Сталь 3 как закалить: Как закалить сталь 3 в домашних условиях
alexxlab | 22.10.1985 | 0 | Разное
Как закалить сталь в домашних условиях?
Многие инструменты, с которыми приходится работать в мастерской, должны иметь определенную прочность. Домашние мастера задаются вопросом: «Как закалить сталь в домашних условиях?» От твердости режущей кромки часто зависит качество изделия. Конечно, многим известно, что для закалки требуется нагреть предмет, а потом резко охладить. При этом можно услышать, как кто-то добился подобным способом необыкновенной твердости и прочности какой-либо детали.
Закалка в воде:
Попытка самостоятельно закалить изделие на огне газовой плиты или ином источнике тепла оказываются безрезультатными. Разогретая до красного свечения заготовка при резком охлаждении повышает прочность незначительно, а иногда происходит и обратное явление – твердость снижается.
- Введение в технологию металлов
- Металлы и сплавы для закалки
- Технология закаливания
- Закалка с помощью бытовых приборов
- Заключение
Введение в технологию металлов
Сталь, с которой приходится сталкиваться чаще всего, представляет сплав железа с углеродом.
Наибольшее распространение получили конструкционные стали обыкновенного качества. В них содержится незначительное количество углерода (менее 0,8 %), поэтому любые попытки закалить изделия из подобного материала обречены на неудачу. Небольшое количество углерода не образует зерна цементита (карбида железа, Fe₃C). Именно этот ингредиент отвечает за получение твердости закаленной стали.
Кроме конструкционных, на металлургических предприятиях производят стали заданных свойств, в том числе и углеродистые сплавы. У них содержание углерода находится в пределах 0,8…2,14 %. При большем содержании второго компонента приходится иметь дело с чугунами. Это тоже черный металл, но свойства отличаются кардинально.
Проверка получения аустенита при нагревании с помощью магнита:
При выпуске изделий из металла пользуются пластичными материалами. Из них методом прессования добиваются получения специальных оригинальных форм. Например, детали корпуса автомобилей штампуются в холодном состоянии на специальных штампах.
Для инструмента нужна твердость, поэтому при изготовлении выбирают материал, который можно закалить, чтобы в дальнейшем не происходило его деформации в процессе использования для штампования деталей.
Закаленные изделия из качественных легированных сталей:
Кроме углеродистых сталей, на практике используют сплавы с марганцем, хромом, молибденом, титаном и другими элементами. Наличие их в составе в определенном количестве характеризуется определенной маркой. Компоненты, улучшающие свойства сплава называют легирующими. Они заметно изменяют свойства:
- Повышают поверхностную прочность.
- Увеличивают твердость деталей на стадии заготовок.
- Могут закаляться при закаливании.
- Не ржавеют при нахождении в агрессивной среде.
Для маркировки легированных сталей используется свой метод, в нем определенные металлы сплава обозначены своими буквами. Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
Цифры после букв указывают на содержание определенного компонента в десятых долях процента. Если имеет только буква, а за ней не следуют никакие цифры, значит, ингредиент может достигать до 1 % в составе сплава. Например, ХВГ характеризуется наличием в ней:
- около 1 % углерода;
- 0,8…1,2 % хрома (Х), этот компонент придает нержавеющие свойства;
- 0,9…1,1 % вольфрама (В), этот ингредиент увеличивает твердость и позволяет закалять изделия;
- 0,8…1,4 % марганца (Г, так договорились металлурги). Mn в составе стали придает пружинные свойства.
Внимание! ХВГ – это одна из лучших сталей для изготовления ножей. Отличается нержавеющими свойствами. При закалке можно добиться высокого значения твердости. На инструментальных заводах из этого материала изготавливают фрезы, прошивки и протяжки.
Металлы и сплавы для закалки
Из всей совокупности материалов, выпускаемых на металлургических предприятиях закалить можно только определенные сплавы. Они показаны в таблице.
Таблица «Металлы, подлежащие закалке»:
Технология закаливания
Муфельная печь для разогрева деталей:
Чтобы понять, как правильно закалить сталь, нужно рассмотреть процесс. Он заключается в следующем:
- Заготовку разогревают до температуры 750…770 ⁰С. В этом состоянии она перестает магнититься. Металлурги называют этот режим аустенитным. Возникает высокая пластичность. Зерна металла становятся крупными, между ними разрушается связь.
- Чтобы произошел прогрев всей детали, требуется время. У сталей есть особенность, нагретым может быть только поверхностный слой, всего несколько долей миллиметра. Ниже этого слоя температура может быть на 30…50 ⁰С ниже. Если не прогревать металл по толщине, то произойдет только поверхностное закаливание. При проверке на приборе Роквелла происходит прокол закаленного слоя, твердость не гарантируется.
- Разогретый металл закаливается в воде или в масле. Выбор среды для закаливания объясняется тем, что при закалке в воде вокруг металла образуется водяной пар.
 Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает.
Он снижает скорость охлаждения в несколько раз. Пар может иметь температуру до 200…250 ⁰С, поэтому настоящего закаливания нет. При закаливании в масляной среде (у него температура кипения составляет 350…380 ⁰С) скорость охлаждения в несколько раз выше. Опытные мастера производят не разовое опускание предмета в масло, а выполняют несколько последовательных подъемов и опусканий вверх-вниз. Эти достигается взаимодействие металла с новыми порциями масла, скорость охлаждения возрастает. - При закаливании крупное зерно, полученное при разогреве до аустенита, превращается мелкое (уменьшается размер в тысячи раз). Именно резкое уменьшение зерновой структуры способствует повышению поверхностной твердости.
- При закаливании внутри металла возникают внутренние напряжения. Иногда можно наблюдать, как тонкие детали при небольшом нагружении лопаются. Необходимо устранить их кратковременным нагревом до температуры отпуска.
- На практике подразделяют отпуск в нескольких режимах. Самым распространенным является низкий отпуск, который протекает при температуре 200…220 ⁰С.
 В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа).
В быту его можно выполнить в духовке обычной газовой плиты. Ее разогревают до заданной температуры, кладут детали, которые нужно частично отпустить. Потом дают остыть металлу вместе со всей плитой (примерно 1…2 часа). - Детали с низким отпуском служат в несколько раз дольше, чем закаленные, но без последующего отпуска.
Закалка в масле:
Закалка с помощью бытовых приборов
Для закаливания некоторые мастера пытаются использовать обычную газовую плиту. Диаметр горелки мощностью 2,5 кВт составляет 130 мм. При горении прогревается круг с внутренним диаметром 85…90 и с внешним 130…170 мм. Греется только кольцо. Нагреть металл можно до температуры 800 ⁰С.
Разогрев на газовой горелке:
Чтобы равномерно прогревать деталь, нужно устанавливать ограничения. Изготавливают металлический квадратный контур, внутри которого можно выровнять температуру. Контур желательно теплоизолировать, чтобы ограничить теплообмен с окружающей средой.
Для закаливания используют емкости, в которых используют отработанное минеральное масло.
С помощью паяльной лампы можно получить температуру 850…1000 ⁰С. При такой температуре проще прогреть подходящую деталь до нужной температуры. Чтобы ограничить тепловые потери, помещают в толстостенную трубу. Туда же направляют и поток продуктов сгорания горючего.
Разогрев паяльной лампой:
Внимание! Качественная закалка производится при нагревании в муфельной печи ли в горне, где все изделие находится в зоне разогрева.
Разогрев заготовки в горне на углях:
Видео: закалка стали в домашних условиях.
Заключение
- Закалка – это способ термической обработки металла, способствующий повышению твердости и прочности деталей.
- Оптимальная температура нагрева перед закаливанием составляет 750…770 ⁰С. Необходимо прогреть всё тело детали, поэтому необходима выдержка в течение 20…30 минут.
- Закалка в масле позволяет получать высокую скорость охлаждения.
 На поверхности изделия не образуется водяной пар.
На поверхности изделия не образуется водяной пар. - Для оптимального прогрева используют муфельные печи или горны. При использовании бытовых приборов трудно соблюсти равномерность нагревания деталей.
Republished by Blog Post Promoter
Закалка стали :: Технология металлов
Закалкой называется операция термической обработки, состоящая из нагрева до температур выше верхней критической точки AC3 для доэвтектоидной стали и выше нижней критической точки АС1
для заэвтектоидной стали и выдержки при данной температуре с последующим быстрым охлаждением (в воде, масле, водных растворах солей и пр.).
В результате закалки сталь получает структуру мартенсита и благодаря этому становится твердой.
Закалка повышает прочность конструкционных сталей, придает твердость и износостойкость инструментальным сталям.
Режимы закалки определяются скоростью и температурой нагрева, длительностью выдержки при этой температуре и особенно скоростью охлаждения.
Выбор температуры закалки.
Температура нагрева стали для закалки зависит в основном от химического состава стали. При закалке доэвтектоидных сталей нагрев следует вести до температуры на 30 – 50° выше точки АС3 . В этом случае сталь имеет структуру однородного аустенита, который при последующем охлаждении со скоростью, превышающей критическую скорость закалки, превращается в мартенсит. Такая закалка называется
Для заэвтектоидной стали наилучшая температура закалки — на 20—30° выше АС1 , т. е. неполная закалка. В этом случае сохранение цементита при нагреве и охлаждении будет способствовать повышению твердости, так как твердость цементита больше твердости мартенсита. Нагревать заэвтектоидную сталь до температуры выше Аст не следует, так как твердость получается меньшей, чем при закалке с температуры выше АС1,за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Нагревать заэвтектоидную сталь до температуры выше Аст не следует, так как твердость получается меньшей, чем при закалке с температуры выше АС1,за счет растворения цементита и увеличения количества остаточного аустенита. Кроме того, при охлаждении с более высоких температур могут возникнуть большие внутренние напряжения.
Скорость охлаждения.
Для получения структуры мартенсита требуется переохладить аустенит путем быстрого охлаждения стали,находящейся при температуре наименьшей устойчивости аустенита, т. е.при 650—550° С.
В зоне температур мартенситного превращения, т. е,ниже 240°С, наоборот, выгоднее применять замедленное охлаждение, так как образующиеся структурные напряжения успевают выравняться, а твердость образовавшегося мартенсита практически не снижается.
Правильный выбор закалочной среды имеет большое значение для успешного проведения термической обработки.
Наиболее распространенные закалочные среды —вода, 5—10%-ный водный раствор едкого натра или поваренной соли и минеральное масло.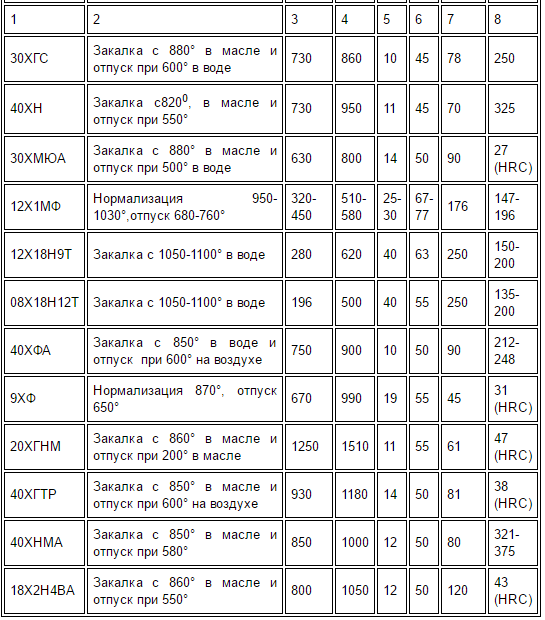 Для закалки углеродистых сталей можно рекомендовать воду с температурой 18° С; а для закалки большинства легированных сталей — масло.
Для закалки углеродистых сталей можно рекомендовать воду с температурой 18° С; а для закалки большинства легированных сталей — масло.
Закаливаемость и прокаливаемость стали.
При закалке стали важно знать еезакаливаемость и прокаливаемость. Эти характеристикине следует смешивать.
Закаливаемость показывает способность стали к повышению твердости при закалке. Некоторые стали обладают плохой закаливаемостью, т. е.имеют недостаточную твердость после закалки. О таких сталях говорят, что они «не принимают» закалку.
Закаливаемость стали зависит восновном от содержания в ней углерода. Это объясняется тем, что твердость мартенсита зависит отстепени искажения его кристаллической решетки. Чем меньше вмартенсите углерода, тем меньше будет искажена его кристаллическая решетка и, следовательно, тем ниже будет твердость стали.
Стали, содержащие менее 0,3% углерода, имеют низкую закаливаемость и поэтому, как правило, закалке не подвергаются.
Прокаливаемость стали характеризуется ееспособностью закаливаться на определенную глубину. При закалке поверхность детали охлаждается быстрее, так как она непосредственносоприкасается с охлаждающей жидкостью, отнимающей тепло. Сердцевина детали охлаждается гораздо медленнее, тепло из центральной части детали передается через массу металла к поверхности итолько на поверхности поглощается охлаждающей жидкостью.
Прокаливаемость стали зависит от критической скорости закалки: чем ниже критическая скорость, тем на большую глубину прокаливаются стальные детали. Например, сталь с крупным природным зерном аустенита (крупнозернистая), которая имеет низкую критическую скорость закалки, прокаливается на большую глубину, чем сталь с мелким природным зерном аустенита (мелкозернистая), имеющая высокую критическую скорость закалки. Поэтому крупнозернистую сталь применяют для изготовления деталей, которые должны иметь глубокую или сквозную прокаливаемость, амелкозернистую — для деталей с твердой поверхностной закаленной коркой и вязкой незакаленной сердцевиной.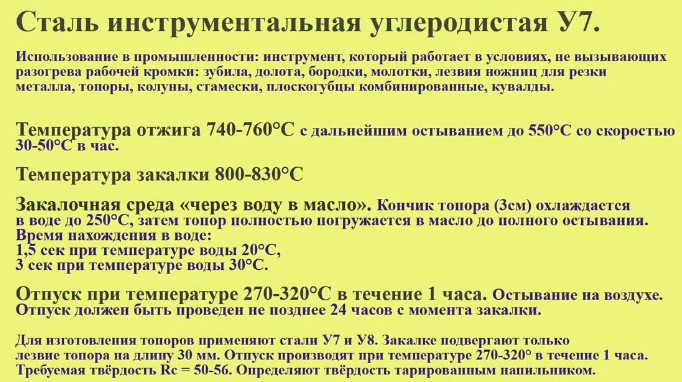
На глубину прокаливаемости влияют также исходная структура закаливаемой стали, температура нагрева под закалку и закалочная среда.
Прокаливаемость стали можно определить по излому, по микроструктуре и по твердости.
Виды закалки стали.
Существует несколько способов закалки, применяемых в зависимости от состава стали, характера обрабатываемой детали, твердости, которую необходимо получить, и условий охлаждения.
Закалка в одной среде схематично показана на рис. 1 в виде кривой 1. Такую закалку проще выполнять, но ее можно применять не для каждой стали и не для любых деталей, так как быстрое охлаждение деталей переменного сечения в большом интервале температур способствует возникновению температурной неравномерности и больших внутренних напряжений, что может вызвать коробление детали, а иногда и растрескивание (если величина внутренних напряжений превзойдет предел прочности).
Чем больше углерода в стали, тем больше объемные изменения и структурные напряжения, тем больше опасность возникновения трещин.
Рис. 1. Кривые охлаждения для различных способов закалки
Заэвтектоидные стали закаливают в одной среде, если детали имеют простую форму (шарики, ролики и т. д.). Если детали сложной формы, применяют либо закалку в двух средах, либо ступенчатую закалку.
Закалку в двух средах (кривая 2)применяют для инструмента из высокоуглеродистой стали (метчики, плашки, фрезы). Сущность способа состоит в том, что деталь вначале замачивают в воде, быстро охлаждая ее до 300—400° С, а затем переносят в масло, где оставляют до полного охлаждения.
Ступенчатую закалку (кривая 3) выполняют путем быстрого охлаждения деталей в соляной ванне, температура которой намного выше температуры начала мартенситного превращения (240—250° С). Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Выдержка при этой температуре должна обеспечить выравнивание температур по всему сечению детали. Затем детали охлаждают до комнатной температуры в масле или на спокойном воздухе, устраняя тем самым термические внутренние напряжения.
Ступенчатая закалка уменьшает внутренние напряжения, коробление и возможность образования трещин.
Недостаток этого вида закалки в том, что горячие следы не могут обеспечить большую скорость охлаждения при температуре 400—600° С. В связи с этим ступенчатую закалку можно применять для деталей из углеродистой стали небольшого сечения (до 8—10 мм). Для легированных сталей, имеющих небольшую критическую скорость закалки, ступенчатая закалка применима к деталям большого сечения (до 30 мм).
Изотермическую закалку (кривая 4)проводят так же, как ступенчатую, но с более длительной выдержкой при температуре горячей ванны (250—300° С), чтобы обеспечить полный распад аустенита. Выдержка, необходимая для полного распада аустенита, определяется по точкам а и b и по S-образной кривой (см. рис. 1). В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
рис. 1). В результате такой закалки сталь приобретает структуру игольчатого троостита с твердостью HRC45 55 и с сохранением необходимой пластичности. После изотермической закалки охлаждать сталь можно с любой скоростью. В качестве охлаждающей среды используют расплавленные соли: 55% KNO3 + 45% NaNO2 (температура плавления 137° С) и 55% KNO3 + 45% NaNO3 (температура плавления 218° С), допускающие перегрев до необходимой температуры.
Изотермическая закалка имеет следующие преимущества перед обычной:
минимальное коробление стали и отсутствие трещин; большая вязкость стали.
В настоящее время широко используют ступенчатую и изотермическую светлую закалки.
Светлую закалку стальных деталей проводят в специально оборудованных печах с защитной средой. На некоторых инструментальных заводах для получения чистой и светлой поверхности закаленного инструмента применяют ступенчатую закалку с охлаждением в расплавленной едкой щелочи. Перед закалкой инструмент нагревают в соляной ванне из хлористого натрия при температуре на 30—50° С выше точки АС1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
Перед закалкой инструмент нагревают в соляной ванне из хлористого натрия при температуре на 30—50° С выше точки АС1 и охлаждают при 180—200° С в ванне, состоящей из смеси 75% едкого калия и 25% едкого натра сдобавлением 6—8% воды (от веса всей соли). Смесь имеет температуру плавления около 145° С и, благодаря тому что в ней находится вода, обладает очень высокой закаливающей способностью.
При ступенчатой закалке стали с переохлаждением аустенита в расплавленной едкой щелочи с последующим окончательным охлаждением на воздухе детали приобретают чистую светлую поверхность серебристо-белого цвета; в этом случае отпадает необходимость в пескоструйной очистке деталей и достаточна промывка их в горячей воде.
Закалка с самоотпуском широко применяется в инструментальном производстве. Сущность ее состоит в том, что детали не выдерживают в охлаждающей среде до полного охлаждения, а в определенный момент извлекают из нее, чтобы сохранить в сердцевине изделия некоторое количество тепла, за счет которого производится последующий отпуск. После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости.
