Способы заточки сверл: Как заточить сверло по металлу — РИНКОМ
alexxlab | 22.01.2023 | 0 | Разное
Виды заточки сверл
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf – метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G – трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNAREX ZdaniceNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
правила заточки, нюансы выполнения работ
В арсенале домашнего мастера есть инструмент, заменить который невозможно.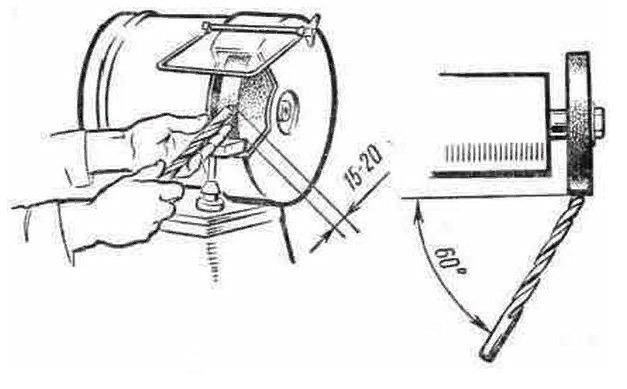 Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Если болт можно открутить как гаечным, так и разводным ключом, а иногда и плоскогубцами, то чем-то заменить дрель со сверлом необходимого диаметра вряд ли получится. Проблема в том, что свёрла часто тупятся, а вот как их правильно заточить, знают не все. Пора восполнить этот пробел. Сегодня речь пойдёт о том, как заточить сверло под правильным углом в домашних условиях за несколько минут, даже если нет опыта подобных работ.
Содержание статьи
- 1 Насколько сложной может быть заточка сверла
- 2 Варианты заточки, которые можно выполнить вручную
- 2.1 Иные способы заточки свёрл, требующие специального оборудования
- 3 Способы заточки, применяемые при ручной правке сверла
- 4 Уменьшение перемычки, и что оно даёт
- 5 Основные правила, которые следует соблюдать при заточке сверла
- 6 Вариант проверки угла заточки сверла подручными средствами
- 7 Заключительная часть
Насколько сложной может быть заточка сверла
Совсем простой подобную работу назвать нельзя.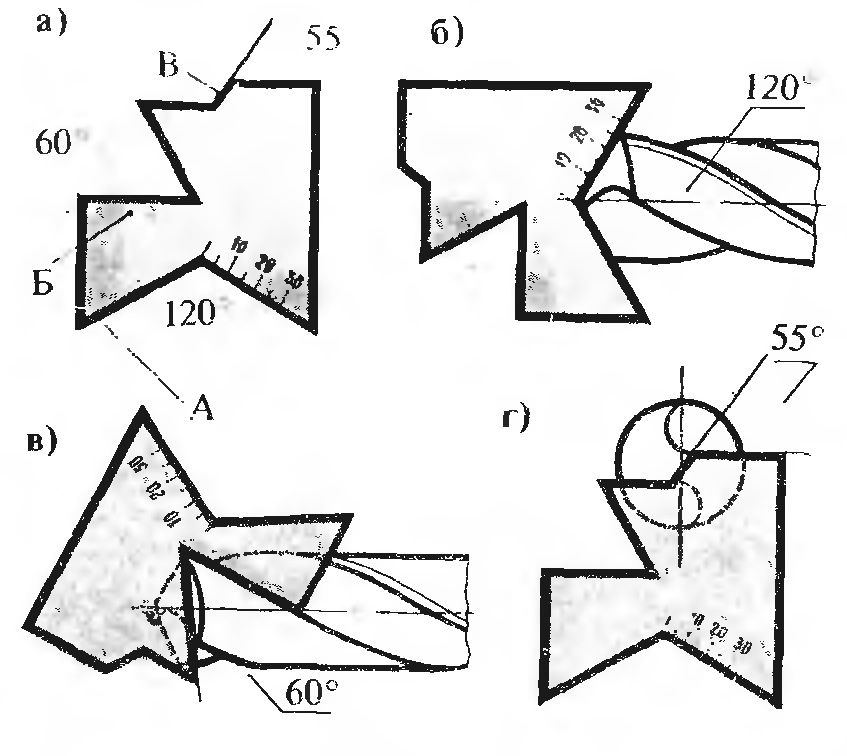 Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
Она требует знания некоторых нюансов и соблюдения определённых правил, однако выполнить её можно, даже не имея опыта. Стоит разобраться, какие ошибки могут допустить новички в этом деле, и постараться их избежать.
