Среднелегированная сталь – Среднелегированные стали
alexxlab | 23.05.2020 | 0 | Разное
Среднелегированные стали
Среднелегированные стали содержат в себе 2,5-10% легирующих элементов, которые придают им необходимые физические и механические свойства. Среди таковых характеристик: прочность, стойкость к коррозии, необходимая пластичность и т.д. Среднелегированные стали в составе легирующих элементов могут иметь хром, никель, медь, ванадий, кремний и другие добавки, каждая из которых выполняет свою функцию влияния на сплав соответствующим образом. К примеру, хром придает повышенную твердость стали, стойкость к коррозии, никель, титан и молибден также повышают коррозийную устойчивость, никель улучшает прочность и пластичность, титан совершенствует крепость стали. Молибден позволяет сплаву противостоять износу при повышенных температурах.
Среднелегированные стали имеют хорошие показатели механической выносливости благодаря не только легирующим добавкам, но и термической обработке, после которой эти компоненты придают особые свойства сплаву. Имея хорошие показатели свойств, которыми зарекомендовали себя
Среднелегированные стали марки
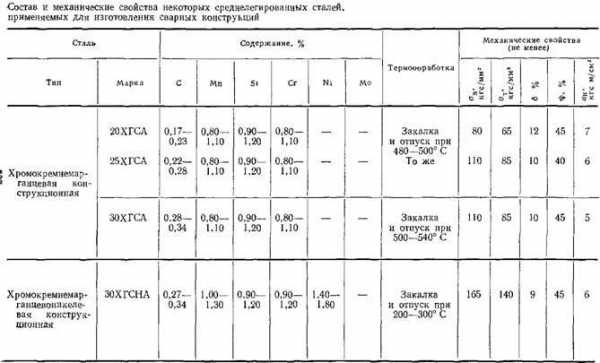
 Среднелегированные стали марки которых содержат в своем обозначении буквы и цифры, имеют разительные отличия, поэтому важно разобраться как маркируются стали этого типа. Принцип маркировки следующий: буква показывает наименование легирующего элемента в стали, а цифра его среднее содержание в процентах. Так, марки 9Х5ВФ, 8Х4В3М3Ф2 имеют высокую износостойкость, а также температуру прокаливания. Среднелегированные стали марки 9ХС, ХВГ, ХВСГ широко используют для изготовления сверл, протяжек, разверток. 30ХГСА, 30ХГСНА имеют в себе повышенное содержание углерода ( 0,35-0,5%) и это придает высокую прочность стали. Для применения среднелегированной стали в условиях частого трения, высокого давления, ударных нагрузках применяют марки 40ХС, 40ХФА, 50ХВ. Содержащийся там хром придает особую твердость и износостойкость абразивному воздействию.
Среднелегированные стали марки которых содержат в своем обозначении буквы и цифры, имеют разительные отличия, поэтому важно разобраться как маркируются стали этого типа. Принцип маркировки следующий: буква показывает наименование легирующего элемента в стали, а цифра его среднее содержание в процентах. Так, марки 9Х5ВФ, 8Х4В3М3Ф2 имеют высокую износостойкость, а также температуру прокаливания. Среднелегированные стали марки 9ХС, ХВГ, ХВСГ широко используют для изготовления сверл, протяжек, разверток. 30ХГСА, 30ХГСНА имеют в себе повышенное содержание углерода ( 0,35-0,5%) и это придает высокую прочность стали. Для применения среднелегированной стали в условиях частого трения, высокого давления, ударных нагрузках применяют марки 40ХС, 40ХФА, 50ХВ. Содержащийся там хром придает особую твердость и износостойкость абразивному воздействию.
Свойства среднелегированных сталей
Свойства среднелегированных сталей могут регулироваться процентным содержанием легирующих элементов, поэтому определенные характеристики металла подстраивают для выполнения поставленных задач. Хотя содержание каждого из дополнительных элементов в сплаве может быть разным, состав и соотношения этих добавок регламентируются ГОСТ 4543-71, а также специальными ТУ, следовать которым обязан каждый производитель. В отдельных случаях, возможны отклонения от установленных стандартов при специальном заказе от покупателей и выпускаются такие сплавы в единичных случаях.
Основные свойства среднелегированных сталей
Еще одна особенность – среднелегированные стали устойчивы к переходу в хрупкое состояние, поэтому активно применяются для создания конструкций работающих под высокими или низкими температурами, сильными ударными нагрузками, а также усилиями изменяющих свое направление.
600
metallsmaster.ru
Легированная сталь: применение, классификация и маркировка
Уже более 3 000 лет человечество обрабатывает железо изготавливая различные орудия, машины, домашнюю утварь. Несмотря на относительно высокие механические свойства этого металла его разрушение в результате коррозии не способствует долговременному использованию железных изделий на открытом воздухе.
Ещё одним существенным ограничением в использовании данного металла является его невысокие эстетические качества. Чтобы существенно улучшить данные свойства при производстве стали используются добавки придающие устойчивость к окислению, появлению на её поверхности блеска и существенному увеличению прочности металла.
Что такое легированная сталь
Это углеродистая сталь для улучшения технологических свойств которой введены специальные легирующие элементы. Процент добавок в составе невелик, но даже при незначительной концентрации, физические свойства металла улучшаются в несколько раз.

В зависимости от вида используемых добавок при производстве стали металл приобретает следующие свойства:
- неподверженность коррозии;
- упругость;
- тугоплавкость;
- прочность.
Для придания перечисленных качеств в состав добавляют следующие металлы:
- хром;
- никель;
- молибден;
- вольфрам;
- медь.
Зачастую в углеродистую сталь достаточно добавить 1 — 3% легирующих элементов для придания ей необходимых свойств и качеств.
Видео:
Виды легированных сталей
От процентного содержания добавок стали разделяются на:
- Низколегированные — содержание добавок менее 2,5%
- Среднелегированные — 2,5 — 10%.
- Высоколегированные — более 10%.
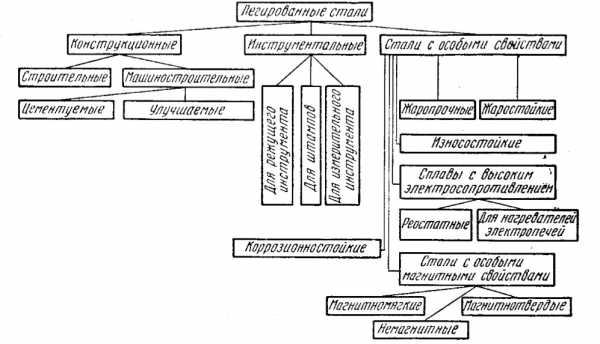
Также легированные стали подразделяются на следующие виды:
- конструкционные;
- инструментальные;
- с особыми физическими свойствами.

Конструкционные и инструментальные изделия используются в тех областях применения металлов, где необходима повышенная прочность. Легированные стали с особыми физическими свойствами могут быть устойчивыми к коррозии, высокой температуре и к химически агрессивным средам.
Маркировка легированных сталей
Из-за большого разнообразия сплавов с улучшающими добавками появилась необходимость в их маркировке. Легированные стали классификация и маркировка которых будет приведена ниже очень легко идентифицировать по буквенному обозначению, а также по указанию процентного состава тех или иных веществ в металле.
Расшифровка
Маркировка включает в себя буквы, которые обозначают предназначение металла.
- Ж, Х, Е — обозначение нержавеющих, хромистых и магнитных сплавов.
- Я — хромоникелевая нержавеющая сталь.
- Ш — шарикоподшипниковая.
- Р — режущая.
- А, Ш — качественная и высококачественная легированная сталь.
Также в сплавах могут содержаться следующие элементы:
- Азот — А
- Алюминий — Ю
- Бериллий — М
- Бор — П
- Вольфрам — В
- Ванадий — Ф
- Кобальт — К
- Кремний — С
- Марганец — Г
- Медь — Д
- Молибден — М
- Магний — Ш
- Ниобий — Б
- Никель — Н
- Селен — Е
- Титан — Т
- Фосфор — П
- Хром — Х
- Цирконий — Ц
- Редкоземельные металлы — Ч
Если легированные стали маркировка которых после букв не имеет цифр не содержат ниобия, молибдена, ванадия, алюминия, азота, бора, титана, циркония и редкоземельных металлов, то это будет говорить о том, что в материале содержание легирующего элемента менее 1,5%. Для перечисленных выше металлов имеется исключение из данного правила, по причине влияния на механические свойства сплава даже десятых долей процента.
Если перед буквенным обозначением стоит цифра, то это показатель содержания кремния, а расположение цифр после буквы указывает процентное соотношение обозначенных химических элементов.
Видео:
Применение легированных сплавов
Благодаря высоким эксплуатационным характеристикам легированная сталь применение находит в машиностроении, изготовлении инструментов, труб и строительных материалов.
Детали машин обычно изготавливают из перлитных металлов. К этой категории материалов относятся низколегированные и среднелегированные стали, которые после отжига имеют структуру позволяющую легко обрабатывать металл с помощью режущего инструмента.
Низколегированные стали благодаря повышенным прочностным характеристикам позволяют существенно экономить денежные средства при строительстве крупногабаритных сооружений и машин. Например, в судостроительстве благодаря использованию материала удаётся уменьшить толщину применяемого металла.
Легированные стали с добавками хрома широко используются для производства изделий, которые устойчивы к воздействия молочной и уксусной кислоты, а также следующих деталей работающих под значительным давлением:
- Поршневые пальцы, карданные крестовины и другие изделия предназначенные для эксплуатации в условиях повышенного износа.
- Кулачковые муфты, плунжеры и шлицевые валики.
- Шестерни коробок передач и червячные валы, а также другие изделия для работы на малых и средних скоростях.
Высоколегированная сталь широко используется для производства деталей устойчивых к коррозионному разрушению. Такие изделия также устойчивы к высоким температурам и способны работать в условиях до +1100 градусов.
Некоторые виды сплавов благодаря особым тепловым качествам имеют специальное применение, например:
- ЭН42 — материал обладает коэффициентом расширения таким же как и у стекла, поэтому применяется в качестве электродов в лампах накаливания.
- Х8Н36 — обладает постоянной упругостью, которая не изменяется в температурных пределах от минус 50 до +100 градусов. Благодаря неизменяемой упругости такой материал широко используется для
- И36 — сплав обладает нулевым коэффициентом температурного расширения, поэтому идеально подходит для изготовления различных эталонов и калибровочных изделий.
Сварка легированных сталей: особенности
Легированные сплавы обладают хорошей пластичностью, поэтому из них можно изготовить сложные конструкции методом сварки. По причине различного содержания добавок каждый тип легированных изделий имеет свои особенности.
Сварка низколегированных сталей
Особенность сварных соединений низколегированных сталей заключается в высокой сопротивляемости холодным трещинам и хрупкому разрушению. Но, такие свойства соединительного шва можно достичь только при правильном сваривании.
Если процесс предварительного нагрева будет нарушен либо сварной шов подвергнется слишком быстрому остыванию металл может получить в местах соединения микроскопические повреждения, которые значительно уменьшат прочность всей конструкции.
Низколегированные стали марки 10Г2СД, а также 14ХГС и 15ХСНД свариваются с использованием аппарата постоянного тока с обратной полярностью. Электроды для сваривания должны иметь фтористо-кальциевое покрытие. Величина сварочного тока должна точно соответствовать типу электрода, толщине металла и типу сплава. Несоблюдение этого требования также отразится на качестве сварного шва и, как следствие, на прочности изготавливаемой конструкции.
Сварка низколегированной стали должна осуществляться без перерыва, чтобы весь шов был выполнен без при температуре металла не менее 200 градусов. Средняя скорость сварки составляет 20 м/ч, при напряжении 40 В и силе тока 80 А.
Видео:
Сварка среднелегированных сталей
При изготовлении конструкций из среднелегированных сталей необходимо использовать сварочные материалы, в которых содержание легирующих элементов должно быть меньше, чем в свариваемом материале.
