Ст3 химический состав: Сталь 3 – расшифровка и характеристики
alexxlab | 03.06.2023 | 0 | Разное
Химический состав в % материала Ст3 гост 1050
C | Si | Mn | Ni | S | P | Cr | Cu | As |
0.07 – 0.14 | 0.17 – 0.37 | 0. | до 0.3 | до 0.04 | до 0.035 | до 0.15 | до 0.3 | до 0.08 |
4.Чертеж детали «Зацеп»
4. Анализ заводского технологического процесса.
При запуске материала в производство руководствоваться СО 447-2017, перечнем проверки материалов 02021.25300.30449.
Порядок проведения входного контроля согласно СТО 484-2016. Контроль состояния всех видов средств измерения производить согласно СТП 436-2007.
Проверка
оборудования на технологическую точность
производить в соответствии с СТП
472-2011.
Транспортирование, слесарно-сборочные и контрольные операции производить в перчатках вязаных технического назначения ТУ 17 РСФСР 21.1-178-5975-90.
Маршрут и структура технологического процесса соответствует типовому технологическому процессу изготовления детали. Конструкторские и технологические базы верны. Оборудование выбрано верно, т.е. оно загружено по времени и мощности, и его технологические возможности используются по назначению. Режущий инструмент соответствует заданной обработке для каждой операции технологического процесса.
5 Расчет режимов резания для фрезерной операции
5.1 Требуется сверлить отверстие ∅30 на проход (Фреза R200-015A20-10M) [2].
Определить глубину резания
t-глубина резания, мм
D-диаметр сверла, мм;
Выбор подачи:[карта Т-1, стр.13], формула [1]:
где S – оборотная подача, мм
C
– коэффициент[карта Т-2, стр. 22]
22]
D – диаметр сверла, мм
Вычисление скорости резания (2):
где C – коэффициент[карта Т-2, стр.22]
Т- стойкость сверла[карта Т-3, стр.26]
D – диаметр сверла, мм;
S – оборотная подача, мм/об;
z, m, x, y, n1 – показатели степени[карта Т-4, стр.29]
Вычисление сил и момента резания [3] и [4]:
Расчет мощности резания[5]:
где M – момент резания, Н·мм;
n – частота вращения сверла или детали, об/мин;
ν – скорость резания, м/мин;
D –диаметр сверла,мм
5.2.Рассверлить отверстие ø15 до ø25 на проход
(сверло 2301-0087 ГОСТ 10902-77)
Определить глубину резания:
t – глубина резания, мм;
D – диаметр сверла, мм;
d–
диаметр рассверливаемого отверстия,
мм.
Выбор подачи: по формуле 1
Вычисление скорости резания по формуле 2:
Вычисление силы и момента резания по формуле 3 и 4:
Расчет мощности резания формула 5:
5.3.Рассточить отверстие ø25 до ø32(резец 2140-0004 Т15К6 ГОСТ 1882-73).
Выбор подачи будем осуществлять с помощью карты Т-6, стр. 38
Глубина резания t = 2мм, подача S = 1мм/об
Определение стойкости резцов:
Определяем тоже с помощью карты Т-3, стр.26
С тойкость резца T = 35мм
Вычисление скорости резания формула 2:
м/с
Вычисление силы резания формула 3:
H
Расчет мощности резания формула 5:
5. 4.Рассточить
отверстие ø32 до ø33,5, выдерживая размер
14±0,5(резец 2141-0002 Т15К6 ГОСТ 18883).
4.Рассточить
отверстие ø32 до ø33,5, выдерживая размер
14±0,5(резец 2141-0002 Т15К6 ГОСТ 18883).