После достижения требуемой температуры отпуска за счет внутреннего тепла деталь окончательно охлаждают в закалочной жидкости.
Проконтролировать отпуск можно по цветам побежалости (см. рис. 2), появляющимся на зачищенной поверхности стали при 220—330° С.
Рис. 2. Цвета побежалости при отпуске
Закалку ссамоотпуском применяют для зубил, кувалд, слесарных молотков, кернеров и другого инструмента, требующего высокой твердости на поверхности и сохранения вязкой сердцевины.
Способы охлаждения при закалке.
Быстрое охлаждение стальных деталей при закалке является причиной возникновения в них больших внутренних напряжений. Эти напряжения иногда приводят к короблению деталей, а в наиболее тяжелых случаях — к трещинам. Особенно большие и опасные внутренние напряжения возникают при охлаждении в воде. Поэтому там, где можно, следует охлаждать детали в масле. Однако в большинстве случаев для деталей из углеродистой стали это невозможно, так как скорость охлаждения в масле значительно меньше критической скорости, необходимой для превращения аустенита в мартенсит. Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Однако в большинстве случаев для деталей из углеродистой стали это невозможно, так как скорость охлаждения в масле значительно меньше критической скорости, необходимой для превращения аустенита в мартенсит. Следовательно, многие детали из углеродистых сталей рекомендуется закаливать с охлаждением в воде, но при этом уменьшать неизбежно возникающие внутренние напряжения. Для этого пользуются некоторыми из описанных способов закалки, в частности, закалкой в двух средах, закалкой с самоотпуском и т. д.
Внутренние напряжения зависят также от способа погружения деталей в закалочную среду. Необходимо придерживаться следующих основных правил:
детали, имеющие толстую и тонкую части, погружать в закалочную среду сначала толстой частью;
детали, имеющие длинную вытянутую форму (метчики, сверла развертки), погружать в строго вертикальном положении, иначе они покоробятся (рис. 3).
Рис. 3. Правильное погружение деталей и инструментов в закаливающую среду
Иногда по условиям работы должна быть закалена не вся деталь, а лишь часть ее.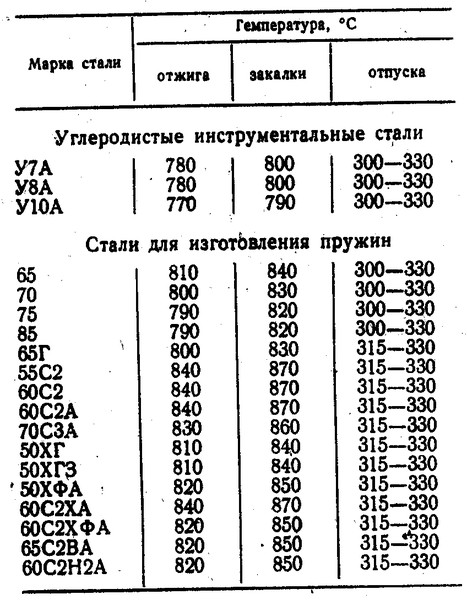 В этом случае применяют местную закалку: деталь нагревают не полностью, а в закалочную среду погружают целиком. В этом случае закаливается только нагретая часть детали.
В этом случае применяют местную закалку: деталь нагревают не полностью, а в закалочную среду погружают целиком. В этом случае закаливается только нагретая часть детали.
Местный нагрев мелких деталей производят в соляной ванне, погружая в нее только ту часть детали, которую требуется закалить; так закаливают, например, центры токарных станков. Можно поступать и так: нагреть деталь полностью, а охладить в закалочной среде только ту часть, которая должна быть закалена.
Дефекты, возникающие при закалке стали.
Недостаточная твердость закаленной детали — следствие низкой температуры нагрева, малой выдержки при рабочей температуре или недостаточной скорости охлаждения.
Исправление дефекта: нормализация или отжиг с последующей закалкой; применение более энергичной закалочной среды.
Перегрев связан с нагревом изделия до температуры, значительно превышающей необходимую температуру нагрева под закалку. Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
Перегрев сопровождается образованием крупнозернистой структуры, в результате чего повышается хрупкость стали.
И справление дефекта: отжиг (нормализация) и последущая закалка с необходимой температуры.
Пережог возникает при нагреве стали до весьма высоких температур, близких к температуре плавления (1200—1300° С) в окислительной атмосфере. Кислород проникает внутрь стали, и по границам зерен образуются окислы. Такая сталь хрупка и исправить ее невозможно.
Окисление и обезуглероживание стали характеризуются образованием окалины (окислов) на поверхности деталей и выгоранием углерода в поверхностных слоях. Этот вид брака термической обработкой неисправим. Если позволяет припуск на механическую обработку, окисленный и обезуглероженный слой нужно удалить шлифованием. Чтобы предупредить этот вид брака, детали рекомендуется нагревать в печах с защитной атмосферой.
Коробление и трещины — следствия внутренних напряжений. Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных превращений (переход аустенита в мартенсит сопровождается увеличением объема до 3%). Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Во время нагрева и охлаждения стали наблюдаются объемные изменения, зависящие от температуры и структурных превращений (переход аустенита в мартенсит сопровождается увеличением объема до 3%). Разновременность превращения по объему закаливаемой детали вследствие различных ее размеров и скоростей охлаждения по сечению ведет к развитию сильных внутренних напряжений, которые служат причиной трещин и коробления деталей в процессе закалки.
Образование трещин обычно наблюдается при температурах ниже 75—100° С, когда мартенситное превращение охватывает значительную часть объема стали. Чтобы предупредить образование трещин, при конструировании деталей необходимо избегать резких выступов, заостренных углов, резких переходов от тонких сечений к толстым; следует также медленно охлаждать сталь в зоне образования мартенсита (закалка в масле, в двух средах, ступенчатая закалка). Трещины являются неисправимым браком, коробление же можно устранить последующей рихтовкой или правкой.
Источник:
Остапенко Н. Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Н.,Крапивницкий Н.Н. Технология металлов. М. Высшая школа,1970г.
Как закалить металл в домашних условиях: видео, способы
- Технологические нюансы закалки
- Как закалить сталь на открытом огне
- Самостоятельное изготовление камеры для закаливания металла
Если знать, как закалить металл правильно, то даже в домашних условиях можно повысить твердость изделий из него в два-три раза. Причины, по которым возникает необходимость в этом, могут быть самыми разными. Такая технологическая операция, в частности, требуется в том случае, если металлу надо придать твердость, достаточную для того, чтобы он мог резать стекло.
Закалка металла в домашних условиях
Чаще всего закалить надо режущий инструмент, причем выполняется термическая обработка не только в том случае, если надо увеличить его твердость, но также и тогда, когда данную характеристику требуется уменьшить. Когда твердость инструмента слишком мала, его режущая часть будет заминаться в процессе эксплуатации, если же она высока, то металл будет крошиться под воздействием механических нагрузок.
Немногие знают, что существует простой способ, позволяющий проверить, насколько хорошо закален инструмент из стали, не только в производственных или домашних условиях, но и в магазине, при покупке. Для того чтобы выполнить такую проверку, вам потребуется обычный напильник. Им проводят по режущей части приобретаемого инструмента. Если тот закалили плохо, то напильник будет как будто прилипать к его рабочей части, а в противоположном случае – легко отходить от тестируемого инструмента, при этом рука, в которой находится напильник, не будет чувствовать на поверхности изделия никаких неровностей.
Зависимость твердости стали от режима термобоработки
Если все же так вышло, что в вашем распоряжении оказался инструмент, качество закалки которого вас не устраивает, переживать по этому поводу не стоит. Решается такая проблема достаточно легко: закалить металл можно даже в домашних условиях, не используя для этого сложного оборудования и специальных приспособлений. Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Однако следует знать, что закалке не поддаются малоуглеродистые стали. В то же время твердость углеродистых и инструментальных стальных сплавов достаточно просто повысить даже в домашних условиях.
Технологические нюансы закалки
Закалка, которая является одним из типов термической обработки металлов, выполняется в два этапа. Сначала металл нагревают до высокой температуры, а затем охлаждают. Различные металлы и даже стали, относящиеся к разным категориям, отличаются друг от друга своей структурой, поэтому режимы выполнения термической обработки у них не совпадают.
Режимы термообработки некоторых цветных сплавов
Термическая обработка металла (закалка, отпуск и др.) может потребоваться для:
- его упрочнения и повышения твердости;
- улучшения его пластичности, что необходимо при обработке методом пластической деформации.
Закаливают сталь многие специализированные компании, но стоимость этих услуг достаточно высока и зависит от веса детали, которую требуется подвергнуть термической обработке.Именно поэтому целесообразно заняться этим самостоятельно, тем более что сделать это можно даже в домашних условиях.
Если вы решили закалить металл своими силами, очень важно правильно осуществлять такую процедуру, как нагрев. Этот процесс не должен сопровождаться появлением на поверхности изделия черных или синих пятен. О том, что нагрев происходит правильно, свидетельствует ярко-красный цвет металла. Хорошо демонстрирует данный процесс видео, которое поможет вам получить представление о том, до какой степени нагревать металл, подвергаемый термической обработке.
В качестве источника тепла для нагрева до требуемой температуры металлического изделия, которое требуется закалить, можно использовать:
- специальную печь, работающую на электричестве;
- паяльную лампу;
- открытый костер, который можно развести во дворе своего дома или на даче.

Закалка ножа на открытых углях
Выбор источника тепла зависит от того, до какой температуры надо нагреть металл, подвергаемый термической обработке.
Выбор метода охлаждения зависит не только от материала, но также от того, каких результатов нужно добиться. Если, например, закалить надо не все изделие, а только его отдельный участок, то охлаждение также осуществляется точечно, для чего может использоваться струя холодной воды.
Технологическая схема, по которой закаливают металл, может предусматривать мгновенное, постепенное или многоступенчатое охлаждение.
Быстрое охлаждение, для которого используется охладитель одного типа, оптимально подходит для того, чтобы закаливать стали, относящиеся к категории углеродистых или легированных. Для выполнения такого охлаждения нужна одна емкость, в качестве которой может использоваться ведро, бочка или даже обычная ванна (все зависит от габаритов обрабатываемого предмета).
Охлаждение заготовки ножа в масле
В том случае, если закалить надо стали других категорий или если кроме закалки требуется выполнить отпуск, применяется двухступенчатая схема охлаждения. При такой схеме нагретое до требуемой температуры изделие сначала охлаждают водой, а затем помещают в минеральное или синтетическое масло, в котором и происходит дальнейшее охлаждение. Ни в коем случае нельзя использовать сразу масляную охлаждающую среду, так как масло может воспламениться.
Для того чтобы правильно подобрать режимы закалки различных марок сталей, следует ориентироваться на специальные таблицы.
Режимы термообработки быстрорежущих сталей
Режимы термической обработки легированных инструментальных сталей
Режимы термической обработки углеродистых инструментальных сталей
Как закалить сталь на открытом огне
Как уже говорилось выше, закалить сталь можно и в домашних условиях, используя для нагрева открытый костер. Начинать такой процесс, естественно, следует с разведения костра, в котором должно образоваться много раскаленных углей. Вам также потребуются две емкости. В одну из них надо налить минеральное или синтетическое масло, а в другую – обычную холодную воду.
Для того чтобы извлекать раскаленное железо из костра, вам понадобятся кузнечные клещи, которые можно заменить любым другим инструментом подобного назначения. После того как все подготовительные работы выполнены, а в костре образовалось достаточное количество раскаленных углей, на них можно уложить предметы, которые требуется закалить.
По цвету образовавшихся углей можно судить о температуре их нагрева. Так, более раскаленными являются угли, поверхность которых имеет ярко-белый цвет. Важно следить и за цветом пламени костра, который свидетельствует о температурном режиме в его внутренней части. Лучше всего, если пламя костра будет окрашено в малиновый, а не белый цвет. В последнем случае, свидетельствующем о слишком высокой температуре пламени, есть риск не только перегреть, но даже сжечь металл, который надо закалить.
Цвета каления стали
За цветом нагреваемого металла также необходимо внимательно следить. В частности, нельзя допустить, чтобы на режущих кромках обрабатываемого инструмента появлялись черные пятна. Посинение металла свидетельствует о том, что он сильно размягчился и стал слишком пластичным. Доводить до такого состояния его нельзя.
После того как изделие прокалится до требуемой степени, можно приступать к следующему этапу – охлаждению. В первую очередь, его опускают в емкость с маслом, причем делают это часто (с периодичностью в 3 секунды) и как можно более резко. Постепенно промежутки между этими погружениями увеличивают. Как только раскаленная сталь утратит яркость своего цвета, можно приступать к ее охлаждению в воде.
Цвета побежалости стали
При охлаждении водой металла, на поверхности которого остались капельки раскаленного масла, следует соблюдать осторожность, так как они могут вспыхнуть.После каждого погружения воду необходимо взбалтывать, чтобы она постоянно оставалась прохладной. Получить более наглядное представление о правилах выполнения такой операции поможет обучающее видео.
Есть определенные тонкости при охлаждении закаливаемых сверл. Так, их нельзя опускать в емкость с охлаждающей жидкостью плашмя. Если поступить таким образом, то нижняя часть сверла или любого другого металлического предмета, имеющего вытянутую форму, резко охладится первой, что приведет к ее сжатию. Именно поэтому погружать такие изделия в охлаждающую жидкость необходимо со стороны более широкого конца.
Для термической обработки особых сортов стали и плавки цветных металлов возможностей открытого костра не хватит, так как он не сможет обеспечить нагрев металла до температуры 700–9000. Для таких целей необходимо использовать специальные печи, которые могут быть муфельными или электрическими. Если изготовить в домашних условиях электрическую печь достаточно сложно и затратно, то с нагревательным оборудованием муфельного типа это вполне осуществимо.
Самостоятельное изготовление камеры для закаливания металла
Муфельная печь, которую вполне возможно сделать самостоятельно в домашних условиях, позволяет закалить различные марки стали. Основным компонентом, который потребуется для изготовления этого нагревательного устройства, является огнеупорная глина. Слой такой глины, которой будет покрыта внутренняя часть печи, должен составлять не более 1 см.
Схема камеры для закалки металла: 1 — нихромовая проволока; 2 — внутренняя часть камеры; 3 — наружная часть камеры; 4 — задняя стенка с выводами спирали
Для того чтобы придать будущей печи требуемую конфигурацию и желаемые габариты, лучше всего изготовить форму из картона, пропитанного парафином, на которую и будет наноситься огнеупорная глина. Глина, замешанная с водой до густой однородной массы, наносится на изнаночную сторону картонной формы, от которой она сама отстанет после полного высыхания. Металлические изделия, нагреваемые в таком устройстве, помещаются в него через специальную дверцу, которая тоже изготавливается из огнеупорной глины.
Камеру и дверцу устройства после просушки на открытом воздухе дополнительно просушивают при температуре 100°. После этого их подвергают обжигу в печи, температуру в камере которой постепенно доводят до 900°. Когда они остынут после обжига, их необходимо аккуратно соединить друг с другом, используя слесарные инструменты и наждачную шкурку.
Глиняный нагреватель с замурованной нихромовой спиралью
На поверхность полностью сформированной камеры наматывают нихромовую проволоку, диаметр которой должен составлять 0,75 мм. Первый и последний слой такой намотки необходимо скрутить между собой. Наматывая проволоку на камеру, следует оставлять между ее витками определенное расстояние, которое тоже надо заполнить огнеупорной глиной, чтобы исключить возможность короткого замыкания. После того как слой глины, нанесенный для обеспечения изоляции между витками нихромовой проволоки, засохнет, на поверхность камеры наносится еще один слой глины, толщина которого должна составлять примерно 12 см.
Готовая камера после полного высыхания помещается в корпус из металла, а зазоры между ними засыпаются асбестовой крошкой. Для того чтобы обеспечить доступ к внутренней камере, на металлический корпус печи навешиваются дверцы, отделанные изнутри керамической плиткой. Все имеющиеся зазоры между конструктивными элементами заделываются при помощи огнеупорной глины и асбестовой крошки.
Готовая самодельная камера
Концы нихромовой обмотки камеры, к которым необходимо подвести электрическое питание, выводятся с задней стороны ее металлического каркаса. Чтобы контролировать процессы, происходящие во внутренней части муфельной печи, а также замерять температуру в ней при помощи термопары, в ее передней части необходимо выполнить два отверстия, диаметры которых должны составлять 1 и 2 см соответственно. С лицевой части каркаса такие отверстия будут закрываться специальными стальными шторками. Самодельная конструкция, изготовление которой описано выше, позволяет в домашних условиях закаливать слесарные и режущие инструменты, рабочие элементы штампового оборудования и др.
Самостоятельное изготовление такой печи (как и закалочного оборудования другого типа) позволяет не только получить в свое распоряжение устройство, полностью соответствующее вашим потребностям, но и хорошо сэкономить, так как серийные модели стоит достаточно дорого.
4.3. Закалка углеродистых сталей
Закалка – это процесс термической обработки, заключающийся в нагреве до температуры выше критической и последующем быстром охлаждении, при котором образуется неравновесная структура. Существует закалка без полиморфного превращения и закалка с полиморфным превращением.
Закалка
с полиморфным превращением – это термическая обработка металлов
и сплавов, при которой происходит
мартенситное превращение высокотемпературной
фазы. Эта закалка применима к тем металлам
и сплавам, в которых при охлаждении
перестраивается кристаллическая
решетка.
Если взять эвтектоидную сталь (0,8 % углерода) с перлитной мягкой структурой и нагреть ее выше точки А1, то перлит превратится в аустенит. При этом в аустените будет растворено все количество углерода, которое имеется в стали, т. е. 0,8 %. Быстрое охлаждение в воде (600 °С/с) препятствует диффузии углерода из аустенита. Кристаллическая решетка аустенита изменится при охлаждении, т. е. гранецентрированная кубическая решетка аустенита перестраивается в объемноцентрированную, но весь имеющийся в стали углерод останется в новой решетке, и это придаст стали высокую твердость и износостойкость.
Температура
закалки для большинства сталей
определяется положением критических
точек А1 и А3.
Для углеродистых сталей температуру
закалки можно определить по диаграмме
«Железо – цементит». Закалка от
температур, лежащих в пределах между А1 и А3 (неполная закалка), сохраняет в структуре
доэвтектоидных сталей наряду с мартенситом
часть феррита, который снижает твердость
в закаленном состоянии и ухудшает
механические свойства после отпуска. Поэтому данные стали обычно нагревают
до температур на 30–50 °С выше А3(полная
закалка). Для заэвтектоидных же сталей
закалка от температур выше А1,
но ниже Аст, дает в структуре избыточный цементит,
что повышает твердость и износоустойчивость
стали. Нагрев выше температуры А3,
наоборот, ведет к снижению твердости
из-за растворения избыточного цементита
и увеличения остаточного аустенита,
росту зерна аустенита, увеличению
возможности возникновения больших
закалочных напряжений и обезуглероживанию
поверхностного слоя.
