Способы сварки нержавеющей стали: современные технологии, виды и способы
alexxlab | 18.07.2023 | 0 | Разное
современные технологии, виды и способы
Из этого материала вы узнаете:
- Кто и когда создал нержавеющую сталь
- Какая существует технология сварки нержавеющей стали
- Какие есть режимы и способы сварки нержавеющей стали
- Какие необходимы оборудование и расходные материалы для сварки нержавеющей стали
- Как выполняется сварка изделий из нержавеющей стали с другими металлами
- Какие ошибки чаще всего допускают во время сварки нержавеющей стали
Согласно существующей классификации металлов нержавеющая сталь является высоколегированной, особо устойчивой к разрушению и коррозии. Потребитель видит в этом огромное преимущество, а сварщик – сложность в обработке. На сегодняшний день сварка трубопроводов из нержавеющей стали и сварка тонколистовой нержавеющей стали очень востребованы. Для профессионала выполнение этих работ не должно составлять никакого труда. Разберем подробнее, что такое сварка нержавеющей стали.
История нержавеющей стали
Своим появлением нержавеющая сталь обязана английскому металлургу Гарри Бреарли, который в 1913 году работал над совершенствованием оружейных стволов и отметил, что хром, добавленный в состав низкоуглеродистой стали, резко повышает ее антикоррозийные свойства.
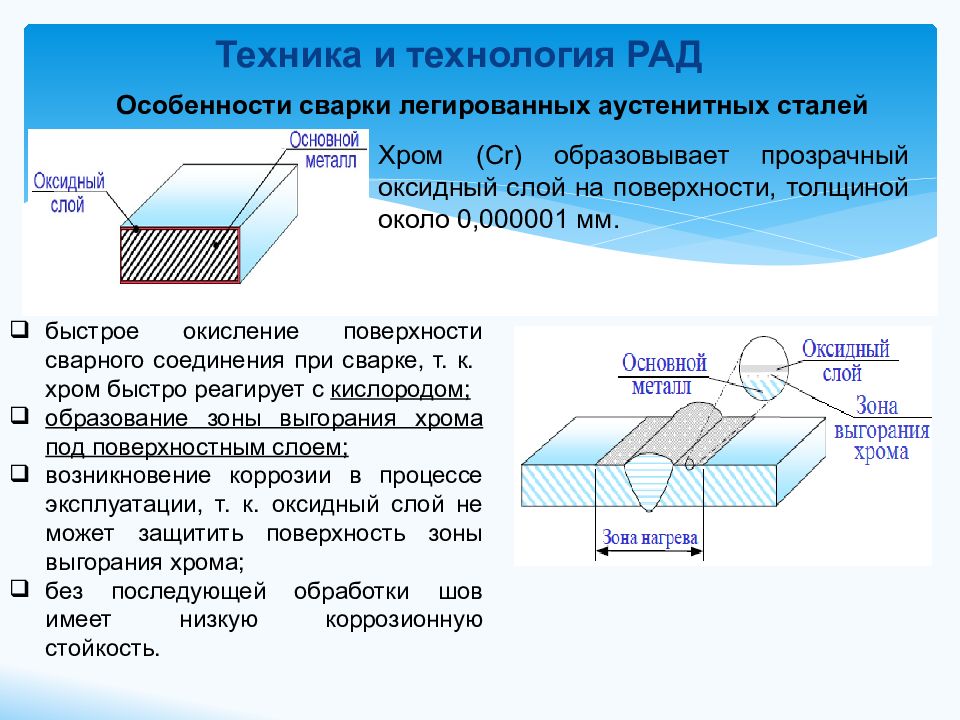
Основными элементами любой нержавеющей стали являются железо, хром и углерод. Количество хрома в составе варьируется в пределах 11–30 %. Высокая устойчивость стали к коррозии обеспечивается хромом, добавленным в количестве не менее 12 %. Именно благодаря ему при взаимодействии с кислородом, находящимся в атмосфере, на стали образуется оксидная пленка, представляющая собой очень тонкий слой оксида хрома. Атомы этого оксида по размеру схожи с атомами хрома, что дает им возможность плотно примыкать друг к другу и образовывать устойчивый к любым воздействиям слой, имеющий толщину нескольких частиц.
При деформации поверхности нержавеющей стали – порезах или царапинах, наблюдается разрушение оксидной пленки.
Помимо железа, хрома и углерода, в состав современных нержавеющих сталей входят и иные элементы. Повышается коррозионная стойкость и улучшаются другие физико-механические свойства нержавеющей стали при добавлении никеля, молибдена или ниобия. Никель значительно снижает тепло- и электропроводность стали.
Современные технологии значительно расширили область применения нержавеющей стали, затронув практически все сферы жизни человека. Из наиболее популярных хромоникелевых аустенитных сталей изготавливаются крепежные детали в виде болтов и гаек. Эти сплавы применяются в производстве монет.
Аустенитные стали не требуют особой обработки и легко поддаются сварке. Химическая промышленность сделала востребованными ферритные сплавы. Благодаря своей устойчивости к негативному воздействию высокой температуры и различных химических составов, в том числе и кислот, они идеально подходят для изготовления больших резервуаров, необходимых в химическом производстве.
Химическая промышленность сделала востребованными ферритные сплавы. Благодаря своей устойчивости к негативному воздействию высокой температуры и различных химических составов, в том числе и кислот, они идеально подходят для изготовления больших резервуаров, необходимых в химическом производстве.
Технология сварки нержавеющей стали
Сварка нержавеющей стали – процесс, требующий серьезного подхода. Даже небольшое отступление от разработанной технологии грозит отрицательным результатом. Все требования к технике и способам сварки нержавеющей стали продиктованы ее химическим составом и физическими свойствами.
Для промышленной или бытовой сварки профильной и листовой нержавеющей стали необходимо правильно выбрать способ работы. Здесь все зависит от вида металла. Нержавеющую сталь профессионалы квалифицируют на:
- аустенитную;
- мартенситную;
- ферритную.
На эффективность процесса сварки нержавеющей стали оказывают влияние многие факторы.
Особенности сварки нержавеющей стали:
1. Теплопроводность данного материала гораздо ниже, чем у низкоуглеродистой стали. Разница может варьироваться в пределах от 50 % до 100 % в зависимости от марки материала. При проведении сварки нержавеющей стали необходимо обязательно учитывать этот момент, чтобы не допустить прожога металла в месте выполнения сварочного шва. Оптимальным будет выбор режима пониженного на 17–20 % тока.
2. Нержавейку отличает повышенное электрическое сопротивление. Именно этим объясняется значительная скорость сгорания электрода, вызванная быстрым и сильным его нагревом. Оптимальным решением будет выбор хромоникелевых электродов.
3. У нержавеющей стали высокое значение коэффициента линейного расширения. Поэтому при сваривании деталей из нержавеющей стали, особенно значительной толщины, должен быть выдержан некоторый зазор, обеспечивающий нужную усадку шва. Невыполнение данного условия грозит появлением трещин.
4. Неправильно выбранный режим термообработки аустенитной хромоникелевой нержавеющей стали может спровоцировать потерю ее антикоррозийных свойств, связанную с образованием карбида железа и хрома. Исправить ситуацию можно быстрым охлаждением сварочного шва холодной водой. Однако такой способ значительно снижает стойкость к коррозии.
5. В разных условиях температура сварки нержавеющей стали варьируется от +600 до +1200 °С.
Широкий ассортимент современного сварочного оборудования дает возможность проводить сварку нержавеющей стали как в промышленном масштабе, так и в бытовых условиях.
