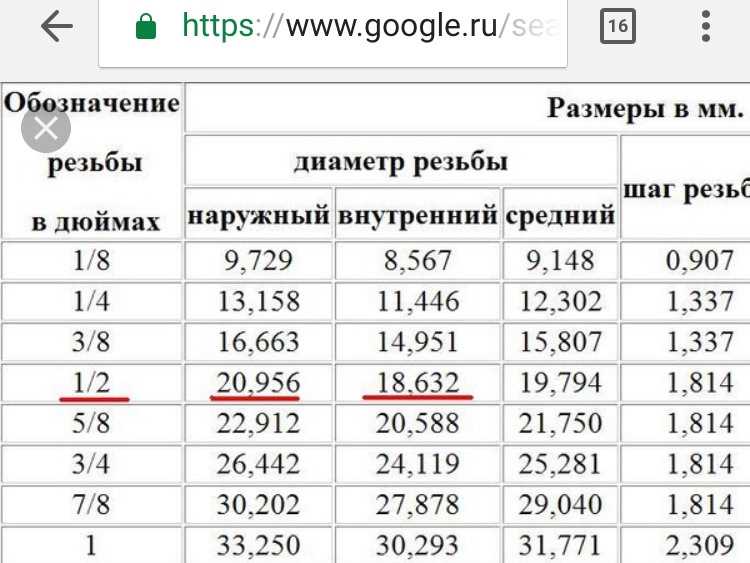
- ½ и ¾ – шаг составляет 1,814 мм.
- От 1 дюйма до 6 – 2, 309.
Трубный 1 дюйм, который используется в имперской системе не равен 2, 54 см, как ему положено, а равняется 3, 3249, поскольку включает в себя и внутренний размер, и толщину стенок. Исключение составляет водовод в ½ дюйма.
Перевод размеров дюймовых в метрические
Справочная литература содержит соответствующие таблицы. Тот же ГОСТ, регламентирующий параметры ВГП, указывает как дюймовый условный проход, так и миллиметровый. К сожалению, для сборки системы в одно целое необходимо еще и фактическое значение внутреннего диаметра. В то время как таблицах чаще указывается наружный.
Самая удобная таблица содержит величину условного прохода в дюймах, внешний размер трубы и эквивалентный диаметр в мм. Он указывает на такую пропускную способность, которая соответствует дюймовой.
Например, стальной водовод в 1 дюйм может соединяться с полиэтиленовым, условный проход которого равен 25 мм.
Диаметр отверстий под трубную цилиндрическую резьбу G1/4, G3/8, G1/2, G3/4, G1
| Обозначение резьбы | Шаг резьбы, мм | Число ниток на 1 дюйм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу, мм | ||
|---|---|---|---|---|---|---|
| Номинальный | Предельные отклонения для классов точности | |||||
| A | B | |||||
| G1/8 | 0.907 | 28 | 8.7 | 8.62 | +0.1 | +0.2 |
| G1/4 | 1.337 | 19 | 11.5 | 11.5 | +0.12 | +0.25 |
| G3/8 | 1.337 | 19 | 15 | 15 | +0.12 | +0.25 |
| G1/2 | 1.814 | 14 | 18.75 | 18.68 | +0.14 | +0.28 |
| G5/8 | 1.814 | 14 | 20.75 | 20.64 | +0.14 | +0.28 |
| G3/4 | 1. 814 814 | 14 | 24.25 | 24.17 | +0.14 | +0.28 |
| G7/8 | 1.814 | 14 | 28 | 27.93 | +0.14 | +0.28 |
| G1 | 2.309 | 11 | 30.5 | 30.34 | +0.18 | +0.36 |
| G1 1/8 | 2.309 | 11 | 35 | 35 | +0.18 | +0.36 |
| G1 1/4 | 2.309 | 11 | 39 | 39 | +0.18 | +0.36 |
| G1 3/8 | 2.309 | 11 | 41.5 | 41.41 | +0.18 | +0.36 |
| G1 1/2 | 2.309 | 11 | 45 | 44.9 | +0.18 | +0.36 |
| G1 3/4 | 2.309 | 11 | 51 | 50.84 | +0.18 | +0.36 |
| G2 | 2.309 | 11 | – | 56.7 | +0.18 | +0.36 |
| G2 1/4 | 2.309 | 11 | – | 62.8 | +0.22 | +0.43 |
| G2 1/2 | 2. 309 | 11 | – | 72.27 | +0.22 | +0.43 |
| G2 3/4 | 2.309 | 11 | – | 78.62 | +0.22 | +0.43 |
| G3 | 2.309 | 11 | – | 84.97 | +0.22 | +0.43 |
| G3 1/4 | 2.309 | 11 | – | 91.07 | +0.22 | +0.43 |
| G3 1/2 | 2.309 | 11 | – | 97.42 | +0.22 | +0.43 |
| G3 3/4 | 2.309 | 11 | – | 103.77 | +0.22 | +0.43 |
| G4 | 2.309 | 11 | – | 110.12 | +0.22 | +0.43 |
| G4 1/2 | 2.309 | 11 | – | 122.82 | +0.22 | +0.43 |
| G5 | 2.309 | 11 | – | 135.52 | +0.22 | +0.43 |
| G5 1/2 | 2.309 | 11 | – | 148.22 | +0.22 | +0.43 |
| G6 | 2.309 | 11 | – | 160. 92 | +0.22 | +0.43 |
THREAD SELECTION CHART – таблица ниток, как выбрать резьбу
После измерения резьбы и ее шага мы можем приступить к ее идентификации. В зависимости от полученного размера (мм) проверяем, является ли резьба метрической, дюймовой (bsp), unf или nptf. Чтобы правильно определить резьбу, измерьте ее штангенциркулем снаружи или внутри в зависимости от типа резьбы и найдите ее в таблице ниже. Если у вас возникли проблемы с идентификацией резьбы, свяжитесь с нашим отделом продаж, который будет рад помочь и проконсультировать вас.ВНИМАНИЕ, ЕСЛИ У ВАС ВОЗНИКЛИ ПРОБЛЕМЫ С ИСПОЛЬЗОВАНИЕМ СТОЛА, ИЗМЕРЬТЕ РЕЗЬБУ И ПОЗВОНИТЕ НАМ ПО ТЕЛ. Тел. (67) 350 53 69 ПОМОГАЕМ И ПЕРЕВОДИМ.
измерение внешней резьбы измерение внутренней резьбы
Щелкнув по резьбе, вы увидите муфты и фитинги, доступные с этой резьбой
.
РЕЗЬБА ВНЕШНЯЯ | Шаг резьбы | РЕЗЬБА ВНУТРЕННЯЯ | Метрическая система | БСП | УНФ | НПТФ |
| размер резьбы в мм | размер резьбы в мм | ТИПИЧНАЯ Метрическая (европейская) резьба | ТИПИЧНАЯ британская дюймовая резьба | СТАНДАРТНАЯ американская резьба | Американский конический | |
| 9,3-9,7 | 28/дюйм | 8,5-8,9 | 1/8” – 28 | |||
| 9,3-9,7 | 29/дюйм | 8,5-8,9 | 1/8” – 29 | |||
| 9,7-9,9 | 1,5 мм | 8,2-8,6 | M10x1,5 M10X1 | |||
| 10,9-11,1 | 20/дюйм | 9,7-10,0 | 7/16” – 20 | |||
| 11,6-11,9 | 1,5 мм | 10,2-10,6 | М12х1,5 | |||
| 12,4-12,7 | 20/дюйм | 11,3-11,6 | 1/2” – 20 | |||
| 12,9-13,1 | 19/дюйм | 11,4-11,9 | 1/4” – 19 | |||
| 12,9-13,1 | 18/дюйм | 11,4-11,9 | 1/4” – 18 | |||
| 13,6-13,9 | 15 мм | 12,2-12,6 | М14х1,5 | |||
| 14,0-14,3 | 18/дюйм | 12,7-13,0 | 9/16” – 18 | |||
| 15,6-15,9 | 15 мм | 14,2-14,6 | М16х1,5 | |||
| 16,3-16,6 | 19/дюйм | 14,9-15,4 | 3/8” – 19 | |||
| 16,3-16,6 | 18/дюйм | 14,9-15,4 | 3/8” – 18 | |||
| 17,2-17,5 | 16/дюйм | 15,8-16,1 | 11/16” – 16 | |||
| 17,6-17,9 | 1,5 мм | 16,2-16,6 | М18х1,5 | |||
| 18,7-19,0 | 16/дюйм | 17,3-17,6 | 3/4” – 16 | |||
| 19,6-19,9 | 15 мм | 18,2-18,6 | М20×1,5 | |||
| 20,3-20,6 | 16/дюйм | 18,9-19,2 | 13/16” – 16 | |||
| 20,5-20,9 | 14/дюйм | 18,6-19,0 | 1/2” – 14 | 1/2” – 14 | ||
| 21,6-21,9 | 15 мм | 20,2-20,6 | М22×1,5 | |||
| 22,0-22,2 | 14/дюйм | 20,2-20,5 | 7/8” – 14 | |||
| 22,6-22,9 | 14/дюйм | 20,6-21,0 | 5/8” – 14 | 5/8” – 14 | ||
| 25,2-25,5 | 14/дюйм | 23,4-23,7 | 1 ” – 14 | |||
| 23,6-23,9 | 1,5 мм | 22,2-22,6 | М24×1,5 | |||
| 25,6-25,9 | 1,5 мм | 24,2-24,6 | М26х1,5 | |||
| 26. 1-26.4 | 14/дюйм | 24,1-24,5 | 3/4” – 14 | |||
| 26,6-26,9 | 12/дюйм | 24,3-24,7 | 1.1/16” – 12 | |||
| 26,6-26,9 | 2 мм | 24,6-25,0 | М27х2 | |||
| 26,6-26,9 | 1,5 мм | 25,2-25,6 | М27×1,5 | |||
| 29,6-29,9 | 2 мм | 27,4-27,8 | М30х2 | |||
| 29,8-30,1 | 12/дюйм | 27,6-27,9 | 1.3/16” – 12 | |||
| 29,6-29,9 | 1,5 мм | 28,2-28,6 | М30×1,5 | |||
| 33,0-33,2 | 11/дюйм | 30,3-30,8 | 1 ” – 11 | |||
| 32,6-32,9 | 2 мм | 30,6-31,0 | М33х2 | |||
| 32,6-32,9 | 15 мм | 31,2-31,6 | М33х1,5 | |||
| 33,0-33,3 | 12/дюйм | 30,8-31,2 | 1. 5/16” – 12 | |||
| 32,9-33,4 | 11,5/дюйм | 30,3-30,8 | 1 ” – 11,5 | |||
| 36,2-36,5 | 12/дюйм | 34,0-34,4 | 1,7/16” – 12 | |||
| 35,6-35,9 | 2 мм | 33,4-33,8 | М36х2 | |||
| 37,6-37,9 | 1,5 мм | 36,2-36,6 | М38х1,5 | |||
| 40,9-41,2 | 12/дюйм | 38,7-39,1 | 15/8” – 12 | |||
| 41,6-41,9 | 2 мм | 39,4-39,8 | М42х2 | |||
| 41,5-41,9 | 11/дюйм | 39,0-39,5 | 1 1/4” – 11 | |||
| 41,4-42,0 | 11,5/дюйм | 39,2-39,5 | 1 1/4” – 11,5 | |||
| 42,5-42,8 | 12/дюйм | 40,3-40,7 | 1. 11/16” – 12 | |||
| 44,6-44,9 | 2 мм | 42,4-42,8 | М45х2 | |||
| 12/дюйм | 45,1-45,5 | 1,7/8” – 12 | ||||
| 11/дюйм | 44,8-45,3 | 1 1/2” – 11 | ||||
| 47,3-47,9 | 11,5/дюйм | 45,1-45,5 | 1 1/2 дюйма – 11,5 | |||
| 50,5-50,8 | 12/дюйм | 48,3-48,7 | 2” – 12 | |||
| 51,6-51,9 | 2 мм | 49,4-49,6 | М52х2 | |||
| 59,2-59,6 | 11/дюйм | 56,2-56,6 | 2” – 11 |
Читайте также:
.
