Сталь 10 характеристика: Сталь 10 – конструкционная углеродистая качественная сталь
alexxlab | 29.07.2021 | 0 | Разное
Сталь 10 – конструкционная углеродистая качественная сталь
Характеристика стали марки 10
Сталь 10 – конструкционная углеродистая качественная сталь, сваривается без ограничений. Сварка осуществляется без подогрева и без последующей термообработки, способы: ручная дуговая сварка, автоматическая дуговая сварка под флюсом и газовой защитой, КТС, ЭШС.
Пластичность металла позволяет использовать их для изготовления штампованных частей и деталей. Для выпуска промышленного количества товара осуществляется технология холодной штамповки. Не склонна к флокеночувствительности, склонность к отпускной хрупкости отсутствует. Твердость стали 10: HB 10 -1 = 143 МПа. Обрабатываемость резанием В горячекатанном состоянии при НВ 99-107 и σB = 450 МПа, Kυ тв.спл. = 2,1, Kυ б.ст. = 1,6. Нашла свое применение в производстве труб и крепежных деталей котлов и трубопроводов ТЭЦ, из стали 10 изготавливают трубные крепежные детали АЭС, крепежные детали паровых и газовых турбин.
Расшифровка стали марки 10
Расшифровка стали: Получают конструкционные углеродистые качественные стали в конвертерах или в мартеновских печах. Обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифры 10 обозначают содержание его около 0,1 процента.
| Сортовой и фасонный прокат | ГОСТ 8510-86; ГОСТ 8239-89; ГОСТ 10551-75; ГОСТ 8240-97; ГОСТ 2879-2006; ГОСТ 2591-2006; ГОСТ 2590-2006; ГОСТ 8509-93; ГОСТ 1133-71; ГОСТ 11474-76; ГОСТ 9234-74; |
| Листы и полосы | ГОСТ 6765-75; ГОСТ 14918-80; ГОСТ 19903-74; ГОСТ 82-70; ГОСТ 16523-97; ГОСТ 103-2006; |
| Ленты | ГОСТ 3560-73; |
| Сортовой и фасонный прокат | ГОСТ 7417-75; ГОСТ 8560-78; ГОСТ 8559-75; ГОСТ 1050-88; ГОСТ 1051-73; ГОСТ 14955-77; ГОСТ 10702-78; |
| Листы и полосы | ГОСТ 4405-75; ГОСТ 10885-85; ГОСТ 1577-93; ГОСТ 4041-71; |
| Ленты | ГОСТ 19851-74; ГОСТ 10234-77; ГОСТ 503-81; |
| Трубы стальные и соединительные части к ним | ГОСТ 22786-77; ГОСТ 8638-57; ГОСТ 8645-68; ГОСТ 53383-2009; ГОСТ 24950-81; ГОСТ 6856-54; ГОСТ 30564-98; ГОСТ 30563-98; ГОСТ 8646-68; ГОСТ 23270-89; ГОСТ 8644-68; ГОСТ 11249-80; ГОСТ 20295-85; ГОСТ 5005-82; ГОСТ 8642-68; ГОСТ 10707-80; ГОСТ 1060-83; ГОСТ 550-75; ГОСТ 8639-82; ГОСТ 8731-87; ГОСТ 8732-78; ГОСТ 8733-74; ГОСТ 8734-75; ГОСТ 12132-66; ГОСТ 9567-75; ГОСТ 3262-75; ГОСТ 14162-79; ГОСТ 13663-86; ГОСТ 10705-80; ГОСТ 10704-91; ГОСТ 5654-76; |
| Проволока стальная низкоуглеродистая | ГОСТ 5663-79; ГОСТ 1526-81; ГОСТ 792-67; ГОСТ 5437-85; |
| Проволока стальная средне- и высокоуглеродистая | ГОСТ 17305-91; ГОСТ 9389-75; ГОСТ 7372-79; ГОСТ 26366-84; ГОСТ 3920-70; ГОСТ 9850-72; |
| Сетки металлические | ГОСТ 9074-85; |
Химичский состав сталь 10
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
0.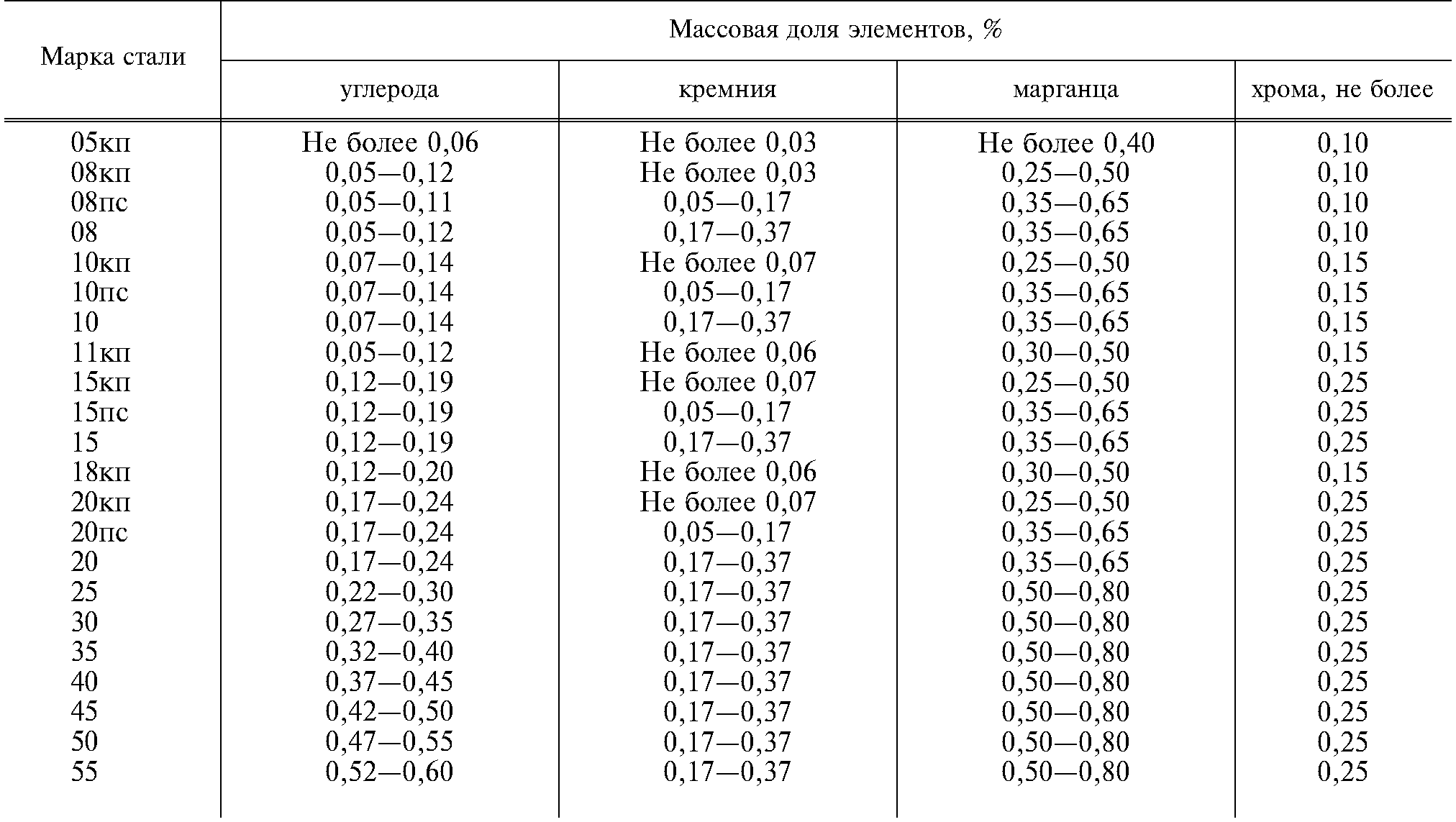 07 – 0.14 07 – 0.14 | 0.17 – 0.37 | 0.35 – 0.65 | до 0.3 | до 0.04 | до 0.035 | до 0.15 | до 0.3 | до 0.08 |
Температура критических точек сталь 10
| Критическая точка | Температура |
| Ac1 | 724 |
| Ac3(Acm) | 876 |
| Ar3(Arcm) | 850 |
| Ar1 |
Механические свойства сталь 10
| ГОСТ | Вид поставки, режим термообработки | σв(МПа) | δ5 (%) | ψ % | НВ, не более |
| 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 335 | 31 | 55 | |
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отжига или отпуска | 335-450 | 55 | 143 | ||
| после сферодизирующего отпуска | 315-410 | 55 | 143 | ||
| нагартованная без термообработки | 390 | 8 | 50 | 187 | |
| 1577-93 | Полосы нормализованные или горячекатаные | 335 | 8 | 55 | |
| 16523-70 | Лист горячекатаный (образцы поперечные) | 295-410 | 24 | ||
| Лист холоднокатаный (образцы поперечные) | 295-410 | 25 | |||
| 4041-71 | Лист термически обработанный 1-2й категории | 295-420 | 32 | 117 | |
| 8731-87 | Трубы горячедеформированные термообработанные | 355 | 24 | 137 | |
| 8733-87 | Трубы холодно- и теплодеформированные термообработанные | 345 | 24 | 137 | |
Цементация 920-950 °С. Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух. Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух. | 390 | 25 | 55 | сердц. 137 поверхн. 57-63 | |
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Физические свойства сталь 10
| Tемпература | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
| 0С | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2.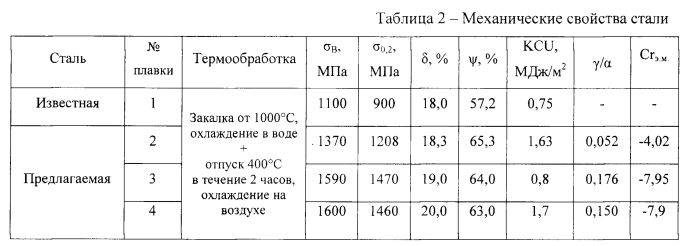 1 1 | 7856 | 140 | |||
| 100 | 2.03 | 12.4 | 57 | 7832 | 494 | 190 |
| 200 | 1.99 | 13.2 | 53 | 7800 | 532 | 263 |
| 300 | 1.9 | 13.9 | 49.6 | 7765 | 565 | 352 |
| 400 | 1.82 | 14.5 | 45 | 7730 | 611 | 458 |
| 500 | 1.72 | 14.85 | 39.9 | 7692 | 682 | 584 |
| 600 | 1.6 | 15.1 | 35.7 | 7653 | 770 | 734 |
| 700 | 15.2 | 32 | 7613 | 857 | 905 | |
| 800 | 12.5 | 29 | 7582 | 875 | 1081 | |
| 900 | 14.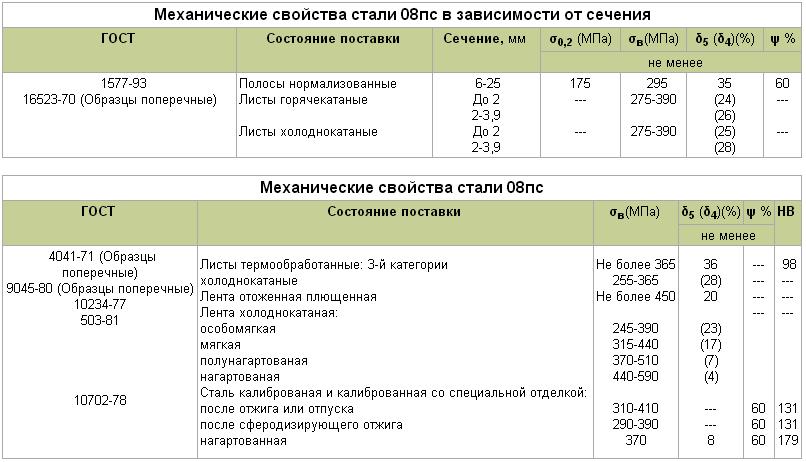 8 8 | 27 | 7594 | 795 | 1130 | |
| 1000 | 12.6 | 666 | ||||
| 1100 | 14.4 | 668 |
При температуре +20 0С плотность стали составляет 7856 кг/м3
Технологические свойства стали 10
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Твердость стали марки 10
| Твердость сталь 10, Калиброванного нагартованного проката по ГОСТ 1050-88 | HB 10 -1 = 187 МПа |
| Твердость сталь 10, Горячекатанного проката по ГОСТ 1050-88 | HB 10 -1 = 143 МПа |
| Твердость сталь 10, Лист термообработаный по ГОСТ 4041-71 | HB 10 -1 = 117 МПа |
| Твердость сталь 10, Трубы бесшовные по ГОСТ 8731-87 | HB 10 -1 = 137 МПа |
| Твердость сталь 10, Трубы горячедеформированные по ГОСТ 550-75 | HB 10 -1 = 137 МПа |
| Твердость сталь 10, Пруток горячекатаный по ГОСТ 10702-78 | HB 10 -1 = 115 МПа |
Ударная вязкость стали 10
| Температура +20 °С | Температура -20(-30) °С | Температура -40(-50) °С | Температура -60 °С | Термообработка (пруток 35 мм) |
| 235 | 196 | 157 | 78 | Отсутствует |
| 73-265 | 203-216 | 179 | Нормализация | |
| 59-245 | 49-174 | 45-83 | 19-42 | Отжиг |
Прокаливаемость сталь 10
| Расстояние от торца, мм | Примечание | |||
| 1,5 | 3 | 4,5 | 6 | |
| 31 | 29 | 26 | 20,5 | Твердость для полос прокаливаемости, HRC |
Предел выносливости сталь 10
| σ-1, МПА | J-1, МПА | n | Термообработка |
| 157-216 | 51 | 106 | Нормализация 900-920 °C |
| σ 4001/10000=108 МПа, σ 4001/100000=78 МПа, σ 4501/10000=69 МПа, σ 4501/100000=44 МПа, |
Зарубежные аналоги стали марки 10
| США | 1010, 1012, 1110, C1010, Gr. A, M1010, M1012 A, M1010, M1012 |
| Германия | 1.0301, 1.0305, 1.0308, 1.1121, C10, C10E, Ck10, St35, ST35-8 |
| Япония | S10C, S12C, S9CK, SASM1, STB340, STKM12A, SWMR |
| Франция | AF34, AF34C10, C10, C10RR, XC10 |
| Англия | 040A10, 040A12, 045M10, 10CS, 10HS, 1449-10CS, CFS3, CS10 |
| Евросоюз | 1.1121, 2C10, C10, C10D, C10E |
| Италия | 1C10, 2C10, C10, C14, Fe360 |
| Испания | F.1511 |
| Китай | 10 |
| Швеция | 1233, 1265 |
| Болгария | 10 |
| Венгрия | C10 |
| Польша | 10, K10, R35 |
| Румыния | OLC10 |
| Чехия | 11353, 12010, 12021 |
| Швейцария | C10 |
Сталь 10 (ст10) — характеристики, химический состав, применение
Сталь 10 (ст10) — характеристики, применение
Класс стали 10 — конструкционная углеродистая качественная.