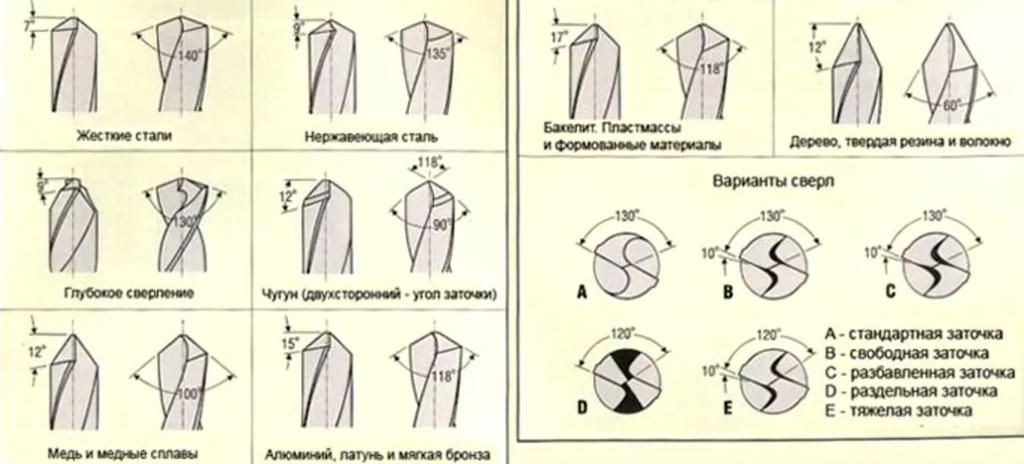
Первое, что нужно знать – это под каким углом затачивать свёрла, предназначенные для того или иного материала. К примеру, для дерева угол расположения режущих кромок должен составлять примерно 118°, а для металла − уже 135°. Однако не стоит подходить к этому вопросу слишком буквально. Небольшие отклонения вполне допустимы. Для проверки правильности угла используют транспортир, угломер или даже пару обычных гаек. Но обо всём по порядку.
Варианты заточки, которые можно выполнить вручную
Различают три основных варианта заточки сверла, которые можно выполнить без применения профессионального оборудования вроде станков для изготовления свёрл на производстве. Здесь достаточно обычного гаражного наждака, а иногда и набора надфилей или треугольного напильника.
Одноплоскостной называют заточку, при которой задний угол резания лежит в одной плоскости со всей поверхностью. Обычно он составляет 15-25°. Возможно, на словах всё кажется довольно сумбурным, поэтому после описания всех вариантов будет предоставлен для ознакомления фотопример, по которому довольно просто разобраться с объяснениями.
Двугранной называют заточку, при которой задний угол уже не лежит в одной плоскости, а составляет две, под углами 7-17° и 25-40°. Углы выбираются в зависимости от материала, для обработки которого планируется применение сверла.