Таким образом, оптимальной закалкой для доэвтектоидных сталей является закалка от температуры на 30–50 °С выше А3, а для заэвтектоидных – на 30–50 °С выше А1.
Скорость
охлаждения также влияет на результат
закалки. Оптимальной охлаждающей
является та среда, которая быстро
охлаждает деталь в интервале температур
минимальной устойчивости переохлажденного
аустенита и замедленно в интервале
температур мартенситного превращения
для обеспечения равномерности этого
превращения во всех зонах детали и
снижения опасности образования трещин. Наиболее распространенными закалочными
средами являются вода, водные растворы
солей, щелочей, масло, расплавленные
соли. При закалке в этих средах различают
три периода:
пленочное охлаждение, когда на поверхности стали образуется «паровая рубашка», которая равномерно и сплошь окружает изделие, пар отнимает тепло не интенсивно, и скорость охлаждения в этот период сравнительно невелика;
пузырьковое кипение, наступающее при полном разрушении паровой пленки. В этот период происходит быстрый отвод тепла, так как на образование пузырьков пара расходуется большое количество тепла, и температура металла быстро снижается;
конвективный теплообмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости. Теплоотвод в этот период происходит с наименьшей скоростью, которая определяется физическими свойствами жидкости (теплоемкостью, вязкостью и теплопроводностью), разностью температур и скоростью циркуляции.
Закалочная жидкость охлаждает тем интенсивнее, чем шире интервал стадии пузырчатого кипения, т. е. чем выше температура перехода от первой стадии охлаждения ко второй и чем ниже температура перехода от второй стадии к третьей.
В практике термической обработки сталей нашли широкое применение различные способы охлаждения в зависимости от размеров деталей, их химического состава и требуемой структуры (рис. 4.8).
Непрерывная закалка (1) – наиболее простой способ закалки. Деталь после нагрева помещают в закалочную среду и оставляют в ней до полного охлаждения. Способ применяют при закалке несложных изделий из углеродистых и легированных сталей. Закалочной средой для углеродистых сталей диаметром более 5 мм служит вода, менее 5 мм и легированных – масло.
Закалка
в двух средах (2) осуществляется в разных температурных
интервалах с разной скоростью охлаждения.
Вначале деталь охлаждают в интервале
температур 750–400 °С в воде, затем переносят
в другую охлаждающую среду – масло. Замедленное охлаждение в масле, где
происходит мартенситное превращение,
приводит к уменьшению возникающих при
закалке внутренних напряжений и к
опасности появления трещин. Применяется
этот способ при закалке инструмента из
высокоуглеродистой стали.
Рис. 4.8. Способы охлаждения при закалке сталей: 1 – непрерывная закалка; 2 – закалка в двух средах; 3 – ступенчатая закалка; 4 – изотермическая закалка; 5 – обработка холодом
При ступенчатой
закалке (3) изделие охлаждают в закалочной среде,
имеющей температуру более высокую, чем
мартенситная точка данной стали.
Охлаждение и выдержка в этой среде
обеспечивают равномерное распределение
температуры закалочной ванны по всему
сечению детали. Затем следует окончательное,
обычно медленное охлаждение, во время
которого и происходит превращение
аустенита в мартенсит. Этот способ дает
закалку с минимальными внутренними
напряжениями, однако его применение
целесообразно для изделий небольшого
размера из углеродистых и низколегированных
сталей, закаливающихся в воде.
Изотермическая закалка (4) позволяет получать наиболее хорошее сочетание прочностных и пластических свойств. При изотермической закалке нагретую деталь переносят в ванну с расплавленными солями, имеющую температуру на 50–100 °С выше мартенситной точки МH, выдерживают при этой температуре до завершения превращения аустенита в бейнит и затем охлаждают на воздухе. Во всех предыдущих случаях при закалке происходит образование мартенситной структуры.
При изотермической закалке в детали возникают минимальные напряжения, исключается образование трещин и уменьшается деформация.
Обработка
холодом (5) применяется для легированных сталей,
у которых температура окончания
мартенситного превращения МК значительно ниже 0 °С. Если закаливать
эти стали обычным способом, то, наряду
с мартенситом, в структуре оказывается
значительное количество остаточного
аустенита. Остаточный аустенит понижает
твердость закаленной стали и может
вызвать нестабильность размеров готовых
деталей, т. к. в процессе их работы может
происходить превращение остаточного
аустенита в мартенсит.
Для стабилизации размеров закаленных изделий и повышения их твердости проводится охлаждение до температуры МК, в процессе которого аустенит превращается в мартенсит. Температура МК легированных сталей находится в широких пределах – 40 … – 196 °С. Обработке холодом подвергают быстрорежущие стали, цементованные детали, измерительные инструменты, подшипники и другие особо точные изделия.
Закалка без полиморфного превращения – это термическая обработка, фиксирующая при более низкой температуре состояние сплава, свойственное ему при более высокой температуре. Такая термическая обработка применима к сплавам, у которых одна фаза полностью или частично растворяется в другой.
Рис. 4.9. Диаграмма состояния сплава с переменной растворимостью компонента В в А
Например,
в сплаве I
(рис. 4.9) при нагреве до температуры t2 β-фаза
растворяется в α-фазе.
При обратном медленном охлаждении β-фаза
выделяется из α-фазы,
в которой концентрация компонента В
уменьшается в соответствии с линией
предельной растворимости аb.
Так как составы α- и β-фаз
различны, то выделение β-фазы
связано с диффузионным перераспределением
компонентов. При достаточном быстром
охлаждении диффузионное перераспределение,
необходимое для зарождения и роста
кристаллов β-фазы,
не успевает пройти и эта фаза не
выделяется. После такой обработки
(закалки) сплав состоит из одного
пересыщенного α-твердого
раствора.
Закалка без полиморфного превращения широко применяется к алюминиевым, магниевым, никелевым, медным и другим сплавам.
Закаливаемость – способность стали повышать твердость
в результате закалки. Необходимым
условием закаливаемости стали является
переохлаждение ее до температуры ниже
точки МН. Минимальная скорость охлаждения
аустенита, при которой отсутствует
диффузия углерода и происходит превращение
в мартенсит, называется критической
скоростью охлаждения.
Эту скорость можно определить на
С-образной диаграмме (рис. 4.10). При закалке
скорость охлаждения должна быть больше
критической (V1).
Для обычных углеродистых сталей значение
критической скорости охлаждения
составляет около 150 °С/с, поэтому на
практике необходимо охлаждать сталь
при закалке очень быстро, чтобы
предупредить распад аустенита на
ферритоцементитную смесь.
Рис. 4.10. Определение скорости охлаждения при закалке
Скорость охлаждения на поверхности изделия может быть больше критической, а в центре меньше. В этом случае аустенит в поверхностных слоях превратится в мартенсит, а в центре изделия испытывает перлитное превращение, т. е. деталь не прокалится насквозь. Прокаливаемость – одна из важнейших характеристик стали.
Прокаливаемостью называют способность стали получать
закаленный слой на ту или иную глубину
с мартенситной или троостомартенситной
структурой. Для характеристики
прокаливаемости стали часто используют
в качестве параметра критический
диаметр. Критический
диаметр – это максимальный диаметр цилиндрического
образца, который прокаливается насквозь
в данной охлаждающей среде.
Критический диаметр увеличивается и соответственно повышается прокаливаемость стали при увеличении охлаждающей способности закалочной среды и при введении в сталь легирующих элементов. Например, углеродистая сталь имеет критический диаметр 8–10 мм. Это значит, что при закалке более крупных изделий из данной стали сердцевина не будет закаленной (рис. 4.11).
Рис. 4.11. Распределение структуры по глубине цилиндрического образца
При поверхностной закалке, основное назначение которой повышение твердости, износостойкости и предела выносливости обрабатываемого изделия, на некоторую заданную глубину закаливается только верхний слой, тогда как сердцевина изделия остается незакаленной.
Поверхностную
закалку осуществляют: нагревом токами
высокой частоты (ТВЧ) или газовым
пламенем. При закалке первым методом
стальное изделие размещают внутри
индуктора в форме спирали или петли
(рис. 4.12). Ток высокой частоты подводится
от генератора к индуктору. Во время
прохождения тока через индуктор в
поверхностных слоях изделия за счет
индукции возникает ток противоположного
направления, нагревающий сталь.
Рис. 4.12. Схема нагрева токами высокой частоты: 1 – деталь; 2 – индуктор; 3 – магнитное поле; I – направление тока в индукторе; II – направление тока в детали
В
связи с тем, что скорость нагрева ТВЧ
значительно выше скорости нагрева в
печи, фазовые превращения в стали
происходят при более высоких температурах
и температуры нагрева под закалку
повышаются. Например, при нагреве ТВЧ
со скоростью 400 °С/с температура закалки
стали 40 с 840–860 °С повышается до 930–980
°С. После прогрева стали ТВЧ до температуры
закалки изделие охлаждают водой. При
закалке ТВЧ получается высокодисперсная
структура кристаллов мартенсита,
обеспечивающая более высокую твердость
и прочность стали, чем при печном нагреве.
При закалке с нагревом пламенем газокислородной горелки, имеющей температуру 2000–3000 °С, получается очень быстрый нагрев некоторого участка поверхности до температуры закалки, после чего из специального охладителя на этот участок направляется струя воды. Перемещая относительно поверхности горелку и одновременно охладитель, можно закалить большую поверхность крупногабаритных изделий.
Вследствие подвода значительного количества тепла поверхность изделия быстро нагревается до температуры закалки, тогда как сердцевина детали не успевает нагреться. Последующее быстрое охлаждение обеспечивает закалку поверхностного слоя. В качестве горючего применяют ацетилен, светильный и природный газы, а также керосин. Для нагрева используют щелевые горелки (имеющие одно отверстие в форме щели) и многопламенные.
Толщина
закаленного слоя составляет обычно 2–4
мм, а его твердость 50–56 HRC.
В тонком поверхностном слое образуется
мартенсит, а в нижележащих слоях
троостомартенсит. Пламенная закалка
вызывает меньшие деформации, чем
объемная, и из-за большой скорости
нагрева сохраняет более чистую поверхность
детали.
Процесс газопламенной закалки можно легко автоматизировать и включать в общий поток механической обработки. Для крупных деталей этот способ закалки часто более рентабелен, чем закалка индукционным нагревом.
12ХН3А
Главная/Характеристики Марок Стали, Металлопроката/12ХН3А
Характеристика материала.Сталь 12ХН3А.
| Марка | Сталь12ХН3А |
| Классификация | Сталь конструкционная легированная хромоникелевая |
| Заменитель | СТАЛЬ 12ХН2, СТАЛЬ 20ХН3А, 25ХГТ, 12Х2Н4А, СТАЛЬ 20ХНР |
| Прочие обозначения | Сталь 12Xh4А; ст. 12XН3А; 12ХН3А; 12Хh4А-Ш; 12ХН3А-ПВ; 12ХН3А-СШ |
| Иностранные аналоги | См.ниже |
Общая характеристика | Сталь высококачественная конструкционная хромоникелевая. Сталь цементируемая. |
| Применение | Сталь 12ХН3А используется для изготовления таких деталей, как: шестерни, валы, кулачковые муфты, червяки поршневые пальцы и прочие цементируемые детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости .Прокат из стали 12хн3а является основой для деталей, работающих под действием высоких ударных нагрузок либо при отрицательных температурах до -100 °С. Кроме этого сталь 12Xh4A применяется для изготовления горячекатаного толстолистового проката, биметаллических бесшовных труб для судостроения с наружным слоем из стали и внутренним слоем из меди |
| Видпоставки | |
Сортовой и фасонный прокат | ГОСТ1133-71, ГОСТ 8319. 0-75, ГОСТ2590-2006, ГОСТ 2591-2006, ГОСТ2879-2006 |
| Листы и полосы | ГОСТ103-2006 ТУ 14-1-1409-75 |
| Сортовой и фасонный прокат | ГОСТ1051-73, ГОСТ4543-71, ГОСТ7417-75, ГОСТ8559-75, ГОСТ8560-78, ГОСТ10702-78, ГОСТ14955-77 ТУ 14-1-5414-2001, ТУ 14-1-2118-77, ТУ 14-1-2765-79, ТУ 14-1-950-86, ТУ 14-1-3238-81, ТУ 14-11-245-88, ТУ 14-1-1271-75, ТУ 14-1-5228-93 |
| Трубы стальные и соединительные части к ним | ГОСТ 21729-76, ГОСТ 22786-77, ТУ 14-3-493-76, ТУ 14-3-864-79, ТУ 14-3-1823-91 |
Обработка металлов давлением. Поковки | ОСТ 5Р.9125-84, ТУ 14-1-1530-75, СТ ЦКБА 010-2004 |
| Классификация, номенклатура и общие нормы | ОСТ 1 90005-91,ГОСТ4543-71 |
| Болванки. Заготовки. Слябы | ОСТ 14-13-75, ОСТ 3-1686-90, ТУ 14-1-4944-90, ТУ 14-1-4992-91, ТУ 1-92-156-90 |
Краткаяхарактеристика.
Цементацией (науглероживанием) называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в науглероживающей среде (карбюризаторе). Окончательные свойства цементированных изделий приобретают после закалки и низкого отпуска. Назначение цементации и последующей термической обработки – придать поверхностному слою высокую твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе при сохранении вязкой сердцевины.Цементация широко применяется для упрочнения среднеразмерных зубчатых колес, валов коробки передач автомобилей, отдельных деталей рулевого управления, валов быстроходных станков, шпинделей и многих других деталей машин. На цементацию детали поступают после механической обработки с припуском на грубое и окончательное шлифование 0,05-0,010 мм. Во многих случаях цементации подвергается только часть детали, тогда участки, не подлежащие упрочнению, покрывают тонким слоем малопористой меди (0,02-0,04 мм), которую наносят электролитическим способом, или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле. Для обеспечения стабильности и качества рекомендуют детали перед цементацией подвергнуть промывке в 3 – 5% содовом растворе.Для цементируемых изделий применяют низкоуглеродистые (0,1-0,25% С) стали. После цементации, закалки и низкого отпуска этих сталей цементированный слой должен иметь твердость HRС 58-62, а сердцевина HRC 20-40. Сердцевина цементируемых сталей должна иметь высокие механические свойства, особенно повышенный предел текучести, кроме того, она должна быть наследственно мелкозернистой.Для деталей ответственного назначения, испытывающих в эксплуатации значительные динамические нагрузки, применяют хромоникелевые (такие как: 12ХН3А, 20ХН3А ) и более сложнолегированные стали. Одновременное легирование хромом и никелем повышает прочность, пластичность и вязкость сердцевины. Никель, кроме, того, повышает прочность и вязкость цементированного слоя.Хромоникелевые стали малочувствительны к перегреву при длительной цементации и не склонны к пересыщению поверхностных слоев углеродом. Большая устойчивость переохлажденного аустенита в области перлитного и промежуточного превращений обеспечивает высокую прокаливаемость хромоникелевой стали.Химическийсоставв % материала12ХН3А. ГОСТ4543-71
| Химический элемент | % |
| Углерод (С) | 0,09-0,16 |
| Кремний (Si) | 0,17-0,37 |
| Медь (Cu), не более | 0,30 |
| Марганец (Mn) | 0,30-0,60 |
| Никель (Ni) | 2,75-3,15 |
| Фосфор (P), не более | 0,025 |
| Хром (Cr) | 0,60-0,90 |
| Сера (S), не более | 0,025 |
Температуракритическихточекстали 12ХН3А
| Критическая точка | Mn | Ar1 | Ac1 | Ar3 | Ac3 |
| °С | 380 | 659 | 715 | 726 | 773 |
Механическиесвойстваматериала12ХН3А
1. Механическиесвойствастали12ХН3А при повышенных температурах
| t испытания,°C | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 |
| Образцы диаметром 28-50 мм. Отжиг 880-900°С. Закалка 860°С, масло. Отпуск 600°С, 3 ч. | |||||
| 20 | 540 | 670 | 21 | 75 | 274 |
| 200 | 520 | 630 | 20 | 74 | 216 |
| 300 | 500 | 630 | 12 | 70 | 211 |
| 400 | 430 | 530 | 20 | 75 | 181 |
| 500 | 390 | 410 | 19 | 86 | 142 |
| 550 | 240 | 260 | 21 | 82 | |
| Образец диаметром 10 мм и длиной 50 мм, кованый и отожженный. Скорость деформирования 5 мм/мин. Скорость деформации 0,002 1/с. | |||||
| 700 | 70 | 140 | 41 | 78 | |
| 800 | 29 | 89 | 61 | 97 | |
| 900 | 27 | 68 | 58 | 100 | |
| 1000 | 23 | 44 | 63 | 100 | |
| 1100 | 23 | 43 | 73 | 100 | |
| 1200 | 12 | 25 | 70 | 100 | |
| 1250 | 10 | 18 | 67 | 100 | |
2. Механическиесвойствастали12XH3А в зависимости от температуры отпуска
| t отпуска,°С | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB |
| Заготовки диаметром 70 мм. Закалка 800°С, масло. | ||||||
| 200 | 1270 | 1370 | 12 | 60 | 98 | 400 |
| 300 | 1130 | 1270 | 13 | 68 | 78 | 380 |
| 400 | 1080 | 1200 | 14 | 68 | 83 | 375 |
| 500 | 930 | 1030 | 19 | 70 | 118 | 280 |
| 600 | 670 | 730 | 24 | 75 | 167 | 230 |
3. Механическиесвойствастали12XH3A в зависимости от сечения
| Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HRCэ |
| Ложная лементация 910°С, 9 ч. Закалка 810°С, масло. Отпуск 200°С, на воздухе | ||||||
| 10 | 1080 | 1220 | 13 | 60 | 157 | 35 |
| 15 | 780 | 980 | 16 | 65 | 152 | 32 |
| 20 | 730 | 880 | 16 | 70 | 165 | 30 |
| 25 | 640 | 830 | 20 | 70 | 192 | 28 |
4. Механическиесвойствапруткаизстали12XH3А по ГОСТ4543-71
| Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB | HRCэ |
| Закалка 860°С, вода или масло. Закалка 760-810°С, вода или масло. Отпуск 180°С, воздух или масло | |||||||
| 15 | 685 | 930 | 11 | 55 | 88 | ||
| Цементация 920-950°С. Закалка 800-820°С, масло. Отпуск 160-200°С, воздух. | |||||||
| 60 | 830 | 980 | 12 | 55 | 118 | 303 | 59-64 |
| 100 | 690 | 830 | 10 | 50 | 78 | 250 | 57-63 |
Технологические свойства стали 12ХН3А
| Температура ковки | Начала 1220, конца 800. Сечения до 100 мм охлаждаются на воздухе, 101-300 мм – в яме. |
| Свариваемость | ограниченная. РДС, АДС под флюсом. |
| Обрабатываемость резанием | В горячекатаном состоянии при НВ 183-187 Kυ тв.спл. = 1.26, Kυ б.ст. = 0.95 |
| Склонность к отпускной способности | склонна |
| Флокеночувствительность | чувствительна |
Ударная вязкость стали KCU, Дж/см2 стали 12ХН3А
| Состояние поставки, термообработка | +20 | -40 |
| Пруток сечением 10 мм. Закалка 850 С, масло. Отпуск 200 С, 1 ч. HRCэ 37 | 127 | 103 |
| Пруток сечением 10 мм. Газовая цементация 910 С, 3 ч. Закалка 810 С, масло. Отпуск 200 С, 1 ч. HRCэ 58. | 42 | 14 |
Предел выносливости стали 12ХН3А
| σ-1, МПа | τ-1, МПа | n | σB, МПа | σ0,2, МПа | Термообработка, состояниестали |
| 382 | 960 | 680 | НВ 323 | ||
| 338 | 230 | 730 | 610 | НВ 238 | |
| 382-461 | 216-255 | 1Е+6 | 690 | ||
| 441 | 245 | 910 |
Критический диаметр d после закалки в различных средах
| Кол-во мартенсита, % | d, мм после закалки | |
| в воде | в масле | |
| 50 | 32-65 | 20-50 |
| 95 | 18-29 | 10-17 |
Прокаливаемость стали 12ХН3A по ГОСТ4543-71
| Закалка 8490 С | ||||||||||
| Расстояние от торца, мм | 1. 5 | 3 | 4.5 | 6 | 7.5 | 9 | 12 | 15 | 21 | 27 |
| Твёрдость HRCэ | 38.5-43 | 37-43 | 35-42 | 31.5-41 | 25-40.5 | 22-38.5 | 35 | 32 | 28.5 | 26.5 |
Физические свойства стали 12ХН3А
| Температура испытания,°С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 200 | |||||||||
| Плотность стали, pn, кг/см3 | 7850 | 7830 | 7800 | 7760 | 7720 | 7680 | 7640 | |||
| Коэффициент теплопроводности Вт/(м ·°С) | 31 | 26 | ||||||||
| Температура испытания,°С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11. 8 | 13.0 | 14.0 | 14.7 | 15.3 | 15.6 | ||||
| Удельная теплоемкость (С, Дж/(кг ·°С)) | 528 | 540 | 565 |
Зарубежныеаналогиматериала 12ХН3А( Указаныкакточные, такиближайшиеаналоги. )
| США | Германия | Япония | Франция | Англия | Испания | Болгария | Венгрия | Польша | Румыния | Чехия |
| – | DIN,WNr | JIS | AFNOR | BS | UNE | BDS | MSZ | PN | STAS | CSN |
| 3415 | 1. 5732 | SNC815 | 10NC11 | 655M13 | 15NiCr11 | 12ChN3A | BNC2 | 12HN3A | 13CrNi30q | 16420 |
| 12Ni14 | SNC815H | 14NC11 | ||||||||
| 14NiCr10 | ||||||||||
| 14NiCr14 |
Обозначения:
| Механическиесвойства : | ||
| sв | – Предел кратковременной прочности , [МПа] | |
| sT | – Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | |
| d5 | – Относительное удлинение при разрыве , [ % ] | |
| y | – Относительное сужение , [ % ] | |
| KCU | – Ударная вязкость , [ кДж / м2] | |
| HB | – Твердость по Бринеллю , [МПа] | |
| Физическиесвойства : | ||
| T | – Температура, при которой получены данные свойства , [Град] | |
| E | – Модуль упругости первого рода , [МПа] | |
| a | – Коэффициент температурного (линейного) расширения (диапазон 20o – T ) , [1/Град] | |
| l | – Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] | |
| r | – Плотность материала , [кг/м3] | |
| C | – Удельная теплоемкость материала (диапазон 20o – T ), [Дж/(кг·град)] | |
| R | – Удельное электросопротивление, [Ом·м] | |
| Свариваемость : | ||
| безограничений | – сварка производится без подогрева и без последующей термообработки | |
| ограниченносвариваемая | – сварка возможна при подогреве до 100-120 град. и последующей термообработке | |
| трудносвариваемая | – для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки – отжиг | |
Закалка топора
Кузнец Валерий Самович: “На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Закалка топора в домашних условиях
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки”. Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки. В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному. В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части. И является гарантией того, что при работе не лопнет обух или не отломается полотно.
