Ср 6 9 рейсмус – Станок рейсмусовый односторонний СР6-9 – Всё для чайников
alexxlab | 13.12.2019 | 0 | Разное
Станок рейсмусовый односторонний СР6-9 – Всё для чайников
Станок рейсмусовый односторонний СР6-9
- Подробности
- Категория: Деревообрабатывающие станки

Станок рейсмусовый односторонний модели СР6-9 предназначен для продольной односторонней обработки в размер по толщине поверхностей плоских заготовок из древесины хвойных и лиственных пород с влажностью не более 15%. Климатическое исполнение станка УХЛ4 по ГОСТ 15150-69.
Станок предназначен для эксплуатации в закрытых отапливаемых или охлаждаемых и вентилируемых производственных помещениях.
Скачать документацию
Кинематическая схема
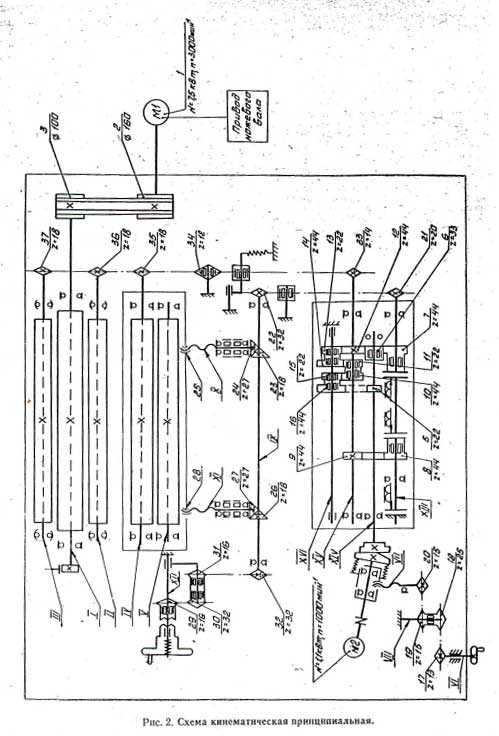
Кинематические цепи станка осуществляют следующие движения:
1) вращение ножевого вала;
2) вращение подающих вальцов;
3) механическое и ручное перемещение стола;
4) ручную настройку скорости подачи.
Станина
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
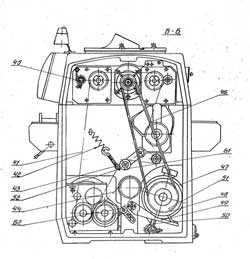
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Стол
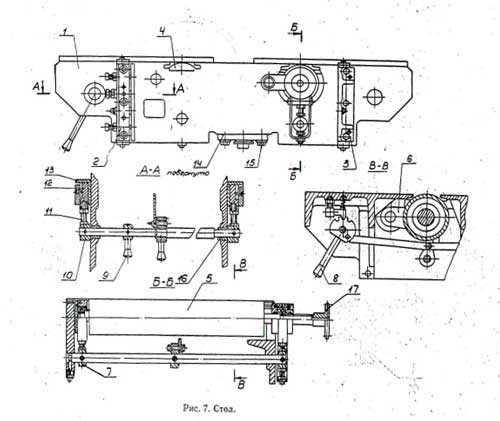
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола.
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
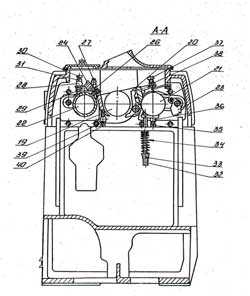
Блок.
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие передний 21 -и задний 22, вал ножевой 19, прижимы 20. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише – цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Вал ножевой.
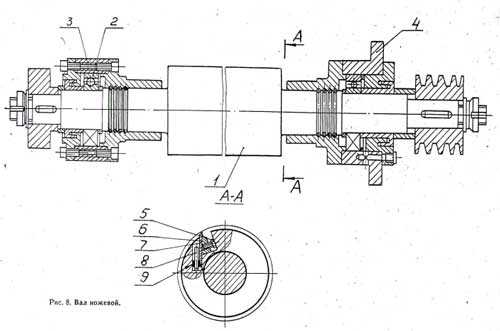
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2. размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы
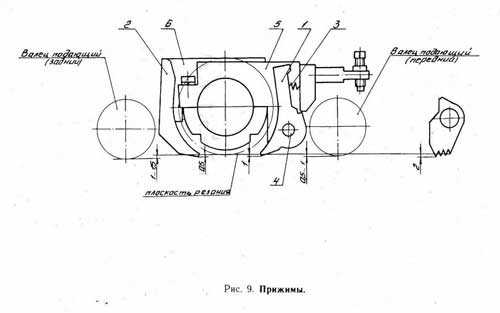
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний прижимы монтируются на щеках 5 и б и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи.
