Различные улучшаемые детали: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин, работающие при температуре до 200°С, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Химический состав
Химический элемент
%
Кремний (Si)
0.90-1.20
Медь (Cu), не более
0.30
Марганец (Mn)
0.80-1.10
Никель (Ni), не более
0.30
Фосфор (P), не более
0. 025
Хром (Cr)
0.80-1.10
Сера (S), не более
0.025
Механические свойства
Механические свойства
Термообработка, состояние поставки
Сечение, мм
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
HB
HRCэ
Пруток. Закалка 880 °С, масло Отпуск 540 °С, вода или масло.
Закалка 860-880 °С, масло. Отпуск 540-560 °С, вода или масло.
60
690
880
9
45
59
225
Механические свойства при повышенных температурах
t испытания, °C
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
Пруток. Закалка 880 °С, масло. Отпуск 560 °С.
300
820
980
11
50
127
400
780
900
16
69
98
500
640
690
21
84
78
550
490
540
27
84
64
Образец диаметром 5 мм, длиной 25 мм, прокатанный. Скорость деформирования 2 мм/мин. Скорость деформации 0,0013 1/с [81]
700
175
59
51
800
85
62
75
900
53
84
90
1000
37
71
90
1100
21
59
90
1200
10
85
90
Механические свойства в зависимости от температуры отпуска
t отпуска, °С
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
HB
Диаметр 20-70 мм, закалка 880 °С, масло. После отпуска охлаждение в воде.
200
1570
1700
11
44
88
487
300
1520
1630
11
54
69
470
400
1320
1420
12
56
49
412
500
1140
1220
15
56
78
362
600
940
1040
19
62
137
300
Механические свойства в зависимости от сечения
Сечение, мм
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
Закалка 880 °С, масло. Отпуск 600 °С, вода.
30
880
1000
12
50
69
50
760
880
12
50
69
80
740
860
14
50
78
120
670
820
14
50
78
160
590
740
14
50
78
200
530
720
14
45
59
240
490
710
14
45
59
Технологические свойства
Температура ковки
Начала 1240, конца 800. Сечения до 50 мм охлаждаются в штабелях на воздухе, 51-100 мм – в ящиках.
Свариваемость
ограниченно свариваемая. Способы сварки: РДС, АДС под флюсом и газовой защитой, АрДС, ЭШС. Рекомендуется подогрев и последующая термообработка, КТС без ограничений.
Обрабатываемость резанием
В горячекатаном состоянии при НВ 207-217 и sB = 710 МПа Ku тв.спл. = 0.85, Ku б.ст. = 0.75.
Хромомарганцевокремнистая
сталь (хромансиль) является основной
самолетной сталью и обладает
высокими механическими свойствами и
хорошей свариваемостью.
Термическая обработка стали 30хгса
Для закалки,
отжига и нормализации детали из стали
30ХГСА нагревают до 880±100.
Закалочной средой во всех случаях
служит масло.
Нагрев деталей
из хромансиля для закалки часто
осуществляется в двух печах: в печах
подогрева и в печах окончательного
нагрева. Температура подогрева
устанавливается равной 800-8500,
т.к. хромансиль имеет плохую
теплопроводимость.
Механические
