Ст3 температура плавления: при скольких градусах Цельсия плавится сталь 3 и 35? В каком промежутке находится удельная температура плавления?
alexxlab | 07.07.2023 | 0 | Разное
Кислородная резка стали СТ-3: особенности технологии – Лазерная резка
Из стали марки СТ-3 делают строительные конструкции, ограждения, трубы. Она идёт на кованые детали интерьера, скамейки, садово-парковый декор. Это одна из самых широко применяемых сталей, а значит, её резка и раскрой высоко востребованы. Как правило, для обработки стали СТ-3 используется кислородная резка.
Суть технологии:
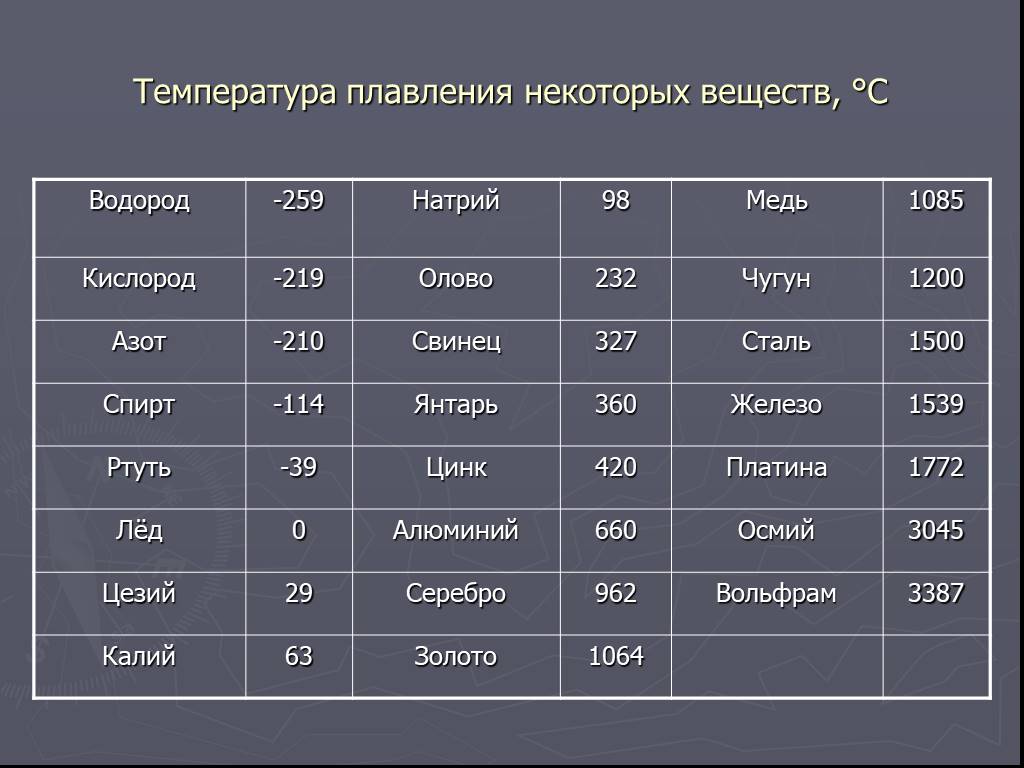
- Металл разогревают пламенем до 1050–1200 °С.
- На линию реза подают сжатый кислород.
- Металл горит, одновременно прогревая нижние слои, пока не будет разрезан на всю толщину.
Металл в присутствии кислорода стремительно окисляется и выделяет очень много тепла, что увеличивает эффективность процесса. По сути, он плавит себя сам: тепло передаётся с верхних слоёв на нижние.
Чтобы добиться интенсивного окисления, температура, при которой плавятся оксиды, должна быть ниже точки плавления металла. А чтобы металл именно горел, а не плавился, температура горения должна быть выше, чем температура плавления.
По этим причинам не каждый металл и сплав подходит для кислородной резки. Хорошо подходят для обработки железо, титан и марганец. Но чистые металлы (особенно железо) используются редко. Поэтому важно учитывать количество и содержание примесей.
Какие стали можно резать кислородом
Сталь хорошо поддаётся кислородной резке при следующих параметрах:
- до 1 % углерода;
- до 18 % марганца;
- до 2 % кремния, хрома, алюминия;
- до 30 % никеля;
- до 10 % вольфрама.
Важно учитывать, что легирующих примесей в стали всегда больше одной, и все они влияют на качество резки. Например, высокое содержание никеля всегда означает пониженное содержание углерода: не больше 0,35 %. Иначе увеличится энергоёмкость резки.
Кислородом нельзя резать чугун: из-за высокого процента углерода они плавятся, а не горят. Плохо поддаются обработке хромистые и вольфрамовые стали, так как образуют тугоплавкие оксиды. В таких случаях резку ведут под флюсом.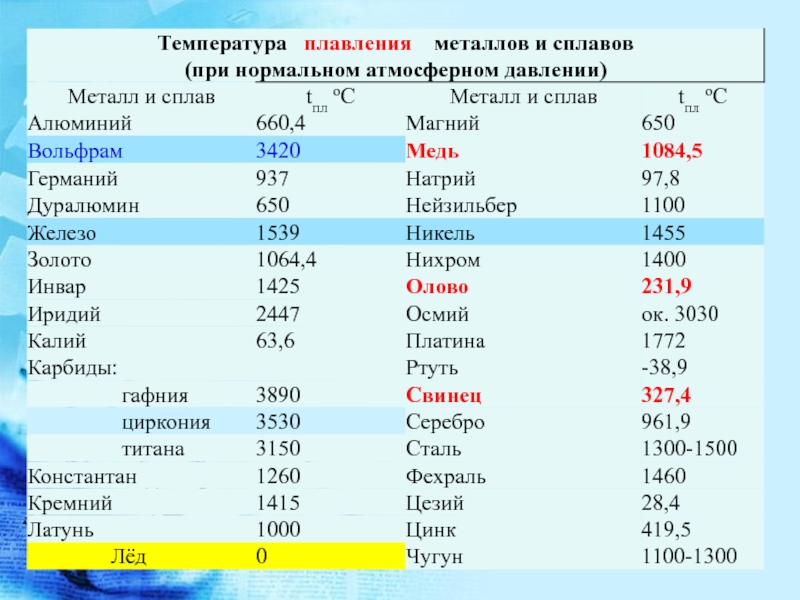
Химический состав стали СТ-3
Сталь СТ-3 — низколегированная конструкционная сталь. Её состав выглядит так:
- железо — 98 %;
- углерод — 0,14–0,22 %;
- марганец — 0,40–0,65 %;
- кремний — 0,15–0,30 %.
Также в составе могут быть сера, фосфор, никель, медь, хром, азот, алюминий. Последние примеси не влияют на качество стали, а сера и фосфор снижают её качество. Чтобы максимально их вывести, сталь легируют кремнием и марганцем.