ФОТО: rusknife.comПравильность заточки можно проверить угломером или транспортиром, так будет наиболее точноКонической, или криволинейной, называют заточку, обусловленную углом по задней поверхности, который плавно увеличивается. Получается, плоскость имеет не прямую, а криволинейную форму. Подобный вариант сложнее в выполнении, здесь потребуется попрактиковаться.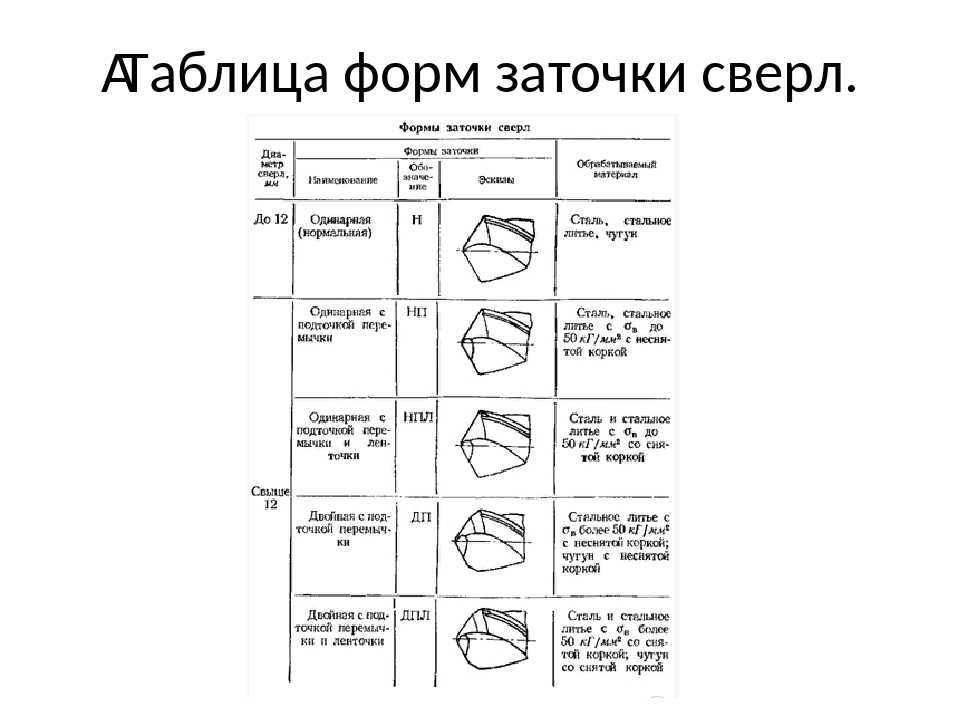
Иные способы заточки свёрл, требующие специального оборудования
Перечисленные далее варианты вряд ли возможно выполнить вручную, однако упомянуть о них необходимо.
Речь идёт о:
- винтовом, винтовом с заострением, сложновинтовом;
- цилиндрическом;
- эллиптическом;
- фасонном.
Способы заточки, применяемые при ручной правке сверла
Таких способов выделяют всего два – одинарный, или нормальный (кромка ровная по всей длине), и двойной (сначала угол заточки выводится на 115-135°, а ближе к краю уменьшается на 40-45°). Второй способ применяется для свёрл диаметром более 12 мм и используется при обработке твёрдых металлов или чугуна.
ФОТО: Mega-snab.comСпособы заточки инструмента с угламиУменьшение перемычки, и что оно даёт
Многие недооценивают важность уменьшения поперечной перемычки сверла. А ведь это действие значительно снижает силу трения, что способствует более долгой работе инструмента без заточки. Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Дело в том, что по мере заточки свёрл (приближения к хвостовику) перемычка становится толще. Именно поэтому её необходимо стачивать. Но делать это следует крайне аккуратно, чтобы не повредить рабочую кромку сверла или не сточить лишнего, сделав перемычку совсем тонкой. В этом случае сверло может отколоться при работе.
Основные правила, которые следует соблюдать при заточке сверла
Затачивая такой инструмент, как сверло, необходимо соблюдать некоторые правила. В противном случае сверло можно окончательно испортить.
Основными правилами считаются следующие:
- Чем жёстче металл сверла, тем медленнее его следует обрабатывать.
- Металл нужно снимать медленно, короткими касаниями. Если сверло перегреется, толку от заточки не будет. Сталь «опускается», после чего тупится при первом сверлении.

- Сильный прижим инструмента к наждаку увеличит нагрев.
- Воду для охлаждения металла в процессе заточки нужно подготовить заранее.
- Для заточки свёрл используются только наждачные круги с ровными поверхностями без выбоин.
- Идеальная заточка сверла невозможна без установки на наждаке подручника.
Вариант проверки угла заточки сверла подручными средствами
Бывает, что под рукой нет угломера или транспортира, чтобы проверить правильность угла заточки сверла. В таком случае можно обойтись подручными средствами, например обычными гайками. Их размер здесь значения не имеет. Форма гайки – правильный шестигранник, а значит, если совместить две штуки бортами, угол между ними будет равен 120°. А скрепить гайки между собой можно при помощи термоклея.