Только при использовании таких материалов можно добиться получения шва с высокой устойчивостью к деформации. Если при изготовлении изделий из среднелегированных сталей толщина листа не превышает 5 мм, то высокого качества соединения можно достичь при использовании аргонодуговой сварки.
Если для соединения деталей используется газовая сварка, то в качестве источника горения следует применять ацетилен в смеси с кислородом.
Сварка высоколегированных сталей
Если для производства металлических деталей применяется высоколегированная сталь, то в этом случае следует применять сварочное оборудование с минимальным тепловым захватом материала. Это необходимо для снижения вероятности коробления металла во время сварки, по причине большого содержания в составе металла различных примесей.
Электрическая сварка высоколегированных сплавов осуществляется с использованием электродов с фтористокальциевым покрытием. В этом случае удаётся добиться высоких показателей механической и химической прочности сварного шва.
Применение газовой сварки при изготовлении конструкций из высоколегированных сталей нежелательно. В исключительных случаях возможно использование газовой сварки для соединения жаропрочного высоколегированного стального листа толщиной не более 2 мм.
Видео:
Заключение
Применение легированных сплавов при изготовлении металлических деталей и конструкций позволяет придать ним необходимые физические качества. При работе с такими металлами обозначение легирующих элементов в стали помогает подобрать заготовку с нужными параметрами, из которой затем будет изготовлена конструкция.
При использовании таких сплавов необходимо не только знать их состав, но и способы соединения при помощи сварки. Поэтому если следовать рекомендациям изложенным в данной статье, то можно получить высококачественное изделия с заданными параметрами.
Загрузка…plavitmetall.ru
Особенности технологии сварки легированных сталей
Легированными называются стали, которые в своем составе содержат легирующие элементы, придающие сталям специальные свойства. Основные легирующие элементы – это хром, марганец, никель, кремний, молибден, вольфрам и другие. Легирование делается с целью изменения строения металла и придания ему определенных физико-механических свойств. Легированием можно повысить коррозионностойкость материала, его твердость, износостойкость и так далее. Ниже будут рассмотрены особенности сварки легированных сталей.
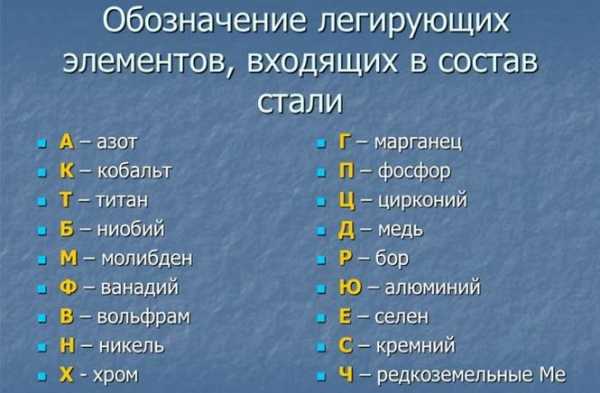
Легированные стали бывают трех видов. Это низколегированные, в которых содержание легирующих элементов не более 2,5% , среднелегированные – с содержанием 2,5% – 10% и высоколегированные – более 10%. В зависимости от присутствующих в составе материала легирующих элементов они называются хромистыми, ванадиевыми, хромоникелевыми и так далее. Каждый такой элемент в маркировке стали обозначается специальными буквами: Х – хром, М -молибден, В – вольфрам, Г – марганец, К – кобальт, Ю – алюминий, С – кремний, Н – никель, Т – титан, Ф – ванадий, Б – ниобий, А – азот, Р – бор. Легированные стали подразделяются на следующие типы: нержавеющие, жаростойкие, кислотостойкие и окалиностойкие, которые и определяют сферу применения каждой конкретной стали.
Низколегированные стали
Низколегированные стали должны обладать хорошей пластичностью, удовлетворительной свариваемостью и высокой сопротивляемостью хрупкому разрушению. Оптимальные механические свойства они приобретают после закалки или нормализации и последующего высокого отпуска. Примеры низколегированных сталей – 14Г2, 14ХГС, 15ГС и другие. Они характеризуются малым содержанием углерода (<0,18%). Высокие механические свойства низколегированных и малоуглеродистых сталей достигаются применением других присадок (марганца, хрома, никеля, кремния и других).
Данные виды металла отличаются хорошей свариваемостью и хорошей ударной вязкостью с низким пределом хладноломкости (- 40С° — – 60С°). Они имеют мелкозернистую структуру, так как изготовляются спокойными. Наличие никели, хрома, меди увеличивает коррозионностойкость многих марок сталей. Однако низколегированные имеют повышенную чувствительность к концентрации напряжений и поэтому у них более низкая вибрационная прочность.
Технология сварки низколегированных металлов
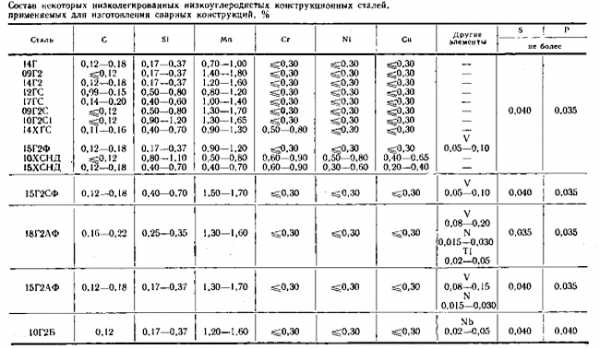
Основными показателями свариваемости низколегированных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению. Такие металлы обычно имеют ограниченное содержание C, Ni, Si, S и P, поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют. Критериями при определении диапазона режимов выполнения сварочных работ и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны. Химический состав сплавов
Электроды для сварки низколегированных сталей ручной дуговой сваркой имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10 ; Mn 0.8…1,2 ; Si 0,2…0.4 ; Cr 0,6…1,0 ; Mo 0,2…0.4 ; Ni 1,3…1,8 ; S до 0,03 ; Р до 0,03. Сварочный ток выбирают в зависимости от марки и диаметра электрода, при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. Сварку технологических участков нужно производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200С°.
Особенности сварки низколегированных сталей под флюсом заключаются в её проведении на постоянном токе обратной полярности. Сила тока при этом не должна превышать 800 А, напряжение дуги – не более 40 В, скорость сварки изменяют в пределах 13…30 м/ч. Одностороннюю однопроходную сварку применяют для соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке. Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних или двусторонних) используют проволоку марки Св-08ХН2М, так как швы в этом случае имеют излишне высокую прочность и применение более легированной проволоки для таких соединений нецелесообразно. 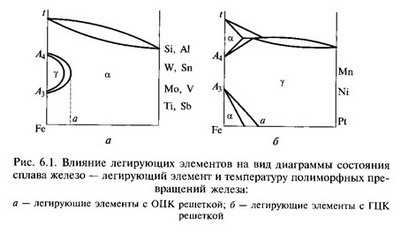 Влияние легирующих элементов на структуру и свойства металлов
Влияние легирующих элементов на структуру и свойства металлов
Если сварка низкоуглеродистых и низколегированных сталей осуществляется в углекислом газе, то в качестве электрода применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку. При сварочных работах в смесях на основе аргона используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металлических швов при сварке сталей с прочностью до 700 МПа. Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку также применяют при сварке низкоуглеродистых и низколегированных сталей повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Газовая сварка низколегированных сталей характеризуется повышенным разогревом свариваемых кромок, пониженной коррозионностойкостью и усиленным выгоранием легирующих примесей. Это приводит к ухудшению качества сварных соединений по сравнению с другими способами сварки. При газовой сварке в качестве присадочного материала используют проволоку марок СВ-10Г2, Св-08, Св-08А, а для ответственных швов — Св-18ХГС и Св-18ХМА. Механические свойства шва можно повысить проковкой при температуре 800 °С — 850°С с последующей нормализацией.
Среднелегированные стали
Среднелегированные стали содержат углерод в количестве от 0,4% и более. Они легированы в основном Ni, Mo, Cr, V, W. Оптимальное сочетание прочности, вязкости и пластичности достигается после закалки и низкого отпуска. Такие среднелегированные стали, как ХВГ, ХВСГ, 9ХС, пользуются большим спросом за счет своих легирующих добавок при изготовлении сверл, разверток и протяжек.
Эти стали выплавляют из чистых шихтовых материалов для повышения пластичности и вязкости. Также их тщательным образом очищают от фосфора, серы, газов и различных неметаллических включений. В этом случае стали могут подвергаться электрошлаковому или вакуумно-дуговому переплаву, рафинированию в ковше жидкими синтетическими шлаками. Хорошее сочетание прочности, вязкости и пластичности среднелегированных сталей достигается термомеханической обработкой.
Технология сварки среднелегированных металлов
Чтобы обеспечить эксплуатационную надежность сварных соединений, нужно при выборе сварочных материалов стремиться к получению швов такого химического состава, при котором их механические свойства имели бы требуемые значения. Степень изменения этих свойств зависит от доли участия основного металла в формировании шва. Поэтому следует выбирать такие сварочные материалы, которые содержат легирующих элементов меньше, чем основной металл. Легирование металла шва за счет основного металла позволяет повысить свойства шва до необходимого уровня.
При сварке среднелегированных глубокопрокаливающихся высокопрочных сталей нужно выбирать такие сварочные материалы, которые обеспечат получение швов, обладающих высокой деформационной способностью при минимально возможном количестве водорода в сварочной ванне. Это достигается применением низколегированных сварочных электродов, не содержащих в покрытии органических веществ и подвергнутых высокотемпературной прокалке. Одновременно при выполнении сварочных работ следует исключить другие источники насыщения сварочной ванны водородом (влага, ржавчина и другие).
Для сварки среднелегированных сталей широко применяются аустенитные сварочные материалы. Для механизированной сварки и изготовления стержней электродов в ГОСТ 2246-70 предусмотрены проволоки марок Св-08Х20Н9Г7Т и Св-08Х21Н10Г6, а в ГОСТ 10052-75 – электроды типа ЭА-1Г6 и др. Электродные покрытия применяются вида Ф, а для механизированной сварки – основные флюсы. Для сварки среднелегированных высокопрочных сталей используют электроды типов Э-13Х25Н18, Э-08Х21Н10Г6 и другие по ГОСТ 10052-75 и ГОСТ 9467-75.
Высокое качество сварных соединений толщиной 3…5 мм достигается при аргонодуговой сварке неплавящимся электродом. При этом для увеличения проплавляющей способности дуги применяют активирующие флюсы (АФ). Сварка с АФ эффективна при механизированных способах для получения равномерной глубины проплавления. Неплавящийся электрод при сварке с АФ выбирают из наиболее стойких в эксплуатации марок активированного вольфрама.
Газовая сварка легированных сталей осуществляется ацетиленокислородом, который обеспечивает качественный сварной шов. Газы-заменители в данном случае применять не рекомендуется. Но даже ацетиленокислород не может стопроцентно гарантировать получение качественного шва. Этого можно достичь только путем применения дуговой сварки.
Высоколегированные стали
Высоколегированные стали имеют повышенно содержание легирующих элементов – Cr и Ni (обычно не ниже 16% и 7% соответственно). Они придают таким металлам соответствующую структуру и необходимые свойства. Высоколегированные стали по сравнению с менее легированными обладают высокой хладостойкостью, коррозионностойкостью, жаропрочностью и жаростойкостью. Несмотря на высокие свойства этих сталей, их основное служебное назначение определяет соответствующий подбор состава легирования. В соответствии с этим их можно разделить на три группы: жаростойкие, жаропрочные и коррозионностойкие.
После соответствующей термообработки высоколегированные стали обладают высокими прочностными и пластическими свойствами. В отличие от углеродистых при закалке эти материалы приобретают повышенные пластические свойства.
Структуры высоколегированных сталей очень разнообразны и зависят в основном от их химического состава, то есть от содержания основных элементов: хрома (ферритизатора) и никеля (аустенитизатора). Также на структуру влияет содержание других легирующих элементов-ферритизаторов (Mo, Ti, Si, Al, W, V) и аустенизаторов (Co, Cu, C, B).