Кремний — основной раскислитель. Он придаёт стали СТ-3 характерную мелкозернистую структуру и обеспечивает баланс прочности и пластичности.
Марганец эффективно выводит серу, улучшает ковкость и свариваемость стали, повышает устойчивость к износу.
Кислородная резка стали СТ-3
Благодаря небольшому содержанию углерода и легирующих примесей в целом, сталь СТ-3 хорошо поддаётся кислородной резке. Она неплохо переносит температурные перепады, поэтому качество кромок стабильно высокое. Кромка не склонна к образованию трещин, её характеристики тоже почти не меняются.
Она неплохо переносит температурные перепады, поэтому качество кромок стабильно высокое. Кромка не склонна к образованию трещин, её характеристики тоже почти не меняются.
Особой подготовки к резке не требуется. Стандартный алгоритм:
- Участок, где будет проходить линия реза, очистить от грязи и окалины.
- Заготовки уложить ровно, листы — без прогиба. Проверить, чтобы отрезанные части не падали и не смещались.
Самая точная и качественная резка ведётся на газорезательных станках. Особенно если нужно обработать несколько стальных листов одновременно. Там, где нельзя использовать станок, прибегают к ручной резке.
Оборудование для кислородной резки стали СТ-3
Кислородный резак состоит из ствола и наконечника. За подачу газа под нужным давлением отвечает инжектор. Головка оснащена двумя сменными мундштуками: внутренним и наружным. Параметры резки зависят от размеров мундштуков и чистоты каналов.
Как работает кислородный резак:
- Сжатый кислород из баллона поступает в резак через ниппель.
- В корпусе резака газ распределяется по двум каналам.
- По первому каналу кислород проходит в инжектор, куда одновременно подаётся ацетилен. Они образуют легковоспламеняющуюся смесь. Смесь проходит через зазор между наружным и внутренним мундштуками и загорается. Так образуется подогревающее пламя.
- По второму каналу кислород подаётся во внутренний мундштук, откуда подаётся на металл. Так образуется струя режущего кислорода.
Для высокоуглеродистых сталей и сплавов используется другая технология — кислородно-флюсовая резка. Она требует более сложного оборудования. К стали СТ-3 это не относится, она режется обычным способом.
Полоса стальная Ст3, размер 20 × 80 мм
Информация для заказа
Вы можете купить в розницу различные заготовки (куски) из полосы стальной Ст3.
Номинальная толщина H равна 20 мм с предельным отклонением по толщине +0,2..-0,6 мм (по ГОСТу).
Номинальная ширина W заготовки из полосы равна указанной (в небольшой минус.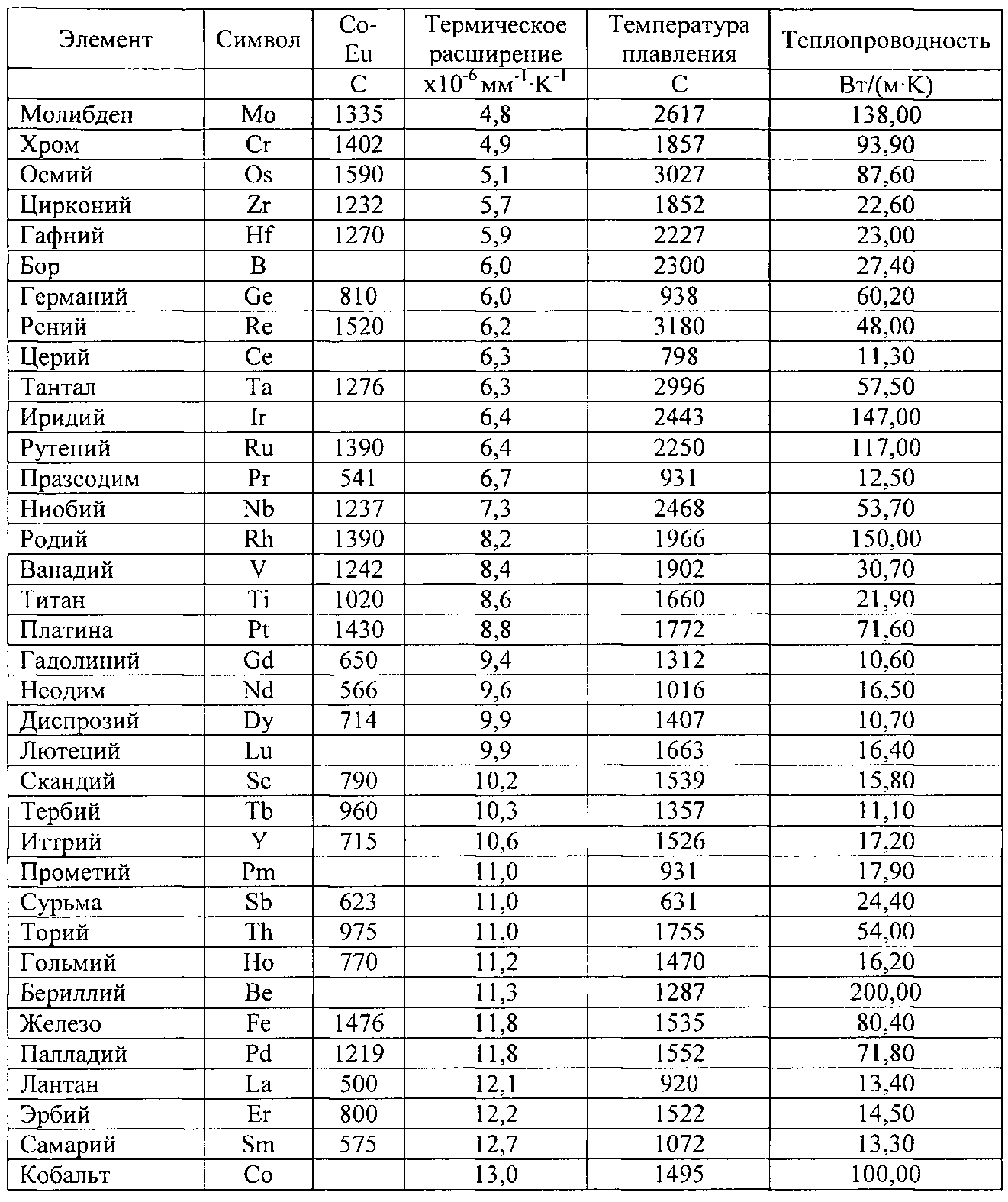 с некоторым закруглением краев). Фактическая длина L не меньше указанной в таблице. Может быть больше на 1-5 мм.
с некоторым закруглением краев). Фактическая длина L не меньше указанной в таблице. Может быть больше на 1-5 мм.
Срок готовности к отгрузке при отсутствии на складе 3 рабочих дня (при оформлении заказа).