Удельный вес: 7856 кг/м3
Твердость материала: HB 10 -1 = 143 МПа
Температура критических точек: Ac1=732, Ac3(Acm)=870, Ar3(Arcm)=854, Ar1=680
Свариваемость материала: без ограничений, кроме деталей после химико-термической обработки. Способы сварки: РДС, АДС под флюсом и газовой защитой, КТС.
Обрабатываемость резанием: в горячекатанном состоянии при HB 99-107 и σв=450 МПа, К υ тв. спл=2,1 и Кυ б.ст=1,6
Температура ковки, °С: начала 1300, конца 700. Охлаждение на воздухе.
Флокеночувствительность: не чувствительна.
Склонность к отпускной хрупкости: не склонна.
Сталь 10 применение:
Штамповки, поковки, трубопроводы котлов высокого давления и другие детали с длительным сроком службы при температурах до 350 град.
Вид поставки:
- Сортовой прокат в том числе фасонный: ГОСТ 1050-88, Круг: ГОСТ 2590-2006, Квадрат: ГОСТ 2591-2006, Шестигранник: ГОСТ 2879-2006, Уголок: ГОСТ 8509-93, ГОСТ 8510-86, Швеллер: ГОСТ 8240-97, Балка: ГОСТ 8239-89.

- Калиброванный пруток ГОСТ 10702-78, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 10702-78, ГОСТ 14955-77.
- Лист толстый: ГОСТ 1577-93, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-97.
- Лента ГОСТ 6009-74, ГОСТ 10234-77.
- Полоса ГОСТ 1577-93, ГОСТ 103-2006, ГОСТ 82-70.
- Проволока ГОСТ 17305-91, ГОСТ 5663-79.
- Трубы ГОСТ 8731-74, ГОСТ 8732-78, ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 10705-80, ГОСТ 10704-91, ГОСТ 1060-83, ГОСТ 5654-76, ГОСТ 550-75.
Российские аналоги стали 10:
08, 15, 08КП
Зарубежные аналоги стали 10:Cталь 10 химический состав, механические свойства, физические свойства, технолгические свойства
Справочная информация
Характеристика материала сталь 10Химический состав в % материала сталь 10
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
0. 07 – 0.14 07 – 0.14 | 0.17 – 0.37 | 0.35 – 0.65 | до 0.25 | до 0.04 | до 0.035 | до 0.15 | до 0.25 | до 0.08 |
Температура критических точек стали 10
| Ac1 = 724 , Ac3(Acm) = 876 , Ar3(Arcm) = 850 , Ar1 = 682 |
Механические свойства при Т=20oС материала сталь 10
| Сортамент | Размер | Напр.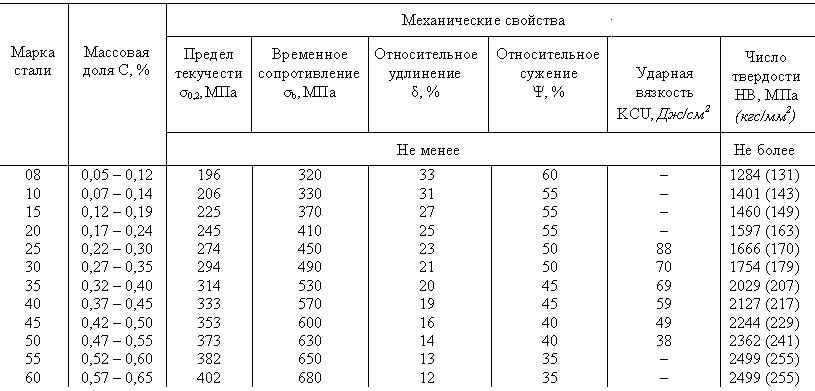 | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Пруток горячекатан. | до Ж 80 | 340 | 210 | 30 | 55 | |||
| Лист горячекатан. | до 4 | 300 | 24 | |||||
Лист холоднокатан. | до 4 | 300 | 24 | |||||
| Лист | до 60 | 340 | 32 | Нормализация | ||||
| Трубы холоднокатан. | 340 | 200 | 26 | Нормализация | ||||
| Трубы горячекатан. | 360 | 240 | 25 |
| Твердость материала сталь 10 горячекатанного , | HB 10 -1 = 143 МПа |
| Твердость материала сталь 10 калиброванного нагартованного , | HB 10 -1 = 187 МПа |
Физические свойства материала сталь 10
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2. 1 1 | 7856 | 140 | |||
| 100 | 2.03 | 12.4 | 57 | 7832 | 494 | 190 |
| 200 | 1.99 | 13.2 | 53 | 7800 | 532 | 263 |
| 300 | 1.9 | 13.9 | 49.6 | 7765 | 565 | 352 |
| 400 | 1.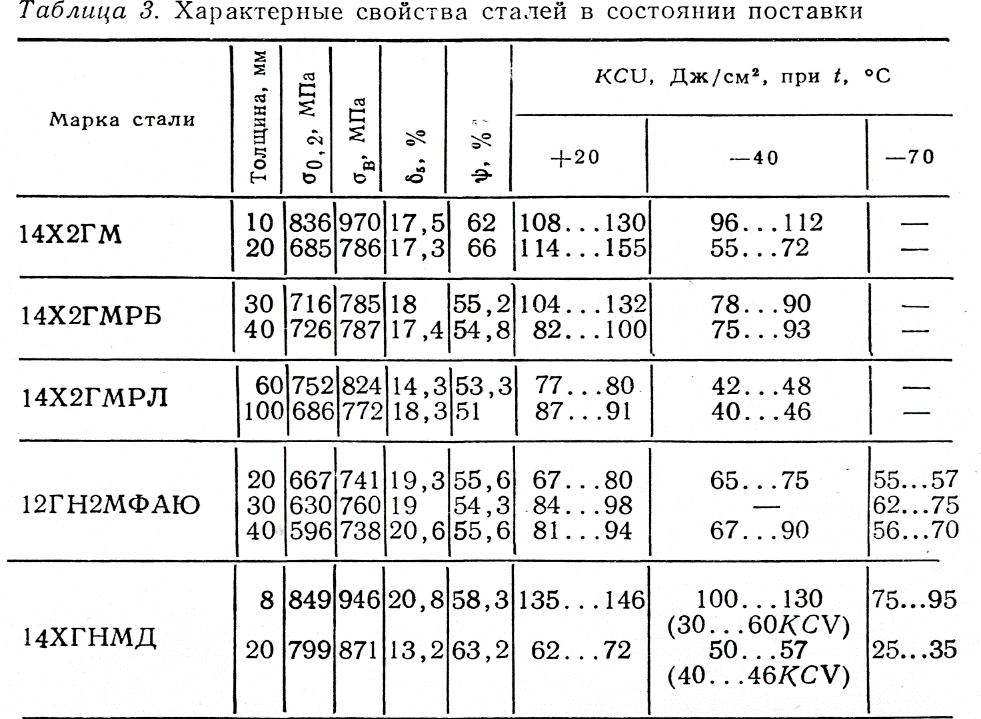 82 82 | 14.5 | 45 | 7730 | 611 | 458 |
| 500 | 1.72 | 14.85 | 39.9 | 7692 | 682 | 584 |
| 600 | 1.6 | 15.1 | 35.7 | 7653 | 770 | 734 |
| 700 | 15.2 | 32 | 7613 | 857 | 905 | |
| 800 | 12. 05 05 | 29 | 7582 | 875 | 1081 | |
| 900 | 14.08 | 27 | 7594 | 795 | 1130 | |
| 1000 | 12.6 | 666 | ||||
| 1100 | 14.4 | 668 | ||||
| T | E 10– 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь 10.
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Зарубежные аналоги материала сталь 10
Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Швейцария | |||||||||||||||||||||||||||||||||||||||||
| – | DIN,WNr | JIS | AFNOR | BS | EN | UNI | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | SNV | |||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
 A
A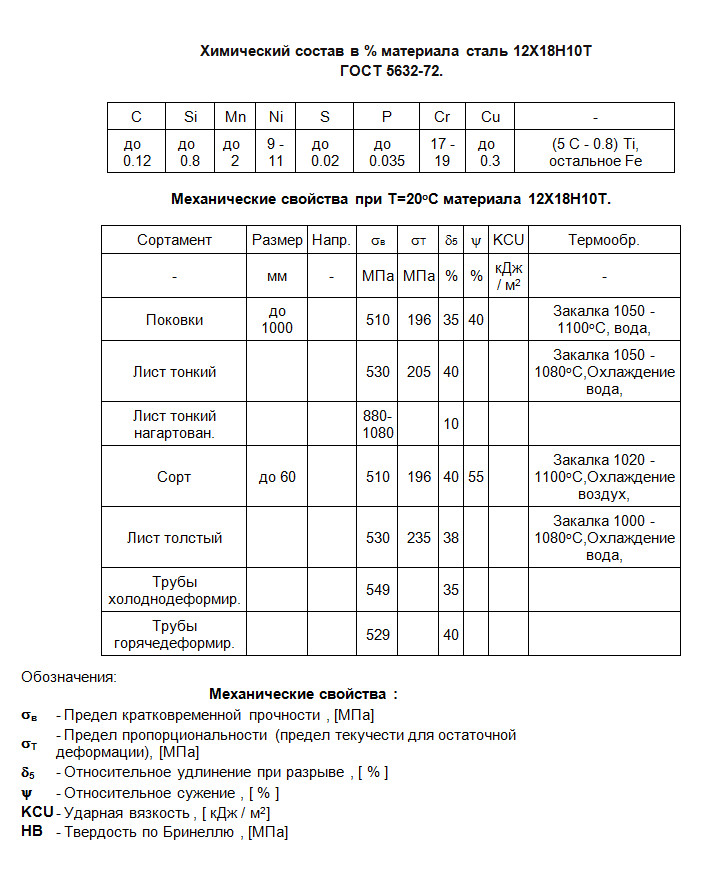 1121
1121Обозначения:
| Механические свойства : | |
| sв | – Предел кратковременной прочности , [МПа] |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | – Относительное удлинение при разрыве , [ % ] |
| y | – Относительное сужение , [ % ] |
| KCU | – Ударная вязкость , [ кДж / м2] |
| HB | – Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | – Температура, при которой получены данные свойства , [Град] |
| E | – Модуль упругости первого рода , [МПа] |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | – Плотность материала , [кг/м3] |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] |
| R | – Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град.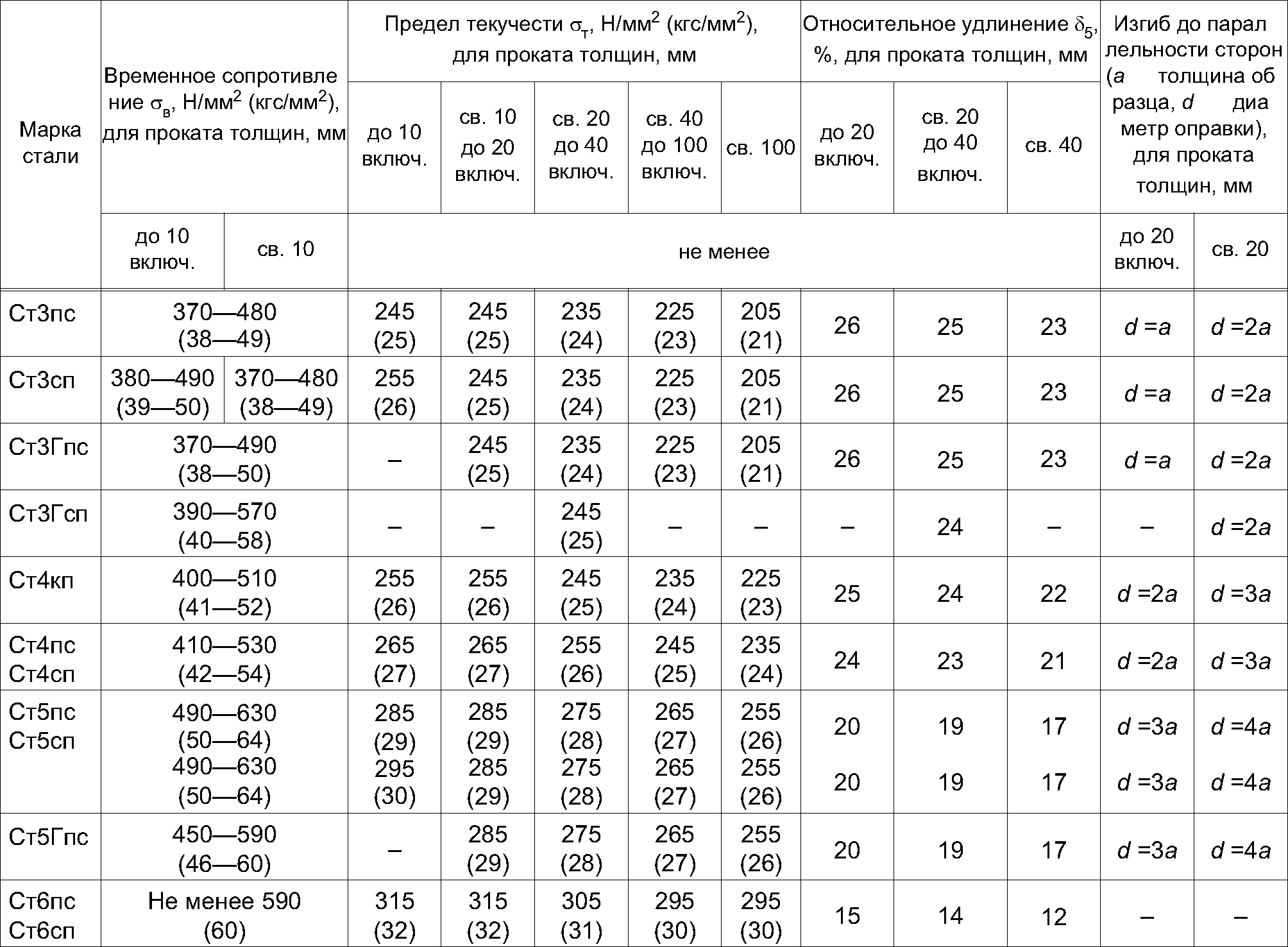 и последующей термообработке и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Марочник стали и сплавов
Доска объявлений | Сталь 10 – характеристика, химический состав, свойства, твердостьСталь 10Общие сведения
Химический состав
Механические свойстваМеханические свойства
Механические свойства при повышенных температурах
Технологические свойства
Температура критических точек
Ударная вязкостьУдарная вязкость, KCU, Дж/см2
Предел выносливости
ПрокаливаемостьТвердость для полос прокаливания, HRCэ
[ Назад ] | ||||||||||
 Калиброванный пруток ГОСТ 10702-78, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 10702-78, ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Лист тонкий ГОСТ 16523-70. Лента ГОСТ 6009-74, ГОСТ 10234-77. Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70. Проволока ГОСТ 17305-71, ГОСТ 5663-79. Трубы ГОСТ 8731-87, ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-74, ГОСТ 10705-80, ГОСТ 10704-76, ГОСТ 1060-83, ГОСТ 5654-86, ГОСТ 550-75.
