Соотношение шероховатостей rz и ra: Шероховатость поверхности ra и rz: параметры, таблица. Шероховатость поверхности
alexxlab | 14.04.2023 | 0 | Разное
Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).

На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
24. Шероховатость поверхностей. Допуски, посадки и технические измерения. armtorg.ru
24. Шероховатость поверхностей. Допуски, посадки и технические измерения. 24. Шероховатость поверхностей. Допуски, посадки и технические измерения.
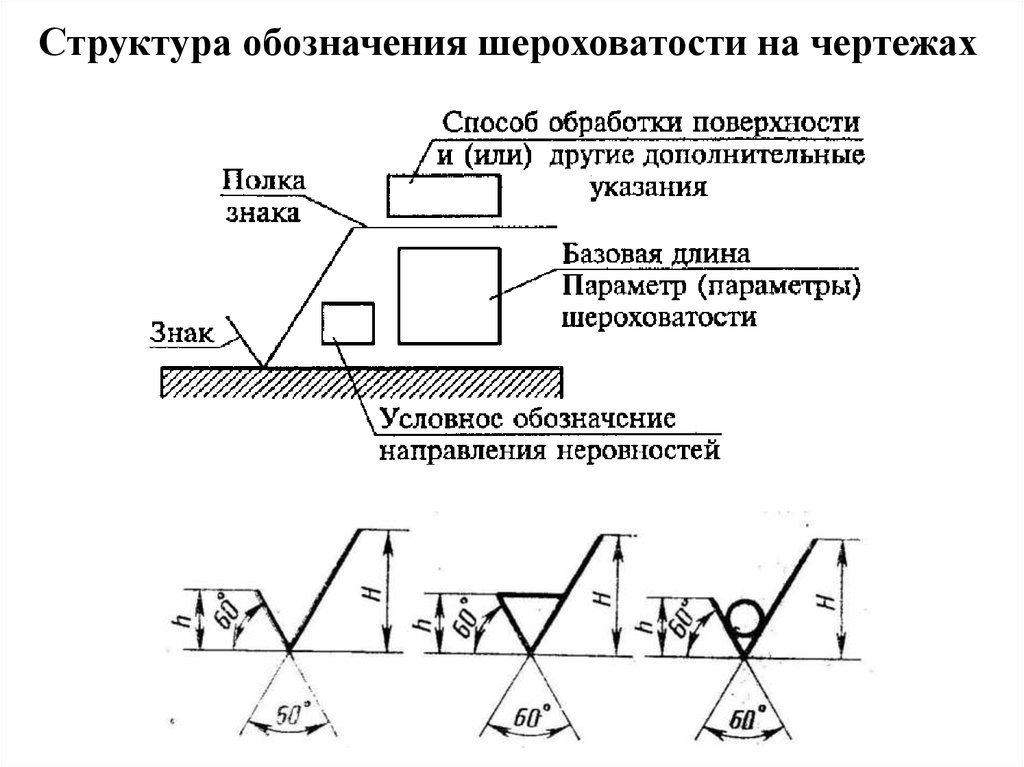
Поверхности деталей после обработки не являются идеально гладкими, так как режущие кромки инструментов и зерна шлифовальных кругов оставляют на поверхности следы в виде неровностей и гребешков, близко расположенных друг к другу (рис. 49). Совокупность всех неровностей на рассматриваемой поверхности называется шероховатостью. Шеро-ховатость поверхностей ухудшает качественные показатели работы деталей, герметичность соединений и их противокоррозионную стойкость.
Шеро-ховатость поверхностей ухудшает качественные показатели работы деталей, герметичность соединений и их противокоррозионную стойкость.
Рис. 49. Обозначение шероховатости поверхности
а – общий вид
б – структура обозначения
в – пример обозначения.
Если провести среднюю линию в сечении гребешков (линия ОХ на рис. 49) и опустить перпендикуляры от отдельных точек профиля к этой средней линии, то сумма расстояний у1, у2 и т.д. деления на количество n, будет средним арифметическим отклонением профиля поверхности от средней линии. Она обозначается Ra:
Числовое значение параметра Ra (мкм) используется для оценки шероховатости. Но кроме этого для оценки шероховатости пользуются еще вторым показателем — средней вы-сотой неровности по 10 точкам (обозначается Rz). Для определения величины Rz параллельно средней линии ОХ ниже профиля поверхности проводят линию и на нее опускают перпендикуляр из высших точек выступов и низших точек впадин (расстояние h2min, h2max, h3min, h3max и т.
За величину неровностей Rz принимают среднее расстояние между пятью высшими точками выступов и пятью низшими точками впадин
Пять высших точек выступов и пять низких точек впадин (см рис. 49) берутся в пре-делах так называемой базовой длины 1, под которой понимается длина участка поверхности, принимаемая для измерения шероховатости.