Технология сварки высоколегированных металлов
Высоколегированные стали обладают комплексом положительных свойств. Поэтому одну и ту же марку иногда можно использовать для изготовления изделий различного назначения. В связи с этим и требования к свойствам сварных соединений будут индивидуальными. Это определит и различную технологию выполнения сварочных работ, направленную на получение сварного соединения с необходимыми свойствами, определяемыми составом металла шва и его структурой. 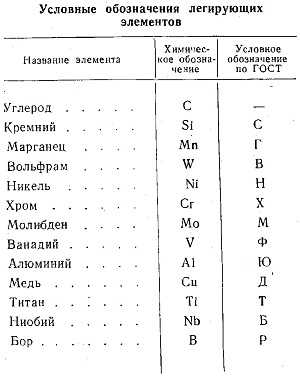 Легирующие элементы – обозначение
Легирующие элементы – обозначение
Особенности сварки высоколегированных сталей определяются наличием у них характерных теплофизических свойств. Пониженный коэффициент теплопроводности сильно изменяет распределение температур в шве и околошовной зоне. Это увеличивает глубину проплавления основного металла, а с учетом повышенного коэффициента теплового расширения возрастает и коробление изделий. Поэтому для уменьшения коробления нужно применять способы и режимы, отличающиеся максимальной концентрацией тепловой энергии.
При ручной дуговой сварке высоколегированных сталей сварочные проволоки одной по ГОСТу марки имеют широкий допуск по химическому составу. Применением электродов с фтористокальциевым покрытием достигается получение металла шва с нужным химическим составом. Тип покрытия электродов для данной сварки диктует необходимость применения тока обратной полярности. Тщательная прокалка электродов способствует уменьшению вероятности образования в швах пор и вызываемых водородом трещин.
Газовая сварка высоколегированных сталей наименее благоприятна, для соединения этих кислотостойких сталей, которые подвержены значительной межкристаллитной коррозии. Такая сварка может использоваться для сваривания жаропрочных и жаростойких сталей толщиной 1…2 мм. Сварка ведется нормальным пламенем мощностью 70…75 л/ч на 1 мм толщины. В сварных соединениях могут образовываться большие коробления.
Сварка под флюсом высоколегированных сталей толщиной 3…50 мм имеет большое преимущество перед ручной дуговой сваркой ввиду стабильности состава и свойств металла по всей длине шва. Это достигается отсутствием частых кратеров, образующихся при смене электродов, равномерностью плавления электродной проволоки и основного металла по длине шва, а также более надежной защитой зоны сварки от окисления легирующих компонентов кислородом воздуха.
При сварке под флюсом уменьшается трудоемкость подготовительных работ, так как разделку кромок выполняют на металле толщиной свыше 12 мм (при ручной сварке – свыше 3…5 мм). Типы флюсов предопределяют их использование для сварки постоянным током обратной полярности.
elsvarkin.ru
Легированная сталь
Легированная сталь — это сталь, включающая в себя разные легирующие элементы, придающие стали нужные механические и физические свойства. Также эти элементы значительно повышают стойкость к коррозии, стойкость к хрупкости и повышают прочность. В качестве легирующих элементов часто применяют:
- азот;
- медь;
- никель;
- хром;
- ванадий.
Это классические добавки, которые максимально применяются в производстве. Легированная сталь разделяют на три основных класса:
- низколегированную;
- высоколегированную;
- среднелегированной.
Классификация легированных сталей производится из учета процентного содержания легируемых элементов. Каждый из этих типов стали получают металлургическим путем, однако в отдельных случаях может выполняться легирование только определенной поверхности, чтобы придать необходимые прочностные свойства изделиям и деталям. Легированная сталь приобретает свои свойства на различных этапах производства металла, по мере добавления легирующих элементов. Легированная сталь может включать в себя от одного до нескольких легируемых элементов, которые повышают конструкционную прочность сплава. Легированная сталь выпускают в нескольких основных типах:
- инструментальную;
- конструкционную;
- сталь, имеющая особые химические и физические свойства.
Маркировка легируемых сталей
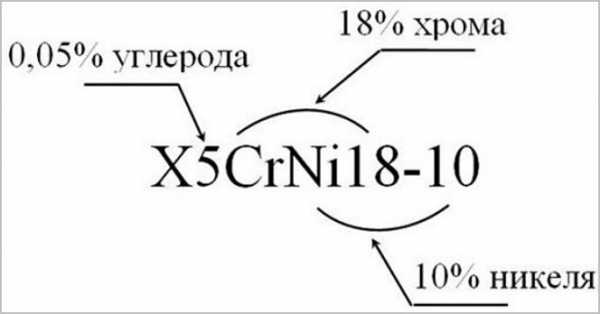
Маркировка легируемых сталей производится с помощью букв, которые показывают какой легирующий элемент содержится в сплаве, и цифрами, определяющими среднее содержание этого элемента в процентах. Цифры вначале названия марки указывают, сколько углерода содержит материал. Если указано две цифры — содержаться сотые доли процента, если одна — десятые. Маркировка легируемых сталей может иметь дополнительные обозначения. Например, присутствуют распространенные обозначения:
- Р — быстрорежущая;
- Ш – шарикоподшипниковая;
- А — автоматная;
- Л — полученная литьем;
- Э — электротехническая.
На содержание азота указывает буква А, находящаяся в середине марки. Две буквы А (АА), показывают состав особо чистой стали и эти буквы стоят в конце. Сталь особо высокого качества в конце марки имеет букву Ш. Примеры маркировки легированных сталей:
18ХГТ означает:
- 0,18% С;
- 1% Cr;
- 1% Mn;
- 0,1% Ti.
Сталь 30ХГСА содержит:
- 0,30% С;
- 0,8-1,1% Cr;
- 0,9-1,2% Mn;
- 0,8-1,25% Si.
Назначение легируемых сталей
Назначение легируемых сталей очень разнообразно, так как, имея в своем составе соответствующие легируемые добавки, такая сталь способна выдерживать разного рода нагрузки, в отличие от обычной. Большинство показателей можно регулировать с помощью добавления нужных легирующих элементов. Основное назначение легируемых сталей — изготовление хирургических инструментов, ювелирного оборудования, различных металлоконструкций, строительной арматуры, промышленных машин, механизмов, испытывающих большие нагрузки при работе. Марки инструментального назначения легируемых сталей используют для изготовления деталей, которые работают под высоким давлением, также их применяют при изготовлении эталонных шестерен, роликов сложной формы, секций кузнечных штампов и т.д.. Другие марки применяют для деталей с повышенной износостойкостью, хорошей прочностью на изгиб, контактной нагрузке, при необходимой замечательной упругости.
Виды легированной стали
 Виды легированной стали различают соответственно процентному содержанию легирующих элементов в сплаве. Так классифицируются:
Виды легированной стали различают соответственно процентному содержанию легирующих элементов в сплаве. Так классифицируются:
- низколегированные и содержат до 2,5% легирующих элементов;
- среднелегированные, имеющие от 2,5 до 10% легируемых элементов;
- высоколегированные имеют 10 — 50% таких элементов.
Виды легированной стали включают в себя также нержавеющие, имеющие великолепные свойства стойкости к химической и электрохимической коррозии. Специальные жаростойкие, имеющие хорошую стойкость химическому разрушению в газовой среде при температуре выше 500 С, но при этом они работают в слабо нагруженном состоянии или не нагруженном. Жаропрочные стали, которые работают при больших нагрузках в течение достаточного времени и при этом сохраняющие достаточную жаростойкость. Виды легированной стали конструкционной бывают:
- качественной;
- высококачественной;
- очень высокого качества.
617
metallsmaster.ru
Среднелегированная сталь конструкционная – Энциклопедия по машиностроению XXL
Свариваемость сталей зависит от степени легирования, структуры и содержания примесей. Наибольшее влияние на свариваемость сталей оказывает углерод. С увеличением содержания углерода, а также ряда других легирующих элементов свариваемость сталей ухудшается. Для сварки конструкций в основном применяют конструкционные низкоуглеродистые, низколегированные, а также среднелегированные стали. Главными трудностями при сварке этих сталей являются [c.45]Среднелегированна Я конструкционная сталь . … 900—950/900—950 —/900 —/60 [c.54]
Механические свойства отливок из конструкционной мало- и среднелегированной стали в зависимости от режима термической [c.113]
Химический состав отливок из конструкционной мало- и среднелегированной стали приведен в табл. 11. [c.114]
Отливки из конструкционной мало-и среднелегированной стали для улучше ния механических свойств термически обрабатывают — производят нормализацию и отпуск или закалку и отпуск. [c.114]
Обычно наплавляют на конструкционные углеродистые или низко-и среднелегированные стали. [c.526]
Рассмотренные выше конструкционные и технологические методы повышения усталостной прочности сварных соединений можно с успехом использовать для конструкций из низколегированных и среднелегированных сталей. [c.254]
СТАЛЬ КОНСТРУКЦИОННАЯ СРЕДНЕЛЕГИРОВАННАЯ ТЕРМИЧ. ОБРАБАТЫВАЕМАЯ [c.222]
Пластинчатая у-фаза в сплавах с пакетным мартенситом. На рис. 3.20 показаны тонкие пластинчатые у-кристаллы, которые образуются при а- у превращении в а-кристаллах мартенситного пакета сплава Н28 и являются параллельными плоскости габитуса пакетного мартенсита 557 д [177]. Образование подобного аустенита наблюдается ка ранних стадиях а- у превращения и в других сплавах с пакетным мартенситом, в том числе в конструкционных среднелегированных сталях [92]. [c.117]
При высокотемпературных технологических нагревах покрытиями защищают от окисления поверхность хромистых и хромоникелевых сталей, высокопрочных, коррозионностойких сталей переходного аустенитно-мартен-ситного класса, инструментальные, быстрорежущие и штамповые стали, высокопрочные среднелегированные стали, шарикоподшипниковые и другие специальные стали, а также обычные, повышенного качества, качественные и высококачественные конструкционные стали. [c.140]
В мартеновских печах выплавляют качественную углеродистую конструкционную и инструментальную сталь, а также низколегированную и среднелегированную. Сталь, выплавленная в мартеновских печах, идет на изготовление проката и поковок. Из нее делают рельсы рессоры, балки и разные детали машин. [c.85]
Для изготовления отливок из конструкционных легированных сталей применяют 19 марок, содержащих обычное количество марганца, кремния, никеля, молибдена и других элементов в пределах 2—5% , как принято для мало- и среднелегированной стали. Эта сталь предназначена для отливки деталей машин самых разнообразных конструкций и мощностей вплоть до толстостенных и работающих при. повышенных температурах. [c.266]
Наоборот, для многих конструкционных мало- и среднелегированных сталей растяжение гладкого образца является мягким способом нагружения и для оценки их сопротивления хрупкому разрушению приходится прибегать к испытанию надрезанных образцов, образцов с трещиной, к понижению температ уры испытания или повышению скорости деформирования. [c.37]
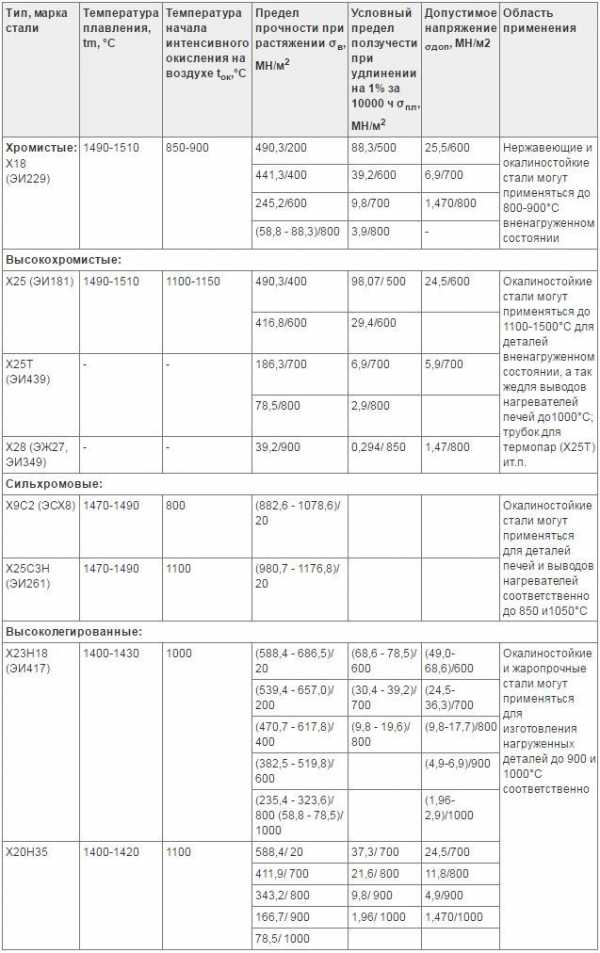
