Сталь 38х2н2ма: Легированная сталь характеристики, свойства
alexxlab | 26.04.1989 | 0 | Разное
Сталь 38Х2Н2МА
38Х2Н2МА (38ХНМА) – сталь конструкционная легированная высокого качества хромоникельмолибденовая.
Расшифровка марки стали 38Х2Н2МА: 38 – 0,38% углерода, Х2 – 2% хрома, Н2 – 2% никеля, М – менее 1% молибдена, А – высококачественная сталь (количество вредных примесей минимально).
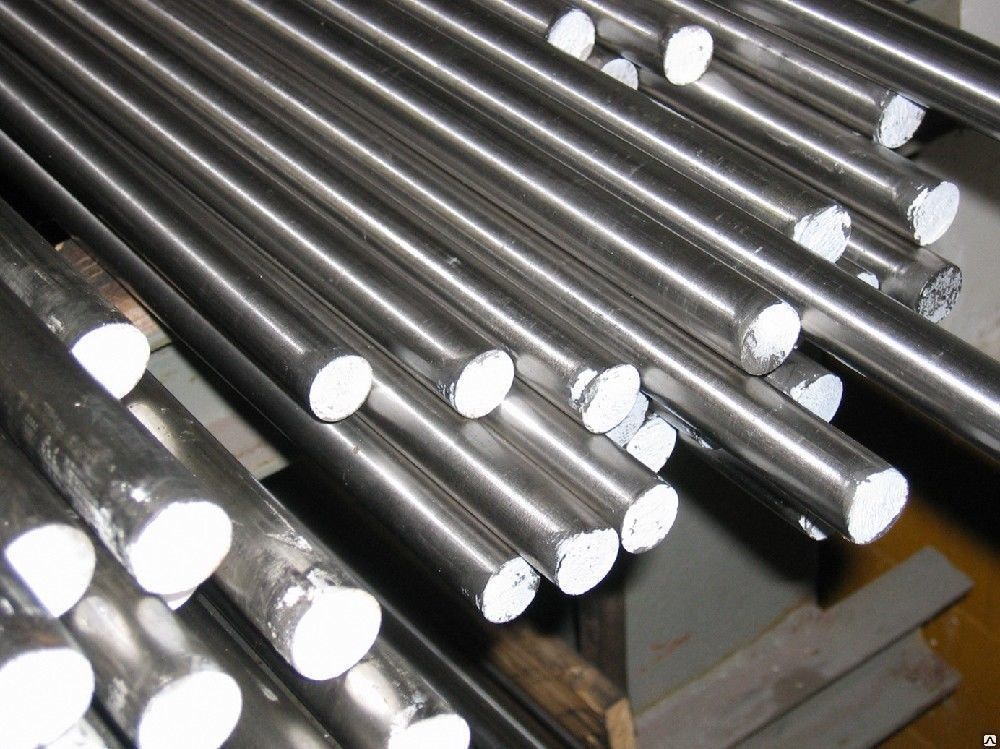
Имеет заменитель 38Х2Н2ВА. Поставляется в виде сортового проката (ГОСТ 4543-71), а также в поковках и кованых заготовках (ГОСТ 8479-70). Нашла применение в авиастроении и машиностроении при изготовлении деталей со сложной конфигурацией с высокой нагрузкой (шпильки, болты, валы, кольца для турбогенераторов, шатуны). При условиях правильной закалки может использоваться для компрессоров высокого давления, мощных двигателей, деталей тяжелых грузовиков. Также используется в строительстве в виде арматуры, креплений, ограждений. В своем составе содержит молибден, хром, никель, марганец, медь, кремний. Из-за плохой свариваемости не применяется в сварных конструкциях, однако не склонна к отпускной хрупкости и флокеночувствительна.
В наличии на складе ООО “СпецГрупп-м” круг 38Х2Н2МА диаметром от 20 до 350 мм (2ГП, обточка УЗК,ТО, НД, НМВ). Также в наличии лист 38Х2Н2ма. Организация доставки по всей России.