Типовая дюймовая резьба – размеры
Под типичной дюймовой резьбой мы чаще всего подразумеваем дюймовую трубную резьбу, используемую в соединениях труб, традиционно встречающихся в обычных домах и сантехнике.
Резьбы — это крепежные элементы между различными частями машин. Это разъемное соединение, оно позволяет соединять 2 и более частей.
В случае типичных дюймовых резьб G (BSP от British Standard Pipe), изготовленных по ISO-228, широко известных как трубные, мы имеем дело с резьбами, которые в основном используются в соединениях труб, в которых протекает жидкость (чаще всего вода) или канализация.
Основная информация о резьбе
дюймов
Трубная резьба измеряется в британских дюймах, что составляет 1 дюйм = 25,4 мм, а ее очертание треугольное с углом при вершине 55 градусов, Р – это шаг между витками, измеряемый в дюймах. Я прихожу в размерах от 1/16 дюйма до 6 дюймов.
Это цилиндрическая резьба, что означает, что она имеет постоянный размер по всей своей длине. Различают трубную резьбу дюймовую, внутреннюю, выполненную в отверстиях, и наружную, выполненную на валах.
Дюймовая резьба является неточной резьбой, поэтому для получения герметичности на резьбе применяют герметики в виде тефлона, пакли или прокладок. Внутренняя дюймовая резьба только с одним допуском на размер, а наружная дюймовая резьба с двумя допусками.
- A – стандартный допуск внутренней резьбы, такой же, как у внутренней резьбы
- B – допуск внутренней резьбы с двойными значениями – расширенный
Размеры дюймовой резьбы
| G [дюйм] | Ход 1″ / P [мм] | Ø отверстия [мм] | Вал Ø [мм] |
| G1/16 | 28 | 6,7 | 7,6 |
| G1/8 | 28 | 8,7 | 9,6 |
| G1/4 | 19 | 11,7 | 13,0 |
| G3/8 | 19 | 15,2 | 16,5 |
| G1/2 | 14 | 18,9 | 20,8 |
| G5/8 | 14 | 20,9 | 22,8 |
| G3/4 | 14 | 24,4 | 26,3 |
| G7/8 | 14 | 28,2 | 30,1 |
| G1 | 11 | 30,6 | 33,1 |
| Г 1. 1/8 | 11 | 35,3 | 37,7 |
| Г 1,1/4 | 11 | 39,3 | 41,7 |
| Г 1,1/2 | 11 | 45,2 | 47,6 |
| G 1,3/4 | 11 | 51,1 | 53,6 |
| Г 2 | 11 | 57,0 | 59,4 |
| Г 2.1/4 | 11 | 63,1 | 65,5 |
| Г 2,1/2 | 11 | 72,6 | 75,0 |
| G 2,3/4 | 11 | 78,9 | 81,3 |
| Г 3 | 11 | 85,3 | 87,7 |
| Г 3,1/2 | 11 | 97,7 | 100,1 |
| Г 4 | 11 | 110,4 | 112,8 |
| Г 4. 1/2 | 11 | 123,1 | 125,5 |
| Г 5 | 11 | 135,8 | 138,2 |
| Г 5,1/2 | 11 | 148,5 | 150,9 |
| Г 6 | 11 | 161,2 | 163,6 |
Как получить дюймовую резьбу
Дюймовая трубная резьба G может быть получена несколькими способами в зависимости от ее типа, будь то внутренняя или наружная резьба, мы используем соответствующие режущие инструменты.
Обработка внутренней дюймовой резьбы
Внутренняя резьба дюймовых труб наносится в отверстии машинными метчиками, ручными метчиками или резьбовыми фрезами (то есть режущими инструментами, создающими резьбу за счет потери материала) или резьбонарезным станком (тиснение материала).
| Имперские ручные метчики G | Машинный метчик для дюймовых труб G |
Обработка дюймовой наружной резьбы
Дюймовая наружная резьба изготавливается в основном путем натачивания резьбы токарными ножами, загнутыми на индексируемую вставку, или припаянной пластиной, или с помощью штампов.
| Складной токарный нож с резьбой | Дюймовая трубчатая матрица G |
Типы обычных дюймовых резьб
Для большинства пользователей дюймовой резьбой является дюймовая трубная резьба G в соотв. ISO-228, однако в промышленности используются и другие дюймовые резьбы, о которых уже знают фрезеровщики/токарщики и слесари, а это 2 вида резьбы.
- Американская дюймовая резьба UNC, UNF, UN, UNS, UNEF
- Резьба British Whithworth BSW, BSF
- Дюймовая параллельная резьба RC / RP PN-ISO 7/1
- Американская коническая резьба 1:16 NPT, NPTF ANSI B-1.20.1
- Американская цилиндрическая трубная резьба NPSF ANSI B 1.20.3
Обыкновенная дюймовая резьба – последнее изменение размеров: 21 сентября 2021 г., автор Tomek
.
Резьбы дюймовые, их размеры и таблицы
star_rate Оценка статьи 0
Дюймовая резьба – это одно из обозначений резьбы, рядом с метрической, круглой, прямоугольной, деревянной, цилиндрической и многими другими резьбами. Однако – что такое резьба и каковы стандарты дюймовой резьбы? В дальнейшей части статьи вы найдете конкретные ответы на эти вопросы, а также таблицы резьбы дюймов, написанные от А до Я , которые будут полезны в вашей повседневной работе.
рис Принадлежности для дюймовых заклепок FAR.
Что такое поток и каково его назначение?
Резьбой называется выступ, вырез на болте, выполненный на конической (так называемая динамическая резьба) или цилиндрической поверхности. Важной особенностью нитей является то, что они дополняют друг друга. Что это значит? Именно тем, что внутренняя (внутренняя резьба — гайка) и внешняя (наружная резьба — винт) тщательно подобраны, т.е. такие, которые позволяют идеально их соединить.
Рис. Сечение цилиндрической заклепки-гайки.
Механизм и конструкция резьбы предназначены для обеспечения работы разъемных соединений между поверхностями. Кроме того, резьба позволяет регулировать различные соединяемые детали и элементы по отношению друг к другу. Другой важной функцией резьбы является их частичная роль в передаче механического привода (червячная передача).
Основные типы резьбы
Рис.Использование шестигранной заклепочной гайки.
Резьба: деление по форме
- трапециевидный симметричный
- трапециевидный асимметричный
- треугольный
- круглый
- прямоугольный
Резьба: деление по размеру
- внутренний (расположен внутри проема)
- внешний (расположенный на валу)
Резьба: деление в зависимости от направления вращения
Резьба: деление из-за единицы измерения
- дюймовая резьба (угол профиля 55 или 60 градусов)
- метрическая резьба (угол профиля 60 градусов)
Метрическая и дюймовая резьба
Рис. Заклепочные гайки и болты FAR.
В последние годы, кроме метрической резьбы в Польше, стала набирать популярность дюймовая резьба е – в основном за счет наплыва решений из англо-саксонских стран, где до сих пор господствуют имперские единицы (британская система измерения, например 1 дюйм , 1 фут, 1 ярд).
В то время как в случае метрической резьбы для правильной идентификации резьбы обычно достаточно ввести размер «М» (кроме мелкой резьбы), в случае дюймовой резьбы ситуация более сложная, как указано по таблица стандартов в конце текста.
Стандарты для дюймовой резьбы
Существуют различные стандарты для дюймовой резьбы, такие как: ACME, BSF, E, BSP, NC, NPT, Pg, BSPT, Rc, Rd, Rp, RW, FG, UN, UNC, UNEF, UNF, UNS, W.
- UNC – дюймовый, унифицированный, гладкая резьба
- UNF – резьба дюймовая, унифицированная, мелкая, с треугольным профилем и углом 60 градусов
- UNEF – дюймовая, унифицированная, мелкая резьба, используется для короткой резьбы и тонкостенных труб
- UN – Унифицированная резьба с приоритетным шагом
- UNS – унифицированные резьбы со специальными диаметрами и шагом резьбы
- ACME – американская симметричная трапециевидная резьба общего назначения
- Г (или БСПП) – трубная параллельная резьба, имеет треугольный профиль 55 градусов
- Rp – Трубная резьба, цилиндрическая внутри
- Rc – Труба коническая с внутренней резьбой
- NPT – Трубная резьба Briggs, коническая, конусность 1:16
- BSW – дюймовая резьба Витворта, плоская треугольная цилиндрическая резьба, угол 55 градусов
- BSF – дюймовая тонкая резьба Витворта
- E – Резьба Эдисона, электротехническая
- Тр – симметричная трапециевидная резьба, предназначенная для использования в подвижных соединениях, встречающихся в устройствах, несущих большие нагрузки
- NC – специальная электромонтажная резьба, используемая в стальных трубах и электроустановках
- Пг – резьба специальная монтажная, бронированная, предназначенная для электроустановок
- R (или БСПТ) – труба коническая с наружной резьбой
- Рд – круглая резьба, отличающаяся повышенной статической и усталостной прочностью
- RW , FG – велосипедная резьба
- S – Метрическая трапециевидная резьба, напр.
 в болтах подъемных устройств
в болтах подъемных устройств - Вен , Вг – резьба вентиля, применяются в вулканизированных вентилях
- W – Коническая резьба для газовых клапанов
Таблица для дюймовой резьбы
Из упомянутых типов в таблицах ниже указаны размеры наиболее распространенных дюймовых резьб:
ЧФ
БСП/БСПТ
БСВ
НПТ / НПТФ
РП
УНК
УНФ / УНС
Резюме
Нить не равна резьбе, поэтому вложениям в эти элементы должен предшествовать тщательный анализ задач, для которых это требуется.Правильный выбор резьбы важен, прежде всего, из соображений безопасности, так как неправильно отрегулированная резьба может не только повлиять на качество выполняемых работ, но и представлять угрозу для людей, использующих изделие, в котором она неправильно установлена.
рис Болтовое соединение с заклепочной гайкой.
Для того, чтобы правильно подогнать дюймовую резьбу , используйте такие инструменты, как: штангенциркуль , контур резьбы и ID тип резьба (метр резьбы). Все для определения основных параметров резьбы, таких как наружный диаметр и шаг TPI .
Вам также может понравиться:
⚙ Как клепать? Работайте эффективно и научитесь клепать
⚙ Какие бывают виды нержавеющей стали и как вы читаете обозначение стали? Проверьте это!
⚙ Конвертер единиц давления: узнайте, как рассчитать МПа в бар, PSI
.