Подготовительный этап к сварке нержавеющей стали идентичен аналогичным процедурам с другими металлами. Но некоторые моменты все же требуют особого внимания:
- Металлическая щетка поможет быстро и эффективно зачистить до блеска кромки соединяемых сваркой деталей.
- Подходящий растворитель, ацетон или авиационный бензин поможет обезжирить поверхности.
 Такой подход снижает пористость шва, а также повышает устойчивость дуги.
Такой подход снижает пористость шва, а также повышает устойчивость дуги.
Режимов и способов сварки нержавеющей стали существует довольно много. Чаще всего используют:
- аргонодуговую, с режимом DC/AC TIG и вольфрамовым электродом;
- сварку с режимом ММА и покрытым электродом;
- аргоновую полуавтоматическую, с режимом MIG и нержавеющей проволокой;
- холодную, осуществляемую под давлением, без плавления поверхности;
- шовную и точечную контактную;
- при помощи лазерного луча.
Аргонодуговой сварочный аппарат имеет свои неоспоримые преимущества. Он обеспечивает защиту сварочной ванны аргоном, не допускает соприкосновения металла и воздуха, дает возможность получения качественного сварочного шва. Неплавящиеся вольфрамовые электроды, в свою очередь, не допускают разбрызгивания металла, что способствует получению ровного и прочного шва.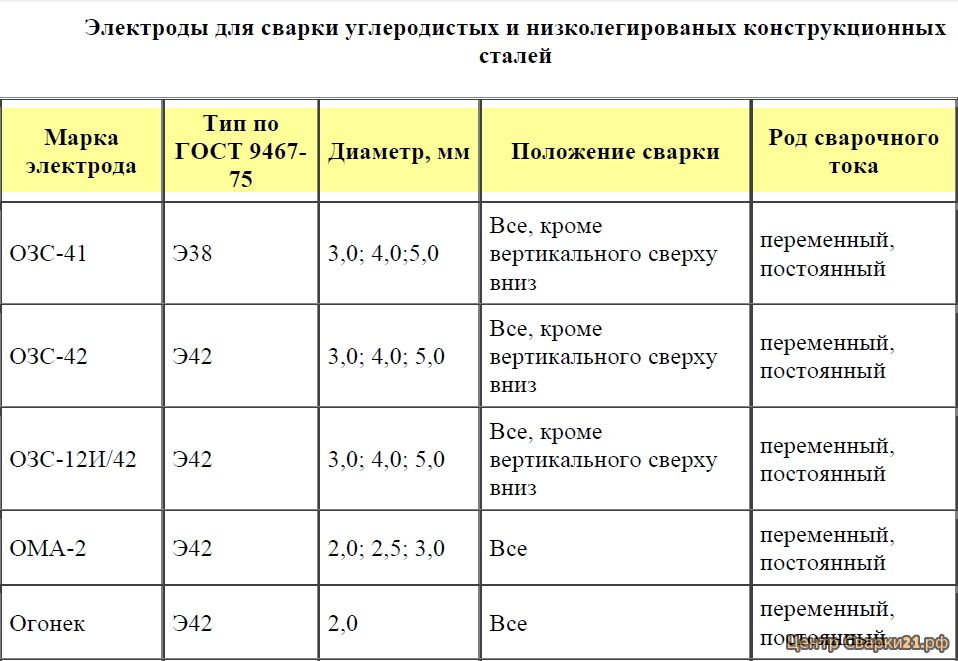
Аргон не позволяет воздуху и содержащимся в нем газам попасть в сварочную ванну во время расплавления металла. Он тяжелее воздуха и не входит в реакцию с расплавляемым металлом. Такие свойства обеспечивают наилучшую и самую доступную защиту сварочного шва. Профессионалы признают преимущества аргонодуговой сварки, отлично проваривающей шов стали и дающей повышенный провар на корне шва независимо от толщины металла.
Аргонодуговая сварка нержавеющей стали инвертором в режиме DC/AC TIG
Если материал для сварки выбран очень тонкий, а требования к качеству предъявлены высокие, то предпочтительнее будет применить метод TIG. Вольфрамовый электрод в инертном газе оптимально подходит для сварки нержавеющих труб, используемых при транспортировке газа или жидкости под давлением.
Сварка нержавеющей стали в среде
 Присадочным материалом может служить проволока с более высокой степенью легирования, чем обрабатываема сталь. Защитить изделие от брака в этом случае поможет аргон.
Присадочным материалом может служить проволока с более высокой степенью легирования, чем обрабатываема сталь. Защитить изделие от брака в этом случае поможет аргон.
При работе старайтесь исключить колебательные движения электродом, чтобы не нарушить защиту области сварки и не допустить окисления металла на шве. Оборотную сторону шва от воздуха защищает поддув аргона. Стоит отметить, что нержавеющая сталь – не слишком требовательная к защите оборотной стороны, как, к примеру, титан.
Важно прослеживать, чтобы вольфрам не попадал в сварочную ванну. С этой целью оптимально применение бесконтактного поджога дуги или зажигание ее сначала на пластине из графита или угля с последующим переносом на основной металл.
Чтобы концентрация хрома на внешних участках оставалась постоянной и не уменьшалась, сварочный шов охлаждают водой. Чтобы уменьшить расход вольфрамового электрода, не следует по окончании сварки сразу выключать защитный газ.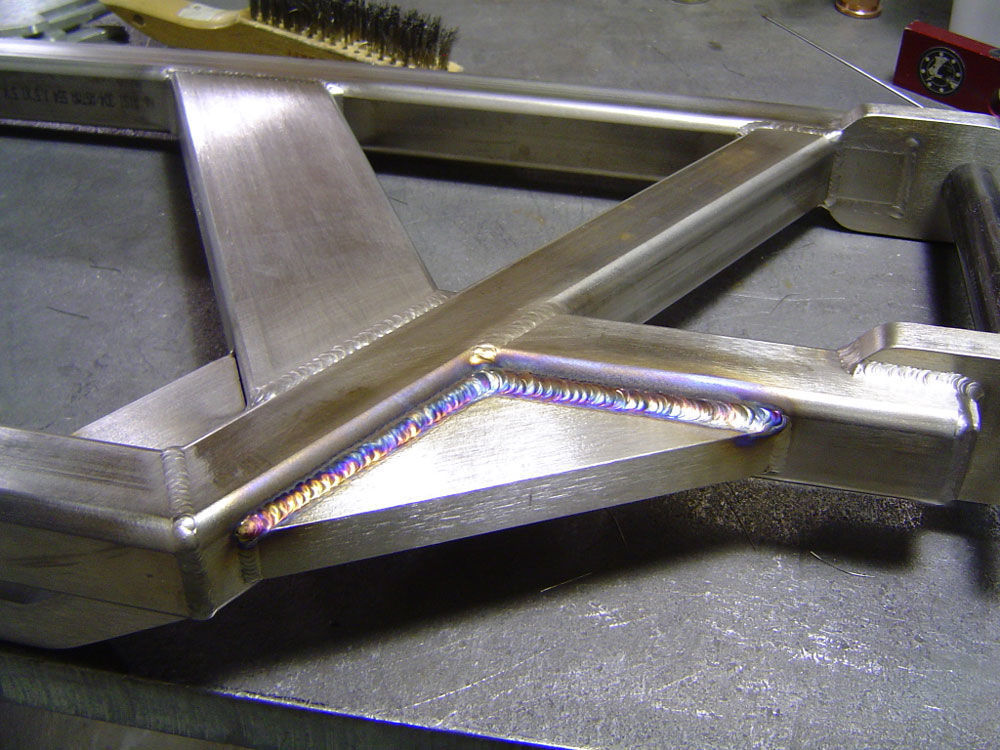
К бесспорным преимуществам данного вида сварки нержавеющей стали можно отнести:
- выполнение высококачественных швов;
- возможность визуального наблюдения за ходом работы;
- отсутствие разбрызгивания металла;
- возможность выполнения сварки в любой плоскости;
- защита сварного шва от попадания шлака.