Калиброванный пруток ГОСТ 10702-78, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 10702-78, ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Лист тонкий ГОСТ 16523-70. Лента ГОСТ 6009-74, ГОСТ 10234-77. Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70. Проволока ГОСТ 17305-71, ГОСТ 5663-79. Трубы ГОСТ 8731-87, ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-74, ГОСТ 10705-80, ГОСТ 10704-76, ГОСТ 1060-83, ГОСТ 5654-86, ГОСТ 550-75. 17-0.37
17-0.37 Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух.
Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух.  Охлаждение на воздухе.
Охлаждение на воздухе.
Сталь 10: характеристики, состав, аналоги, расшифровка
В разных отраслях промышленности требуются изделия, выполненные из металла с повышенной поверхностной твердостью и пластичностью. Для этих целей широко используется конструкционная сталь 10, характеристики которой соответствуют предъявляемым условиям эксплуатации.
Химический состав
Основные характеристики стали 10 заданы его химическим составом. Для конструкционных сплавов характерно небольшое число легирующих добавок. Один из основных компонентов стали, углерод, содержится в небольшом количестве – 0,07-0,14%, что обеспечивает достаточную твердость и хорошую обрабатываемость металла.
Концентрации полезных технологических добавок составляют:
- кремния – 0,17-0,37%;
- марганца – 0,35-0,65%.
Известно, что кремний и марганец являются сильными раскислителями. Их совместное влияние обеспечивает:
- удаление из металла в процессе выплавки растворенного кислорода;
- увеличение прочности сплава без потери пластичности;
- снижение красноломкости, вызванной присутствием серы.
В соответствии с ГОСТом 1050-88, сталь 10 содержит малые количества других элементов:
- хрома – до 0,15%;
- никеля и меди – по 0,3%.
Эти элементы добавляют стали прочности и коррозионной стойкости. Однако их примеси в количественном отношении незначительны, поэтому сплав нельзя отнести к категории нержавеющих.
Сера и фосфор относятся к трудноудаляемым примесям, попадающим в сплав из руды или чугуна. Они ухудшают качественные характеристики металла, поэтому их содержание стараются минимизировать. В данном сплаве они не превышают 0,035-0,040%.
Расшифровка марки и ее аналоги
При расшифровке марки стали 10 цифры указывают на массовую долю углерода в составе – 0,1%, что свидетельствует о незначительности остальных примесей. На рынок продукция поступает, согласно ГОСТам, в виде:
- сортового проката; уголка и квадрата;
- швеллера;
- балок и кругов;
- калиброванного прутка;
- полос и лент;
- листов разной толщины горячей и холодной обработки;
- шестигранников и проволоки; серебрянки; труб термообработанных.
Из отечественных заменителей сплава можно отметить 08, 08КП и 15.
Аналоги стали 10 есть также во многих странах:
- С1010, М1012 – в США;
- 040А10, 045М10, CFS3 – Великобритании;
- 10305, С10Е – Германии;
- AF34, XC10 – Франции;
- F.1511 – Испании;
- 1С10, С14 – Италии;
- S10C, SWMR – Японии;
- С10 – Швейцарии.
Технические свойства
Физические и механические свойства стали 10 соответствуют ее назначению:
- плотность – 7856 кг/м3;
- модуль упругости – 206 МПа;
- коэф. линейного расширения – 12,4*106 1/К;
- удельная теплоемкость – 466 Дж/кг*К;
- ударная вязкость – 235 МПа;
- твердость стали НВ 10-1 – 143 МПа;
- условный предел текучести – 260 МПа;
- временное сопротивление разрыву – 420 МПа;
- относительное удлинение после разрыва – 32%;
- относительное сжатие – 69%;
- коэф. теплопроводности при 1000 С – 58 Вт/м*К;
- удельное электросопротивление – 190 Ом*м;
- температура ковки – от 1300 до 700 градусов.
Не менее привлекательны технологические свойства сплава:
- сварные швы отличаются высокой прочностью и не требуют предварительной или заключительной термической обработки;
- определенная коррозионная стойкость расширяет сферу применения металла, однако поверхность изделий требует защитного покрытия;
- благодаря хорошей пластичности сталь применима для производства изделий методом холодной штамповки;
- предел выносливости металла достаточно высок для изготовления деталей, предназначенных для длительной эксплуатации;
- металл легко поддается резке на станках или ручным инструментом;
- не обладает флокеночувствительностью и отпускной хрупкостью.
Термическая обработка
Для улучшения технических свойств стали 10 применяется термическая обработка. В результате закалки повышается поверхностная твердость стали, которая сопровождается более высокой пластичностью внутренней структуры. Для предотвращения хрупкости из-за внутренних напряжений используется отпуск с воздушным или масляным охлаждением. Для того чтобы процесс охлаждения сделать более равномерным и предотвратить структурные трещины, наиболее предпочтительным является охлаждение в масляной ванне.
Хорошо зарекомендовал себя метод ММТО (многократная механико-термическая обработка). Метод состоит из нескольких этапов деформации и последующего старения металла и позволяет в итоге:
- уменьшить скорость ползучести при 400 градусах в несколько раз;
- повысить предел текучести в 2,5 раза;
- предел прочности – на 65-70%;
- предел упругости – на 60%.
Процесс отжига в температурном интервале 300-500 градусов после трехкратной деформации приводит к более полной стабилизации внутренней структуры и повышает устойчивость к кратковременным и длительным нагрузкам.
Преимущества и недостатки
Востребованность марки стали 10 на мировом рынке обусловлена ее преимущественными особенностями:
- высокая поверхностная твердость и сопротивляемость износу позволяют изготавливать из сплава ответственные детали с длительным сроком работы;
- благодаря хорошей обрабатываемости металл можно резать ручным инструментом;
- показатель пластичности позволяет использовать сталь для производства штампованных изделий;
- металл поддается сварке любым способом без дополнительных манипуляций;
- одним из достоинств стали является отсутствие флокеночувствительности;
- важное преимущество, расширяющее сферу применения металла – доступная стоимость.
Основной недостаток сплава – его низкая теплостойкость. При нагревании снижается поверхностная твердость и износостойкость изделий. Это свойство не позволяет использовать металл для производства деталей, подвергающихся активному трению.
Область применения
Эксплуатационные характеристики стали обеспечили ей широкое применение во многих сферах народного хозяйства. Высокая поверхностная твердость и пластичность сердцевины делают материал незаменимым для производства:
- валов и барабанов;
- шестерен и осей;
- дисков и колец;
- шкивов и втулок.
Сплав используется для создания деталей, способных выдерживать широкий диапазон температур эксплуатации – от -40 до +450 градусов:
- втулок и стержней;
- клапанных пластин компрессоров;
- конвейерных лент;
- крепежных деталей;
- сварных изделий;
- трубопроводов;
- котлов высокого давления;
- инструмента, работающего без разогрева рабочей кромки;
- электрических нагревателей.
Способность к обработке резанием используется в машиностроении, где распространены фрезеровальные или токарные станки. Поэтому термообработка деталей производится уже после точения.
компания Металлинвест в Нижнем Новгороде
Характеристика материала 10Г2С1Д| Марка: | 10Г2С1Д |
| Классификация: | Сталь конструкционная низколегированная для сварных конструкций |
| Применение: | для сварных конструкций |
Химический состав в % материала 10Г2С1Д.
| C | Si | Mn | Ni | Cr | Cu |
| до 0.12 | 0.8-1.1 | 1.3-1.65 | до 0.3 | до 0.3 | 0.15-0.3 |
Механические свойства при Т=20oС материала 10Г2С1Д.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| – | мм | – | МПа | МПа | % | % | кДж / м2 | – |
| Прокат | 4 | 500 | 21 | |||||
| Лист | 5-9 | 500 | 350 | 21 | 650 |
Технологические свойства материала 10Г2С1Д.
| Свариваемость: | без ограничений. |
Обозначения:
| Механические свойства: | ||
| sв | – Предел кратковременной прочности, [МПа] | |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | – Относительное удлинение при разрыве, [ % ] | |
| y | – Относительное сужение, [ % ] | |
| KCU | – Ударная вязкость, [ кДж / м2] | |
| HB | – Твердость по Бринеллю | |
| Свариваемость: | |
| без ограничений | – сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг |
Сталь 10Х17Н13М2Т: применение, характеристики, состав, свойства
Сталь 10Х17Н13М2Т – это нержавеющий сплав с повышенной стойкостью к температурным перепадам и различным внешним воздействиям (в том числе, агрессивных химических сред). Высокие эксплуатационные свойства материала и длительный срок службы сделали эту марки стали универсальным решением, подходящим для многоцелевого применения в различных отраслях промышленности и быта.
Расшифровка 10Х17Н13М2Т, химсостав и основные свойства сплава
Основные характеристики стали 10Х17Н13М2Т:
- Плотность металла составляет 7900 кг/м3 при температуре 20 градусов Цельсия (при увеличении температуры этот показатель падает вплоть до 7620 кг/м3 при нагреве сплава до 700 градусов).
- Твердость 10Х17Н13М2Т находится в пределах 200 МПа
- Предел текучести сплава – от 196 до 235 МПа (в зависимости от типа проката и технологии его получения).
- Сталь имеет допускаемое напряжение при деформации на разрыв в пределах 510-530 МПа, что говорит о ее повышенной механической прочности.
В буквенно-цифровом обозначении марки сплава зашифрованы основные элементы, входящие в состав материала, а также их усредненное процентное содержание. Расшифровка 10Х17Н13М2Т показывает следующее:
- 10 – процентное содержание углерода не выше 0.1%.
- Х17 – в сплаве содержится около 17% хрома.
- Н13 – количество никеля составляет примерно 13%.
- М2 – в сплаве есть около 2% молибдена.
- Т – в составе материала присутствует около 1% титана.
Химический состав 10Х17Н13М2Т непосредственно влияет на эксплуатационно-технические свойства сплава. Большое количество хрома позволяет отнести эту сталь к категории «пищевых», а также придает поверхности зеркальный блеск. Наличие никеля в высокой концентрации придает материалу антикоррозионные качества (включая и места сварки, где может проявиться межкристаллитная коррозия). Небольшая примесь титана существенно улучшает механическую прочность сплава.
Химсостав сплава и все его технические характеристики регламентируются профильным ГОСТ 5632.
Применение 10Х17Н13М2Т и зарубежные аналоги сплава
Благодаря своим повышенным эксплуатационным качествам, нержавейка 10Х17Н13М2Т получила широкое применение в различных отраслях – от химической промышленности и нефтедобычи, до машиностроения и сельского хозяйства. Среди ключевых преимуществ сплава по сравнению с другими нержавеющими марками стали стоит выделить высокую химическую стойкость, что позволяет использовать материал в прямом контакте с кипящими кислотами (серная, фосфорная и 10%-уксусная). Также материал показывает высокую стойкость и длительный срок службы при температуре +600 градусов Цельсия.
Из сплава изготавливают трубопроводы различного назначения, отводы химического оборудования, емкости для хранения и перевозки кислот и других активных веществ, сварные конструкции, работающие при высоких температурах. Также из этой стали изготавливают медицинские инструменты и элементы оборудования, столовые приборы, посуду и кухонные аксессуары.
Наиболее известные и распространенные зарубежные аналоги 10Х17Н13М2Т:
- AISI 316 Ti (США).
- 321S12 (Англия).
- h27N13M2T (Польша).
- Z6NDT17-12 (Франция).
У нас вы можете купить нержавеющую сталь 10Х17Н13М2Т по лучшим ценам в регионе, а также заказать изготовление из этого сплава различных изделий по индивидуальным чертежам. Оформить заявку можно в телефонном режиме, созвонившись с нашими консультантами, или онлайн через меню на сайте.
Механические свойства стали 10Х17Н13М2Т ( стар. Х17Н13М2Т ЭИ448 )
Физические свойства стали 10Х17Н13М2Т ( стар. Х17Н13М2Т ЭИ448 )
Другие марки стали
Сталь 10пс: характеристики, свойства, аналоги
Сталь марки 10пс – качественная конструкционная углеродистая сталь, выпускаемая с химическим составом по ДСТУ 7809 / ГОСТ 1050.
Классификация : Качественная конструкционная углеродистая сталь.
Продукция : Листы и листы стальные, включая фасонные, кованые изделия и полуфабрикаты.
