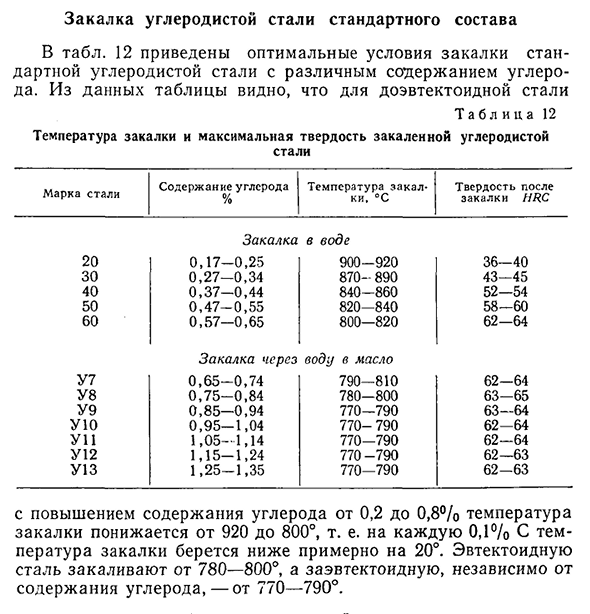
Ст 45 закалка: Закалка и отпуск стали 45. Как закалить сталь 45 в домашних условиях?
alexxlab | 09.03.2023 | 0 | Разное
Высокочастотная импульсная закалка (лаб. 11)
ВЫСОКОЧАСТОТНАЯ ИМПУЛЬСНАЯ ЗАКАЛКА (ВИЗ) ДЕТАЛЕЙ предназначена для поверхностного упрочнения стальных и чугунных деталей машин.
Сущность процесса заключается в скоростном нагреве поверхности детали мощным импульсным ВЧ полем и последующей быстрой автозакалке нагретого слоя теплосбросом в глубину металла. Образование высокодисперсных упрочняющих структур (мартенсит, карбиды и др.) повышает твердость, износостойкость и другие свойства металла, увеличивает ресурс работы такой детали в несколько раз.
Разработана математическая модель процесса, нестандартная аппаратура для перевода типовых ВЧ генераторов мощностью до 200 кВт в непрерывно-импульсный режим работы, длительность импульсов обработки и пауз между ними регулируется в диапазоне (1 – 900) мс. Поверхность детали после ВИЗ, кроме повышенных прочностных свойств, имеет высокую износостойкость. Например, износостойкость изделий из стали 40Х, упрочненные данным способом в 3 раза выше, чем упрочненные способом газового азотирования.
Разработаны комплекты надежных промышленных профильных индукторов со специальными концентраторами энергии для упрочнения деталей различной формы.
Разработаны различные типы оснастки и ряд технологий прямого упрочнения деталей из любых сталей и чугунов (с содержанием углерода более 0,3 %.)
Производительность процесса упрочнения достигает 15 см2/с при мощности ВЧГ 60 кВт.
Достоинства ВИЗ:
- Отсутствие или cущественное снижение поводок.
- Снижение хрупкости за счет пластичной сердцевины и диспергирования зерна.
- Возможность упрочнения внутренних и наружных поверхностей.
- Возможность локального упрочнения.
- Использование стандартных ВЧ-генераторов после их модификации.
- Снижение затрат энергии на нагрев.
-
Технологическая простота метода, легкость автоматизации процесса.


|
Микроструктура Ст.45 до закалки |
Микроструктура Ст.45 после закалки |
Технические характеристики:
| Максимальная твердость закаленного слоя, ед. HRC | 65 |
| Максимальная глубина закалки, мм | 3,5 |
| Поверхностная плотность потока излучения, кВт/см2 | 10-1000 |
| Скорость нагрева при толщине закаленного слоя 1 мм, К/с | 105-107 |
| Скорость охлаждения, К/с | 103-105 |
| Производительность установки, см2/мин | до 1000 |
Перспективные технологические процессы
Упрочнение поверхностей валков, катков, колес, прессовых матриц, штампов, внутренних поверхностей втулок, цилиндров дизелей, направляющих, станин, вырубных штампов, любых плоскостей, зубьев шестерен, в том числе высокомодульных, кривошипов, ряда криволинейных профилей и т. д.
д.
Коммерческие предложения
Разработка технологии и оборудования под ваши задачи, его изготовление, создание совместного производства по широкому кругу деталей требующих упрочнения.