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 па втулке 7. смонтированной в щеке 8.
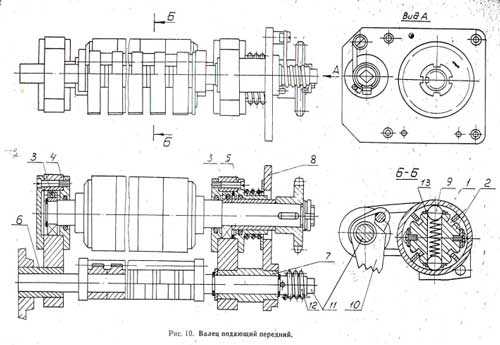
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает ногтевую защиту 10 в рабочее положение.
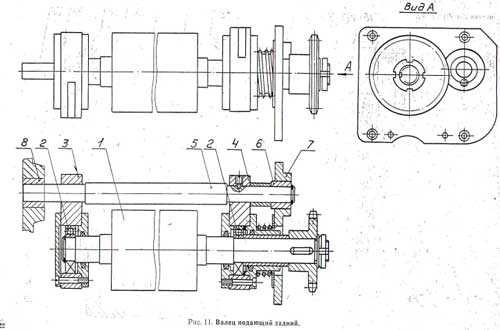
Задний подающий валец 1 (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается во втулке 6, установленной в щеке 7, другим — во втулке 8. установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Привод подачи.
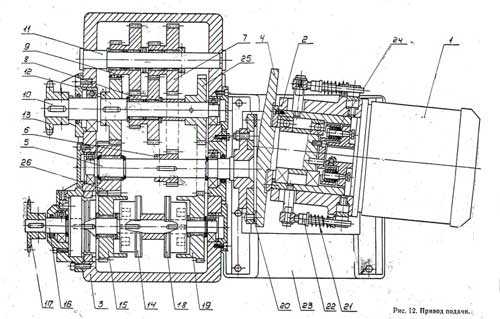
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Электрическая схема
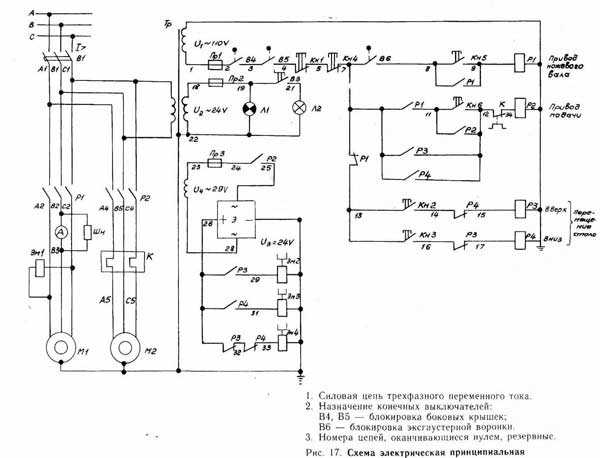
Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В1 и предохранителей Пр1…ПрЗ, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель РI, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кнб при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Кнопкой Кн2 включается реле РЗ, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой КнЗ включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты ЭмЗ и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении применяется тормозная муфта Эм4.
Переключатель ВЗ служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Нулевая защита осуществляется магнитными пускателями.
Скачать документацию
forkettle.ru
Рейсмусовый станок СР6-9
Станок СР6-9 предназначен для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Жесткая, литая станина коробчатого типа хорошо гасит вибрацию и сверху закрыта звукопоглощающим кожухом с эксгаустерной воронкой.
На станине установлены следующие узлы и механизмы:
Четырёхножевой вал с приводом от электродвигателя через клиноременную передачу;
Механизм подачи с цепным приводом от отдельного электродвигателя на 2 верхних подающих вальца. Передний верхний валец выполнен рифленым(секционным, что позволяет обрабатывать несколько заготовок, различающихся по толщине до 4 мм), задний — гладким. Скорости подачи от 8 до 24 м/мин обеспечивается бесступенчатым вариатором.