Химический состав стали марки 10пс по данным ковшевого анализа,%
| С | Si | млн | Ni | ю | пол. | Кр | Cu |
| 0,07 – 0,14 | 0,05-0.17 | 0,32 – 0,40 | ≤0,30 | ≤0,040 | ≤0,035 | ≤0,15 | ≤0,20 |
Механические свойства стали марки 10пс по ДСТУ 2834 / ГОСТ 16523
| Класс прочности | Предел прочности, Н / мм2 | Относительное удлинение,% (не менее) | |||
| Сталь горячекатаная | Сталь холоднокатаная | ||||
| до 2 мм включительно | Более 2 мм | до 2 мм включительно | Более 2 мм | ||
| К270В | 270-410 | 24 | 26 | 25 | 28 |
Аналоги стали марки 10пс
| США | 1010, 1110, G10100, G10120 |
| Болгария | 10 шт. |
Приложение:
Из стали марки 10пс изготавливают детали, эксплуатируемые при температурах до 450 ° С – люверсы, винты, шайбы и другие детали, требующие высокой пластичности.
Сварка
Нет ограничений по сварке, за исключением деталей, подвергнутых термохимической обработке. Методы сварки: ручная дуговая сварка металлом, сварка под флюсом, контактная сварка сопротивлением.
Характеристики нержавеющей стали: марки, свойства и применение
Нержавеющая сталь – это название семейства сплавов на основе железа, известных своей коррозионной и жаростойкостью. Одной из основных характеристик нержавеющей стали является минимальное содержание хрома 10.5%, что придает ей более высокую стойкость к коррозии по сравнению с другими типами сталей. Как и другие стали, нержавеющая сталь состоит в основном из железа и углерода, но с добавлением нескольких других легирующих элементов, наиболее заметным из которых является хром. Другими распространенными сплавами нержавеющей стали являются никель, магний, молибден и азот.
Каковы свойства нержавеющей стали?
Нержавеющая сталь обладает многими желательными свойствами, которые в значительной степени способствуют ее широкому применению при изготовлении деталей и компонентов во многих отраслях промышленности.Прежде всего, благодаря содержанию хрома он чрезвычайно устойчив к коррозии. Минимальное содержание 10,5% делает сталь примерно в 200 раз более устойчивой к коррозии, чем сталь без хрома. Другими благоприятными свойствами для потребителей являются его высокая прочность и долговечность, устойчивость к высоким и низким температурам, повышенная формуемость и простота изготовления, низкие эксплуатационные расходы, долговечность, привлекательный внешний вид, а также экологичность и пригодность для вторичной переработки. После того, как нержавеющая сталь будет введена в эксплуатацию, ее не нужно обрабатывать, покрывать или красить.
- Коррозионностойкий
- Высокая прочность на разрыв
- Очень прочный
- Термостойкость
- Простота формования и изготовления
- Низкие эксплуатационные расходы (длительный срок службы)
- Привлекательный внешний вид
- Экологически чистый (пригоден для вторичной переработки)
Система сортировки нержавеющей стали
Существует множество систем числовой классификации нержавеющей стали, определяемых в соответствии с их составом, физическими свойствами и областями применения.Каждый тип нержавеющей стали классифицируется по серийному номеру, а затем ему присваивается числовой класс. Самыми популярными номерами серий являются 200, 300, 400, 600 и 2000. Наиболее распространены марки 304 и 316, которые состоят из аустенитных хромоникелевых сплавов. Нержавеющая сталь для столовых приборов входит в серию 400, которая производится на основе ферритных и мартенситных хромовых сплавов. Тип 420 известен как хирургическая сталь, а тип 440 известен как сталь для лезвий бритвы.
Для получения дополнительной информации см. Нашу страницу о типах нержавеющей стали.
Классификация нержавеющей стали
Семейство нержавеющих сталей в первую очередь подразделяется на четыре основные категории на основе их кристаллической микроструктуры.
ФерритныйФерритная сталь – это нержавеющая сталь класса 400, известная своим высоким содержанием хрома, которое может составлять от 10,5% до 27%. Они также обладают магнитными свойствами, обладают хорошей пластичностью, стабильностью при растяжении и устойчивостью к коррозии, термической усталости и коррозионному растрескиванию под напряжением.
Применение ферритной нержавеющей стали
Типичные области применения ферритных нержавеющих сталей включают автомобильные компоненты и детали, нефтехимическую промышленность, теплообменники, печи и товары длительного пользования, такие как бытовые приборы и пищевое оборудование.
АустенитныйПожалуй, самая распространенная категория нержавеющей стали, аустенитная сталь с высоким содержанием хрома, с различным содержанием никеля, марганца, азота и некоторого количества углерода. Аустенитные стали делятся на подкатегории серии 300 и серии 200, которые определяются используемыми сплавами.Аустенитная структура серии 300 отличается добавлением никеля. В серии 200 в основном используются марганец и азот. Марка 304 – самая распространенная нержавеющая сталь.
Применение аустенитной нержавеющей стали
Иногда его называют 18/8 из-за 18% хрома и 8% никеля, он используется в кухонном оборудовании, столовых приборах, пищевом оборудовании и конструктивных элементах в автомобильной и авиакосмической промышленности. Марка 316 – еще одна распространенная нержавеющая сталь.Он используется в производстве широкого спектра продуктов, таких как оборудование для приготовления пищи, лабораторные столы, медицинское и хирургическое оборудование, оборудование для лодок, фармацевтическое, текстильное и химическое оборудование.
Подробнее о нержавеющей стали 304 и 316
МартенситныйМартенситные нержавеющие стали относятся к серии нержавеющих сталей класса 400. Они имеют от низкого до высокого содержания углерода и содержат от 12% до 15% хрома и до 1% молибдена.Он используется, когда требуется устойчивость к коррозии и / или окислению наряду с высокой прочностью при низких температурах или сопротивлением ползучести при повышенных температурах. Мартенситные стали также магнитны и обладают относительно высокой пластичностью и вязкостью, что облегчает их формование.
Применения мартенситной нержавеющей стали
Области применения мартенситных нержавеющих сталей включают широкий спектр деталей и компонентов, от лопаток компрессора и деталей турбин, кухонной утвари, болтов, гаек и винтов, деталей насосов и клапанов, стоматологических и хирургических инструментов до электродвигателей, насосов, клапанов, машин. детали, острые хирургические инструменты, столовые приборы, лезвия ножей и другие ручные режущие инструменты.
ДуплексКак следует из названия, дуплексные нержавеющие стали обладают смешанной микроструктурой из феррита и аустенита. Содержание хрома и молибдена высокое, от 22% до 25% и до 5%, соответственно, с очень низким содержанием никеля. Дуплексная структура придает нержавеющей стали множество желаемых свойств. Во-первых, он предлагает вдвое большую прочность, чем обычные аустенитные или ферритные нержавеющие стали, с превосходной коррозионной стойкостью и ударной вязкостью.
Применение дуплексной нержавеющей стали
Обозначенная в серии марок 2000, дуплексная нержавеющая сталь идеально подходит для применения в сложных условиях, таких как химическая, нефтегазовая промышленность и оборудование, морские суда, среда с высоким содержанием хлоридов, целлюлозно-бумажная промышленность, грузовые танки для судов и грузовиков, а также биотопливные установки, емкости для хранения хлоридов или сосуды под давлением, транспорт, теплообменные трубы, строительство, пищевая промышленность, опреснительные установки и компоненты для систем FGD.
Свойства стального материала – SteelConstruction.info
Свойства конструкционной стали зависят как от ее химического состава, так и от метода производства, включая обработку во время изготовления. Стандарты продукции определяют пределы для состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций. В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов.Спецификация металлоконструкций рассматривается в отдельной статье.
Схематическая диаграмма напряжения / деформации для стали
[вверх] Свойства материала, необходимые для конструкции
Свойства, которые необходимо учитывать проектировщикам при выборе изделий из стальных конструкций:
Для проектирования механические свойства основаны на минимальных значениях, указанных в соответствующем стандарте на продукцию.Свариваемость определяется химическим составом сплава, который регулируется стандартами на продукцию. Долговечность зависит от конкретного типа сплава – обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх] Факторы, влияющие на механические свойства
Стальприобретает свои механические свойства благодаря сочетанию химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали.Прочность стали можно повысить, добавив такие сплавы, как марганец, ниобий и ванадий. Однако эти добавки в сплав также могут отрицательно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму уровня серы может повысить пластичность, а ударную вязкость можно улучшить добавлением никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также вызывают различную реакцию, когда материал подвергается термообработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинации термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка осуществляется во время прокатки или формовки стали. Чем больше прокатывается стали, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, указывают на снижение предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется с помощью различных технологических процессов, которые могут быть использованы при производстве стали, основными из которых являются:
- Сталь после прокатки
- Сталь нормализованная
- Сталь нормализованный прокат
- Сталь термомеханически прокатанная (TMR)
- Закаленная и отпущенная (Q&T) сталь.
Сталь охлаждается во время прокатки, при этом типичная температура окончательной прокатки составляет около 750 ° C.Сталь, которой затем дают остыть естественным путем, называется материалом «после прокатки». Нормализация происходит, когда прокатанный материал снова нагревают примерно до 900 ° C и выдерживают при этой температуре в течение определенного времени, прежде чем дать ему возможность естественным образом остыть. Этот процесс уменьшает размер зерна и улучшает механические свойства, в частности, ударную вязкость. Нормализованная прокатка – это процесс, при котором после завершения прокатки температура превышает 900 ° C. Это имеет такое же влияние на свойства, как и нормализация, но исключает дополнительный процесс повторного нагрева материала.Нормализованные и нормализованные прокатные стали имеют обозначение “N”.
Использование высокопрочной стали может уменьшить необходимый объем стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязких трещин. Следовательно, стали с более высокой прочностью требуют улучшенной ударной вязкости и пластичности, которые могут быть достигнуты только с использованием низкоуглеродистых чистых сталей и за счет максимального измельчения зерна. Реализация процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханическая прокатка в стали использует особый химический состав стали, что позволяет снизить конечную температуру прокатки примерно до 700 ° C. Для прокатки стали при таких более низких температурах требуется большее усилие, и свойства сохраняются, если повторно не нагреть сталь выше 650 ° C. Сталь, подвергнутая термомеханическому прокату, имеет маркировку «М».
Процесс обработки закаленной и отпущенной стали начинается с нормализованного материала при температуре 900 ° C. Он быстро охлаждается или «закаливается» для получения стали с высокой прочностью и твердостью, но с низкой вязкостью.Прочность восстанавливается повторным нагревом до 600 ° C, поддержанием температуры в течение определенного времени, а затем естественным охлаждением (темперирование). Закаленная и отпущенная сталь обозначается буквой Q.
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Его часто используют в сочетании с отпуском, который представляет собой термообработку на второй стадии до температур ниже диапазона аустенизации. Эффект отпуска заключается в смягчении ранее затвердевших структур и их повышении прочности и пластичности.
Схематический график температуры / времени процессов прокатки
[наверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое может понадобиться проектировщику, поскольку это основа, используемая для большинства правил, приведенных в нормах проектирования. В европейских стандартах для конструкционных углеродистых сталей (включая погодостойкую сталь) основное обозначение относится к пределу текучести, т.е.грамм. Сталь S355 – это конструкционная сталь с указанным минимальным пределом текучести 355 Н / мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности на разрыв (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх] Горячекатаный прокат
Для горячекатаных углеродистых сталей цифра в обозначении представляет собой значение предела текучести для материала толщиной до 16 мм. Разработчики должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый материал, и обработка увеличивает прочность).Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальный предел текучести и минимальный предел прочности на растяжение показаны в таблице ниже для сталей в соответствии с BS EN 10025-2 [1] .
| Марка | Предел текучести (Н / мм 2 ) для номинальной толщины t (мм) | Прочность на разрыв (Н / мм 2 ) для номинальной толщины t (мм) | ||||
|---|---|---|---|---|---|---|
| t ≤ 16 | 16 | 40 | 63 | 3 | 100 | |
| S275 | 275 | 265 | 255 | 245 | 410 | 400 |
| S355 | 355 | 345 | 335 | 325 | 470 | 450 |
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для конкретной толщины в качестве номинального (характеристического) предела текучести f y и минимального значения прочности на растяжение прочность f u использовать как номинальный (характеристический) предел прочности.
Подобные значения приведены для других марок в других частях BS EN 10025 и для полых профилей в соответствии с BS EN 10210-1 [3] .
[вверх] Холодногнутые стали
Существует широкий ассортимент марок стали для полосовой стали, пригодной для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 [4] .
BS EN 1993-1-3 [5] содержит в таблице значения базового предела текучести f yb и предела прочности на растяжение f u , которые должны использоваться в качестве характерных значений при проектировании.
[вверх] Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1.4401 для типичной аустенитной стали), а не системой обозначений «S» для углеродистых сталей. Зависимость напряжение-деформация не имеет четкого различия между пределом текучести, и «предел текучести» нержавеющей стали для нержавеющей стали обычно указывается в терминах предела текучести, определенного для конкретной смещенной постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей составляет от 170 до 450 Н / мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит в таблице номинальные (характеристические) значения предела текучести f y и минимального предела прочности на растяжение f u для сталей согласно BS EN 10088-1 [7] для использование в дизайне.
[вверх] Прочность
Образец для испытаний на удар с V-образным надрезом
Все материалы имеют недостатки. В стали эти дефекты проявляются в виде очень мелких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и привести к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с увеличением толщины, растягивающего напряжения, концентраторов напряжений и при более низких температурах.Вязкость стали и ее способность противостоять хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на удар по Шарпи с V-образным надрезом – см. Изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при заданной температуре одним ударом маятника.
В различных стандартах на продукцию указываются минимальные значения энергии удара для различных классов прочности каждого класса прочности.Для нелегированных конструкционных сталей основными обозначениями марок стали JR, J0, J2 и K2. Для мелкозернистых сталей, закаленных и отпущенных сталей (которые обычно более жесткие, с более высокой энергией удара) используются разные обозначения. Сводка обозначений ударной вязкости приведена в таблице ниже.
| Стандартный | Земляное полотно | Ударная вязкость | Температура испытания |
|---|---|---|---|
| BS EN 10025-2 [1] BS EN 10210-1 [3] | JR | 27J | 20 o С |
| J0 | 27J | 0 o С | |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| BS EN 10025-3 [8] | N | 40J | -20 o с |
| NL | 27J | -50 o с | |
| BS EN 10025-4 [9] | M | 40J | -20 o с |
| мл | 27J | -50 o с | |
| BS EN 10025-5 [10] | J0 | 27J | 0 o С |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| J4 | 27J | -40 o С | |
| J5 | 27J | -50 o С | |
| BS EN 10025-6 [11] | Q | 30J | -20 o с |
| QL | 30J | -40 o с | |
| QL1 | 30J | -60 o с |
Для тонкостенных сталей, предназначенных для холодной штамповки, требования к энергии удара для материалов толщиной менее 6 мм не предъявляются.