| Наименование | Марка стали | Размер | Цена | Производитель |
|---|---|---|---|---|
| Круг | 38Х2Н2МА | 10 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 15 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 20 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 28 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 30 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 32 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 34 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 35 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 36 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 40 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 45 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 50 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 56 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 60 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 65 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 70 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 75 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 80 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 85 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 90 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 95 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 100 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 105 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 110 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 115 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 120 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 125 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 130 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 135 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 140 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 145 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | прайс-лист | Серов | |
| Круг | 38Х2Н2МА | 155 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 160 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 170 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 180 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 190 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 200 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 210 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 220 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 230 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 240 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 250 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 260 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 270 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 280 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 290 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 300 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 310 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 320 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 330 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 340 | прайс-лист | |
| Круг | 38Х2Н2МА | 350 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 360 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 370 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 380 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 390 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 400 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 420 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 450 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 500 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 520 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 550 | прайс-лист | Серов |
| Круг | 38Х2Н2МА | 600 | прайс-лист | Серов |
Сталь 38Х2Н2МА – Полный марочник сталей и сплавов
Общие сведения
| Вид поставки |
Сотовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Полоса ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 8479-70. Трубы ОСТ 14-21-77. |
| Назначение |
| Валы, шатуны, болты, шпильки и другие крупные особо ответственные тяжелонагруженные детали сложной конфигурации, применяемые в улучшенном состоянии. |
Химический состав
| Химический элемент | % |
| Углерод (C) | 0.33-0.40 |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo) | 0.20-0.30 |
| Марганец (Mn) | 0.25-0.50 |
| Никель (Ni) | 1.30-1.70 |
| Фосфор (P), не более | 0.025 |
| Хром (Cr) | 1.30-1.70 |
| Сера (S), не более | 0. 025 025 |
Механические свойства
Механические свойства
| Термообработка, состояние поставки | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB |
| Пруток. Закалка 870 °С, масло. Отпуск 580 °С, воздух или масло. | ||||||
| 930 | 1080 | 12 | 50 | 78 | ||
| Поковки. Закалка. Отпуск. | ||||||
| КП 440 | 440 | 635 | 11 | 30 | 39 | 197-235 |
| КП 735 | 735 | 880 | 13 | 40 | 59 | 277-321 |
| КП 785 | 785 | 930 | 12 | 40 | 59 | 293-331 |
Механические свойства в зависимости от температуры отпуска
| t отпуска, °С | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HRCэ |
Закалка 850 °С, масло. | ||||||
| 200 | 1520 | 1810 | 11 | 46 | 44 | 53 |
| 300 | 1420 | 1630 | 10 | 45 | 37 | 49 |
| 400 | 1350 | 1470 | 10 | 46 | 39 | 46 |
| 500 | 1190 | 1240 | 13 | 55 | 68 | 40 |
| 600 | 880 | 960 | 17 | 64 | 137 | 32 |
Механические свойства в зависимости от сечения
| Термообработка, состояние поставки | Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | δ10, % | ψ, % | KCU, Дж/м2 |
| Закалка 860 °С, масло. Отпуск 560 °С, вода | |||||||
| Место вырезки образца — центр | 30 | 860 | 1000 | 19 | 64 | 137 | |
| Место вырезки образца — центр | 50 | 830 | 970 | 16 | 61 | 144 | |
| Место вырезки образца — центр | 80 | 750 | 900 | 18 | 61 | 150 | |
| Место вырезки образца — центр | 120 | 740 | 900 | 19 | 60 | 144 | |
| Место вырезки образца — край | 120 | 770 | 940 | 18 | 61 | 151 | |
| Место вырезки образца — центр | 200 | 750 | 900 | 17 | 52 | 66 | |
| Место вырезки образца — край | 200 | 770 | 930 | 17 | 57 | 72 | |
Прокат. Закалка 950 °С, масло. Отпуск 580-600 °С. Закалка 950 °С, масло. Отпуск 580-600 °С. | |||||||
| Место вырезки образца — центр | 500 | 760 | 930 | 15 | 52 | 57 | |
| Место вырезки образца — край | 500 | 770 | 960 | 17 | 55 | 53 | |
| Место вырезки образца — центр. Образцы поперечные | 500 | 740 | 930 | 11 | 23 | ||
| Место вырезки образца — край. Образцы поперечные | 500 | 760 | 930 | 11 | 23 | 22 | |
| Место вырезки образца — центр | 700 | 740 | 900 | 17 | 51 | 45 | |
| Место вырезки образца — край | 700 | 740 | 930 | 17 | 52 | ||
| Место вырезки образца — центр. Образцы поперечные | 700 | 790 | 900 | 15 | |||
Место вырезки образца — край. Образцы поперечные Образцы поперечные | 700 | 730 | 880 | 11 | 20 | 57 | |
| Место вырезки образца — центр | 900 | 710 | 850 | 7 | 16 | 26 | |
| Место вырезки образца — край | 900 | 700 | 890 | 16 | 49 | 46 | |
| Место вырезки образца — центр. Образцы поперечные | 900 | 690 | 730 | 6 | 20 | ||
| Место вырезки образца — край. Образцы поперечные | 900 | 700 | 870 | 11 | 22 | 24 | |
Технологические свойства
| Температура ковки |
| Начала 1200 °C, конца 800 °C. Охлаждение медленное. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| чувствительна |
Температура критических точек
| Критическая точка | °С |
| Ac1 | 753 |
| Ac3 | 790 |
| Ar3 | 490 |
| Ar1 | 370 |
| Mn | 320 |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -40 | -50 |
Заготовки сечением 30 мм. Закалка 860 °С, масло. Отпуск 560 °С, вода. Закалка 860 °С, масло. Отпуск 560 °С, вода. | 137 | 129 | 122 |
| Заготовки сечением 50 мм | 144 | 138 | 112 |
| Заготовки сечением 80 мм | 150 | 93 | 85 |
| Заготовки сечением 120 мм | 144 | 76 | 73 |
| Заготовки сечением 200 мм | 66 | 34 |
Предел выносливости
| σ-1, МПа | n | σB, МПа | σ0,2, МПа |
| 363 | 5Е+6 | 880 | |
| 300 | 5Е+6 | 720 | 520 |
Прокаливаемость
Закалка 845 °С. Твердость для полос прокаливаемости HRCэ.