К среднелегированным относятся стали, легированные одним или несколькими элементами при суммарном их содержании 2,5—10 %. Главной и общей характеристикой этих сталей являются механические свойства. Так, временное сопротивление их составляет 588—1960 МПа, что значительно превышает аналогичный показатель обычных углеродистых конструкционных сталей. При высоких прочностных свойствах среднелегированные стали после соответствующей термообработки по пластичности и вязкости не только не уступают, но в ряде случаев и превосходят малоуглеродистую сталь. При этом среднелегированные стали обладают высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для работы в условиях ударных и знакопеременных нагрузок, низких и высоких температур, в агрессивных средах. Получение сварных соединений необходимого качества, учитывая особые физикохимические свойства среднелегированных сталей, встречает ряд специфических трудностей. Прежде всего, глав- [c.108]
Если развитие кремневосстановительного процесса при сварке нежелательно, то применяют низкокремнистые марганцовистые флюсы их иногда используют при сварке некоторых конструкционных, низко- и среднелегированных сталей. [c.228]
В мартеновских печах выплавляют обыкновенную и качественную углеродистую конструкционную и инструментальную, а также низколегированную и среднелегированную сталь. Мартеновская сталь идет для строительного металла, для поковок, проката. Из нее делают рельсы, пружины, рессоры, балки, шестерни, болты, винты и т. д. [c.88]
Поковки общего назначения диаметром или толщиной до 800 мм из конструкционной углеродистой, низколегированной и среднелегированной стали, должны удовлетворять требованиям ГОСТ 8479-70 они должны изготавливаться из спокойной стали, выплавленной мартеновским способом или в электропечах. Этот стандарт регламентирует основные технические требования. [c.102]
Стандарт распространяется на все отливки из конструкционной мало- и среднелегированной стали. [c.273]
После ТМО (при степени деформации переохлажденного аустенита до 60— 70% с последующим превращением его в мартенсит) можно повысить предел текучести конструкционных среднелегированных сталей толщиной до 20 мм на 25—30%. [c.120]
Для большинства металлов с повышением температуры Я убывает (рис. 1-6). Наличие различных примесей в еще большей степени снижает Я. Например, ничтожная примесь мышьяка может снизить теплопроводность меди в 2—3 раза. Различные виды сталей имеют разные значения Я и разные зависимости этой величины от температуры. Для углеродистых конструкционных сталей с повышением температуры Я уменьшается. Для среднелегированных сталей, например хромистых нержавеющих, с изменением температуры Я изменяется незначи- [c.21]
Относительное количество карбидов в легированной стали определяется главным образом содержанием углерода. Теоретически оно зависит и от содержания в стали легирующих элементов, но последний фактор имеет подчиненное значение. Практический опыт показывает, что в среднелегированной высокоотпущенной конструкционной стали максимально допускаемое количество карбид-ов лимитируется концентрацией углерода порядка 0,45—0,50°/о.Дальнейшее повышение количества карбидной фазы при увеличении содержания углерода выше 0,45—0,5()”/ сопровождается понижением показателей вязкости ниже уровня, допускаемого для конструкционной стали (а . s 3,0 кгм/ см ). С другой стороны, чрезмерное понижение содержания углерода в стали (меньше 0,2″/о) связано с резким уменьшением прочности стали. По этим причинам конструкционная легированная сталь, применяемая в сорбитном состоянии, в большинстве случаев содержит углерод в пределах 0,25—0,45 /( . [c.303]
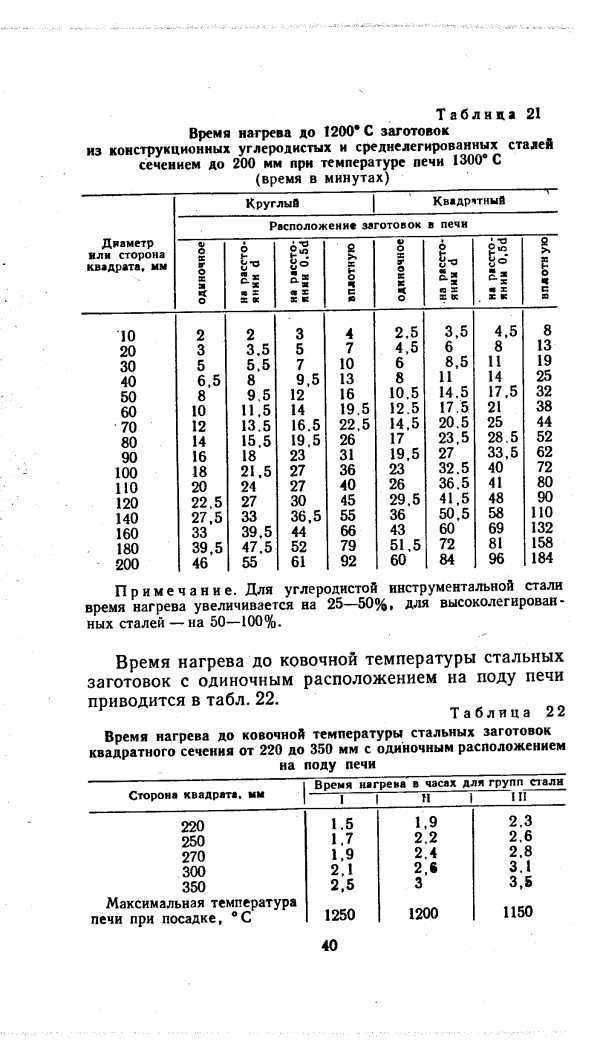
| Таблица 21 Время нагрева до 1200 С заготовок из конструкционных углеродистых и среднелегированных сталей сечением до 200 мм при температуре печи 1300 С (время в минутах) | 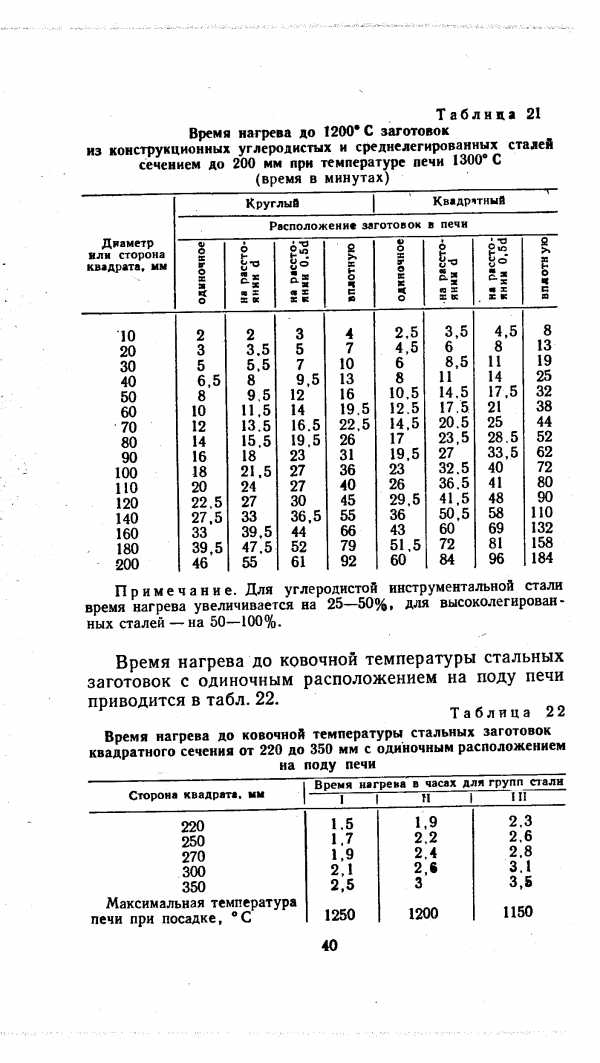 |
Среднелегированной называется сталь, в которой суммарное содержание легирующих компонентов составляет от 2,5 до 10% (кроме углерода). Сварные конструкции изготовляют из конструкционных среднелегированных сталей, содержащих до 0,5% углерода, из среднелегированных жаропрочных сталей, содержащих не более 0,25% углерода и до 5% хрома в качестве обя-.чательного легирующего элемента. Главной и общей характеристикой среднелегированных сталей являются механические свойства. Среднелегированные стали имеют временное сопротивление от 600 до 2000 МПа, что значительно превышает временное сопротивление обычных углеродистых конструкционных сталей. При высоких прочностных свойствах среднелегированные стали после термообработки не только не уступают по пластичности и вязкости, но в ряде случаев даже превосходят такой пластичный материал, как низкоуглеродистая сталь. [c.170]
Низколегированные среднеуглеродистые конструкционные стали применяют в машиностроении обычно в термообработанном состоянии. Для этой группы сталей характерны содержание более 0,22% С и склонность к закалке в условиях термического цикла сварки (табл. 10-4). Технология сварки низколегированных среднеуглеродистых сталей подобна технологии сварки среднелегированных сталей (см. 10-5, 10-6, 10-7). [c.519]
Для изготовления сварных конструкций применяют конструкционные (главным образом машиноподелочные) среднелегированные стали и среднелегированные теплоустойчивые стали. Среднелегированные конструкционные стали с содержанием до 0,5% С поставляют в основном по ГОСТ 4543—71 и разделяют на качественные и высококачественные. [c.526]
Главной и общей характеристикой среднелегированных сталей являются механические свойства. Среднелегированные стали обладают временным сопротивлением 60 200 кгс/мм , что значительно превышает временное сопротивление обычных углеродистых конструкционных сталей. [c.526]
Среднелегированная сталь конструкционная термически обрабатываемая 3—222 Среа 3—195 [c.520]
Результаты испытания в производственных условиях обследований действующих агрегатов на разных предприятиях дают основание утверждать, что при налаженном технологическом процессе для нагнетателя сернокислотного производства могут быть использованы среднелегированные стали для лопаток (типа 13Н5А) и обычные конструкционные марки для прочих деталей, удовлетворяющих по прочностным и пластическим свойствам. При применении новых высокопрочных сталей обязателен контроль на склонность в указанной среде к коррозионному растрескиванию в производственных условиях. [c.44]
Для углеродистой инструментальной и среднелегированной стали время нпгрева увеличивается на 25 —50 /о, для высоколегированной, конструкционной и инструментальной стали — на бО-ЮО /о. [c.101]
Для обеспечения пластических свойств металла шва и околошов-ной зоны на уровне свойств основного металла следует выбирать режимы, обеспечивающие получение швов повышенного сечения, применять двухдуговую сварку или производить предварительный подогрев металла до температуры 150…200 °С. Среднеуглеродистые и среднелегированные стали рекомендуется сваривать под флюсом при толщине свариваемого металла не менее 4 мм. Сварку можно вести как на переменном, так и на постоянном токе. Диаметр электродной проволоки выбирают 2…5 мм. При сварке с одной стороны не допускается использование медных и медно-флюсовых подкладок из-за возможности попадания в шов меди и образования вследствие этого горячих трещин. Для увеличения сопротивляемости сварных швов горячим трещинам, а также повышения пластичности и ударной вязкости металла шва используют основные флюсы, такие как АН-26, АН-20, 48-ОФ-10, уменьшающие содержание серы и окисных включений в металле шва. Во избежание пористости и наводоражи-вания швов флюсы перед сваркой необходимо прокаливать при температуре 300…350 °С в течение 2…3 ч, чтобы их влажность не превышала 0,1 %. Конструкционные среднеуглеродистые и среднелегированные стали под флюсом сваривают, как правило, без подогрева. Только в случае сварки жестких узлов и узлов из сталей ЗОХГСА и ЗОХГСНА при большой толщине изделий применяют подогрев до температуры 250…300 °С. После сварки во всех случаях необходим общий отпуск при температуре 600 °С или местный послесварочный отпуск при температуре 300 ° С для предупреждения образования холодных трещин. [c.150]
В зависимости от обрабатываемого материала значения подач необходимо скорректировать, умножив на коэффициент при обработке магниевых, алюминиевых и медных сплавов, а также чу-гунов — на 1,25 углеродистых сталей (конструкционных, качественных, высокой обрабатываемости, инструментальной) и легированных сталей (низколегированной, среднелегированной и инструментальной легированной) — на 1,07 теплостойких и коррозионно-стойких с Ов р жаропрочных сталей — на 1,0 теплостойких и коррозионно-стойких с Ов р > 900 МПа, [c.192]
Необходимо также иметь в виду, что при одинаковой прочности на разрыв конструкционных низко- и среднелегированных сталей, закаленных и отпуш,енных на одну и ту же твердость, их свойства пластичности и вязкости могут различаться весьма существенно. Поэтому, если, кроме требований по прочности, к стали предъявляются еще и требования по пластичности и вязкости, предпочтительнее применять легированную сталь, обладающую соответствующей прокаливаемостью. [c.142]
СТАЛЬ КОНСТРУКЦИОННАЯ СРЕДНЕЛЕГИРОВАННАЯ ТЕРМИЧЕСКИ ОБРАБАТЫВАЕМАЯ — сталь, упрочняе- [c.222]
В работе [871 вьшолнен расчет ориентировок аустенита, образующегося при нагреве в пакетном мартенсите, типичном для конструкционных среднелегированных сталей и железоникелевых сппавов с содержанием Ni менее 28%. Области селективного отражения, возникающие при мартенситном превращении у а,, состоят из мартенситных кристаллов шести ориентировок, имеющих совпадающую кристаллографическую плоскость Ц10 , параллельную одной из плоскостей illlly [95] Границы мартенситных кристаллов внутри области почти параллельны между собой, что создает впечатление однонаправленности структуры. [c.57]
Газовому цианированию подвергают изделия сложной конфигурации из конструкционной углеродистой, низко-и среднелегированной сталей, а также инструмент из быстрорежущей стали. Для конструкционной углеродистой и легированной стали гшименяют высокотемпературное газовое цианирование при 800—82о° С с целью повышения твердости и износостойкости, а для быстрорежущей стали — низкотемпературное цианирование при 540—560° С с целью повышения режущих свойств и стойкости инструмента. После газового цианирования производят закалку и низкотемпературный отпуск. Газовое цианирование (иногда называемое нитроцементацией) является одним йз совершенных и широко распространенных видов химико-термичесКой обработки. [c.186]