Цены за штуку в рублях. Остатки и цены обновлены: 24.05.23 17:07
| Код ↑↓ | Модель ↑↓ | m (кг) ↑↓ | W (мм) ↑↓ | L (мм) ↑↓ | Склад ↑↓ | Цена (руб) ↑↓ | Количество |
|---|---|---|---|---|---|---|---|
| 156050 | Ст3 20 х 80 х 50 мм | 0.63 | 80 | 50 | 10 шт | 140 | |
| 156051 | Ст3 20 х 80 х 100 мм | 1.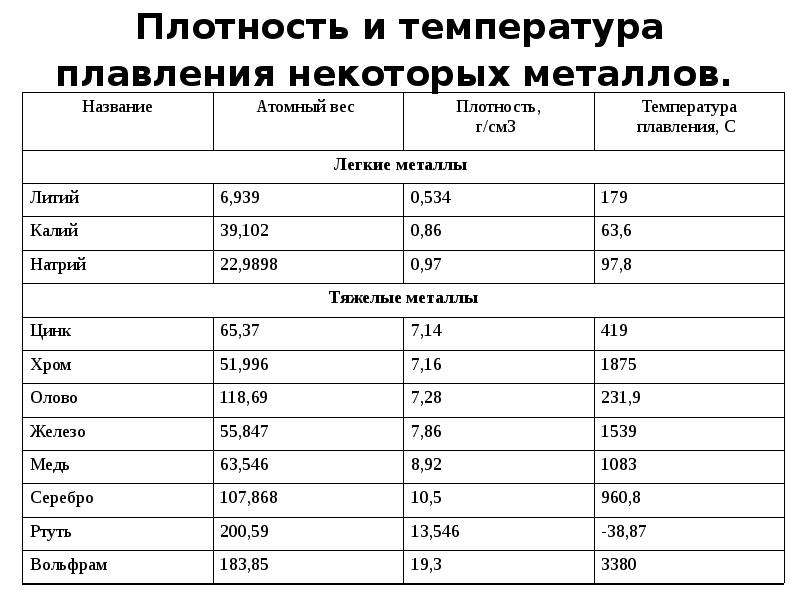 26 26 | 80 | 100 | 10 шт | ||
| 156052 | Ст3 20 х 80 х 150 мм | 1.89 | 80 | 150 | 10 шт | 370 | |
| 156053 | Ст3 20 х 80 х 200 мм | 2.52 | 80 | 200 | 10 шт | 460 | |
| 156054 | Ст3 20 х 80 х 300 мм | 3.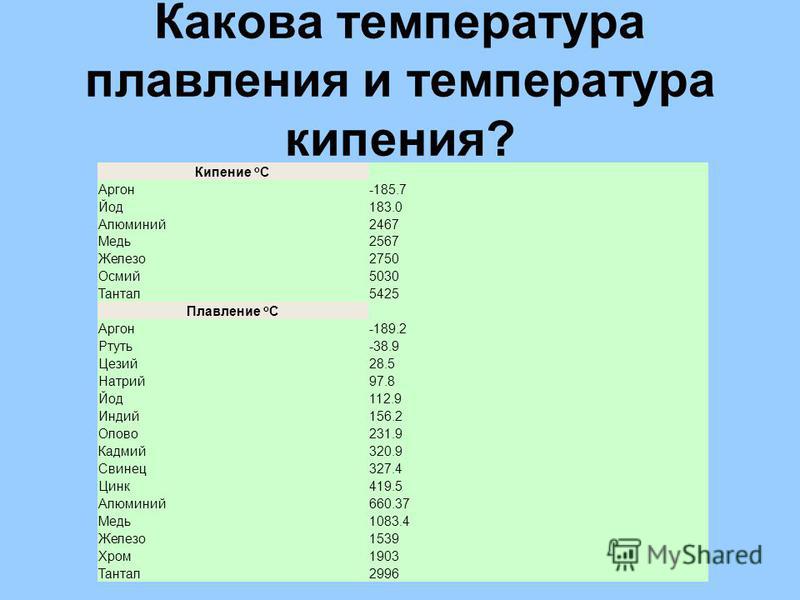 77 77 | 80 | 300 | 7 шт | 670 | |
| 156055 | Ст3 20 х 80 х 400 мм | 5.03 | 80 | 400 | 5 шт | 890 | |
| 156056 | Ст3 20 х 80 х 500 мм | 80 | 500 | 5 шт | 1100 |
Корзина: 0 шт на 0 руб
Описание
Полоса стальная Ст3 изготовлена в соответствии с ГОСТ 103-2006. Нормальной точности Б. Полная маркировка Ст3сп1.
Нормальной точности Б. Полная маркировка Ст3сп1.
Сталь марки Ст3 хорошо сваривается. На поверхности заготовок из полос возможны небольшие следы ржавчины.
Основные характеристики
| Параметр | Значение |
|---|---|
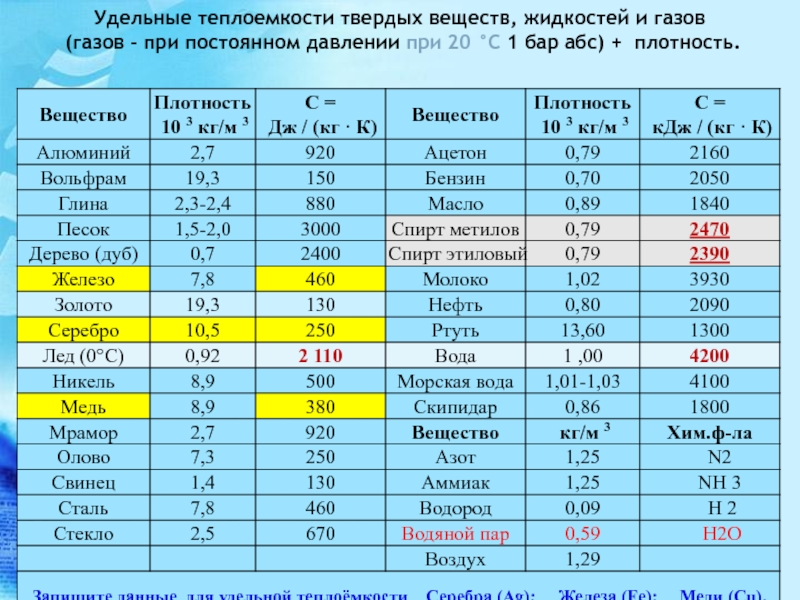
| Плотность | 7850 кг/м3 |
| Температура плавления | 1450—1520 °C |
| Предел кратковременной прочности σв | 370-480 МПа |
| Относительное удлинение δ5 | 23-26 % |
| Твердость по Бринеллю HB | 131 |
| Химический состав | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| C: 0,14 – 0,22 % | Si: 0,15 – 0,3 % | Mn: до 0,4 – 0,65 % | Ni: до 0,3 % | S: до 0,05 % | P: до 0,04 % | Cr: до 0,3 % | Ni: до 0,008 % | Cu: до 0,3 % | As: до 0,08 % |
Файлы
- ГОСТ 103-2006.