Новый стандарт предусматривает шесть параметров, из них: три высотных (Ra, Rz, Rmax), два шаговых (S и Sm) и один по опорной длине профиля. Кроме известных парамет-ров Ra и Rz в виде среднего арифметического отклонения профиля и высоты неровностей профиля по десяти точкам введена еще оценка наибольшей высоты профиля Rmax. По своему физическому смыслу Ra характеризует высоту всех неровностей профиля. Rz — наибольших, а Rmax — полную высо¬ту профиля.
Шаговый параметр S характеризует средний шаг неровностей про¬филя по вершинам, Sm — средний шаг неровностей профиля по средней линии в пределах базовой длины l. Ша-говые параметры, значения кото¬рых установлены в пределах 12,5—0,002 мм, характеризуют взаимное расположение точек неровностей — вершин (максимумов) профиля и точек пере-сечения профиля со средней линией (нулей профиля).
Относительная опорная длина профиля tp характеризует в продольном направлении фактическую площадь контакта на заданном уровне сечения профиля и определяется как отношение опорной длины профиля к базовой длине. При нормировании шероховатости по-верхности могут еще учитываться требования к точности измерений, соотношения между допусками размера и шероховатостью и т.д.
Параметры оценки шероховатости поверхностей распространяются на все виды материалов, кроме древесины, войлока, фетра и др., имеющих ворсистую поверхность.
Обозначения допусков на шероховатость в соответствии с Международным стандар-том регламентируются ГОСТом.
В табл. 10. приведены классы шероховатости и наибольшие значения Ra и Rz.
Таблица 10. Классы шероховатости и числовые значения Ra и RZ
Классы шероховатости | Наибольшие значения, мкм | ||||||
Ra по разрядам | RZ по разрядам | ||||||
а | 6 | в | 6 | в | |||
1 | — | — | — | 320 | — | — | 8 |
2 | — | — | — | 160 | — | — |
|
3 | — | — | — | 80 | — | — |
|
4 | — | — | — | 40 | — | — |
|
5 | — | — | — | 20 до 10 | — | — | 2,5 |
6 | 2,5 | 2 | 1,6 | — | — | — | 0,8 |
7 | 1,25 | 1 | 0,8 | — | — | — |
|
8 | 0,63 | 0,5 | 0,4 | — | — | — |
|
9 | 0,32 | 0,25 | 0,2 | — | — | — | 0,25 |
10 | 0,08 | 0,063 | 0,05 | — | — | — |
|
11 | 0,08 | 0,063 | 0,05 | — | — | — |
|
12 | 0,04 | 0,032 | 0,025 | — | — | — |
|
13 | — | — | — | 0,1 | 0,08 | 0,063 | 0,08 |
14 | — | — | — | 0,05 | 0,04 | 0,032 |
|
Поделиться
Преобразование Ra в Rz (и Rz в Ra)
Содержание
- В чем разница между Ra и Rz?
- Как конвертировать между Ra и Rz?
- Калькулятор условного обозначения Ra / Rz
- Таблицы преобразования Ra / Rz
Преобразование между R и и R z
У вас есть чертеж с выноской для Rz. Однако вы привыкли использовать Ра. Можете ли вы преобразовать выноску R z в R 9?0016 а ? Ответ неоднозначен. Узнайте, почему, или сразу перейдите к калькулятору преобразователя Ra-Rz.
Однако вы привыкли использовать Ра. Можете ли вы преобразовать выноску R z в R 9?0016 а ? Ответ неоднозначен. Узнайте, почему, или сразу перейдите к калькулятору преобразователя Ra-Rz.
Подробнее
Калькулятор
В чем разница между R
и и R z ?- R a – Среднее арифметическое абсолютных значений отклонений высоты профиля от осевой линии.
- R z – расстояние по вертикали от самой высокой вершины до самой низкой долины в пределах сканируемого профиля.
Вы можете узнать больше в нашем словаре единиц отделки поверхности.
Как конвертировать R
в и R z ?Обычный вопрос среди машинистов и инженеров: «Как преобразовать Ra в Rz?». Точное преобразование, которое можно сделать между Kw и HP, невозможно, поскольку Ra и Rz — это два разных свойства.
Это все равно, что спросить: «Как преобразовать рост в вес?». Вы не можете конвертировать. Тем не менее, вы можете сделать приблизительную оценку на основе статистики. Человек ростом 6 футов будет весить от 140 до 29{0,75} &\\
\end{array}
Вы не можете конвертировать. Тем не менее, вы можете сделать приблизительную оценку на основе статистики. Человек ростом 6 футов будет весить от 140 до 29{0,75} &\\
\end{array}
Преобразование между Ra и Rz не является хорошей инженерной практикой. Всегда рекомендуется Измерять в соответствии с методом, в котором шероховатость поверхности указана на чертеже.