Таблица шагов дюймовой резьбы – Stalmut
Посмотрите наши крепежи с дюймовой резьбой!
| INCH THREADS | Offer | |||||||||||||||||||
| UNC UNF | dimension in inches in inches in inches in inches in inches | number of turns / 1 inch | ||||||||||||||||||
| UNC | UNF | BSW | BSF | G R RP | 0 | 980 | see » | |||||||||||||
| nr 1 | 1,584 | 64 | 72 | see» | ||||||||||||||||
| № 2 | 2,184 | 900 73 56 64 | see » | |||||||||||||||||
| nr 3 | 2. 515 | 48 | 56 | see» | ||||||||||||||||
| nr 4 | 2.845 | 40 | 48 | see » | ||||||||||||||||
| nr 5 | 3.175 | 40 | 44 | see » | ||||||||||||||||
| nr 6 | 3.505 | 32 | 40 | see» | ||||||||||||||||
| nr 8 | 4.166 | 32 | 36 | 9 0073 see » | ||||||||||||||||
| nr 10 | 4,826 | 24 | 32 | see» | ||||||||||||||||
| no 12 | 5,486 | 24 | 28 | see » | ||||||||||||||||
| 1/8 | 3.175 | 40 | 44 | 40 | 28 | see» | ||||||||||||||
| 5/32 | 3,969 | 32 | 36 | 32 | see » | |||||||||||||||
| 3/16 | 4. 763 | 24 | 32 | 24 | 32 | см. » | ||||||||||||||
| 7/32 | 5,556 | 24 | 28 | 28 | see » | |||||||||||||||
| 1/4 | 6,350 | 20 | 28 | 20 | 26 | 19 | see » | |||||||||||||
| 5/16 | 7.938 | 18 | 24 | 18 | 22 | see» | ||||||||||||||
| 3/8 | 9.525 | 16 | 24 | 16 | 20 | 19 | see » | |||||||||||||
| 7/16 | 11.113 | 14 | 20 | 14 | 18 | см. » | ||||||||||||||
| 1/2 | 12.700 | 13 | 20 | 12 | 16 | 14 | see » | |||||||||||||
| 9/16 | 14. 288 | 12 | 18 | 12 | 16 | see » | ||||||||||||||
| 5/8 | 15.875 | 11 | 18 | 11 | 14 | 14 | see» | |||||||||||||
| 3/4 | 19.050 | 10 | 16 | 10 | 12 | 14 | see » | |||||||||||||
| 7/8 | 22.225 | 9 | 14 | 9 | 11 | 14 | см. » | |||||||||||||
| 1 | 25.401 | 8 | 12 | 8 | 10 | 11 | see » | |||||||||||||
| 1-1 / 8 | 28.585 | 7 | 12 | 7 | 9 | 11 | see» | |||||||||||||
| 1-1 / 4 | 31.750 | 7 | 12 | 7 | 9 | 11 | see » | |||||||||||||
| 1-3 / 8 | 34. 925 | 6 | 12 | 6 | 8 | 11 | see » | |||||||||||||
| 1-1 / 2 | 38.100 | 5 | 12 | 6 | 8 | 11 | См. » | |||||||||||||
| 1-3 / 4 | 44,450 | 5 | 12 | 5 9004 | 12 | 5 | 12 | 5 | 12 | 5 | 12 | 5 | 12 | 5 | 12 | 5 | 7 | 11 | see » | |
| 2 | 50.802 | 4.5 | 12 | 4.5 | 7 | 11 | see» | |||||||||||||
| 2-1 / 4 | 57,150 | 4.5 | 8 | 4 | – | 11 | see » | |||||||||||||
| 2-1 / 2 | 63.500 | 4 | 8 | 4 | – | 11 | see » | |||||||||||||
| | 2-3 / 4 | 69. 850 | 4 | 8 | 3.5 | – | 11 | См. » | ||||||||||||
| | 3 | 76.200 | 4 | 8 | 3,5 | – | 11 | see » | ||||||||||||
| | 4 | 101.60 | 4 | 8 | 3 | – | 11 | see» | ||||||||||||
| угол | 60 градусов | 60 градусов | 55 градусов | 55 градусов | 55 градусов | |||||||||||||||
| Размер резьбы | Наружная резьба (нагреватель, винт) [мм] | Внутренняя резьба |
| 1/2 дюйма | 20,955 | 18.631 |
| 3/4 дюйма | 26.441 | 24.117 |
| 1 “ | 33.249 | 30.291 |
| 1 1/4 дюйма | 41.910 | 38,952 |
| 1 1/2 дюйма | 47.803 | 44,845 |
| 2 “ | 59,614 | 56,656 |
| 2 1/2 дюйма | 75,184 | 72,226 |
| M10x1 | 10 | 8,773 |
| M10x1,25 | 10 | 8.466 |
| M12x1,25 | 12 | 10. 460 |
| M14x1,5 | 14 | 12.160 |
| M16x1,5 | 16 | 14.160 |
| M48x2 | 48 | 45,546 |
Отверстия под резьбу – как правильно подобрать размер сверла?
Вопреки видимому, проделать отверстие для ниток – задача не из легких, и даже требует большой осторожности и хорошо продуманного плана действий. Если вы допустите ошибку на этом этапе, у вас возникнут проблемы с посадкой винта в резьбу, и вам придется проделывать всю работу заново. Узнайте, как этого избежать. В этой статье мы расскажем, как оптимально подобрать отверстия под резьбу, чтобы само сверление прошло без лишних осложнений.
Как сделать отверстия для резьбы? Основная информация Прежде чем выбрать размер сверла, полезно понять основные понятия. Резьба — это не что иное, как винт, прорезанный в отверстии в материале. Благодаря винтовому движению такое соединение чрезвычайно прочное. Ключом к изготовлению резьбы является определение соответствующего диаметра отверстия и типа надрезов, которые будут сделаны. Они являются определяющим при подборе сверла для отверстия под размер метчика.
Мы различаем нити разных форм и назначений. Базовое деление потоков:
- штраф,
- грубый поворот,
- Уитворт,
- метрическая,
- прямоугольный,
- трубчатый,
- патрон.
Стоит добавить, что каждый вид резьбы сопровождается соответствующей маркировкой. Чтобы выбрать размер сверла, мы можем использовать метод расчета, о котором мы поговорим более подробно позже в руководстве.Также полезна таблица расчета резьбы. Однако следует помнить, что размер отверстия будет меняться в зависимости от погодных условий и ручных навыков бурильщика.
Выбор оборудования имеет решающее значение. Узнайте о типах дрелей и их применении, чтобы выбрать лучшее оборудование для своей работы.
Для получения правильных отверстий под резьбу диаметр отверстия должен быть меньше размера резьбы.Таблица резьбовых отверстий развеет все сомнения. Он определяет размер отверстия М8, какое оптимальное отверстие М4, какое сверло будет лучшим для резьбы М6 и многое другое. Очень важно знать, какой диаметр отверстия является правильным, без которого трудно предпринять следующие шаги. Например, отверстие М8 соответствует диаметру сверла 6,8 мм. Что касается отверстия М4, то диаметр сверла для этого размера составляет 3,3 мм. Кроме того, есть дополнительные параметры, такие как шаг резьбы, который составляет 0,7 мм для м4 и 1,25 мм для м8.В свою очередь сверло под резьбу М6 должно иметь диаметр 5 мм. С правильным сверлом даже сверление фуги проходит без проблем.
Таблица отверстий под резьбу поможет вам выбрать правильное сверло.
Диаметр отверстия под резьбу рассчитайте сами Пользоваться таблицей удобно, но если нет возможности проверить информацию в ней, можно воспользоваться собственными знаниями. Размер сверла для метчика можно легко рассчитать. Просто помните, что диаметр отверстия — это размер резьбы минус шаг резьбы . Эта легко запоминающаяся формула позволит вам произвести расчеты и точно подобрать отверстие под собственные требования. Неважно, сверло ли это под резьбу М6, отверстие под М8 или отверстие под М4, расчеты позволят без труда подобрать идеальный размер для работы. В нашем ассортименте вы найдете широкий выбор метчиков и сверл, которые облегчат работу.
Для метрических резьб шаг – это расстояние между вершинами резьбы. В ситуации, когда резьба описана как М16х1,5, то расстояния от вершин равны 1,5 мм. Иная ситуация с дюймовой резьбой. Например, описание 1/2”-13 указывает на шаг 13 витков на дюйм. Важно отметить, что шаг резьбы можно измерить даже штангенциркулем. Если результатом измерения является целое число, то это метрическая резьба.Другой результат заставляет нас перевести значения в дюймы (1 дюйм = 25,401 мм). Для измерения можно использовать гайки, шаг в которых нам известен. Такие инструменты, как гребни для резьбы и щупы для резьбы, используются для определения шага шага. К счастью, таблица резьбовых отверстий дает нам данные о шаге резьбы, но знать, как измерить этот параметр, стоит, ведь можно найти необычный размер, которого нет в таблице.
Таким образом, выбор правильного сверла является ключом к началу работы.Будь то метрическая резьба, мелкая резьба, резьба Уитворта или даже резьба унифицированной системы США, все они должны быть правильно подобраны. Таблица резьбовых отверстий окажется в этом случае крайне полезной, хотя размер резьбы и ее шаг можно рассчитать и самостоятельно. Теперь вы знаете, какое отверстие с резьбой M8 подойдет?
.1/2 “3/4” 1 “внутренняя резьба до 60 мм ibc внутренняя резьба разъем для бака клапан клапан адаптер для полива мебель инструменты для соединения труб
Описание: Он подходит для большинства стандартных британских и европейских КСГМГ, где внешним эталоном является брутто-резьба S60X6. Внешний фитинг S60X6 имеет диаметр 60 мм от края резьбы до конца резьбы и шаг 6 мм (расстояние между резьба). : Название продукта: адаптер бака IBC Вход: 60 мм от сырья с резьбой Отверстие в крышке Резьба: 1/2″, 3/4″, 1 “Цвет: черный Спецификация: 5 типов (поставка на выбор) Тип 1: 1x 1/ 2″ Внутренняя резьба до 60 мм Внутренняя резьба IBC питатель Тип 2: 1x 3/4″ Наружная резьба до 60 мм Внутренняя резьба IBC питатель Тип 3: 1x 1” Внутренняя резьба до 60 мм Внутренняя резьба IBC питатель Тип 4: 1x 3/4 “наружная резьба до 60 мм внутренняя резьба IBC питатель бака 1x 3/4” наружная резьба IBC переходник клапана Тип 5: 1 шт.x 1/2 “наружная резьба адаптера клапана бака IBC 1 шт. x 1/2” внутренняя резьба на 60 мм адаптер бака IBC 1 рулон x уплотнительная лента Обратите внимание: размер, измеренный вручную, следует избегать небольшой ошибки измерения. Цвет на фотографиях может немного отличаться от фактического продукта из-за цвета дисплея разных мониторов.
Метки:
Центр 88 – 2022-01-125
Reçu vit.
Негодяй Фит – 2021-11-305
Меньше двух недель, хороший пластик!
.Резьбовой циферблатный индикатор – дюймовая и метрическая резьба
Резьбовой циферблатный индикатор – дюймовая и метрическая система
| ||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
Как измерить размер и шаг винта – Evolvent Design
Эндрю Престридж | 12 сентября 2020 г.
Как измерить винты
Винты определяются тремя размерами: диаметр , шаг и длина . Диаметр — это расстояние между витками резьбы (насколько «толстый» винт), длина — длина винта, а шаг — расстояние между витками резьбы. Длина винта обычно не включает головку, за исключением винтов с плоской головкой. Для шага можно либо измерить расстояние между витками, либо измерить фиксированную длину витков и подсчитать количество витков на этой длине.
Хорошим примером является винт 1/4″-20 x 1″. Этот винт будет иметь диаметр около 1/4 дюйма, 20 зубьев на дюйм резьбы и длину 1 дюйм (плюс высота головки). ожидайте, что на винте будет в общей сложности 20 нитей.