 Прокат сортовой стальной горячекатаный сортовой. Скачать (pdf, 128 кБ)
Прокат сортовой стальной горячекатаный сортовой. Скачать (pdf, 128 кБ)
Производитель
- Российская Федерация.
Вопросы и комментарии
Высокоточная плазменная резка «биметаллической композиции» сталь-алюминий
[1] А.А. Дерибас, Физика уплотнения и сварки взрывом, 2-е издание дополненное и переработанное, Новосибирск, Наука (1980) 222. (на русском языке).
Google Scholar
[2] ИДЕНТИФИКАТОР. Захарченко, Сварка металлов взрывом, АН БССР, Витеб. отделение Института физики твердого тела и полупроводников, Минск, Навука и техника (1990) 205. (на русском языке).
Академия Google
[3]
Б.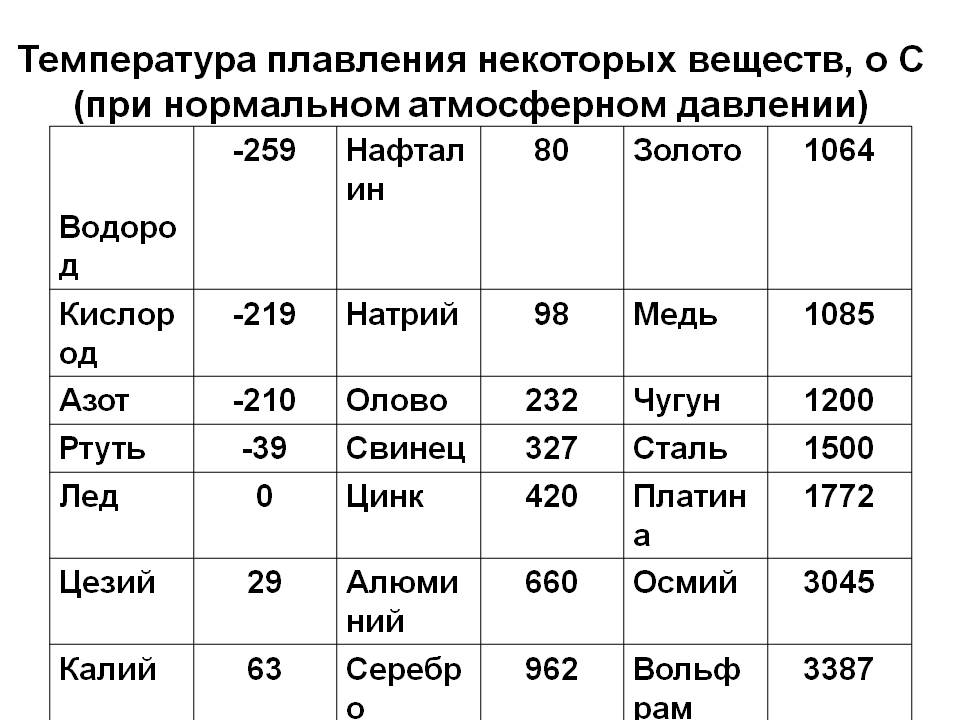 С. Злобин, Сварка взрывом стали с алюминием, Физика горения и взрыва, 3 (2002), Vol. 38, 137 – 140. (на русском языке).
С. Злобин, Сварка взрывом стали с алюминием, Физика горения и взрыва, 3 (2002), Vol. 38, 137 – 140. (на русском языке).
Академия Google
[4] Я. Батаев, Структура и механические свойства многослойных материалов, сформированных по технологии сварки взрывом тонколистовых заготовок из низкоуглеродистой стали, Автореферат дис… канд. техн. наук 05.16.09, Новосибирск, НГТУ (2010).
Академия Google
[5]
А.Г. Григорьянц, И.Н. Шиганов, А.И. Мисюров, Технологические процессы лазерной обработки: Учебное пособие для вузов, Под редакцией А.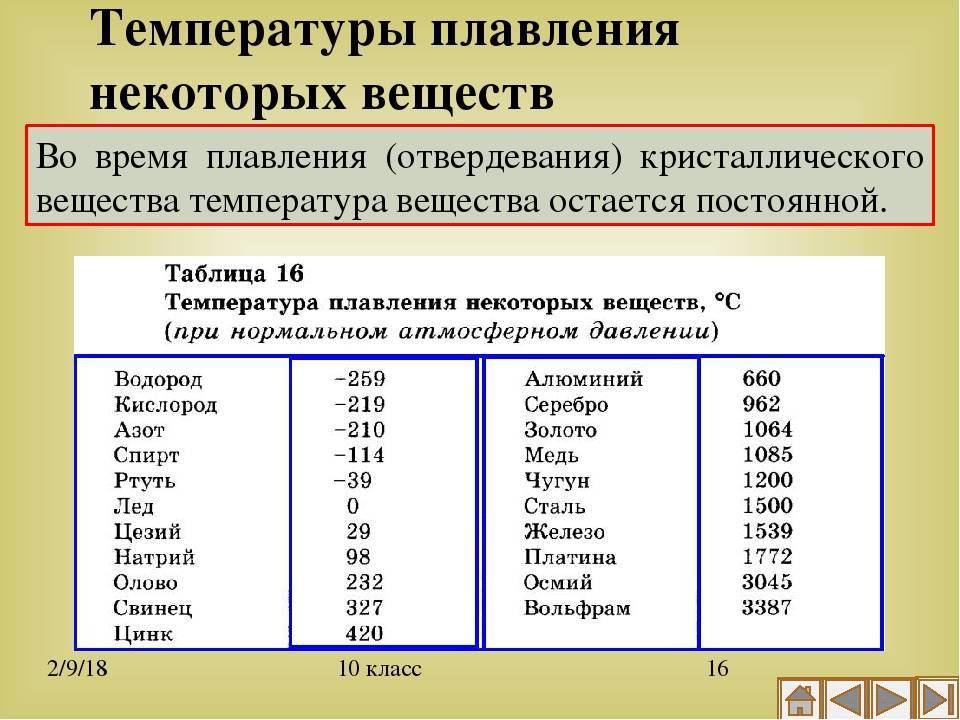 Г. Григорьянца. – 2-е издание стереотипа. М.: Издательство МГТУ им. Н. Э. Баумана (2008).
Г. Григорьянца. – 2-е издание стереотипа. М.: Издательство МГТУ им. Н. Э. Баумана (2008).
Академия Google
[6] ЯВЛЯЮСЬ. Забелин, А.М. Оришич, А.М. Чирков, Лазерные технологии машиностроения, Учебное пособие, Новосибирский государственный университет, Новосибирск, (2004) 142. (на русском языке).
Академия Google
[7] В.А. Шманев, А.П. Шулепов, А.В. Мещеряков, Струйная гидроабразивная обработка деталей ГТД, М. Машиностроение (1995) 144. (на русском языке).
Академия Google
[8]
И. Г. Ширшов, В.Н. Котиков, Плазменная резка, Л. Машиностроение (1987) 192. (на русском языке).