Выбор подачи:
Выбор подачи будем осуществлять с помощью карта Т-6, стр.38
Глубина резания t = 2мм; подача S = 1 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 35 мм Вычисление скорости резания формула 2:
Вычисление силы резания формула 3:
H
Расчет мощности резания формула 5:
5.5.Обточить поверхность до ø38,4 на длину 44(резец 2100-0007 Т15К6 ГОСТ 18878-73)
Выбор подачи:
Выбор подачи будем осуществлять с помощью карты Т-6, стр.38
Глубина резания t = 3 мм; подача S = 0,5 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 40 мм; Вычисление скорости резания формула 2:
Вычисление силы резания формула 3:
=120. 38
H
38
H
Расчет мощности резания формула 5:
6 Нормирование операции обработки резанием
6.1 Расчет основного и вспомогательного времени
6.1.1 Сверлить отверстие ø15
Расчёт основного технологического времени, мин, – время, затраченное на сверлениe (3):
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 5];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на установку, закрепления, раскрепления и снятия детали;
– время на управления станком.
[карта 4.6.2, карта 4.7.1, карта 4.8.10, карта 4.8.12, 4];
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
6.1.2 Рассверлить отверстие ø15 до ø25
Расчёт основного технологического времени, мин, – время, затраченное на рассверливание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 5];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.1, 4];
6. 1.3
Расточить отверстие ø25 до ø32
1.3
Расточить отверстие ø25 до ø32
Расчёт основного технологического времени, мин, – время, затраченное на резание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 4];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.24, 4];
6.1.4 Рассточить отверстие ø32 до ø33,5
Расчёт основного технологического времени, мин, – время, затраченное на резание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где
– длина резания, мм;
– длина врезания и перебега инструмента,
мм;
– дополнительная длина хода, мм.
[карта Т-1, 4];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.24, 4];
6.1.5 Обточить поверхность ø38,4
Расчёт основного технологического времени, мин, – время, затраченное на обтачивание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 3];
Расчёт
вспомогательного времени Тв,
мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 3];
[карта 4.10.24, 4];
6.2 Расчет
Определение времени на техническое обслуживание рабочего места
,
Где – основное время на операцию, мин;
– время на смену инструмента и подналадку станка, мин;
T– периода стойкости, мин.
, [карта 4.12.1, 3];T
Определение времени на организационное обслуживание рабочего места
Где – основное время на операцию, мин;
– вспомогательное время на операцию, мин;
– время на организационное обслуживание рабочего места, мин.
; [карта
4. 13.1, 3]
13.1, 3]
Определение времени на отдых и личные потребности
Где – основное время на операцию, мин;
– вспомогательное время на операцию, мин;
– время на отдых и личные потребности, мин.
; [карта 4.14.1, 4]
6.3 Расчет штучного времени
Подставляем полученные данные в формулу:
Химический состав в % материала Ст3 гост 1050
C | Si | Mn | Ni | S | P | Cr | Cu | As |
0. | 0.17 – 0.37 | 0.35 – 0.65 | до 0.3 | до 0.04 | до 0.035 | до 0.15 | до 0.3 | до 0.08 |
 07 – 0.14
07 – 0.144.Чертеж детали «Ушко»
4. Анализ заводского технологического процесса.
При запуске материала в производство руководствоваться СО 447-2017, перечнем проверки материалов 02021.25300.30449.
Порядок
проведения входного контроля согласно
СТО 484-2016. Контроль состояния всех видов
средств измерения производить согласно
СТП 436-2007.
Проверка оборудования на технологическую точность производить в соответствии с СТП 472-2011.
Транспортирование, слесарно-сборочные и контрольные операции производить в перчатках вязаных технического назначения ТУ 17 РСФСР 21.1-178-5975-90.
Маршрут и структура технологического процесса соответствует типовому технологическому процессу изготовления детали. Конструкторские и технологические базы верны. Оборудование выбрано верно, т.е. оно загружено по времени и мощности, и его технологические возможности используются по назначению. Режущий инструмент соответствует заданной обработке для каждой операции технологического процесса.
5 Расчет режимов резания для фрезерной операции
5.1 Требуется сверлить отверстие ∅30 на проход (Фреза R200-015A20-10M) [2].