Разработка запатентована в России
Заведующий лабораторией, к.ф.-м.н. Краус Е.И., тел.: (383) 330-81-50, e-mail: kraus@itam.nsc.ru
Сталь 45 – «Спецрусметиз» – спецкрепеж и метизы собственного производства
Общие сведения
| Заменитель |
| стали: 40Х, 50, 50Г2 |
| Вид поставки |
Сортовой прокат, в том числе фасонный: ГОСТ 1050-74, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 8509-86, ГОСТ 8510-86, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 10702-78. Калиброванный пруток ГОСТ 1050-74, ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Лист тонкий ГОСТ 16523-70. Лента ГОСТ 2284-79. Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70. Проволока ГОСТ 17305-71, ГОСТ 5663-79. Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71. Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 8731-87, ГОСТ 21729-78. Лист тонкий ГОСТ 16523-70. Лента ГОСТ 2284-79. Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70. Проволока ГОСТ 17305-71, ГОСТ 5663-79. Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71. Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 8731-87, ГОСТ 21729-78. |
| Назначение |
| Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностнй термообработке детали, от которых требуется повышенная прочность. |
Химический состав
| Химический элемент | % |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.25 |
| Мышьяк (As), не более | 0.08 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0. 25 25 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr), не более | 0.25 |
| Сера (S), не более | 0.04 |
Механические свойства
Механические свойства при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | d, % | y, % | KCU, Дж/м2 | |
| Нормализация | |||||||
| 200 | 340 | 690 | 10 | 36 | 64 | ||
| 300 | 255 | 710 | 22 | 44 | 66 | ||
| 400 | 225 | 560 | 21 | 65 | 55 | ||
| 500 | 175 | 370 | 23 | 67 | 39 | ||
| 600 | 78 | 215 | 33 | 90 | 59 | ||
Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. | |||||||
| 700 | 140 | 170 | 43 | 96 | |||
| 800 | 64 | 110 | 58 | 98 | |||
| 900 | 54 | 76 | 62 | 100 | |||
| 1000 | 34 | 50 | 72 | 100 | |||
| 1100 | 22 | 34 | 81 | 100 | |||
| 1200 | 15 | 27 | 90 | 100 | |||
Механические свойства проката
| Термообработка, состояние поставки | Сечение, мм | sB, МПа | d5, % | d4, % | y, % |
| Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 600 | 16 | 40 | |
| Сталь калиброванная 5-й категории после нагартовки | 640 | 6 | 30 | ||
| Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига | <590 | 40 | |||
| Листы нормализованные и горячекатаные | 80 | 590 | 18 | ||
| Полосы нормализованные или горячекатаные | 6-25 | 600 | 16 | 40 | |
| Лист горячекатаный | <2 | 550-690 | 14 | ||
| Лист горячекатаный | 2-3,9 | 550-690 | 15 | ||
| Лист холоднокатаный | <2 | 550-690 | 15 | ||
| Лист холоднокатаный | 2-3,9 | 550-690 | 16 |
Механические свойства поковок
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | HB | |
| Нормализация | ||||||
| 100-300 | 245 | 470 | 19 | 42 | 143-179 | |
| 300-500 | 245 | 470 | 17 | 35 | 143-179 | |
| 500-800 | 245 | 470 | 15 | 30 | 143-179 | |
| <100 | 275 | 530 | 20 | 44 | 156-197 | |
| 100-300 | 275 | 530 | 17 | 34 | 156-197 | |
Закалка. Отпуск Отпуск | ||||||
| 300-500 | 275 | 530 | 15 | 29 | 156-197 | |
| Нормализация. Закалка. Отпуск. | ||||||
| <100 | 315 | 570 | 17 | 39 | 167-207 | |
| 100-300 | 315 | 570 | 14 | 34 | 167-207 | |
| 300-500 | 315 | 570 | 12 | 29 | 167-207 | |
| <100 | 345 | 590 | 18 | 59 | 174-217 | |
| 100-300 | 345 | 590 | 17 | 54 | 174-217 | |