Г. Ширшов, В.Н. Котиков, Плазменная резка, Л. Машиностроение (1987) 192. (на русском языке).
Академия Google
[9] Г.В. Полевой, Г.К. Сухинин, Газопламенная обработка металлов, М. Издательский центр Академия, (2005) 336. (на русском языке).
Академия Google
[10] К.В. Васильев, Плазменно-дуговая резка перспективный способ термической резки, Сварочное производство 9(2002) 26 – 28. (на русском языке).
Академия Google
[11]
А. А. Локтионов, В.В. Захаров, Тонкоструйная плазменная резка как эффективная технология в заготовительном производстве, Наука. Технологии. Инновации: материалы Всероссийской научной конференции молодых ученых, 2 – 4 декабря 2011. – в 6 частях – Новосибирск: Издательство НГТУ, (2011).
А. Локтионов, В.В. Захаров, Тонкоструйная плазменная резка как эффективная технология в заготовительном производстве, Наука. Технологии. Инновации: материалы Всероссийской научной конференции молодых ученых, 2 – 4 декабря 2011. – в 6 частях – Новосибирск: Издательство НГТУ, (2011).
Академия Google
[12] А.А. Локтионов, Оценка качества реза листовых материалов при тонкоструйной плазменной резке, Обработка металлов (технология, оборудование, инструменты) 61 (2013) 86 – 91. (на русском языке).
Академия Google
[13]
А. Х. Рахимьянов, Выбор технологических схем и оптимизация резов тонкоструйной плазменной резки конструкционных сталей, Обработка металлов (технология, оборудование, инструменты) 63 (2014) 46 – 55.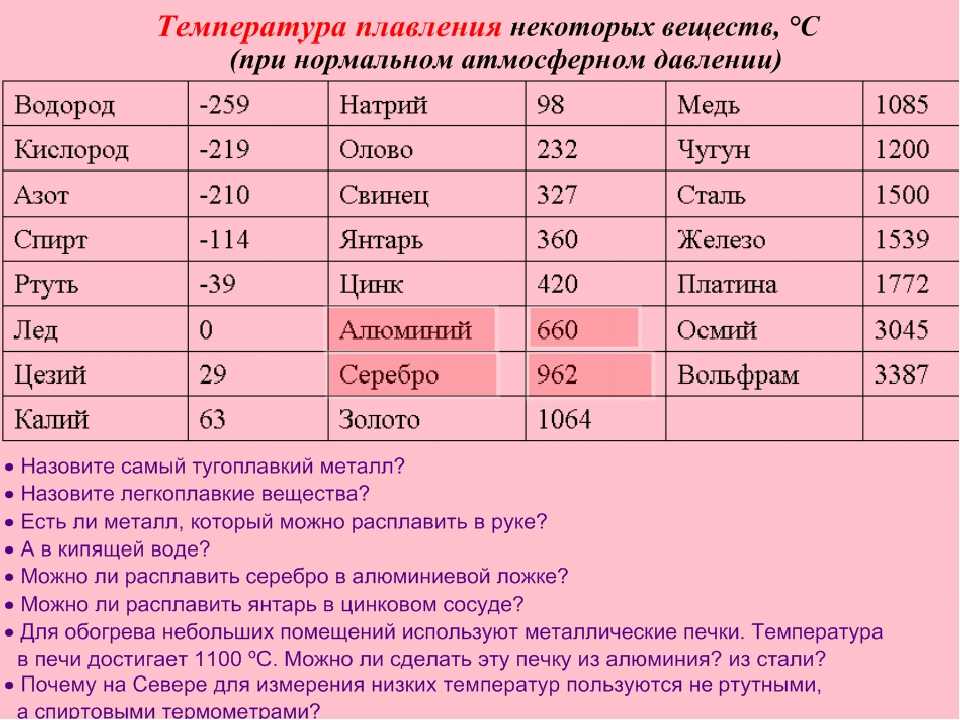 (на русском языке).
(на русском языке).
Академия Google
[14] А. Х. Рахимьянов, Тонкоструйная плазменная резка медных сплавов, Инновации в машиностроении – основа технологического развития России (ТМ-2014): VI Международная научно – техническая конференция, Алтай, 23 – 25 сентября 2014. – Барнаул: Из дата АльтГТУ, (2014).
Академия Google
[15]
А. Х. Рахимьянов, Б.А. Красильников, Технологические особенности плазменного раскроя алюминиевых сплавов, Инновации в машиностроении – основа технологического развития России (ТМ-2014): VI Международная научно – техническая конференция, Алтай, 23 – 25 сентября 2 014. – Барнаул: Издательство АлтГТУ, (2014). ).
– Барнаул: Издательство АлтГТУ, (2014). ).
Академия Google
[16] А. Х. Рахимьянов, Х.М. Рахимьянов, Влияние режимов тонкоструйной плазменной резки на качество обработки нержавеющей стали 12Х18х20Т, Инновации в машиностроении – основа технологического развития России (ТМ-2014): VI Международная научно – техническая конференция, Алтай, 23 – 25 сентября 2014. – Барнаул: Издательство АлтГТУ. , (2014).
Академия Google
[17]
А. Х. Рахимьянов, Х. М. Рахимьянов, Б.А. Красильников, Технологические особенности раскроя биметаллического соединения стали Ст3 + сталь 12Х18х20Т, при тонкоструйной плазменной резке, Обработка металлов (технология, оборудование, инструменты) 64 (2014).
Академия Google
[18] Х. Рахмянов, А. Рахмянов, А. Журавлев, Преимущества высокоточной плазменной резки для обработки биметаллических композиций, Прикладная механика и материалы. – Том. 698 (2015). 294 – 298.
DOI: 10.4028/www.scientific.net/amm.698.294
Google Scholar
высокотемпературные последние научные статьи
ВСЕГО ДОКУМЕНТОВ
778
(ПЯТЬ ЛЕТ 117)
H-ИНДЕКС
44
(ПЯТЬ ЛЕТ 7)
Зачем нам нужна камера с подогревом для 3D-печати «высокопроизводительными» полимерами?