Выбор подходящего подкласса для обеспечения соответствующей прочности в расчетных ситуациях приведен в BS EN 1993‑1‑10 [12] и связанном с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжений и т. Д. С «предельной толщиной» для каждого подкласса стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору подходящего подкласса дано в ED007.
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование в зданиях, где усталость играет второстепенную роль, является чрезвычайно безопасным.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является предметом рассмотрения при проектировании. Эти новые пределы были получены с использованием того же подхода, что и правила проектирования Еврокода, но существенно снижают рост трещин из-за усталости. Используется слово «уменьшить», поскольку предполагать, что никакого роста вообще нет, означало бы полностью устранить эффект утомления. Допускается некоторая усталость (20 000 циклов) на основании ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции – в действительности, может иметь место некоторая ограниченная цикличность нагрузки, но это обычно не рассматривается – подход к проектированию состоит в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины за период до 20 000 циклов. Эксперты из Ахенского университета (которые участвовали в разработке Еврокода) дали это важнейшее выражение.
Дополнительная информация доступна в технической статье в сентябрьском выпуске журнала NSC за 2017 год.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . BS EN 1993-1-4 [6] утверждает, что аустенитные и дуплексные стали достаточно вязкие и не подвержены хрупкому разрушению при рабочих температурах до -40 ° C.
[вверху] Пластичность
Пластичность – это мера степени, в которой материал может деформироваться или растягиваться между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже.Конструктор полагается на пластичность для ряда аспектов проектирования, включая перераспределение напряжений в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостной трещины и в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому проектные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряжение – деформация стали
[вверх] Свариваемость
Приваривание ребер жесткости к большой сборной балке
(Изображение любезно предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное плавление стали, которая впоследствии остывает.Охлаждение может быть довольно быстрым, потому что окружающий материал, например балка обеспечивает большой «теплоотвод», а сварной шов (и вводимое тепло) обычно относительно невелик. Это может привести к упрочнению «зоны термического влияния» (HAZ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эту восприимчивость можно выразить как «эквивалентное значение углерода» (CEV), и различные стандарты продукции для углеродистой стали содержат выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные пределы для CEV для всех покрываемых конструкционных стальных изделий, и это простая задача для тех, кто контролирует сварку, – гарантировать, что используемые спецификации процедуры сварки соответствуют соответствующей марке стали и CEV.
[вверх] Прочие механические свойства стали
Другие важные для проектировщика механические свойства конструкционной стали включают:
- Модуль упругости, E = 210 000 Н / мм²
- Модуль сдвига, G = E / [2 (1 + ν )] Н / мм², часто принимается равным 81 000 Н / мм²
- коэффициент Пуассона, ν = 0.3
- Коэффициент теплового расширения, α = 12 x 10 -6 / ° C (в диапазоне температур окружающей среды).
[вверх] Прочность
Нанесение защиты от коррозии на месте
(Изображение любезно предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве.Исключением является погодостойкая сталь.
Наиболее распространенными способами защиты конструкционной стали от коррозии являются окраска или гальваника. Требуемый тип и степень защиты покрытия зависит от степени воздействия, местоположения, расчетного срока службы и т. Д. Во многих случаях во внутренних сухих условиях не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[вверху] Погодостойкая сталь
Погодоустойчивая сталь – это высокопрочная низколегированная сталь, которая противостоит коррозии, образуя прилипшую защитную «патину» от ржавчины, которая препятствует дальнейшей коррозии.Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[вверху] Нержавеющая сталь
Типичные кривые напряжение-деформация для нержавеющей и углеродистой стали в отожженном состоянии
Нержавеющая сталь – это материал с высокой коррозионной стойкостью, который можно использовать в конструкционных целях, особенно там, где требуется высококачественная обработка поверхности.Подходящие классы воздействия в типичных условиях окружающей среды приведены ниже.
Поведение нержавеющих сталей при растяжении отличается от углеродистых сталей по ряду аспектов. Наиболее важное различие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлую реакцию без четко определенного предела текучести. Следовательно, предел текучести нержавеющей стали обычно определяется для конкретной остаточной деформации смещения (обычно 0.2% деформации), как показано на рисунке справа, на котором показаны типичные экспериментальные кривые напряжение-деформация для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут быть поставлены, и не должны использоваться при проектировании.
| Описание | Марка | Минимум 0.Предел текучести 2% (Н / мм 2 ) | Предел прочности на разрыв (Н / мм 2 ) | Относительное удлинение при разрыве (%) |
|---|---|---|---|---|
| Основные хромоникелевые аустенитные стали | 1,4301 | 210 | 520–720 | 45 |
| 1.4307 | 200 | 500–700 | 45 | |
| Молибден-хромникелевые аустенитные стали | 1.4401 | 220 | 520–670 | 45 |
| 1.4404 | 220 | 520–670 | 45 | |
| Дуплексные стали | 1,4162 | 450 | 650–850 | 30 |
| 1.4462 | 460 | 640–840 | 25 |
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17% выше.
| BS EN ISO 9223 [16] Класс атмосферной коррозии | Типичная внешняя среда | Подходящая нержавеющая сталь |
|---|---|---|
| C1 (Очень низкий) | Пустыни и арктические районы (очень низкая влажность) | 1.4301 / 1.4307, 1.4162 |
| C2 (Низкий) | Засушливые или слабозагрязненные (сельские районы) | 1.4301 / 1.4307, 1.4162 |
| C3 (средний) | Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением | 1.4401 / 1.4404, 1.4162 (1.4301 / 1.4307) |
| C4 (высокий) | Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными солевыми отложениями Дорожная среда с солями для защиты от обледенения | 1.4462, (1.4401 / 1.4404), другие более высоколегированные дуплексы или аустенитные материалы |
| C5 (Очень высокий) | Сильно загрязненная промышленная среда с высокой влажностью Морская среда с высокой степенью солевых отложений и брызг | 1.4462, другие более высоколегированные дуплексы или аустенитные материалы |
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но это может быть неэффективным с точки зрения затрат. Материалы в скобках могут быть рассмотрены, если допустима умеренная коррозия. Накопление коррозионных загрязнителей и хлоридов будет выше в защищенных местах; следовательно, может потребоваться выбрать рекомендуемый сорт из следующего более высокого класса коррозии.
[вверх] Список литературы
- ↑ 1.0 1,1 1,2 BS EN 10025-2: 2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей, BSI.
- ↑ NA + A1: 2014 к BS EN 1993-1-1: 2005 + A1: 2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие правила и правила для зданий, BSI
- ↑ 3,0 3,1 BS EN 10210-1: 2006 Конструкционные полые профили горячей обработки из нелегированных и мелкозернистых сталей. Технические требования к доставке, BSI.
- ↑ BS EN 10346: 2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. BSI
- ↑ BS EN 1993-1-3: 2006 Еврокод 3: Проектирование стальных конструкций. Общие правила – Дополнительные правила для холодногнутых профилей и листов, BSI.
- ↑ 6,0 6,1 BS EN 1993-1-4: 2006 + A1: 2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
- ↑ BS EN 10088-1: 2014 Нержавеющие стали.Список нержавеющих сталей, BSI
- ↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3: Технические условия поставки нормализованных / нормализованных прокатных свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4: Технические условия поставки термомеханического проката свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-5: 2019, Горячекатаный прокат из конструкционных сталей, Часть 5: Технические условия поставки для конструкционных сталей с повышенной стойкостью к атмосферной коррозии, BSI
- ↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6: Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
- ↑ BS EN 1993-1-10: 2005 Еврокод 3.Проектирование металлоконструкций. Вязкость материала и свойства по толщине, BSI.
- ↑ NA к BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. BSI
- ↑ PD 6695-1-10: 2009 Рекомендации по проектированию конструкций согласно BS EN 1993-1-10. BSI
- ↑ 15,0 15,1 BS EN 10088-4: 2009 Нержавеющие стали. Технические условия поставки листов и полос из коррозионно-стойких сталей строительного назначения, BSI.
- ↑ BS EN ISO 9223: 2012 Коррозия металлов и сплавов, Коррозионная активность атмосферы, Классификация, определение и оценка. BSI
[вверх] Ресурсы
[вверх] См. Также
Свойства стального материала – SteelConstruction.info
Свойства конструкционной стали зависят как от ее химического состава, так и от метода производства, включая обработку во время изготовления. Стандарты продукции определяют пределы для состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций.В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация металлоконструкций рассматривается в отдельной статье.
Схематическая диаграмма напряжения / деформации для стали
[вверх] Свойства материала, необходимые для конструкции
Свойства, которые необходимо учитывать проектировщикам при выборе изделий из стальных конструкций:
Для проектирования механические свойства основаны на минимальных значениях, указанных в соответствующем стандарте на продукцию.Свариваемость определяется химическим составом сплава, который регулируется стандартами на продукцию. Долговечность зависит от конкретного типа сплава – обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх] Факторы, влияющие на механические свойства
Стальприобретает свои механические свойства благодаря сочетанию химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали.Прочность стали можно повысить, добавив такие сплавы, как марганец, ниобий и ванадий. Однако эти добавки в сплав также могут отрицательно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму уровня серы может повысить пластичность, а ударную вязкость можно улучшить добавлением никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также вызывают различную реакцию, когда материал подвергается термообработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинации термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка осуществляется во время прокатки или формовки стали. Чем больше прокатывается стали, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, указывают на снижение предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется с помощью различных технологических процессов, которые могут быть использованы при производстве стали, основными из которых являются:
- Сталь после прокатки
- Сталь нормализованная
- Сталь нормализованный прокат
- Сталь термомеханически прокатанная (TMR)
- Закаленная и отпущенная (Q&T) сталь.
Сталь охлаждается во время прокатки, при этом типичная температура окончательной прокатки составляет около 750 ° C.Сталь, которой затем дают остыть естественным путем, называется материалом «после прокатки». Нормализация происходит, когда прокатанный материал снова нагревают примерно до 900 ° C и выдерживают при этой температуре в течение определенного времени, прежде чем дать ему возможность естественным образом остыть. Этот процесс уменьшает размер зерна и улучшает механические свойства, в частности, ударную вязкость. Нормализованная прокатка – это процесс, при котором после завершения прокатки температура превышает 900 ° C. Это имеет такое же влияние на свойства, как и нормализация, но исключает дополнительный процесс повторного нагрева материала.Нормализованные и нормализованные прокатные стали имеют обозначение “N”.
Использование высокопрочной стали может уменьшить необходимый объем стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязких трещин. Следовательно, стали с более высокой прочностью требуют улучшенной ударной вязкости и пластичности, которые могут быть достигнуты только с использованием низкоуглеродистых чистых сталей и за счет максимального измельчения зерна. Реализация процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханическая прокатка в стали использует особый химический состав стали, что позволяет снизить конечную температуру прокатки примерно до 700 ° C. Для прокатки стали при таких более низких температурах требуется большее усилие, и свойства сохраняются, если повторно не нагреть сталь выше 650 ° C. Сталь, подвергнутая термомеханическому прокату, имеет маркировку «М».
Процесс обработки закаленной и отпущенной стали начинается с нормализованного материала при температуре 900 ° C. Он быстро охлаждается или «закаливается» для получения стали с высокой прочностью и твердостью, но с низкой вязкостью.Прочность восстанавливается повторным нагревом до 600 ° C, поддержанием температуры в течение определенного времени, а затем естественным охлаждением (темперирование). Закаленная и отпущенная сталь обозначается буквой Q.
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Его часто используют в сочетании с отпуском, который представляет собой термообработку на второй стадии до температур ниже диапазона аустенизации. Эффект отпуска заключается в смягчении ранее затвердевших структур и их повышении прочности и пластичности.
Схематический график температуры / времени процессов прокатки
[наверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое может понадобиться проектировщику, поскольку это основа, используемая для большинства правил, приведенных в нормах проектирования. В европейских стандартах для конструкционных углеродистых сталей (включая погодостойкую сталь) основное обозначение относится к пределу текучести, т.е.грамм. Сталь S355 – это конструкционная сталь с указанным минимальным пределом текучести 355 Н / мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности на разрыв (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх] Горячекатаный прокат
Для горячекатаных углеродистых сталей цифра в обозначении представляет собой значение предела текучести для материала толщиной до 16 мм. Разработчики должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый материал, и обработка увеличивает прочность).Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальный предел текучести и минимальный предел прочности на растяжение показаны в таблице ниже для сталей в соответствии с BS EN 10025-2 [1] .
| Марка | Предел текучести (Н / мм 2 ) для номинальной толщины t (мм) | Прочность на разрыв (Н / мм 2 ) для номинальной толщины t (мм) | ||||
|---|---|---|---|---|---|---|
| t ≤ 16 | 16 | 40 | 63 | 3 | 100 | |
| S275 | 275 | 265 | 255 | 245 | 410 | 400 |
| S355 | 355 | 345 | 335 | 325 | 470 | 450 |
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для конкретной толщины в качестве номинального (характеристического) предела текучести f y и минимального значения прочности на растяжение прочность f u использовать как номинальный (характеристический) предел прочности.
Подобные значения приведены для других марок в других частях BS EN 10025 и для полых профилей в соответствии с BS EN 10210-1 [3] .
[вверх] Холодногнутые стали
Существует широкий ассортимент марок стали для полосовой стали, пригодной для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 [4] .
BS EN 1993-1-3 [5] содержит в таблице значения базового предела текучести f yb и предела прочности на растяжение f u , которые должны использоваться в качестве характерных значений при проектировании.