ФОТО: kuzov.infoВот таким нехитрым способом можно примерно определить угол заточкиЗаключительная часть
Многие могут сказать, что не стоит заморачиваться с заточкой свёрл, если нет опыта подобных работ. В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
В магазинах стоимость инструмента не столь высока. Но на самом деле этому стоит поучиться. Возможно, с первого раза идеальной заточка не получится, но ведь и «Москва не сразу строилась». Немного подправить сверло получится, а для мелких работ и этого достаточно. А со временем домашний мастер «набьёт руку». И если впоследствии понадобится выполнить работы с большим объёмом сверления, даже покупка дешёвых свёрл может влететь в копеечку.
Очень надеемся, что для начинающих домашних мастеров сегодняшняя информация будет полезной. Редакция Homius с превеликим удовольствием ответит на все ваши вопросы, если таковые возникли по ходу ознакомления со статьёй. Вам лишь нужно изложить их суть в обсуждениях ниже. Там же вы можете оставить свой комментарий, поделиться личным мнением о прочитанном или обсудить, так ли велика необходимость умения точить свёрла в наши дни. Если вам понравилась статья, не забудьте оценить её. А мы напоследок, по уже сложившейся традиции, предлагаем к просмотру короткий видеоролик, который более полно раскроет изложенную тему.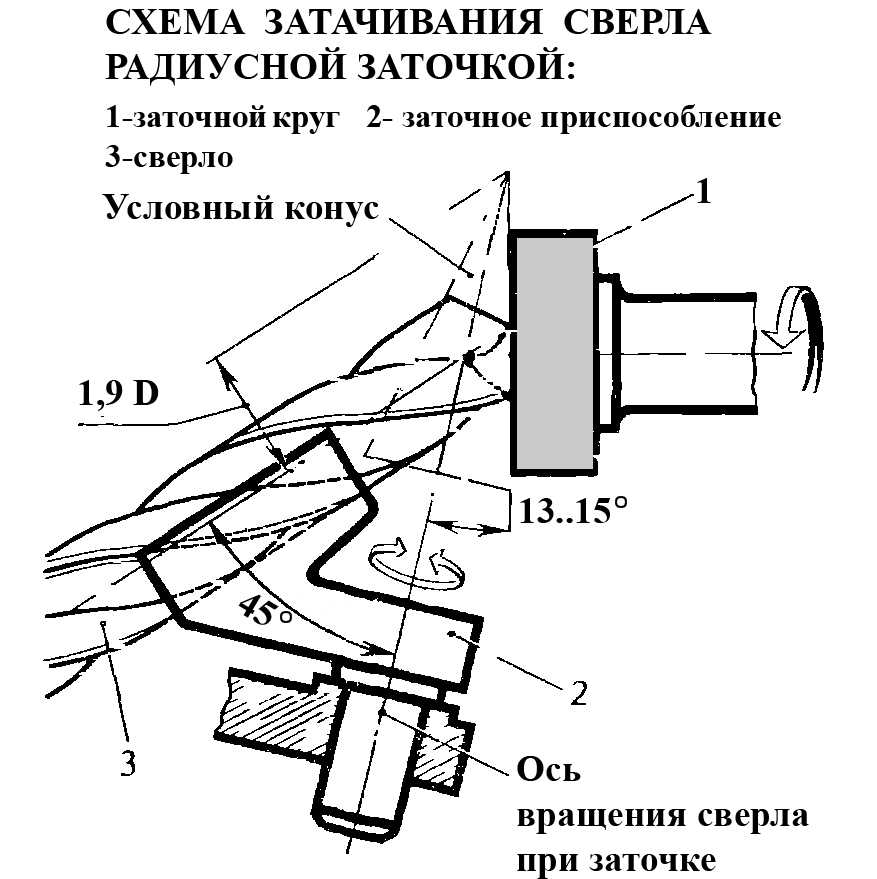 Берегите себя, близких и будьте здоровы!
Берегите себя, близких и будьте здоровы!
Watch this video on YouTube
Обсудить0
Предыдущая
РемонтКак легко и быстро вылечить вспухший от воды ламинат
Следующая
РемонтПростая доработка шпателя, которая превратит его в универсальный инструмент
способов заточки корончатого сверла
Если вы нашли этот пост, значит у вас проблема. Ваше корончатое сверло затупилось. Я конкретно говорю о мокрой резке коронками с алмазными зубьями. Тип, используемый в двигателях для корончатого бурения, которые обычно имеют напряжение 120 вольт, от 15 до 20 ампер и предназначены для сверления отверстий в железобетонных стенах, нижних колонтитулах, кирпичных стенах, бетонных полах и фундаментах на строительных площадках или в домашних хозяйствах.