Определить глубину резания
t-глубина резания, мм
D-диаметр сверла, мм;
Выбор
подачи:[карта Т-1, стр. 13], формула [1]:
13], формула [1]:
где S – оборотная подача, мм
C – коэффициент[карта Т-2, стр.22]
D – диаметр сверла, мм
Вычисление скорости резания (2):
где C – коэффициент[карта Т-2, стр.22]
Т- стойкость сверла[карта Т-3, стр.26]
D – диаметр сверла, мм;
S – оборотная подача, мм/об;
z, m, x, y, n1 – показатели степени[карта Т-4, стр.29]
Вычисление сил и момента резания [3] и [4]:
Расчет мощности резания[5]:
где M – момент резания, Н·мм;
n – частота вращения сверла или детали, об/мин;
ν – скорость резания, м/мин;
D –диаметр сверла,мм
5. 2.Рассверлить
отверстие ø15 до ø25 на проход
2.Рассверлить
отверстие ø15 до ø25 на проход
(сверло 2301-0087 ГОСТ 10902-77)
Определить глубину резания:
t – глубина резания, мм;
D – диаметр сверла, мм;
d– диаметр рассверливаемого отверстия, мм.
Выбор подачи: по формуле 1
Вычисление скорости резания по формуле 2:
Вычисление силы и момента резания по формуле 3 и 4:
Расчет мощности резания формула 5:
5.3.Рассточить отверстие ø25 до ø32(резец 2140-0004 Т15К6 ГОСТ 1882-73).
Выбор подачи будем осуществлять с помощью карты Т-6, стр. 38
Глубина резания t = 2мм, подача S = 1мм/об
Определение стойкости резцов:
Определяем
тоже с помощью карты Т-3, стр. 26
26
С тойкость резца T = 35мм
Вычисление скорости резания формула 2:
м/с
Вычисление силы резания формула 3:
H
Расчет мощности резания формула 5:
5.4.Рассточить отверстие ø32 до ø33,5, выдерживая размер 14±0,5(резец 2141-0002 Т15К6 ГОСТ 18883).
Выбор подачи:
Выбор подачи будем осуществлять с помощью карта Т-6, стр.38
Глубина резания t = 2мм; подача S = 1 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 35 мм Вычисление скорости резания формула 2:
Вычисление силы резания формула 3:
H
Расчет мощности резания формула 5:
5.5.Обточить поверхность до ø38,4 на длину 44(резец 2100-0007 Т15К6 ГОСТ 18878-73)
Выбор подачи:
Выбор
подачи будем осуществлять с помощью
карты Т-6, стр.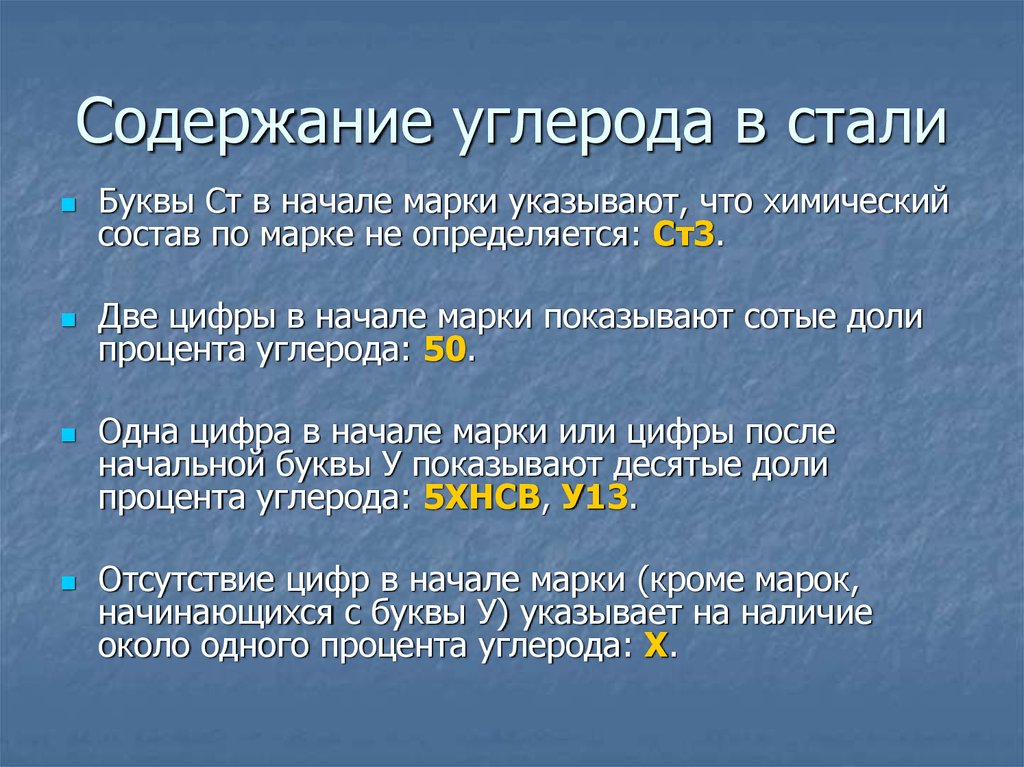 38
38
Глубина резания t = 3 мм; подача S = 0,5 мм/об;
Стойкость резца карта Т-3, стр. 26
T = 40 мм; Вычисление скорости резания формула 2:
Вычисление силы резания формула 3:
=120.38 H
Расчет мощности резания формула 5:
6 Нормирование операции обработки резанием
6.1 Расчет основного и вспомогательного времени
6.1.1 Сверлить отверстие ø15
Расчёт основного технологического времени, мин, – время, затраченное на сверлениe (3):