| <100 | 395 | 620 | 17 | 59 | 187-229 | |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | |
Закалка 850 °С, вода. Образцы диаметром 15 мм Образцы диаметром 15 мм | |||||||
| 450 | 830 | 980 | 10 | 40 | 59 | ||
| 500 | 730 | 830 | 12 | 45 | 78 | ||
| 550 | 640 | 780 | 16 | 50 | 98 | ||
| 600 | 590 | 730 | 25 | 55 | 118 | ||
| Закалка 840 °С, вода. Диаметр заготовки 60 мм | |||||||
| 400 | 520-590 | 730-840 | 12-14 | 46-50 | 50-70 | 202-234 | |
| 500 | 470-520 | 680-770 | 14-16 | 52-58 | 60-90 | 185-210 | |
| 600 | 410-440 | 610-680 | 18-20 | 61-64 | 90-120 | 168-190 | |
Механические свойства в зависимости от сечения
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | |
Закалка 850 °С, отпуск 550 °С. Образцы вырезались из центра заготовок. Образцы вырезались из центра заготовок. | ||||||
| 15 | 640 | 780 | 16 | 50 | 98 | |
| 30 | 540 | 730 | 15 | 45 | 78 | |
| 75 | 440 | 690 | 14 | 40 | 59 | |
| 100 | 440 | 690 | 13 | 40 | 49 | |
Технологические свойства
| Температура ковки |
| Начала 1250, конца 700. Сечения до 400 мм охлаждаются на воздухе. |
| Свариваемость |
| Трудносвариваемая. Способы сварки: РДС и КТС. Необходим подогрев и последующая термообработка. |
| Обрабатываемость резанием |
В горячекатаном состоянии при НВ 170-179 и sB = 640 МПа Ku тв.спл. = 1, Ku б.ст. = 1. = 1, Ku б.ст. = 1. |
| Склонность к отпускной способности |
| Не склонна. |
| Флокеночувствительность |
| Малочувствительна. |
Температура критических точек
| Критическая точка | °С |
| Ac1 | 730 |
| Ac3 | 755 |
| Ar3 | 690 |
| Ar1 | 780 |
| Mn | 350 |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -20 | -40 | -60 |
| Пруток диаметром 25 мм. Горячекатаное состояние. | 14-15 | 10-14 | 5-14 | 3-8 |
Пруток диаметром 25 мм. Отжиг Отжиг | 42-47 | 27-34 | 27-31 | 13 |
| Пруток диаметром 25 мм. Нормализация | 49-52 | 37-42 | 33-37 | 29 |
| Пруток диаметром 25 мм. Закалка. Отпуск | 110-123 | 72-88 | 36-95 | 31-63 |
| Пруток диаметром 120 мм. Горячекатаное состояние | 42-47 | 24-26 | 15-33 | 12 |
| Пруток диаметром 120 мм. Отжиг | 47-52 | 32 | 17-33 | 9 |
| Пруток диаметром 120 мм. Нормализация | 76-80 | 45-55 | 49-56 | 47 |
| Пруток диаметром 120 мм. Закалка. Отпуск | 112-164 | 81 | 80 | 70 |
Предел выносливости
| s-1, МПа | t-1, МПа | sB, МПа | s0,2, МПа |
| 245 | 157 | 590 | 310 |
| 421 | 880 | 680 | |
| 231 | 520 | 270 | |
| 331 | 660 | 480 |
Прокаливаемость
Твердость для полос прокаливаемости HRCэ (HRB).
| Расстояние от торца, мм / HRC э | ||||||||||
| 1.5 | 3 | 4.5 | 6 | 7.5 | 9 | 12 | 16.5 | 24 | 30 | |
| 50.5-59 | 41.5-57 | 29-54 | 25-42.5 | 23-36.5 | 22-33 | 20-31 | (92)-29 | (88)-26 | (86)-24 | |
| Термообработка | Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм |
| Закалка | 50 | 15-35 | 6-12 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 200 | 201 | 193 | 190 | 172 | |||||
| Модуль упругости при сдвиге кручением G, ГПа | 78 | 69 | 59 | |||||||
| Плотность, pn, кг/см3 | 7826 | 7799 | 7769 | 7735 | 7698 | 7662 | 7625 | 7587 | 7595 | |
| Коэффициент теплопроводности Вт/(м °С) | 48 | 47 | 44 | 41 | 39 | 36 | 31 | 27 | 26 | |
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11. 9 9 | 12.7 | 13.4 | 14.1 | 14.6 | 14.9 | 15.2 | |||
| Удельная теплоемкость (С, Дж/(кг °С)) | 473 | 498 | 515 | 536 | 583 | 578 | 611 | 720 | 708 |
Имя:
Please type your full name.
Сообщение:
Invalid Input
Я согласен на обработку персональных данных
Пожалуйста, поставьте галочку в это поле.
Концевые фрезы для закаленных сталей-Квадратные-Для сталей 45-68 Rc
Товар(ы) добавлен в вашу корзину.