Ручная дуговая сварка нержавеющей стали покрытыми электродами (режим ММА)
В ручной дуговой сварке используются покрытые электроды, что обеспечивает шву достойное качество. Когда к сварному соединению не предъявляется каких-либо отдельных требований, то этот способ будет самым оптимальным.
Электроды, которые применяются при сварке нержавеющей стали, должны соответствовать ГОСТу 10052-75 «Электроды, покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами». Для процесса сварки нержавеющей стали используются электроды марок ЦЛ-11, ОЗЛ-8, УОНИ-13/НЖ 12Х13, НИАТ-1 и др.
Для процесса сварки нержавеющей стали используются электроды марок ЦЛ-11, ОЗЛ-8, УОНИ-13/НЖ 12Х13, НИАТ-1 и др.
Зная марку нержавеющей стали для сварки, с помощью ГОСТа легко выбрать нужные для работы электроды. Они в обязательном порядке должны обеспечивать высокий уровень основных эксплуатационных параметров сварных соединений – коррозионной стойкости, механических свойств, при необходимости жаростойкости и т. п. Выбор электродов для сварки нержавеющей стали должен быть ориентирован на требования к конструкции, указанные в ее документации.
В работе обычно применяется ток обратной полярности. Профессионалы стремятся как можно меньше проплавить шов, используя в работе электроды с небольшим диаметром и минимум тепловой энергии. Стоит отметить, что для сварочных работ с обычной сталью требуется ток, сила которого на 15–20 % выше, чем для работ с нержавейкой.
Высокое электрическое сопротивление и низкая теплопроводность электродов ограничивают применение токов высокого значения. Это может вызвать перегрев покрытия и деформацию отдельных участков. Этими же причинами обоснована более высокая скорость плавления электродов, выбираемых при сварке нержавеющей стали, нежели для обычной стали. Мастер, впервые занимающийся сваркой нержавейки, должен знать эти нюансы.
Это может вызвать перегрев покрытия и деформацию отдельных участков. Этими же причинами обоснована более высокая скорость плавления электродов, выбираемых при сварке нержавеющей стали, нежели для обычной стали. Мастер, впервые занимающийся сваркой нержавейки, должен знать эти нюансы.
Для сохранения коррозионных свойств сварочного шва необходимо его быстро охладить. Достичь этого можно путем обдувания воздухом или применением медных прокладок. Для хромоникелевых аустенитных сталей допустимо использование холодной воды.
Преимуществ у данного метода несколько:
- Мобильность, возможность выполнять работы в любых положениях, а также в труднодоступных местах.
- Широкая номенклатура электродов. Это дает возможность соединять самые разнообразные металлы. При этом на перенастройку оборудования затрачивается очень мало времени.
Аргоновая полуавтоматическая сварка нержавеющей стали в режиме MIG/MAG с применением нержавеющей проволоки
Одним из способов сварки, применяемой как в масштабе тяжелой промышленности, так и в бытовых условиях, является полуавтоматическая MIG/MAG сварка. Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Процесс несколько легче TIG сварки, доступен для быстрого обучения. Как и любая работа, MIG сварка имеет свои особенности, которые должны быть учтены на практике.
Существуют некоторые нюансы, характерные для полуавтоматической MIG/MAG сварки, которым необходимо уделить отдельное внимание. Сварщик обязан знать базовые основы сварки, совершенствоваться в работе, узнавать и понимать детали, чтобы в дальнейшем использовать их в работе и получать результаты высокого качества.
Суть полуавтоматической MIG/MAG сварки заключается в соединении нескольких металлических деталей в одно целое при помощи расплавленной ванны, образующей связь в процессе охлаждения и затвердевания. Концепцию такого типа сварки можно назвать простой. Однако несоблюдение технических требований и условий приведут к негативному результату – низкому качеству сварочного шва, что станет дефектом изделия.
Для полуавтоматической MIG/MAG сварки применяются защитные газы GMAW, сокращение от Gas Metal Arc Welding. Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Кроме полуавтоматического, работа может выполняться в автоматическом режиме сварки нержавеющей стали. В таком случае электродная проволока и защитный газ непрерывно подаются в сварочную горелку, а затем в область ведения сварки. Защитный газ оберегает место сварки от негативного внешнего воздействия. Наименование MIG происходит от Metal Inert Gas – сварка в инертном газе, а MAG – от Metal Active Gas – сварка в активном газе.
Основными преимуществами данного вида сварки являются:
- высокая скорость сварки;
- доступность быстрого обучения работе;
- возможность выполнения длинных сварных швов, отсутствие необходимости останавливать процесс или заново запаливать дугу;
- сварочный шов после проведения работ не требует очистки.
Другие современные способы сварки нержавеющей стали
- Холодная сварка нержавеющей стали без плавления под давлением.
В данной технологии плавление материала в зоне соединения не предусмотрено. Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
Совмещение стальных деталей производится на уровне кристаллических решеток. Будет ли давление оказываться на обе заготовки или одну определяется конфигурацией частей и получаемым соединением. Любопытно этот процесс смотрится на видео, когда две стальные заготовки будто бы вдавливают друг в друга.
- Шовная и точечная контактная сварка нержавеющей стали.
Существует две технологии выполнения такой сварки: точечная и роликовая. Такой метод позволяет соединять тонкие пласты нержавеющей стали, которые имеют толщину не больше 2 мм. Оборудование применяется такое же, как и для обычной сварки.
- Лазерная сварка нержавеющей стали.
Этот метод сварки нержавеющей стали потрясающе смотрится и имеет целый ряд серьезных преимуществ. Сталь в зоне соединения не теряет своей прочности даже при высоком температурном воздействии, быстро охлаждается, трещины не появляются, зерна, образующиеся в структуре металла, имеют минимальный размер. Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Технология лазерной сварки и необходимое оборудование широко применяются в самых разных промышленных сферах: автомобилестроении, тракторостроении, при монтаже различных коммуникаций и т. д.
Оборудование и расходные материалы для сварки нержавеющей стали
Стандартный комплект, состоящий из инвертора, осциллятора и баллона с аргоном, дополненный горелкой и набором шлангов и проводов, прекрасно подойдет в качестве сварочного аппарата для сварки тонкой нержавеющей стали, для работы в ручном режиме.
В качестве расходных материалов будут выступать аргон и присадочная проволока. Важно, чтобы состав присадки и свариваемого материала был одинаковым. Обычно разнообразные изделия изготавливают из нержавеющей стали, имеющей марку 304. Оптимальным присадочным материалом для нее станет пруток для сварки нержавеющих сталей, имеющий марку Y308.
Аргон – не единственный защитный газ, применяемый в сварочных работах такого типа. Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Однако он считается основным, поэтому процесс сварки и называют аргонодуговым.