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 5];
Расчёт
вспомогательного времени Тв,
мин.
,
Где – время на установку, закрепления, раскрепления и снятия детали;
– время на управления станком.
[карта 4.6.2, карта 4.7.1, карта 4.8.10, карта 4.8.12, 4];
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
6.1.2 Рассверлить отверстие ø15 до ø25
Расчёт основного технологического времени, мин, – время, затраченное на рассверливание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 5];
Расчёт вспомогательного времени Тв, мин.
,
Где
– время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.1, 4];
6.1.3 Расточить отверстие ø25 до ø32
Расчёт основного технологического времени, мин, – время, затраченное на резание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 4];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.24, 4];
6. 1.4
Рассточить отверстие ø32 до ø33,5
1.4
Рассточить отверстие ø32 до ø33,5
Расчёт основного технологического времени, мин, – время, затраченное на резание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где – длина резания, мм; – длина врезания и перебега инструмента, мм; – дополнительная длина хода, мм.
[карта Т-1, 4];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 4];
[карта 4.10.24, 4];
6.1.5 Обточить поверхность ø38,4
Расчёт основного технологического времени, мин, – время, затраченное на обтачивание:
,
где – длина рабочего хода, мм; s – подача, мм/об; n – частота вращения шпинделя, мин-1;
,
где
– длина резания, мм;
– длина врезания и перебега инструмента,
мм;
– дополнительная длина хода, мм.
[карта Т-1, 3];
Расчёт вспомогательного времени Тв, мин.
,
Где – время на управления станком; – время на измерения детали.
[карта 4.9.8, карта 4.9.3, карта 4.9.4, 3];
[карта 4.10.24, 4];
6.2 Расчет
Определение времени на техническое обслуживание рабочего места
,
Где – основное время на операцию, мин;
– время на смену инструмента и подналадку станка, мин;
T– периода стойкости, мин.
, [карта 4.12.1, 3];T
Определение времени на организационное обслуживание рабочего места
Где – основное время на операцию, мин;
– вспомогательное время на операцию, мин;
–
время на организационное обслуживание
рабочего места, мин.
; [карта 4.13.1, 3]
Определение времени на отдых и личные потребности
Где – основное время на операцию, мин;
– вспомогательное время на операцию, мин;
– время на отдых и личные потребности, мин.