Резьбовой калибр измеряет количество витков резьбы на дюйм (здесь 40 витков на дюйм)
Увеличение показывает, насколько хорошо калибр соответствует резьбе на детали
Измерение маленьких винтов и метрических винтов
Примером метрических размеров может быть M12x1,0x25 мм. Этот винт будет иметь диаметр около 12 мм, расстояние между каждой резьбой 1,0 мм и длину 25 мм. Поскольку между каждой резьбой есть 1,0 мм, а длина 25 мм, мы ожидаем, что на винте будет в общей сложности 25 резьб.
Однако это соглашение об именах становится немного сложнее для маленьких дюймовых винтов. Имперские винты размером менее 1/8 дюйма используют систему счисления (от № 12 до № 0000, очень маленькие). Меньшие числа здесь означают меньший диаметр, поэтому № 4 меньше, чем № 8. Поскольку винты стали еще меньше, они просто начали добавлять нули, поэтому #00 меньше, чем #0, а #0000 еще меньше.0129
Обычный малый дюймовый винт — это #6-32×1/2″, что означает винт #6 (с большим диаметром 0,138″), с 32 витками на дюйм (TPI), то есть длиной 1/2″. Существует несколько методов измерения шага, и иногда шагомер резьбы является самым быстрым методом; у нас также есть калькулятор угла опережения для винтов и резьбы.
Датчик резьбы Starrett — дюймовый
Датчик резьбы Starrett — метрический
Расчет резьбы на дюйм (TPI)
Количество витков на дюйм (TPI) — это количество витков резьбы на один дюйм длины винта, как следует из названия. Просто подсчитав количество витков резьбы и , разделив их на длину , вы можете легко рассчитать TPI винта.
Метрические винты передают ту же информацию, но с несколько иной терминологией: второе число — это длина между витками резьбы, а не количество витков на дюйм. Например, винт M6x1x20 имеет диаметр 6 мм (M6 означает метрическую систему, а не британскую № 6), шаг 1 мм и длину 20 мм. Шаг 1 не означает, что винт имеет только 1 резьбу на дюйм, а означает, что каждая резьба расположена на расстоянии 1 мм друг от друга. Поскольку в 1 дюйме 25,4 миллиметра, винт M6x1,00 имеет эквивалент TPI 25,4.
По мере увеличения TPI для винтов это означает, что на один и тот же дюйм приходится все больше и больше витков резьбы, поэтому резьба становится все меньше и меньше : винт 6-32 имеет большую резьбу, чем винт 6-40. Напротив, в метрических винтах по мере увеличения шага отдельные резьбы занимают больше места и увеличиваются в размерах, поэтому у M6x1,00 резьба меньше, чем у винта M6x1,50 – TPI и шаг обратно пропорциональны.
Шестерни и шаг
Это же соотношение справедливо и для зубчатых колес, британский размер называется диаметральным шагом, а метрический размер называется модулем. Диаметральный шаг — это количество зубьев шестерни на дюйм ее диаметра шага (фактически такой же, как TPI винта), а модуль — это более непосредственно шаг шестерни. Как и в винтах, шестерня с модулем 1 имеет эквивалентный диаметральный шаг 25,4. По мере увеличения модуля зубья шестерни увеличиваются в размере, но по мере увеличения диаметрального шага эти зубья шестерни уменьшаются в размере, чтобы поместить больше зубьев в тот же дюйм диаметра шага. Если вам когда-нибудь понадобится конвертировать, просто используйте следующие уравнения:
Диаметральный шаг = 25,4/модуль
Модуль = 25,4/диаметральный шаг
Измерительные винты
ДиаметрИзмерьте наружный диаметр резьбы. Чем выше, тем больше дюймовые и метрические винты
Дюймовые винты подсчитывают количество витков на дюйм, а метрические винты измеряют длину между витками резьбы
ДлинаИзмерьте длину под головкой винта, кроме винтов с плоской головкой, измерьте всю длину
Продолжай читать
Назад к Gears and GroundsИспользуйте стрелки влево/вправо для перемещения по слайд-шоу или проводите пальцем влево/вправо при использовании мобильного устройства
Как выбрать совместимые ходовые винты и гайки
При выборе или замене ходовых винтов и гаек убедитесь, что все компоненты имеют одинаковую резьбу. размер, направление резьбы, посадка резьбы и количество заходов резьбы.
Размер резьбы
Размер резьбы — это фактический измеренный диаметр резьбы и число резьб на дюйм или резьбу. подача.
Размер резьбы указан в следующем формате:
Направление резьбы
Ходовые винты с правой резьбой должны использоваться с гайками с правой резьбой.
Когда ходовой винт вращается по часовой стрелке, гайка движется к вам.
Ходовые винты с левой резьбой должны использоваться с гайками с левой резьбой.
Когда ходовой винт вращается по часовой стрелке, гайка уходит от вас.
Направление резьбы определяет, в каком направлении будет двигаться гайка при вращении ходового винта.
Резьбовое соединение
Для винтов и гаек с крестообразным ходом посадка резьбы указывает величину зазора между шагом винт и гайка.
| Применение | Продукты | Резьбовая посадка | Совместимая резьба |
|---|---|---|---|
| Тяжелый подъем, опускание и зажим | Ходовые винты и гайки Acme Метрические ходовые винты и гайки Acme | 2G 7Е, 7Н | 2G 7Э, 7Ч |
| Высокочастотный автоматический механизм | Прецизионные ходовые винты и гайки Acme Метрические ходовые винты и гайки Acme Precision | 2С 8Е | 2С 8Е |
Количество заходов резьбы
Количество заходов резьбы тесно связано с передаточным отношением и расстоянием перемещения на один оборот. Все они описывают, как быстро компоненты перемещаются по ходовому винту.
А начало резьбы — это канал на конце ходового винта или гайки, где резьба начинается. Большинство ходовых винтов, как и большинство гаек и болтов, имеют только одно начало резьбы. Однако, некоторые ходовые винты и гайки могут иметь до 15 заходов резьбы. Ходовые винты с более чем одно начало резьбы, также известное как ходовые винты с быстрым ходом, обеспечивает более быстрое линейное перемещение чем однозаходные ходовые винты и гайки. Чтобы определить количество запусков потока на вашем ходовой винт или гайка, посмотрите на конец ходового винта или гайки и посчитайте количество каналов.
Коэффициент скорости показывает, насколько быстро гайка будет перемещаться по ходовому винту. Чем выше
количество заходов резьбы, тем быстрее гайка будет перемещаться по ходовому винту.
| Число заходов резьбы | 1 | 5 | 8 |
|---|---|---|---|
| Коэффициент скорости | 1:1 | 5:1 | 8:1 |
Длина хода за один оборот , также известная как шаг винта, представляет собой расстояние, на которое перемещается
один оборот ходового винта. Чем выше число запусков нити, тем дальше
гайка будет перемещаться по ходовому винту. Например, гайка с резьбой 3/4″-8 и одна
начало резьбы будет перемещаться на 1/8 дюйма за оборот. Гайка с таким же размером резьбы, но с восемью
начало резьбы будет перемещаться на 1 дюйм за оборот.
Выберите из наш выбор гаек ходового винта. В наличии и готов к отправке.
Нарезание дюймовой и метрической резьбы
В Интернете есть много подробной информации о том, как нарезать резьбу на токарном станке, я не буду здесь повторяться — быстрый поиск даст вам множество руководств и несколько видеороликов на YouTube с описанием процесса в действие. В руководстве пользователя Clarke CL300M есть основное руководство по нарезанию резьбы. Важным принципом является то, что ходовой винт соединен с главным приводным шпинделем с гораздо более высоким передаточным отношением, чем обычно используется для механической подачи, и это передаточное отношение выбирается таким образом, чтобы режущий инструмент перемещался на нужное расстояние, чтобы нарезать один виток резьбы для каждого шага. поворот главного шпинделя.
Многие версии мини-токарных станков в стандартной комплектации поставляются с дюймовым ходовым винтом 16 т / д, включая тот, который есть у меня. Это означает, что на каждые 16 оборотов ходового винта седло перемещается на дюйм. Если ходовой винт рассчитан на работу с той же скоростью, что и шпиндель, то вы получите резьбу 16 т/д. Если он предназначен для работы на половинной скорости, вы получите поток 32 т/д, а если он рассчитан на работу с удвоенной скоростью, вы получите поток 8 т/д. (Что касается механической подачи, мой рассчитан на работу со скоростью 1/16 скорости шпинделя, что, кстати, эквивалентно 256 т/д.)
Очевидно, что нарезать резьбу с очень крупным шагом на маленьком токарном станке будет проблематично, так как наступает момент, когда основное усилие нарезания приходится не на приводной шпиндель, а на ходовой винт. Попытка нарезать на этих токарных станках резьбу с шагом намного более крупным, чем родные 16 витков на дюйм ходового винта, приведет к большой нагрузке на (пластиковые) шестерни, которые приводят в движение ходовой винт. Лично я бы не стал пытаться делать на этой машине что-то более грубое, чем около 8 т / д, не задумываясь о минимизации нагрузки, и у меня есть ощущение, что 8 т / д вполне может подтолкнуть его. В других местах люди размышляли о приводе токарного станка с помощью ходового винта вместо шпинделя при попытке нарезать очень грубую резьбу и использовать какой-то шлифовальный станок, а не обычный одноточечный инструмент, поэтому токарный станок не прилагает фактическое усилие резания. .
«Официально», если у вас дюймовый ходовой винт, то вы можете нарезать только дюймовую резьбу, хотя все знают, что это не обязательно так. Существует комплект для переоборудования метрического ходового винта, и некоторые из этих мини-токарных станков стандартно поставляются с метрическим ходовым винтом. Что бы у вас ни было, нарезание «неправильной» резьбы на этих токарных станках сопряжено с несколькими потенциальными проблемами:
- Вы должны каким-то образом придумать передаточное отношение, которое позволит получить желаемый шаг резьбы.
- Шаг нарезки, неподходящий для ходового винта и циферблатного индикатора, означает, что вы не можете отсоединить и снова зацепить полугайки во время нарезания резьбы.
Второй более или менее не проблема на мини-токарном станке, потому что он так же счастливо работает как вперед, так и назад, а патрон прикручен к фланцу (так что он не собирается откручиваться и отваливаться при обратном движении) . (Это – это , вроде как можно использовать индикатор, но с таким количеством предостережений, что, честно говоря, это не стоит хлопот.) меняйте шестерни — десять из них — и если вы добавите две 20-зубчатые и две 80-зубчатые шестерни, обычно используемые для силовой подачи, количество достижимых передаточных чисел ошеломляет. Обычно это просто вопрос поиска комбинации, которая работает.
Таким образом, с дюймовым ходовым винтом можно найти зубчатое зацепление, которое даст результат, достаточно близкий к различным метрическим резьбам (легко в пределах практических допусков). Действительно, есть некоторые имперские резьбы за пределами таблицы, напечатанной на крышке переключателя, которые достижимы только очень приблизительно, а некоторые не могут быть выполнены без дополнительных шестерен. Есть также некоторые вполне достижимые имперские резьбы, которые по какой-то причине не включены в стандартную таблицу, в первую очередь 27 т / д, используемые на многих микрофонных стойках.