Стол чугунный коробчатый формы имеет механизм ручного перемещения с приводом от маховика, механизм механического перемещения с приводом от электродвигателя и механизм фиксации стола. На столе установлены направляющие и два гладких подающих приводных ролика(один из них является приводным). Для устранения эффекта «подрезки» краев заготовки ролики выполнены регулируемыми по высоте;
Когтевая защита(чугунная), предотвращающая выброс заготовки установлена перед подающими роликами;
Прижимные элементы обеспечивающие качественную обработку материалов. Для предупреждения сколов древесины в месте выхода ножа для подпора волокон установлен передний прижим (Прижим выполнен секционным, каждая секция подпружинена).
Технические характеристики СР6-9:
Размеры обрабатываемой заготовки, мм | — ширина 630 |
Наибольшая толщина снимаемого слоя, мм | 5 |
Количество ножей, шт. | 4 |
Диаметр ножевого вала, мм | 128 |
Скорость подачи, м/мин (бесступенчатая) | 8-24 |
Скорость мех-го перемещение стола, м/мин | 0,1…..0,28 |
Необходимое кол-во воздуха для отвода стружки, м3/час | 1800 |
Частота вращения вала, об/мин | 4570 |
Суммарная мощность эл/двигателей, кВт | 8,6 |
Габариты, мм | 1130х1360х1260 |
Масса станка, кг | 1680 |
Позиция 31723:
Состояние: в хорошем рабочем состоянии.
Местонахождение: Московская обл.
Цена: по запросу.

Позиция 3352:
Год выпуска: 2009.
Состояние: новый, ни разу не включался, в масле.
Страна происхождения: Россия.
Местонахождение: Ставропольский край.
Цена: по запросу.


Позиция 3762:
Год выпуска: 1990.
Состояние: хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: Тверская обл.
Цена: по запросу.

Позиция 5041:
Год выпуска: 1991.
Состояние: хорошее, рабочее, мало был в эксплуатации.
Страна происхождения: Россия.
Местонахождение: Вологодская обл.
Цена: по запросу.


Позиция 7814:
Год выпуска: 1990 .
Состояние: хорошее, рабочее.
Страна происхождения: Россия.
Местонахождение: Ленинградская обл.
Цена: по запросу.

Позиция 1084:
Год выпуска: 1987.
Состояние: в хорошем рабочем состоянии.
Страна происхождения: Россия.
Местонахождение: Московская обл.
Цена: по запросу.


tech-trade.ru
Электрическая схема рейсмуса СР6-9, СР8-1 Ставропольского завода «Красный Металлист»
Электрическая схема рейсмуса СР6-9, СР8-1 Ставропольского завода «Красный Металлист»

Электрические схемы рейсмусовых станков СР6-9 и СР8-1 Ставропольского завода «Красный Металлист» идентичны. Небольшая разница лишь в реализации. Так как электродвигатель более старшего рейсмуса СР8-1 значительно крупнее, поэтому он не поместился внутрь рейсмуса, а расположен «на вылете» и имеет фланцевое крепление. В рейсмусе СР6-9 двигатель расположен внутри станка, имеет конструктивное исполнение на лапах и установлен на качающейся платформе.
Итак описание работы электрической схемы СР6-9 и СР8-1 Ставропольского завода «Красный Металлист».
Трансформатор питания формирует 3 питающих напряжения:
- 110в управление магнитными пускателями станка
- 24 в питание ламп индикации на панели управления
- 29 в питание электромагнитов в редукторе привода подачи и подъем-опускание стола.
Питающее напряжение 110 в через предохранитель Пр1, два концевых выключателя В4,В5(двери), (кн2-кн6) поступает на общую шину питания всех магнитных пускателей рейсмуса.