; [карта 4.14.1, 4]
6.3 Расчет штучного времени
Подставляем полученные данные в формулу:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Лукасик, Дж.С. Damtoft, D. Herfort, D. Sorrentino, E.M. Gartner
Лукасик, Дж.С. Damtoft, D. Herfort, D. Sorrentino, E.M. Gartner  5 в зависимости от использования альтернативного сырья
5 в зависимости от использования альтернативного сырья  Buchwald, K. Dombrowski, M. Weil
Buchwald, K. Dombrowski, M. Weil  5
5  Plang-Ngern, M. Rattanussorn
Plang-Ngern, M. Rattanussorn  X. Magallanes-Rivera, J.I. Escalante-Garcia, A. Gorokhovsky
X. Magallanes-Rivera, J.I. Escalante-Garcia, A. Gorokhovsky  H. Ан, К.П. Wreden
H. Ан, К.П. Wreden  4 9008
4 9008 Г. Су, С.М. Су, С.М. Лин, А. Х. Тонг
Г. Су, С.М. Су, С.М. Лин, А. Х. Тонг  Ray, B. Liu, P.S. Liu, P.S. Liu, P.S. Liu, P.S. Liu, P.S. Томас
Ray, B. Liu, P.S. Liu, P.S. Liu, P.S. Liu, P.S. Liu, P.S. Томас  Маррокколи, Ф. Монтаньяро, М. Нобили, А. Телеска
Маррокколи, Ф. Монтаньяро, М. Нобили, А. Телеска  2
2  Shao, S. Wang, G. Bernardin
Shao, S. Wang, G. Bernardin  Sato, J.J. Beaudoin
Sato, J.J. Beaudoin  , M., M., M., M., M., M., M., M.P.A. AMRIM. Абреу
, M., M., M., M., M., M., M., M.P.A. AMRIM. Абреу  Паломо, А. Фернандес-Хименес, Г. Ковальчук, Л.М. Ордоньес, М.К. Naranjo
Паломо, А. Фернандес-Хименес, Г. Ковальчук, Л.М. Ордоньес, М.К. Naranjo  0053
0053  Цементы, полученные с метакаолином из валоризированного бумажного шлама
Цементы, полученные с метакаолином из валоризированного бумажного шлама  Goñi, A. Guerrero
Goñi, A. Guerrero  X. Ли, Дж.П. Чжу, К.К. Xuan
X. Ли, Дж.П. Чжу, К.К. Xuan  046
046 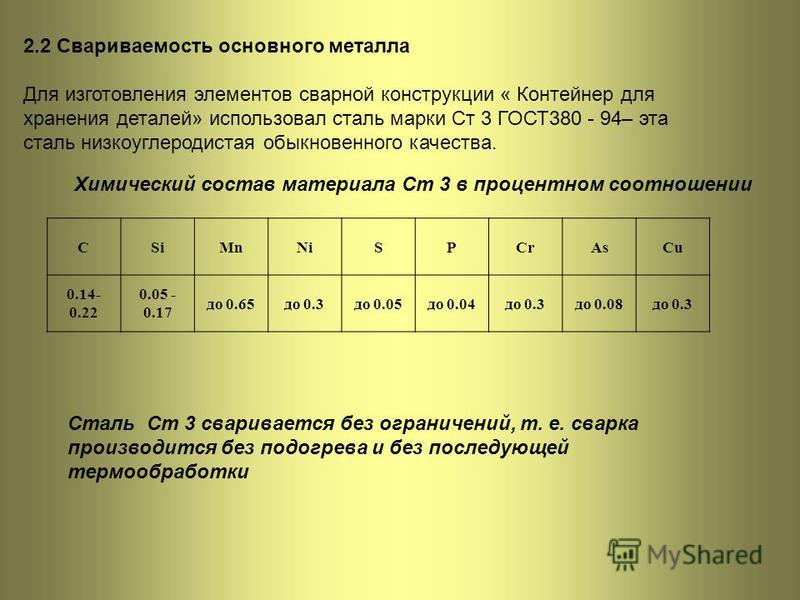 Стабилизация/затвердевание на основе – ПРОЦЕСС
Стабилизация/затвердевание на основе – ПРОЦЕСС Льняная шелуха: химический состав и антиоксидантная активность в процессе развития.