Теоретически коронка должна быть самозатачивающейся. Алмазы, встроенные в металлические зубья сверла, обнажаются, когда металл, удерживающий алмазы, стирается круговыми движениями, разрезающими бетон.
Возможные причины, не связанные с коронкой.
- Используйте двигатель корончатого бурения, соответствующий размеру просверливаемого отверстия. Каждый электродвигатель для корончатого бурения имеет номинальный размер отверстия, которое он может просверлить, начиная с самого маленького и заканчивая самым большим. Это связано с числом оборотов в минуту возможных настроек скорости, если они установлены.
- Давление воды, достаточное для выталкивания навозной жижи из скважины. Принцип работы колонкового бурения заключается в том, что вода проходит через входное отверстие для воды вниз по шпинделю во внутреннюю часть коронки для колонкового бурения, где она охлаждает зубья и удаляет шлам
- Подключение к правильному электрическому соединению Для большинства электродвигателей корончатого бурения требуется прерыватель тока не менее 30 А для сверления отверстий размером более 3 дюймов.
- Корончатое сверло уже просверлило слишком много неглубоких отверстий.
 При отборе керна изнашиваются не только зубья долота, но и металл внутри и снаружи самого ствола долота. Другими словами, бит становится меньше на кончике.
При отборе керна изнашиваются не только зубья долота, но и металл внутри и снаружи самого ствола долота. Другими словами, бит становится меньше на кончике.
Если ни одна из этих проблем не усугубляет проблемы с затуплением корончатого сверла
, и вы уже знаете, что использование недостаточного количества воды — это самый быстрый способ смазать биту.
И то, что слишком много воды не позволит бите нагреться достаточно, чтобы вызвать трение, необходимое для износа металлического состава алмазных зубьев и открытия новых алмазов для резки, тогда действительно читайте дальше.
Заявление об отказе от ответственности
Не все методы заточки корончатого сверла, представленные в этой статье, вы найдете в рекомендуемом списке способов правильной заточки сверла. Но вы уже пробовали эти методы, и именно поэтому вы здесь.
Распространенные причины
Слишком сильное давление
Скорее всего, вызвано несоосностью каретки и вала буровой установки.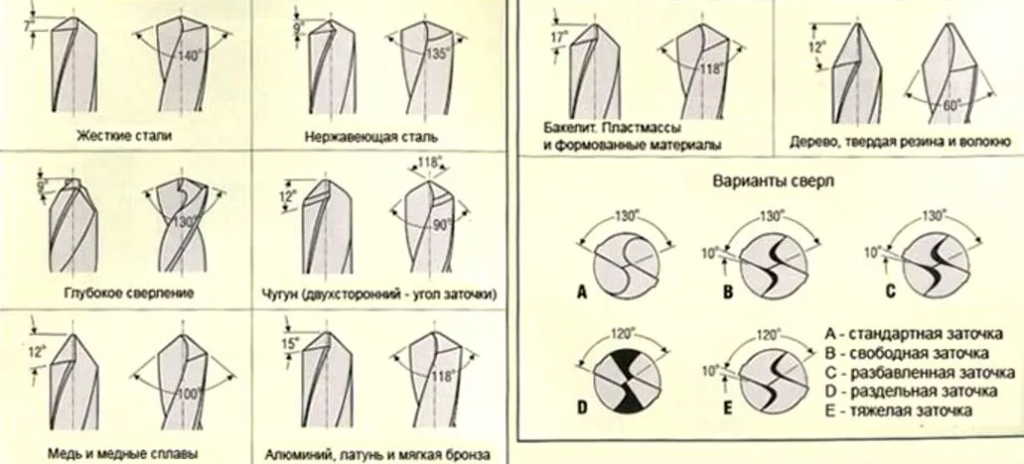
Проверьте, не сдвинулось ли основание и не слишком ли велик люфт каретки. Кроме того, если вы используете буровую установку с небольшим валом и слишком сильно изгибаете вал, это приведет к тому, что он будет тяжелее сверлить.
Неправильный тип корончатого сверла
Вопреки тому, что большинство людей думают о корончатом сверлении, мягкие связки для твердых материалов и металлов. Жесткая связка для мягких материалов.