ГОСТ 18578 – 89 Топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска – 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отжиг
Итак, приступаем к термообработке. Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг – это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Дело в том, что сталь, так же как и железо, перестает магнититься при температуре 768 градусов. По мере нагрева магнитом проверяем магнитится ли сталь. Когда магнит перестанет приставать к стали, это значит, что температура нашего топора превысила 768 градусов и больше нагревать его не нужно. Запоминаем цвет свечения для температуры 768 градусов. Он называется красно-бордовый. Это знание нам понадобится при закалке, которая производится при температуре 800-830 градусов, что соответствует переходу от темновато красного к красному цвету. На экране вы видите таблицу цветов каления и побежалости для углеродистой стали.
Хочу обратить ваше внимание на то, что камера искажает реальный цвет, делая его светлее. Итак, требуемая для отжига температура достигнута. Угли сдвигаем подальше от топора, печь закрываем, задвигаем главную задвижку и оставляем часов на 10. Пусть топор остывает вместе с печью. В процессе отжига улучшается микроструктура металла, снимается внутреннее напряжение и уменьшается твердость. После остывания отожженная сталь становится мягкой и легко берется напильником.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента – это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет. Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов.
Закалка стали
Закалка стали достигается за счет подходящей закалки внутри или выше критического диапазона. Температуры такие же, как и для полного отжига. Время выдержки в воздушных печах должно быть 1,2 мин на каждый мм поперечного сечения или 0,6 мин в соляных или свинцовых ваннах. Следует избегать неравномерного нагрева, перегрева и чрезмерного образования окалины. Закалка необходима для подавления нормального распада аустенита на феррит и цементит, а также для частичного распада при такой низкой температуре с образованием мартенсита. Для этого стали требуется критическая скорость охлаждения, которая значительно снижается из-за присутствия легирующих элементов, которые, следовательно, вызывают закалку с мягкой закалкой (например, масло и закалка стали).
Закалка стали достигается подходящей закалкой из внутри или выше критического диапазона. Температуры – это такие же, как и для полного отжига. Время выдержки в воздушных печах должно быть 1,2 мин на каждый мм поперечного сечения или 0,6 мин в солевые или свинцовые ванны. Неравномерный нагрев, перегрев и чрезмерное образование накипи необходимо избегать.
Тушение необходимо для подавления нормального распада аустенита на феррит и цементит, а также вызвать частичное разложение при такой низкой температуре, чтобы произвести мартенсит. Для этого стали требуется критическая скорость охлаждения , которая значительно снижается наличие легирующих элементов, которые поэтому вызывают упрочнение с мягкая закалка (например, масло и закалка стали).
Стали с содержанием углерода менее 0,3 % не могут быть эффективно закалены,
при этом максимальный эффект достигается примерно при 0,7 % за счет повышенного
склонность к сохранению аустенита в высокоуглеродистых сталях Рис. 1.
Рис. 1. Изменение твердости мартенсита и бейнита с содержанием углерода
Вода является одной из наиболее эффективных закалочных сред, где требуется максимальная твердость, но она может вызвать деформацию и взлом статьи. Где твердостью можно пожертвовать, кит, хлопок используются растительные и минеральные масла. Они склонны окисляться и образовывать шлам с соответственно снижение эффективности.
Скорость закалки масла намного меньше, чем у воды.
Феррит и троостит образуются даже на небольших участках. Средний
соотношение между водой и нефтью может быть получено с водой, содержащей 10-30 %
Ucon, вещество с обратной растворимостью, которое поэтому осаждается на
объект для медленной скорости охлаждения. Чтобы свести к минимуму искажения, длинные
цилиндрические предметы следует закаливать вертикально, плоские участки – на ребро
а толстые срезы должны попадать в ванну первыми. Чтобы не было пузырьков пара
образуя мягкие пятна, следует встряхивать водяную закалочную ванну.
Полностью закаленные и отпущенные стали лучше всего сочетание прочности и пластичности надреза.
Отпуск и закалка
Мартенсит закаленной инструментальной стали чрезвычайно хрупок и в сильном стрессе. Следовательно, растрескивание и искажение объекта могут возникнуть после закалки. Остаточный аустенит нестабилен и он изменяет размеры может измениться, например. штампы могут изменяться на 0,012 мм.
Поэтому необходимо нагревать сталь ниже критический диапазон, чтобы снять напряжение и позволить арестованному происходит реакция осаждения цементита. Это известно как закалка .
150-250°С. Объект нагревают на масляной бане, сразу после закалки, для предотвращения связанного с этим растрескивания, для облегчения внутреннее напряжение и разлагать аустенит без особых смягчение.
200-450°С. Используется для упрочнения стали за счет твердость. Твердость по Бринеллю 350-450.
450-700°С. Осажденный цементит сливается в большие массы и сталь становится мягче. Структура известна как сорбит, который при более высоких температурах становится грубо сфероидизированным. Он травится медленнее, чем троостит, и имеет твердость по Бринеллю 220-350. Сорбит обычно встречается в термообработанных конструкционных материалах. стали, такие как оси, валы и коленчатые валы, подвергающиеся динамическим стрессы. Лечение закалкой и отпуском при этой температуре Диапазон часто называют ужесточением, и он производит увеличение отношения предела упругости к пределу прочности при растяжении прочность.
Реакции при отпуске протекают медленно. Время реакции как
ну и температура нагрева важна. Закалка проводится до
возрастающая степень под пирометрическим контролем в масле, соли (например, равные
частей нитратов натрия и калия на 200-600°С) или свинцовых ванн, а также
в печах, в которых воздух циркулирует с помощью вентиляторов. После закалки,
объекты могут охлаждаться как быстро, так и медленно, за исключением сталей
подвержены отпускной хрупкости.
Цвета темпера, образованные на очищенной поверхности, все еще используются иногда в качестве руководства по температуре. Они существуют благодаря интерференции эффекты тонких пленок оксида, образующихся при отпуске, и они действуют аналогично масляным пленкам на воде. Сплавы, такие как форма из нержавеющей стали более тонкие пленки, чем углеродистые стали для данной температуры и, следовательно, производят цвет ниже в ряду. Например, бледно-соломенный соответствует до 300°С вместо 230°С (табл. 1).
Таблица 1.
| Цвет закалки | Температура °C | Предметы |
| Бледная солома | 230 | Строгальные и долбежные инструменты |
| Темно-соломенный | 240 | Фрезы, сверла |
| Коричневый | 250 | Метчики, ножницы для металлов |
| Коричнево-фиолетовый | 260 | Пробойники, чашки, защелки, спиральные сверла, развертки |
| Фиолетовый | 270 | Пресс-инструменты, оси |
| Темно-фиолетовый | 280 | Холодные долота, наборы для стали |
| Синий | 300 | Пилы по дереву, пружины |
| Синий | 450-650 | Упрочнение конструкционных сталей |
Для токарных, строгальных, формовочных инструментов и
стамески, только режущие части нуждаются в закалке. Это часто несут
в инженерных работах путем нагрева инструмента до 730°С с последующим
закалка режущего конца по вертикали. Когда режущий конец становится холодным,
очищается камнем и допускается тепло от хвостовика инструмента
чтобы закалить режущую кромку до нужного цвета. Тогда весь инструмент
закаленный. Окисление можно уменьшить, покрыв инструмент древесным углем и
масло.
Изменения при отпуске
Принципы отпуска закаленных сталей имеют близкое сходство с дисперсионным твердением. перекрывающиеся изменения, происходящие при отпуске высокоуглеродистого мартенсита, показаны на рис. 2 и имеют следующий вид:
Этап 1. 50-200°C. Мартенситные разрывы вплоть до переходного осадка, известного как c-карбид (Fe2,4C) через двойники и мартенсит с низким содержанием углерода, что приводит к небольшой дисперсии затвердение, уменьшение объема и электрического сопротивления.
Этап 2. 205-305°C. Разложение остаточный аустенит превращается в бейнит и снижается твердость.
Этап 3. 250-500°C. Преобразование агрегат низкоуглеродистого мартенсита и с-карбида в феррит и цементит выпадал в осадок вдоль двойников, которые постепенно укрупнялись, придавая видимые частицы и быстрое размягчение, рис. 3.
Стадия 4. Карбидные изменения в легированной стали при 400-700°С. В сталях, содержащих одну легирующую добавку, цементит образуется первой, и сплав диффундирует к ней. При достаточном обогащении Fe3C превращается в карбид сплава. После дальнейшего обогащения это карбид может быть вытеснен другим, и это образование перехода карбиды могут повторяться несколько раз, прежде чем равновесный карбид формы. В хромистой стали изменения следующие: Fe3C®Cr7C3®Cr23C6.
В сталях
содержащих несколько карбидообразующих элементов, реакции часто более
сложные, и карбиды, которые разлагаются, не обязательно следуют
карбидами на основе тех же легирующих элементов. Преобразование может
также происходят in situ путем постепенного обмена атомами без какого-либо заметного
закалка; или путем разрешения существующих карбидов железа и свежих
зарождение когерентного карбида со значительным упрочнением, которое
противодействует нормальному размягчению, которое происходит во время отпуска. В некоторых
легированных сталей, поэтому твердость сохраняется постоянной примерно до
500°C или, в некоторых случаях, достигает пика с последующим постепенным падением из-за
к нарушению когерентности и коалесценции карбидных частиц. Этот
Процесс старения известен как вторичное упрочнение, и он увеличивает
свойства стали при высоких температурах ползучести (например, сталь E на рис. 2).
Например, хром, по-видимому, стабилизирует размер цементита.
частиц в диапазоне 200-500°C. Ванадий и молибден образуют мелкие
диспергирование связных осадков
(В 4 C 3 Mo 2 C) в ферритовой матрице с
значительное затвердевание. Когда начинается старение
V 4 C 3 растет по границам зерен, а также образует
Видманштеттеновый узор пластин внутри зерна.
Рис. 2. Кривые отпуска стали с содержанием углерода 0,35 % и матрицы сталь
| а) После закалки. Рейки с высокой плотностью дислокации | б) Закален до 300°С. Видманштеттовское осаждение карбидов внутри реек |
| c) Отпущено 500°C. Восстановление дислокационной структуры в ячейки с планками | d) Закален до 600°C. Рекристаллизационный цементит повторно зародышевый
границы равноокисного феррита |
| e) двойниковый мартенсит с высоким содержанием углерода | f) Закален до 100°C. Мелкие е-карбиды в близнецах |
| g) Закален до 200°C. Сплоченный цементит вдоль двойников. с-карбиды растворить | h) Закален до 400°C. Распад сдвоенной структуры. Карбиды растут и сфероидизировать |
Рис. 3. Низкоуглеродистые реечные мартенситы имеют высокую температуру Ms и при охлаждении часто происходит некоторый отпуск, т. е. автоотпуск.
Отпуск при 300°C вызывает выделение карбидов внутри
планки видманштеттовой формы (рис. 3). Отпуск при 500°С способствует
восстановление клубка дислокаций в клетки внутри реек с
карбиды выпадали по границам. Отпуск при 600°С приводит к
рекристаллизация в равноокисный феррит с повторным зародышеобразованием карбидов в
границы.
Закалочные трещины
Изменения объема, возникающие при охлаждении аустенита, являются: а) расширение при переходе гамма-железа в феррит; б) сокращение при осаждении цементита; в) нормальное термическое сжатие.
При закалке стали эти изменения объема происходят очень быстро и неравномерно по всему образцу. Снаружи холоднее всего быстро и является в основном мартенситным, в котором усадка (б) не имеет произошел. Центр может быть трооститным и начаться сокращение (b).
Возникают напряжения, которые могут привести к тому, что металл либо деформироваться или растрескиваться, если пластичность недостаточна для пластического течения происходить. Такие трещины могут возникать через некоторое время после закалки или в начале этапы закалки.
Закалочные трещины могут возникать:
а) из-за присутствия
неметаллические включения, цементитные массы и др. ;
б) когда аустенит
крупнозернистый из-за высокой температуры закалки;
c) из-за неравномерного
закалка;
г) в кусках неправильного сечения и при остром повторном вхождении
углы присутствуют в конструкции.
Отношение конструкции к термообработке очень важный. Изделия неправильного сечения нуждаются в особом уходе. Когда сталь имеет был выбран, который нуждается в закалке водой, тогда дизайнер должен использовать следует стремиться к щедрым скруглениям в углах и равномерному сечению. Иногда это можно получить, высверливая металл из громоздких деталей. без существенного влияния на дизайн; примеры приведены на рис. 4.
Отверстие, просверленное сбоку до центрального отверстия, может
вызвать растрескивание, и его следует просверлить насквозь и временно
забитый асбестовой ватой при термической обработке. Трещина также
образуются в месте соединения цельной шестерни с валом. есть серьезные
опасность трещин у корней зубов из-за сильного изменения
размер секции. Эту конструкцию можно улучшить, обработав металл.
под ободом сделать сечение однородной массы.
Рис. 4. Связь конструкции с термической обработкой
Основы термической обработки
Термическая обработка стали включает изменение аустенита, гранецентрированная кубическая решетка железа, содержащая атомы углерода в междоузлий, в объемно-центрированный кубический феррит с низкой растворимостью для углерод.
Атомы углерода разделяются на области, образуя цементит. Это включает в себя подвижность или диффузию атомов углерода, а также время и важны температуры. Движение атомов происходит быстро при высоких температурах. но становится все более вялым с понижением температуры.
По мере увеличения скорости охлаждения аустенитизированной стали
время, отведенное на изменения, сокращается, а реакции
неполная при 600-700°С. Таким образом, остаточный аустенит превращается в
более низкие температуры, с более короткими движениями атомов и более тонкими структурами.
При температурах ниже примерно 250°С диффузия настолько медленна, что
формируется переходная структура.
Влияние быстрого охлаждения на критические точки комплекс (рис. 5). Увеличение скорости охлаждения имеет следующие эффекты:
1. Температура ареста снижена.
2. Ar3 сливается
с Ar1, создающим единственную вдавленную точку, известную как Ar».
образуется слоистый троостит.
3. Ускоренное охлаждение вызывает другой
при температуре 350-150°C появляется арест, известный как Ar”. Троостит и мартенсит
формируются.
4. При быстром гашении Ar “сливается в Ar”.
Образуется мартенсит.
5. Арест из-за образования бейнита
при 500-250°С обычно не проявляется у углеродистой стали, но присутствует
со многими легированными сталями.