Итак, вот моя собственная таблица зубчатых колес для дюймового ходового винта 16tpi, полученная после написания небольшой компьютерной программы для просмотра всех возможных комбинаций имеющихся у меня зубчатых колес и уменьшения выходных данных до шагов, которые, как я думаю, могут быть полезны. . Таблица также включает процентную ошибку, а также «количество выходов на дюйм» и «количество выходов на сантиметр» (в теории — очевидно, вы можете ожидать неизбежную и неучтенную ошибку в самом ходовом винте). такие же, как в таблице, напечатанной на крышке сменного механизма, показаны на полужирный . Я не включил никакой информации из таблицы индикаторов — как правило, независимо от шага, если это дюймовая резьба с целым числом витков на дюйм, вы всегда можете использовать отметку «1» на циферблате индикатора, независимо от этого. Возможно, вы сможете использовать и другие — например, для числа, кратного 8, вы можете использовать любое из 8 положений, а для числа, кратного 16, вы можете просто игнорировать циферблат и задействовать полугайки в любое время. Но едва ли неудобно просто придерживаться «1», если вы не уверены. (Однако это НЕ относится к нецелочисленным числам резьб на дюйм — для них, включая все метрические резьбы, вы должны все время оставлять полугайки затянутыми.)
Помните: эта таблица предназначена для дюймового ходового винта 16TPI.
ВАЖНО: применяются очевидные оговорки – я не гарантирую точность этой таблицы и не претендую на целесообразность какой-либо конкретной комбинации передач. Эта информация предлагается как есть и добросовестно, без каких-либо гарантий или заявлений о соответствии назначению. Вы несете полную ответственность за то, чтобы конкретная комбинация передач работала плавно и без чрезмерной нагрузки на вашем токарном станке и чтобы она давала желаемые результаты. Это зависит от ВАС, чтобы проверить, и это зависит от вас, чтобы судить о возможных стрессах. Я не несу никакой ответственности за любой ущерб вашим проектам, токарному станку, человеку или чему-либо еще, возникший в результате использования вами этой информации.
| ошибка | ||||||||
| Число шагов на дюйм | мм Шаг | А | Б | С | Д | % т/д | в | за см |
| 8 | 3,175 | 60 | 50* | – | 30 | 0 | н/д | н/д |
| 12 | 2.1167 | 40 | 65 * | – | 30 | 0 | н/д | н/д |
| 13 | 1,9538 | 40 | 65 | 60 | 30 | 0 | н/д | н/д |
| 14 | 1,8143 | 40 | 65 * | – | 35 | 0 | н/д | н/д |
| 14. 5091 (14.5143) | 1,7506 ( 1,75 мм ) | 40 | 35 | 55 | 57 | -0,036% | 0,00034″ | 0,0034 мм |
| 16 | 1,8143 | 40 | 65 * | – | 40 | 0 | н/д | н/д |
| 16,9231 ( 16,9333 ) | 1,5009 ( 1,5 мм ) | 65 | 55 | 40 | 50 | -0,06% | 0,0006″ | 0,006 мм |
| 17.0182 ( 17 ) | 1.4925 | 55 | 65 | 50 | 45 | +0,107% | 0,00016″ | 0,0016 мм |
| 18 | 1.4111 | 40 | 65 * | – | 45 | 0 | н/д | н/д |
| 19 | 1,3368 | 40 | 65 * | – | 45 | 0 | н/д | н/д |
| 20 | 1,27 | 40 | 65 * | – | 50 | 0 | н/д | н/д |
| 21 | 1. 2095 | 20 | 35 | 60 | 45 | 0 | н/д | н/д |
| 22 | 1.1545 | 40 | 65 * | – | 55 | 0 | н/д | н/д |
| 22,9744 ( 23 ) | 1.1056 | 30 | 35 | 65 | 80 | -0,1115% | 0,0011″ | 0,0111 мм |
| 24 | 1.0583 | 40 | 65 * | – | 60 | 0 | н/д | н/д |
| 25 | 1,016 | 40 | 55 | 50 | 57 | 0 | н/д | н/д |
| 25.4222 ( 25. 4 ) | 0,9991 ( 1,0 ) | 50 | 55 | 45 | 65 | 0,09% | -0,0009″ | -0,009 мм |
| 26 | 0,9769 | 40 | 60 * | – | 65 | 0 | н/д | н/д |
| 27 | 0,9407 | 40 | 45 | 40 | 60 | 0 | н/д | н/д |
| 28 | 0,9071 | 20 | 65 * | – | 35 | 0 | н/д | н/д |
| 32 | 0,7938 | 20 | 65 * | – | 40 | 0 | н/д | н/д |
| 36 | 0,7056 | 20 | 65 * | – | 40 | 0 | н/д | н/д |
| 38 | 0,6684 | 20 | 50 | 60 | 57 | 0 | н/д | н/д |
| 40 | 0,635 | 20 | 65 * | – | 50 | 0 | н/д | н/д |
| 44 | 0,5773 | 20 | 65 * | – | 55 | 0 | н/д | н/д |
| 48 | 0,5292 | 20 | 65 * | – | 60 | 0 | н/д | н/д |
| 52 | 0,4885 | 20 | 65 * | – | 65 | 0 | н/д | н/д |
* Для любой комбинации без шестерни «С» шестерня «В» является просто промежуточным звеном и может быть любого размера, который окажется под рукой и подойдет. Во всех установках, кроме одной, в руководстве в этой роли предлагается шестерня с 65 зубьями.
Обратите внимание, что многие теоретические зубчатые передачи непрактичны по той или иной причине. Для передаточного числа 16 т/д, например, теоретически любая передача может использоваться для A и D, если они одинаковы, и любая передача может использоваться для B. Однако единственные шестерни, которые дублируются в обычном наборе 20 зуб, 40 зуб и 80 зуб. Во многих случаях ограничения вызваны геометрией шпинделей — некоторые комбинации шестерен просто не могут перекрывать зазор между промежуточным валом с приводом от шпинделя, на котором установлена шестерня А, и ходовым винтом, на котором вы размещаете шестерню D. (во всяком случае, без добавления дополнительного промежуточного вала и/или модификации банджо), а некоторые комбинации приводят к тому, что шестерня контактирует либо с валом, либо с регулировочной гайкой банджо. ВСЕГДА проверяйте наличие зазора при сборке зубчатой передачи! Помните, ничто особенно не мешает вам собрать зубчатую передачу с шестерней «В» на другой стороне линии между шпинделями A и D, за исключением того, что это может потребовать некоторой импровизации с (или заменой) банджо.
Если вы готовы заменить банджо и ввести дополнительное положение передачи, то диапазон возможных передаточных чисел значительно увеличится, также, если вы добавите шестерни помимо обычного набора. (Для поддержки метрической резьбы люди с дюймовыми ходовыми винтами, особенно если у них есть селекторные редукторы TPI, часто используют пару зубчатых колес 100/127, чтобы получить передаточное число 1: 1,27, необходимое для «преобразования» ходового винта (отсюда и все производные шаги) из tpi. до «витков на 2 см».)
Некоторые виды резьбы, о которых вам может быть интересно узнать
В большинстве штативов для небольших камер используется резьба 1/4″ Whitworth (BSW). Это наружный диаметр в четверть дюйма с двадцатью витками на дюйм и профиль резьбы под углом 55 градусов с закругленными гребнями. Шаг и диаметр такие же, как у 1/4″ UNC, а профиль резьбы «достаточно близок» для большинства целей; вы обнаружите, что болты 1/4″ на 20 UNC достаточно хорошо подходят к гнездам штатива, а гайки 1/4″ на 20 UNC достаточно хорошо подходят к большинству винтов штатива.
Большие штативы для камер — большинство профессиональных видеокамер, камер среднего формата и многие штативные головки для фотосъемки, а также многие держатели микрофонов за пределами США, все используют резьбу BSW следующего размера, 3/8″ BSW, 16 точек на дюйм. Опять же, это достаточно близкое совпадение для 3/8″ на 16 UNC.
Многие держатели микрофонов, гусиные шеи и т. д. (большинство в США) используют дюймовую резьбу 5/8″ с 27 витками на дюйм. Форма резьбы (я думаю) UNS, которая в основном имеет ту же форму резьбы, что и метрическая резьба ISO, зуб 60 градусов со сглаженными гребнями.
Гайки ведущего шпинделя мини-токарного станка имеют метрическую резьбу, шаг M27 x 1,5 мм, в соответствии с данным разделом (вы можете знать это, если планируете удлинить шпиндель).
Резьба крепления камеры Leica метрического диаметра с британским шагом – 39мм на 26 точек на дюйм. Я не уверен в форме резьбы. (В ранних советских копиях Leica использовалась метрическая резьба M39x1. 0, которая не совсем подходит для Leicas, то же самое касается и ранних винтовых креплений Canon. Шаг 26 витков на дюйм составляет около 0,977 мм. Как ни странно, крепление Leica обозначается как M39.)
Practica/Pentax Байонет объектива 42 мм — метрический M42x1.0.
T-образная резьба, используемая во многих промышленных объективах и т. д., имеет метрическую резьбу M42x0,75 (T для Tamron. Была более ранняя версия M37x0,75. Tokina сделала версию M47x0,75.)
Объективы CCTV и т. д., как правило, имеют резьбу 5/8″ или 1″ с резьбой 32 tpi.
Большинство круглых фотофильтров имеют метрические размеры с шагом резьбы 0,5 мм, 0,75 мм или 1,0 мм в зависимости от размера.
Многие популярные «установки» для цифровых зеркальных камер (для улучшения работы с камерой во время видеосъемки) используют стержни с обычной метрической резьбой M12x1,75.
В некоторых головках видеоштативов Libec используются винты M6x1,0 с двойным пуском (!) для фиксации механизмов. То есть они имеют шаг 1,0 мм, но шаг 2,0 мм. Вы можете сделать их, но это немного мучительно — проще всего, вероятно, нарезать 2,0-мм свинцовую резьбу на нужную глубину с шагом 1,0 мм, затем повернуть заготовку в патроне ровно на 180 градусов и нарезать еще одну. Или купите сменный винт у Libec.
Многие механизмы фокусировки и мелкая резьба большего диаметра являются многозаходными.
Американская «резьба для садового шланга» (GHT) имеет диаметр 27,0 мм и 11,5 витков на дюйм. С другой стороны, британские садовые шланги и почти все остальные, как правило, используют резьбу BSP, обычно 3/4 BSP, с 14 т/д. Обратите внимание, что 3/4 BSP — это не диаметр 3/4″, это было бы слишком просто, а скорее резьба, подходящая для стандартной трубы с внутренним диаметром 3/4″ — 1,059″ или 26,90 мм (что достаточно близко к я думаю, что американский GHT ужасно заедает.) Есть также меньший размер, который обычно встречается на кранах в Великобритании, 1/2 BSP, что составляет 0,839.″ (21,31 мм), также при 14 т/д.
Нравится:
Нравится Загрузка…
Анализ болтовых соединений | MechaniCalc
Калькулятор
ПРИМЕЧАНИЕ. Эта страница использует JavaScript для форматирования уравнений для правильного отображения. Пожалуйста, включите JavaScript.
Болтовое соединение является одним из наиболее распространенных методов соединения. Другие распространенные методы соединения включают заклепки, сварку, запрессовку, штифты, шпонки и клеи. Основные компоненты болтового соединения включают в себя резьбовое соединение, а также детали, которые должны быть соединены вместе (9).1665 зажимных деталей ). Болтовое соединение работает, вызывая начальную зажимную силу («предварительную нагрузку») на соединение путем вкручивания крепежного элемента либо в гайку, либо в резьбу, нарезанную на одной из частей. Эта предварительная нагрузка гарантирует, что зажатые детали останутся в контакте и сжатии в течение всего срока службы соединения.