С повышением температуры сопротивление ползучести всех конструкционных металлов в той или иной степени уменьшается. У низко- и среднелегированных сталей порлитиого к.часса предел ползучести, отвечающий длительным срокам службы, заметно снижается в области температур от 400° (нелегированные стали) [c.261]
Опредление прокаливаемости способом торцовой закалки пригодно для конструкционной углеродистой низколегированной и среднелегированной сталей. [c.206]
Для углеродистой инструментальной и среднелегированной стали время нагрева увеличивается на 25—50%, для Бысоколегиро-ванной конструкционной и инструментальной стали — иа 50—100%. [c.292]
Увеличение содержания углерода в низкоотнущен-ных сталях приводит к прямому повышению уровня прочности при этом ухудшаются все характеристик стали, которыми можно оценить ее сопротивление хрупко разрушению на воздухе и в различных средах. Наиболее широкое применение среди высокопрочных сталей находят стали, содержащие около 0,30% С, обрабатываемые на 0в— 1,65 1,85 (,1 65- -185 кГ мм ) с рядом ограничений достаточно широко применяют стали, содержащие около 0,40% С, с ав пластической деформации. При отсутствии значительных концентраторов напряжений высокопрочные стали обладают достаточной пластичностью (рис. 1). [c.10]
В табл. 3 приведены значения пределов выносливости ряда конструкционых сталей средней и высокой прочности. Видно, что пределы выносливости гладких и надрезанных образцов конструкционных среднелегированных сталей, обработанных на высокий уровень прочности при достаточно хорошей поверхности V —У8 имеют высокие значения. [c.30]
mash-xxl.info
Сталь высоколегированная среднелегированная – Энциклопедия по машиностроению XXL
По химическому составу сталь делят на углеродистую и легированную. Углеродистую сталь, в свою очередь, подразделяют на углеродистую обыкновенного качества и углеродистую качественную. К легированным сталям относятся сталь низколегированная с общим содержанием легирующих элементов не выше 3% сталь среднелегированная с общим содержанием легирующих элементов от 3 до 5,5% сталь высоколегированная с общим содержанием легирующих элементов свыше 5,5%. Когда легирующие компоненты получают превышение над железной основой и содержание железа составляет менее 50—55%, то такие стали называют сплавами, например сплавы с высоким омическим сопротивлением, жаропрочные сплавы и т. д. [c.11]В зависимости от содержания легирующих элементов теплоустойчивая сталь может быть низко-, средне- я высоколегированной. Сталь низко- и среднелегированная (перлитного класса) характеризуется достаточно высокой прочностью при температурах до 550° С. Сталь высоколегированная относится либо к карбидному, либо к аустенитному классу и в последнем случае применяется под нагрузкой при температурах до 900—1(Ю0° С. Сравнительная характеристика теплоустойчивости аустенитной и ферритной стали приведена на [c.494]
Установлено, что литой слой в виде светлой полосы после плазменной резки присутствует в кромках углеродистых, низколегированных и среднелегированных сталей. На сталях высоколегированных такого слоя на поверхности кромки не наблюдается. [c.97]
В ряде случаев возникают серьезные затруднения с обеспечением надлежащих прочностных и пластических свойств металла, околошовной зоны и зоны сплавления. Трудности получения качественной зоны сплавления возникают, например, в случае использования для сварки среднелегированных сталей высоколегированного электродного металла, обеспечивающего получение шва с аустенитной структурой. Большая разница по химическому составу между металлом шва и основным металлом при определенных условиях может привести к образованию в зоне сплавления непластичной хрупкой прослойки и обезуглероживанию основного металла в участках, непосредственно примыкающих к границе сплавления. [c.530]Легированные стали Низколегированные. . Среднелегированные. . Высоколегированные. . 1100 1100—1150 1150 825—850 850—875 875—900 [c.154]
Время нагрева инструментальных углеродистых сталей и среднелегированных конструкционных сталей удлиняется по сравнению с конструкционной углеродистой сталью на 25—50%, для высоколегированных конструкционных и инструментальных сталей на 50—100%. [c.215]
Стали, содержащие от 4 до 14% хрома, относятся к средне-легированным, а содержащие более 14% хрома — к высоколегированным. Среднелегированные хромистые стали содержат обычно до 0,15% углерода и применяются в конструкциях, не требующих особенно высокой прочности и сопротивляемости коррозии. Высоколегированные хромистые стали, содержащие до 0,35% углерода, обладают повышенной прочностью и хорошо сопротивляются коррозии и окислению при высоких температурах. Для повышения механических свойств хромистых сталей и улучшения свариваемости в их состав вводят дополнительные примеси титан, ниобий и алюминий. [c.167]
Дефиниция легированных сталей. По химическому составу сталь делят на углеродистую и легированную. Углеродистую сталь, в свою очередь, подразделяют на углеродистую обыкновенного качества и углеродистую качественную. К легированным сталям относят сталь низколегированную с общим содержанием легирующих элементов не выше 3% сталь среднелегированную с общим содержанием легирующих элементов от 3 до 5,5% сталь высоколегированную с общим содержанием легирующих элементов свыше 5,5%. [c.3]
По принятой в сварочной технике классификации легированные стали разделяют на низколегированные, среднелегированные и высоколегированные. Если содержание каждого из легирующих элементов не превышает 2%, а суммарное их содержание — 5%, то сталь называется низколегированной. Если содержание каждого из легирующих элементов находится в пределах от 2 до 5%, а суммарное их содержание не превышает 10%, сталь называется среднелегированной. Высоколегированной называется сталь, содержащая не менее 5% одного из легирующих элементов или не менее 10% суммы легирующих элементов. [c.12]
В основных мартеновских печах выплавляют стали углеродистые конструкционные, низко- и среднелегированные (марганцовистые, хромистые), кроме высоколегированных сталей и сплавов, которые получают в плавильных электропечах. [c.35]
В настоящее время этот процесс сварки получил очень широкое применение при изготовлении конструкций низкоуглеродистых низколегированных, среднелегированных и высоколегированных сталей при высоком качестве сварных соединений. В последние годы разработаны способы газовой защиты с применением различных газовых смесей (Аг + Не, Ar-fOa, Аг + СОг, СО2 + О2 и др.), что расширяет сварочно-технологические и металлургические возможности данного метода сварки. По объему применения сварка в СО2 составляет 90%, в аргоне — 9% и в смесях газов— 1%. [c.379]
К этой группе материалов относятся низкоуглеродистая электротехническая сталь, применяемая для изготовления реле, сердечников и полюсов электромагнитов, низколегированные кремнистые (1—2%) горячекатаные стали для изготовления корпусов динамомашин и генераторов, высоколегированные кремнистые (4—5%) горячекатаные стали для изготовления гидрогенераторов и машин переменного тока повышенной частоты и среднелегированные (2,5—3,5 Si) холоднокатаные текстурованные стали (трансформаторная сталь) для изготовления Турбо- и гидрогенераторов, а также крупных электродвигателей постоянного тока. Эти материалы сочетают высокие магнитные свойства, хорошую технологичность, хорошие или удовлетворительные механические свойства и сравнительно низкую стоимость. [c.131]
Свойства легированных сталей в рабочих условиях определяются содержащимися в них углеродом и другими элементами, специально введенными в состав. Различают три группы легированных сталей низколегированные с суммарным содержанием легирующих добавок менее 2,5 % среднелегированные с 2,5— 10 % легирующих элементов и высоколегированные с содержанием легирующих элементов более 10 %. В зависимости от микроструктуры различают стали перлитного, мартенситного, мар-тенситно-ферритного, ферритного, аустенитно-мартенситного, аустенитно-ферритного и аустенитного классов. В котлостроении применяют стали двух классов перлитного и аустенитного. [c.220]
По химическому составу различают стали а) углеродистую (низкоуглеродистую, среднеуглеродистую, высокоуглеродистую б) конструкционную в) легированную (низколегированную, среднелегированную, высоколегированную). [c.141]
Примечания I. Для углеродистой инструментальной и среднелегированной стали табличное время нагрева надо увеличить на 25—50%, для высоколегированной стали на 50-100%. [c.55]
К группе 4 отнесены легированная сталь сложного состава(высоколегированная и среднелегированная), а также углеродистая, отвечающие особо высоким требованиям (легированная сталь для турбинных дисков и валов, ответственных деталей дизелей, ответственных пружин и рессор, для шарико- и роликоподшипников легированная инструментальная сталь легированная сталь для штампов сталь для прово локи особо высокого качества и др.). [c.362]
В зависимости от содержания легирующих элементов легированные стали делят на три группы низколегированные, содержащие менее 3,5—4% легирующих добавок среднелегированные, содержащие добавки от 4 до 10% высоколегированные, содержащие более 10% легирующих добавок. [c.53]
Некоторые среднелегированные и высоколегированные конструкционные стали с высокой твердостью после нормализации (частичная закалка) для улучшения обрабатываемости резанием требуют высокого отпуска. [c.232]
Для некоторых среднелегированных и высоколегированных конструкционных сталей в связи с получением после нормализации высокой твердости, вследствие частичной закалки, с целью улучшения обрабатываемости резанием применяется последующий высокий отпуск. [c.113]
По степени легирования стали разделяют на низколегированные (легирующих элементов до 2,5%) среднелегированные (от 2,5 до 10%) высоколегированные (от 10 до 50%). [c.134]
По химическому составу стали подразделяют на углеродистые и легированные. Углеродистой называется сталь, свойства которой в рабочих условиях определяются в основном содержанием в ней углерода. Кроме железа и углерода эти стали содержат марганец (до 0,8%), кремний (до 0,4%), а также вредные примеси — серу (до 0,04%) и фосфор (до 0,035 %). Легированной называется сталь, свойства которой в рабочих условиях определяются как содержанием в ней углерода, так и содержанием других элементов, специально введенных в ее состав. В зависимости от содержания легирующих добавок стали делят на три группы низколегированные — суммарное содержание легирующих добавок менее 2,5%, среднелегированные — от 2,5 до 10% и высоколегированные — стали, содержание железа в которых более 45 %, а суммарное содержание легирующих элементов не менее 10% при содержании одного из них не менее 8 % [c.277]
