Сталь 20л: Марочник сталей и сплавов онлайн
alexxlab | 05.06.2023 | 0 | Разное
Марочник сталей и сплавов онлайн
- Стали
- Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 977-88 | Отливки стальные. | ||||||||||
| Россия | ГОСТ 4491-2016 | Центры колесные литые железнодорожного подвижного состава. Общие технические условия | ||||||||||
Характеристики стали 20Л
| Классификация | Сталь конструкционная обыкновенная |
| Применение | Используется во многих областях промышленности: для изготовления арматуры, отливок различных деталей для машиностроения. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. |
Маркировка стали расшифровывается: «Л» – сталь литейная, 20 – процентное содержание углерода – 0,20% (примеси пр. элементов минимальны).
Сталь марки 20Л отличается слабой стойкостью к воздействию кислотных и щелочных сред. В условиях повышенной влажности поверхность изделий из 20Л подвержена сильной коррозии, что резко снижает прочность. Для её повышения на изделия рекомендовано наносить защитные покрытия – цинк, хром, пр.
К особенностям стали 20Л относят её структуру – смесь перлита и феррита. Используя термическую обработку 20Л, можно создать структуру пакетного мартенсита. Все эти мероприятия существенно повышают прочность и снижают пластичность стали. После упрочнения термическим способом прокат 20Л применяют для производства метизов, так как прочность достигает 8,8 класса.
Механические свойства 20Л
Механические свойства по стандарту ГОСТ 977-88
| Категория прочности | Предел текучести, МПа, min | Временное сопротивление, МПа, min | Относительное удлинение, %, min | Относительное сужение, %, min | Ударная вязкость KCU, кДж/м2, min |
| К20 | 216 | 412 | 22 | 35 | 491 |
Механические свойства по стандарту ГОСТ 4491-2016
| Предел текучести, МПа, min | Временное сопротивление, МПа, min | Относительное удлинение, %, min | Относительное сужение, %, min | Ударная вязкость KCU, кДж/м2, min | |
| при 20 °С | при минус 60 °С | ||||
| 245 | 440 | 22 | 32 | 49,0 | 24,5 |
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь 20Л – расшифровка марки и все характеристики » Металлобазы.
 ру
руВыбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Сталь для отливок марки 20Л предназначена для производства деталей общего машиностроения, а так-же детали сварно-литых конструкций, работающие при температуре от -40 до +450 °С, изготовляемые методом выплавляемых моделей.
Цифра 20 расшифровывается как сталь – содержащая в своем химическом составе около 0,20% углерода, а буква Л классифицирует сталь как – литейную.
- Заменитель (сталь – близкая по основным параметрам): 25Л, 35Л.
- Основное назначение стали: шаботы, арматура, фасонные отливки деталей
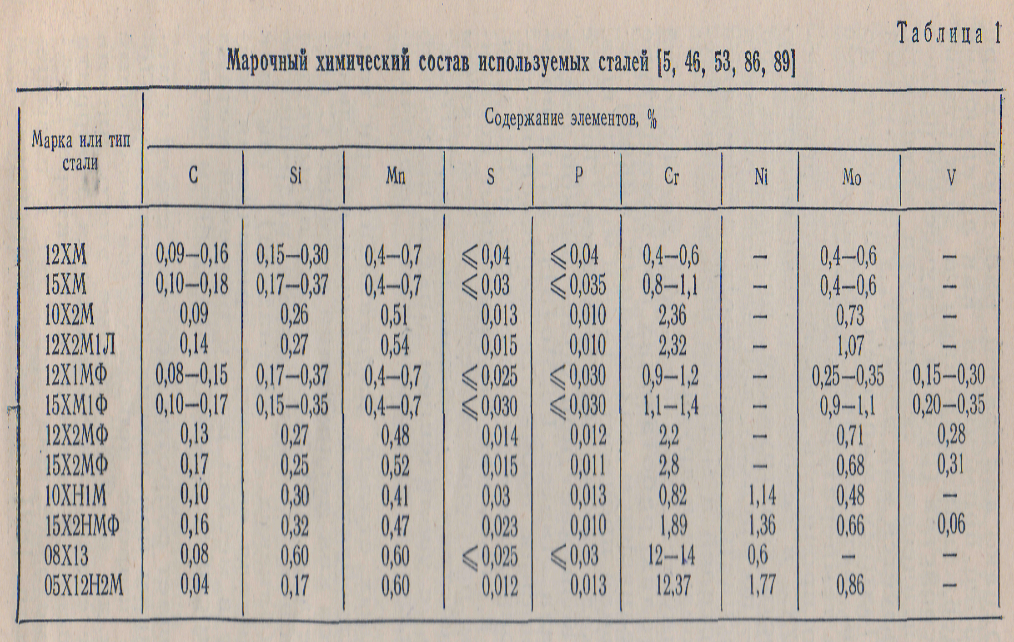
Химический состав
| C | Mn | Si | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,17 – 0,25 | 0,35 – 0,90 | 0,20 – 0,52 | 0,30 | 0,30 | 0,30 | 0,045 | 0,04 |
|
C – углерод; Mn – марганец; Si – кремний; |
Cr – хром; Ni – никель; Cu – медь; |
S – сера; P – фосфор. 