Шайбы обычно используются в соединении и служат многим целям. Они сводят к минимуму погружение головки болта и гайки в зажимаемые детали и облегчают затяжку. Поскольку отверстия под болты могут иметь острые края или заусенцы, для защиты галтели под головкой болта от царапин используются шайбы, поскольку это критическая область, которая может выйти из строя. Шайбы также служат для распределения предварительного натяга и приложенного усилия по большей площади как на головке болта, так и на торцах зажимаемых деталей. Это снижает нагрузку на подшипник, помогает предотвратить проскальзывание и помогает предотвратить повреждение поверхности зажатых деталей.
Содержимое
Размеры резьбы
При анализе соединения необходимо знать характерные размеры как наружной, так и внутренней резьбы. Размер резьбы указывается на основе номинального (наибольшего) диаметра и либо количества витков на дюйм (для унифицированных дюймовых резьб), либо шага (для метрических резьб). Размеры резьбы для крупной и мелкой резьбы можно найти в таблицах, расположенных в любом стандартном справочнике по проектированию станков, а также в таблицах размеров резьбы в Приложении. Шаг, P – расстояние между витками. Когда шаг измеряется в дюймах, он связан с числом витков на дюйм, TPI, следующим образом:
т/д = 1/P
Размеры резьбы (внутренняя и внешняя резьба):
| Символ | Единицы измерения США | Единицы СИ | |
|---|---|---|---|
| Номинальный (большой) диаметр | д ном | в | мм |
| Количество витков на дюйм | т/д | в -1 | — |
| Шаг | Р | в | мм |
В таблицах ниже приведены уравнения для некоторых интересующих размеров профиля резьбы как для унифицированной дюймовой резьбы, так и для метрической резьбы ISO. В случае метрической резьбы профиль резьбы основан на параметре H, высоте основного треугольника. Значение H связано с шагом резьбы P соотношением:
Внешняя резьба (болт) Размеры:
| Уравнение, единицы США [дюймы] | Уравнение, метрические единицы [мм] | |||
|---|---|---|---|---|
| Малый диаметр |
(Справочник по технике) |
(Шигли) | ||
| Делительный диаметр |
(ASME B1.1, раздел 10.1p) |
(Справочник по технике) |
Размеры внутренней резьбы:
| Уравнение, единицы США [дюймы] | Уравнение, метрические единицы [мм] | |||
|---|---|---|---|---|
| Малый диаметр |
(ASME B1.1, раздел 10.1s) |
(Справочник по технике) | ||
| Делительный диаметр |
(ASME B1.1, раздел 8.3) |
(Справочник по технике) |
Внешняя резьба (болт) Участки:
| Уравнение, единицы США [дюймы] | Уравнение, метрические единицы [мм] | |||
|---|---|---|---|---|
| Номинальная площадь | ||||
| Зона растягивающих напряжений | (ASME B1.1, Приложение B) | (ASME B1. | ||
| Небольшой участок (участок сдвига) |
В приведенных выше таблицах единицы измерения США указаны в дюймах, а метрические единицы — в миллиметрах.
Предварительная нагрузка
Болты устанавливаются с предварительным натягом, который обеспечивает зажатие и сжатие элементов соединения в течение всего срока службы соединения. Предварительная нагрузка также важна для суставов с циклически прикладываемой нагрузкой. Предварительная нагрузка увеличит среднее напряжение, но снизит переменное напряжение.
Значения предварительной загрузки
Преднатяг обычно указывается в процентах от предела текучести материала болта при растяжении, S ты . Чтобы рассчитать усилие предварительной нагрузки в процентах от предела текучести, используйте:
F PL = % yld · S ty A t
где % yld — процент текучести при предварительной нагрузке, S ty — предел текучести, а A t — площадь растягивающего напряжения.
Как правило, усилие предварительного натяжения должно быть не меньше максимального растягивающего усилия, которое будет приложено к соединению. Это гарантирует, что зажатые детали всегда остаются в контакте и сжимаются. Поскольку часть силы растяжения, приложенной к соединению, будет уменьшать сжатие в зажатых частях, соединение разъединится при значении приложенной силы, несколько превышающем предварительную нагрузку. Это будет обсуждаться в следующем разделе.
Поскольку сила растяжения, которая будет приложена к соединению, определяет требуемую предварительную нагрузку, максимальная полезность болта достигается за счет его предварительной нагрузки до максимально возможного значения. Пластичность материала болта определяет, насколько близко к пределу текучести болт может быть предварительно нагружен. Шигли и Линдебург рекомендуют следующие (консервативные) значения предварительной нагрузки:
где F пруф – пробная нагрузка крепежного изделия. Зависимость между условной нагрузкой и условной прочностью, S доказательство , это:
F пруф = S пруф A t
По Шигли предел текучести примерно равен 85% предела текучести при растяжении, S ty . На основании S proof = 0,85·S ty рекомендуемое усилие предварительной нагрузки в зависимости от предела текучести составляет:
Учитывая, что приведенные выше значения являются консервативными, общее эмпирическое правило заключается в том, чтобы предварительно натянуть крепеж до 2/3 предела текучести (т. е. % ярдов = 66,7%).
Расслабление предварительной нагрузки
Существует много факторов, которые могут привести к «расслаблению» или потере предварительного натяга, применяемого во время установки. Колебания температуры приведут к расширению и сжатию соединительных элементов и могут вызвать либо увеличение, либо уменьшение усилия предварительного натяга в зависимости от относительного удлинения и укорочения между крепежным элементом и зажатыми частями. Если предварительная нагрузка достигается за счет приложения крутящего момента к болту или гайке, то это приведет к скручиванию крепежной детали, что увеличит натяжение болта и, следовательно, усилие предварительной нагрузки. Со временем это кручение рассеется и вызовет ослабление силы предварительной нагрузки. Другие факторы, которые способствуют релаксации предварительной нагрузки, включают заделку и ползучесть.
Ослабление предварительной нагрузки можно уменьшить за счет использования механизмов фиксации резьбы, включая фиксирующие клеи, стопорные гайки, стопорные шайбы, стопорную проволоку и стопорные шарики/пластыри. Barrett предлагает всестороннее описание механизмов блокировки резьбы.
Согласно Справочнику по машинному оборудованию, ослабление предварительной нагрузки происходит в течение нескольких часов после установки, и, как правило, допустимой потери предварительной нагрузки в размере около 10% достаточно.
Неопределенность предварительной нагрузки
Точность предварительной нагрузки, применяемой во время установки, сильно зависит от используемого метода затяжки. Следующая таблица взята из Barrett, из MIL-HDBK-60 и из Machinery’s Handbook:
| Метод затяжки | Точность |
|---|---|
| На ощупь | ±35% |
| Динамометрический ключ | ±25% |
| Поворот гайки | ±15% |
| Шайба индикатора нагрузки | ±10% |
| Удлинение болта | ±3-5% |
| Тензодатчики | ±1% |
| Ультразвуковой датчик | ±1% |
Крутящий момент для получения предварительной нагрузки
Во многих распространенных методах затяжки усилие предварительного натяга достигается за счет приложения крутящего момента к гайке или головке болта. При затягивании крепежа с помощью динамометрического ключа, который является одним из самых простых и распространенных методов, крепеж считается затянутым надлежащим образом после достижения указанного крутящего момента. В этом случае необходимо определить величину крутящего момента, необходимую для достижения требуемой силы предварительного натяга в болте. Этот крутящий момент рассчитывается с использованием:
T = K T d ном. F PL
где d nom — номинальный диаметр болта, а F PL — сила предварительного натяга болта. K T представляет собой коэффициент крутящего момента и рассчитывается по формуле:
где r t — средний радиус резьбы (эффективное место, в котором действует трение в резьбе), r c — средний радиус буртика (эффективное место, в котором действует трение о поверхность подшипника), f t — коэффициент трения между поверхностями резьбы, f c — коэффициент трения между поверхностями буртика (опорной поверхности), λ — угол опережения, α — половинный угол резьбы ( α = 30°, согласно ASME Б1. 1, 10.1б). Барретт приводит хорошую таблицу коэффициентов трения.
Значение для r t рассчитывается как половина среднего диаметра болта, который является средним значением малого диаметра и номинального диаметра:
Площадь буртика — это площадь опорной поверхности детали, которая вращается во время установки (либо гайки, либо головки болта). Ширина под ключ гайки обычно в 1,5 раза больше номинального диаметра. В этом случае средний радиус воротника рассчитывается как:
Угол опережения, λ, рассчитывается по формуле:
где l — ход за оборот (= 1/TPI).
Shigley предоставляет таблицу коэффициентов крутящего момента в зависимости от состояния болта, которая была адаптирована, как показано ниже. Если состояние болта неизвестно, для K T рекомендуется значение 0,2.
| Состояние болта | К Т |
|---|---|
| Без покрытия, черная отделка | 0,30 |
| Оцинкованный | 0,20 |
| Со смазкой | 0,18 |
| С противозадирным покрытием | 0,12 |
Из-за множества переменных, влияющих на значение коэффициента крутящего момента, любой метод затяжки, который косвенно измеряет усилие предварительного натяга через значение крутящего момента, по своей сути будет неточным. Именно по этой причине существует такая большая неопределенность в точности предварительного натяга при использовании динамометрического ключа.
Ознакомьтесь с нашим калькулятором болтовых соединений, основанным на методологии, описанной здесь.
- анализ напряжения болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Жесткость суставов
Шарнир можно рассматривать как набор пружин. Части рукоятки действуют как набор последовательно соединенных пружин, а рукоятка и болт действуют как параллельные пружины. Соединение можно смоделировать, как показано ниже. Обратите внимание, что в соединении, показанном ниже, в захвате только 2 детали; однако количество частей не ограничено двумя, и каждая часть в соединении будет представлена пружиной.
Каждая пружина на рисунке выше имеет жесткость:
, где A — площадь, E — модуль упругости материала, а L — длина.
Жесткость болта
Когда соединение собрано правильно, весь стержень болта будет находиться в захвате вместе с резьбой некоторой длины. Жесткость хвостовика определяется:
где A nom — номинальная площадь болта, болт E — модуль упругости материала болта, а L хвостовик это длина хвостовика болта.
Жесткость резьбовой части рукоятки определяется по формуле:
где A t — площадь растягивающего напряжения, а L thd.g — длина резьбовой части в захвате.
Стержень и резьбовая часть болта будут последовательно действовать как пружины, так что эффективная жесткость части болта в рукоятке определяется выражением:
В соответствии с ASME B18.2.1 номинальная длина резьбы болтов дюймовой серии определяется по формуле:
Длину стержня болта можно найти по:
L хвостовик = L − L шт.
Длина резьбы в захвате находится по формуле:
L тыс. г = L г − L хвостовик
, где L г — длина рукоятки.
Жесткость захвата
Жесткость захвата рассчитывается на основе упрощенного метода конуса давления, представленного Шигли. Этот метод прогнозирует распределение давления по всей толщине захвата. Конус давления для соединения можно представить на диаграмме ниже.
Часть детали внутри конуса давления называется усеченным конусом . Каждая часть захвата будет содержать либо 1, либо 2 усеченных конуса. Жесткость отдельного усеченного конуса определяется выражением:
где d — внутренний диаметр усеченного конуса, D — наименьшее значение внешнего диаметра усеченного конуса, t — толщина усеченного конуса, E — модуль упругости материала, α — угол конуса давления. Шигли рекомендует значение 30° для α.