Расход аргона – серьезный показатель в расчете себестоимости проведения сварочных работ. Он напрямую зависит от вида металла, свариваемого по технологии TIG. К примеру, при соединении алюминиевых стыков требуется около 20 л/мин, а титановых – 50 л/мин. На сварку нержавейки понадобится 8 л/мин аргона. Установка газовой линзы, оснащенной специальной сеточкой, позволит снизить объемы расходуемого аргона и усилит износостойкость сварочной ванны.
Линза подбирается для каждого сопла горелки по размеру, с соответствующим номером от 4 до 10. Чем выше номер, тем сильнее защитные свойства линзы. Следует учитывать, что для работы в труднодоступных местах лучше подойдут более компактные линзы. Отмечено, что благодаря установке на горелки газовых линз неплавящиеся вольфрамовые электроды выдвигаются на 10 мм дальше. Для аргоновой сварки нержавеющей стали оптимально подходит универсальный вид вольфрамовых электродов. Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
Диаметр тугоплавкого стержня выбирают, ориентируясь на толщину свариваемых заготовок.
При толщине детали из нержавеющей стали до 1,6 мм диаметр вольфрамового электрода должен быть не менее 1 мм, а сила тока – 50 А. Если свариваемый материал большей толщины, то сила тока требуется до 50 А, а диаметр вольфрамового стержня не менее 1,6 мм.
Особенности сварки изделий из нержавеющей стали с другими металлами
Современный человек использует в своей жизни все больше инструментов, вещей, средств, которые со временем при износе или поломке требуют применения сварки. Однако очень многие металлы могут быть успешно сварены только после дополнительной подготовки.
1. Сварка нержавеющей стали с титаном
Каждый способ сварки нержавеющей стали подразумевает свои требования ко всем элементам конструкции, включая подготовку самих деталей, их кромок, определение нужного размера шва и т. п. Все параметры утверждены и регламентированы ГОСТом. Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Особые требования предусмотрены для сварочных работ со сталью и титаном. Рассмотрим, что именно предусмотрено нормативными актами в этом случае и какие требования следует соблюдать в работе.
Самой главной задачей в подготовке сварочных работ стали и титана является правильный выбор материала, метода и режима сварки. Оптимальный режим позволит либо предотвратить, либо резко подавить образование хрупких интерметаллических фаз, негативно влияющих на получение качественного результата работы.
Обычным способом соединить титан и сталь невозможно. Просто сваривать эти два металла друг с другом бесполезно. Здесь нужно применять аргон в совокупности с вольфрамовым электродом. Значительно реже, но все еще применяют сварку при помощи специальных промежуточных вставок. Такой способ достаточно трудоемок, но всегда дает хорошие результаты. В качестве вставок можно использовать технический талан, имеющий давление 700 Мпа, и термообрабатываемую бронзу.
2. Сварка нержавеющей стали с алюминием
Сварка нержавеющей стали с алюминием
Надежным способом профессионалы считают сварку алюминия и стали через биметалл. Биметаллом является материал, структуру которого составляют несколько слоев различных металлов.
Изготавливается он одновременным прокатом через валы. Между слоями происходит диффузия молекул. Для алюминирования применяется прерывный и непрерывный методы. Металл помещается во флюс, затем обсушивается и обрабатывается реакционным газом. В этом случае он приобретает чистую и слегка пористую поверхность.
Деталь погружается в горячий алюминиевый расплав, полностью там прогревается и удерживается некоторое время для проникновения алюминия в пористую структуру поверхности. Затем ее вынимают из ванны. За счет закупорки в поверхности части расплавленного металла и получается прочное соединение. Такой электролитический метод сварки нержавеющей стали признан наиболее затратным и энергоемким.
Примерная инструкция по сварке алюминия со сталью следующая: взять по бруску алюминия, биметалла, состоящего из алюминия и нужной стали, а также самой стали.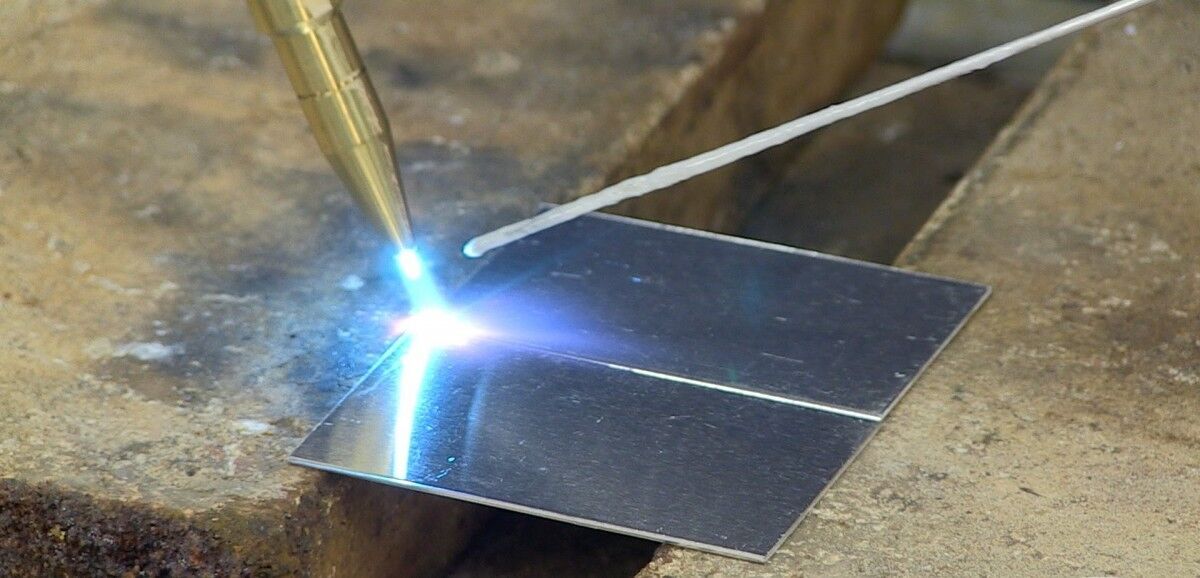 Все поверхности нуждаются в обработке и обезжиривании.
Все поверхности нуждаются в обработке и обезжиривании.
Первый шаг – соединение алюминия с алюминиевой подложкой биметалла. Необходимо следить за процессом, чтобы не допустить перегрева. Оптимальным решением будет использование хорошего полуавтомата сварки MIG. Проволоку выбирайте также алюминиевую. Это обеспечит большую скорость и возможность регулирования глубины проваривания.
Остальная часть пластины приваривается непосредственно к стали. Здесь должна использоваться специальная проволока. Следует учитывать роль алюминия в отводе тепла. Нельзя допускать его перегрева, чтобы не спровоцировать появление экзотермической реакции со сталью, вызывающей образование на стыке металлов очень хрупкого соединения FeAl3.
3. Сварка жаропрочной нержавеющей стали
Самой большой неприятностью при выполнении работ с жаропрочной сталью становятся появляющиеся микро- и макротрещины. Чтобы этого избежать, необходимо исследовать каждый материал, и выяснить оптимальную температуру для сварки. При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
При этом нужно учитывать склонность материалов к коррозии и воздействию других негативных факторов.
Определять тенденцию образования трещин на металле лучше всего проведением натуральных испытаний. Качественная сварка жаропрочной стали подразумевает достижение в швах и соединениях механических свойств, максимально приближенных к основному материалу.
Обязательным условием проведения качественных работ считается предварительная закалка жаростойких сплавов. Процесс заключается в воздействии на каждую деталь температуры +1100 °С с последующим охлаждением.
Применение термообработки металла после его закалки способствует значительному упрочнению стали. Следует понимать, что качество сварки по паяному шву напрямую зависит от химического состава припоя.