| Расстояние от торца, мм / HRC э | |||||||||
| 1.5 | 3 | 5 | 9 | 13 | 20 | 25 | 30 | 40 | 50 |
51. 5-59 5-59 | 51.5-59 | 50.5-59 | 49.5-58 | 49.5-58 | 47.5-57 | 46.5-57 | 45.5-56 | 44.5-56 | 42.5-56 |
| Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| 100 | 53 |
Кратковременная теплопрочность
| Температура испытаний, °С | σ0,2, МПа | σB, МПа | δ5, % | ψ, % |
| 100 | 820 | 930 | 17 | 64 |
| 200 | 860 | 910 | 16 | 64 |
| 300 | 730 | 880 | 16 | 65 |
| 400 | 690 | 780 | 18 | 73 |
| 500 | 570 | 620 | 22 | 80 |
| 600 | 340 | 400 | 35 | 82 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 213 | 206 | 194 | 180 | 174 | 164 | 157 | 141 | 129 | |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 80 | 76 | 71 | 67 | 63 | 59 | 59 | 48 | |
| Коэффициент теплопроводности Вт/(м ·°С) | 38 | 37 | 35 | 35 | 33 | 32 | 30 | 28 | 28 | |
Уд. электросопротивление (ρ, НОм · м) электросопротивление (ρ, НОм · м) | 322 | 398 | 482 | 592 | 740 | 910 | 1090 | 1300 | ||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (α, 10-6 1/°С) | 11.9 | 12.5 | 13.1 | 13.3 | 13.8 | 14.1 | 14.6 | 11.8 | ||
| Удельная теплоемкость (с, Дж/(кг · °С)) | 490 | 502 | 523 | 532 | 565 | 560 | 615 | 670 |
Условные обозначения
| Механические свойства | |
| σB | временное сопротивление разрыву (предел прочности при растяжении), МПа |
| σ0,2 | предел текучести условный, МПа |
| σсж | предел прочности при сжатии, МПа |
| σсж0,2 | предел текучести при сжатии, МПа |
| σ0,05 | предел упругости, МПа |
| σизг | предел прочности при изгибе, МПа |
| σ-1 | предел выносливости при испытании на изгиб с симметричным циклом нагружения, МПа |
| δ5 , δ4 , δ10 | относительное удлинение после разрыва, % |
| ψ | относительное сужение, % |
| ν | относительный сдвиг, % |
| ε | относительная осадка при появлении первой трещины, % |
| τК | предел прочности при кручении, максимальное касательное напряжение, МПа |
| τ-1 | предел выносливости при испытании на кручение с симметричным циклом нагружения, МПа |
| KCU и KCV | ударная вязкость, определенная на образце с концентраторами вида U и V, Дж/см2 |
| HRCэ и HRB | твёрдость по Роквеллу (шкала C и B соответственно) |
| HB | твёрдость по Бринеллю |
| HV | твёрдость по Виккерсу |
| HSD | твёрдость по Шору |
| Физические свойства | |
| E | модуль упругости нормальный, ГПа |
| G | модуль упругости при сдвиге кручением, ГПа |
| ρn | плотность, кг/м3 |
| λ | коэффициент теплопроводности, Вт/(м∙°C) |
| ρ | удельное электросопротивление, Ом∙м |
| α | коэффициент линейного теплового расширения, 10-61/°С |
| с | удельная теплоёмкость, Дж/(кг∙°С) |
Поделиться:
Просмотров: 1 171
Сталь 38Х2Н2МА / Auremo
ВСт6пс ВСт5сп ВСт3кп ВСт4кп ВСт6сп ВСт2кп Вст4пс Ст0 ВСт2пс ВСт3пс ВСт5пс ВСт2сп ВСт3сп 18К 08пс 10пс 15К 18кп 20пс 35 55 05кп 08Ю 15кп 20 (20А) 22К 40 58 (55ПП) 08 10 (ст 10) 12К 15пс 20К 25 45 60 08кп 10кп 15 16К 20кп 30 50 0сВ 60С2 60С2ХА 50ХФА 60С2А 60С2ХФА 65С2ВА 85 55ХГР 65 70С3А 55С2 60Г 60С2Н2А 65Г 70 75 ШХ15 ШХ15СГ ШХ4 А12 А20 А40Г А30 10ХНДП 14Г2АФ 15Г2АФДпс 17ГС 18Г2АФпс 09Г2 10Г2БД 10ХСНД 12ГС 15Г2СФД 16ГС 35ГС 14ХГС 15ХСНД 20ХГ2Ц 09Г2С 10Г2С1 14Г2 16Г2АФ 17Г1С 25Г2С 10Г2 14Х2ГМР 15ХФ 18Х2Н4МА 20Г 20Х2Н4А 20ХГР 20ХН2М (20ХНМ) 30Г 30ХГС 30ХН2МА 34ХН3М 35Х 38Х2Н3М 38ХА 38ХМА 3Х3М3Ф 40Х 40ХФА 45ХН 50Г2 12ХН2 15Х 20ХГСА 20ХН3А 25ХГСА 30ХГСА 30ХН2МФА 33ХС 35ХН1М2ФА 38Х2НМ 40Г 40Х2Н2МА 40ХН 45Г 45ХН2МФА 50Х 12ХН2А 18ХГТ 20ХГНР 20ХН4ФА 25ХГТ 30Х 30ХГСН2А 30ХН3А 34ХН1М 35Г 36Х2Н2МФА 38Х2НМФ 38ХГН 38ХН3МА 40Г2 40ХН2МА 45Г2 47ГТ 50ХН 12Х2Н4А 12ХН3А 15Г 18Х2Н4ВА 20Х 20ХН 20ХНР 30ХГТ 30ХН3М2ФА 35Г2 35ХГСА 38Х2Н2МА 38ХН3МФА 40ХС 45Х 50Г
Описание
Сталь 38Х2Н2МА
Сталь 38Х2Н2МА: марочник сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 38Х2Н2МА.
Ниже представлена систематизированная информация о назначении, химическом составе, видах поставок, заменителях, температуре критических точек, физических, механических, технологических и литейных свойствах для марки — Сталь 38Х2Н2МА.