Введите имя своей корзины ниже и нажмите «Создать корзину», чтобы начать!
Концевые фрезы для конкретных материалов
Концевые фрезы для конкретных материалов
Этот полностью укомплектованный ассортимент концевых фрез Harvey Tool для закаленных сталей – квадратный – для сталей 45-68Rc включает в себя инструмент с 7 канавками, конструкцию с изменяемой спиралью и специальную геометрию для повышения скорости съема материала (MRR).
- Предназначен для фрезерования закаленных сталей от 45Rc до 68Rc (включая нержавеющие, инструментальные стали и стали для литейных форм)
- 7 зубьев, конструкция с изменяемой спиралью (около 20°) и специальная геометрия для повышения производительности съема материала
- Нанопокрытие AlTiN последнего поколения обеспечивает превосходную твердость и термостойкость
- Допуск хвостовика h6 для высокоточных державок
- Торцевая резка (не центральная)
- Цельный карбид
- Шлифовка с ЧПУ в США
Долбление
Погружаясь
Черновая обработка
ТАБЛИЦА ПРОДУКТОВ СКОРОСТЬ И ПОДАЧА Консультант по обработке Pro SIM-ФАЙЛЫ CAM-БИБЛИОТЕКИ ОБЗОРЫ НАСТРОЙТЕ ЭТОТ ИНСТРУМЕНТРасширенный поиск
- Ресурсы
- Отзывы
Рабочие параметры
Консультант по обработке Pro
Machining Advisor Pro рассчитывает оптимальные рабочие параметры на основе типа материала, характеристик концевой фрезы, настройки станка, траектории движения инструмента и других факторов, чтобы помочь пользователям получить максимальную отдачу от спиральных концевых фрез.
SIM-файлы/библиотеки инструментов
Скачать SIM-файл
Чертежи полукруглых линий, специально масштабированные в соответствии с геометрией инструмента, помогают имитировать рабочие параметры и создавать траектории движения инструмента.
Другие источники
8 причин, по которым вы убиваете свою концевую фрезу
Почему важен счет флейты
Введение в высокоэффективное фрезерование
Написать отзыв
Спасибо за отзыв. Оно отправлено на утверждение администратору веб-сайта
Оно отправлено на утверждение администратору веб-сайта
Пожалуйста, выберите оценку.
Написать отзыв
Спасибо за отзыв. Оно отправлено на утверждение администратору веб-сайта
Пожалуйста, выберите оценку.
Клиенты также просмотрели
Итон – N784H01STMM | Eaton
Die Modellnummer N784H01STMM ist in Ihrem Land nicht verfügbar.
Wenn Sie glauben, dass dies ein Fehler ist, oder Hilfe bei dersuche nach einem für Ihr Land entwickelten Produkt benötigen, kontaktieren Sie uns bitte. [MP005]
N785-INT-SC
Gigabit-Multimode-Glasfaser-zu-Etherne…
N785-INT-LC-MM
Gigabit Multimode Fiber to Ethernet Me…
N785-INT-PLCMM1
Gigabit Multimode Fiber to Ethernet Me…
N785-INT-SC-MM
Gigabit Multimode Fiber to Ethernet Me…
(1)
N785-INT-SC
Gigabit-Multimode-Glasfaser-zu-Etherne. ..
..
N785-INT-LC-MM
Gigabit Multimode Fiber to Ethernet Me…
N785-INT-PLCMM1
Gigabit Multimode Fiber to Ethernet Me…
N785-INT-SC-MM
Gigabit Multimode Fiber to Ethernet Me…
(1)
N785-INT-SC
Gigabit-Multimode-Glasfaser-zu-Ethernet-Medienkonverter, 10/100/1000 SC, международный стромверсоргунг, 1310 нм, 2 000 м
N785-INT-LC-MM
Медиаконвертер Gigabit Multimode Fiber to Ethernet, 10/100/1000 LC, международный источник питания, 850 нм, 550 м (1804,46 фута)
N785-INT-PLCMM1
Медиаконвертер Gigabit Multimode Fiber to Ethernet, PoE+ — международные силовые кабели, 10/100/1000 LC, 850 нм, 550 м (1804 фута)
N785-INT-SC-MM
Медиаконвертер Gigabit Multimode Fiber to Ethernet, 10/100/1000 SC, международный источник питания, 850 нм, 550 м (1804,46 фута)
(1)
Eaton — компания, занимающаяся интеллектуальным управлением питанием, которая стремится улучшить качество жизни и защитить окружающую среду для людей во всем мире.