Теплостойкие стали разделяют на низколегированные и среднелегированные перлитного и мартенситного класса, на которые распространяется ГОСТ 20072—74, и высоколегированные хромистые стали, химический состав которых регламентирован ГОСТ 5632-72, [c.395]
Углеродистые стали могут быть низкоуглеродистые С Легированные стали условно подразделяют на низколегированные с содержанием легирующих элементов 2,5 % среднелегированные – от 2,5 до 10 % и высоколегированные – более 10 %. [c.18]
Для низко- и среднеуглеродистых нелегированных и среднелегированных сталей, как правило, в этих целях используют высокий отпуск или нормализацию, для высоколегированной хромоникелевой аустенит-ной стали – аустенитизацию или стабилизирующий отжиг, для высоколегированных хромистых – высокой отпуск. [c.500]
На базе покрытий основного типа (Б) обычно составляют композиции покрытий электродов для сварки ответственных конструкций из низколегированных и углеродистых сталей, среднелегированных сталей и всех электродов для сварки высоколегированных сталей. [c.28]
Буквы и цифры в марках электротехнической стали обозначают следующее Э — электротехническая сталь первая цифра (1, 2, 3, 4) — степень легирования кремнием 1 — слаболегированная сталь, 2 — среднелегированная сталь, 3 повышеннолегированная сталь, 4 высоколегированная сталь вторая цифра (U2, 3, 4, 5, 6, 7, 8) — гарантированные электрические и магнитные свойства стали 1, 2, 3 — удельные потери при перемагничивании стали с частотой 50 Гц (1 — нормальные удельные потери, 2 — пониженные, 3 — низкие) 4, 5, 6, 7, 8 — удельные потери для разных групп стали при перемагНичивании с частотой 400 Гц, индукция и магнитная проницаемость в слабых и средних полях третья цифра (0) — то, что сталь холоднокатаная текстурованная (анизотропная) третья и четвертая цифры (00) — что сталь холоднокатаная малотекстурованная (изотропная) А — особо низкие удельные потери. [c.260]
Из стали производят около 21 % всех отливок по массе. По химическому составу стали делятся на углеродистые и легированные. Последние в зависимости от количества легирующих элементов делятся на низколегированные (до 2,5 %), среднелегированные (от 2,5 до 10%) и высоколегированные (свыше 10%). Литейные стали 15Л, 20Л, 45Л, 10Х18Н9ТЛ, 110Г13Л обладают пониженной жидкотекучестью и большой усадкой. В связи с этим расход металла на отливку увеличивается примерно в 1,6 раза по сравнению с чугунной. Литье из цветных сплавов составляет по массе примерно 4 % в общем объеме литейного производства. [c.48]
Для большинства марок углеродистых малолегированных и среднелегированных сталей глубина прокалнваемостн (табл. 1) не превышает 5 мм. Более глубокий прогрев целесообразен лишь для высоколегированных сталей. Закалка на глубину менее [c.16]
К низколегированной стали отно сится низкоуглеродистая сталь, об щее содержание легирующих элемен тов в которой не превышает 3—4% В среднелегированной стали суммар ное содержание легирующих элемен тов находится в пределах 4—10 % в высоколегированной стали — иногда до 30—50 %. [c.364]
Для углеродистой инструментальной и среднелегированной стали время нпгрева увеличивается на 25 —50 /о, для высоколегированной, конструкционной и инструментальной стали — на бО-ЮО /о. [c.101]
В табл. 4. 4а,. 5 и 6 приведены характеристики магнитных свойств и удельные потери электротехнических листовых сталей по ГОСТ 802—54. В обозначении марок сталей первая цифра (1, 2, 3, 4) характеризует степень легирования кремнием 1 — слаболегированная, 2 — среднелегированная. 3 — повышеннолегированная. 4 — высоколегированная, Вторые цифры (1, 2, 3. 4., i, 6, 7, 8) характеризуют элмтромагнитные свойства стали. Третья цифра (о) обозначает, что сталь холоднокатанная, текстурованная. [c.334]
Проблема металла для рабочих температур 600° С и выше, в особенности при давлениях, приближаюш,ихся к критическому, или сверхвысоких (до 250—300 ат), уже не может быть решена на основе низко- и среднелегирован-иых сталей, что заставляет обращаться к наиболее теплоустойчивым сортам высоколегированной стали, которые в то же время и наиболее дороги (в 4—6 раз дороже низколегированных). [c.27]
Не рассматривая детально каждую марку в отдельности, можно, в общем, заметить, что прочностные характеристики среднелегированных и высоколегированных сталей повышаются после НТМО и низкого отпуска на 60—80 кГ1мм по сравнению со свойствами, получаемыми после обычной термической обработки (закалки с низким отпуском). При этом пластические свойства после НТМО выше, чем после обычной термической обработки. Во всяком случае, пластичность после НТМО [c.59]
Настоящая Нормаль распространяется на сосуды н аппараты сварные и стальные из углеродистой, низколегированной, среднелегированной, высоколегированной и двухслойной сталей, предназначе1шые для переработки и хранения нефтяных, нефтехимических и химических продуктов, а также продуктов газовой промышленности. [c.321]
Для обеспечения требуемых механических и эксплуатационных свойств литых деталей (прочности, твердости, износостойкости, жаростойкости и др.) в сплавы вводят в определенном количестве специальные добавки (легирующие компоненты). По их содержанию сплавы делят на низколегированные (до 2,5 % по массе), среднелегированные (2,5. .. 10 %) и высоколегированные (свыше 10 %). Кроме того, в литейных сплавах присутствуют постоянные примеси (например, сера и фосфор в сталях и чугунах), которые во многих случаях являются вредными, и содержание их офаничивают. [c.152]
С помощью электрошлаковой сварки и наплавки можно получать биметаллические заготовки, облицовыв1ать рабочие поверхности толстостенных сосудов антикоррозионными металлами, изготавливать изделия по принципиально новой технологии, восстанавливать изношенные детали машин. ЭШС применяют при изготовлении изделий из низкоуглеродистых, низколегированных, среднелегированных и высоколегированных сталей, чугуна, титана, алюминия, меди и их сплавов. До появления ЭШС при изготовлении сварных конструкций из металла толщиной более 50 мм применяли многопроходную дуговую сварку. Например, автоматическую сварку под флюсом металла толщиной 300 мм выполняли, накладывая сварной шов в 180 слоев, а применение ЭШС позволяет получать такое соединение за один проход. ЭШС – это экономичный процесс на плавление равного количества электродного металла затрачивается на 15…20 % меньше электроэнер- [c.204]
Сварку среднелегированных высокопрочных сталей аустенитной сварочной проволокой марок Св-08Х21Н10Г6 или Св-08Х20Н9Г7Т выполняют только под слабо окислительными или безокислительными основными флюсами, предназначенными для сварки высоколегированных хромоникелевых сталей. При этом режимы сварки должны обеспечивать требуемые размеры и форму швов и минимально возможное проплавление основного металла. С этой целью в некоторых случаях применяют сварку трехфазной дугой под плавлеными или керамическими основными флюсами. [c.315]
В зависимости от содержания легирующих элементов легированные стали делят на три группы нивколегированные — содержащие менее 2,5% легирующих добавок среднелегированные— от 2,5 до 10% высоколегированные более 10%. [c.164]
mash-xxl.info
СРЕДНЕЛЕГИРОВАННЫХ ЗАКАЛИВАЮЩИХСЯ СТАЛЕЙ
7.1. ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Для изготовления различных изделий в машиностроении используют углеродистые и низколегированные стали, содержание углерода в которых увеличено по сравнению с содержанием углерода в низкоуглеродистых конструкционных сталях общего назначения, что при соответствующей термообработке позволяет существенно повысить их прочность. В зависимости от режима термообработки временное сопротивление этих сталей составляет 600 … 1500 МПа. Содержание углерода в них доходит до 0,5 % при суммарном легировании другими элементами до 3 … 4 %. Примерами марок сталей этой группы могут служить 35Х, 40Г, 13ХГМРБ, 14Х2ГМ, 30ХГТ, 30ХГНА, 30ХГСА, 42Х2ГСНМА и др. По чувствительности к термодеформационному циклу сварки к этой же группе можно отнести углеродистые стали, например марок 30, 35, 40, 45, 50 и др., а также теплоустойчивые молибденовые, хромомолибдено-вые и хромомолибденованадиевые стали, например, марок 20ХМ, 30ХМА,25Х1М1Фидр.
Повышение содержания углерода, а также степени легирования стали увеличивает склонность к закалке. Такие стали обладают высокой чувствительностью к термическому циклу сварки и околошовная зона оказывается закаленной при всех режимах сварки, обеспечивающих удовлетворительное формирование шва.
Для снижения скорости охлаждения околошовной зоны с целью получения в ней структур, обладающих некоторым запасом пластичности, достаточным для предотвращения образования трещин под действием термодеформационного цикла, при сварке этих сталей необходим предварительный подогрев свариваемого изделия.
Закаливаемость стали можно оценить, изучая кинетику распада ау-стенита. На рис. 7.1 представлена диаграмма изотермического распада
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
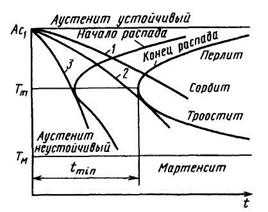
Рис. 7.1. Диаграмма изотермического распада аустенита
аустенита и нанесены кривые, соответствующие различным скоростям охлаждения металла. Скорость охлаждения (кривая 2) является максимальной скоростью охлаждения, превышение которой приведет к частичной закалке стали. Ее называют первой критической скоростью охлаждения. При скорости охлаждения по кривой 3 наступает полная закалка (100 % мартенсита). Ее
называют второй критической скоростью охлаждения. Кривая / характеризует скорость охлаждения, при которой отсутствует закалка.
Характер кривых изотермического распада аустенита и их расположение на диаграмме зависят от химического состава стали, однородности аустенита и размера его зерна. Почти все легирующие элементы увеличивают устойчивость аустенита, т.е. сдвигают кривые изотермического распада вправо.
При переохлаждении аустенита ниже Ac1 длительность инкубационного периода будет зависеть от температуры переохлаждения. При некоторой температуре Тm наблюдается наименьшая устойчивость аустенита, и через время tmin выдержки при этой температуре полностью заканчиваются все превращения. При всех других температурах переохлаждения время инкубационного периода больше, поэтому температуру Тm называют температурой наименьшей устойчивости аустенита. При использовании кривых изотермического распада аустенита для оценки закаливаемости стали в условиях непрерывного охлаждения при сварке необходимо в эти кривые внести некоторые поправки.