Общие сведения стали 38Х2Н2МА
| Вид поставки |
| Круг 38х2н2ма, сортовой прокат, в том числе фасонный: ГОСТ 4543–71, ГОСТ 2590–71, ГОСТ 2591–71, ГОСТ 2879–69. Калиброванный пруток ГОСТ 7417–75, ГОСТ 8559–75, ГОСТ 8560–78, ГОСТ 1051–73. Шлифованный пруток и серебрянка ГОСТ 14955–77. Полоса ГОСТ 103–76. Поковки и кованые заготовки ГОСТ 1133–71, ГОСТ 8479–70. Трубы ОСТ 14−21−77. |
| Применение |
| Валы, шатуны, болты, шпильки и другие крупные особо ответственные тяжелонагруженные детали сложной конфигурации, применяемые в улучшенном состоянии. |
Химический состав стали 38Х2Н2МА
| Химический элемент | % |
| Кремний (Si) | 0. 17−0.37 17−0.37 |
| Марганец (Mn) | 0.25−0.50 |
| Медь (Cu), не более | 0.30 |
| Молибден (Mo) | 0.20−0.30 |
| Никель (Ni) | 1.30−1.70 |
| Сера (S), не более | 0.025 |
| Углерод (C) | 0.33−0.40 |
| Фосфор (P), не более | 0.025 |
| Хром (Cr) | 1.30−1.70 |
Механические свойства стали 38Х2Н2МА
Механические свойства
| Термообработка, состояние поставки | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HB | ||||||||
| Пруток. Закалка 870 °C, масло. Отпуск 580 °C, воздух или масло. | ||||||||||||||
| 930 | 1080 | 12 | 50 | 78 | ||||||||||
| Поковки. Закалка. Отпуск. | ||||||||||||||
| КП 440 | 440 | 635 | 11 | 30 | 39 | 197−235 | ||||||||
| КП 735 | 735 | 880 | 13 | 40 | 59 | 277−321 | ||||||||
| КП 785 | 785 | 930 | 12 | 40 | 59 | 293−331 | ||||||||
Механические свойства в зависимости от температуры отпуска
| t отпуска,°С | σ0,2, МПа | σB, МПа | δ5, % | ψ, % | KCU, Дж/м2 | HRCэ | ||||||||
Закалка 850 °C, масло. | ||||||||||||||
| 200 | 1520 | 1810 | 11 | 46 | 44 | 53 | ||||||||
| 300 | 1420 | 1630 | 10 | 45 | 37 | 49 | ||||||||
| 400 | 1350 | 1470 | 10 | 46 | 39 | 46 | ||||||||
| 500 | 1190 | 1240 | 13 | 55 | 68 | 40 | ||||||||
| 600 | 880 | 960 | 17 | 64 | 137 | 32 | ||||||||
Механические свойства в зависимости от сечения
| Термообработка, состояние поставки | Сечение, мм | σ0,2, МПа | σB, МПа | δ5, % | δ10, % | ψ, % | KCU, Дж/м2 | |||||||
| Закалка 860 °C, масло. Отпуск 560 °C, вода | ||||||||||||||
| Место вырезки образца — центр | 30 | 860 | 1000 | 19 | 64 | 137 | ||||||||
| Место вырезки образца — центр | 50 | 830 | 970 | 16 | 61 | 144 | ||||||||
| Место вырезки образца — центр | 80 | 750 | 900 | 18 | 61 | 150 | ||||||||
| Место вырезки образца — центр | 120 | 740 | 900 | 19 | 60 | 144 | ||||||||
| Место вырезки образца — край | 120 | 770 | 940 | 18 | 61 | 151 | ||||||||
| Место вырезки образца — центр | 200 | 750 | 900 | 17 | 52 | 66 | ||||||||
| Место вырезки образца — край | 200 | 770 | 930 | 17 | 57 | 72 | ||||||||
Прокат. Закалка 950 °C, масло. Отпуск 580−600°С. Закалка 950 °C, масло. Отпуск 580−600°С. | ||||||||||||||
| Место вырезки образца — центр | 500 | 760 | 930 | 15 | 52 | 57 | ||||||||
| Место вырезки образца — край | 500 | 770 | 960 | 17 | 55 | 53 | ||||||||
| Место вырезки образца — центр. Образцы поперечные | 500 | 740 | 930 | 11 | 23 | |||||||||
| Место вырезки образца — край. Образцы поперечные | 500 | 760 | 930 | 11 | 23 | 22 | ||||||||
| Место вырезки образца — центр | 700 | 740 | 900 | 17 | 51 | 45 | ||||||||
| Место вырезки образца — край | 700 | 740 | 930 | 17 | 52 | |||||||||
| Место вырезки образца — центр. Образцы поперечные | 700 | 790 | 900 | 15 | ||||||||||
Место вырезки образца — край. Образцы поперечные Образцы поперечные | 700 | 730 | 880 | 11 | 20 | 57 | ||||||||
| Место вырезки образца — центр | 900 | 710 | 850 | 7 | 16 | 26 | ||||||||
| Место вырезки образца — край | 900 | 700 | 890 | 16 | 49 | 46 | ||||||||
| Место вырезки образца — центр. Образцы поперечные | 900 | 690 | 730 | 6 | 20 | |||||||||
| Место вырезки образца — край. Образцы поперечные | 900 | 700 | 870 | 11 | 22 | 24 | ||||||||
Технологические свойства стали 38Х2Н2МА
| Температура ковки |
| Начала 1200, конца 800. Охлпждение медленное. |
| Свариваемость |
| не применяется для сварных конструкций. |
| Склонность к отпускной способности |
| не склонна |
| Флокеночувствительность |
| чувствительна |
Температура критических точек стали 38Х2Н2МА
| Критическая точка | °С |
| Ac1 | 753 |
| Ac3 | 790 |
| Ar3 | 490 |
| Ar1 | 370 |
| Mn | 320 |
Ударная вязкость стали 38Х2Н2МА
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | +20 | -40 | -50 |
Заготовки сечением 30 мм. Закалка 860 С, масло. Отпуск 560 С, вода. Закалка 860 С, масло. Отпуск 560 С, вода. | 137 | 129 | 122 |
| Заготовки сечением 50 мм | 144 | 138 | 112 |
| Заготовки сечением 80 мм | 150 | 93 | 85 |
| Заготовки сечением 120 мм | 144 | 76 | 73 |
| Заготовки сечением 200 мм | 66 | 34 |
Предел выносливости стали 38Х2Н2МА
| σ-1, МПа | n | σB, МПа | σ0,2, МПа |
| 363 | 5Е+6 | 880 | |
| 300 | 5Е+6 | 720 | 520 |
Прокаливаемость стали 38Х2Н2МА
Закалка 845 С. Твердость для полос прокаливаемости HRCэ.