4. Сварка черной и нержавеющей стали
Разный химический состав стали приводит к появлению своих особенностей сварки:
- Следует учитывать теплопроводность материалов, чтобы не получилось так, что один из них недостаточно проплавился.

- Различие коэффициентов линейного расширения. В наиболее слабом месте сварочного соединения, в области сплавления, даже после завершения термообработки могут оставаться напряжения.
- Сталь, достаточно насыщенная углеродом, может отдавать его металлу шва, что значительно снижает антикоррозийные свойства нержавейки.
Единого подхода к сварке нержавеющей стали, дающего отличный результат во всех случаях, не существует. Это обусловлено великим многообразием видов соединений металла, их разным составом.
Качественные результаты гарантированы при работе с материалом, имеющим хорошую свариваемость, и соблюдении рекомендаций профессионалов. На практике чаще всего используются два метода сварки нержавеющей стали с низкоуглеродистыми и низколегированными материалами:
- Для заполнения шва используются электроды из более легированной стали или имеющие никелевую основу.
- Вначале при помощи легированных электродов из черной стали наплавляется кромка, затем делается плакированный слой.
 Процесс завершается свариванием электродами нержавеющей кромки.
Процесс завершается свариванием электродами нержавеющей кромки.
5. Сварка разнородных сталей
Для сварных соединений разнородных сталей характерен ряд специфических особенностей. Основное затруднение при работе с такими сталями в конструкции, долго работающей под воздействием высоких температур, вызывает образование в области соединения структурной неоднородности, способной привести к изменению свойств металлов и преждевременному разрушению конструкции.
Неоднородность не будет образовываться при высоком содержании никеля в составе аустенитного материала. Никель – дорогой и дефицитный материал, который нужно применять с осторожностью, чтобы не спровоцировать появление горячих трещин в сварочных швах.
Для получения результата высокого качества при соединении аустенитной стали с неаустенитной металл шва должен иметь повышенное содержание никеля, чтобы предупредить структурную неоднородность в зоне сплава. Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
Но тот же никель негативно влияет на металл. Поэтому следует рассчитывать оптимальное его содержание, учитывая факторы, влияющие на появление в зоне сварки структурной неоднородности.
6. Сварка пищевой нержавеющей стали
Для сварки нержавеющей стали, используемой в пищевой промышленности, оптимально подходят электроды ЦЛ-11. Они позволяют проводить сварочные работы в любом пространственном положении, применять обратно полярный ток. Этим объясняется их востребованность у профессиональных сварщиков.
До начала работы электроды прокаливают. Стоит внимательно относиться к этому этапу, от этого зависит качество выполняемой работы. Время прокаливания – 1,5 часа. Электроды отличает высокое качество металла шва, малое разбрызгивание и устойчивое горение дуги. Большая популярность сварочных электродов при работе с пищевой нержавейкой обеспечивается и отличным удалением шлаков.
8 часто допускаемых ошибок во время сварки нержавеющей стали
В процессе сварочных работ могут допускаться ошибки, некоторые из них значительно влияют на конечный результат.
Качество работы определяется множеством факторов, которые требуют постоянного внимания – классность оборудования, металла, расходных материалов, ход сварочного процесса и т. д. Несоблюдение одного из этих параметров неизбежно приведет к ошибкам в сварочных работах.
1. Использовать устаревшее сварочное оборудование и методы недопустимо. Современные технологии наполнены инновациями, которые помогают снизить энергопотребление, увеличить скорость сварки, сократить время на подготовку до сварки и быстро обучить оператора работать на новом оборудовании.
2. Если в работе используется слишком слабая или рассчитанная на очень высокие силы тока сварочная горелка, то это вызовет лишние расходы.
3. Довольно распространенной ошибкой является неправильное хранение сварочного материала под негативным воздействием влаги, пыли и т. п. Рекомендуется выбирать сухие, чистые помещения, без резких перепадов температуры.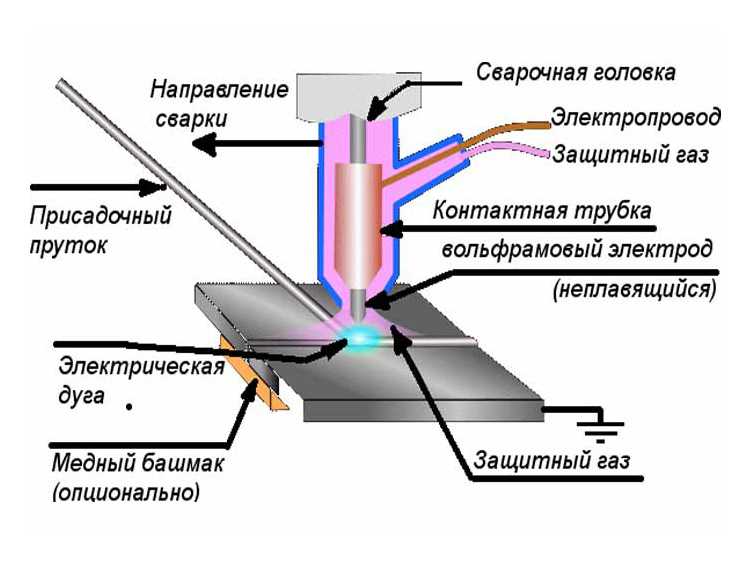
4. Ошибкой будет неправильный выбор температуры подогрева или температуры металла во время начала сварки нержавеющей стали. Материал должен быть предварительно нагрет до достижения определенной температуры.
5. Несвоевременное профилактическое обслуживание сварочного оборудования может привести к сбоям в его работе. Также необходима своевременная замена расходных материалов и запасных частей сварочной горелки.
6. Несоответствие применяемого защитного газа негативно отразится на результате работы.
7. К низкому результату приводит отсутствие обучения сотрудников и приобретение дешевых, некачественных сварочных материалов.
8. Неправильно подготовленный сварочный шов при эксплуатации конструкции может спровоцировать серьезные проблемы.
Особенности нержавеющей стали, ее отличия от обычной, способы сварки.
Your browser does not support the video tag.
От обычной стали нержавеющая отличается тем, что в ней присутствуют легирующие элементы. Это хром, никель и т.д. Сварщики, имеющие недостаточный опыт, нередко испытывают трудности при работе с этим материалом. Поэтому, прежде чем приступать к сварке нержавейки, нужно знать особенности этого процесса.
Особенности сварки
На нержавеющей сталь после сварки образуются ровные швы, которые практически не нуждаются в обработке. Последующая шлифовка и полировка позволяет добиться идеальной поверхности. Но при этом следует знать, в чем сложности сварки:
- Линейное расширение. У нержавейки оно выше, чем у остальных видов стали. При проведении сварочных работ, сопровождающихся нагреванием, деталь удлиняется, а затем, при охлаждении, принимает первоначальный размер. Это может привести к деформации изделия, а также к растяжению сварочного шва. Последний может дать трещины.
- Теплопроводность. Она ниже, чем у обычной стали, вдвое.
 Поэтому при сварке следует уменьшать силу тока.
Поэтому при сварке следует уменьшать силу тока. - Большое содержание хрома может привести к утрате антикоррозийных качеств в зоне шва. В результате через некоторое время шов может разрушиться.
Сварка нержавеющей стали
При варке нержавейки используется электрическая дуга. Она дает возможность плавить чугун и формировать для защиты газовое облако. Есть три варианта сварки:
- Покрытыми электродами. Работа производится с помощью источника тока, один вывод которого подсоединяется к детали, другой — к электроду. В результате появляется дуга, плавящая металл. Этот способ часто применяется в домашних условиях.