Второй полюс этого же напряжения 110 в через блокировку верхней вытяжной панели В6 поступает на кнопку Кн5 пуска главного двигателя М1. При включении кнопки Пуск (Кн5) самоблокируется нормальноразомкнутыми контактами магнитного пускателя Р1. Запускается главный двигатель (вращение строгального вала). При этом нормальнозамкнутая пара контактов пускателя Р1 отключит напряжение с т.13 (цепь питания магнитных пускателей элетромагнитных муфт подъема ЭМ1, опускания ЭМ2) таким образом включение пускателей Р3-Р4 не произойдет и подъем опускание стола при включенном главном двигателе становиться невозможным. Одновременно через другую нормальноразомкнутую пару контактов Р1 подается питание на контакт «11» (Кн6), т.е. появляется возможность включения магнитного пускателя Р2 (двигателя привода подачи), который при включении так же самоблокируется своими нормальноразомкнутыми контактами. При этом нормальноразомкнутая пара контактов реле Р2 подает питание 29 в на выпрямитель. Т.е. при каждом включении двигателя подачи вырабатывается постоянное напряжение приблизительно 30 в, которые в зависимости от режима работы рейсмусового станка СР6-9, СР8-1 подаются либо на электромагнитные муфты ЭМ2,Эм3 в случае подъем-опускание, либо на муфту ЭМ1 когда идет обычная работа. Данная муфта предназначена для торможения стола при отключении режима подъема или опускания. Её работа заключается в уменьшении времени остановки стола при движении стола вверх или вниз.
Добавим, что все три электромагнитные муфты находятся внутри редуктора и при подачи на них постоянного напряжения осуществляют перемещение соответствующих шестерен внутри редуктора. Питание на электромагнитные муфты подъема-опускания (находятся с обратной стороны редуктора) поступает через вращающиеся токосъемники, закрепленные на соответствующих валах внутри редуктора. Питание на электромагнитную муфту торможения подается через провода со стороны выходных валов. На практике их работа проявляется так:
При включении подачи (питание подается только на муфту торможения (ЭМ1) в редукторе вращается только выходной вал привода подачи заготовки.
При включении режима подъема (питание подается на ЭМ2) или опускания (питание подается на ЭМ3) вращается шестерня привода подъема-опускания стола. При этом вал привода движения стола меняет направление вращения в зависимости от режима подъем или опускание.
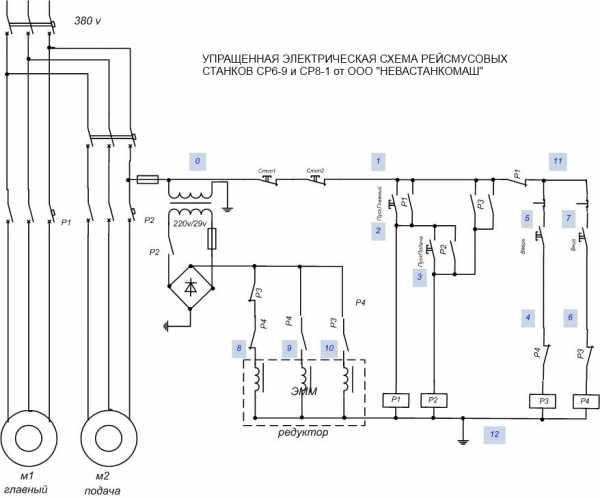
Электрическую схему рейсмусовых станков СР6-9 и СР8-1 Ставропольского завода «Красный Металлист» можно упростить. При использовании электромагнитных пускателей с катушкой питания на 220 в исключается обмотка трансформатор на 110 В и 24 в. Используем маломощный трансформатор с одной выходной обмоткой на 29 в для питания электромагнитных муфт редуктора. Вместо ламп индикации на 24 в используются светодиодные индикаторы АД-22 (напряжением 110-220 в). Индикатор включается параллельно кнопки «пуск». В этом случае индикатор выполняет 2 функции: индикация наличия напряжения и контроль закрытия всех дверей рейсмуса. При открытии любой двери прерывается цепь питания магнитного пускателя и светодиод не горит. Так же он выключится при включении станка, когда нормально-разомкнутые контакты магнитного пускателя включаться и закоротят кнопку «пуска» соответственно индикатор АД-22.
В заключении можно сказать, что в конструкцию рейсмусовых станков СР6-9 и СР8-1 Ставропольского завода «Красный Металлист» заложен существенный запас ресурса и при квалифицированной эксплуатации и нормальном обслуживании данные станки могут еще долго выполнять функцию надежной качественной строжки пиломатериалов.
ООО “НЕВАСТАНКОМАШ” при ремонте рейсмусовых станков использует упрощенную электрическую схему представленную ниже.
dvt-spb.ru
Технологическая схема рейсмусового станка СР 6-9
Поиск ЛекцийРЕЙCМУСОВЫЙ СТАНОК СР6-9
Назначение и область применения
Рейсмусовый станок СР6-9 (рисунок 1) предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских заготовок из древесины. Рейсмусовый станок,деревообрабатывающий станок для плоского фрезерования (простругивания) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.