| Расстояние от торца, мм / HRCэ | |||||||||||
| 1.5 | 3 | 5 | 9 | 13 | 20 | 25 | 30 | 40 | 50 | ||
51. 5−59 5−59 | 51.5−59 | 50.5−59 | 49.5−58 | 49.5−58 | 47.5−57 | 46.5−57 | 45.5−56 | 44.5−56 | 42.5−56 | ||
| Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| 100 | 53 |
Кратковременная теплопрочность стали 38Х2Н2МА
| Температура испытаний,°С | s0,2, МПа | σB, МПа | d5, % | y, % |
| 100 | 820 | 930 | 17 | 64 |
| 200 | 860 | 910 | 16 | 64 |
| 300 | 730 | 880 | 16 | 65 |
| 400 | 690 | 780 | 18 | 73 |
| 500 | 570 | 620 | 22 | 80 |
| 600 | 340 | 400 | 35 | 82 |
Физические свойства стали 38Х2Н2МА
| Температура испытания,°С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 213 | 206 | 194 | 180 | 174 | 164 | 157 | 141 | 129 | |
| Модуль упругости при сдвиге кручением G, ГПа | 84 | 80 | 76 | 71 | 67 | 63 | 59 | 59 | 48 | |
| Коэффициент теплопроводности Вт/(м ·°С) | 38 | 37 | 35 | 35 | 33 | 32 | 30 | 28 | 28 | |
Уд. электросопротивление (p, НОм · м) электросопротивление (p, НОм · м) | 322 | 398 | 482 | 592 | 740 | 910 | 1090 | 1300 | ||
| Температура испытания,°С | 20−100 | 20−200 | 20−300 | 20−400 | 20−500 | 20−600 | 20−700 | 20−800 | 20−900 | 20−1000 |
| Коэффициент линейного расширения (a, 10−6 1/°С) | 11.9 | 12.5 | 13.1 | 13.3 | 13.8 | 14.1 | 14.6 | 11.8 | ||
| Удельная теплоемкость (С, Дж/(кг ·°С)) | 490 | 502 | 523 | 532 | 565 | 560 | 615 | 670 |
Источник: Марочник сталей и сплавов
Источник: www.manual-steel.ru/38h3N2MA.html
(PDF) Båndsavklinger – Fortiva Danmark A/S42CRMO4 1,7225 4140 40xn2ma 40 – 50 35 – 45 35 – 47 77 – 105 75 – 100 75 – 103 34crnimo6 1,6582 4337 38x2n2ma 25 – 35 23 – 31 – 33301 – 701 – 701 – 701 – 701 – 701 – 701 – 701 – 701 – 701 – 701 – 701 – 701, 33, 4337 38x2n2ma 25 – 33 23 – 333301 – 701 – 701 – 701 – 33, 33, 33, 33, 4337,
BåndsavklingerFor alle dine savebehov
EKSPERTERNE
DoALL har fra dag et været indbegrebet af afkortning.
 Сделай все
opfandt den første maskine og båndsavklinge til afkortning af jern
или стол. Fra den dag har DoALL stået for udvikling og inovation af
новые продукты, предназначенные для афкортнинга.
Alle elementer for at kunne udføre processen indenfor afkortning.
Maskiner, klinger, køle-smøremidler og handtering der alle er et
насрать на всех андре!
Сделай все
opfandt den første maskine og båndsavklinge til afkortning af jern
или стол. Fra den dag har DoALL stået for udvikling og inovation af
новые продукты, предназначенные для афкортнинга.
Alle elementer for at kunne udføre processen indenfor afkortning.
Maskiner, klinger, køle-smøremidler og handtering der alle er et
насрать на всех андре!Med vores mange års erfaring er vi de ægte eksperter indenfor afkortning af jern, stål og metaller. Ви еще ворует DoALL технический персонал и сервисная служба, которые будут готовы к работе в ближайшем офисе оптимальное опгавелёснинг.