[вверх] Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1.4401 для типичной аустенитной стали), а не системой обозначений «S» для углеродистых сталей. Зависимость напряжение-деформация не имеет четкого различия между пределом текучести, и «предел текучести» нержавеющей стали для нержавеющей стали обычно указывается в терминах предела текучести, определенного для конкретной смещенной постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей составляет от 170 до 450 Н / мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит в таблице номинальные (характеристические) значения предела текучести f y и минимального предела прочности на растяжение f u для сталей согласно BS EN 10088-1 [7] для использование в дизайне.
[вверх] Прочность
Образец для испытаний на удар с V-образным надрезом
Все материалы имеют недостатки. В стали эти дефекты проявляются в виде очень мелких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и привести к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с увеличением толщины, растягивающего напряжения, концентраторов напряжений и при более низких температурах.Вязкость стали и ее способность противостоять хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на удар по Шарпи с V-образным надрезом – см. Изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при заданной температуре одним ударом маятника.
В различных стандартах на продукцию указываются минимальные значения энергии удара для различных классов прочности каждого класса прочности.Для нелегированных конструкционных сталей основными обозначениями марок стали JR, J0, J2 и K2. Для мелкозернистых сталей, закаленных и отпущенных сталей (которые обычно более жесткие, с более высокой энергией удара) используются разные обозначения. Сводка обозначений ударной вязкости приведена в таблице ниже.
| Стандартный | Земляное полотно | Ударная вязкость | Температура испытания |
|---|---|---|---|
| BS EN 10025-2 [1] BS EN 10210-1 [3] | JR | 27J | 20 o С |
| J0 | 27J | 0 o С | |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| BS EN 10025-3 [8] | N | 40J | -20 o с |
| NL | 27J | -50 o с | |
| BS EN 10025-4 [9] | M | 40J | -20 o с |
| мл | 27J | -50 o с | |
| BS EN 10025-5 [10] | J0 | 27J | 0 o С |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| J4 | 27J | -40 o С | |
| J5 | 27J | -50 o С | |
| BS EN 10025-6 [11] | Q | 30J | -20 o с |
| QL | 30J | -40 o с | |
| QL1 | 30J | -60 o с |
Для тонкостенных сталей, предназначенных для холодной штамповки, требования к энергии удара для материалов толщиной менее 6 мм не предъявляются.
Выбор подходящего подкласса для обеспечения соответствующей прочности в расчетных ситуациях приведен в BS EN 1993‑1‑10 [12] и связанном с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжений и т. Д. С «предельной толщиной» для каждого подкласса стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору подходящего подкласса дано в ED007.
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование в зданиях, где усталость играет второстепенную роль, является чрезвычайно безопасным.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является предметом рассмотрения при проектировании. Эти новые пределы были получены с использованием того же подхода, что и правила проектирования Еврокода, но существенно снижают рост трещин из-за усталости. Используется слово «уменьшить», поскольку предполагать, что никакого роста вообще нет, означало бы полностью устранить эффект утомления. Допускается некоторая усталость (20 000 циклов) на основании ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции – в действительности, может иметь место некоторая ограниченная цикличность нагрузки, но это обычно не рассматривается – подход к проектированию состоит в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины за период до 20 000 циклов. Эксперты из Ахенского университета (которые участвовали в разработке Еврокода) дали это важнейшее выражение.
Дополнительная информация доступна в технической статье в сентябрьском выпуске журнала NSC за 2017 год.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . BS EN 1993-1-4 [6] утверждает, что аустенитные и дуплексные стали достаточно вязкие и не подвержены хрупкому разрушению при рабочих температурах до -40 ° C.
[вверху] Пластичность
Пластичность – это мера степени, в которой материал может деформироваться или растягиваться между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже.Конструктор полагается на пластичность для ряда аспектов проектирования, включая перераспределение напряжений в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостной трещины и в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому проектные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряжение – деформация стали
[вверх] Свариваемость
Приваривание ребер жесткости к большой сборной балке
(Изображение любезно предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное плавление стали, которая впоследствии остывает.Охлаждение может быть довольно быстрым, потому что окружающий материал, например балка обеспечивает большой «теплоотвод», а сварной шов (и вводимое тепло) обычно относительно невелик. Это может привести к упрочнению «зоны термического влияния» (HAZ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эту восприимчивость можно выразить как «эквивалентное значение углерода» (CEV), и различные стандарты продукции для углеродистой стали содержат выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные пределы для CEV для всех покрываемых конструкционных стальных изделий, и это простая задача для тех, кто контролирует сварку, – гарантировать, что используемые спецификации процедуры сварки соответствуют соответствующей марке стали и CEV.
[вверх] Прочие механические свойства стали
Другие важные для проектировщика механические свойства конструкционной стали включают:
- Модуль упругости, E = 210 000 Н / мм²
- Модуль сдвига, G = E / [2 (1 + ν )] Н / мм², часто принимается равным 81 000 Н / мм²
- коэффициент Пуассона, ν = 0.3
- Коэффициент теплового расширения, α = 12 x 10 -6 / ° C (в диапазоне температур окружающей среды).
[вверх] Прочность
Нанесение защиты от коррозии на месте
(Изображение любезно предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве.Исключением является погодостойкая сталь.
Наиболее распространенными способами защиты конструкционной стали от коррозии являются окраска или гальваника. Требуемый тип и степень защиты покрытия зависит от степени воздействия, местоположения, расчетного срока службы и т. Д. Во многих случаях во внутренних сухих условиях не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[вверху] Погодостойкая сталь
Погодоустойчивая сталь – это высокопрочная низколегированная сталь, которая противостоит коррозии, образуя прилипшую защитную «патину» от ржавчины, которая препятствует дальнейшей коррозии.Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[вверху] Нержавеющая сталь
Типичные кривые напряжение-деформация для нержавеющей и углеродистой стали в отожженном состоянии
Нержавеющая сталь – это материал с высокой коррозионной стойкостью, который можно использовать в конструкционных целях, особенно там, где требуется высококачественная обработка поверхности.Подходящие классы воздействия в типичных условиях окружающей среды приведены ниже.
Поведение нержавеющих сталей при растяжении отличается от углеродистых сталей по ряду аспектов. Наиболее важное различие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлую реакцию без четко определенного предела текучести. Следовательно, предел текучести нержавеющей стали обычно определяется для конкретной остаточной деформации смещения (обычно 0.2% деформации), как показано на рисунке справа, на котором показаны типичные экспериментальные кривые напряжение-деформация для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут быть поставлены, и не должны использоваться при проектировании.
| Описание | Марка | Минимум 0.Предел текучести 2% (Н / мм 2 ) | Предел прочности на разрыв (Н / мм 2 ) | Относительное удлинение при разрыве (%) |
|---|---|---|---|---|
| Основные хромоникелевые аустенитные стали | 1,4301 | 210 | 520–720 | 45 |
| 1.4307 | 200 | 500–700 | 45 | |
| Молибден-хромникелевые аустенитные стали | 1.4401 | 220 | 520–670 | 45 |
| 1.4404 | 220 | 520–670 | 45 | |
| Дуплексные стали | 1,4162 | 450 | 650–850 | 30 |
| 1.4462 | 460 | 640–840 | 25 |
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17% выше.
| BS EN ISO 9223 [16] Класс атмосферной коррозии | Типичная внешняя среда | Подходящая нержавеющая сталь |
|---|---|---|
| C1 (Очень низкий) | Пустыни и арктические районы (очень низкая влажность) | 1.4301 / 1.4307, 1.4162 |
| C2 (Низкий) | Засушливые или слабозагрязненные (сельские районы) | 1.4301 / 1.4307, 1.4162 |
| C3 (средний) | Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением | 1.4401 / 1.4404, 1.4162 (1.4301 / 1.4307) |
| C4 (высокий) | Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными солевыми отложениями Дорожная среда с солями для защиты от обледенения | 1.4462, (1.4401 / 1.4404), другие более высоколегированные дуплексы или аустенитные материалы |
| C5 (Очень высокий) | Сильно загрязненная промышленная среда с высокой влажностью Морская среда с высокой степенью солевых отложений и брызг | 1.4462, другие более высоколегированные дуплексы или аустенитные материалы |
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но это может быть неэффективным с точки зрения затрат. Материалы в скобках могут быть рассмотрены, если допустима умеренная коррозия. Накопление коррозионных загрязнителей и хлоридов будет выше в защищенных местах; следовательно, может потребоваться выбрать рекомендуемый сорт из следующего более высокого класса коррозии.
[вверх] Список литературы
- ↑ 1.0 1,1 1,2 BS EN 10025-2: 2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей, BSI.
- ↑ NA + A1: 2014 к BS EN 1993-1-1: 2005 + A1: 2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие правила и правила для зданий, BSI
- ↑ 3,0 3,1 BS EN 10210-1: 2006 Конструкционные полые профили горячей обработки из нелегированных и мелкозернистых сталей. Технические требования к доставке, BSI.
- ↑ BS EN 10346: 2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. BSI
- ↑ BS EN 1993-1-3: 2006 Еврокод 3: Проектирование стальных конструкций. Общие правила – Дополнительные правила для холодногнутых профилей и листов, BSI.
- ↑ 6,0 6,1 BS EN 1993-1-4: 2006 + A1: 2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
- ↑ BS EN 10088-1: 2014 Нержавеющие стали.Список нержавеющих сталей, BSI
- ↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3: Технические условия поставки нормализованных / нормализованных прокатных свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4: Технические условия поставки термомеханического проката свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-5: 2019, Горячекатаный прокат из конструкционных сталей, Часть 5: Технические условия поставки для конструкционных сталей с повышенной стойкостью к атмосферной коррозии, BSI
- ↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6: Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
- ↑ BS EN 1993-1-10: 2005 Еврокод 3.Проектирование металлоконструкций. Вязкость материала и свойства по толщине, BSI.
- ↑ NA к BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. BSI
- ↑ PD 6695-1-10: 2009 Рекомендации по проектированию конструкций согласно BS EN 1993-1-10. BSI
- ↑ 15,0 15,1 BS EN 10088-4: 2009 Нержавеющие стали. Технические условия поставки листов и полос из коррозионно-стойких сталей строительного назначения, BSI.
- ↑ BS EN ISO 9223: 2012 Коррозия металлов и сплавов, Коррозионная активность атмосферы, Классификация, определение и оценка. BSI
[вверх] Ресурсы
[вверх] См. Также
Свойства стального материала – SteelConstruction.info
Свойства конструкционной стали зависят как от ее химического состава, так и от метода производства, включая обработку во время изготовления. Стандарты продукции определяют пределы для состава, качества и производительности, и эти ограничения используются или предполагаются проектировщиками конструкций.В этой статье рассматриваются основные свойства, представляющие интерес для дизайнера, и указываются соответствующие стандарты для конкретных продуктов. Спецификация металлоконструкций рассматривается в отдельной статье.
Схематическая диаграмма напряжения / деформации для стали
[вверх] Свойства материала, необходимые для конструкции
Свойства, которые необходимо учитывать проектировщикам при выборе изделий из стальных конструкций:
Для проектирования механические свойства основаны на минимальных значениях, указанных в соответствующем стандарте на продукцию.Свариваемость определяется химическим составом сплава, который регулируется стандартами на продукцию. Долговечность зависит от конкретного типа сплава – обычная углеродистая сталь, атмосферостойкая сталь или нержавеющая сталь.
[вверх] Факторы, влияющие на механические свойства
Стальприобретает свои механические свойства благодаря сочетанию химического состава, термической обработки и производственных процессов. Хотя основным компонентом стали является железо, добавление очень небольших количеств других элементов может оказать заметное влияние на свойства стали.Прочность стали можно повысить, добавив такие сплавы, как марганец, ниобий и ванадий. Однако эти добавки в сплав также могут отрицательно повлиять на другие свойства, такие как пластичность, ударная вязкость и свариваемость.
Сведение к минимуму уровня серы может повысить пластичность, а ударную вязкость можно улучшить добавлением никеля. Поэтому химический состав для каждой спецификации стали тщательно сбалансирован и протестирован во время ее производства, чтобы гарантировать достижение соответствующих свойств.
Легирующие элементы также вызывают различную реакцию, когда материал подвергается термообработке, включающей охлаждение с заданной скоростью от определенной пиковой температуры. Производственный процесс может включать комбинации термической обработки и механической обработки, которые имеют решающее значение для характеристик стали.
Механическая обработка осуществляется во время прокатки или формовки стали. Чем больше прокатывается стали, тем прочнее она становится. Этот эффект очевиден в стандартах на материалы, которые, как правило, указывают на снижение предела текучести с увеличением толщины материала.
Эффект термической обработки лучше всего объясняется с помощью различных технологических процессов, которые могут быть использованы при производстве стали, основными из которых являются:
- Сталь после прокатки
- Сталь нормализованная
- Сталь нормализованный прокат
- Сталь термомеханически прокатанная (TMR)
- Закаленная и отпущенная (Q&T) сталь.
Сталь охлаждается во время прокатки, при этом типичная температура окончательной прокатки составляет около 750 ° C.Сталь, которой затем дают остыть естественным путем, называется материалом «после прокатки». Нормализация происходит, когда прокатанный материал снова нагревают примерно до 900 ° C и выдерживают при этой температуре в течение определенного времени, прежде чем дать ему возможность естественным образом остыть. Этот процесс уменьшает размер зерна и улучшает механические свойства, в частности, ударную вязкость. Нормализованная прокатка – это процесс, при котором после завершения прокатки температура превышает 900 ° C. Это имеет такое же влияние на свойства, как и нормализация, но исключает дополнительный процесс повторного нагрева материала.Нормализованные и нормализованные прокатные стали имеют обозначение “N”.
Использование высокопрочной стали может уменьшить необходимый объем стали, но сталь должна быть прочной при рабочих температурах, а также должна обладать достаточной пластичностью, чтобы противостоять любому распространению вязких трещин. Следовательно, стали с более высокой прочностью требуют улучшенной ударной вязкости и пластичности, которые могут быть достигнуты только с использованием низкоуглеродистых чистых сталей и за счет максимального измельчения зерна. Реализация процесса термомеханической прокатки (TMR) является эффективным способом достижения этой цели.
Термомеханическая прокатка в стали использует особый химический состав стали, что позволяет снизить конечную температуру прокатки примерно до 700 ° C. Для прокатки стали при таких более низких температурах требуется большее усилие, и свойства сохраняются, если повторно не нагреть сталь выше 650 ° C. Сталь, подвергнутая термомеханическому прокату, имеет маркировку «М».