- Полуавтоматом. Этот метод выполнить сварку дает возможно быстро и качественно. В качестве источником тока используется инвертор.
- Аргоновая сварка. Такой метод выбирается, если металл очень тонкий либо к соединению предъявляются высокие требования.
Сваривание нержавеющей стали — непростой процесс, с помощью которого можно добиться качественного долговечного соединения. Большое значение имеет правильный выбор способа сварки.
Большое значение имеет правильный выбор способа сварки.
Оставить заявку и проконсультироваться по интересующим вопросам вы можете:
- Позвонив по телефону: 8 (495) 763 44 09
- написав на почту: [email protected]
- Через форму: обратной связи
Токарные работыПодробнее
Фрезерные работыПодробнее
Лазерная резкаПодробнее
Сварочные работыПодробнее
Изготовление деталейПодробнее
Порошковая покраскаПодробнее
ГальваникаПодробнее
Гибка металлаПодробнее
Изготовление металлоконструкцийПодробнее
Карта сайта
Спасибо
Наши менеджеры свяжутся с Вами в ближайшее время.
4 лучших способа сварки нержавеющей стали [Краткое руководство]
Нержавеющая сталь давно считается популярным строительным материалом. Это широко известное предпочтение за его долговечность, прочность, обрабатываемость и различную степень коррозионной стойкости. Этот привлекательный металл усложняет точную сварку. Крайне важно обсудить мир сварки нержавеющей стали , прежде чем выбрать проект с нержавеющей сталью. Давайте подробно рассмотрим металл и лучшие техники сварка нержавеющей стали .
Этот привлекательный металл усложняет точную сварку. Крайне важно обсудить мир сварки нержавеющей стали , прежде чем выбрать проект с нержавеющей сталью. Давайте подробно рассмотрим металл и лучшие техники сварка нержавеющей стали .
Нержавеющая сталь представляет собой сплав железа с переменным содержанием хрома от 11% до 30%. Нержавеющий, привлекательный характер металла обязан хрому. Изменение доли элементов хрома зависит от химического состава нержавеющей стали и ее использования. В него добавляются такие элементы, как никель и молибден, для улучшения формуемости и коррозионной стойкости.
Гарри Бреарли представил оригинальную нержавеющую сталь в 1913. Его популярность растет из-за его прочности и антикоррозионных свойств по отношению к химическим веществам, газам и жидкостям. Люди удивляются, узнав, что существует три типа нержавеющей стали: ферритная, аустенитная и мартенситная.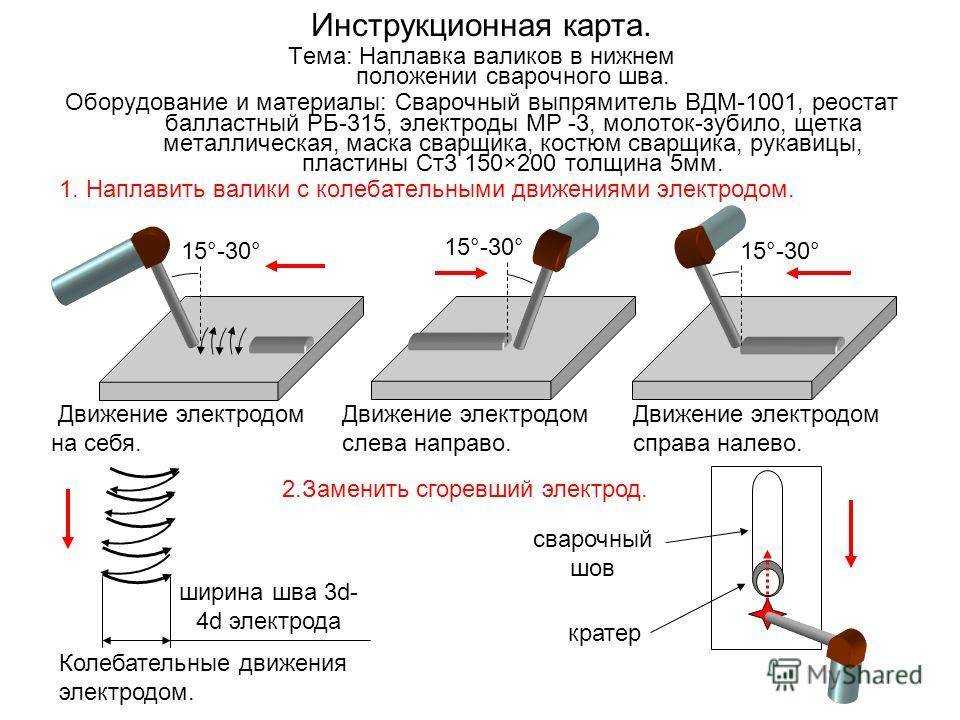 Процесс сварки не сильно отличается для каждого из них.
Процесс сварки не сильно отличается для каждого из них.
Этот сварочный металл очень хорошо работает в различных промышленных применениях. Он может выдерживать экстремальные температуры, что делает его приемлемым выбором для трубопроводов, коррозионно-активных химикатов и нефтяной промышленности. Это также популярный выбор для медицинского оборудования, ресторанов, крафтовых пивоварен из-за его устойчивости к инфекциям.
Минус нержавеющей стали в том, что она в 3-5 раз дороже мягкой стали. Сварка его одинаково дорога и делает его сложным выбором.
Подготовка к сварке является ключевым моментом Как сварить нержавеющую сталь , всегда остается загадкой. Очистка и подготовка нержавеющей стали является ключом к правильной сварке. Потому что металл имеет сильную принадлежность к углеродистой стали. Держите набор инструментов отдельно, чтобы очистить нержавеющую сталь перед сваркой. Любой инструмент с остаточным углеродом может загрязнить нержавеющую сталь и привести к ржавчине конечного продукта. Щетка, молоток и зажим должны храниться отдельно от этого сварочного металла.
Щетка, молоток и зажим должны храниться отдельно от этого сварочного металла.
Рекомендуется разделять рабочие зоны из углеродистой и нержавеющей стали, поскольку взвешенные частицы углерода могут проникать в нержавеющую сталь и впоследствии ржаветь.
Очень важной подготовкой является выбор наполнителя. Постарайтесь подобрать материал наполнителя к основному металлу. Как правило, это легко, но возникают трудности с разнородными металлами.
Общие методы сварки нержавеющей сталиВыбор сварочных процессов для сварки нержавеющей стали зависит от таких факторов, как толщина металла, готовое изделие, время выполнения проекта. Преимущественно используется сварочный аппарат SS из следующих 4 методов.
1. Сварка ВИГ Этот наиболее часто используемый процесс благодаря высокому качеству, прочности, универсальности и долговечности. Это идеальный выбор для тонкого металла, где важен окончательный внешний вид металла. Температура сварки TIG и защитный газ аргон, гелий, водород и азот используются для предотвращения окисления.
Температура сварки TIG и защитный газ аргон, гелий, водород и азот используются для предотвращения окисления.
Сварка ВИГ является наиболее прочной сваркой по сравнению с другими способами сварки. Сварка, где расходные материалы не используются. Сам электрический ток создает дугу между вольфрамом и основным металлом. Дуга, в свою очередь, производит сильное тепло, которое может расплавить соединяемые поверхности.
Зона сварки нуждается в защите от загрязнения защитными газами. Защищенная зона сварки при охлаждении превращается в безупречный шов. Нет необходимости в какой-либо шлифовке или скалывании здесь после сварки.