При непрерывном охлаждении температура наименьшей устойчивости аустенита Тm снижается в среднем на 55 °С, а наименьшая длительность распада увеличивается в 1,5 раза по сравнению с тем, что наблюдается при изотермическом распаде (рис. 7.2). При одном и том же химическом составе рост зерна аустенита замедляет его распад. Например, если средняя площадь зерна углеродистой стали с содержанием 0,9 % С
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
увеличивается в 10 раз, длительность распада увеличивается примерно вдвое. Пользуясь диаграммой изотермического распада, можно приближенно рассчитать скорость охлаждения в субкритическом интервале температур, обеспечивающую полное или частичное отсутствие закалки металла околошовной зоны. Для получения в околошовной зоне металла, в котором будут отсутствовать структуры закалки, необходимо,
Рис. 7.2. Смешение критических точек при непрерывном охлаждении
чтобы средняя скорость охлаждения в интервале температур от T1; до (Тm – 55) не превышала предельного значения:
где Т1 – температура, соответствующая точке Ас1; Тm – температура минимальной устойчивости аустенита; tmin – минимальная продолжительность полного изотермического распада аустенита, с.
Коэффициент 3 в знаменателе состоит из двух множителей: 1,5 и 2. Первый из них вводит поправку на непрерывность охлаждения, второй учитывает замедление распада аустенита из-за роста зерна, сопутствующего сварочному нагреву. При сварке плавлением скорость нагрева в интервале температур ъ Ac1 – Ас3 и длительность пребывания металла околошовной зоны при температуре выше Асз оказывают существенное влияние на процесс гомогенизации аустенита и рост зерна. Существует два возможных варианта развития процесса. Первый вариант, когда высокая температура нагрева металла околошовной зоны способствует росту зерна, особенно при большой длительности пребывания металла при температуре выше Ас3 и “; одновременно увеличивает устойчивость аустенита. Второй вариант, когда быстрый нагрев и малая длительность пребывания металла выше температуры Ас3 понижают степень гомогенизации и устойчивость аустенита.
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
В сталях без карбидообразующих элементов или с малым их содержанием преимущественное развитие получает первый вариант, что приводит к смещению области частичной закалки в сторону меньших скоростей охлаждения. В сталях, легированных карбидообразующими элементами, возможно смещение области частичной закалки в сторону больших скоростей охлаждения вследствие ограничения роста зерна и развития процесса гомогонизации по второму варианту.
При проверке выбранного режима и определении температуры подогрева при сварке закаливающихся сталей достаточно использовать результаты стандартных испытаний стали по методике ИМЕТ-1 или вали-ковой пробы, на основании которых можно получить зависимости изменения механических свойств металла околошовной зоны от скорости охлаждения и длительности пребывания выше Ас3. По этим данным можно установить интервал скоростей охлаждения, ограничивающий область частичной закалки стали в зоне термического влияния, и выбрать расчетное значение по допускаемому проценту мартенсита в структуре и требуемому сочетанию механических свойств. При сварке сталей повышенной прочности содержание мартенсита в структуре металла зоны термического влияния обычно ограничивают 20 … 30 %. Больший процент содержания мартенсита (иногда до 50 %) допускают лишь при сварке изделий с малой жесткостью при обязательной последующей термообработке.
Теория распространения теплоты при сварке позволяет рассчитывать скорости охлаждения и время пребывания металла зоны термического влияния в определенном интервале температур.
С целью быстрого определения фактической скорости охлаждения при наплавке валика на лист для некоторых частных случаев расчеты могут быть номографированы. На рис. 7.3 приведена номограмма для расчета скорости охлаждения околошовной зоны при толщине металла 5 … 36 мм. Диапазон скоростей охлаждения металла зоны термического влияния, в котором не возникают трещины и получается удовлетворительное сочетание механических свойств, приведен в табл. 7.1.
Сварка на режимах, при которых скорость охлаждения околошовной зоны больше верхнего предела, вызывает резкое снижение пластичности металла зоны термического влияния за счет ее закалки; режимы, приводящие к слишком малой скорости охлаждения (меньше нижнего предела, указанного в табл. 7.1), снижают пластичность и вязкость вследствие чрезмерного роста зерна. Если сталь подвержена резкой закалке, то возможно, что при всех скоростях охлаждения в околошовной зоне образуется мартенситная структура в таком количестве, при котором пластичность металла будет низкой.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
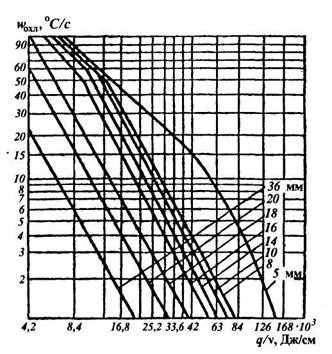
Рис. 7.3. Номограмма для расчета скорости охлаждения при Т=500°С
7.1. Допустимые скорости охлаждения металла ЗТВ для некоторых закаливающихся сталей
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Уменьшение скорости охлаждения ниже некоторого предела, при котором не происходит образования мартенсита, приводит к значительному росту зерен, вызывающему резкое снижение пластичности. Следовательно, чрезмерно высокий подогрев может вызвать заметное ухудшение свойств (особенно ударной вязкости) металла зоны термического влияния на участке высокого отпуска. Для восстановления свойств околошовной зоны необходима последующая термообработка, причем время до ее проведения должно быть строго регламентировано.
Таким образом, при установлении режима сварки закаливающихся сталей необходимо рассчитать параметры режима по условиям получения швов заданных геометрических размеров и формы, действительную скорость охлаждения w0XJI металла зоны термического влияния (в зависимости от условий проведения сварки) и результаты расчета сравнить с данными о допустимых скоростях охлаждения для данной стали. Если действительная скорость охлаждения металла зоны термического влияния при сварке на принятом режиме окажется выше верхнего предела допустимых скоростей (см. табл. 7.1), то необходимо рассчитать температуру предварительного подогрева или применить некоторые технологические приемы заполнения разделки кромок (двухдуговая сварка раздвинутыми дугами, каскадом, горкой и др.).
Если сталь склонна к значительному росту зерна, а действительная скорость охлаждения металла зоны термического влияния по расчету оказалась меньше нижнего предела допустимых скоростей, следует увеличить число слоев в шве и сварить их длинными швами. При выборе новых режимов следует определить действительные скорости охлаждения.
При выборе марки стали на стадии проектирования сварной конструкции может возникнуть необходимость ориентировочной оценки необходимости подогрева перед сваркой. Для приближенной оценки влияния термического цикла сварки на закаливаемость околошовной зоны и ориентировочного определения необходимости снижения скорости охлаждения за счет предварительного подогрева можно пользоваться так называемым эквивалентом углерода. Если при подсчете эквивалента углерода окажется, что Сэ < 0,45 %, данная сталь может свариваться без предварительного подогрева; если Сэ > 0,45 %, необходим предварительный подогрев, тем более высокий, чем выше значение Сэ.
При сварке металла относительно небольшой толщины (до 6 … 8 мм) и сварных узлов небольшой жесткости предельное значение Сэ, при котором нет необходимости в предварительном подогреве, может быть повышено до 0,55 %.
ОСНОВНЫЕ СВЕДЕНИЯ О СВАРИВАЕМОСТИ
Оценка закаливаемости стали в условиях сварки по эквиваленту углерода приближенная, так как не учитывается ряд важных факторов, таких как толщина свариваемой стали, тип соединения, режим сварки и исходное структурное состояние.
При необходимости температуру подогрева металла перед сваркой можно оценить по методике, учитывающей химический состав свариваемой стали и ее толщину. Согласно этой методике полный эквивалент углерода Сэ определяют по формуле
Сэ = Сх + Ср
где Сх – химический эквивалент углерода; Ср – размерный эквивалент углерода.
где S – толщина свариваемой стали, мм. Тогда полный эквивалент углерода
Определив полный эквивалент углерода, необходимую температуру предварительного подогрева находят по формуле
Полученная температура предварительного подогрева должна быть проверена и откорректирована путем определения действительных скоростей охлаждения при сварке на принятых режимах и сопоставления результатов расчета с рекомендуемым для данной марки стали диапазоном допустимых скоростей охлаждения.
К сталям, закаливающимся в условиях сварки, могут быть отнесены также низко- и среднелегированные теплоустойчивые стали, которые длительное время сохраняют высокие прочностные свойства при работе в условиях повышенных температур (450 … 580 °С), оцениваемые пределом текучести и длительной прочностью.
Теплоустойчивость сталям придает введение в качестве легирующего элемента молибдена или молибдена в сочетании с хромом и ванадием. К таким сталям относятся, например, 20ХМ, 15Х1М1Ф, 15Х2МФБ, 20Х2МА и др. Так как теплоустойчивые стали склонны к закалке в зоне, прилегающей к шву, то они свариваются с предварительным и последующим подогревом. В зависимости от состава стали и ее толщины температуру подогрева выбирают в пределах 150 … 400 °С.
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
Для получения сварных соединений, обладающих высокой работоспособностью, после сварки необходима термообработка для восстановления свойств в зоне термического влияния, режим которой определяется маркой теплоустойчивой стали.
7.2. СВАРКА НИЗКОЛЕГИРОВАННЫХ БЕЙНИТНО-МАРТЕНСИТНЫХ СТАЛЕЙ
Состав и свойства сталей
Высокопрочные стали, предназначенные для сварных конструкций, должны обладать хорошей пластичностью, высокой сопротивляемостью хрупкому разрушению и удовлетворительной свариваемостью. Необходимый комплекс технологических свойств сталей с σ0,2 = 580 … 780 МПа обеспечивается структурой, которая формируется в процессе мартенсит-ного или бейнитного превращений и определяется легированием и термообработкой.
Основные марки низкоуглеродистых бейнитно-мартенситных сталей: 13ХГМРБ, 14Х2ГМ, 14ХГН2МДАФБ, 12Г2СМФАЮ, 12ХГН2МФБДАЮ, 12ХГНЗМАФД-СШ и др.
Оптимальные механические свойства и высокую сопротивляемость хрупкому разрушению при отрицательной температуре они приобретают после закалки или нормализации и последующего высокого отпуска.
Механические свойства этих сталей приведены в табл. 7.2.
7.2. Механические свойства некоторых марок сталей (не менее)
| Марка стали | Толщина, мм | σ0,2, МПа | σв МПа | δ5, % | KCU, Дж/см2 | |
| -40 °С | -70 °С | |||||
| 13ХГМРБ | 10 …50 | |||||
| 14Х2ГМРБ | 10 …50 | - | ||||
| 14Х2ГМРЛ | >40 | - | ||||
| 14Х2ГМ | 3…30 | - | ||||
| 12Г2СМФАЮ | 10 …32 | - | ||||
| 12ГН2МФАЮ | 16 …40 | - | ||||
| 12ХГН2МФБАЮ | 16 …40 | - | ||||
| 12ХГН2МФБДАЮ | 20 …40 | - | ||||
| 12ХГН2МФДРА | 4…20 | - |
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Продолжение табл. 7.2
| Марка стали | Толщина, мм | σ0,2 МПа | σв МПа | δ5, % | KCU, Дж/см2 | |
| -40 °С | -70 °С | |||||
| 14ХГН2МДАФБ | 3 … 50 | 39* | - | |||
| 14ХГ2САФД | 16…40 | - | ||||
| 12ГНЗМФАЮДР-СШ | 4…40 | 78* | 59* | |||
| 12ХГНЗМАФД-СШ | 3 … 50 | - | ||||
| 14ХГНМДАФБРТ | 6… 20 |
*KCV
Хорошее- сочетание свойств имеют стали, содержащие 0,4 … 0,6 % Мо и 0,002 … 0,006 % В с добавкой других легирующих элементов, что обеспечивает получение стабильной бейнитной или мартенситной структуры. Применяются также безникелевые стали, содержащие 0,15 … 0,3 % Мо и 0,002 … 0,006 % В (12Г2СМФАЮ), которые уступают сталям типа 14Х2ГМРБ по хладостойкости, и стали с небольшим количеством азота (0,02 … 0,03 %) и нитридообразующих элементов – алюминия, ванадия, ниобия (12ГН2МФАЮ). Наличие мелкодисперсных нитридов в стали способствует уменьшению их склонности к росту аустенитного зерна при сварке.