Бойцов Е.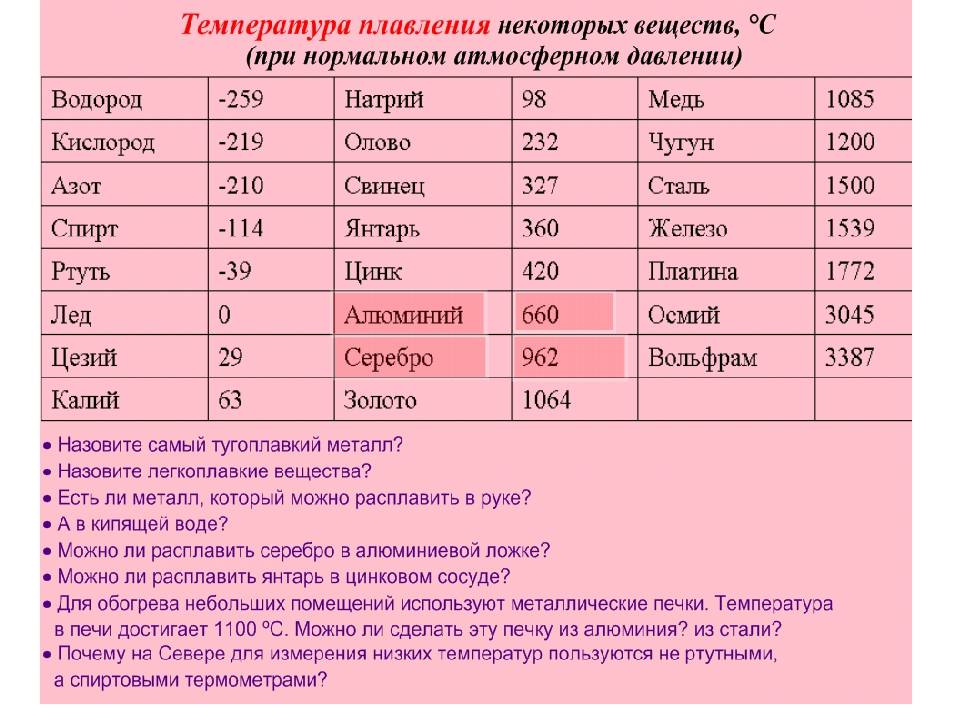
Температура плавления ◽
3D-печать ◽
Высокая производительность ◽
Высокая температура плавления ◽
Высокая температура плавления ◽
Полимеры с высокими эксплуатационными характеристиками
Абстрактный. Данная статья посвящена особенностям процессов 3D-печати полимеров с высокой температурой плавления, таких как PEEK, CarbonPEEK, ULTEM, PPSU по технологии FDM (FFF). Представлены результаты 3D-печати высокоэффективными полимерами с использованием различных режимов нагреваемой камеры. Сделаны выводы о преимуществах обогреваемой камеры.
Аддитивное производство миниатюрных мониторов пиковой температуры для внутриреакторных применений
Киё Т. Фудзимото ◽
Лэнс А. Хоун ◽
Кори Д. Мэннинг ◽
Роберт Д. Зайферт ◽
Курт Л. Дэвис ◽
…Дифференциальная сканирующая калориметрия ◽
Температура плавления ◽
Датчики температуры ◽
Пиковая температура ◽
Высокая температура плавления ◽
Высокая температура плавления ◽
Сканирующая калориметрия ◽
Пассивный мониторинг ◽
Применение датчиков ◽
Обнаружение температуры
Пассивные методы мониторинга использовались для измерения пиковой температуры во время испытаний на облучение, используя точку плавления хорошо изученных материалов. Недавние усилия по расширению возможностей таких приборов для обнаружения пиковых температур включают разработку и испытания аддитивно изготовленных (AM) расплавленных проволок. Стремясь продемонстрировать и оценить производительность и надежность расплавленных проволок AM, мы провели исследование для сравнения прототипа стандартных расплавленных проволок с капсулой расплавленной проволоки AM, состоящей из печатных алюминиевых, цинковых и оловянных проволок. Используемым материалом с самой низкой температурой плавления был Sn с температурой плавления приблизительно 230°C, Zn плавится приблизительно при 420°C, а материалом с высокой температурой плавления был алюминий с приблизительной температурой плавления 660°C. С помощью дифференциальной сканирующей калориметрии и испытаний в печи мы показали, что характеристики нашей капсулы с расплавленной проволокой AM соответствовали характеристикам стандартной капсулы с расплавленной проволокой, что указывает на путь к миниатюрным датчикам пиковой температуры для применения в стационарных датчиках.
Недавние усилия по расширению возможностей таких приборов для обнаружения пиковых температур включают разработку и испытания аддитивно изготовленных (AM) расплавленных проволок. Стремясь продемонстрировать и оценить производительность и надежность расплавленных проволок AM, мы провели исследование для сравнения прототипа стандартных расплавленных проволок с капсулой расплавленной проволоки AM, состоящей из печатных алюминиевых, цинковых и оловянных проволок. Используемым материалом с самой низкой температурой плавления был Sn с температурой плавления приблизительно 230°C, Zn плавится приблизительно при 420°C, а материалом с высокой температурой плавления был алюминий с приблизительной температурой плавления 660°C. С помощью дифференциальной сканирующей калориметрии и испытаний в печи мы показали, что характеристики нашей капсулы с расплавленной проволокой AM соответствовали характеристикам стандартной капсулы с расплавленной проволокой, что указывает на путь к миниатюрным датчикам пиковой температуры для применения в стационарных датчиках.
Модификация поверхностного слоя стали электрошлаковой наплавкой составами с высокой температурой плавления
Ю.В. Н. Сараев ◽
В. Р. Безбородов ◽
М. В. Перовская ◽
В.М. Семенчук
Износостойкость ◽
Температура плавления ◽
Абразивный износ ◽
Высокая температура плавления ◽
Высокая температура плавления ◽
Расплавленный слой ◽
Первый случай ◽
Карбидные частицы ◽
Карбидные включения ◽
Положительный эффект
Авторами изучено влияние легирования на структуру, микротвердость и абразивную износостойкость электрошлаковых наплавочных слоев низколегированной конструкционной стали 09Г2С. Для модифицирования использовали смеси порошков Si3 N4 + FeSi2 + Si, полученные в Отделе структурной макрокинетики ТНЦ СО РАН методом СВС-синтеза, а также порошковые композиции на основе TiC. Из низколегированной стали Ст3 изготавливали расплавленный электрод, на который в первом случае заливали модифицирующие композиции Si3 N4 + FeSi2 + Si, а во втором – модифицирующие композиции Si3 N4 + FeSi2 + Si, расположенные ниже. Для определения структуры и анализа состава наплавленных слоев, зоны термического влияния (ЗТВ) и основного металла применялись методы металлографии и рентгеновского микроанализа, на основании чего были сделаны предположения о характере образования свойства покрытия – твердость и износостойкость. Показано, что основное влияние на износостойкость оказывает структура металла наплавки. Отмечается положительный эффект модификации покрытий легированием материалов сплавами Si3 N4 + FeSi2 + Si + St3 и TiC + St3. В расплавленном слое выделяется много новых центров кристаллизации в виде дисперсных частиц TiC. Дисперсные частицы TiC с высокой температурой плавления (3180 °С) первыми выпадают из расплава и не только служат множественными центрами кристаллизации, но и препятствуют росту аустенитных зерен, что обеспечивает формирование дисперсной структуры. Покрытия содержат частицы карбида TiC, а также включения других фаз. При этом наблюдается увеличение твердости наплавленного слоя, содержащего включения карбида титана, в направлении границы с основой.