Улучшения в сварке ВИГ нержавеющей сталиПроцесс сварки ВИГ нержавеющей стали превращается в кошмар. Некрасивый сварной шов — это деморализация, если вы не воспользуетесь следующими советами для улучшения результатов.
1. Использование вольфрамового стержня подходящего размера – Качество сварки напрямую зависит от диаметра вольфрамового стержня. Легкий металлический лист при низкой температуре с большим диаметром стержня затрудняет начало плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
Легкий металлический лист при низкой температуре с большим диаметром стержня затрудняет начало плавной сварки. Чем тяжелее нержавеющая сталь, тем больше размер стержней.
2. Очистите металл – Нет быстрого способа очистки, чтобы сделать чистый, совершенный и прочный борт. Очистку можно выполнить чистой тряпкой, ацетоном, другими полезными средствами для их очистки. Они очищают расплав, удаляя все быстро.
3. Очистка наконечника вольфрама – Обязательно для получения точной, стабильной и сильной дуги. Наконечник загрязняется присадочной проволокой, которую необходимо содержать в чистоте до следующего сеанса сварки. Чем тоньше кончик вольфрама, тем чище и точнее дуга.
4. Улучшить газовое покрытие – Загрязнения в продукции валика с захватом воздуха. Вы должны использовать больше газа, чтобы получить лучший сварной шов. Широкую чашеобразную структуру можно использовать для подачи защитного газа, чтобы охватить больше площадей и улучшить результаты сварки.
5. Увеличьте скорость сварки – Выберите силу тока, при которой сварка не сдувается и не подрезается при быстром перемещении. Лучше запустить сварочный аппарат на 10% меньше ампера на 0,001 дюйма стали и двигаться быстро, чтобы соответствовать.
6. Выбор подходящего присадочного материала – Присадочный материал должен почти соответствовать основному металлу. Никогда не сваривайте пластины из нержавеющей стали 304 электродами 316. Присадочный материал должен быть равной и более прочной по прочности, чем основной металл, чтобы получить надлежащее прочное соединение. Всегда выбирайте правильный размер стержня, чтобы получить лучшее покрытие сварки.
7. Обратная продувка рабочего места – Защита задней стороны сварного шва от окружающей среды для поддержания качества сварного шва. Этого можно добиться с помощью комплекта продувки или путем закрытия алюминиевой крышки на задней стороне сварного шва.
8. Медленнее охлаждение – Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
Медленнее охлаждение – Чем медленнее охлаждение, тем лучше сварка из нержавеющей стали.
Полуавтоматический процесс соединения двух стальных деталей с использованием защитного газа аргона и проволочных электродов. Сварочные пистолеты могут достигать труднодоступных мест при сварке изделий из нержавеющей стали.
MIG более быстрый и надежный процесс сварки. Самый простой процесс сварки даже для начинающего сварщика. Мы выбираем этот процесс, если время на выполнение работы невелико, а пользователь не является обученным сертифицированным сварщиком.
Высокая скорость сварки благодаря полуавтоматической подаче электрода с механизмом подачи проволоки. Электрод подается непрерывно с заданной скоростью для выполнения задания.
Защитный газ аргон используется для защиты зоны расплава от атмосферных загрязнений. Качество после сварки довольно хорошее и чистое, и его можно использовать для масштабного проекта.
3. Сварка стержнем
Сварка стержнем Источник постоянного тока для сварки стержнем является лучшим выбором для сварки нержавеющей стали . Дуга остается очень ровной, стабильной со спокойным стартом и сваркой в разных положениях.
Основная сварка на многие десятилетия. Наиболее приемлемый способ соединения металлов. Возможна безопасная сварка на открытом воздухе. При флюсе электродов образуются дымы. Флюс помогает защитить зону сварки от загрязнения. Этот флюс превращается в шлак после сварки, который требует ручного скалывания.
Сварка дуговой сваркой остается очень прочной и используется в основном для сварки конструкций. Внешний вид сварочной эстетики не исключительный, но очень прочный.
4. Точечная сварка Универсальный, наиболее экономичный процесс сварки для небольших и крупных объектов сварки нержавеющей стали. Здесь два металла соединяются путем локального нагрева и образуют элегантный и прочный шов без искажений.
Самый экономичный способ соединения двух листов металла. Электрический ток выделяет тепло при прохождении через электрод. Сопротивление металла приводит к выделению тепла. Тепло расплавляет металлические поверхности, которые под давлением рук на электрод при охлаждении образуют прочное соединение.
Часто задаваемые вопросыНасколько сложна сварка нержавеющей стали?
Это немного сложно для начинающего сварщика, так как нержавеющая сталь хорошо удерживает тепло. Огромная температура сварки может деформировать и даже деформировать его в процессе охлаждения. Очень деликатный процесс, так как каждый дефект и царапина остаются заметными и портят эстетический вид. Нержавейка не прощает в момент сокрытия ошибок сварщика. Многолетний опыт в ss сварка является единственной квалификацией сварщика для сварки стали.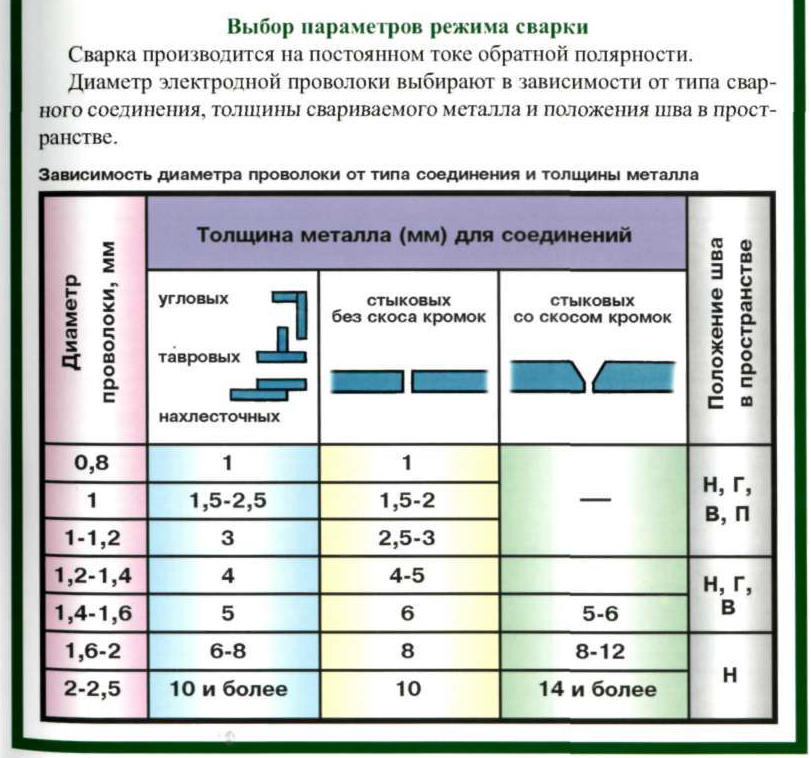
Какой тип сварки лучше всего подходит для нержавеющей стали?
Чтобы найти ответ на этот вопрос, изучите навыки сварщика, эстетический вид конечного продукта, толщину металла, бюджет и время на выполнение проекта.
Если вы ищете наиболее доступный процесс, то точечная сварка — ваш выбор. Тонкий металл с чистым эстетическим видом подходит для сварки TIG. Большой, быстрый и мощный проект, где внешний вид не имеет первостепенного значения, можно рассмотреть процесс сварки MIG.