Проверьте, есть ли у вашего поставщика доступ к нужным вам типам корончатых сверл. Большинство поставщиков и розничных продавцов имеют в наличии коронки общего назначения со средней связкой. Это может быть не то, что вам нужно.
Недостаточное давление
Вероятнее всего, вы не сможете заблокировать буровую установку из-за того, что бурится материал.
Вопреки хорошей книге по колонковому бурению, вы не всегда можете зафиксировать, закрепить или загерметизировать основание колонкового сверления на месте сверления.
Традиционные методы заточки корончатого сверла
Использование шлакоблока
Если вы читали руководство при покупке станка, то традиционный способ заточки корончатого сверла состоит в том, чтобы несколько раз провести его насухо через шлакоблок и это обнажит новые алмазы.
Уменьшить расход воды на короткое время.
Замедлите поток воды до тонкой струйки, слегка надавите на рукоятку и медленно добавляйте воду по мере того, как сверло набирает скорость и снова начинает резать.
Добавьте крупнозернистый песок в отверстие в пропиле и уменьшите поток воды, как указано выше
Как мы сохраняем остроту сверла
Запустите корончатое сверло, коснитесь сверлом бетона и медленно включите воду, пока оно не достигнет одной четверти дюйма глубиной, затем установите водяной клапан достаточно открытым, чтобы иметь хорошее рабочее давление отверстия, которое вы сверлите, и ваше сверло должно оставаться острым. Проверьте цвет и температуру суспензии, чтобы сверло оставалось холодным, но не настолько холодным, чтобы не освежить алмазную матрицу.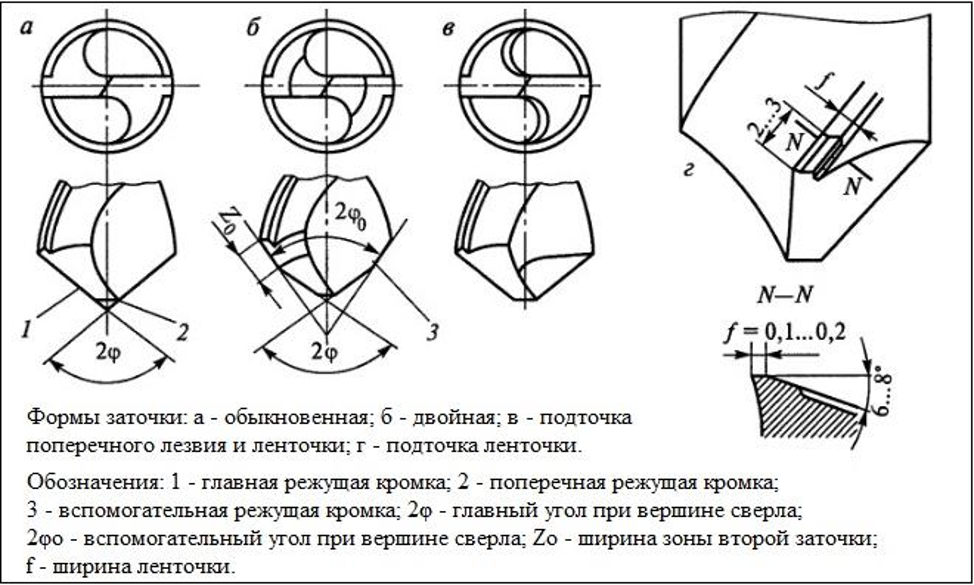
Нетрадиционные методы заточки корончатого сверла
Использование молотка с отбойным молотком
Если вы относитесь к большинству бурильщиков, шлакоблок недоступен или вариант уменьшения количества воды просто не работает. На изображении выше вы видите сверло, перевернутое вверх дном, и молоток с когтями, осторожно постукивающий по краю зубьев, чтобы отколоть часть металла, удерживающего алмазы, чтобы их можно было освободить для повторной резки. Эта идея предлагается потому, что многие проекты по бурению выполняются кем-то , который не очень часто использует корончатую дрель и находится в затруднительном положении, а наиболее распространенным инструментом является молоток. Пожалуйста! Не бейте их так сильно, что они сломаются, но несколько хороших ударов должны сделать зубы достаточно шероховатыми, чтобы резать немного лучше.