Для определения структуры и анализа состава наплавленных слоев, зоны термического влияния (ЗТВ) и основного металла применялись методы металлографии и рентгеновского микроанализа, на основании чего были сделаны предположения о характере образования свойства покрытия – твердость и износостойкость. Показано, что основное влияние на износостойкость оказывает структура металла наплавки. Отмечается положительный эффект модификации покрытий легированием материалов сплавами Si3 N4 + FeSi2 + Si + St3 и TiC + St3. В расплавленном слое выделяется много новых центров кристаллизации в виде дисперсных частиц TiC. Дисперсные частицы TiC с высокой температурой плавления (3180 °С) первыми выпадают из расплава и не только служат множественными центрами кристаллизации, но и препятствуют росту аустенитных зерен, что обеспечивает формирование дисперсной структуры. Покрытия содержат частицы карбида TiC, а также включения других фаз. При этом наблюдается увеличение твердости наплавленного слоя, содержащего включения карбида титана, в направлении границы с основой. Износостойкость слоя повышается при формировании покрытия на основе TiC. Полученные данные могут быть использованы для создания наплавленных слоев на поверхности металла с высокой стойкостью к абразивному износу.
Износостойкость слоя повышается при формировании покрытия на основе TiC. Полученные данные могут быть использованы для создания наплавленных слоев на поверхности металла с высокой стойкостью к абразивному износу.
Экструзия расплава термолабильного соединения с высокой температурой плавления с помощью растворителя
С. Лагань ◽
Дж. Э. Хакл ◽
Дж. М. Кац ◽
Б. Хорсанд ◽
Д. Даурио ◽
…Температура плавления ◽
Экструзия горячего расплава ◽
Высокая температура плавления ◽
Экструзия расплава ◽
Высокая температура плавления ◽
Горячего расплава
Высоконадежная, тугоплавкая, бессвинцовая смешанная паяльная паста System—BiAgXⓇ
ХунВэнь Чжан ◽
Нин-Ченг Ли
Высокая надежность ◽
Без свинца ◽
Паяльная паста ◽
Высокая температура плавления ◽
Плавильный свинец
Модификация поверхностного слоя стали соединениями с высокой температурой плавления с использованием электрошлаковой наплавки
Ю.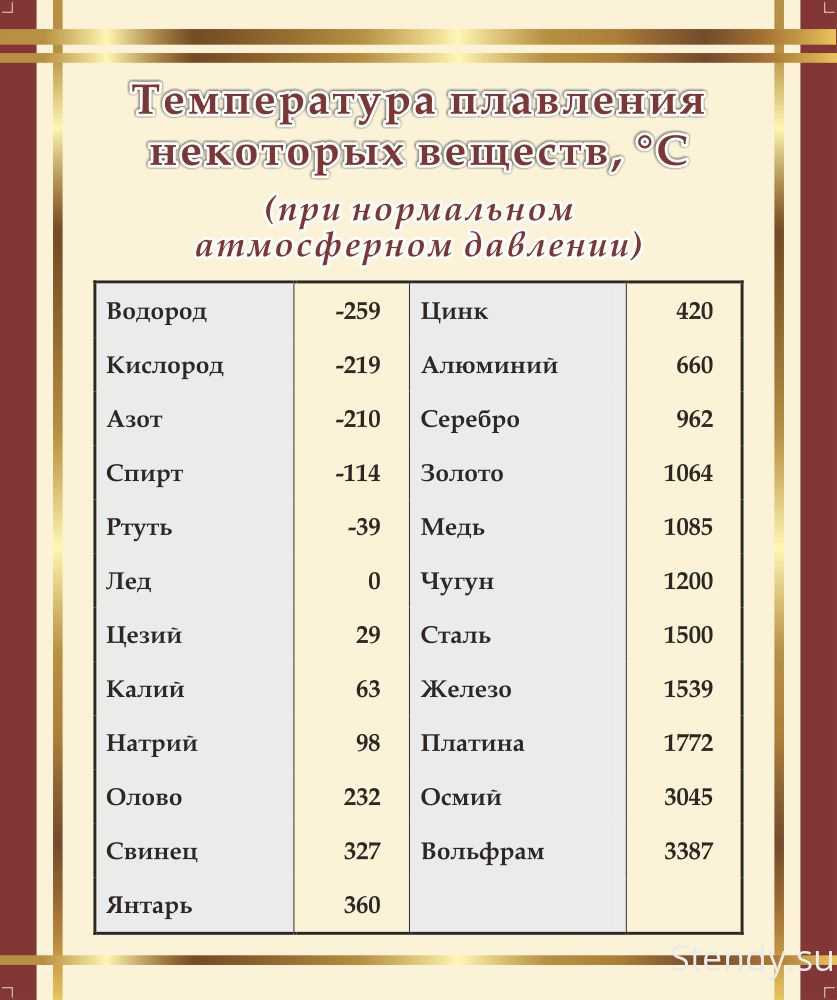 Н. Сараев
◽
Н. Сараев
◽
Безбородов В.П. ◽
Перовская М.В. ◽
Семенчук В.М.
Поверхностный слой ◽
Температура плавления ◽
стальная поверхность ◽
Высокая температура плавления ◽
Высокая температура плавления
Синтез и характеристика новых мультиблок-сополиэфиров поли(бутиленсукцинат)-b-поли(диэтиленгликольтерефталат) с высокой температурой плавления и значительно улучшенными механическими свойствами
Мэнъян Чжоу ◽
Канцзин Чжан ◽
Чжиго Цзян ◽
Чжаобинь Цю
Механические свойства ◽
Температура плавления ◽
Диэтиленгликоль ◽
Синтез и характеристика ◽
Высокая температура плавления ◽
Высокая температура плавления ◽
бутилена сукцинат
Твердая дисперсия с замедленным высвобождением высокоплавкого и нерастворимого ресвератрола, полученная путем экструзии горячего расплава для улучшения его растворимости и биодоступности
Вэньцзин Чжу ◽
Вэньлин Вентилятор ◽
Сяотун Чжан ◽
Мэйци Гао
Температура плавления ◽
С замедленным выпуском ◽
Твердая дисперсия ◽
Экструзия горячего расплава ◽
Высокая температура плавления ◽
Экструзия расплава ◽
Высокая температура плавления ◽
Горячего расплава ◽
Полимерная смесь
Это исследование было направлено на приготовление твердой дисперсии пролонгированного действия плохо растворимого в воде ресвератрола (RES) с высокой температурой плавления на одной стадии экструзии горячего расплава. Смесь гидрофобно-гидрофильных полимеров (Eudragit RS и PEG6000) использовали для контроля высвобождения RES. При дисперсионном смешивании и высоких усилиях сдвига при экструзии горячего расплава термодинамические свойства и дисперсия RES были изменены для улучшения его растворимости. Эффекты препарата были исследованы с помощью однофакторного анализа для оптимизации приготовления твердой дисперсии с замедленным высвобождением. Были проведены исследования in vitro и in vivo для оценки приготовленной твердой дисперсии RES/RS/PEG6000 с замедленным высвобождением. Физическое состояние твердой дисперсии характеризовали с помощью дифференциальной сканирующей калориметрии и рентгеноструктурного анализа. Поверхностные свойства дисперсии визуализировали с помощью сканирующей электронной микроскопии, а химическое взаимодействие между РЕС и вспомогательными веществами выявляли с помощью инфракрасной спектроскопии с преобразованием Фурье. Результаты показали, что оптимизированная твердая дисперсия с замедленным высвобождением была получена, когда массовое соотношение смеси ВЭС и полимеров составляло 1:5, соотношение ПЭГ6000 составляло 35%, температура цилиндра составляла 170 °C, а скорость шнека составляла 80 об/мин.