Рисунок 1 – Рейсмусовый станок СР6-9
Основные технические характеристики
Режущий инструмент данного станка является ножевой вал. Односторонний Рейсмусовый станок имеют один ножевой вал, которым осуществляется рейсмусование (калибрование) заготовок; вал располагается над рабочим столом, по которому заготовка перемещается подающими вальцами. Толщину получаемой детали задают положением подъёмного рабочего стола. На Рейсмусовом станке можно фрезеровать заготовки шириной 315—1250 мм и толщиной 5—160 мм; диаметр ножевых валов 100—165 мм (на валу укрепляются 2 или 4 ножа), частота вращения валов около 5 тыс. об/мин. Скорость подачи заготовок в Рейсмусовом станке 5—30 м/мин, мощность электрического двигателя до 44 квт. В таблице 1 представлены основные технические характеристики Рейсмусового станка СР 6-9.
Таблица 1
Основные технические характеристики рейсмусового станка СР6-9
| Наибольшая ширина обрабатываемой заготовки | |
| Толщина обрабатываемой заготовки, мм | 5-250 |
| Наименьшая длина обрабатываемой заготовки, мм | |
| Наибольший съем древесины ножевым валом за один проход, мм | |
| Масса, кг | |
| Диаметр окружности резания, мм | |
| Скорость подачи (ступенчатая), м/мин | 8;16 |
| Скорость механического перемещения стола, м/мин. | 0,25 |
| Диаметр присоединительного патрубка эксгаустерной воронки, мм | |
| Мощность привода ножевого вала, кВт | 5,5 |
| Суммарная мощность всех электродвигателей, кВт | 6,87/7,57 |
| Габаритные размеры, мм | 1120х1315х1340 |
| Масса, кг |
Конструкция рейсмусового станка СР6-9
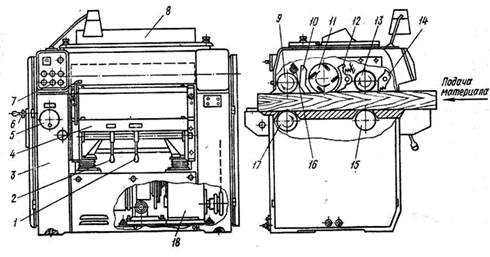
Рисунок 2 – Односторонний рейсмусовый станок СР6-9:
1 – рукоятка регулирования ролика; 2 – фиксатор ролика; 3 – станина; 4 – стол; 5 – механизм регулирования скорости подачи; 6 – механизм настройки стола; 7 – пульт; 8 – ограждение со стружкоприёмником; 9 – задний валец; 10 – задний прижим; 11 – ножевой вал; 12 – передний прижим; 13 – передний валец; 15 – опорный ролик; 16 – опорная башка фуговального приспособления; 17 – приводной валец стола; 18 – коробка передач.
Односторонний рейсмусовый станок СР6-9 показан на рис. 2. На цельнолитой станине 3 коробчатой формы расположены ножевой вал 11 и стол 4. Когтевая защита 14предотвращает выброс заготовки из станка в процессе работы. Механизм подачи содержит передний приводной валец 13, установленный впереди ножевого вала. Подачу готовой детали при выходе ее из станка обеспечивают задний валец 9 и валец17, смонтированный в столе 4.
Привод вальцов осуществляется от электродвигателя через механический вариатор и коробки передач 18. Перед ножевым валом установлен прижим 12 (стружколоматель), а за ножевым валом — задний прижим 10. Опорный ролик 15 предназначен для уменьшения сил трения заготовки о стол. Ролик можно регулировать по высоте относительно рабочей поверхности стола рукояткой 1 и фиксировать в заданном положении стопором 2.
Технологическая схема рейсмусового станка СР 6-9
Рейсмусовые станки основаны на процессе фрезерования – рейсмусовании, при котором обрабатывается поверхность заготовки, противоположная базируемой. Рейсмусовые станки предназначены для обработки методом цилиндрического фрезерования брусковых и щитовых заготовок в размер по толщине. При рейсмусовании заготовка своей технологической базой опирается на установочную базу стола станка. Ножевой вал размещается над столом. При перемещении заготовки по столу вращающийся ножевой вал фрезерует верхнюю поверхность, формируя плоскую поверхность, параллельную базовой.