свойства, требуемые техническими
условиями от материала различных
деталей, изготовляемых из хромансиля,
обеспечиваются проведением
соответствующей окончательной
термической обработки этих деталей.
Применяют два
вида для окончательной термической
обработки хромансиля: или закалку с
отпуском, или изотермическую закалку.
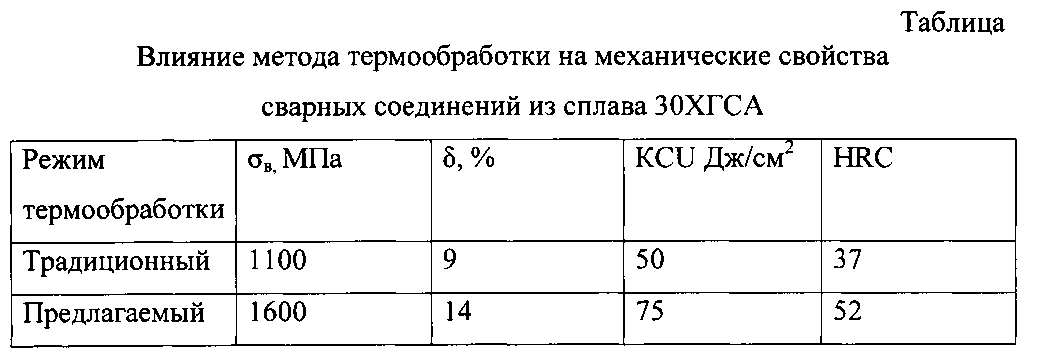
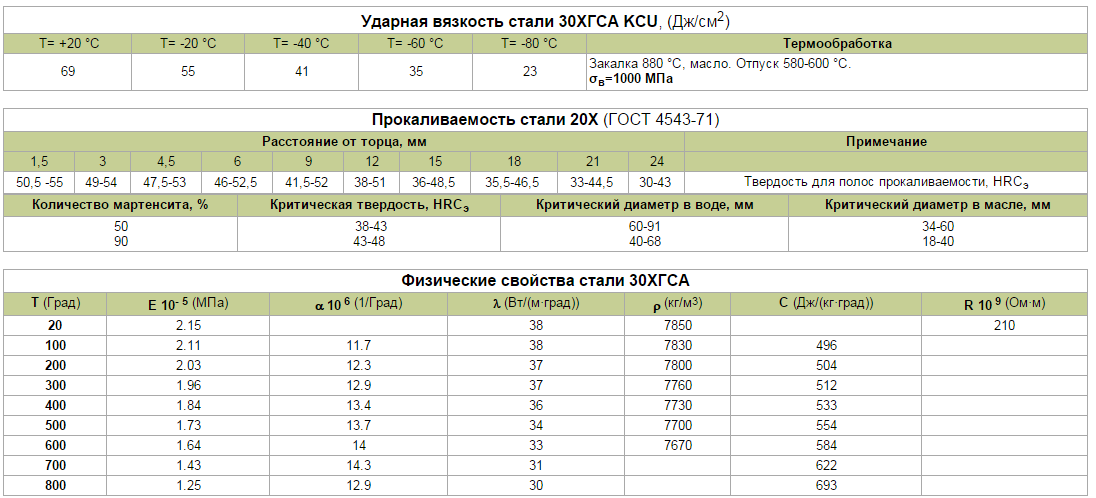
На рис. 7 приводится
график изменения свойств стали 30ХГСА
Тонкие детали из стали 30ХГСА после
отпуска при температуре 450-6000 можно охлаждать на воздухе, а детали
толщиной более 20 мм – в тонкой воде
или масле во избежание возникновения
отпускной хрупкости.
В таблице приведены
температуры отпуска, устанавливаемые
при обычной обработке для стали
30ХГСА, а также температуры изотермической
закалки изделий из нее на заданную
прочность.
Марка
δ, кгс/мм2
Твердость по
Роквеллу, HRC
Температура
отпуска, ºС
Температура
изотермической закалки, ºС
30ХГСА
70-90
19-27
660-680
–
80-100
23-30
620-640
–
90-110
27-34
580-600
–
100-120
30-37
540-560
–
110-130
34-39
520-540
370-400
120-140
37-41
480-500
360-390
Изотермическая закалка
В
последнее время широкое применение
получила изотермическая закалка стали
30ХГСА и, в частности, светлая
изотермическая закалка. Главное
преимущество изотермической закалки
для хромансиля, также как и для ряда
других конструкционных сталей,
заключается в том, что закаленная
изотермически сталь обладает меньшей
чувствительностью к надрезам и
действию других концентраторов, чем
сталь, закаленная обычным способом
и отпущенная.
Изотермическая
закалка значительно увеличивает
ударную вязкость стали по сравнению
с обычной закалкой и отпуском стали
на тот же предел прочности и
значительно увеличивает пластичность
стали в надрезе. В свою очередь,
последнее обстоятельство в ряде
случаев непосредственно связано с
увеличением конструктивной прочности
деталей.
Для
получения высокой ударной вязкости
изотермическую закалку деталей из
стали 30ХГСА следует проводить только
в температурном интервале 360-4000.
На
рис. 8 представлена зависимость ударной
вязкости стали 30ХГСА от температуры
изотермического превращения, а на
рис.
 Трубы ГОСТ 8731-87, ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 21729-76, ГОСТ 13663-68, ГОСТ 9567-75.
Трубы ГОСТ 8731-87, ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 21729-76, ГОСТ 13663-68, ГОСТ 9567-75. 025
025 Отпуск 200-250 °С, воздух.
Отпуск 200-250 °С, воздух. Скорость деформирования 2 мм/мин. Скорость деформации 0,0013 1/с [81]
Скорость деформирования 2 мм/мин. Скорость деформации 0,0013 1/с [81] После отпуска охлаждение в воде.
После отпуска охлаждение в воде. Отпуск 600 °С, вода.
Отпуск 600 °С, вода. Сечения до 50 мм охлаждаются в штабелях на воздухе, 51-100 мм – в ящиках.