Слегка надрезать болгаркой.
На видео один из бригад затачивает 7-дюймовое буровое долото. Что вам нужно сделать, так это сделать надрезы на алмазных заделанных зубьях, не слишком много, но ровно столько, чтобы позволить новому металлу обнажаться и изнашиваться, когда корончатое сверло прорезает бетонное отверстие.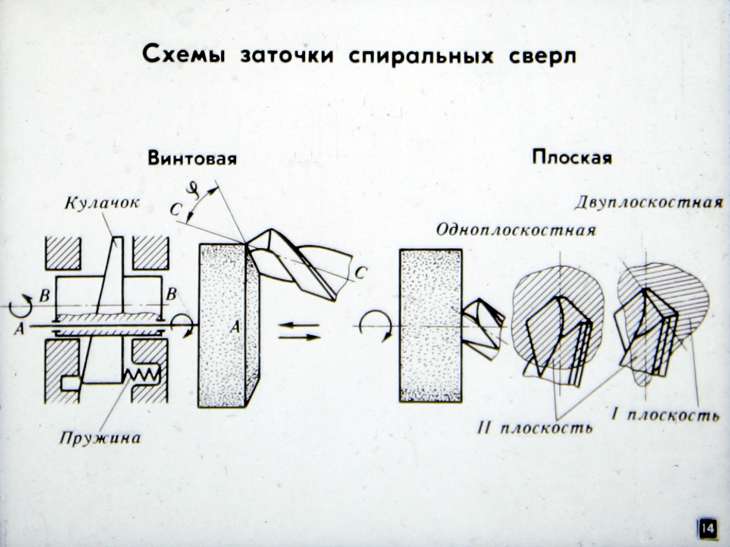 Метод молотка с когтями не так эффективен, но в крайнем случае работает очень хорошо. Еще один прием для заточки алмазного корончатого сверла с мокрой резкой — налить немного средства для мытья посуды в пропил вырезанного отверстия и немного воды, чтобы получилась абразивная паста, которая удалит глазурь на сверле и позволит ему лучше резать.
Метод молотка с когтями не так эффективен, но в крайнем случае работает очень хорошо. Еще один прием для заточки алмазного корончатого сверла с мокрой резкой — налить немного средства для мытья посуды в пропил вырезанного отверстия и немного воды, чтобы получилась абразивная паста, которая удалит глазурь на сверле и позволит ему лучше резать.
Как заточить сверла? – 5 различных способов объяснения
Электроинструменты
- Сообщение от Имартпк
18 Январь
Вы когда-нибудь пытались просверлить деревянный или стальной предмет и замечали, что сверла не закручиваются, как раньше? Некоторые из ваших насадок могут больше не работать, и они могут распространять клубы дыма и издавать высокие визжащие скрипящие звуки, когда вы их используете. Если у вас нет лучшего точила для сверл, не беспокойтесь. Здесь мы собираемся показать вам, как заточить сверла, используя 5 различных методов.
Стоит ли пытаться точить сверла самостоятельно?
Независимо от того, являетесь ли вы столяром, плотником или сантехником, сверла должны быть вам знакомы больше, чем любые инструменты, которые вы регулярно используете в работе. По прошествии определенного периода эти сверла стареют, и вы можете подумать об их замене. Но это будет стоить вам денег, пока есть возможность сделать это самостоятельно в вашей мастерской.
В вашем гараже или мастерской должна быть настольная шлифовальная машина, которая может вам пригодиться. Но если у вас нет какого-либо инструмента для заточки, вам, возможно, придется найти замену, чтобы поддерживать постоянный рабочий процесс вашего проекта.
Возможно, вы удивитесь, узнав, что повысить резкость можно несколькими способами. Тем не менее, мы поделимся наиболее широко используемыми методами, которые вы можете легко сделать:
- Diamond File
- Ленточная шлифовальная машина или настольная шлифовальная машина
- Угловая шлифовальная машина
- Станция для заточки Dremel
- Дрель Доктор
1.