Процесс обработки закаленной и отпущенной стали начинается с нормализованного материала при температуре 900 ° C. Он быстро охлаждается или «закаливается» для получения стали с высокой прочностью и твердостью, но с низкой вязкостью.Прочность восстанавливается повторным нагревом до 600 ° C, поддержанием температуры в течение определенного времени, а затем естественным охлаждением (темперирование). Закаленная и отпущенная сталь обозначается буквой Q.
Закалка включает быстрое охлаждение продукта путем погружения непосредственно в воду или масло. Его часто используют в сочетании с отпуском, который представляет собой термообработку на второй стадии до температур ниже диапазона аустенизации. Эффект отпуска заключается в смягчении ранее затвердевших структур и их повышении прочности и пластичности.
Схематический график температуры / времени процессов прокатки
[наверх] Прочность
[вверх] Предел текучести
Предел текучести является наиболее распространенным свойством, которое может понадобиться проектировщику, поскольку это основа, используемая для большинства правил, приведенных в нормах проектирования. В европейских стандартах для конструкционных углеродистых сталей (включая погодостойкую сталь) основное обозначение относится к пределу текучести, т.е.грамм. Сталь S355 – это конструкционная сталь с указанным минимальным пределом текучести 355 Н / мм².
Стандарты на продукцию также определяют допустимый диапазон значений предела прочности на разрыв (UTS). Минимальный UTS имеет отношение к некоторым аспектам дизайна.
[вверх] Горячекатаный прокат
Для горячекатаных углеродистых сталей цифра в обозначении представляет собой значение предела текучести для материала толщиной до 16 мм. Разработчики должны учитывать, что предел текучести уменьшается с увеличением толщины листа или профиля (более тонкий материал обрабатывается больше, чем толстый материал, и обработка увеличивает прочность).Для двух наиболее распространенных марок стали, используемых в Великобритании, указанные минимальный предел текучести и минимальный предел прочности на растяжение показаны в таблице ниже для сталей в соответствии с BS EN 10025-2 [1] .
| Марка | Предел текучести (Н / мм 2 ) для номинальной толщины t (мм) | Прочность на разрыв (Н / мм 2 ) для номинальной толщины t (мм) | ||||
|---|---|---|---|---|---|---|
| t ≤ 16 | 16 | 40 | 63 | 3 | 100 | |
| S275 | 275 | 265 | 255 | 245 | 410 | 400 |
| S355 | 355 | 345 | 335 | 325 | 470 | 450 |
Национальное приложение Великобритании к BS EN 1993-1-1 [2] позволяет использовать минимальное значение текучести для конкретной толщины в качестве номинального (характеристического) предела текучести f y и минимального значения прочности на растяжение прочность f u использовать как номинальный (характеристический) предел прочности.
Подобные значения приведены для других марок в других частях BS EN 10025 и для полых профилей в соответствии с BS EN 10210-1 [3] .
[вверх] Холодногнутые стали
Существует широкий ассортимент марок стали для полосовой стали, пригодной для холодной штамповки. Минимальные значения предела текучести и предела прочности указаны в соответствующем стандарте на продукцию BS EN 10346 [4] .
BS EN 1993-1-3 [5] содержит в таблице значения базового предела текучести f yb и предела прочности на растяжение f u , которые должны использоваться в качестве характерных значений при проектировании.
[вверх] Нержавеющая сталь
Марки нержавеющей стали обозначаются числовым «номером стали» (например, 1.4401 для типичной аустенитной стали), а не системой обозначений «S» для углеродистых сталей. Зависимость напряжение-деформация не имеет четкого различия между пределом текучести, и «предел текучести» нержавеющей стали для нержавеющей стали обычно указывается в терминах предела текучести, определенного для конкретной смещенной постоянной деформации (обычно 0,2% деформации).
Прочность обычно используемых конструкционных нержавеющих сталей составляет от 170 до 450 Н / мм². Аустенитные стали имеют более низкий предел текучести, чем обычно используемые углеродистые стали; Дуплексные стали имеют более высокий предел текучести, чем обычные углеродистые стали. Как для аустенитных, так и для дуплексных нержавеющих сталей отношение предела прочности к пределу текучести больше, чем для углеродистых сталей.
BS EN 1993-1-4 [6] содержит в таблице номинальные (характеристические) значения предела текучести f y и минимального предела прочности на растяжение f u для сталей согласно BS EN 10088-1 [7] для использование в дизайне.
[вверх] Прочность
Образец для испытаний на удар с V-образным надрезом
Все материалы имеют недостатки. В стали эти дефекты проявляются в виде очень мелких трещин. Если сталь недостаточно прочная, «трещина» может быстро распространяться без пластической деформации и привести к «хрупкому разрушению». Риск хрупкого разрушения увеличивается с увеличением толщины, растягивающего напряжения, концентраторов напряжений и при более низких температурах.Вязкость стали и ее способность противостоять хрупкому разрушению зависят от ряда факторов, которые следует учитывать на этапе спецификации. Удобной мерой прочности является испытание на удар по Шарпи с V-образным надрезом – см. Изображение справа. В этом испытании измеряется энергия удара, необходимая для разрушения небольшого образца с надрезом при заданной температуре одним ударом маятника.
В различных стандартах на продукцию указываются минимальные значения энергии удара для различных классов прочности каждого класса прочности.Для нелегированных конструкционных сталей основными обозначениями марок стали JR, J0, J2 и K2. Для мелкозернистых сталей, закаленных и отпущенных сталей (которые обычно более жесткие, с более высокой энергией удара) используются разные обозначения. Сводка обозначений ударной вязкости приведена в таблице ниже.
| Стандартный | Земляное полотно | Ударная вязкость | Температура испытания |
|---|---|---|---|
| BS EN 10025-2 [1] BS EN 10210-1 [3] | JR | 27J | 20 o С |
| J0 | 27J | 0 o С | |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| BS EN 10025-3 [8] | N | 40J | -20 o с |
| NL | 27J | -50 o с | |
| BS EN 10025-4 [9] | M | 40J | -20 o с |
| мл | 27J | -50 o с | |
| BS EN 10025-5 [10] | J0 | 27J | 0 o С |
| J2 | 27J | -20 o С | |
| K2 | 40J | -20 o С | |
| J4 | 27J | -40 o С | |
| J5 | 27J | -50 o С | |
| BS EN 10025-6 [11] | Q | 30J | -20 o с |
| QL | 30J | -40 o с | |
| QL1 | 30J | -60 o с |
Для тонкостенных сталей, предназначенных для холодной штамповки, требования к энергии удара для материалов толщиной менее 6 мм не предъявляются.
Выбор подходящего подкласса для обеспечения соответствующей прочности в расчетных ситуациях приведен в BS EN 1993‑1‑10 [12] и связанном с ним UK NA [13] . Правила связывают температуру воздействия, уровень напряжений и т. Д. С «предельной толщиной» для каждого подкласса стали. PD 6695-1-10 [14] содержит полезные справочные таблицы, а руководство по выбору подходящего подкласса дано в ED007.
Эти правила проектирования были разработаны для конструкций, подверженных усталости, таких как мосты и опорные конструкции кранов, и признано, что их использование в зданиях, где усталость играет второстепенную роль, является чрезвычайно безопасным.
Публикация SCI P419 представляет модифицированные пределы толщины стали, которые могут использоваться в зданиях, где усталость не является предметом рассмотрения при проектировании. Эти новые пределы были получены с использованием того же подхода, что и правила проектирования Еврокода, но существенно снижают рост трещин из-за усталости. Используется слово «уменьшить», поскольку предполагать, что никакого роста вообще нет, означало бы полностью устранить эффект утомления. Допускается некоторая усталость (20 000 циклов) на основании ориентировочных указаний стандарта DIN.
Термин «квазистатический» будет охватывать такие конструкции – в действительности, может иметь место некоторая ограниченная цикличность нагрузки, но это обычно не рассматривается – подход к проектированию состоит в том, чтобы рассматривать все нагрузки как статические. Ключом к новому подходу является формула для выражения роста трещины за период до 20 000 циклов. Эксперты из Ахенского университета (которые участвовали в разработке Еврокода) дали это важнейшее выражение.
Дополнительная информация доступна в технической статье в сентябрьском выпуске журнала NSC за 2017 год.
Нержавеющая сталь обычно намного прочнее углеродистой стали; минимальные значения указаны в BS EN 10088-4 [15] . BS EN 1993-1-4 [6] утверждает, что аустенитные и дуплексные стали достаточно вязкие и не подвержены хрупкому разрушению при рабочих температурах до -40 ° C.
[вверху] Пластичность
Пластичность – это мера степени, в которой материал может деформироваться или растягиваться между началом текучести и возможным разрушением под действием растягивающей нагрузки, как показано на рисунке ниже.Конструктор полагается на пластичность для ряда аспектов проектирования, включая перераспределение напряжений в предельном состоянии, конструкцию группы болтов, снижение риска распространения усталостной трещины и в производственных процессах сварки, гибки и правки. Различные стандарты для марок стали в приведенной выше таблице настаивают на минимальном значении пластичности, поэтому проектные допущения действительны, и если они указаны правильно, проектировщик может быть уверен в их адекватных характеристиках.
Напряжение – деформация стали
[вверх] Свариваемость
Приваривание ребер жесткости к большой сборной балке
(Изображение любезно предоставлено Mabey Bridge Ltd)
Все конструкционные стали в основном поддаются сварке. Однако сварка предполагает локальное плавление стали, которая впоследствии остывает.Охлаждение может быть довольно быстрым, потому что окружающий материал, например балка обеспечивает большой «теплоотвод», а сварной шов (и вводимое тепло) обычно относительно невелик. Это может привести к упрочнению «зоны термического влияния» (HAZ) и снижению ударной вязкости. Чем больше толщина материала, тем больше снижение ударной вязкости.
Склонность к охрупчиванию также зависит от легирующих элементов, главным образом, но не исключительно, от содержания углерода. Эту восприимчивость можно выразить как «эквивалентное значение углерода» (CEV), и различные стандарты продукции для углеродистой стали содержат выражения для определения этого значения.
BS EN 10025 [1] устанавливает обязательные пределы для CEV для всех покрываемых конструкционных стальных изделий, и это простая задача для тех, кто контролирует сварку, – гарантировать, что используемые спецификации процедуры сварки соответствуют соответствующей марке стали и CEV.
[вверх] Прочие механические свойства стали
Другие важные для проектировщика механические свойства конструкционной стали включают:
- Модуль упругости, E = 210 000 Н / мм²
- Модуль сдвига, G = E / [2 (1 + ν )] Н / мм², часто принимается равным 81 000 Н / мм²
- коэффициент Пуассона, ν = 0.3
- Коэффициент теплового расширения, α = 12 x 10 -6 / ° C (в диапазоне температур окружающей среды).
[вверх] Прочность
Нанесение защиты от коррозии на месте
(Изображение любезно предоставлено Hempel UK Ltd.)
Еще одним важным свойством является защита от коррозии. Хотя доступны специальные коррозионно-стойкие стали, они обычно не используются в строительстве.Исключением является погодостойкая сталь.
Наиболее распространенными способами защиты конструкционной стали от коррозии являются окраска или гальваника. Требуемый тип и степень защиты покрытия зависит от степени воздействия, местоположения, расчетного срока службы и т. Д. Во многих случаях во внутренних сухих условиях не требуется никаких антикоррозионных покрытий, кроме соответствующей противопожарной защиты. Доступна подробная информация о защите от коррозии конструкционной стали.
[вверху] Погодостойкая сталь
Погодоустойчивая сталь – это высокопрочная низколегированная сталь, которая противостоит коррозии, образуя прилипшую защитную «патину» от ржавчины, которая препятствует дальнейшей коррозии.Защитное покрытие не требуется. Он широко используется в Великобритании для строительства мостов и некоторых зданий. Он также используется для архитектурных элементов и скульптурных сооружений, таких как Ангел Севера.
Ангел Севера
[вверху] Нержавеющая сталь
Типичные кривые напряжение-деформация для нержавеющей и углеродистой стали в отожженном состоянии
Нержавеющая сталь – это материал с высокой коррозионной стойкостью, который можно использовать в конструкционных целях, особенно там, где требуется высококачественная обработка поверхности.Подходящие классы воздействия в типичных условиях окружающей среды приведены ниже.
Поведение нержавеющих сталей при растяжении отличается от углеродистых сталей по ряду аспектов. Наиболее важное различие заключается в форме кривой напряжения-деформации. В то время как углеродистая сталь обычно демонстрирует линейное упругое поведение вплоть до предела текучести и плато перед деформационным упрочнением, нержавеющая сталь имеет более округлую реакцию без четко определенного предела текучести. Следовательно, предел текучести нержавеющей стали обычно определяется для конкретной остаточной деформации смещения (обычно 0.2% деформации), как показано на рисунке справа, на котором показаны типичные экспериментальные кривые напряжение-деформация для обычных аустенитных и дуплексных нержавеющих сталей. Показанные кривые представляют диапазон материалов, которые могут быть поставлены, и не должны использоваться при проектировании.
| Описание | Марка | Минимум 0.Предел текучести 2% (Н / мм 2 ) | Предел прочности на разрыв (Н / мм 2 ) | Относительное удлинение при разрыве (%) |
|---|---|---|---|---|
| Основные хромоникелевые аустенитные стали | 1,4301 | 210 | 520–720 | 45 |
| 1.4307 | 200 | 500–700 | 45 | |
| Молибден-хромникелевые аустенитные стали | 1.4401 | 220 | 520–670 | 45 |
| 1.4404 | 220 | 520–670 | 45 | |
| Дуплексные стали | 1,4162 | 450 | 650–850 | 30 |
| 1.4462 | 460 | 640–840 | 25 |
Механические свойства относятся к горячекатаному листу. Для холоднокатаной и горячекатаной полосы указанные значения прочности на 10-17% выше.
| BS EN ISO 9223 [16] Класс атмосферной коррозии | Типичная внешняя среда | Подходящая нержавеющая сталь |
|---|---|---|
| C1 (Очень низкий) | Пустыни и арктические районы (очень низкая влажность) | 1.4301 / 1.4307, 1.4162 |
| C2 (Низкий) | Засушливые или слабозагрязненные (сельские районы) | 1.4301 / 1.4307, 1.4162 |
| C3 (средний) | Прибрежные районы с небольшими отложениями соли Городские или промышленные районы с умеренным загрязнением | 1.4401 / 1.4404, 1.4162 (1.4301 / 1.4307) |
| C4 (высокий) | Загрязненная городская и промышленная атмосфера Прибрежные районы с умеренными солевыми отложениями Дорожная среда с солями для защиты от обледенения | 1.4462, (1.4401 / 1.4404), другие более высоколегированные дуплексы или аустенитные материалы |
| C5 (Очень высокий) | Сильно загрязненная промышленная среда с высокой влажностью Морская среда с высокой степенью солевых отложений и брызг | 1.4462, другие более высоколегированные дуплексы или аустенитные материалы |
Материалы, подходящие для более высокого класса, могут использоваться для более низких классов, но это может быть неэффективным с точки зрения затрат. Материалы в скобках могут быть рассмотрены, если допустима умеренная коррозия. Накопление коррозионных загрязнителей и хлоридов будет выше в защищенных местах; следовательно, может потребоваться выбрать рекомендуемый сорт из следующего более высокого класса коррозии.
