Соответствие дюймовой резьбы и метрической: Таблица перевода дюймовых размеров в метрические
alexxlab | 19.06.2020 | 0 | Разное
| / Новичкам | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Существует ряд стандартов резьбовых соединений, в массе своей они подразделяются на метрические и дюймовые. В холодильных системах и кондиционерах применяется несколько типов дюймовых резьбовых соединений. Дюймовая резьба имеет угол 55° (у метрической 60°) и номинальный диаметр измеряется в долях дюйма, шаг — в количестве витков на дюйм. SAE – Society of Automotive Engineers, Сообщество автомобильных инженеров. В единицах SAE обычно указывается внешний диаметр трубы. Например: 1/4″ SAE — внешний диаметр ¼ дюйма
UNS – Unified Thread Standard, стандарт резьбовых соединений США и Канады. Параметры цилиндрических дюймовых резьб SAE и UNF (угол профиля 60°):
Например: Таблица соответствия SAE и UNF:
NPT – National Pipe Thread Tapered Thread, Национальный стандарт для конической резьбы.  Стандарт конусной дюймовой трубной присоединительной резьбы (ANSI/ASME B1.20.1). Конусность 1:16 (угол конуса φ=3°34’48”). Предусматривает размеры резьб от 1/16″ до 24″. Коническая резьба: ACME (американский стандарт трапецеидальной резьбы). Профиль трапецеидальной резьбы — равнобокая трапеция
Трапецевидная резьба:
Алексей Матвеев,
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


Vega-Matrix – Шаг резьбы
Метрические резьбы. Шаг для основной и мелкой резьбы.
Шаг для основной и мелкой резьбы.
| Резьба | Шаг резьбы Р, мм | |||
| Основная резьба М | Мелкая резьба М | |||
| Мелкая | Мелкая 2 | Мелкая 3 | ||
| M1 | 0.25 | 0.2 | ||
| M1.2 | 0.25 | 0.2 | ||
| M1.4 | 0.3 | 0.2 | ||
| M1.6 | 0.35 | 0.2 | ||
| M1.8 | 0.35 | 0.2 | ||
| M2 | 0.4 | 0.25 | ||
| M2.2 | 0.45 | 0.25 | ||
| M2.5 | 0.45 | 0.35 | ||
| M3 | 0. 5 5 | 0.35 | ||
| M3.5 | 0.6 | 0.35 | ||
| M4 | 0.7 | 0.5 | ||
| M5 | 0.8 | 0.5 | ||
| M6 | 1.0 | 0.75 | 0.5 | |
| M8 | 1.25 | 1.0 | 0.75 | 0.5 |
| M10 | 1.5 | 1.25 | 1.0 | 0.75 |
| M12 | 1.75 | 1.5 | 1.25 | 1.0 |
| M14 | 2.0 | 1.5 | 1.25 | 1.0 |
| M16 | 2.0 | 1.5 | 1.0 | |
| M18 | 2.5 | 2.0 | 1.5 | 1.0 |
| M20 | 2.5 | 2.0 | 1.5 | 1.0 |
| M22 | 2.5 | 2.0 | 1.5 | 1.0 |
| M24 | 3.0 | 2.0 | 1.5 | 1.0 |
| M27 | 3. 0 0 | 2.0 | 1.5 | 1.0 |
| M30 | 3.5 | 2.0 | 1.5 | 1.0 |
| M33 | 3.5 | 2.0 | 1.5 | |
| M36 | 4.0 | 3.0 | 2.0 | 1.5 |
| M39 | 4.0 | 3.0 | 2.0 | 1.5 |
| M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Соответствие параметров крепежа для дюймовой и метрической систем