FØR – NU – I FREMTIDEN –
ДЛЯ ALLE DINE SAVEBEHOV!SAWING PRODUCTS
SAVETEKNOLOGI Båndsavklingehastigheder og materialegrupper …………………………….. 4 Båndsavklinge valgmuligheder …………………………….. 5 Fortandings muligheder …………………………….. 6 Fortanding i profilerede Materialer …………………. 7 Båndsavklinge typer .
 ……………………………. 8 Spåntyper
…………………………….. 9Indkøring af båndsavklinge
…………………………….. 10 Анбефалинг для
Hårdmetalklinger ……………………………….. 11
……………………………. 8 Spåntyper
…………………………….. 9Indkøring af båndsavklinge
…………………………….. 10 Анбефалинг для
Hårdmetalklinger ……………………………….. 11BÅNDSAVKLINGER BI-METAL Глушитель GP …………………………….. 12 Глушитель Плюс ……………………………… 13 StructurALL ……………………………… 14 StructurALL Prime …………………………….. 15 Пенетратор …………………………….. 16 Penetrator Prime / TiN Пенетратор …………………. 17 Верховный …………………………….. 18 TiN Высший …………………………….. 19
HÅRDMETAL STS ………………………….. 20 T3P …………………………….. 21 Т7П …………………………….. 22 СТС …………………………….. 23 Т3Н …………………………….. 24 СТВ ……………………………… 25
КУЛЬСТОФКЛИНГЕР Дротик ……. …..
 …………………… 26 Металл
Мастер …………………………….. 27 Трение
…………………………….. 28 Олимпия
…………………………….. 29
…………………… 26 Металл
Мастер …………………………….. 27 Трение
…………………………….. 28 Олимпия
…………………………….. 29GRITKLINGER Hårtmetal granulerende klinger …………………………….. 30 Диамант ……………………………… 31
SAVEPRODUKTER Køle-smøremidler ……………………………… 32 Схема Кёле-смёремидлера …………………………….. 33 Столбёрстер ……………………………… 34
Нотариус ……. ………………………….. 35
INDHOLD
FOR ALLE DINE SAVEBEHOV!
Группа материалов
Номер группы
Номер производителя по DIN
AISI (SAE) GHOST Ширина (м/мин)
Bi-Metal Hårdmetal
Диаметр >>> 400 мм 400 мм
34 мм 41 мм 54 мм
Профилировщик
1
Ст37/Ст42 1.0037/1.0042 1015 Ст3пс 70 – 90 60 – 80 50 – 70 120 – 160 110 – 150 100 – 140
Ст52/Ст60 1.
 0050/1.0060 ASTM-A570 Ст6пс 45 – 60 40 – 55 40 – 55
90 – 120 85 – 120 95 – 125
0050/1.0060 ASTM-A570 Ст6пс 45 – 60 40 – 55 40 – 55
90 – 120 85 – 120 95 – 125Свободная обработка 9S20 1.0711 1112/1212 60 – 80 50 – 65 50 – 65 120 – 160 110 – 150 120 – 160
Цементационные стали
C10/C15 1.0301/1.0401 1010/1015 10 60 – 80 50 – 65 50 – 65 120 – 160 110 – 150 120 – 160
16MnCr5 1.7131 5115 18XG 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
20CrMo5 1.7264 20XM 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
21NiCrMo2 1.6523 8620 20ХГНМ 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
Подшипниковая сталь
2
100Cr6 1.2067 52100 9×2 35 – 45 30 – 40 30 – 40 70 – 95 70 – 90 65 – 90
Пружинные стали 65Si7 1.5028 9260H 60S2 35 – 50 30 – 45 30 – 45 70 – 95 70 – 95 70 – 95
50CrV4 1.8159 6150 50XFA 35 – 50 30 – 45 30 – 45 70 – 95 70 – 95 70 – 95
Горячедеформированная сталь и цементируемая сталь
3
C35/C45 1.0501/1.0503 1035/1045 35/45 45 – 60 40 – 55 40 – 55 90 – 125 85 – 120 95 – 125
42CrMo4 1.
 7225 4140 40ХН2МА 40 – 50 35 – 45 35 – 47 77 – 105 75
– 100 75 – 103
7225 4140 40ХН2МА 40 – 50 35 – 45 35 – 47 77 – 105 75
– 100 75 – 10334CrNiMo6 1.6582 4337 38X2N2MA 25 – 35 23 – 31 24 – 33 50 – 70 50 – 68 55 – 75
Азотированная сталь
4
34CrAI6 1.2581 h31 3X2V8F 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
Высоколегированные стали для горячей обработки
40CrMnMo7 1.2311 26 – 35 23 – 31 24 – 33 51 – 70 50 – 68 54 – 74
X40CrMoV5-1 1.2344 h23 4X5MF1S 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
56NiCrMoV7 1.2713 L6 5XNM 26 – 35 23 – 31 24 – 33 51 – 70 50 – 68 54 = 74
Нелегированные инструментальные стали 5
C125W 1.1563 W112 U13-1 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 – 92
C80W1 1.1525 W108 U8A-1 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 – 92
Стали для холодной обработки 6
X210Cr12 1.2080 D3 X12 20 – 27 17 – 23 19 – 26 40 – 55 38 – 52 42 – 57
X155CrVMo12-1 1.2379 D2 20 – 27 17 – 23 19 – 26 40 – 55 38 – 52 42 – 57
90MnCrV8 1.