Возможна ли сварка TIG нержавеющей стали?
TIG — это точный процесс сварки, подходящий для проектов, требующих чистых, аккуратных, контролируемых и менее щадящих металлов, таких как сплав нержавеющей стали. Это медленный процесс, и для работы на сварочном аппарате из нержавеющей стали требуется опытный сварщик. Сварка устраняет деформации основного металла. Сварка MIG — лучший выбор, когда эстетика не имеет значения. Это быстрый и экономичный процесс, и начинающий сварщик может выполнить процесс с минимальными затратами. Снаряжения, аксессуаров и опыта должно быть немного.
Снаряжения, аксессуаров и опыта должно быть немного.
Можно ли сваривать нержавеющую сталь от ржавчины?
Нержавеющая сталь обычно устойчива к любому типу коррозии. В экстремальных условиях, когда слой оксида хрома разрушен, возможно появление ржавчины. Это может произойти во время процесса сварки, нагрева или охлаждения. Существует серьезная проблема коррозии при сварке нержавеющей стали tig . Мы можем добиться этого, правильно очистив и подготовив пластину из нержавеющей стали. Оксид хрома внутри нержавеющей стали действует как защитный экран от ржавчины во время процесса сварки. Это помогает излечить нержавеющую сталь от постоянных следов и обесцвечивания.
Как лучше всего сваривать нержавеющую сталь?
Сталь укладывается на сварочный стол и фиксируется с помощью приспособлений и зажимов. Теперь соединяет две пластины, если они крупнее, то можно выбрать Mig для сварки нержавеющей стали . TIG-сварка лучше всего подходит для сварки тонких металлов, деликатных и прочных сварочных работ.
Отличается ли сварка нержавеющей стали?
Нержавеющая сталь Гарри Брирли (1913 г.) обладала гораздо большей коррозионной стойкостью при очень низкой пластичности. Процесс 9Сварка стали 0003 мало чем отличается от углеродистой стали.
Какой сварочный пруток лучше всего подходит для нержавеющей стали?
Сварочный пруток из нержавеющей стали из A 309 или 312 является лучшим выбором для дуговой сварки нержавеющей стали для ремонта и технического обслуживания. Соединение прочное и устойчивое к растрескиванию при использовании.
Почему сварные швы из нержавеющей стали иногда черные?
При контакте нагретой стали с атмосферой происходит окисление атмосферным воздухом. Цвет металла зависит от состава металла, температуры и продолжительности времени, в течение которого он подвергается воздействию зоны сварки. Меньшее количество газов, слишком высокая скорость перемещения и слишком большой ток могут вызвать это обесцвечивание.
Вам нужна специальная проволока для сварки нержавеющей стали?
Вам не нужна какая-либо специальная проволока для замены в системе подачи проволоки, как в алюминиевой. Присадочный материал должен соответствовать основному металлу для получения лучших результатов сварки стали . Наиболее распространенной маркой проволоки из аустенитной нержавеющей стали является 308, 309 и 316,
. Какие типы нержавеющей стали имеют самое плохое качество сварки?
Аустенитные и ферритные марки легко свариваются с превосходным качеством. Мартенситный сорт имеет очень твердое, плохое и хрупкое качество сварки из-за соотношения содержания углерода. Хрупкость и твердение можно уменьшить предварительным подогревом металла.
Что лучше сварка переменным или постоянным током?
Сварка постоянным током имеет преимущества по сравнению с переменным током при сварке стали, поскольку дуга постоянного тока ровная, стабильная, с малым количеством отключений, с плавным пуском, с простой потолочной и вертикальной сваркой.
Сварка нержавеющей стали — это вызов, на который стоит пойти. Процесс загружен стадом преимуществ и ограничений. Как только вы учтете ограничения в технике, окончательный результат будет удовлетворительным. Оттачивая свои навыки сварки с этим модным, популярным, художественным и ценным металлом, вы сэкономите энергию и деньги на своем проекте. Совершенство в 9Сварка нержавеющей стали 0003 сделает вас профессионалом, чьи навыки сделают вас наиболее востребованными и востребованными в промышленности.
Вам также может понравиться…
Процедура сварки чугуна [Пошаговое руководство]
Понимание процесса сварки алюминия по сравнению со сваркой стали
Сварка МИГ и ТИГ – сравнение двух процессов сварки
Свариваемость материалов – Нержавеющая сталь
Топ 3 метода сварки нержавеющей стали
нержавеющая сталь
- Сообщение от дм.один
25 90 апр. 007 г.
В последние десятилетия нержавеющая сталь стала одним из любимых материалов для изготовления посуды. Некоторые из причин, по которым нержавеющая сталь набирает популярность, заключаются в том, что она устойчива к коррозии, обладает свойствами при повышенных и криогенных температурах и превосходной долговечностью. Кроме того, нержавеющая сталь сваривается для обеспечения ее долговечности, эффективного сохранения тепла и обеспечения оптимальной коррозионной стойкости. Нержавеющая сталь также используется в алюминиевый проводник армированный сталью кабель на воздушных линиях электропередач из-за его хорошей проводимости и малого веса.
Поскольку долговечность изделия из нержавеющей стали зависит от качества сварки и используемого процесса сварки, наиболее часто используемыми методами являются контактная сварка, сварка TIG и сварка MIG.
Методы сварки нержавеющей стали:
1. Сварка сопротивлением :
Сварка сопротивлением :Многие производители проволоки из нержавеющей стали в Индии предпочитают, чтобы их проволоки обрабатывались контактной сваркой, так как это самый экономичный вид сварки. В этом процессе сварщики используют электрический ток для нагрева изношенных металлических краев, чтобы соединить их вместе. Сварку сопротивлением можно настроить так, чтобы предотвратить деформацию металла из нержавеющей стали, а поскольку оборудование универсально, оно идеально подходит как для небольших, так и для крупных проектов.
2. Сварка ВИГ : Сварка ВИГ является одним из наиболее часто используемых процессов при сварке нержавеющей стали благодаря высокому качеству, долговечности и универсальности. Нержавеющая сталь, сваренная с помощью сварки TIG, может использоваться в таких продуктах, как проволока из нержавеющей стали , посуда, электростанции, нефтехимические заводы и т. д., которые должны быть прочными в долгосрочной перспективе. Сварка TIG — это низкотемпературная процедура, которая идеально подходит для нержавеющей стали с тонкой текстурой, поскольку при этом выделяется небольшое количество тепла. Температура сварки TIG, а также защитные газы, такие как аргон, гелий, водород и азот, используются для повышения коррозионной стойкости и предотвращения окисления металла.
Сварка TIG — это низкотемпературная процедура, которая идеально подходит для нержавеющей стали с тонкой текстурой, поскольку при этом выделяется небольшое количество тепла. Температура сварки TIG, а также защитные газы, такие как аргон, гелий, водород и азот, используются для повышения коррозионной стойкости и предотвращения окисления металла.
Сварка MIG , также известная как дуговая сварка металлическим газом, представляет собой тип сварки, при котором два куска нержавеющей стали или стальной проволоки соединяются вместе с помощью сплошного проволочного электрода и защитного газа, богатого аргоном. Многие сварщики предпочитают использовать сварку MIG, потому что она позволяет им добраться до труднодоступных мест и потому что она использует импульсный источник тока для эффективной сварки стали. Различные комбинации газов, включая гелий, углекислый газ и кислород, могут использоваться для повышения качества сварки, а также для стабилизации дуги.