Свариваемость сталей
Основными показателями свариваемости низкоуглеродистых бейнитно-мартенситных сталей являются сопротивляемость сварных соединений холодным трещинам и хрупкому разрушению и механические свойства зоны термического влияния, которые прежде всего связаны с фазовыми превращениями и структурными изменениями происходящими в стали при сварке. Структурные изменениях в стали при воздействии термического сварочного цикла оценивают по термокинетическим диаграммам непрерывного распада аустенита.
Например, превращение аустенита стали 12ГН2МФАЮ (рис. 7.4) при скорости охлаждения в интервале 600 … 500 °С w6/5 = 75 … 1,6 °С/с происходит в мартенситной и бейнитной областях. Ферритное и перлитное превращения отсутствуют.. При w6/5 = 75 °С/с мартенситное превращение начинается при 450 °С и заканчивается при 270 °С, твердость мартенсита HV380. С уменьшением скорости охлаждения количество
10*
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
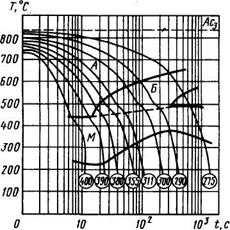
Рис. 7.4. Термическая диаграмма распада аустенита стали 12ГН2МФАЮ. Цифры в кружках означают твердость (HV):
А – аустенит; Б – бейнит; М- мартенсит
мартенситной составляющей уменьшается. При w6/5 =1,6 °С/с происходит полностью бейнитное превращение в интервале температур 635 … 465 °С; твердость HV 205.
Низкоуглеродистые бейнитно-мартенситные стали имеют ограниченное содержание С, Ni, Si, S и Р. Поэтому при соблюдении режимов сварки и правильном применении присадочных материалов горячие трещины отсутствуют.,
Наиболее распространенным и опасным дефектом сварных соединений сталей являются холодные трещины в зоне термического влияния и металле шва, возникающие в закаленной структуре под влиянием водорода и сварочных напряжений.
Высокая сопротивляемость сварных соединений низкоуглеродистых легированных сталей образованию трещин обеспечивается в случае, когда содержание диффузионного водорода в наплавленном металле не превышает 3,5 … 4,0 мл/100 г. Более высокая концентрация водорода приводит к снижению сопротивляемости соединений образованию холодных трещин. Для предотвращения образования холодных трещин в этих сталях необходимы ограничения допускаемых скоростей охлаждения. Например, диапазон допускаемых скоростей охлаждения зоны термического влияния для сталей 14Х2ГМРБ и 12ГН2МФАЮ w6/5 = 13 … 18 °С/с, а для 12ХГН2МФБДАЮ w6/5 = 4 … 6 °С/с. Для предотвращения
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
образования холодных трещин при сварке соединений большой толщины следует применять предварительный подогрев. Как правило, он назначается при сварке металла толщиной свыше 20 мм. Температура подогрева 80 … 100 °С. При сварке металла толщиной свыше 40 мм температура подогрева 100 … 150 °С. При температуре окружающего воздуха ниже 0 °С необходим предварительный подогрев свариваемых кромок до 100 … 120 °С для металла толщиной менее 30 мм и 130 … 150 °С для металла большей толщины. Подогрев сварных соединений наиболее эффективен, если его осуществлять равномерно по всей длине шва с двух сторон от разделки кромок на ширину не менее 100 мм.
Критериями при определении диапазона режимов сварки и температур предварительного подогрева служат допустимые максимальная и минимальная скорости охлаждения металла околошовной зоны. Максимально допустимые скорости охлаждения сталей принимаются таким образом, чтобы предотвратить образование холодных трещин в металле околошовной зоны. Величину этой скорости охлаждения определяют экспериментальным путем по результатам испытаний технологических проб или же расчетным путем.
Для предотвращения неблагоприятного изменения структуры и снижения ударной вязкости металла зоны перегрева необходимо ограничивать минимальную скорость охлаждения. Чрезмерно высокие погонные энергии сварки приводят к образованию у линии сплавления крупнозернистых структур с низкими показателями ударной вязкости. Кроме того, длительное пребывание отдельных зон основного металла при температурах, превышающих температуру отпуска стали, может способствовать разупрочнению металла. При сварке бейнитно-мартенситных сталей скорость охлаждения целесообразно регулировать, изменяя как погонную энергию, так и температуру предварительного или последующего подогрева соединений. Подогрев замедляет скорость остывания при температуре ниже 300 °С и способствует более полному удалению водорода из наплавленного металла. При этом возрастает стойкость соединений против образования холодных трещин. Увеличение погонной энергии продлевает пребывание металла в области высоких температур, что ухудшает его механические свойства. Поэтому наилучшее сочетание механических свойств соединений и их стойкости против трещин достигается при использовании оптимальных режимов сварки и температур предварительного и последующего подогрева.
При сварке соединений толщиной менее 20 мм скорость охлаждения металла околошовной зоны следует регулировать в основном изменением погонной энергии сварки, при толщине свыше 20 мм – погодной энер-
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
гии сварки и температуры предварительного и последующего подогрева в интервале 50 … 150 °С.
Стойкость сварных соединений против образования холодных трещин может быть также повышена применением технологии сварки с “мягкими прослойками”, при которой первые слои многослойного шва выполняют менее прочным и более пластичным металлом по сравнению с последующими слоями. В отдельных случаях (“жесткие” соединения большой толщины) малопрочные пластичные швы в один-два слоя выполняют и в процессе заполнения разделки кромок.
Технология сварки и свойства соединений
Сварочные материалы. Электроды для ручной электродуговой сварки имеют низководородное фтористо-кальциевое покрытие. Широко применяют электроды типа Э70 по ГОСТ 9467-75. Сварку выполняют постоянным током при обратной полярности. Металл, наплавленный электродами, должен соответствовать следующему химическому составу, %: С до 0,10; Мп 0,8 … 1,2; Si 0,2 … 0,4; Сг 0,6 … 1,0; Мо 0,2 … 0,4; №1,3 … 1,8; S до 0,03; Р до 0,03.
Проволока для сварки в углекислом газе и смесях аргона с углекислым газом. При сварке в углекислом газе применяют проволоку марок Св-08Г2С, Св-10ХГ2СМА, Св-08ХН2Г2СМЮ (ГОСТ 2246-70) или порошковую проволоку.
Проволока марки Св-10ХГ2СМА обеспечивает прочность металла шва до 680 МПа и ударную вязкость до 25 Дж/см2 при температуре -60 °С. Металл шва, выполненного проволокой марки Св-08ХН2Г2СМЮ, имеет показатели прочности до 850 МПа и KCU до 40 Дж/см2 при температуре -70 °С. Благоприятное сочетание показателей механических свойств металла швов при сварке сталей с прочностью 580 … 700 МПа позволяют получать порошковые проволоки с сердечником рутилфлюоритного типа.
При сварке высокопрочных сталей в смесях на базе аргона (78 % Аг + 22 % СО2 или 75 % Аг + 20 % СО2 + 5 % О2) используют проволоку марки Св-08ХН2ГМЮ, которая обеспечивает высокий уровень механических свойств и хладостойкость металла швов при сварке сталей с прочностью до 700 МПа.
Проволоки указанных марок рекомендуются и для сварки угловых швов с катетом свыше 15 мм. Для угловых швов с меньшим катетом в большинстве случаев используют проволоку марки Св-08Г2С. Эту проволоку применяют также при сварке низкоуглеродистых бейнитно-
СВАРКА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
мартенситных сталей с низколегированными сталями повышенной прочности 09Г2, 10Г2С1, 14Г2, 10ХСНД и 15ХСНД.
Флюсы и сварочные проволоки. При автоматической сварке бейнит-но-мартенситных сталей применяют низкокремнистые окислительные флюсы. Сварку выполняют проволоками Св-08ХН2ГМЮ или Св-08ХН2Г2СМЮ на постоянном токе обратной или прямой полярности. Это позволяет получать наплавленный металл с достаточно низким содержанием диффузионного водорода, неметаллических включений, серы и фосфора.
Сварка покрытыми электродами. Сварочный ток выбирают в зависимости от марки и диаметра электрода; при этом учитывают положение шва в пространстве, вид соединения и толщину свариваемого металла. При выполнении многослойных швов особое внимание уделяют качественному выполнению первого слоя в корне шва.
Разделки кромок заполняют в зависимости от толщины металла любым из известных способов наложения швов. Последовательное наложение швов применяют при сварке металла толщиной до 25 мм. Каскад и горку используют при сварке металла большей толщины. Выбор схемы заполнения разделки кромок определяется необходимостью сохранить температуру подогрева металла в процессе сварки.
Сварку технологических участков следует производить без перерывов, не допуская охлаждения сварного соединения ниже температуры предварительного подогрева и нагрева его перед выполнением следующего прохода выше 200 °С. При многопроходной сварке предварительный подогрев может использоваться только при выполнении первых проходов.
Сварка в защитных газах. Диаметр проволок сплошного сечения при сварке в углекислом газе и смесях газов выбирают в зависимости от толщины свариваемого металла и пространственного положения шва. Проволоками диаметром 1,0 … 1,4 мм сваривают соединения толщиной 3 … 8 мм, швы в различных пространственных положениях, а также корневые слои многослойных соединений. В остальных случаях используют проволоку диаметром 1,6 мм.
Сварку в смесях на основе аргона выполняют проволокой марки Св-08ХН2ГМЮ, при этом практически отсутствует разбрызгивание, швы имеют хороший внешний вид.
Сварка под флюсом. Сварку под флюсом выполняют на постоянном токе обратной полярности. Сила сварочного тока не превышает 800 А, напряжение дуги до 40 В, скорость сварки изменяют в диапазоне 13 … 30 м/ч. Одностороннюю однопроходную сварку применяют для
ТЕХНОЛОГИЯ СВАРКИ СТАЛЕЙ
соединений толщиной до 8 мм и выполняют на остающейся стальной подкладке или флюсовой подушке.
Максимальная толщина соединений без разделки кромок, свариваемых двусторонними швами, не должна превышать 20 мм. Для стыковых соединений без скоса кромок (односторонних и двусторонних) используют проволоку марки Св-08ХН2М. Применять более легированные проволоки для таких соединений нецелесообразно, поскольку в этом случае швы имеют излишне высокую прочность.
Наиболее часто стыковые соединения подготавливают со скосом кромок. Сварку корневых швов стыковых соединений высокопрочных сталей с V- или Х-образной разделкой кромок обычно выполняют проволоками марок Св-08ГА или Св-10Г2. Заполнение разделок кромок осуществляется проволоками марок Св-08ХН2ГМЮ или Св-08ХН2ГСМЮ последовательным наложением слоев.
Электрошлаковая сварка. При электрошлаковой сварке низкоуглеродистых легированных сталей применяют технологические приемы, позволяющие повысить скорость охлаждения сварного соединения, например сопутствующее дополнительное охлаждение зоны сварки. При этом ниже ползуна устанавливается специальное устройство, которое охлаждает водой шов и зону термического влияния, что обеспечивает получение требуемой структуры и механических свойств этого участка сварного соединения.
7.3. СВАРКА СРЕДНЕЛЕГИРОВАННЫХ МАРТЕНСИТНО-БЕЙНИТНЫХ СТАЛЕЙ
Состав и свойства сталей
Среднелегированные мартенситно-бейнитные стали содержат С в количестве 0,4 % и более. Они легированы Ni, Cr, W, Mo, V.
Оптимальное сочетание прочности, пластичности и вязкости стали получают после закалки и низкого отпуска (табл. 7.3).
Указанные стали с целью повышения пластичности и вязкости выплавляют из чистых шихтовых материалов, а также тщательно очищают в процессе производства от серы, фосфора, газов и неметаллических включений, в ряде случаев подвергая их вакуумно-дуговому, электрошлаковому переплавам, рафинированию в ковше жидкими синтетическими шлаками. Термомеханическая обработка (ТМО) позволяет достичь на среднеуглеродистых сталях хорошего сочетания прочности, пластичности и вязкости.
СВАРКА СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ
Похожие статьи:
poznayka.org