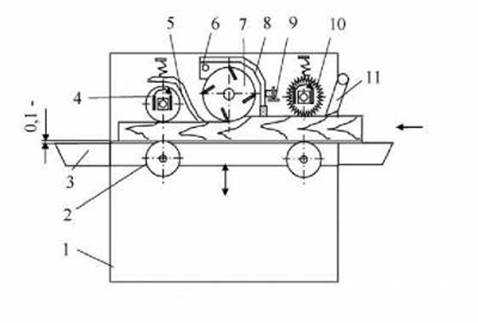
Рисунок 3 – Технологическая схема рейсмусового станка
Рейсмусовые станки работаю т по типовой технологической схеме, которая приведена на рисунке 2. На станине 1 станка установлен стол 3 с подающими вальцами 2, а также когтевая завеса 11, подпружиненные подающие вальцы рифленый 10 и гладкий 4 и ножевой вал 7. Валец 10 выполнен секционным, состоящим из нескольких подпружиненных колец на общем вале. Стол 3 при настройке на заданную толщину обрабатываемой детали может подниматься или опускаться с помощью винтов. Привод винтов может быть ручным и механическим.
Впереди и позади ножевого вала 7 расположены прижимные элементы. Передний прижимной элемент 8 выполнен в виде тяжелого чугунного колпака, шарнирно закрепленного на оси 6 и опирающегося регулировочными винтами 9 на упоры. Губка колпака рейсмусового станка опирается на обрабатываемую поверхность заготовки и выполнена секционной в виде ряда подпружиненных зубьев. Ширина зубьев равна 20 – 50 мм. Давление каждого зуба на древесину составляет 20 – 50 Н. Передний прижимной элемент рейсмусового станка выполняет следующие функции:
– предотвращает образование длинных опережающих трещин в заготовке при фрезеровании;
– служит защитным ограждением ножевого вала;
– исключает подбрасывание заготовки при ее обработке;
– направляет стружку в сторону ее удаления;
Рейсмусовые станки включают в свое устройство и задний прижимной элемент 5, который обеспечивает прижим за готовки к столу и предотвращает попадание стружки на гладкий валец 4. Валец дополнительно закрыт сверху щитком. Если стружка попадет на валец рейсмусового станка и будет подмята им, то обработанная поверхность будет испорчена. При работе в рейсмусовый станок можно подавать одновременно несколько заготовок, разнотолщинность которых может колебаться в пределах 1 – 5 мм. Секционное выполнение переднего верхнего вальца 10 и губки колпака 8 обеспечивает возможность обработки таких заготовок. Ножевой вал станка может вращаться с частотой 3500 – 4500 мин-1. Скорость подачи на станках – 5 – 30 м/мин.
Рекомендуемые страницы:
Поиск по сайту
poisk-ru.ru
Рейсмусовый станок СР6-6
Содержание статьи:
Изготовлением и проектированием рейсмусового станка СР6-6 занимался Ставропольский завод «Красный металлист». Этот тип оборудования предназначен для обработки плоских деревянных заготовок в размер по толщине. Несмотря на устаревшую конструкцию, оборудование успешно применяется в небольших производственных линиях до сих пор.
Конструкция и принцип работы станка

Внешний вид
Главной особенностью рейсмусового станка СР6-6 является устойчивый чугунный корпус. Он дает возможность обрабатывать заготовки относительно больших размеров без уменьшения качества. Дополнительно в конструкции предусмотрены узлы и функции, увеличивающие производительность.
Конструктивно установка СР6-6 состоит из чугунной станины, в которой располагается рабочий стол, механизмы подачи и ножевой вал. Для точной обработки в схеме оборудования предусмотрен узел смещения стола в вертикальном направлении. Это осуществляется с помощью специального устройства и электродвигателя.
Принцип работы рейсмусовой установки СР6-6.
- Выбор толщины обрабатываемой заготовки, установка параметров снятия стружки за один проход режущих валов.
- Установка заготовки между двумя подающими валами, расположенными вверху и внизу.
- Предварительно на секционный вал устанавливают кольца, которые имеют рифленую поверхность и резиновые уплотнители. Это дает возможность одновременно формировать различную толщину на деревянной поверхности детали.
- Прижим при подаче к режущему валу обеспечивается с помощью специального колпака. Он имеет функцию регулирования степени механического воздействия.
- Одновременно с функцией прижима острая кромка колпака удаляет стружку с поверхности, что положительным образом сказывается на качестве обработки.