|
Механические свойства в сечениях до 100мм
| Состояние поставки, режимы термообработки | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | |
| Мпа | % | |||||
| Не менее | ||||||
| Нормализация 910-930 °С. Отпуск 670-690°С. | 220 | 420 | 22 | 35 | 500 | |
Механические свойства в зависимости от сечения литой заготовки
| Сечение (мм) | Место вырезки образца | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | НВ |
| Мпа | % | ||||||
Нормализация 870-890 °С, воздух до 250-300 °С. Отпуск 630-650 °С, воздух Отпуск 630-650 °С, воздух
|
|||||||
| 10 | Ц | 215-255 | 450-495 | 27-37 | 45-63 | - | 131 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | 60-83 | 134-143 | |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | 64-96 | 124-143 | |
| 100 | Ц, К | 200-245 | 420-485 | 29-36 | 44-64 | 107-141 | 131-134 |
| 210-245 | 440-490 | 30-34 | 44-64 | 92-153 | 131-143 | ||
| 200 | Ц, К | 210-255 | 430-470 | 14-34 | 24-61 | 103-149 | 121-143 |
| 210-265 | 430-485 | 19-37 | 28-64 | 90-127 | 131 | ||
| σ0,2 – условный предел текучести; δ5 – относительное удлинение после разрыва; |
ψ – относительное сужение; KCU – ударная вязкость. 
|
Температура критических точек
| Ас1 | Ас3 (Асм) | Ар (Арсм) | Ар1 |
| 735°С | 854°С | 835°С | 680°С |
Технологические свойства
| Наименование свойств | Показатель |
| Свариваемость: | сваривается без ограничений. Способы сварки РДС, АДС – под газовой защитой, ЭШС. |
| Обрабатываемость резанием: | в нормализованном состоянии при |
| Флокеночувствительность | не чувствительна |
| Склонность к отпускной хрупкости | не склонна |
Литейные свойства
| Наименование свойств | Значение |
| Температура начала затвердевания: | 1512-1251°С |
| Показатель трещиноустойчивости: | 1,0 |
| Склонность к образованию усадочных раковин: | 0,9 |
| Жидкотекучесть: | 0,9 |
| Линейная усадка: | 2,2-2,3% |
| Склонность к образованию усадочной пористости: | 1,0 |
При составлении характеристик стали 20Л использованы материалы книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сталь 20л / Ауремо
Сталь 08Л Сталь 15л Сталь 20л Сталь 25л Сталь 30л Сталь 35л Сталь 40л Сталь 45л Сталь 50L
Обозначение
| Наименование | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 20Л |
| Обозначение ГОСТ латинское | 20 л |
| Транслитерация | 20 л |
| Элементы химические | 20 |
Описание
Сталь 20Л применяется : для изготовления арматуры, арматуры, деталей машин общего назначения, изготавливаемых методом литья по выплавляемым моделям; детали кузовных конструкций и другие детали, работающие при температуре от минус 40 до 450°С; литейные детали, паровые, газовые, гидротурбины и компрессоры, работающие при температуре от -40 до +350 °С; отливка в него 2-й и 3-й частей арматуры и приводов (корпуса присоединения к сварке и литейно-сварные конструкции) с температурой рабочей среды от -30 до +450 °С без ограничения номинального рабочего давления; литые центры колесных пар локомотивов и моторных вагонов электро- и дизель-поездов железных дорог 1520 мм в климатическом исполнении УХЛ; литье деталей оборудования (арматуры) атомных станций, тепловых пунктов, теплоэлектростанций, экспериментальных и исследовательских ядерных реакторов и установок; Центробежнолитые трубы применяются в качестве комплектующих в оборудовании для металлургической, машиностроительной, стекольной, керамической, горно-обогатительной, нефтехимической промышленности и предназначены для изготовления заготовок и деталей, используемых в составе изделий авиационной и атомной промышленности.
Примечание
Сталь перлитного класса.
Допускается применять отливки деталей трубной арматуры из стали марки 20Л до рабочей температуры минус 40 °С при условии термической обработки в режиме закалки плюс отпуск или нормализации плюс отпуск с испытанием на ударную вязкость ККУ -40 ≥200 кДж /м 2 (2,0 кгс·м/см 2 ).