Рис. 5. Влияние скорости охлаждения на превращение аустенита
Информация о Speedy Metals для инструментальной стали A2
Информация о Speedy Metals для инструментальной стали A2| Анализ | Приложения | Термическая обработка | Допуски | Предметы Speedy Metals |
Инструментальная сталь A2 представляет собой инструментальную сталь для холодной обработки со средним содержанием 5% хрома, обладающую достаточной прокаливаемостью на воздухе до уровня поверхностной твердости 60 Rc с хорошей глубиной закалки. Эта широко используемая инструментальная сталь имеет низкую деформацию при термической обработке, хорошую обрабатываемость, хорошую ударную вязкость для тяжелых условий эксплуатации, высокую стойкость к истиранию и свойства глубокой закалки в больших сечениях. А2 имеет полностью сфероидальную структуру и имеет исключительно низкий уровень включений. A2 доступен в безуглеводных круглых, плоских и квадратных формах, а также в буровой штанге и шлифованной плоской ложе.
АНАЛИЗ
A.I.S.I. A2 соответствует ASTM A681, DIN 1.2363, SAE J437, J438
ПРИМЕНЕНИЕ
Типичными применениями инструментальной стали A2 являются вырубные, штамповочные и отделочные штампы, штампы, штампы для чеканки, резьбонакатные ролики, накатные инструменты, оправки, мастер-червячные фрезы, инструменты для холодной штамповки, шпиндели, ножницы, ножи для продольной резки, пресс-формы, пуансоны, блочные и кольцевые калибры, пробойники, развертки, вкладыши для кирпичных форм, формовочные валки и т. д.
ТЕРМООБРАБОТКА
ПОКОВКА
Нагрев под ковку должен производиться медленно и равномерно. Выдержите при 1900-2000F и нагревайте столько раз, сколько необходимо, прекращая работу, когда температура падает ниже 1650F. После ковки медленно охлаждают в извести, слюде, сухой золе или в печи. A2 всегда следует отжигать после ковки.
ОТЖИГ
Медленно нагрейте до 1550-1600F, подождите, пока вся масса не прогреется насквозь, и медленно охладите в печи (40F в час) примерно до 1000F, после чего скорость охлаждения можно увеличить. Необходимо принять соответствующие меры предосторожности для предотвращения чрезмерного науглероживания или обезуглероживания.
СНЯТИЕ СТРЕССА
Если необходимо снять напряжение при механической обработке, медленно нагрейте до 1050-1250F, дайте выровняться, а затем охладите на воздухе (снятие напряжения).
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ ПЕРЕД ЗАКАЛИВАНИЕМ
Медленно нагрейте до 1350-1450F и удерживайте эту температуру до тех пор, пока деталь не станет равномерно нагретой.
ЗАКАЛКА
После тщательного предварительного нагрева нагрейте до 1750-1800F. Выдержите заготовку при температуре закалки до ее полного и равномерного нагрева.
ЗАТУШЕНИЕ
A2 представляет собой сталь, закаливаемую на воздухе, и полностью затвердевает при охлаждении на воздухе. Во избежание масштабирования
рекомендуется поверхность заготовки, регулируемая атмосфера или вакуумные печи. Если эти типы печей недоступны, соляные ванны или обертывание детали фольгой из нержавеющей стали обеспечат определенную степень защиты поверхности в процессе закалки. рукой, а затем немедленно закалить.
ЗАКАЛКА
Температура отпуска может варьироваться в зависимости от желаемой твердости. Если желательна максимальная твердость, отпуск должен быть в диапазоне 300-400F, но если приемлема более низкая твердость, отпуск при 950F даст оптимальное сочетание твердости и ударной вязкости. Твердость по шкале С по Роквеллу, полученная на образцах площадью 1 квадратный дюйм при закалке на воздухе от 1775°F и отпуске при различных температурах, выдержке в течение 4 часов, составляет:
| Температура отпуска F | Роквелл С | ||
| 300 | 62 | ||
| 400 | 60 | ||
| 500 | 58 | ||
| 600 | 56 | ||
| 700 | 56 | ||
| 800 | 56 | ||
| 900 | 56 | ||
| 1000 | 55 | ||
| 1100 | 50 | ||
| 1200 | 43 | ||
| 1300 | 34 |
ДОПУСКИ
Обезуглероженные патроны A2 производятся увеличенного размера 0,015–0,035. Безуглеводные листы и квадраты A2 производятся на 0,015–0,035 больше по толщине, а ширина фрезеруется или нарезается на размер, достаточный для очистки до номинального размера.
Плоский шлифованный материал A2, выпускаемый стандартной длиной 18 дюймов и 36 дюймов, доступен со стандартной прецизионной шлифовкой (+/- 0,001 дюйма по толщине, + 0,005/- 0,000 дюйма по ширине) и увеличенной шлифовкой (+ 0,010/+0,015 по толщине и ширине).
Буровая штанга A2 (длина стандартной длины 36 дюймов и доступная длина 144 дюйма) допуски на диаметр следующие:
0,124 дюйма и менее (+/- 0,0003 дюйма)
От 0,125 до 0,499 дюйма (+/- 0,0005 дюйма)
.500 до 2″ rd (+/-.001″)
SPEEDY METALS ITEMS
| 0,375 x 0,625 дюйма | 3/8″ х 3/4″ | 7/8″ х 1″ |
| 7/8″ x 2″ | 1-1/4″ x 1-3/4″ | 2-1/2″ x 2-1/2″ |
| 1/4″ {A} x 1/2″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1/4″ {A} x 3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/4″ {A} x 1″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/4″ {A} x 1-1/4″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1/4″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/4″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/4″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/4″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/8″ {A} x 1″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 3/8″ {A} x 1-1/2″ {B} Плоский инструмент из инструментальной стали A-2, обезуглероженный Fre | 3/8″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/8″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3/8″ {A} x 2-3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/8″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/8″ {A} x 6″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/2″ {A} x 3/4″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 1/2″ {A} x 1″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1/2″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 0,500″ {A} x 1,500″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1/2″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/2″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/2″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/2″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/2″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/2″ {A} x 5″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1/2″ {A} x 6″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/2″ {A} x 8″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1/2″ {A} x 10″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 1/2″ {A} x 12″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 5/8″ {A} x 3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 5/8″ {A} x 1″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 5/8″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 5/8″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 5/8″ {A} x 1-3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 5/8″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 5/8″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 5/8″ {A} x 3″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 5/8″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 5/8″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 5/8″ {A} x 5″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 5/8″ {A} x 6″ {B} инструментальная сталь A-2 Плоский, De-Carb Fre | 5/8″ {A} x 8″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 5/8″ {A} x 10″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 5/8″ {A} x 12″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 3/4″ {A} x 1″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 3/4″ {A} x 1-1/4″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 3/4″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 1-3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3/4″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3/4″ {A} x 3-1/2″ {B} Плоский инструмент из инструментальной стали A-2, обезуглероженный Fre | 3/4″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 5″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3/4″ {A} x 5-1/2″ {B} Плоский инструмент из инструментальной стали A-2, обезуглероженный Fre | 3/4″ {A} x 6″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 8″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3/4 дюйма {A} x 10 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3/4″ {A} x 12″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1″ {A} x 1-1/4″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 1″ {A} x 1-1/2″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 1″ {A} x 2″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1 дюйм {A} x 2-1/2 дюйма {B} инструментальная сталь A-2 Плоский, обезуглероженный Fre |
| 1″ {A} x 3″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1 дюйм {A} x 3-1/2 дюйма {B} инструментальная сталь A-2 Плоский, обезуглероженный Fre | 1″ {A} x 4″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 1″ {A} x 5″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1 дюйм {A} x 6 дюймов {B} инструментальная сталь A-2 Плоский, обезуглероженный Fre | 1 дюйм {A} x 7 дюймов {B} инструментальная сталь A-2 Плоский, обезуглероженный Fre |
| 1″ {A} x 8″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1″ {A} x 10″ {B} Плоский инструмент из инструментальной стали A-2, De-Carb Fre | 1 дюйм {A} x 12 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-1/4″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-1/4″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-1/4″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-1/4″ {A} x 3″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1-1/4″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-1/4″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-1/4″ {A} x 5″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 1-1/4″ {A} x 6″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1-1/4″ {A} x 8″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 1-1/4″ {A} x 10″ {B} Плоский инструмент из инструментальной стали A-2, обезуглероженный Fre | 1-1/4″ {A} x 12″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1-1/2″ {A} x 2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-1/2″ {A} x 2-1/2″ {B} Плоский инструмент из инструментальной стали A-2, De-Carb Fre | 1-1/2″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-1/2″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-1/2″ {A} x 4″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1-1/2″ {A} x 5″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1-1/2″ {A} x 6″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 1-1/2″ {A} x 8″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 1-1/2″ {A} x 10″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 1-1/2″ {A} x 12″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 1-3/4″ {A} x 2″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 1-3/4″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-3/4″ {A} x 2-3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 1-3/4″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-3/4″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1-3/4″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2″ {A} x 2-1/4″ {B} Плоский инструмент A-2 из инструментальной стали, обезуглероженный Fre | 2″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2 дюйма {A} x 3 дюйма {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2″ {A} x 3-1/2″ {B} Плоский инструмент из инструментальной стали A-2, De-Carb Fre | 2 дюйма {A} x 4 дюйма {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2″ {A} x 4-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2″ {A} x 6″ {B} Плоский инструмент из инструментальной стали A-2, De-Carb Fre | 2 дюйма {A} x 8 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2 дюйма {A} x 12 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2-1/4″ {A} x 2-1/2″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 2-1/4″ {A} x 3″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2-1/4″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2-1/4″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2-1/2″ {A} x 2-3/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 2-1/2″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 2-1/2″ {A} x 8″ {B} Плоский инструмент из инструментальной стали A-2, De-Carb Fre | 2-3/4″ {A} x 3-1/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3″ {A} x 3-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3″ {A} x 4″ {B} Плоский инструмент из стали A-2, De-Carb Fre | 3″ {A} x 4-1/4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3″ {A} x 4-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3 дюйма {A} x 5 дюймов {B} Плоский инструмент A-2 из инструментальной стали, обезуглероженный Fre | 3 дюйма {A} x 6 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3 дюйма {A} x 8 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3 дюйма {A} x 12 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3-1/2″ {A} x 4″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 3-1/2″ {A} x 4-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 3-1/2″ {A} x 5″ {B} Плоский инструмент из стали A-2, обезуглероженный Fre | 3-1/2″ {A} x 6″ {B} A-2 Плоский инструмент из стали, De-Carb Fre | 3-1/2″ {A} x 9″ {B} A-2 Плоский инструмент из стали, De-Carb Fre |
| 3-3/4″ {A} x 4-1/2″ {B} Плоский инструмент из инструментальной стали A-2, обезуглероженный Fre | 4″ {A} x 4-1/2″ {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 4 дюйма {A} x 5 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre |
| 4 дюйма {A} x 6 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 4 дюйма {A} x 12 дюймов {B} A-2 Инструментальная сталь Плоский, De-Carb Fre | 1/16″ {A} x 1/2″ {B} A-2 Инструментальная сталь, шлифованный Fla |
| 1/16″ {A} x 3/4″ {B} A-2 Инструментальная сталь Шлифованный Fla | 1/16″ {A} x 1″ {B} A-2 Инструментальная сталь | 1/16″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь |
| 1/16″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 1/16″ {A} x 2″ {B} A-2 Инструментальная сталь | 1/16″ {A} x 3″ {B} A-2 Инструментальная сталь |
| 1/8″ {A} x 1/2″ {B} A-2 Инструментальная сталь | 1/8″ {A} x 3/4″ {B} A-2 Инструментальная сталь | 1/8″ {A} x 1″ {B} A-2 Инструментальная сталь |
| 1/8″ {A} x 1-1/4″ {B} A-2 инструментальная сталь, шлифованный Fla | 1/8″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 1/8″ {A} x 2″ {B} A-2 Инструментальная сталь |
| 1/8″ {A} x 3″ {B} A-2 Инструментальная сталь | 3/16″ {A} x 1/2″ {B} A-2 Инструментальная сталь, шлифованный Fla | 3/16″ {A} x 3/4″ {B} A-2 Инструментальная сталь, шлифованный Fla |
| 3/16″ {A} x 1″ {B} A-2 Инструментальная сталь | 3/16″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь | 3/16″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь |
| 3/16″ {A} x 2″ {B} A-2 Инструментальная сталь | 3/16″ {A} x 3″ {B} A-2 Инструментальная сталь | 1/4″ {A} x 1/2″ {B} A-2 Инструментальная сталь |
| 1/4 дюйма {A} x 3/4 дюйма {B} A-2 Инструментальная сталь | 1/4″ {A} x 1″ {B} A-2 Инструментальная сталь | 1/4″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь, шлиф. |
| 1/4″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 1/4″ {A} x 2″ {B} A-2 Инструментальная сталь | 1/4″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь |
| 1/4″ {A} x 3″ {B} A-2 Инструментальная сталь | 3/8″ {A} x 1/2″ {B} A-2 Инструментальная сталь | 3/8″ {A} x 3/4″ {B} A-2 Инструментальная сталь |
| 3/8″ {A} x 1″ {B} A-2 Инструментальная сталь | 3/8″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь, шлиф. | 3/8″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь, шлиф. |
| 3/8″ {A} x 2″ {B} A-2 Инструментальная сталь | 3/8″ {A} x 3″ {B} A-2 Инструментальная сталь | 1/2″ {A} x 1″ {B} A-2 Инструментальная сталь |
| 1/2″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь, шлиф. | 1/2″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 1/2″ {A} x 2″ {B} A-2 Инструментальная сталь |
| 1/2″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь, шлиф. | 1/2″ {A} x 3″ {B} A-2 Инструментальная сталь | 1/2″ {A} x 4″ {B} A-2 Инструментальная сталь |
| 5/8″ {A} x 1″ {B} A-2 Инструментальная сталь | 5/8″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь | 5/8″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь, шлиф. |
| 5/8″ {A} x 2″ {B} A-2 Инструментальная сталь | 5/8″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь | 5/8″ {A} x 3″ {B} A-2 Инструментальная сталь |
| 5/8″ {A} x 4″ {B} A-2 Инструментальная сталь | 3/4″ {A} x 1″ {B} A-2 Инструментальная сталь | 3/4″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь, шлиф. |
| 3/4″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 3/4″ {A} x 2″ {B} A-2 Инструментальная сталь | 3/4″ {A} x 2-1/2″ {B} A-2 Инструментальная сталь, шлиф. |
| 3/4″ {A} x 3″ {B} A-2 Инструментальная сталь | 3/4″ {A} x 4″ {B} A-2 Инструментальная сталь | 1″ {A} x 1-1/4″ {B} A-2 Инструментальная сталь |
| 1″ {A} x 1-1/2″ {B} A-2 Инструментальная сталь | 1 дюйм {A} x 2 дюйма {B} A-2 Инструментальная сталь | 1″ {A} x 2-1/2″ {B} A-2 инструментальная сталь, шлифованный Fla |
| 1″ {A} x 3″ {B} A-2 Инструментальная сталь | 1″ {A} x 4″ {B} A-2 Инструментальная сталь | 1/2″ {A} Rd A-2 De-Carb Free Tool Stee |
| 5/8″ {A} Rd A-2 De-Carb Free Tool Stee | 3/4″ {A} Rd A-2 De-Carb Free Tool Stee | 7/8″ {A} Rd A-2 De-Carb Free Tool Stee |
| 1″ {A} Rd A-2 De-Carb Free Tool Stee | 1-1/8″ {A} Rd A-2 De-Carb Free Tool Stee | 1-1/4″ {A} Rd A-2 De-Carb Free Tool Stee |
| 1-3/8″ {A} Rd A-2 De-Carb Free Tool Stee | 1-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 1-5/8″ {A} Rd A-2 De-Carb Free Tool Stee |
| 1-3/4″ {A} Rd A-2 De-Carb Free Tool Stee | 1-7/8″ {A} Rd A-2 De-Carb Free Tool Stee | 2″ {A} Rd A-2 De-Carb Free Tool Stee |
| 2-1/4″ {A} Rd A-2 De-Carb Free Tool Stee | 2-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 2-3/4″ {A} Rd A-2 De-Carb Free Tool Stee |
| 3″ {A} Rd A-2 Не содержащий карбюратора стальной инструмент | 3-1/4″ {A} Rd A-2 De-Carb Free Tool Stee | 3-1/2″ {A} Rd A-2 De-Carb Free Tool Stee |
| 3-3/4″ {A} Rd A-2 De-Carb Free Tool Stee | 4″ {A} Rd A-2 De-Carb Free Tool Stee | 4-1/4″ {A} Rd A-2 De-Carb Free Tool Stee |
| 4-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 4-3/4″ {A} Rd A-2 De-Carb Free Tool Stee | 5″ {A} Rd A-2 De-Carb Free Tool Stee |
| 5-1/4″ {A} Rd A-2 De-Carb Free Tool Stee | 5-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 6″ {A} Rd A-2 De-Carb Free Tool Stee |
| 6-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 7″ {A} Rd A-2 De-Carb Free Tool Stee | 7-1/2″ {A} Rd A-2 De-Carb Free Tool Stee |
| 8-дюймовая сталь {A} Rd A-2 De-Carb Free Tool | 8-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 9″ {A} Rd A-2 De-Carb Free Tool Stee |
| 9-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 10″ {A} Rd A-2 De-Carb Free Tool Stee | 10-1/2″ {A} Rd A-2 De-Carb Free Tool Stee |
| 11″ {A} Rd A-2 Безуглеводная инструментальная сталь | 11-1/2″ {A} Rd A-2 De-Carb Free Tool Stee | 12-дюймовая сталь {A} Rd A-2 De-Carb Free Tool |
| 1/16″ {A} Rd A-2 Drill Ro | 1/8″ {A} Rd A-2 Drill Ro | 3/16″ {A} Rd A-2 Drill Ro |
| 1/4″ {A} Rd A-2 Drill Ro | 5/16″ {A} Rd A-2 Drill Ro | 3/8″ {A} Rd A-2 Drill Ro |
| 7/16″ {A} Rd A-2 Drill Ro | 1/2″ {A} Rd A-2 Drill Ro | 9/16″ {A} Rd A-2 Drill Ro |
| 5/8″ {A} Rd A-2 Drill Ro | 11/16″ {A} Rd A-2 Drill Ro | 3/4″ {A} Rd A-2 Drill Ro |
| 13/16″ {A} Rd A-2 Drill Ro | 7/8″ {A} Rd A-2 Drill Ro | 1″ {A} Rd A-2 Drill Ro |
| 1-1/8″ {A} Rd A-2 Drill Ro | 1-1/4″ {A} Rd A-2 Drill Ro | 1-1/2″ {A} Rd A-2 Drill Ro |
| 1-3/4″ {A} Rd A-2 Drill Ro | 2″ {A} Rd A-2 Drill Ro | 1/2″ {A} Sq A-2 Безуглеводная инструментальная сталь |
| 5/8″ {A} Sq A-2 Безуглеводная инструментальная сталь | 3/4″ {A} Sq A-2 Безуглеводная инструментальная сталь | 1-дюймовая сталь {A} Sq A-2 De-Carb Free Tool |
| 1-1/4″ {A} Sq A-2 Безуглеводная инструментальная сталь | 1-1/2″ {A} Sq A-2 Безуглеводная инструментальная сталь | 2″ {A} Sq A-2 De-Carb Free Tool Stee |
| 3-дюймовая {A} {B} кв. A-2 инструментальная сталь De-Carb Free | 4-1/2″ {A} Sq A-2 Безуглеводная инструментальная сталь |
Поверхностное упрочнение стали (цементация) — процесс и методы
Поверхностная закалка (цементация)
Во многих областях применения требуется высокая твердость или прочность, в первую очередь на поверхности, а сложные эксплуатационные нагрузки часто требуют не только твердой, износостойкой поверхности, но также прочности и ударной вязкости сердцевины, чтобы противостоять ударным нагрузкам.