 2842 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 –
92
2842 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 –
92Быстрорежущие стали 7
S 6-5-2 1.3343 M2 R6M5 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 3-3-2 1.3333 R3AM3F2 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 2-10-1-8 1.3247 M42 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
С 10-4-3-10 1.3207 R12F3K10M3 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 18-0-1 1.3355 T1 R18 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
Чугун 8GG30 0,6030 A48 Sc30 31 – 41 26 – 36 28 – 37 61 – 83 53 – 71 55 – 75
GGG50 0,7050 A536 Vc50 31 – 41 26 – 36 28 – 37 61 – 83 53 – 71 55 – 75
Нержавеющая сталь
9X8CrNiS18-9 1.4305 303 12X18N9 33 – 41 26 – 35 28 – 39 60 – 81 52 – 70 57 – 77
Х5ХН18-10 1.4301 304 08Х18Н10 33 – 41 26 – 35 28 – 39 60 – 81 52 – 70 57 – 77
10
X6CrNiMoTi17-12-2 1.4571 316Ti 10X17N13M2T 23 – 31 20 – 26 21 – 29 45 – 61 39 – 53 43 – 58
X5CrNiMo17-12-2 1.4401 316 23 – 31 20 – 26 21 – 29 45 – 61 39 – 53 43 – 58
X20Cr13 1.
 4021 420 20X13 27 – 36 24 – 32 27 – 36 54 – 73 48 – 65
63 – 72
4021 420 20X13 27 – 36 24 – 32 27 – 36 54 – 73 48 – 65
63 – 72Жаропрочные стали 11
Х45ХС9-3 1.4718 ХНВ3 40Ч9С2 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
X12CrCoNi21-20 1.4971 661 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
X20CrMoWV12-1 1.4935 616 27 – 36 24 – 32 27 – 36 54 – 73 48 – 65 54 – 72
X15CrNiSi25-20 1.4841 314 20X25N20S2 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
X12NiCrSi36-16 1.4864 330 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
Х8CrNiAITi20-20 1.4847 334 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
Сплавы на основе никеля 12
NiCr19NbMo 2.4668 5596E(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
NiCr13Mo6Ti3 2.4662 5660J(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
NiCo20Cr20MoTi 2.4650 5872D(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
Алюминий 13 6003 95 – 115 100 – 120 100 – 120 175 – 200 175 – 200 170 – 225
Медь 14 AA1100 95 – 115 100 – 120 100 – 120 175 – 200 175 – 200 170 – 225
Латунь 15 CDA110 50 – 70 40 – 60 35 – 45 100 – 140 80 – 120 70 – 90
Алю-бронза 16 CuZn39Pb1AIB-B 73 – 110 73 – 110 85 – 115 175 – 200 175 – 200 170 – 225
Титановые сплавы 17 Ти-6АИ-4В 13 – 23 10 – 20 10 – 15 40 – 50 40 – 50 35 – 45
Стали с пределом прочности более 1000 Н/мм2
18
1000-1200 Н/мм2 25 – 30 25 – 30 20 – 25 60 – 70 50 – 60 40 – 50
1200-1400 Н/мм2 30 – 35 20 – 25 15 – 20 50 – 60 40 – 50 30 – 40
1400-1600 Н/мм2 20 – 25 15 – 20 10 – 15 40 – 50 30 – 40 20 – 30
Abrassive building materials, non-ferro casting
19
Silicon glass, glass fiber, ceramics 20
4
Båndsavklinge hastigheder & Gruppevalg
StandardAllround
SpecialUltimativ ydelse
HøjydelseHøjproduktion
Materialegruppe
Номер группы
DIN Werkstoffnumber
AISI (SAE) GHOST Ширина полосы (м/мин)
Bi-Metal Hårdmetal
Диаметр >>> 400 мм 400 мм
Savklinge bredde >>> 34 мм 41 мм 54 мм 34 мм 41 мм 54 мм
Профилировщик
1
Ст37/Ст42 1.
 0037/1.0042 1015 Ст3пс 70 – 90 60 – 80 50 – 70 120 –
160 110 – 150 100 – 140
0037/1.0042 1015 Ст3пс 70 – 90 60 – 80 50 – 70 120 –
160 110 – 150 100 – 140Ст52/Ст60 1.0050/1.0060 ASTM-A570 Ст6пс 45 – 60 40 – 55 40 – 55 90 – 120 85 – 120 95 – 125
Свободная обработка 9S20 1.0711 1112/1212 60 – 80 50 – 65 50 – 65 120 – 160 110 – 150 120 – 160
Цементационные стали
C10/C15 1.0301/1.0401 1010/1015 10 60 – 80 50 – 65 50 – 65 120 – 160 110 – 150 120 – 160
16MnCr5 1.7131 5115 18XG 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
20CrMo5 1.7264 20XM 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
21NiCrMo2 1.6523 8620 20ХГНМ 40 – 50 35 – 45 35 – 45 75 – 100 75 – 100 75 – 100
Подшипниковая сталь
2
100Cr6 1.2067 52100 9×2 35 – 45 30 – 40 30 – 40 70 – 95 70 – 90 65 – 90
Пружинные стали 65Si7 1.5028 9260H 60S2 35 – 50 30 – 45 30 – 45 70 – 95 70 – 95 70 – 95
50CrV4 1.8159 6150 50XFA 35 – 50 30 – 45 30 – 45 70 – 95 70 – 95 70 – 95
Горячедеформированная сталь и цементируемая сталь
3
C35/C45 1.