Высота прижимного конуса зависит от длины захвата, L g , которая представляет собой суммарную толщину деталей, зажимаемых в соединении (см. рисунок выше). В соединении с гайкой нажимной конус начинается под головкой болта и заканчивается под гайкой. Диаметры усеченного конуса в этом случае легко определить по диаметрам опорных поверхностей. В резьбовом соединении конус давления начинается под головкой болта и заканчивается в резьбовой части последней пластины. Согласно Шигли, эффективная толщина захвата конечной пластины определяется как:
L’ г.п2 = мин(т, д ном ) / 2
где t — толщина пластины, а d nom — номинальный диаметр болта. Диаметр усеченного конуса на конце конуса давления принимается равным 1,5·d nom .
Жесткость захвата рассчитывается с учетом того, что усеченные конусы действуют как последовательно соединенные пружины:
Упрощение жесткости захвата
Шигли приводит уравнение, которое вычисляет правильную жесткость захвата при условии, что каждая часть захвата имеет одинаковый модуль упругости . Пока это условие выполняется, тогда жесткость сцепления, рассчитанная с использованием приведенного ниже упрощенного уравнения, будет такой же, как и рассчитанная с использованием полной процедуры, в которой каждый усеченный конус рассматривается отдельно:
В приведенном выше уравнении E — модуль упругости материала рукоятки, L g — длина рукоятки, α — угол усеченного конуса (30°), d bh — диаметр опорной поверхности под головкой болта, d — внутренний диаметр усеченного конуса. Значением d может быть либо номинальный диаметр болта (для более приблизительного результата), либо диаметр отверстия в самой центральной части соединения (для более реалистичного результата).
Еще более упрощенное уравнение для жесткости захвата можно найти, если предположить, что диаметр головки болта на 50 % больше номинального диаметра болта (т. е. d bh = 1,5 · d nom ):
Ознакомьтесь с нашим калькулятором болтовых соединений, основанным на методологии, описанной здесь.
- анализ напряжения болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Нагрузка на болт в зависимости от приложенной нагрузки
Преднатяг удлиняет болт и сжимает зажатые детали. Когда к соединению прикладывается растягивающая нагрузка, некоторая часть приложенной нагрузки уменьшает сжатие в зажатых частях, а другая часть дополнительно удлиняет болт. Часть приложенной нагрузки, которую несет болт, зависит от относительной жесткости болта и зажатых частей. Эта относительная жесткость известна как постоянная соединения C:
Ниже представлена репрезентативная диаграмма нагрузки на болты в зависимости от приложенной нагрузки на соединение:
На приведенном выше рисунке по оси X отложена растягивающая нагрузка, приложенная к соединению, а по оси Y отложена растягивающая нагрузка, существующая в болте. Когда приложенная нагрузка равна нулю, растягивающая нагрузка на болт равна силе предварительной нагрузки. Когда к соединению прикладывается нагрузка, часть приложенной нагрузки действует на уменьшение сжатия в зажатых частях, а часть приложенной нагрузки действует на увеличение натяжения болта. Линия нагрузки на болт имеет постоянный наклон, равный постоянной соединения C.
Кривая номинальной нагрузки на болт показана толстой сплошной синей линией. Две более светлые синие линии, идущие параллельно номинальной кривой, представляют собой кривые минимальной и максимальной нагрузки на болт. Минимальная кривая учитывает неопределенность предварительного натяга из-за способа установки, а также релаксацию предварительного натяга. Максимальная кривая учитывает неопределенность предварительной нагрузки. На приведенных выше кривых использовалась неопределенность предварительного натяга ±25 % (соответствующая установке с помощью динамометрического ключа) вместе с ослаблением предварительного натяга на 10 %.
Еще одна кривая, которую следует отметить на рисунке выше, — это линия нагрузки при растяжении болта, показанная горизонтальной красной пунктирной линией. Эта линия указывает значение растягивающей нагрузки на болт, которая приведет к текучести. Эта линия учитывает сдвиг и изгиб, поэтому любая сила сдвига или изгибающие моменты, действующие на болт, опустят эту линию.
Совместное разделение
Колено кривой на приведенной выше диаграмме нагрузки на болт показывает точку, в которой соединение разделяется. В этот момент приложенная нагрузка достаточна для разделения деталей в соединении (все сжатие в зажатых деталях снято), и после этого момента любая нагрузка, приложенная к соединению, полностью воспринимается болтом. Сила, вызывающая отрыв сустава, находится по формуле:
Обратите внимание, что усилие разделения всегда будет несколько выше, чем усилие предварительного натяга.
Разделение соединения является критерием отказа, и соединение должно быть спроектировано таким образом, чтобы оно не отделялось во время эксплуатации. Коэффициент запаса прочности при разделении находится по формуле:
Силы на болте
Суммарное растягивающее усилие на болте обусловлено двумя составляющими: усилием предварительного натяжения и приложенной растягивающей нагрузкой. Значения этих компонентов для каждой части кривой нагрузки на болт находятся по формуле:
| Соединение не разделено | Соединение, разделенное | |
|---|---|---|
| Натяжение болта из-за предварительного натяга, F b.PL : | Ф ПЛ | 0 |
| Напряжение болта под действием приложенной нагрузки, F b.t.app : | C·F t. app | Ф т.приложение |
Полное растягивающее усилие на болт представляет собой сумму натяжения из-за предварительного натяга и натяжения из-за приложенной нагрузки, как определено из приведенной выше таблицы:
F b.t = F b.PL + F b.t.app
Другой способ выразить общую растягивающую силу на болте:
Сила сдвига, действующая на болт, равна нагрузке сдвига, приложенной к соединению:
F б.с. = F s.app
Изгибающий момент может возникнуть в болте, если между пластинами есть зазор (например, из-за прокладки) или если в соединении используются длинные прокладки:
М б = Ф б.с а/2
где а — плечо момента. Более подробное обсуждение изгибающего момента на болте дано в Приложении.
Расчет приложенных сил
Эта ссылка на анализ болтового соединения предполагает, что усилия растяжения и сдвига, приложенные к соединению, известны. Обсуждение того, как рассчитать силы растяжения и сдвига, действующие на отдельные болтовые соединения в массиве болтов, приведено в нашем справочнике по распределению усилий в массиве болтов.
Напряжение болта
Напряжения в болте рассчитываются по уравнениям, приведенным в таблице ниже:
| Напряжение предварительной нагрузки | Напряжение растяжения | Напряжение сдвига | Напряжение при изгибе |
|---|---|---|---|
где A t — площадь растягивающего напряжения, а A s — площадь сдвига (либо номинальная площадь, если плоскость сдвига находится в хвостовике, либо меньшая площадь, если плоскость сдвига находится в резьбе).
Мы видим, что напряжение изгиба зависит от диаметра d, который представляет собой либо номинальный диаметр, если максимальный момент приходится на хвостовик, либо меньший диаметр, если максимальный момент приходится на резьбу. Если рассматривать болт как неподвижную направляющую балку (как обсуждается в Приложении), то мы видим, что максимальный момент будет возникать при граничных условиях болта, расположенных под головкой и в начале внутренней резьбы . Поскольку максимальный момент возникает в резьбе, для расчета напряжения изгиба следует использовать меньший диаметр болта.
Напряжение по Мизесу рассчитывается по формуле:
В приведенном выше уравнении n представляет собой коэффициент нагрузки, который применяется к напряжениям растяжения, изгиба и сдвига, но не применяется к напряжению предварительной нагрузки. Коэффициент нагрузки связан с коэффициентом безопасности, с той разницей, что это коэффициент, который применяется к нагрузкам или напряжениям, чтобы гарантировать, что напряжение болта остается ниже допустимого напряжения.
Коэффициент безопасности можно найти итеративно, найдя значение коэффициента нагрузки, при котором напряжение по Мизесу равно допустимому напряжению:
Ознакомьтесь с нашим калькулятором болтовых соединений, основанным на методологии, описанной здесь.
- анализ напряжения болтового соединения
- учитывает предварительную нагрузку, приложенную осевую нагрузку и приложенную поперечную нагрузку
Резьбонарезные ножницы
Срез резьбы является важным видом отказа для болтового соединения, и это происходит, когда резьба срезается либо с болта ( срез внешней резьбы ), либо с гайки или резьбовой части ( ножницы для внутренней резьбы ). Между резьбой болта и внутренней резьбой должно быть достаточное зацепление, чтобы болт не выдержал растяжения до того, как резьба срежется. Это обеспечит развитие полной прочности болта (и, следовательно, отсутствие «потеря прочности» болта), и позволит избежать задачи сверления и повторного нарезания внутренней резьбы. Срез резьбы следует учитывать как для внешней (болтовой) резьбы, так и для внутренней резьбы.
Длина резьбового соединения
Длина зацепления резьбы является доминирующим фактором, определяющим, будет ли резьба разрушаться при сдвиге. Эмпирическое правило заключается в том, что длина зацепления, равная диаметру болта, обычно достаточна для защиты от сдвига резьбы. Однако для обеспечения безопасности всегда следует выполнять расчеты на сдвиг в соответствии со следующими разделами.
В болтовом соединении с гайкой, если болт выступает за конец гайки, длину зацепления резьбы можно оценить по высоте гайки, h гайка . В действительности будет некоторая потеря зацепления из-за снятия фаски вокруг резьбового отверстия в гайке.
В резьбовом соединении глубина резьбы в конечной части должна быть равна минимальной толщине резьбовой части, t p , или номинальному диаметру болта, d nom , поэтому длина зацепления резьбы может быть оценивается как минимальное из этих значений. Обратите внимание, что эти оценки не учитывают фаски на конце болта или вокруг резьбового отверстия в детали.
Оценки длины зацепления резьбы в болтовом соединении резюмируются следующим уравнением. Затем это значение L E следует использовать для расчета коэффициентов запаса прочности на сдвиг внешней и внутренней резьбы.
Наружные резьбонарезные ножницы
Площадь среза резьбы для наружной резьбы определяется по цилиндрической площадке высотой, равной длине зацепления резьбы, L E , и диаметром, равным делительному диаметру, d p.ext . Согласно FED-STD-h38/2B площадь среза резьбы для наружной резьбы рассчитывается по формуле:
Напряжение сдвига во внешней резьбе рассчитывается по формуле:
где F b.t — полное растягивающее усилие, действующее на болт, с учетом предварительного натяга и части приложенной растягивающей нагрузки, воспринимаемой болтом.
Коэффициент запаса прочности на сдвиг наружной резьбы по отношению к пределу текучести при сдвиге S sy материала резьбы рассчитывается по формуле:
Предел текучести при сдвиге обычно можно оценить как 0,577·S ty . Значение 0,577 соответствует обратной величине √3 члена критерия отказа фон Мизеса. См. Barrett для получения более подробной информации об оценках допустимого сдвига.
Ножницы для внутренней резьбы
Сдвиг внутренней резьбы рассчитывается аналогично сдвигу внешней резьбы. Согласно FED-STD-h38/2B площадь среза внутренней резьбы рассчитывается по формуле:
где d p.int — делительный диаметр внутренней резьбы, а L E — длина зацепления резьбы, которая рассчитывается так же, как и для среза наружной резьбы.
Напряжение сдвига во внутренней резьбе рассчитывается по формуле:
Коэффициент запаса прочности при сдвиге внутренней резьбы по отношению к пределу текучести материала резьбы при сдвиге рассчитывается по формуле:
Напряжения зажатой детали
Разрушение зажатых деталей необходимо исследовать при анализе болтового соединения. Существует несколько основных механизмов отказа зажатых деталей, которые описаны в следующих разделах.
Протянуть
Сила растяжения, приложенная к соединению, будет действовать так, чтобы протягивать части над местом приложения силы друг через друга. На рисунке ниже головка болта протягивает шайбу 1, шайба 1 протягивает пластину 1, шайба 2 протягивает пластину 2, а гайка протягивает шайбу 2.