Дюймовая резьба UNC ANSI B1. 1 1 | Наружный диаметр, мм | Метрическая резьба ISO DIN13 | Метрическая резьба ГОСТ 24705-2004 (ИСО 724:1993) |
| N 1-64 UNC | 1,854 | 1,8 | 1,8 |
| N 2-56 UNC | 2,184 | 2,2 | 2,2 |
| N 3-48 UNC | 2,515 | 2,5 | 2,5 |
| N 4-40 UNC | 2,845 | 3,0 | 3,0 |
| N 5-40 UNC | 3,175 | 3,0 | 3,0 |
| N 6-32 UNC | 3,505 | 3,5 | 3,5 |
| N 8-32 UNC | 4,166 | 4,0 | 4,0 |
| N 10-24 UNC | 4,826 | 5,0 | 5,0 |
| N 12-24 UNC | 5,486 | 5,0 | 5,5 |
| 1/4”-20 UNC | 6,350 | 6,0 | 6,0 |
Спецификации резьбы для крепежа
Резьба, очевидно, является важным элементом резьбовой застежки.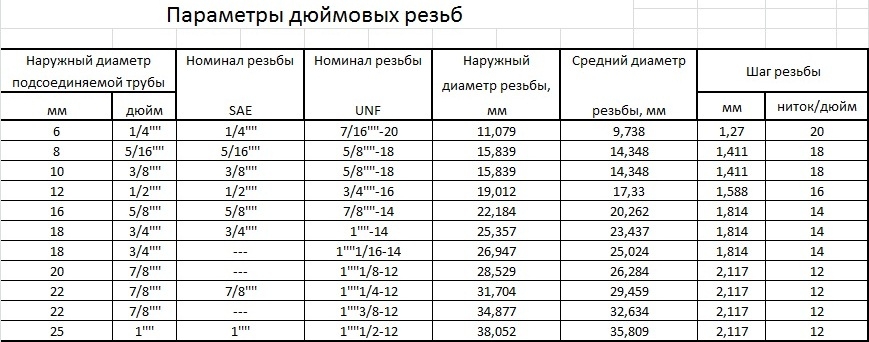 Они придают этому прочному промышленному изделию уникальную возможность устанавливать, снимать и переустанавливать столько раз, сколько мы пожелаем. Они также существенно влияют на характеристики крепежа. Тип резьбы, класс резьбы, конфигурация резьбы, способ изготовления резьбы и подгонка наружной и внутренней резьбы могут влиять не только на прочность резьбы и, следовательно, на прочность крепежа на растяжение, но и на устойчивость крепежа к таким вещам, как самопроизвольное разрушение. расслабление и усталость. Величина предварительного натяга, достигаемая для данного крутящего момента, может зависеть от конфигурации резьбы и от того, была ли резьба нарезана или накатана. Учитывая все обстоятельства, стоит внимательно изучить темы.
Они придают этому прочному промышленному изделию уникальную возможность устанавливать, снимать и переустанавливать столько раз, сколько мы пожелаем. Они также существенно влияют на характеристики крепежа. Тип резьбы, класс резьбы, конфигурация резьбы, способ изготовления резьбы и подгонка наружной и внутренней резьбы могут влиять не только на прочность резьбы и, следовательно, на прочность крепежа на растяжение, но и на устойчивость крепежа к таким вещам, как самопроизвольное разрушение. расслабление и усталость. Величина предварительного натяга, достигаемая для данного крутящего момента, может зависеть от конфигурации резьбы и от того, была ли резьба нарезана или накатана. Учитывая все обстоятельства, стоит внимательно изучить темы.
Метрические резьбы обозначаются кодовыми буквами M и MJ . Базовая геометрия метрической и дюймовой резьбы идентична, но то, как мы определяем метрическую резьбу, отличается от того, как мы определяем резьбу дюймовой серии.
Резьба Уитворта , которая имела прилежащий угол 55 ° вместо теперь универсального 60 ° , на протяжении десятилетий была британской стандартной формой .