Для достижения этих различных свойств используются два основных процесса: 1) Химический состав поверхности изменяется до или после закалки и отпуска; используемые процессы включают науглероживание, азотирование, цианирование и карбонитрирование; и 2) в процессе нагрева и закалки упрочняется только поверхностный слой; наиболее распространенными процессами, используемыми для поверхностной закалки, являются закалка пламенем и индукционная закалка.
Науглероживание: углерод рассеивается на поверхности детали на контролируемую глубину путем нагрева детали в углеродсодержащей среде. Результирующая глубина науглероживания, обычно называемая глубиной слоя, зависит от углеродного потенциала используемой среды, а также от времени и температуры обработки науглероживанием. Наиболее подходящими для науглероживания для повышения ударной вязкости стали стали с достаточно низким содержанием углерода, обычно ниже 0,3%. Температуры науглероживания колеблются от 1550 до 1750°F (от 843 до 9°С).54°C), при этом температура и время при температуре регулируются для получения различной глубины гильзы. Выбор стали, прокаливаемость и тип закалки определяются размером сечения, желаемой твердостью сердцевины и эксплуатационными требованиями.
Наиболее часто применяют три вида науглероживания: –
- Жидкая цементация включает нагрев стали в расплавленном цианиде бария или цианиде натрия. Корпус поглощает некоторое количество азота в дополнение к углероду, что повышает твердость поверхности.
- Газовая науглероживание включает нагрев стали в газе с контролируемым содержанием углерода. При использовании уровень углерода в корпусе можно точно контролировать.
- Науглероживание упаковки , которое включает запечатывание стали и твердого углеродсодержащего материала в газонепроницаемом контейнере с последующим нагревом этой комбинации.
При использовании любого из этих методов деталь может быть либо закалена после цикла науглероживания без повторного нагрева, либо подвергнута воздушному охлаждению с последующим повторным нагревом до температуры аустенизации перед закалкой. Глубина гильзы может варьироваться в зависимости от условий нагрузки при эксплуатации. Однако рабочие характеристики часто требуют, чтобы только отдельные области детали должны были быть закалены. Покрытие областей, не подлежащих покрытию, медным покрытием или слоем коммерческой пасты позволяет углероду проникать только в открытые области. Другой метод включает науглероживание всей детали, затем удаление корпуса в выбранных областях путем механической обработки перед закалкой.
Стальная деталь нагревается до температуры 900-1150°F (от 482 до 621°C) в атмосфере газообразного аммиака и диссоциированного аммиака в течение длительного периода времени, который зависит от желаемой глубины корпуса. Тонкий, очень твердый корпус возникает в результате образования нитридов. В стали обязательно присутствие сильных нитридообразующих элементов (хрома и молибдена), и часто применяют специальные нестандартные марки, содержащие алюминий (сильный нитридообразователь). Основное преимущество этого процесса заключается в том, что перед азотированием детали можно подвергать закалке и отпуску, а затем механической обработке, поскольку во время азотирования возникает лишь небольшая деформация.
Этот процесс включает нагрев детали в ванне с цианистым натрием до температуры немного выше диапазона превращения с последующей закалкой для получения тонкого корпуса высокой твердости.
Этот процесс аналогичен цианированию, за исключением того, что поглощение углерода и азота осуществляется путем нагревания детали в газовой атмосфере, содержащей углеводороды и аммиак. Для деталей, подлежащих закалке, используются температуры от 1425 до 1625°F (от 774 до 885°C), а более низкие температуры — от 1200 до 1450°F (649°C).до 788°C), может использоваться там, где не требуется жидкая закалка.
Этот процесс включает в себя быстрый нагрев прямым высокотемпературным газовым пламенем, так что поверхностный слой детали нагревается выше диапазона превращения с последующим охлаждением со скоростью, вызывающей желаемое упрочнение. Стали для закалки пламенем обычно содержат 0,30-0,60% углерода, а прокаливаемость соответствует желаемой глубине слоя и используемой закалке. Закалку обычно распыляют на поверхность на небольшом расстоянии позади нагревательного пламени. Требуется немедленная закалка, которую можно провести в обычной печи или в процессе закалки пламенем, в зависимости от размера детали и стоимости.
Этот процесс во многом похож на закалку пламенем, за исключением того, что нагрев вызывается высокочастотным электрическим током, проходящим через катушку или индуктор, окружающий деталь. Глубина нагрева зависит от частоты, скорости теплопроводности с поверхности и продолжительности цикла нагрева. Тушение обычно осуществляется водяной струей, подаваемой в нужное время через форсунки внутри или рядом с блоком индуктора или катушкой. Однако в некоторых случаях детали закаливают в масле, погружая их в ванну с маслом после того, как они достигнут температуры закалки.
Резюме
В этой статье описаны основные методы упрочнения поверхности стали. Узнайте больше о свойствах материалов из Справочника по машинному оборудованию, 30-е издание, которое опубликовано и доступно в Industrial Press на Amazon.
Чтобы найти источники поставок услуг по цементации, печей для цементации, покрытий для цементации или компаундов для цементации и отпуска, посетите платформу поиска поставщиков Thomas, где вы можете найти потенциальные источники поставок для более чем 70 000 различных категорий продуктов и услуг.
Прочие стальные изделия
- Типы профилей из конструкционной стали
- Ведущие производители и поставщики арматуры
- Типы арматуры
- Типы стали
- Типы нержавеющей стали
- Ведущие сталелитейные компании США и производители стали в мире
- Все о стали 5160 (свойства, прочность, применение)
- Все о стали 440 (свойства, прочность, применение)
- Все о стали 430 (свойства, прочность, применение)
- Все о стали 304 (свойства, прочность, применение)
- Все о 52100 Сталь
- Свойства, составы и применение стандартных сталей
- Все о стали 9260 (свойства, прочность, применение)
- Все о стали 4130 (свойства, прочность, применение)
- Сталь против титана — прочность, свойства и применение
Другие товары от Изготовление и изготовление на заказ
Что делает закаленную сталь такой твердой?
Обновление: я создал страницу на Patreon для финансирования исследовательских проектов, о которых вы можете прочитать здесь – http://knifesteelnerds. com/how-you-can-help/
Чтобы закалить сталь, ее нагревают до высокой температуры, чтобы образовалась фаза, называемая аустенитом, после чего следует быстрая закалка, чтобы образовалась очень прочная фаза, называемая мартенситом. Твердость является мерой прочности. Я описал процесс образования аустенита в следующем посте: Аустенитизация, часть 1. Подводя итог этому посту:
- Сталь состоит из нескольких фаз, точно так же, как вода может быть твердым, жидким или газообразным, сталь может иметь различное расположение атомов, или «фазы», оставаясь при этом твердым телом. Две из этих фаз называются аустенитом и ферритом.
- Аустенит имеет относительно высокую растворимость углерода, в то время как феррит может содержать только очень небольшое количество углерода (<0,02%).
- Феррит является магнитным и присутствует при комнатной температуре, а сталь превращается в аустенит при высоких температурах, который не является магнитным.
Когда сталь медленно охлаждается из высокотемпературной аустенитной фазы, углерод выпадает в осадок, так что может образоваться низкоуглеродистая ферритная фаза, что приводит к получению мягкой стали с низкой твердостью. Углерод выпадает в осадок в виде карбидов или перлита, о чем я расскажу более подробно в следующей статье. Однако, если сталь охлаждается быстро, углерод не успевает выделиться. По мере охлаждения аустенита «движущая сила» или степень, в которой сталь «хочет» превратиться в феррит, увеличивается до точки, когда сталь так сильно хочет превратиться в феррит, что вместо этого превращается в новую фазу, фазу, подобную феррит, но насыщен углеродом и имеет модифицированную кристаллическую структуру для размещения углерода. Вместо «объемно-центрированной кубической» микроструктуры феррита элементарная ячейка имеет вытянутую форму и называется «объемно-центрированной тетрагональной» [1]:
Упрочнение твердого раствора
Атомы углерода намного меньше атомов железа, поэтому они находятся между атомами железа, что называется «межузельным» атомом. Эти атомы углерода напрягают связи атомов железа, что укрепляет материал. Вот удобная схема, чтобы лучше понять деформацию атомной решетки (спасибо Wikipedia) [2]:
Изменение прочности за счет присутствия других (не железных) атомов называется «упрочнением твердого раствора». Углерод вносит большой вклад в твердорастворное упрочнение феррита, и мартенсит ведет себя примерно так же [3]:
Деформация решетки увеличивает прочность, влияя на движение дислокаций, которые представляют собой линейные дефекты в кристаллической структуре, контролирующие прочность материалов. Я представил их и описал, как они влияют на прочность, в следующей статье: Как измельчение зерна ведет к улучшению свойств? Несколько важных вещей, которые следует иметь в виду из этой статьи, следующие:
- Чем труднее двигаться дислокациям, тем выше прочность/твердость материала.
- Дислокации не могут легко проходить сквозь себя, поэтому если их достаточное количество, то они не могут легко двигаться. Высокая «плотность дислокаций» приводит к высокой прочности/твердости.
- В стали существуют различные границы, такие как границы зерен, которые действуют как барьеры для движения дислокаций. Больше границ означает более высокую прочность/твердость.
- Дислокации движутся по «плоскостям скольжения», которые обычно представляют собой наиболее плотно упакованные плоскости атомов.
Мартенситное превращение
При образовании мартенсита происходит «бездиффузионное» превращение. При обычных превращениях, таких как медленное охлаждение с образованием феррита, атомы должны диффундировать, чтобы сформировать новую фазу. Однако при мартенситном образовании сталь быстро закаливается и не успевает за дальней диффузией атомов. Вместо этого атомы совершают небольшой «сдвиг» в тандеме, образуя новую мартенситную микроструктуру, что называется «сдвиговым преобразованием». Упрощенную схему, показывающую это изменение, см. в следующем [4]:
Вы видите мартенситное превращение в действии в этом потрясающем видео низкоуглеродистой стали с использованием метода, называемого лазерной конфокальной микроскопией [5]: факт приближается к скорости звука. Помните, что превращение происходит без диффузии и зависит не от времени, а только от температуры. Если сталь выдерживают при температуре, при которой образовалось 90% мартенсита, он останется там, пока сталь не будет дополнительно охлаждена. Остальные 10% по-прежнему будут аустенитом, который называется «остаточным аустенитом». Поэтому степень образования мартенсита контролируется температурой [6]:
Полоски начинаются или «зарождаются» на одной границе аустенитного зерна и проходят до тех пор, пока не достигнут границы на другой стороне зерна или другой мартенситной планки. Они зарождаются на границах зерен, потому что это области с высокой энергией, которые предпочтительны для зарождения новых фаз. Они заканчиваются на другой границе, поскольку превращение происходит за счет бездиффузионного сдвигового превращения атомов. Границы — это точки, в которых присутствует различная ориентация атомов, как описано в статье об измельчении зерна, на которую я ссылался ранее. При совершенно другой ориентации атомных плоскостей мартенсит не может образоваться за счет короткого сдвига атомов, поэтому решетка заканчивается на границах, где кристаллическая структура меняет направление, как показано на этом изображении границы зерна с высоким разрешением, полученном с помощью просвечивающего электронного микроскопа. 7]:
Упрочнение дислокаций
Когда происходит трансформация сдвига, создается большая плотность дислокаций, чтобы компенсировать напряжение, создаваемое сдвигом атомов. Как описано ранее, высокая плотность дислокаций приводит к более высокой прочности/твердости. Увеличение содержания углерода в мартенсите приводит к более высокой плотности дислокаций, что отчасти объясняет более высокую прочность мартенсита [8]: переход между «реечным» и «пластинчатым» мартенситом. Вместо этого пластинчатый мартенсит формируется по механизму двойникования, который я не буду рассматривать в этой статье. Для простоты мы будем придерживаться общего вывода о том, что более высокое содержание углерода приводит к более высокой плотности дислокаций, что означает, что дислокации не двигаются так легко, что приводит к более высокой прочности/твердости.
Усиление границ
Границы зерен — не единственные границы, которые препятствуют движению дислокаций, тем самым увеличивая прочность. Внутри мартенсита есть границы «пакетов» и «блоков», которые также препятствуют движению дислокаций [9][10][11]:
иметь возможность видеть пакеты и блоки. Пакет или блок — это группа параллельных реек, и различие между ними требует слишком много описания, чтобы охватить его здесь (одна и та же плоскость привычек для пакетов и одинаковая ориентация для блоков). Поскольку малоугловые границы пакетов и блоков также препятствуют движению дислокаций, размер пакетов или блоков иногда называют «эффективным» размером зерна мартенсита. Размер пакетов/блоков уменьшается за счет уменьшения размера зерна, как показано на этой схеме [12]:
Размер пакетов и блоков контролирует прочность аналогично размеру зерна, поэтому его иногда называют «эффективным» размером зерна. Это очень похоже на график зависимости размера зерна от прочности, как было описано в статье об уточнении зерна, на которую я буду ссылаться, пока вы не нажмете на нее и не прочитаете. Вот график, показывающий корреляцию между размером зерна и размером пакетов и блоков [12]:
Еще один важный фактор, контролирующий размер пакетов и блоков по содержанию углерода; чем выше содержание углерода, тем меньше пакеты и блоки. Это еще один механизм, благодаря которому более высокое содержание углерода приводит к более прочному мартенситу [13][14]:
На схеме видно, как пакеты, блоки и рейки уменьшаются в размерах с увеличением содержания углерода. Вы также можете видеть, что в стали с 0,8% C образовалась «пластина» мартенсита, которую я описал в разделе о плотности дислокаций. Более высокое содержание углерода приводит к смещению между пластинами и пластинами [15]:
Мартенситные пластины, как правило, нежелательны, поскольку ударная вязкость пластинчатого мартенсита ниже, чем у реечного мартенсита, отчасти из-за «микротрещин», которые образуются в пластинчатом мартенсите [15]. 16]:
Плоскости скольжения
Тип кристаллической структуры материала определяет количество «плоскостей скольжения», вдоль которых происходит скольжение дислокаций. Возможно, вы помните из статьи «Эффект размера зерна», что вы определенно уже читали, что движение дислокаций преимущественно происходит вдоль плотноупакованных плоскостей атомов [17]: плоскостей, доступных для движения дислокаций, поэтому сама микроструктура затрудняет движение дислокаций. Более высокое содержание углерода приводит к большей «тетрагональности» микроструктуры.
Резюме и выводы
Высокая прочность мартенсита достигается благодаря нескольким механизмам. Не совсем известно, какой из механизмов является наиболее важным, но я рассмотрел несколько основных:
- Упрочнение твердого раствора из-за высокого содержания углерода, приводящее к напряжениям в атомной решетке, препятствующим движению дислокаций.
- Высокая плотность дислокаций, созданная сдвиговым преобразованием.
- Высокая плотность границ за счет формирования границ пакетов и блоков.
- Малое количество плоскостей скольжения, доступных для движения дислокаций в BCT.
Сочетание этих механизмов создает очень прочный/твердый мартенсит, который мы знаем и любим; все механизмы увеличиваются за счет содержания углерода, и действительно, мы обнаруживаем, что прочность мартенсита в значительной степени зависит от содержания углерода [18]: в этой статье, чтобы лучше понять, как работает мартенситное превращение и как оно делает сталь твердой и прочной. Некоторые из этих деталей больше, чем необходимо знать, как сделать нож. Суть в том, что закалка стали от высокой температуры делает ее твердой, превращение в мартенсит делает ее твердой, а большее количество углерода в мартенсите делает ее более твердой. Эта информация должна способствовать вашему пониманию при чтении других статей о термической обработке, таких как то, что я написал в части 1, 2 и 3 аустенизации. статья понимает, как присутствует углерод в мартенсите, что такое «тетрагональность», плотность дислокаций мартенсита, и поэтому я могу описать, как все эти вещи модифицируются при отпуске.
Бонус! Почему мартенсит тетрагональный?
Возможно, вы задавались вопросом: почему мартенситное тело центрировано тетрагонально (удлиненный куб), а не просто куб большего размера? Почему углерод преимущественно расположен в одном направлении? Что ж, я рад, что ты спросил, дорогой читатель. Мы должны вернуться к гранецентрированной кубической микроструктуре высокотемпературного аустенита, который имеет межузельные атомы углерода между связями железо-железо [19]:
Две элементарные ячейки аустенита показаны не просто так, потому что, когда вы соедините две из них вместе, вы можете найти элементарную ячейку, которая очень похожа на объемно-центрированный кубический феррит, как показано темными линиями на этой схеме [19]. ]. Это приводит к преимущественному увеличению в вертикальном, или «с», направлении с уменьшением в горизонтальном, или «а», направлении, и, следовательно, степень «тетрагональности» увеличивается с более высоким содержанием углерода [19].][20]:
[1] Взято с http://www.seas.upenn.edu/~chem101/sschem/solidstatechem.html
[2] https://en. wikipedia.org/wiki/Strengthening_mechanisms_of_materials
[3] Пикеринг, Ф. Б. «Микролегирование 75». Union Carbide Corp., Нью-Йорк, NY 9 (1977).
[4] https://www.tf.uni-kiel.de/matwis/amat/mw1_ge/kap_8/backbone/r8_4_1.html
[5] https://www.youtube.com/watch?v =OQ5lVjYssko
[6] http://labs.mete.metu.edu.tr/sma/smatext/MART.htm
[7] https://www.tf.uni-kiel.de/matwis/amat/iss/ kap_5/backbone/r5_3_1.html
[8] Морито С., Дж. Нисикава и Т. Маки. «Плотность дислокаций в реечном мартенсите в сплавах Fe-C и Fe-Ni». ISIJ международный 43.9 (2003): 1475-1477.
[9] Мардер, Дж. М. «Морфология массивного железоникелевого мартенсита». Пер. ASM 62 (1969): 1–10.