Смесь гидрофобно-гидрофильных полимеров (Eudragit RS и PEG6000) использовали для контроля высвобождения RES. При дисперсионном смешивании и высоких усилиях сдвига при экструзии горячего расплава термодинамические свойства и дисперсия RES были изменены для улучшения его растворимости. Эффекты препарата были исследованы с помощью однофакторного анализа для оптимизации приготовления твердой дисперсии с замедленным высвобождением. Были проведены исследования in vitro и in vivo для оценки приготовленной твердой дисперсии RES/RS/PEG6000 с замедленным высвобождением. Физическое состояние твердой дисперсии характеризовали с помощью дифференциальной сканирующей калориметрии и рентгеноструктурного анализа. Поверхностные свойства дисперсии визуализировали с помощью сканирующей электронной микроскопии, а химическое взаимодействие между РЕС и вспомогательными веществами выявляли с помощью инфракрасной спектроскопии с преобразованием Фурье. Результаты показали, что оптимизированная твердая дисперсия с замедленным высвобождением была получена, когда массовое соотношение смеси ВЭС и полимеров составляло 1:5, соотношение ПЭГ6000 составляло 35%, температура цилиндра составляла 170 °C, а скорость шнека составляла 80 об/мин.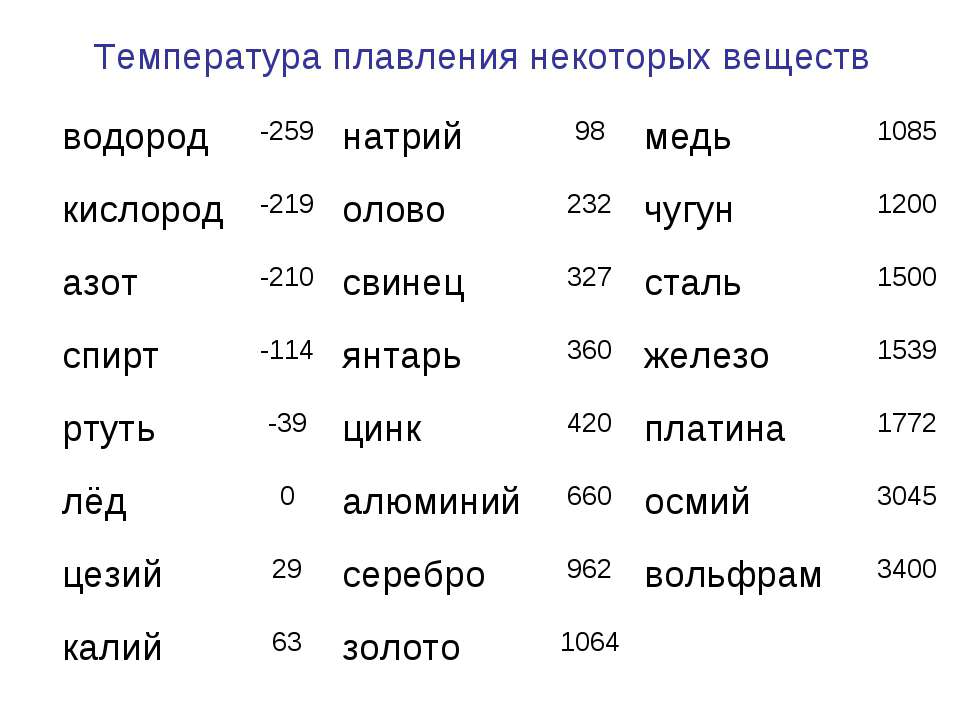 Исследования in vitro показали, что твердая дисперсия обладает хорошим эффектом пролонгированного высвобождения. Кумулятивное высвобождение RES достигло 82,42% до 12 ч и соответствовало модели Вейбулла. Кроме того, насыщенная растворимость была в 2,28 раза выше, чем у сыпучих РЭС. Исследования in vitro показали, что период полувыведения увеличился с 3,78 до 7,09.ч, а биодоступность улучшилась до 140,38%. Кристаллический РЕС трансформировался в аморфный, а РЕС был высоко диспергирован в матрице полимерной смеси.
Исследования in vitro показали, что твердая дисперсия обладает хорошим эффектом пролонгированного высвобождения. Кумулятивное высвобождение RES достигло 82,42% до 12 ч и соответствовало модели Вейбулла. Кроме того, насыщенная растворимость была в 2,28 раза выше, чем у сыпучих РЭС. Исследования in vitro показали, что период полувыведения увеличился с 3,78 до 7,09.ч, а биодоступность улучшилась до 140,38%. Кристаллический РЕС трансформировался в аморфный, а РЕС был высоко диспергирован в матрице полимерной смеси.
Влияние высокотемпературной твердой фракции триацилглицерина в жире коровьего молока на структурный механизм и кинетику гидролиза пищеварения in vitro
Цинси Жэнь ◽
Ронгчунь Ван ◽
Фэй Тэн ◽
Ин Ма
Молочный жир ◽
коровье молоко ◽
Пищеварение in vitro ◽
Высокая температура плавления ◽
Кинетика гидролиза ◽
Структурный механизм ◽
Высокая температура плавления ◽
Триацилглицериновая фракция ◽
Кинетика
Прогнозирование межфазного теплового сопротивления с помощью ансамблевого обучения
Мингуан Чен ◽
Цзюньчжу Ли ◽
Бо Тиан ◽
Яс Мохаммед Аль-Хадити ◽
Бассим Аркук ◽
. ..
..Температура плавления ◽
Термическое сопротивление ◽
ансамблевое обучение ◽
Важная роль ◽
Дизайн структуры ◽
Межфазное тепловое сопротивление ◽
Система материалов ◽
Высокая температура плавления ◽
Высокая температура плавления ◽
Системы материалов
Межфазное тепловое сопротивление (ITR) играет решающую роль в тепловых свойствах различных систем материалов. Точное и надежное прогнозирование ITR жизненно важно при проектировании конструкции и управлении температурой наноустройств, самолетов, зданий и т. д. Однако, поскольку на ITR влияют десятки факторов, традиционные модели с трудом его предсказывают. Чтобы решить эту многомерную проблему, в этой работе мы используем алгоритмы машинного обучения и глубокого обучения. Во-первых, на необработанных данных был выполнен исследовательский анализ данных и визуализация данных, чтобы получить всестороннее представление об объектах.