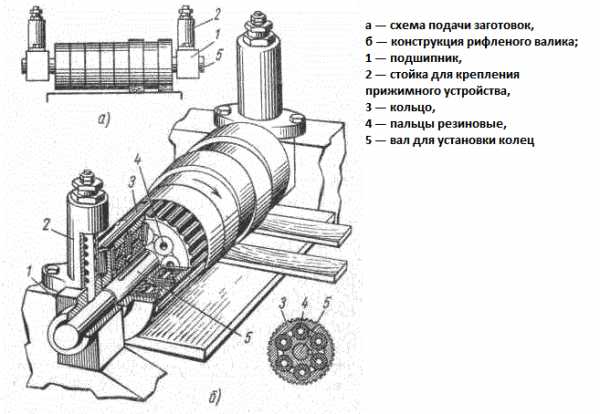
Устройство секционного рифленого валика
Для предотвращения обратного движения бруса перед подающими фальцами монтируют «когти», которые не дают заготовке изменить направление. Это является обязательным условием эксплуатации станка при обработке тонких материалов.
Для повышения универсальности рейсмусового станка СР6-6 в его конструкции предусмотрено наличие устройств для заточки и фуговки обрабатывающих ножей. Это позволяет выполнять профилактические мероприятия без привлечения дополнительного оборудования.
Технические характеристики
Компоненты станка
Для ознакомления с фактическими параметрами станка рекомендуется изучить технический паспорт оборудования. В нем подробно расписаны не только технические характеристики, но и эксплуатационные качества установки.
Относительно небольшие габариты (110*138*156 см) дают возможность установить агрегат в удобном месте производственного цеха. Предварительно подготавливается ровная поверхность, так как в конструкции не предусмотрены регулирующие механизмы. Лучше всего приобрести и установить опорные лапы. С их помощью можно не только правильно выставить уровень, но и частично компенсировать колебания СР6-6, возникающие во время работы.
Кроме этого, следует знать такие технические характеристики, которыми обладает рейсмус модели СР6-6:
- максимально допустимая ширина заготовки не может превышать 63 см;
- толщина может варьироваться от 5 до 200 мм;
- длина деревянного изделия ограничена значением 36 см;
- максимальная толщина удаляемого слоя составляет 5 мм;
- в конструкции барабана обработки есть 4 ножа;
- диаметр вала составляет 128 мм;
- варианты подачи заготовок, м/мин – 8, 12, 20 и 30;
- скорость резания составляет 33,5 м/мин;
- смещение механического стола выполняется со скоростью 0,565 м/мин.
Главное движение рейсмуса СР6-6 осуществляется за счет работы электродвигателя мощностью 8,6 кВт. При этом частота вращения вала составляет 5000 об/мин.
В конструкции предусмотрена система отводки стружки и древесной пыли. Для нормальной работы оборудования воздухообмен должен быть не менее 1800 м³/час. Таким образом, можно избежать засорение компонентов оборудования, предоставить появление брака на поверхности обрабатываемой детали.
Правила эксплуатации
Схема работы прижимных валов
Ознакомление с техникой безопасности при работе на станке является обязательным. Для этого необходимо изучить инструкцию, освоить методику и принцип функционирования оборудования. С этими данными можно ознакомиться, прочитав паспорт рейсмуса.
Подключение выполняется через узел заземления, расположенный в нижней части конструкции. Помимо электросети, необходимо вытяжное устройство, которое будет удалять древесную пыль и стружку из зоны обработки деревянных изделий. Оно подключается через соответствующий патрубок.
Перед началом работы необходимо убедиться, что дверцы электрических шкафов закрыты. В конструкции предусмотрено автоматическое выключение, если они находятся в открытом состоянии.
После установки заготовки опускаются фиксируемые ножи. При этом их кромки должны быть ниже плоскости заготовки на 2 мм.
Минимальная длина обрабатываемых деревянных изделий не может быть менее 400 мм. Одновременно с этим учитывается, что разница в толщине не должна быть более 4 мм. В противном случае возникнут биения, что приведет к ухудшению обработки.
В видеоматериале показан пример модернизации аналогичной модели рейсмуса:
stanokgid.ru
Настройка строгального рейсмусового станка по дереву моделей СР8-2, СР8-1, СР6-10, СР6-9, СР4-2, СР3-6
Для подготовки к настройке рейсмусового станка необходимо провести подготовительную операцию – опустить опорные ролики (8) ниже уровня стола (10). Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом. Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
При касании верхней гранью бруска ножевого вала фиксируется цифровое значение положения стола.