- DOI: 10.5650/JOS.ESS14006
- Идентификатор корпуса: 3839820
@article{Herchi2014FlaxseedHC,
title={Оболочка льняного семени: химический состав и антиоксидантная активность во время развития.},
автор={В. Херчи и Абдулла Д. Аль-Худжаили, и Фаузи Сакуи, и Халед Себеи, и Хаджер Бен Гуидер Трабелси, и Хабиб Калель, и Садок Бухчина},
journal={Журнал олео-науки},
год = {2014},
объем={63 7},
страницы={
681-9}
} - W.
 Herchi, Abdullah D Al Hujaili, S. Boukhchina
Herchi, Abdullah D Al Hujaili, S. Boukhchina - Опубликовано в 2014 г.
- Химия, медицина
- Journal of oleo science
Исследованы изменения химического состава и антиоксидантной активности льняной шелухи. Сорт Р129 изучали на четырех стадиях созревания (Ст1, Ст2, Ст3 и Ст4). Наблюдались значительные различия в близком составе и характеристиках льняного масла. В процессе развития наблюдалось значительное увеличение содержания углеводов в скорлупе. Основными метиловыми эфирами были линоленовая кислота (48,95 – 51,52 %), олеиновая кислота (20,27-23,41 %) и линолевая кислота…
Посмотреть в PubMed
jstage.jst.go.jpВлияние года сбора урожая на физико-химические свойства и антиоксидантную активность льняного масла из шелухи из Туниса
- W. Herchi, S. Bahashwan, Faouzi Sakouhi, S. Boukhchina
Химия
- 2015
масла для корпуса. Масло и белок на льняной шелухе разнообразны…
Влияние нагревания на физико-химические характеристики и антиоксидантную активность льняного масла (Linum usitatissimum L)
- W.
 Herchi, Kamel Ben Ammar, I. Bouali, I. Abdallah, A. Guetet, S. Boukhchina
Herchi, Kamel Ben Ammar, I. Bouali, I. Abdallah, A. Guetet, S. Boukhchina Химия
- 2016
Целью данного исследования был анализ влияния нагревания на некоторые качественные характеристики и антиоксидантную активность льняного масла. Полиненасыщенные жирные кислоты (ПНЖК) и показатель Кокса снизились…
Влияние стадий созревания семян на физические свойства и антиоксидантную активность семян льна (Linum usitatissimum L.)
- W. Herchi, S. Bahashwan, H. Trabelsi, K. Sebei, S. Boukhchina
Химия
- 2015
Приведены изменения компонентов семян льна на разных стадиях зрелости. Оценены физические свойства и антиоксидантная активность льняного масла при развитии семян льна.…
Сравнительный анализ физико-химических свойств и жирнокислотного состава льняного (Linum usitatissimum L.) масла индийских образцов
- Нагабхушанам Бима, Нагараджу Муккамула, Шринивас Мотуку, Равиндер Туму, Тирупати Азмира, Киран Кумар Биман
Journal of Applied Biology & Биотехнология
- 2022
Цель настоящего исследования заключалась в изучении изменения масличности, жирнокислотного состава и физико-химических характеристик различных образцов льняного масла ( Linum…
ЕЕ ВКЛЮЧЕНИЕ В НЕКОТОРЫЕ СВОЙСТВА ХЛЕБА С ДОБАВЛЕНИЕМ ТРАНСГЛЮТАМИНАЗЫ И БЕЗ ДОБАВЛЕНИЯ
Целью данного исследования было определить основные питательные вещества в местных семенах льна, содержание аминокислот, содержание жирных кислот в экстрагированном масле, а также изучить влияние 5% муки из семян…
Антиоксидантные, питательные и функциональные характеристики пшеничный хлеб, обогащенный молотой льняной шелухой.