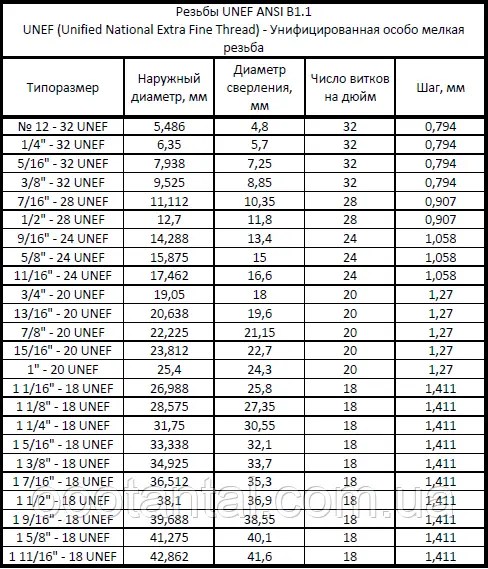
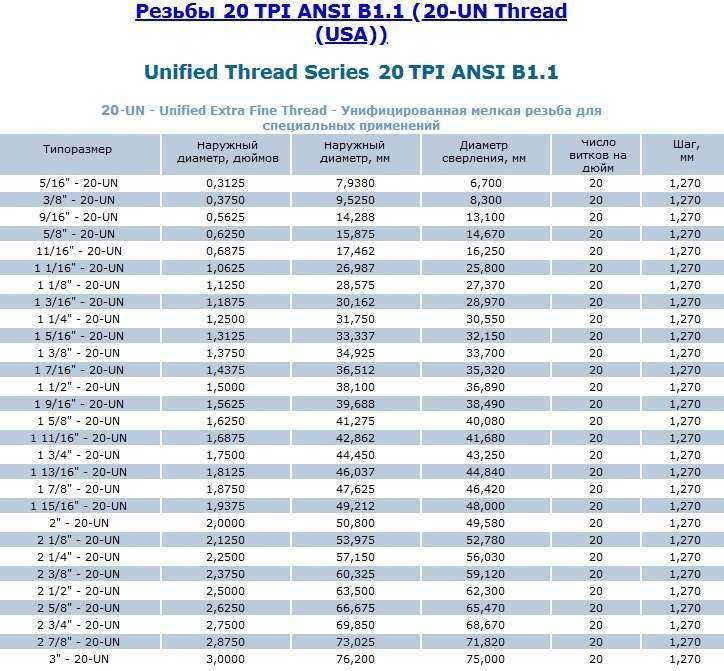
Резьбовые формы серии Inc описывают основные Унифицированная форма резьбы , обозначенная кодовыми буквами UN, UNR, UNJ . Всего существует восемь серий резьбы с постоянным шагом; 4, 6, 8, 12, 16, 20, 28 и 32 витков на дюйм. Все они являются стандартными для форм UN и UNR , но только серии с постоянным шагом 8, 12, и 16 резьбы на дюйм являются стандартными для формы UNJ. UNF, UNRF, и UNJF обозначают резьбу с мелким шагом. UNEF, UNREF и UNJEF обозначают «сверхтонкую» резьбу. UNS, UNRS, или UNJS имеют комбинации делительного диаметра, не встречающиеся ни в одной из вышеперечисленных стандартных серий.
РЕЗЬБЫ
МЕТРИЧЕСКАЯ
ГРУБЫЙ (ASME B1.
 13M)
13M)ТОЧНОЕ (ASME B1.13M)
АЭРОКОСМИЧЕСКАЯ (MJ ISO 965)
ЕДИНЫЙ
МЕТРИЧЕСКАЯ (ИСО 2904)
УНИФИЦИРОВАННЫЙ (ASME B1.
 5)
5)ЗАГЛУШКА (ASME B1.8)
БРИТАНСКИЙ ИМПЕРАТОРСКИЙ
ССЫЛКИ
АСМЭ Б1.1 2А ЧД
АСМЭ Б1.13М 6г ПД
Унифицированные комбинации ПД
Метрические комбинации PD
Унифицированные формы винтовой резьбы
Для унифицированных потоков определены три основных соответствия или «класса».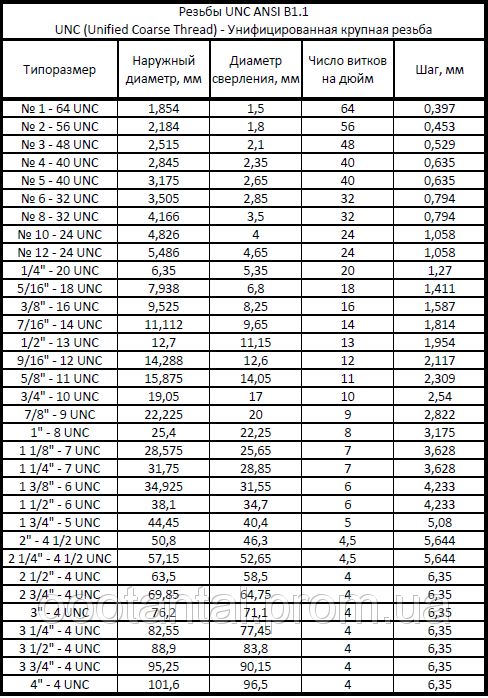 Им присвоены коды 1A, 2A, и 3A для наружной резьбы и 1B, 2B, и 3B для внутренней резьбы. Пара 1A и 1B определяет самую свободную посадку; 3A и 3B определяют самые плотные.