Стандарты
| Наименование | Код | Стандарты |
|---|---|---|
| Бинты. Колеса. Оси | В41 | ГОСТ 4491-86 |
| Отливки стальные | В82 | ГОСТ 977-88, ОСТ 108.961.04-80, ОСТ 26-07-402-83, ОСТ 24.920.01-80, ОСТ 3-4365-79, ОСТ 5Р.9285-95, ТУ 26-02-19- 75, ТУ 108.11.352-87, ТУ 4112-091-00220302-2006, СТ ЦКБА 014-2004, ТУ 5.961-11151-92 |
| Твердые сплавы, металлокерамические изделия и порошки, металл | В56 | ОСТ 107.750001.001-91 |
| Классификация, номенклатура и общие нормы | В20 | ОСТ 84-218-85 |
Сварка и резка металлов. Пайка, клепка Пайка, клепка | В05 | РТМ 108.020.122-78 |
| Трубы стальные и соединительные детали к ним | В62 | ТУ 1333-003-76886532-2014 |
Химический состав
| Стандарт | С | С | Р | Мн | Кр | Си | Ni | Фе | Медь |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4491-86 | 0,17-0,25 | ≤0,025 | ≤0,03 | 0,6-0,9 | ≤0,5 | 0,2-0,52 | ≤0,5 | Остальные | ≤0,4 |
| ТУ 5.961-11151-92 | 0,17-0,25 | ≤0,025 | ≤0,025 | 0,45-0,9 | – | 0,2-0,52 | – | Остальные | – |
| ТУ 1333-003-76886532-2014 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | – | 0,2-0,52 | – | Остальные | – |
| СТ ЦКБА 014-2004 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | ≤0,45 | 0,2-0,52 | ≤0,4 | Остальные | ≤0,4 |
Fe – основа.
По ГОСТ 977-88 массовая доля содержания S и P указывается для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках групп 2 и 3, в кислой и основной мартеновской стали – см. табл. 4а по ГОСТ 977-88.
Согласно ТУ 5.961-11151-92 для отливок марок 1 и 2 массовая доля кобальта в стали не должна превышать 0,20%, а для отливок в зоне прямого облучения – 0,15%.
Механические характеристики
| Сечение, мм | с Т |с 0,2 , МПа | σ B , МПа | д | г, % | кДж/м 2 , кДж/м 2 | Число твердости по Бринеллю, МПа |
|---|---|---|---|---|---|---|
| Литые детали газовых турбин. Нормализация при 880-900°С или Нормализация при 880-900°С, охлаждение на воздухе + отпуск при 630-650°С, охлаждение на воздухе | ||||||
| 100 | ≥216 | ≥412 | ≥22 | ≥35 | ≥491 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 210-245 | 440-490 | 30-34 | 44-64 | – | 131-143 |
Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| – | ≥216 | ≥412 | ≥22 | ≥35 | ≥490 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-265 | 430-485 | 19-37 | 28-64 | – | 131 |
| Отливки для судостроения. При нормализации 890-920°С + отпуск при 630-670°С, охлаждение на воздухе | ||||||
| – | ≥220 | ≥420 | ≥22 | ≥35 | ≥500 | 116-144 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| – | ≥170 | ≥370 | – | ≥35 | – | – |
| Центры литые колесных пар вагонов по ГОСТ 4491-86. Нормализация при 940-960 °С (выдержка 2,5-3,0 ч), ускоренное охлаждение до 300-400 °С со скоростью не менее 0,4 °С·с-1 + Отпуск при 640-660 °С, выдержка 2,5- 3,0 ч (KCU+20°/KCU-60°) | ||||||
| ≥245 | ≥440 | ≥22 | ≥32 | ≥490/245 | – | |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 10 | 215-225 | 450-495 | 27-37 | 45-63 | – | 131 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| – | ≥160 | ≥370 | – | ≥33 | – | – |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 200-245 | 420-485 | 31-33 | 44-64 | – | 131-134 |
| Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| – | ≥140 | ≥360 | – | ≥32 | – | – |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-255 | 430-470 | 14-34 | 24-61 | – | 121-143 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | – | 134-143 |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | – | 124-143 |
Описание механических меток
| Наименование | Описание |
|---|---|
| Раздел | Секция |
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| о В | Предел кратковременной прочности |
| д | Удлинение после разрыва |
| у | Относительное сужение |
| кДж/м 2 | Прочность |
Физические характеристики
| Температура | Е, ГПа | Г, ГПа | р, кг/м3 | л, Вт/(м · °С) | Р, НОМ · м | а, 10-6 1/°С | С, Дж/(кг·°С) |
|---|---|---|---|---|---|---|---|
| 20 | 201 | 78 | 7850 | 54 | 170 | – | – |
| 100 | 196 | 76 | – | 53 | 220 | 122 | 487 |
| 200 | 188 | 73 | – | 51 | 294 | 127 | 500 |
| 300 | 183 | 71 | – | 48 | 385 | 131 | 517 |