 Использование алмазных напильников:
Использование алмазных напильников:Алмазные напильники используются для заточки различных предметов. Ну, вы также можете использовать их для сверл. Просто следуйте инструкциям ниже:
- Надежно закрепите затупленное сверло в прочных тисках
- Переместить его по поверхности файла
- Аккуратно скользите по рельефу
- Повторите процесс с каждой стороны сверла, чтобы получить острый наконечник
2. Использование ленточной шлифовальной машины:
Настольная шлифовальная машина — это удобный инструмент, который также часто используется для заточки сверл. Однако многие машинисты предпочитают затачивать сверла вручную, поскольку ленточная шлифовальная машина стоит несколько дорого, и они не могут себе этого позволить. Ниже мы обсудили, как заточить сверла на настольном шлифовальном станке.
- Сначала включите машину и встаньте на безопасном расстоянии от колеса
- Поместите насадку на шлифовальный станок или ремень, удерживая насадку под углом 60°
- Обрежьте площадку с одной стороны и надавите на настольный шлифовальный станок
- Создайте небольшой угол долота, перемещая левую руку вправо
- Режьте, придавайте форму и вращайте, перемещая руки, чтобы безупречно заточить сверло
- Поверните сверло на 180 градусов, чтобы заточить остальную часть сверла
3.
 Использование угловой шлифовальной машины:
Использование угловой шлифовальной машины:Угловая шлифовальная машина является одним из наиболее удобных инструментов для заточки сверл. Здесь вам нужно иметь приспособление, чтобы облегчить задачу. Сделайте приспособление для деревообработки в соответствии с углом вершины сверла, которое вы хотите заточить. Например, если имеется угол при вершине 135 градусов, отметьте этот блок линией 67,5 градусов с основанием. Затем просверлите отверстие внутри блока вдоль линии. В результате, когда вы поместите сверло в отверстие, земля полностью выровняется с поверхностью этого блока, что позволит вам правильно выполнить заточку.
Теперь сделайте следующее:
- Зафиксируйте шаблон в тисках, удерживая в нем сверло. Теперь держите биту одной рукой и прижимайте ее к этому отверстию, удерживая угловую шлифовальную машину другой рукой. Площадка сверла должна быть параллельна поверхности деревянного бруска.
- Теперь включите кофемолку и прижмите лезвие к лезвию, чтобы заточить его.
 Затем поверните биту на 180 градусов и сделайте то же самое с другой стороны.
Затем поверните биту на 180 градусов и сделайте то же самое с другой стороны. - Наконец, снимите трензель с приспособления. Затем плотно прижмите сверло к верстачным тискам и отточите рельефы с обеих сторон.
4. Использование станка для заточки Dremel:
Станция для заточки Dremel — это изысканный инструмент для заточки сверла. Это, безусловно, облегчит вашу работу, если вы знаете, как заточить сверло с помощью Dremel. Но имейте в виду, что этот инструмент может затачивать биты размером от ⅜ до 7/64 дюйма.
- Плотно положите Dremel на стол, чтобы он не двигался во время работы
- Возьмите направляющую сверла и установите ее на узел двигателя Dremel .
- Извлеките держатель бит из направляющей станции заточки и поместите сверло в держатель .
- Толкайте V-образный блок вниз, оказывая сопротивление держателю, когда толкаете сверло вверх, затем осторожно поворачивайте его, чтобы сохранить соответствующий угол
- Включите дремель и поместите держатель на прочный точильный брусок, удерживая этот брусок и сверло вместе
- Переверните сверло на 180 градусов и повторите шаг 5.
 Остановите заточку, когда не слышно скрежета
Остановите заточку, когда не слышно скрежета
5. Использование устройства для заточки Drill Doctor:
Устройство для заточки Drill Doctor позволяет затачивать сверла, не осваивая навыки заточки. Конкретные модели состоят из нескольких различных шагов. Используя Split Doctor, вы узнаете, как быстрее заточить сверла. Найдите основную процедуру для работы ниже.
- Включите станок и удерживайте белую линию патрона Drill Doctor в правильном положении с помощью приподнятого кулачкового штифта, затем поместите патрон в специальное отверстие для заточки
- Белые линии помогут вам следить за поворотами.
- Позже вам нужно повернуть патрон по часовой стрелке от белой линии к белой линии и повторять шаги до тех пор, пока шлифование не будет издавать ни звука.
В заключение, сверла бывают разных размеров с разными углами заточки. Хотя они обладают высокой термостойкостью и хрупкостью, они все равно становятся тупыми и требуют регулярной заточки.