[10] Иноуэ, Тору, Сёити Мацуда, Ёсихиро Окамура и Коити Аоки. «Разрушение низкоуглеродистого мартенсита отпуска». Труды Японского института металлов 11, вып. 1 (1970): 36-43.
[11] Мацуда С., Т. Иноуэ, Х. Мимура и Ю. Окамура. «Вязкость и эффективный размер зерна в термически обработанных низколегированных высокопрочных сталях». Пер. Железо Сталь инст. яп. 12, вып. 5 (1972): 325-333.
[12] Фурухара Т., К. Кикумото, Х. Сайто, Т. Секине, Т. Огава, С. Морито и Т. Маки. «Фазовое превращение из мелкозернистого аустенита». ISIJ международный 48, №. 8 (2008): 1038-1045.
[13] Морито С., Х. Танака, Р. Кониши, Т. Фурухара и Т. Маки. «Морфология и кристаллография реечного мартенсита в сплавах Fe-C». Acta Materialia 51, №. 6 (2003): 1789-1799.
[14] Маки, Тадаши. «Морфология микроструктуры, состоящей из реечного мартенсита». Trans ISIJ 20 (1980): 207–214.
[15] Мардер, А. Р. «Морфология мартенсита в железоуглеродистых сплавах». Пер. ASM 60 (1967): 651–660.
[16] Marder, A.R., A.O. Benscoter, and G. Krauss. «Чувствительность к микротрещинам в пластинчатом мартенсите Fe-C». Металлургические операции 1, вып. 6 (1970): 1545-1549.
[17] http://www.ltas-cm3.ulg.ac.be/FractureMechanics/overview_P3.html
[18] Краусс, Джордж. «Мартенситное превращение, структура и свойства в закаливаемых сталях». Металлургическое общество AIME, (1978): 229-248.
[19] Бейн, Эдгар С. и Н. Ю. Дюнкерк. «Природа мартенсита». пер. AIME 70, вып. 1 (1924): 25-47.
[20] Ченг, Лю, А. Бёттгер, Т. Х. Де Кейсер и Э. Дж. Миттемайер. «Параметры решетки железоуглеродистых и железоазотных мартенситов и аустенитов». Scripta metallurgica et materialia 24, no. 3 (1990): 509-514.
Like this:
Like Loading…
Heat Treatment Processes for Steel – IspatGuru
Heat Treatment Processes for Steel
- satyendra
- February 29, 2020
- 0 Comments
- Anealing, науглероживание, цементация, цианирование, закалка, азотирование, нормализация, закалка, S-кривая, отпуск, ТТТ-кривая,
Процессы термической обработки стали
Стали можно подвергать термической обработке для получения широкого диапазона микроструктур и свойств. Как правило, при термообработке используется фазовое превращение при нагревании и охлаждении для изменения микроструктуры в твердом состоянии. При термической обработке обработка обычно является термической и изменяет только структуру стали. В процессе термомеханической обработки сталей также изменяется форма и структура стальных компонентов. В случае термохимической обработки сталей изменяется химический состав поверхности и структура стали. Процессы как термомеханической, так и термохимической обработки также являются важными технологическими подходами к термической обработке стали, и они рассматриваются в области термической обработки. Процессы термической обработки требуют тщательного контроля над всеми факторами, влияющими на нагрев и охлаждение стали. Атмосфера нагревательной печи также влияет на состояние термически обрабатываемой стали.
Все процессы термической обработки состоят из подвергания стали определенному температурно-временному циклу. Этот температурно-временной цикл состоит из трех компонентов, а именно (i) нагревания, (ii) выдержки в определенном диапазоне температур (замачивание) и (iii) охлаждения. Отдельные случаи могут различаться, но определенные фундаментальные цели существуют.
Скорость нагрева детали зависит от нескольких факторов. Этими факторами являются (i) теплопроводность стали, (ii) состояние стали и (iii) размер и поперечное сечение стали. Теплопроводность стали является важным фактором. Сталь с высокой теплопроводностью нагревается быстрее, чем сталь с низкой теплопроводностью. Скорость нагрева не имеет особого значения, если только сталь не находится в сильно нагруженном состоянии, например, при тяжелой холодной обработке давлением или предварительной закалке. В таких случаях скорость нагрева должна быть медленной. Часто это неосуществимо, так как печи, используемые для нагрева, могут иметь рабочую температуру, и помещение холодной стали в горячую печь может вызвать деформацию или даже растрескивание. Эта опасность может быть сведена к минимуму за счет использования печи предварительного нагрева, в которой поддерживается температура ниже температуры А1 на фазовой диаграмме железо-углерод (рис. 1). Сталь, предварительно нагретая в течение достаточного периода времени, затем перемещается в печь с рабочей температурой. Этот метод также удобен при обработке сталей, имеющих значительные различия в толщине сечения или имеющих очень низкую теплопроводность.
Рис. 1 Фазовая диаграмма железо-углерод
После того, как стальной профиль нагрет до нужной температуры, он выдерживается при этой температуре до тех пор, пока не произойдут желаемые внутренние структурные изменения. Этот процесс называется «замачивание». Продолжительность времени выдержки при надлежащей температуре называется «периодом выдержки». Задачей замачивания является обеспечение равномерности температуры по всему его объему. По-видимому, тонкие секции не нужно пропитывать до тех пор, пока толстые секции, но если одна и та же стальная деталь имеет разную толщину, время, необходимое для равномерного нагрева самого толстого среза, определяет время пребывания при температуре. По эмпирическому правилу для секции толщиной 25 мм требуется около 30 минут замачивания.
После замачивания стальной секции ее следует вернуть к комнатной температуре для завершения процесса термообработки. Для охлаждения металла можно использовать охлаждающую среду. Охлаждающая среда может состоять из газа, жидкости, твердого вещества или их комбинации. Скорость охлаждения стального профиля зависит от стали и желаемых свойств. Скорость охлаждения зависит от охлаждающей среды, и, следовательно, выбор охлаждающей среды оказывает важное влияние на требуемые свойства. Микроструктура и свойства стали зависят от скорости охлаждения стали, а она, в свою очередь, определяется такими факторами, как масса, закалочная среда и т. д. Следует понимать, что чем толще сечение стали, тем медленнее скорость охлаждения независимо от применяемого метода охлаждения, за исключением таких операций, как индукционная закалка.
Различные типы процессов термической обработки схожи, поскольку все они включают нагрев и охлаждение сталей. Однако процессы различаются используемыми температурами нагрева и скоростями охлаждения, а также конечными результатами. Обычными процессами, используемыми для термической обработки сталей, являются (i) отжиг, (ii) нормализация, (iii) закалка и (iv) отпуск.
Отжиг
Отжиг — это процесс термообработки, который включает нагрев и охлаждение. Этот процесс обычно используется для размягчения стали. Термин также относится к обработкам, предназначенным для изменения механических или физических свойств, создания определенной микроструктуры или удаления газов. Температура операции и скорость охлаждения зависят от типа отжигаемой стали и цели обработки. Различные типы процессов отжига описаны ниже.
Полный отжиг – Это процесс разупрочнения, при котором стальной профиль нагревается до температуры выше диапазона аустенитного превращения и после выдержки в течение достаточного времени при этой температуре медленно охлаждается до температуры ниже диапазона превращения. Стали обычно дают медленно охладиться в печи, хотя ее можно извлечь и охладить в какой-либо охлаждающей среде. Поскольку на температуры превращения влияет содержание углерода в стали, очевидно, что высокоуглеродистые стали могут быть полностью отожжены при более низких температурах, чем низкоуглеродистые стали. Микроструктура доэвтектоидных сталей, образующихся после полного отжига, состоит из феррита и перлита. Эвтектоидные и заэвтектоидные стали часто частично или полностью сфероидизируются при полном отжиге.
Технологический отжиг – Технологический отжиг также часто называют отжигом для снятия напряжений. Этот процесс обычно используется для холоднодеформированных низкоуглеродистых сталей (до примерно 0,25 % углерода) для достаточного размягчения стали, чтобы можно было проводить дальнейшую холодную обработку. Сталь обычно нагревают близко к температуре А1, но ниже ее. Если сталь не подлежит дальнейшей наклепке, но требуется снятие внутренних напряжений, то адекватен более низкий диапазон температур (около 540°С). Здесь скорость охлаждения не важна. Этот тип отжига вызывает рекристаллизацию и размягчение зерен холоднодеформированного феррита, но обычно не влияет на относительно небольшое количество холоднодеформированного перлита.
Сфероидизация
Сфероидизация — это процесс нагревания и охлаждения стали, в результате которого в ферритовой матрице образуется округлая или шаровидная форма карбида. Обычно его проводят путем длительного нагревания при температуре чуть ниже температуры А1, но его можно облегчить, попеременно нагревая до температуры чуть выше температуры А1 и охлаждая до температуры чуть ниже температуры А1. Однако последний этап состоит в выдержке при температуре чуть ниже критической температуры А1. Скорость охлаждения не важна после медленного охлаждения примерно до 540°С. На скорость сфероидизации влияет исходная структура. Чем мельче перлит, тем легче происходит сфероидизация. Мартенситная структура очень восприимчива к сфероидизации. Эта обработка обычно используется для высокоуглеродистых сталей (0,60 % углерода и выше). Целью такой обработки является улучшение обрабатываемости стали. Этот процесс также используется для кондиционирования высокоуглеродистой стали для холодного волочения в проволоку.
Нормализация
Нормализованная обработка часто применяется к стали для достижения одной или нескольких из этих целей, а именно (i) для измельчения зернистой структуры, (ii) для получения однородной структуры, (iii) для уменьшения остаточных напряжений и (iv) для улучшения обрабатываемости стали.
Нормализация представляет собой процесс, при котором сталь нагревают до температуры выше температуры A3 или Acm, а затем охлаждают на атмосферном воздухе. Целью нормализующей обработки является устранение последствий любой предшествующей термической обработки (включая крупнозернистую структуру, иногда возникающую в результате высоких температур ковки) или холодной обработки. Процесс нормализации проводится для обеспечения гомогенности аустенита при повторном нагреве для закалки или полного отжига. Образующиеся структуры представляют собой перлит или перлит с избытком феррита или цементита, в зависимости от состава стали.
Структуры после нормализации отличаются от структур, полученных после отжига и сталей с тем же содержанием углерода в доэвтектоидной или заэвтектоидной области, в них меньше избыточного феррита или цементита, а перлит более мелкий. Это результат более быстрого охлаждения. Поскольку на тип структуры и, следовательно, на механические свойства влияет скорость охлаждения, в нормализованных сталях могут иметь место существенные вариации из-за различий в толщине сечения нормализуемых профилей.
Закалка
Стали могут быть закалены простыми способами: нагревом стали до температуры выше температуры превращения А3, выдержкой достаточно долго, чтобы обеспечить достижение однородной температуры и растворением углерода в аустените, и последующим охлаждением сталь быстро (закалка). Полная закалка зависит от охлаждения настолько быстро, что аустенит, который не распадается при охлаждении до температуры А1 и сохраняется при относительно низких температурах. Когда это достигается, аустенит начинает превращаться в мартенсит при охлаждении ниже температуры Ms (около 220°С) и полностью превращается в мартенсит ниже температуры Mf. Быстрое охлаждение необходимо только в той степени, в которой температура стали значительно ниже носовой части кривой S (рис. 2). Как только это будет достигнуто, медленное охлаждение с этого момента в масле или на воздухе полезно для предотвращения деформации и растрескивания. Специальные обработки, такие как временная закалка и отпуск, предназначены для создания этих условий. Поскольку мартенсит довольно хрупок, сталь редко используется в закаленном состоянии, т. е. без отпуска. Максимальная твердость, которая может быть достигнута в полностью закаленных низколегированных сталях и простых углеродистых конструкционных сталях, зависит прежде всего от содержания углерода.
Рис. 2 Кривая превращения время-температура
Влияние массы – Масса стали влияет на образование мартенсита. Видно, что даже при сравнительно небольших размерах образца скорость отвода тепла неравномерна. Тепло всегда отводится от поверхностных слоев быстрее, чем от внутреннего зелья. В данной охлаждающей среде скорость охлаждения как поверхности, так и внутренней части уменьшается по мере увеличения размеров образца и уменьшается возможность превышения критической скорости охлаждения. Чтобы преодолеть это, сталь необходимо закалить в среде с очень высокой скоростью отвода тепла, такой как ледяной рассол, но даже в этом случае многие стали имеют физическое ограничение на максимальный размер, реагирующий на полное закаливание, независимо от закалочной среды. Заметное влияние, которое масса оказывает на твердость закаленной стали, можно показать, измерив распределение твердости кругов разных размеров из одной и той же стали, закаленных в одной и той же среде.
Влияние углерода – Содержание углерода в простых углеродистых и низколегированных сталях влияет на температуру превращения Ms. По мере увеличения содержания углерода температура Ms снижается (рис. 3).
Рис. 3 Влияние углерода на температуру Ms
Отпуск
Отпуск (иногда называемый волочением) представляет собой процесс повторного нагрева закаленных (мартенситных) или нормализованных сталей до некоторой температуры ниже температуры А1. Скорость охлаждения не имеет значения, за исключением некоторых сталей, склонных к отпускной хрупкости. По мере повышения температуры отпуска мартенсит закаленной стали проходит стадии мартенсита отпуска и постепенно превращается в структуру, состоящую из сфероидов цементита в матрице феррита (ранее называемого сорбитом). Эти изменения сопровождаются уменьшением твердости и повышением вязкости.
Температура отпуска зависит от желаемых свойств и цели использования стали. Если необходима значительная твердость, то температура отпуска должна быть низкой. С другой стороны, если требуется значительная ударная вязкость, температура отпуска должна быть высокой. Для правильного отпуска закаленной стали требуется определенное время. При любой выбранной температуре отпуска твердость сначала падает быстро, постепенно снижаясь медленнее по мере увеличения времени. Короткие периоды отпуска обычно нежелательны, и их следует избегать. Согласно надлежащей практике, для любой закаленной стали требуется не менее 30 минут (или предпочтительно от 1 до 2 часов) при температуре отпуска.
Необходимость отпуска стали сразу после закалки невозможно переоценить. Если полностью закаленной стали дать остыть до комнатной температуры во время закалки, существует опасность растрескивания стали. Углеродистые стали и большинство низколегированных сталей необходимо подвергать отпуску, как только они достаточно остынут, чтобы их можно было удобно держать голыми руками. Стали нельзя подвергать отпуску до охлаждения до этой температуры, так как в некоторых сталях температура Mf довольно низкая и может присутствовать непревращенный аустенит. Часть всего этого остаточного аустенита превращается в мартенсит при охлаждении от температуры отпуска, так что окончательная структура состоит как из отпущенного, так и отпущенного мартенсита. Хрупкий неотпущенный мартенсит вместе с внутренними напряжениями, вызванными его образованием, может легко вызвать разрушение термообработанной стальной детали. Если возможно, что такие условия существуют, должен быть проведен второй отпуск (двойной отпуск) для отпуска свежего мартенсита, образовавшегося при охлаждении после первоначального отпуска.
Если конструкционные стали должны использоваться в нормализованном состоянии, за операцией нормализации часто следует нагрев до температуры примерно от 650°C до 700°C. Целью этой обработки, которая также называется отпуском, является снять внутренние напряжения, возникающие при охлаждении от температуры нормализации, и повысить пластичность стали.
Цементация
Цементация – это процесс упрочнения сплава железа таким образом, что поверхностный слой или оболочка становится значительно тверже, чем внутренняя часть или сердцевина. Химический состав поверхностного слоя изменяется во время обработки путем добавления углерода, азота или того и другого. Наиболее часто используемыми процессами цементации являются науглероживание, цианирование, углеродное азотирование и азотирование.
Науглероживание – Науглероживание представляет собой процесс, в ходе которого углерод вводится в твердый сплав железа путем нагревания металла, находящегося в контакте с углеродистым материалом, до температуры выше температуры стали А3 и выдержки при этой температуре. Глубина проникновения углерода зависит от температуры, времени при температуре и состава науглероживающего агента. Грубо говоря, глубина науглероживания от 0,75 мм до 1,25 мм может быть достигнута примерно за 4 часа при температуре 9°С.30°С, в зависимости от типа науглероживающего агента, который может быть твердым, жидким или газообразным. Поскольку основная цель науглероживания состоит в том, чтобы получить твердую оболочку и относительно мягкую, прочную сердцевину, только низкоуглеродистые стали (максимум около 0,25 % углерода), с легирующими элементами или без них (никель, хром, марганец). , или молибден), обычно используются. После науглероживания сталь имеет высокоуглеродистую оболочку, переходящую в низкоуглеродистую сердцевину.
После науглероживания можно использовать различные термообработки, но все они включают закалку стали для упрочнения науглероженного поверхностного слоя. Простейшая обработка состоит из закалки стали непосредственно от температуры науглероживания. Эта обработка упрочняет как корпус, так и сердцевину (поскольку сердцевина способна к упрочнению). Другая простая обработка, и, возможно, наиболее часто используемая, состоит из медленного охлаждения от температуры науглероживания, повторного нагревания до температуры выше А3 (около 775°С) и закалки. Такое лечение только усугубляет ситуацию. Более сложной обработкой является двойная закалка, состоящая из первой закалки выше температуры A3 активной зоны (около 900 град С для низкоуглеродистой стали), а затем выше температуры А3 корпуса (около 775 град С). Эта обработка очищает сердцевину и упрочняет корпус. Простые углеродистые стали почти всегда закаляются в воде или рассоле, тогда как легированные стали обычно закаляются в масле.
Хотя отпуск после закалки науглероженной стали иногда не проводят, хорошей практикой является низкотемпературный отпуск при температуре около 300°C. Иногда желательно науглероживать только определенные участки поверхности. Это можно сделать, покрыв поверхность, которую необходимо защитить от науглероживания, каким-либо материалом, препятствующим прохождению науглероживающего агента. Самый распространенный метод – меднение защищаемых поверхностей. Также доступны несколько запатентованных растворов или паст, которые весьма эффективны для предотвращения науглероживания. Коммерческие составы, обычно используемые для пакетного (твердого) науглероживания, содержат смеси карбоната (обычно карбоната бария), кокса (разбавитель) и древесного угля с маслом, дегтем или патокой в качестве связующего. Также используются смеси обугленной кожи, костей и древесного угля. Науглероживающее действие этих компаундов снижается во время использования, и необходимо добавлять новый материал перед повторным использованием компаунда. Обычной практикой является добавление одной части неиспользованного к трем-пяти частям использованного соединения.