| 400 | 173 | 67 | – | 43 | 490 | 135 | 533 |
| 500 | 165 | 63 | – | 39 | 604 | 139 | 559 |
| 600 | 152 | 58 | – | 35 | 761 | 144 | 588 |
| 700 | 132 | 50 | – | 32 | 932 | 149 | 638 |
| 800 | 120 | 45 | – | 27 | 1101 | 126 | 706 |
| 900 | – | – | – | 27 | 1139 | 126 | 706 |
| 1100 | – | – | – | – | – | 124 | 706 |
Описание физических символов
| Имя | Описание |
|---|---|
| Е | Нормальный модуль упругости |
| р | Плотность |
| л | Коэффициент теплопроводности |
| С | Удельная теплоемкость |
Технологические свойства
| Имя | Значение |
|---|---|
| Свариваемость | Сваривается без ограничений. Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. |
| Склонность к отпускной хрупкости | Нет. |
| Чувствительность к флоку | не чувствителен. |
| Наплавка | Наплавка уплотнительных поверхностей арматуры по ОСТ 26-07-2028-81 производится ручной дуговой наплавкой электродами типа Э-20Х13 гипсовой СССИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12х23 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавку производят с предварительным и сопутствующим подогревом до 400-450 °С не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термическую обработку после сварки производят отпуском при 550-600 °С (выдержка 2-5 ч) твердостью НВ=301-350, при 600-650 °С (выдержка 2-5 ч) твердостью НВ=240-300, при 400-450 °С (выдержка 2-5 ч) твердость НВ=351-400. Температура печи при загрузке деталей для дома должна быть не более 300 °С. |
| Дефект сварки | Сварку дефектов отливок после резки обычно проводят без предварительного и сопутствующего нагрева. При полуавтоматической сварке в среде углекислого газа применяют сварочную проволоку СВ-08Г2С диаметром 2 мм при силе тока 380-420 А. Заварку дефектов ручной сваркой производят электродами типа Э42А (ГОСТ 9467) марки УОНИ-13/45. При сварке жесткого контура отливки или образца объемом более 2000 см3 рекомендуется перед нанесением первого ролика произвести предварительный подогрев на 120-150 °С. При сварке образцов объемом более 5000 см3 необходимо производить предварительный и сопутствующий нагрев до 150-180 °С. |
20-литровые стальные канистры NATO – Equipt Expedition Outfitters
89,99 $
 jpg?v=1606947598″>
jpg?v=1606947598″>20-литровые стальные канистры НАТО
ОписаниеFAQДОСТАВКА
- Описание
- Часто задаваемые вопросы
- ПЕРЕВОЗКИ
Эти герметичные стальные топливные канистры производятся непосредственно на заводе Wavian, который уже более 75 лет поставляет топливо во многие страны НАТО, и на сегодняшний день являются канистрами самого высокого качества на рынке. Тщательно протестированные, они могут похвастаться рядом особенностей, в том числе стальными стенками толщиной 0,9 мм, внутренней коррозионностойкой обшивкой Rezol, внутренней вентиляционной трубой для защиты от брызг, конфигурацией с тремя ручками для удобной переноски, герметичным байонетным затвором и стопорный штифт для крышки.
 В настоящее время Wavian производит единственные стальные топливные канистры, одобренные EPA, CARB и DOT, которые на 100% легальны во всех 50 штатах США. Включает в себя носик и адаптер для автомобилей с меньшими ресиверами.
В настоящее время Wavian производит единственные стальные топливные канистры, одобренные EPA, CARB и DOT, которые на 100% легальны во всех 50 штатах США. Включает в себя носик и адаптер для автомобилей с меньшими ресиверами.Примечание: покрытие канистры с топливом вступает в реакцию с водой, эти канистры предназначены только для топлива.
ХАРАКТЕРИСТИКИ
- Изготовлен из холоднокатаной стали толщиной 0,9 мм.
- Уникальный широкий канал сапуна и гладкий носик.
- Футеровка для предотвращения ржавчины с покрытием, устойчивым к бензину, воде и спирту.
- Крышка снабжена стопорным штифтом (международный патент), предотвращающим ее случайное открытие.
- Байонетный затвор полностью герметичен при любом положении банки.
- Конфигурация с тремя ручками для удобного захвата и переноски нескольких банок.
- Изготовлено и протестировано в соответствии с австралийскими стандартами — AS2906, шведскими стандартами — SP, немецкими стандартами — TUV/GS и стандартами ООН на опасные грузы.