- Как видно из приведенных ниже графиков, погрешность возрастает с увеличением значений R a /R z .
- Объяснение становится более понятным, если оно представлено на графике Log-Log.
R
a / R z Convention CalculatorR
a / R z Conversion Charts R a to R z Metric| Ra [µm] | Rz Range [µm] |
|---|---|
0. 1 1 | 0.4 – 2.5 |
| 0.2 | 0.8 – 4 |
| 0.5 | 2 – 9 |
| 1 | 4 – 14 |
| 1.5 | 6 – 20 |
| 2 | 7 – 25 |
| 3 | 11 – 33 |
| 5 | 17 – 49 |
| 10 | 34 – 84 |
| 15 | 50 – 115 |
| 20 | 65 – 140 |
| Ra [µ Inch] | Rz Range [µ Inch] |
|---|---|
| 4 | 16 – 100 |
| 8 | 32 – 160 |
| 20 | 80 – 360 |
| 40 | 160 – 560 |
| 60 | 240 – 800 |
| 80 | 280 – 1000 |
| 120 | 440 – 1320 |
| 200 | 680 – 1960 |
| 400 | 1360 – 3360 |
| 600 | 2000 – 4600 |
| 800 | 2600 – 5600 |
4479
|
|---|

 Он определяет термины и дает определения для общих параметров. Ниже определения, данные для Rx, также действительны для Px и Wx.
Он определяет термины и дает определения для общих параметров. Ниже определения, данные для Rx, также действительны для Px и Wx.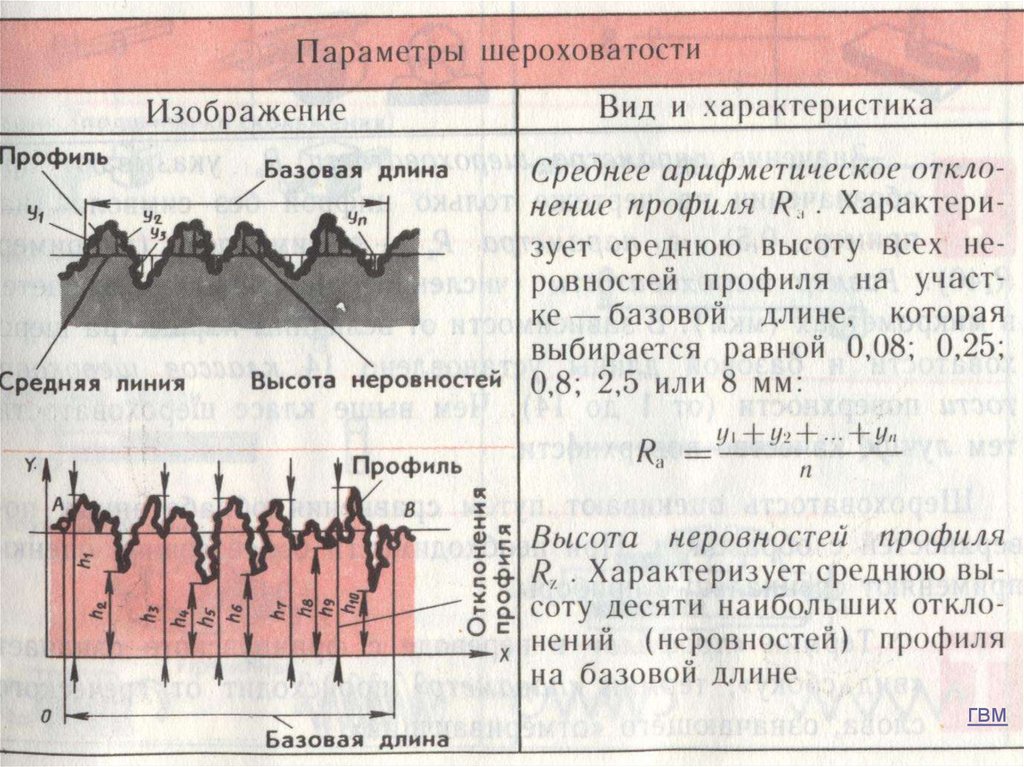 Он ничего не говорит о пространственной частоте неровностей или форме профиля. Ra имеет значение для случайной шероховатости поверхности (стохастической), обработанной инструментами, не оставляющими следов на поверхности, такими как пескоструйная обработка, фрезерование, полирование
Он ничего не говорит о пространственной частоте неровностей или форме профиля. Ra имеет значение для случайной шероховатости поверхности (стохастической), обработанной инструментами, не оставляющими следов на поверхности, такими как пескоструйная обработка, фрезерование, полирование Однако этот параметр не дает никакой информации об абсолютной высоте профиля, в отличие от Ra.
Однако этот параметр не дает никакой информации об абсолютной высоте профиля, в отличие от Ra.