[вверх] Список литературы
- ↑ 1.0 1,1 1,2 BS EN 10025-2: 2019 Горячекатаный прокат из конструкционных сталей. Технические условия поставки нелегированных конструкционных сталей, BSI.
- ↑ NA + A1: 2014 к BS EN 1993-1-1: 2005 + A1: 2014, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций Общие правила и правила для зданий, BSI
- ↑ 3,0 3,1 BS EN 10210-1: 2006 Конструкционные полые профили горячей обработки из нелегированных и мелкозернистых сталей. Технические требования к доставке, BSI.
- ↑ BS EN 10346: 2015 Стальной плоский прокат с непрерывным горячим покрытием для холодной штамповки. Технические условия поставки. BSI
- ↑ BS EN 1993-1-3: 2006 Еврокод 3: Проектирование стальных конструкций. Общие правила – Дополнительные правила для холодногнутых профилей и листов, BSI.
- ↑ 6,0 6,1 BS EN 1993-1-4: 2006 + A1: 2015 Еврокод 3. Проектирование стальных конструкций. Основные правила. Дополнительные правила для нержавеющих сталей, BSI
- ↑ BS EN 10088-1: 2014 Нержавеющие стали.Список нержавеющих сталей, BSI
- ↑ BS EN 10025-3: 2019, Горячекатаный прокат из конструкционных сталей, Часть 3: Технические условия поставки нормализованных / нормализованных прокатных свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-4: 2019, Горячекатаный прокат из конструкционных сталей, Часть 4: Технические условия поставки термомеханического проката свариваемых мелкозернистых конструкционных сталей, BSI
- ↑ BS EN 10025-5: 2019, Горячекатаный прокат из конструкционных сталей, Часть 5: Технические условия поставки для конструкционных сталей с повышенной стойкостью к атмосферной коррозии, BSI
- ↑ BS EN 10025-6: 2019, Горячекатаный прокат из конструкционных сталей, Часть 6: Технические условия поставки плоского проката из конструкционных сталей с высоким пределом текучести в закаленном и отпущенном состоянии, BSI
- ↑ BS EN 1993-1-10: 2005 Еврокод 3.Проектирование металлоконструкций. Вязкость материала и свойства по толщине, BSI.
- ↑ NA к BS EN 1993-1-10: 2005, Национальное приложение Великобритании к Еврокоду 3: Проектирование стальных конструкций. Прочность материала и свойства по толщине. BSI
- ↑ PD 6695-1-10: 2009 Рекомендации по проектированию конструкций согласно BS EN 1993-1-10. BSI
- ↑ 15,0 15,1 BS EN 10088-4: 2009 Нержавеющие стали. Технические условия поставки листов и полос из коррозионно-стойких сталей строительного назначения, BSI.
- ↑ BS EN ISO 9223: 2012 Коррозия металлов и сплавов, Коррозионная активность атмосферы, Классификация, определение и оценка. BSI
[вверх] Ресурсы
[вверх] См. Также
Характеристики аустенитной нержавеющей стали
Аустенитные стали – это немагнитные нержавеющие стали с высоким содержанием хрома и никеля и низким содержанием углерода. Аустенитные стали, известные своей формуемостью и устойчивостью к коррозии, являются наиболее широко используемой маркой нержавеющей стали.
Определяющие характеристики
Ферритные стали имеют объемно-центрированную кубическую (ОЦК) структуру зерен, но аустенитный диапазон нержавеющих сталей определяется их гранецентрированной кубической (ГЦК) кристаллической структурой, которая имеет по одному атому в каждом углу куба и по одному в середине. каждого лица. Эта зеренная структура формируется, когда в сплав добавляется достаточное количество никеля – от 8 до 10 процентов в стандартном сплаве с 18 процентами хрома.
Помимо того, что аустенитные нержавеющие стали немагнитны, они не поддаются термообработке.Однако их можно подвергнуть холодной обработке для повышения твердости, прочности и устойчивости к нагрузкам. Отжиг на раствор, нагретый до 1045 ° C, с последующей закалкой или быстрым охлаждением восстановит исходное состояние сплава, включая удаление сегрегации сплава и восстановление пластичности после холодной обработки.
Аустенитные стали на никелевой основе относятся к серии 300. Самым распространенным из них является сорт 304, который обычно содержит 18 процентов хрома и 8 процентов никеля.
Восемь процентов – это минимальное количество никеля, которое можно добавить в нержавеющую сталь, содержащую 18 процентов хрома, чтобы полностью преобразовать весь феррит в аустенит.Молибден также может быть добавлен до уровня около 2 процентов для марки 316 для улучшения коррозионной стойкости.
Хотя никель является легирующим элементом, наиболее часто используемым для производства аустенитных сталей, азот предлагает другую возможность. Нержавеющие стали с низким содержанием никеля и высоким содержанием азота относятся к серии 200. Однако, поскольку это газ, можно добавить только ограниченное количество азота, прежде чем возникнут вредные эффекты, включая образование нитридов и газовой пористости, которые ослабят сплав.
Добавление марганца, также образующего аустенит, в сочетании с включением азота позволяет добавлять большее количество газа. В результате эти два элемента, наряду с медью, которая также обладает аустенитообразующими свойствами, часто используются для замены никеля в нержавеющих сталях серии 200.
Серия 200, также называемая хромомарганцевой (CrMn) нержавеющей сталью, была разработана в 1940-х и 1950-х годах, когда никель был в дефиците и цены были высокими.В настоящее время он считается экономически эффективным заменителем нержавеющей стали серии 300, который может обеспечить дополнительное преимущество в виде улучшенного предела текучести.
Прямые сорта аустенитных нержавеющих сталей имеют максимальное содержание углерода 0,08 процента. Марки с низким содержанием углерода или марки «L» содержат максимальное содержание углерода 0,03 процента, чтобы избежать осаждения карбидов.
Аустенитные стали немагнитны в отожженном состоянии, хотя они могут стать слегка магнитными при холодной обработке.Они обладают хорошей формуемостью и свариваемостью, а также отличной ударной вязкостью, особенно при низких или криогенных температурах. Аустенитные марки также обладают низким пределом текучести и относительно высоким пределом прочности.
Хотя аустенитные стали дороже ферритных нержавеющих сталей, они, как правило, более долговечны и устойчивы к коррозии.
Приложения
Аустенитные нержавеющие стали используются в самых разных областях, включая:
- Автомобильная отделка
- Посуда
- Оборудование для пищевых продуктов и напитков
- Промышленное оборудование
Применения по марке стали
304 и 304L (стандартная комплектация):
- Танки
- Емкости для хранения и трубы для агрессивных жидкостей
- Горнодобывающее, химическое, криогенное, пищевое и фармацевтическое оборудование
- Столовые приборы
- Архитектура
- Мойки
309 и 310 (высокохромистые и никелевые марки):
- Компоненты печи, печи и катализатора
318 и 316L (марки с высоким содержанием молибдена):
- Резервуары для хранения химикатов, сосуды под давлением и трубопроводы
321 и 316Ti («стабилизированные» марки):
- Форсажные камеры
- Пароперегреватели
- Компенсаторы
- Сильфон компенсирующий
Серия 200 (низкие марки никеля):
- Посудомоечные и стиральные машины
- Столовые приборы и посуда
- Внутренние резервуары для воды
- Внутренняя и неструктурная архитектура
- Оборудование для пищевых продуктов и напитков
- Автозапчасти
Металлический профиль: свойства и характеристики железа
Люди начали использовать железо около 5000 лет назад.Это второй по распространенности металлический элемент в земной коре, который в основном используется для производства стали, одного из важнейших конструкционных материалов в мире.
Недвижимость
Прежде чем углубляться в историю и современные способы использования железа, давайте рассмотрим основы:
- Атомный символ: Fe
- Атомный номер: 26
- Категория элемента: переходный металл
- Плотность: 7,874 г / см 3
- Температура плавления: 2800 ° F (1538 ° C)
- Температура кипения: 5182 ° F (2862 ° C)
- Твердость по шкале Мооса: 4
Характеристики
Чистое железо – это металл серебристого цвета, который хорошо проводит тепло и электричество.Железо слишком реактивно, чтобы существовать в одиночку, поэтому в естественных условиях оно встречается в земной коре только в виде железных руд, таких как гематит, магнетит и сидерит.
Одной из отличительных характеристик железа является его сильное магнитное поле. Под воздействием сильного магнитного поля любой кусок железа можно намагнитить. Ученые считают, что ядро Земли на 90% состоит из железа. Магнитная сила, создаваемая этим железом, создает магнитные северный и южный полюса.
История
Вероятно, изначально железо было обнаружено и добыто в результате сжигания древесины поверх железосодержащих руд.Углерод в древесине вступил бы в реакцию с кислородом руды, оставив после себя мягкий ковкий железный металл. Выплавка железа и использование железа для изготовления инструментов и оружия начались в Месопотамии (современный Ирак) между 2700 и 3000 годами до нашей эры. В течение следующих 2000 лет знания о выплавке железа распространились на восток в Европу и Африку в период, известный как железный век.
С 17 века до тех пор, пока в середине 19 века не был открыт эффективный метод производства стали, железо все чаще использовалось в качестве конструкционного материала для изготовления кораблей, мостов и зданий.Эйфелева башня, построенная в 1889 году, была изготовлена с использованием более 7 миллионов килограммов кованого железа.
Ржавчина
Самая неприятная характеристика железа – это его склонность к образованию ржавчины. Ржавчина (или оксид железа) – это коричневое рассыпчатое соединение, которое образуется, когда железо подвергается воздействию кислорода. Газообразный кислород, содержащийся в воде, ускоряет процесс коррозии. Скорость образования ржавчины – скорость превращения железа в оксид железа – определяется содержанием кислорода в воде и площадью поверхности железа.В морской воде содержится больше кислорода, чем в пресной, поэтому в морской воде железо ржавеет быстрее, чем в пресной.
Ржавчину можно предотвратить, покрывая железо другими металлами, которые более химически привлекательными для кислорода, такими как цинк (процесс покрытия железа цинком называется «гальваника»). Однако наиболее действенным методом защиты от ржавчины является использование стали.
Сталь
Сталь – это сплав железа и различных других металлов, которые используются для улучшения свойств (прочности, устойчивости к коррозии, термостойкости и т. Д.).) железа. Изменяя тип и количество элементов, легированных железом, можно производить различные типы стали.
Самые распространенные стали:
- Углеродистые стали , содержащие от 0,5% до 1,5% углерода: это наиболее распространенный тип стали, используемый для изготовления кузовов автомобилей, корпусов судов, ножей, механизмов и всех типов конструкционных опор.
- Низколегированные стали , которые содержат 1-5% других металлов (часто никель или вольфрам): Никелевая сталь может выдерживать высокие уровни растяжения и поэтому часто используется в строительстве мостов и для изготовления велосипедных цепей.Вольфрамовые стали сохраняют свою форму и прочность в высокотемпературных средах, и они используются в ударных, вращающихся устройствах, таких как буровые коронки.
- Высоколегированная сталь , содержащая 12-18% других металлов: Этот вид стали используется только в специальных применениях из-за своей высокой стоимости. Одним из примеров высоколегированной стали является нержавеющая сталь, которая часто содержит хром и никель, но также может быть легирована различными другими металлами. Нержавеющая сталь очень прочная и устойчивая к коррозии.
Производство чугуна
Большая часть железа производится из руд, обнаруженных у поверхности Земли. В современных методах добычи используются доменные печи, которые характеризуются своими высокими дымовыми трубами (структурами, напоминающими дымоходы). Железо заливается в дымовые трубы вместе с коксом (богатый углеродом уголь) и известняком (карбонат кальция). В настоящее время железная руда обычно проходит процесс спекания перед попаданием в штабель. В процессе спекания образуются куски руды размером 10-25 мм, которые затем смешиваются с коксом и известняком.
Затем агломерированная руда, кокс и известняк заливаются в штабель, где он горит при 1800 градусах Цельсия. Кокс горит как источник тепла и вместе с кислородом, который попадает в печь, способствует образованию монооксида углерода восстановительного газа. Известняк смешивается с примесями в чугуне с образованием шлака. Шлак легче расплавленной железной руды, поэтому он поднимается на поверхность и легко удаляется. Затем горячий чугун разливают в формы для производства передельного чугуна или непосредственно подготавливают для производства стали.
Чугун по-прежнему содержит от 3,5% до 4,5% углерода, наряду с другими примесями, и он хрупкий, и с ним трудно работать. Для снижения содержания фосфора и серы в передельном чугуне и производства чугуна используются различные процессы. Кованое железо, содержащее менее 0,25% углерода, является прочным, ковким и легко сваривается, но его производство намного труднее и дороже, чем низкоуглеродистая сталь.
В 2010 году мировое производство железной руды составило около 2,4 миллиарда тонн.На Китай, крупнейший производитель, приходится около 37,5% всего производства, в то время как другие крупные страны-производители включают Австралию, Бразилию, Индию и Россию. По оценкам Геологической службы США, 95% всего тоннажа металла, производимого в мире, составляет либо железо, либо сталь.