Им присвоены коды 1A, 2A, и 3A для наружной резьбы и 1B, 2B, и 3B для внутренней резьбы. Пара 1A и 1B определяет самую свободную посадку; 3A и 3B определяют самые плотные.
- Резьба класса 1A/1B используется для грубой работы, например, когда можно ожидать повреждения резьбы или в очень грязных условиях. Резьба
- класса 2A/2B предназначена для общего использования. Крепеж класса 3A/3B
- используется в случаях, требующих повышенной точности.
- Резьбе класса 1А и 2А присваивается одинаковый припуск в Единой системе, но припуск резьбы класса 2А может использоваться для покрытия. Резьба
- класса 2A, для которой не допускается использование припуска на покрытие, обозначается как класс 2AG.
- Классы 1A и 1B имеют более широкие допуски, чем классы 2A и 2B.
 Резьбе
Резьбе - класса 3A/3B назначается «нулевой припуск», поэтому посадка может быть прямой. Небольшой допуск на каждую резьбу делает сборку возможной. Внутренние резьбы (классы 1B, 2B и 3B) не имеют припусков.
Зазор между наружной и внутренней метрической резьбой также определяется базовым припуском и допусками в сторону меньшего количества материала. Количество вариантов допусков и допусков больше для метрической резьбы, чем для дюймовой, и для их описания используются разные названия. Расчетный зазор между резьбой и ее основным профилем, называемый допуском для резьбы дюймовой серии, называется положением допуска для метрической резьбы и обозначается буквенным символом:
- Для внутренней резьбы: G или H
- Для внешней резьбы: e,f,g или h
- H и h определяют нулевой припуск, отсутствие фундаментального отклонения от базового профиля.
- G и g обеспечивают небольшой припуск, который делает ребра резьбы немного менее толстыми и может использоваться для размещения металлического покрытия или, возможно, для обеспечения более свободной посадки.

- Для резьб M общего назначения внутренняя резьба стандартизирована без припуска (H), а наружная резьба с небольшим припуском (g), аналогично стандартной дюймовой резьбе UN.
- Резьба MJ, используемая в аэрокосмической промышленности, разработана без учета внутренней или внешней резьбы (H/h), аналогично дюймовой резьбе UNJ для аэрокосмической отрасли.
- Посадки с наружной резьбой большего размера, предусмотренные позициями f и e, не используются, за исключением особых случаев.
Измерение резьбы стало проще
A Оптовый дистрибьютор: 800-348-8467
Поиск
Точная идентификация соединителей жидкостной линии имеет решающее значение перед выбором и установкой правильных фитингов. В этом посте будут рассмотрены некоторые из наиболее распространенных систем транспортировки гидравлической жидкости, трубопроводов и контрольно-измерительных приборов, а также способы их измерения в полевых условиях.
Шесть наиболее распространенных типов резьбы
Когда дело доходит до различных типов резьбы, большинство людей, работающих в гидроэнергетике, узнают американскую трубную резьбу (NPT/NPTF), а также SAE или унифицированную резьбу (UN/UNF). ). Однако резьба и соединения делятся на шесть основных типов:
- UN/UNF
- НПТ/НПТФ
- БСПП (БСП, параллельный)
- BSPT (BSP, конический)
- метрическая параллельная
- метрическая коническая
Как измерить резьбу
1.) Сначала используйте комбинацию наружного и внутреннего диаметра. штангенциркуль для измерения диаметра резьбы. Примечание. Резьба бывшего в употреблении фитинга может изнашиваться и деформироваться, поэтому измерения могут быть неточными.