Соответствующие уравнения:
| Зона | Стресс | Коэффициент безопасности |
|---|---|---|
| A pt = πd o t p |
В приведенной выше таблице d o — внешний диаметр протягиваемой детали, t p — толщина рассматриваемой детали, F t.app — приложенная растягивающая сила, а S sy — предел текучести при сдвиге материала рассматриваемой детали.
Предел текучести при сдвиге обычно можно оценить как 0,577·S ty . Значение 0,577 соответствует обратной величине √3 члена критерия отказа фон Мизеса. См. Barrett для получения более подробной информации об оценках допустимого сдвига.
Подшипник
Сила предварительного натяга будет действовать таким образом, чтобы каждая деталь опиралась на соседние детали. Например, на предыдущем рисунке головка болта и шайба 1 будут упираться друг в друга, как и шайба 1 и пластина 1.
| Зона | Стресс | Коэффициент безопасности |
|---|---|---|
В приведенной выше таблице d o.min — минимальный наружный диаметр двух деталей, опирающихся друг на друга, d h — диаметр сквозного отверстия рассматриваемой детали, а S на — предел текучести подшипника. прочность рассматриваемой детали. Предел текучести подшипника обычно можно оценить как 1,5·S ты . См. Barrett для получения более подробной информации об оценках допустимых пеленгов.
F медведь – сила подшипника. Величина несущей силы на поверхности зависит от положения этой поверхности по отношению к месту приложения растягивающей силы в соединении. На предыдущем рисунке поверхность 3 находится внутри мест приложения растягивающей силы, поэтому эта поверхность не испытывает увеличения из-за приложенной силы. Однако все поверхности 1, 2, 4 и 5 находятся за пределами мест приложения силы и испытывают увеличение. Если опорная поверхность находится внутри мест приложения силы, то максимальная опорная сила, воздействующая на поверхность, представляет собой просто силу предварительного натяга. Если опорная поверхность находится за пределами мест приложения силы, то опорная сила увеличивается на приложенную силу, и максимальная опорная сила, воздействующая на эту поверхность, равна растягивающей силе в болте.
Подшипник штифта
Если соединение нагружено сдвигом, то болт может быть прижат к внутренним стенкам сквозных отверстий в защемленных деталях.
| Зона | Стресс | Коэффициент безопасности |
|---|---|---|
| А пб = д ном т р |
В таблице выше d ном — номинальный диаметр болта, т p — толщина детали, F s. app — приложенная сила сдвига, а S на — предел текучести материала при подшипнике. Предел текучести подшипника обычно можно оценить как 1,5·S ty . См. Barrett для получения более подробной информации об оценках допустимых пеленгов.
PDH Classroom предлагает курс повышения квалификации на основе этой справочной страницы по анализу болтовых соединений. Этот курс можно использовать для выполнения кредитных требований PDH для поддержания вашей лицензии PE.
Теперь, когда вы прочитали эту справочную страницу, заработайте за это признание!
Просмотреть курс сейчас:
Просмотреть курс
Приложение
Размеры оборудования: унифицированная дюймовая резьба
Размеры оборудования: Метрическая резьба
Максимальный изгибающий момент на болте
Максимальный изгибающий момент болта определяется по формуле:
М б = F с а / 2
, где F s — приложенная сила сдвига, а — плечо момента.
Болт можно смоделировать как фиксированную направляющую балку (т. е. балку с фиксированным граничным условием на одном конце и управляемым граничным условием на другом конце). В приведенной ниже модели левый конец болта зафиксирован (все степени свободы зафиксированы), а правый конец направляется (поворот и перемещение по оси x фиксированы, но могут перемещаться по оси y). К правому концу приложена поперечная сила в 100 фунтов силы.
Диаграмма свободного тела (FBD) и деформированная сетка для этого случая показаны ниже. Если бы приведенная выше модель была консольной балкой, момент из-за приложенной силы полностью воспринимался бы одним закрепленным концом. Однако, поскольку модель зафиксирована от вращения с обоих концов, момент распределяется между двумя концами болта.
Диаграмма момента сдвига для этого случая показана ниже:
Подпишитесь, чтобы время от времени получать обновления о последних улучшениях:
Каталожные номера
Общие Каталожные номера:
- Барретт, Ричард Т. , «Руководство по проектированию крепежа», справочная публикация НАСА 1228, 1990.
- Будинас-Нисбетт, «Машиностроение Шигли», 8-е изд.
- Чемберс, Джеффри А., «Методология предварительно загруженного совместного анализа для систем космических полетов», Технический меморандум НАСА 106943, 1995 г.
- Справочник по машинному оборудованию, 27-е изд., Industrial Press Inc., 2004.
- MIL-HDBK-60, «Резьбовой крепеж — затяжка до надлежащего натяжения», 1990 г.
- Линдебург, Майкл Р., «Справочное руководство по машиностроению для экзамена PE», 13-е изд.
Технические характеристики и стандарты:
- ASME B1.1, «Унифицированная дюймовая резьба (форма резьбы UN и UNR)», Американское общество инженеров-механиков, 2003 г.
- ASME B18.2.1, «Болты с квадратной, шестигранной, тяжелой шестигранной головкой и косой головкой, а также винты с шестигранной головкой, тяжелой шестигранной головкой, шестигранным фланцем, лопастной головкой и винты со стягиванием (дюймовая серия)», Американское общество инженеров-механиков, 2012 г.
- ASME B18.2.2, «Гайки общего назначения: гайки с крепежными винтами, шестигранные, квадратные, шестигранные фланцевые и накидные гайки (дюймовая серия)», Американское общество инженеров-механиков, 2010 г.
- ASME B18.2.8, «Отверстия с зазором для болтов, винтов и шпилек», Американское общество инженеров-механиков, 1999.
- ASME B18.21.1, «Шайбы: винтовые стопорные, зубчатые и плоские шайбы (дюймовая серия)», Американское общество инженеров-механиков, 2009 г.
- FED-STD-h38/2B, «Стандарты резьбы для федеральных служб», Федеральный стандарт, 1991.
Резьба для крепежа: Введение | Блог FastenFinder
Те, кто покупает или потребляет крепежные изделия, часто задают вопрос о том самом элементе, который позволяет болту крепиться к гайке или винту к куску дерева или металла — резьбе. В этом посте мы обсудим резьбу крепежа, раскроем плюсы и минусы крепежа с крупной и мелкой резьбой, а также рассмотрим три класса посадки резьбы. Есть также пара диаграмм и таблиц (внизу), чтобы закрепить ваше понимание элементов, определяющих многопоточность.
Нарезание резьбы 101
Дюймовые размеры в основном бывают либо Unified Coarse (UNC), либо Unified Fine (UNF), которые определяют количество витков резьбы на дюйм, которые обычно стандартизируются на основе калибра. Существуют также резьбы UNR и UNJ, которые лишь незначительно отличаются по радиусу впадины от обычной резьбы. И наоборот, шаг резьбы — расстояние между витками — обозначается как витков на дюйм (TPI) или иногда просто как p itch (см. таблицу размеров болтов и TPI (UNC, UNF) внизу поста).
Другими словами, крепеж UNC имеет меньше витков на дюйм (шаг), чем UNF. Резьба UNC определяется резьбой, имеющей угол 60 °, плоскость составляет 1/8 размера шага, а глубина составляет 0,64951 по отношению к шагу. См. схему ниже.
В случае болта размером 1/2″ 1/2-13 соответствует болту UNC с 13 витками на дюйм, а 1/2-20 соответствует болту UNF с 20 витками на дюйм.
Вместо дюймовых размеров можно использовать метрические. Метрические винты намного проще указать, Maa x bb , где aa — диаметр в миллиметрах (мм), а bb — «шаг» — расстояние между витками в миллиметрах (мм). Так, M3,5 x 0,6 имеет диаметр 3,5 мм и шаг 0,6 мм. Чтобы преобразовать дюймы в миллиметры, разделите 25,4 на значение резьбы на дюйм (значение TPI, таким образом, крепеж с TPI 32 даст 0,793 мм (0,8), а крепеж с TPI 56 даст 0,45 мм.
Дополнительная информация здесь обсуждаются метрические размеры и их эквивалентность дюймовым крепежным элементам.0129
Зачем выбирать мелкую резьбу?
Болт с мелкой резьбой
Сторонники крепежных деталей с мелкой резьбой ссылаются на следующее:
- Крепежные детали с мелкой резьбой, с их большей площадью растягивающего напряжения, обладают более высокой прочностью на растяжение
- Аналогичным образом, существуют более высокие степени прочности на кручение и поперечный сдвиг из-за их больших меньших диаметров
- Крепежные детали с мелкой резьбой лучше подходят для твердых тонкостенных материалов, поскольку они проникают легче, чем их аналоги с крупной резьбой
- Крепеж с мелкой резьбой можно затягивать с большей точностью благодаря меньшему углу наклона спирали
- Для создания эквивалентного предварительного натяга болта требуется меньший крутящий момент
- Крепления с мелкой резьбой менее склонны к ослаблению при вибрациях
Хотя большинство из этих фактов широко распространены в мире крепежных изделий, давайте на секунду развенчаем пару мифов… Крепеж с мелкой резьбой можно отрегулировать более точно, однако для крепежа с крупной и мелкой резьбой требуется одинаковый крутящий момент. для предварительной нагрузки, и оба подвержены одинаковым воздействиям вибрации и многим другим факторам, преобладающим при ослаблении крепежа.
Зачем использовать грубую резьбу?
Болт с крупной резьбой
Сторонники резьбы с крупной резьбой ссылаются на следующее:
- Крепеж с крупной резьбой обладает более высокой прочностью при снятии; т. е. сила, необходимая для снятия резьбы крепежного изделия
- Крепежные изделия с крупной резьбой должны демонстрировать лучшую усталостную прочность, поскольку коэффициенты концентрации напряжений в основании резьбы уменьшаются с увеличением шага резьбы
- Крепеж с крупной резьбой может выдерживать больший износ при транспортировке и погрузочно-разгрузочных работах
- Крупная резьба имеет меньшую склонность к перекрещиванию, поэтому их легче собирать и разбирать
- Они устойчивы к потере прочности и коррозии, поскольку предотвращают перекрытие резьбы при расширении гайки
- Покрытия и гальванопокрытие лучше укладываются в крупную резьбу грубых крепежных изделий, особенно в посадки класса 2A/2B (подробнее о классификации резьбовой посадки см. ниже)
- Крепежи с крупной резьбой лучше подходят для хрупких материалов, чем их аналоги с мелкой резьбой
В тренде
В течение последних двух десятилетий наблюдается тенденция отдавать предпочтение грубой резьбе перед тонкой. Этот сдвиг, скорее всего, связан с тем, что грубые застежки являются упрощенной версией своих технически продвинутых, но ненужных собратьев с мелкой резьбой. В Северной Америке, в то время как грубая резьба преобладает для всех размеров (диаметров), тонкая резьба, по-видимому, остается только в крайних размерах меньше #0 и больше 1″.
Классы резьбовых посадок
Существует три общепринятых отклонения или класса резьбовых посадок: 1A/1B, 2A/2B и 3A/3B. По мере перехода от 1 к 2 и к 3 коэффициент «помех» между внешними и внутренними потоками увеличивается; то есть 3A/3B будут иметь более плотное прилегание, чем 2A/2B, которые будут иметь более плотное прилегание, чем 1A/1B. «А» обозначает наружную резьбу, а «В» — внутреннюю резьбу.