Детали, подлежащие науглероживанию, упаковывают в ящики (или другие подходящие емкости) из жаропрочных сплавов, хотя можно использовать и катаную или литую сталь, где срок службы ящика не важен. Верхняя крышка коробки должна быть герметизирована огнеупорной глиной или каким-либо другим огнеупорным материалом, чтобы предотвратить утечку науглероживающего газа, образующегося при температуре науглероживания. На глубину и однородность корпуса влияет способ упаковки и конструкция тары. Жидкое науглероживание состоит из цементации стали или железа в расплавленных солевых ваннах, содержащих смеси в основном цианидов (сильно ядовитых), хлоридов и карбонатов. Гильза, полученная этим методом, содержит как углерод, так и азот, но в основном первый. Используемые температуры колеблются от 850°С до 9°С.00°С или выше, в зависимости от состава ванны и желаемой глубины корпуса. При 900°C глубина корпуса от 0,25 мм до 0,4 мм может быть достигнута за 1 час, а от 0,5 мм до 0,75 мм — за 4 часа. Значительно более глубокие гильзы могут быть получены при более высоких температурах с более длительными периодами времени.
После науглероживания сталь должна быть закалена так же, как и при твердом науглероживании, но обычно это делается непосредственно из ванны расплава. Во всех современных технологиях газовой науглероживания два или более углеводородов используются в комбинации для снабжения стали углеродом. В качестве углеводородов используются метан, этан, пропан и пары масла. Стальные детали помещаются в герметичные контейнеры, через которые циркулируют науглероживающие газы. Используемые температуры находятся в районе 925°C. Среднее ожидаемое значение глубины науглероженной стали показано на рис. 4. После науглероживания сталь подвергается закалке.
Рис. 4 Зависимость времени и температуры от проникновения углерода при газовой цементации
Цианирование – Цианированием можно быстро добиться твердого поверхностного покрытия низкоуглеродистых сталей. Этот процесс включает введение как углерода, так и азота в поверхностные слои стали. Сталь, подлежащую цианированию, обычно нагревают в расплавленной ванне цианид-карбонат-хлоридных солей (обычно содержащих от 30 % до 95 % цианида натрия), а затем гасят в рассоле, воде или минеральном масле. Рабочая температура обычно находится в диапазоне от 850°C до 875°C. Глубина корпуса зависит от времени, температуры и состава цианидной ванны. Время погружения относительно короткое по сравнению с науглероживанием и обычно варьируется от 15 минут до 2 часов. Максимальная глубина корпуса редко превышает 0,5 мм, а средняя глубина значительно меньше.
Стали также можно цианировать путем нагревания до соответствующей температуры и погружения в порошкообразную смесь цианидов или распыления порошка на сталь с последующей закалкой. Сформированный таким образом корпус чрезвычайно тонкий. Цианирующие соли чрезвычайно ядовиты, если их поместить на царапины или раны. Они смертельно ядовиты при приеме внутрь. При контакте цианидов с кислотами выделяются смертельно ядовитые пары. Ванны цианирования должны быть оборудованы колпаком для отвода выделяющихся при нагреве газов, а рабочее помещение должно хорошо проветриваться. Ни в коем случае нельзя допускать контакта расплавленного цианида с нитратами натрия или калия, которые обычно используются в ваннах для закалки, поскольку эти смеси взрывоопасны. Кроме того, необходимо соблюдать осторожность при подготовке соляной ванны, и сталь должна быть полностью сухой перед помещением в расплавленную ванну. При эксплуатации и уходе за соляными ваннами необходимо строго соблюдать рекомендации производителей соли.
Карбонитрация – Карбонитрация также известна как цианирование газом, сухое цианирование и никель-карбирование. Это процесс поверхностного упрочнения стальной детали в газовой науглероживающей атмосфере, содержащей аммиак в контролируемых процентах. Карбонитрация используется в основном как недорогой заменитель цианирования. Как и в процессе цианирования, в сталь добавляют как углерод, так и азот. Процесс проводят выше температуры стали А1 и практически до 925°С. Закалка в масле происходит достаточно быстро для достижения максимальной поверхностной твердости. Эта умеренная скорость охлаждения минимизирует искажения. Глубина проникновения углерода и азота зависит от температуры и времени. Проникновение углерода примерно такое же, как при газовой науглероживании (рис. 3). 9A очень твердая поверхность получена этим процессом. Эффект поверхностного упрочнения обусловлен поглощением азота, и последующая термическая обработка стали не требуется. Требуемое время относительно велико, обычно от 1 до 2 дней. Корпус даже после 2 дней азотирования обычно меньше 0,5 мм. А самая высокая твердость существует в поверхностных слоях на глубину всего в сотые доли миллиметра.
Разработаны специальные низколегированные стали для азотирования. Эти стали содержат элементы, которые легко соединяются с азотом с образованием нитридов. Наиболее благоприятными из этих элементов являются алюминий, хром и ванадий. Молибден и никель используются в этих сталях для повышения прочности и ударной вязкости. Содержание углерода обычно составляет от 0,20 % до 0,50 %, хотя в некоторых сталях, где необходима высокая твердость сердцевины, оно может достигать 1,3 %. Нержавеющие стали также можно подвергать азотированию.
Поскольку азотирование проводится при относительно низкой температуре, в качестве основного материала целесообразно использовать закаленную и отпущенную сталь. Это дает прочный, прочный сердечник с чрезвычайно твердой износостойкой оболочкой, которая действительно намного тверже, чем может быть получена путем закалки углеродистой или цианированной стали. Хотя коробление не является проблемой во время азотирования, стали немного увеличиваются в размерах во время этой обработки. Можно сделать поправку на этот рост в готовом изделии. Защита от азотирования может быть обеспечена оловянным, медным или бронзовым покрытием или нанесением определенных красок.
Поверхностное упрочнение
Часто необходимо упрочнить только поверхность стали без изменения химического состава поверхностных слоев. Если сталь содержит достаточное количество углерода, чтобы реагировать на закалку, поверхностные слои можно упрочнить только очень быстрым нагревом в течение короткого периода времени, тем самым подготавливая поверхность к закалке закалкой.
Индукционная закалка – При индукционной закалке высокочастотный ток пропускают через катушку, окружающую сталь, поверхностные слои которой нагреваются за счет электромагнитной индукции. Глубина, на которую простирается зона нагрева, зависит от частоты тока (чем ниже частота, тем больше глубина) и от продолжительности цикла нагрева. Время, необходимое для нагрева поверхностных слоев до температуры выше А3, удивительно мало и часто составляет всего несколько секунд. Селективный нагрев (и, следовательно, закалка) достигается соответствующей конструкцией катушек или блоков индукторов. В конце цикла нагрева сталь обычно закаливают струями воды, проходящими через катушки индуктора. Необходимы точные методы управления работой, т. е. скоростью подвода энергии, продолжительностью нагрева и скоростью охлаждения. Эти функции реализованы в оборудовании для индукционной закалки, которое обычно работает полностью автоматически.
Пламенная закалка – Это процесс нагрева поверхностных слоев стали выше температуры превращения с помощью высокотемпературного пламени с последующей закалкой. В этом процессе газовое пламя воздействует непосредственно на стальную поверхность, подлежащую закалке. Скорость нагрева очень высокая, хотя и не такая высокая, как при индукционном нагреве. Простые углеродистые стали обычно закаливают струей воды, тогда как скорость охлаждения легированных сталей может варьироваться от быстрой закалки водой до медленного охлаждения на воздухе в зависимости от состава. Любой тип закаливаемой стали может быть закален пламенем. Для достижения наилучших результатов содержание углерода должно составлять не менее 0,35 %, обычно от 0,40 % до 0,50 %.
Процессы специальной обработки
Процессы специальной обработки обычно включают аустенитный отпуск, мартенситный отпуск и холодную обработку
аустенитный отпуск – Аустенитный отпуск — это торговое название запатентованного процесса термической обработки. В основном он состоит из нагрева стали до температуры выше температуры превращения А3 и последующей закалки в горячей ванне при температуре ниже той, при которой образуется мелкозернистый перлит (конец S-образной кривой, рис. 2), но выше температуры Ms. как показано на рис. 3. Продуктом изотермического распада аустенита в этой температурной области является бейнит. Этот компонент сочетает в себе относительно высокую ударную вязкость и твердость.
Процесс аустенитного отпуска имеет определенные ограничения, которые делают его неприменимым для использования со многими сталями. Чтобы обеспечить однородную структуру (и, следовательно, однородные свойства), важно, чтобы все поперечное сечение стали охлаждалось достаточно быстро, чтобы даже центр не подвергался трансформации в носовой части S-образной кривой. В углеродистых сталях время, необходимое для начала превращения в носовой части S-образной кривой, чрезвычайно мало, так что только относительно небольшие участки (максимальная толщина около 10 мм) могут быть успешно подвергнуты горячей закалке в ваннах аустенитного отпуска. Время, необходимое для превращения аустенита легированных сталей в мелкозернистый перлит, обычно больше, и, следовательно, можно успешно подвергнуть аустенитному отпуску более крупные участки (максимум около 25 мм). Однако время, необходимое для превращения в бейнит, часто становится чрезмерно длительным для многих легированных сталей, и, следовательно, процесс аустенитного отпуска для этих сталей обычно неприменим.
Закалка на мартенсит – Закалка на мартенсит состоит из нагрева стали до температуры, превышающей ее температуру превращения A3, и последующей закалки в ванне, поддерживаемой при температуре, приблизительно равной ее температуре Ms. Сталь выдерживают в горячей ванне до тех пор, пока ее температура не станет по существу однородной, а затем охлаждают на воздухе. При закалке в стали возникают сильные внутренние напряжения. Сталь сжимается при охлаждении, но подвергается заметному расширению, когда аустенит превращается в мартенсит. Поскольку закаленная сталь должна охлаждаться от поверхности внутрь, различные ее части трансформируются в разное время. Таким образом, сталь подвергается различным дифференциальным расширениям и сжатиям, что приводит к значительным внутренним напряжениям. За счет выравнивания температуры по всему сечению до того, как произойдет превращение, и последующего медленного охлаждения в диапазоне мартенсита (Ms-Mf) внутренние напряжения значительно снижаются, что также является основной целью мартенситного отпуска.
Холодная обработка – Температура Mf многих легированных сталей настолько низка, что полного превращения аустенита в мартенсит не происходит ни при закалке до комнатной температуры, ни при охлаждении после отпуска. Этот остаточный аустенит может быть частично или полностью преобразован путем охлаждения ниже атмосферной температуры, и такая обработка называется «холодной обработкой». Положительные эффекты лечения холодом до конца не изучены. Известно, что остаточный аустенит высоколегированных сталей часто плохо поддается трансформации. Охлаждение этих сталей до низких температур (до температуры твердого СО2 и даже ниже) сразу после закалки иногда эффективно для превращения остаточного аустенита, но с связанной с этим опасностью растрескивания. При холодной обработке после отпуска остаточный аустенит значительно более устойчив к превращению. Если используется холодная обработка, сталь всегда должна быть впоследствии отпущена.
Многократный попеременный нагрев до температуры несколько ниже которой применяют при отпуске и охлаждении до минусовой температуры в охлажденном ледяном рассоле, диоксиде углерода, жидком воздухе или жидком азоте, как правило, используют для превращения остаточного аустенита (стабилизации размеров) стали калибры, особенно шарикоподшипникового типа.
Термическая обработка нержавеющих сталей для упрочнения и коррозионной стойкости
опубликовано Во вторник, 10 мая 2022 г. в Блог
Многие инженеры задают себе и другим вопрос: «Как повысить твердость компонента из нержавеющей стали?» «Что мне даст термообработка нержавеющей стали?» Прежде чем мы попытаемся ответить на эти вопросы, мы должны понять, что такое нержавеющая сталь, почему она называется нержавеющей сталью?
Почему это называется нержавеющей сталью?
Нержавеющие стали (SS) обычно классифицируют в зависимости от их микроструктуры на следующие типы: аустенитные, ферритные, мартенситные, дуплексные (ферритно-аустенитные) и дисперсионно-твердеющие (PH). Наиболее распространенными типами являются аустенитные, ферритные и мартенситные нержавеющие стали, они известны уже 100 лет [1, 2]. Аустенитные нержавеющие стали также относятся к сталям 300-й серии. Ферритная, а также мартенситная нержавеющая сталь известна как нержавеющая сталь серии 400. Эти сплавы содержат 13-27% Cr, а цель хрома состоит в том, чтобы обеспечить состав, который обычно разработать пассивную поверхность . Многие, но не все, нержавеющие стали также содержат 8-10% никеля, который является более благородным, чем железо [3]. Дисперсионно-твердеющие нержавеющие стали могут быть аустенитными (А-286), мартенситными (17-4РН, 15-5РН и др.) и полуаустенитными (17-7РН, 15-7РН и др.).
Термическая обработка нержавеющих сталей для определения твердости
Общая термообработка нержавеющих сталей может включать закалку и отпуск/старение, применяемые к мартенситной нержавеющей стали серии 400 и старению. Такая обработка позволяет упрочнить мартенситную нержавеющую сталь до уровня 60 HRc. Другая нержавеющая сталь не может быть упрочнена до такого высокого уровня твердости обычным способом.
В таких ситуациях термохимическая инженерия поверхности является спасительным способом решения таких проблем. Во многих инженерных ситуациях компоненты из нержавеющей стали должны иметь хорошую поверхностную твердость, чтобы выдерживать трибологические и изгибные усталостные напряжения в приложениях. Таким образом, основным используемым методом обработки является азотирование и, в исключительных случаях, науглероживание.
Термическая обработка нержавеющих сталей азотированием
Азотирование – это процесс, который можно проводить для аустенитных нержавеющих сталей в очень широком диапазоне температур от 350 до 800°C (662-1225°F). Иногда для азотирования в растворе используются еще более высокие температуры. Этот метод в диапазоне температур выше 1000°С в основном используется для упрочнения мартенситных и ферритных марок нержавеющей стали. Однако эффект такой обработки для аустенитных и дуплексных нержавеющих сталей ограничен [11]. Кроме того, как и при любой высокотемпературной обработке, деформация обрабатываемых компонентов может быть проблемой из-за быстрых изменений температуры. Поэтому азотирование, применяемое для аустенитных сталей, является единственно эффективной и предпочтительной обработкой. На рис. 1 представлены примерные профили твердости образцов нержавеющей стали марки 321, подвергнутых плазменному азотированию при различных температурах.
Рис. 1. Профили микротвердости по глубине для аустенитной нержавеющей стали 321, азотированной при указанных температурах. Взято из Э. Ролински [5].
Следует также отметить, что немагнитные свойства аустенитной нержавеющей стали изменяются при азотировании. Формирование многофазной, в том числе ферритной, структуры азотированного слоя изменяет ферромагнитные свойства такой стали. Эту проблему можно свести к минимуму путем азотирования при более высокой температуре, см. рис. 2.9.0003
Рис. 2 Влияние температуры азотирования на содержание магнитных фаз и поверхностную твердость аустенитной нержавеющей стали: исходное состояние 0,0% магнитных фаз, 286 HV5. Взято из Э.
Ролински [5].Слои, сформированные при высоких температурах, имеют практически те же трибологические свойства, что и слои, сформированные при более низких температурах, см. рис. 3 [5].
Рис. 3. Изменение времени линейного износа трения при приложенном давлении 400 МПа для азотированной (при 585 и 785°С) и необработанной нержавеющей стали 321. Взято из Э. Ролински [5].
Термическая обработка нержавеющих сталей для придания им коррозионной стойкости
Известно, что азотирование аустенитных нержавеющих сталей в обычном диапазоне температур 450-600°C (840-1100°F) снижает их коррозионную стойкость из-за многофазности Структура азотированного слоя. В таких ситуациях можно проводить низкотемпературную обработку ниже 450°C (840°F) для образования пересыщенного раствора углеродом, азотом или обоими, т.е. расширенного аустенитного слоя, известного также как S-фаза или М-фаза [7, 8]. ]. Этот тип слоя имеет очень хорошую коррозионную стойкость и высокую твердость. Было показано, что низкотемпературная поверхностная закалка, подобная этой, азотированием, науглероживанием или нитроцементацией, значительно повышает стойкость аустенитных нержавеющих сталей за счет образования этого пересыщенного твердого раствора, сохраняя или даже улучшая их коррозионную стойкость [7-10]. К сожалению, его толщина ограничена примерно 0,020 мм (0,0008 дюйма), но слой также имеет очень хорошую твердость, выше 1000 HV [9]., 10]. См. рис.4.
Рис. 4. Микрофотография образца стали 316L после ионно-плазменной нитроцементации при 420°C (788°F). Травление мрамором. Белая зона травления вблизи поверхности представляет собой расширенную аустенитную фазу.
Термическая обработка дуплексных сталей с нитроцементацией
Дуплексные стали, такие как 2205, могут иметь коррозионную стойкость, а также твердость поверхности, повышенную за счет такой же обработки нитроцементацией. В этой ситуации в расширенный аустенитный слой превращается не только аустенит, но и феррит, см. рис. 5.9.0003
Рис. 5. Микрофотография образца 2205 после ионно-плазменной нитроцементации при 420°C (788°F). Выгравировано мрамором. Белая зона травления вблизи поверхности представляет собой расширенную аустенитную фазу.
Термическая обработка дисперсионно-твердеющих сталей, таких как 17-4 PH
Дисперсионно-твердеющие стали являются очень хорошими кандидатами для азотирования и могут быть обработаны до очень высокой твердости, превышающей 1000 HV, см. рис. 6.
Рис. 6. Профиль твердости дисперсионно-твердеющего образца 17-4 PH после плазменного азотирования при 521°C (970°F).
Температура азотирования дисперсионно-твердеющих сталей должна быть на 25°C (45°F) ниже температуры старения во избежание изменения размеров обработанных компонентов и снижения твердости их сердцевины. То же правило относится к мартенситной нержавеющей стали, где температура отпуска является фактором, определяющим температуру азотирования.
Есть вопросы о термической обработке нержавеющей стали? Свяжитесь с доктором Глоу.
СПРОСИТЕ У ВРАЧА
“Термическая обработка нержавеющей стали для упрочнения и коррозии” Ссылки
1. J. Beddoes and J.G. Парр, «Введение в нержавеющие стали», 3-е издание, 1999 г. ISBN: 978-0-87170-673-7.
2. Анджело Фернандо Падилья, Рональд Лесли Плаут и Пауло Рангель Риос, глава 12 «Термообработка нержавеющей стали», 2006 г., Taylor & Francis Group, LLC.
3. Ван Влак, «Элементы материаловедения и инженерии», IV издание, 1980.
4. ASM Handbook, Volume 4A, 2013, «Основы и процессы термической обработки стали», под ред. Доссетт и Г.Е. Тоттен, редакторы, стр. 619-646.
5. Э. Ролински, «Влияние температуры плазменного азотирования на свойства поверхности нержавеющей стали», Поверхностная инженерия, 3 (1987) 35-40.
6. Х. Бернс, Р. Л. Джус, Дж. В. Боуман и Б. Эденхофер, «Азотирование раствором нержавеющих сталей — новый процесс термохимической термообработки», Термическая обработка металлов, 2000, 2, 39-45.