- л. Сенчик, М. Свеца, Д. Дзики, А. Андерс, У. Гавлик-Дзики
Химия, медицина
Пищевая химия
- 2017
Proximate Composition, Physicochemical Properties and Antioxidant Activity of Flaxseed
- Omer Adam Omer Ishag, Ayat A. Khalid, A. Abdi, I. Y. Erwa, Awadalla B. Omer, A. H. Nour
Chemistry
- 2020
Цели: Цели этого исследования состояли в том, чтобы исследовать приблизительный состав льняного семени; Физико-химические свойства и антиоксидантная активность льняного семени. Дизайн исследования: использование стандартных аналитических методов…
Исходящие и потенциальные тенденции качества льняного масла, богатого омега-3, и управления прогорклостью: всесторонний обзор для максимального увеличения его применения в пищевых продуктах и нутрицевтиках
- М. Фараг, Диаэлдин М. Элимам, С. Афифи
Науки об окружающей среде
- 2021
Кинетика включения основных фенольных соединений в макромолекулу лигнана при развитии семян льна.
- А. Рамзи, О. Флинио, Ф. Меснар
Химия, Медицина
Пищевая химия
- 2017
Физико-химические свойства и определение некоторых биоактивных фитохимических конститутов с линимимисмистскими и не в стиле gromastry-masstory at-ressemorporty-masstory) в виде газат-майса (Flaxseed) в wascormatry-masstory) и gascormestory or at-ressemory) и gascormestory or at rescormestrome-masstory). Льняное семя (Linum usitatissimum L.) является важным источником масла. Высушенное семя льняного семени 100 г дает 38% масла, извлеченного н-гексаном, физико-химические свойства льняного семени, такие как кислота…
SHOWING 1-10 OF 43 REFERENCES
SORT BYRelevanceMost Influenced PapersRecency
Characteristics of flaxseed hull oil
- B. Dave Oomah, L. Sitter
Chemistry
- 2009
Effect of the Use of Ground Льняное семя на качество и химический состав хлеба
- Ö. Menteş, E. Bakkalbaşsi, R. Ercan
Химия
- 2008
Было определено влияние молотого льняного семени на качество хлеба, черствение и, в частности, на γ-токоферол и состав ненасыщенных жирных кислот. Добавляли молотое льняное семя в концентрациях 10, 15,…
Изменение состава жирных кислот в индийской зародышевой плазме кунжута
- N. Mondal, K. V. Bhat, P. Srivastava
Биология
- 2010 9139 91919191919191919.S.Sersistion Socultival Societiplive Selectivies Selectiv S. mulayanum и 7 других образцов 4 диких видов были проанализированы, и было идентифицировано несколько образцов с высоким содержанием линолевой кислоты, которые можно использовать для создания сортов с желательным составом жирных кислот.
- B. Dave Oomah, G. Mazza
Химия
- 1997
- W. Choo, J. Birch, J. Dufour
Химия
- 2007
Влияние шелушения на химический состав и физические свойства льняного семени
Химический состав, гликогеновые кислоты, циановые кислоты, белок, а физические свойства (водогидратирующую способность, вязкость и растворимость в белках) определяли в…
ФИЗИКО-ХИМИЧЕСКАЯ И КАЧЕСТВЕННАЯ ХАРАКТЕРИСТИКА ЛЬЬЯННОГО МАСЛА ХОЛОДНОГО ОТЖИМА
Влияние степени зрелости оливок на окислительную стабильность оливкового масла первого отжима, полученного из сортов пикуаль и ходибланка, и на различные вовлеченные компоненты.
Масло первого отжима показало очень хорошую корреляцию между стабильностью и концентрацией общих фенолов, о-дифенолов, токоферолов, хлорофилловых пигментов и каротиноидов, линолевой и линоленовой кислот, общих стеролов, бета-ситостерола и дельта-5-авенастерола.