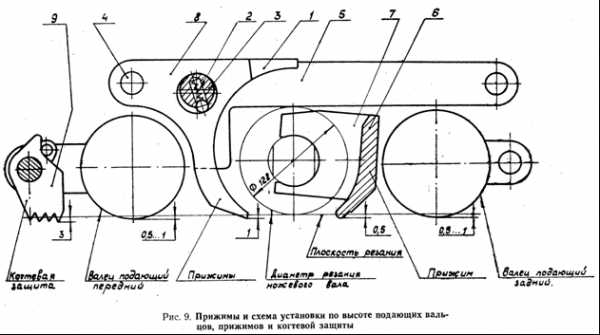
Стол опускается на 0,3 мм. Мерный брусок перемещается за строгальный вал под задний прижим (3). Высота прижима устанавливается регулировочными винтами (2) до касания бруска.
Стол опускается на 0,7 мм ( что будет составлять1 мм от первоначального положения стола) и мерный брусок перемещается под передний прижим (5). Регулировочными винтами (6) настраивается высота переднего прижима до касания бруска. Затем стол опускается еще на 0,5 мм ( это будет составлять 1,5 мм от первоначального положения стола) и производиться настройка заднего прижимного вальца (1) до касания бруска.
Стол опускается на 0,5 мм и мерным бруском настраивается высота рифленого входного подающего вальца.
Стол опускается еще на 1 мм и мерный брусок перемещается под когтевую защиту. Настраивается ее высота до касания мерного бруска.
Затем устанавливается выход опорных роликов над поверхностью стола.
При работе с хвойными породами высота устанавливается около 0,3 мм с лиственными породами около 0,1 мм.
В зависимости от модели рейсмуса настроечные размеры могут несколько отличаться от выше приведенных. На схеме ниже показаны размеры для настройки рейсмуса СР 6-9, СР 8-1
А размеры для настройки рейсмуса СР6-10, СР8-2 показаны на рисунке 9.
В заключении можно предложить альтернативный метод настройки рейсмусовых станков. Его особенность заключается в исключении ряда промежуточных операций по изменению положения стола. А именно:
подготовительные операции по настройке проводяться по методике описанной выше (Стол рейсмуса опускается так, что бы прямоугольный строганный деревянный брусок, уложенный на него свободно проходил под строгальным ножевым валом.
Стол рейсмуса с уложенным на него деревянным бруском поднимается до момента касания ножевого вала (при этом строгальный вал медленно двигается вперед-назад).
Особенность заключается в том, что вместо короткого бруска используется строганная рейка, проходящая от входных вальцов до выходных. При этом в момент касания рейкой ножевого вала все настраиваемые узлы(подающие и приемные вальцы, передний и задний прижим , когтевая защита) уже будут находиться на рейке и более того будут этим бруском приподняты относительно настраиваемых упоров. С помощью мерных щупов производиться настройка положения всех узлов без дополнительных перемещений стола.
Так для рейсмуса СР-3-6 эти размеры будут составлять
0,3 мм между регулировочным винтом и опорой заднего прижима (3).
1 мм между регулировочным винтом и опорой переднего прижима (5).
1,5 мм между регулировочным винтом и опорой заднего прижимного вальца (1).
xn—-7sbe0ajr0aip.xn--p1ai
Рейсмусовый станок СР 6-9 : ООО Промтехресурс
Рейсмусовый станок СР 6-9
Станок предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских заготовок из древесины.

|
Размеры обрабатываемой заготовки, мм |
– ширина 630 |
|
– толщина 5÷200 |
|
|
– длина не менее 400 |
|
|
Наибольшая толщина снимаемого слоя, мм |
5 |
|
Количество ножей, шт. |
4 |
|
Диаметр ножевого вала, мм |
128 |
|
Скорость подачи, м/мин (бесступенчатая) |
8-24 |
|
Скорость мех-го перемещение стола, м/мин |
0,1…..0,28 |
|
Необходимое кол-во воздуха для отвода стружки, м3/час |
1800 |
|
Частота вращения вала, об/мин |
4570 |
|
Суммарная мощность эл/двигателей, кВт |
8,6 |
|
Габариты, мм |
1130х1360х1260 |
|
Масса СР6-9, кг |
1680 |
www.stanki53.ru