Сечения до 50 мм охлаждаются в штабелях на воздухе, 51-100 мм – в ящиках.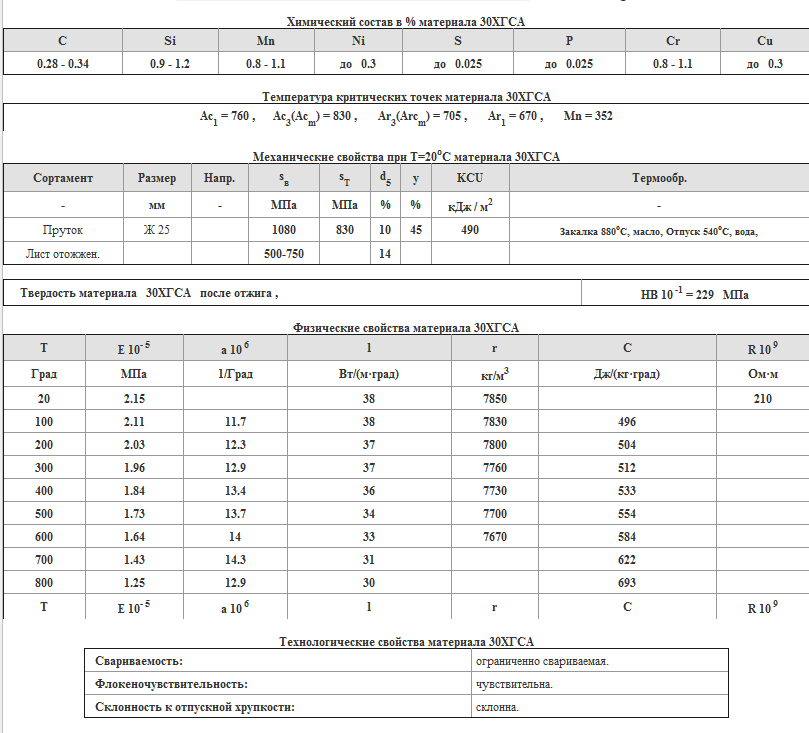 Отпуск 580-600 С. бв = 1000 МПа.
Отпуск 580-600 С. бв = 1000 МПа.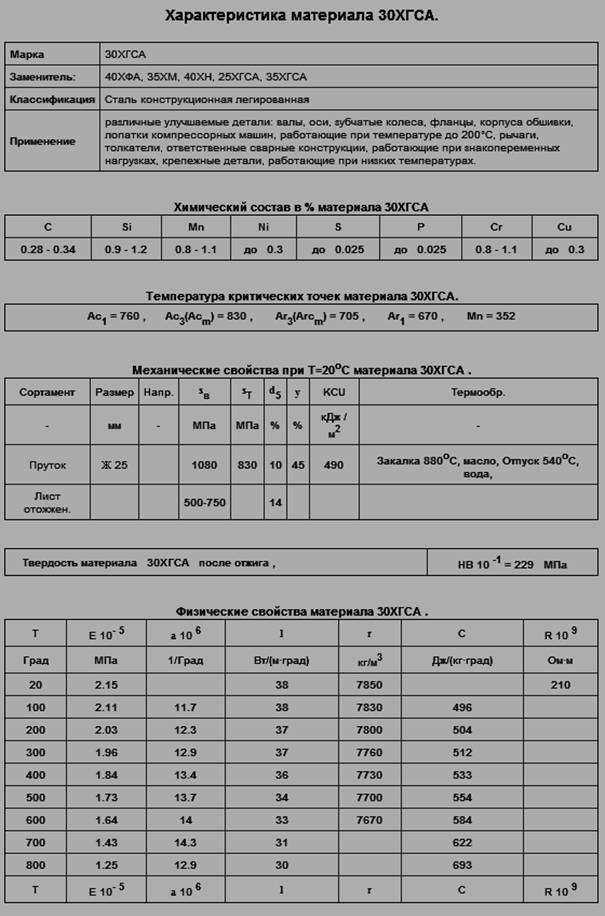 Отпуск 200 С
Отпуск 200 С  5
5 электросопротивление (p, НОм · м)
электросопротивление (p, НОм · м)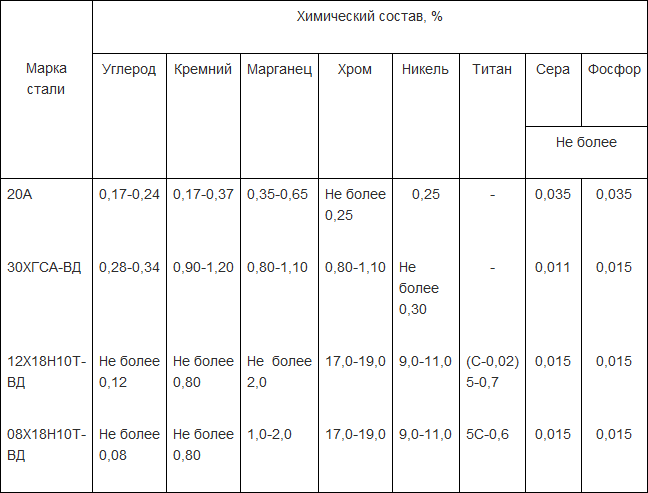 7
7 
 Главное
преимущество изотермической закалки
для хромансиля, также как и для ряда
других конструкционных сталей,
заключается в том, что закаленная
изотермически сталь обладает меньшей
чувствительностью к надрезам и
действию других концентраторов, чем
сталь, закаленная обычным способом
и отпущенная.
Главное
преимущество изотермической закалки
для хромансиля, также как и для ряда
других конструкционных сталей,
заключается в том, что закаленная
изотермически сталь обладает меньшей
чувствительностью к надрезам и
действию других концентраторов, чем
сталь, закаленная обычным способом
и отпущенная.