2.) Во-вторых, используйте измеритель шага резьбы, чтобы определить количество витков резьбы на дюйм. Для метрических соединений измерьте расстояние между резьбами.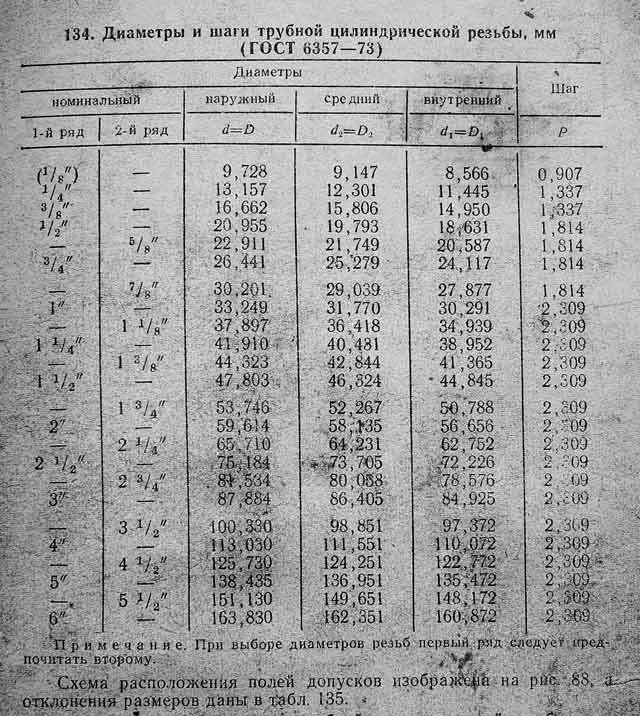 Поместите калибр на резьбу до плотного прилегания, сверяйте свои измерения с таблицей резьбы.
Поместите калибр на резьбу до плотного прилегания, сверяйте свои измерения с таблицей резьбы.
3.) В-третьих, если порт расположен под углом, определите угол седла с помощью калибра на поверхности уплотнения. Осевая линия фитинга и манометра должны быть параллельны.
Измерительные инструменты
Использование комбинации трех инструментов позволяет легко идентифицировать разъемы. Использование I.D./O.D. штангенциркуль, измеритель шага резьбы и измеритель угла посадки позволяют выполнять точные измерения большинства соединений. Многие штангенциркули с внутренним диаметром резьбы представляют собой как штангенциркуль, так и измеритель угла седла в одном инструменте.
В.Д./В.Д. штангенциркуль используется для измерения наружного диаметра. наружной резьбы и I.D. женской резьбы. (Важно: при сопоставлении размеров калибра с таблицами резьбы имейте в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и деформирована в результате использования, что приведет к неточному сравнению с таблицами резьбы.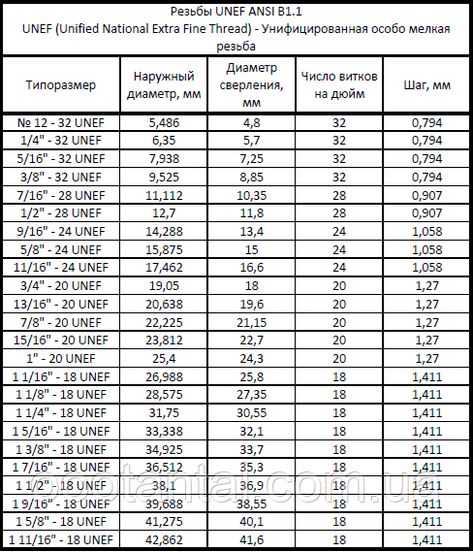
Для английских, британских и других европейских резьб Измеритель шага резьбы измеряет количество витков резьбы на дюйм. Однако для метрических резьб калибр определяет расстояние между витками резьбы.0050
Угловой упор используется путем размещения упора на уплотняемой поверхности. Осевая линия конца фитинга и калибра должны быть параллельны. В английской системе указываются размер и шаг резьбы (количество витков на дюйм), а также тип резьбы.
Измерение резьбы
С помощью калибра шага резьбы совместите калибр с резьбой и убедитесь, что он плотно прилегает. Сопоставьте измерения с таблицей резьбы. Затем измерьте диаметр резьбы с помощью внутреннего/наружного диаметра. каверномер.
Measurin g Углы уплотнительной поверхности
Соединения с внутренней резьбой измеряются путем вставки внутренней части калибра в соединение на уплотнительной поверхности.