 0501/1.0503 1035/1045 35/45 45 – 60 40 – 55 40 – 55 90
– 125 85 – 120 95 – 125
0501/1.0503 1035/1045 35/45 45 – 60 40 – 55 40 – 55 90
– 125 85 – 120 95 – 12542CrMo4 1.7225 4140 40ХН2МА 40 – 50 35 – 45 35 – 47 77 – 105 75 – 100 75 – 103
34CrNiMo6 1.6582 4337 38Х2Н2МА 25 – 35 23 – 31 24 – 33 50 – 70 50 – 68 55 – 75
Азотированная сталь
4
34CrAI6 1.2581 h31 3X2V8F 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
Высоколегированные стали для горячей обработки
40CrMnMo7 1.2311 26 – 35 23 – 31 24 – 33 51 – 70 50 – 68 54 – 74
X40CrMoV5-1 1.2344 h23 4X5MF1S 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
56NiCrMoV7 1.2713 L6 5XNM 26 – 35 23 – 31 24 – 33 51 – 70 50 – 68 54 = 74
Нелегированные инструментальные стали 5
C125W 1.1563 W112 U13-1 34 – 46 31 – 41 31 – 41 69- 93 68 – 92 68 – 92
C80W1 1.1525 W108 U8A-1 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 – 92
Стали для холодной обработки 6
X210Cr12 1.2080 D3 X12 20 – 27 17 – 23 19 – 26 40 – 55 38 – 52 42 – 57
X155CrVMo12-1 1.
 2379 D2 20 – 27 17 – 23 19 – 26 40 – 55 38 – 52
42 – 57
2379 D2 20 – 27 17 – 23 19 – 26 40 – 55 38 – 52
42 – 5790MnCrV8 1.2842 34 – 46 31 – 41 31 – 41 69 – 93 68 – 92 68 – 92
Быстрорежущие стали 7
С 6-5-2 1.3343 М2 Р6М5 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 3-3-2 1.3333 R3AM3F2 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 2-10-1-8 1.3247 M42 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
С 10-4-3-10 1.3207 R12F3K10M3 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
S 18-0-1 1.3355 T1 R18 29 – 39 24 – 33 26 – 35 58 – 78 54 – 74 58 – 78
Чугун 8GG30 0,6030 A48 Sc30 31 – 41 26 – 36 28 – 37 61 – 83 53 – 71 55 – 75
GGG50 0,7050 A536 Vc50 31 – 41 26 – 36 28 – 37 61 – 83 53 – 71 55 – 75
Нержавеющая сталь
9X8CrNiS18-9 1.4305 303 12X18N9 33 – 41 26 – 35 28 – 39 60 – 81 52 – 70 57 – 77
Х5ХН18-10 1.4301 304 08Х18Н10 33 – 41 26 – 35 28 – 39 60 – 81 52 – 70 57 – 77
10
X6CrNiMoTi17-12-2 1.4571 316Ti 10X17N13M2T 23 – 31 20 – 26 21 – 29 45 – 61 39 – 53 43 – 58
X5CrNiMo17-12-2 1.
 4401 316 23 – 31 20 – 26 21 – 29 45 – 61 39 –
53 43 – 58
4401 316 23 – 31 20 – 26 21 – 29 45 – 61 39 –
53 43 – 58X20Cr13 1.4021 420 20X13 27 – 36 24 – 32 27 – 36 54 – 73 48 – 65 63 – 72
Жаропрочные стали 11
Х45ХС9-3 1.4718 ХНВ3 40Х9С2 24 – 32 21 – 28 23 – 31 48 – 65 46 – 63 51 – 69
X12CrCoNi21-20 1.4971 661 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
X20CrMoWV12-1 1.4935 616 27 – 36 24 – 32 27 – 36 54 – 73 48 – 65 54 – 72
X15CrNiSi25-20 1.4841 314 20X25N20S2 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
X12NiCrSi36-16 1.4864 330 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
X8CrNiAITi20-20 1.4847 334 15 – 21 12 – 17 13 – 18 31 – 41 24 – 33 26 – 35
Сплавы на основе никеля 12
NiCr19NbMo 2.4668 5596E(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
NiCr13Mo6Ti3 2.4662 5660J(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
NiCo20Cr20MoTi 2.4650 5872D(AMS) 10 – 13 9 – 12 10 – 13 20 – 26 17 – 23 20 – 27
Алюминий 13 6003 95 – 115 100 – 120 100 – 120 175 – 200 175 – 200 170 – 225
Медь 14 AA1100 95 – 115 100 – 120 100 – 120 175 – 200 175 – 200 170 – 225
Латунь 15 CDA110 50 – 70 40 – 60 35 – 45 100 – 140 80 – 120 70 – 90
Алю-бронза 16 CuZn39Pb1AIB-B 73 – 110 73 – 110 85 – 115 175 – 200 175 – 200 170 – 225
Титановые сплавы 17 Ти-6АИ-4В 13 – 23 10 – 20 10 – 15 40 – 50 40 – 50 35 – 45
Стали с пределом прочности более 1000 Н/мм2
18
1000-1200 Н/мм2 25 – 30 25 – 30 20 – 25 60 – 70 50 – 60 40 – 50
1200-1400 Н/мм2 30 – 35 20 – 25 15 – 20 50 – 60 40 – 50 30 – 40
1400-1600 Н/мм2 20 – 25 15 – 20 10 – 15 40 – 50 30 – 40 20 – 30
Abrassive building materials, non-ferro casting
19
Silicon glass, glass fiber, ceramics 20
5
Båndsavklinge valgmuligheder
Klingetype IKKE-METALLER IKKE-JERNHOLDIGE MATE-
RIALER
STÅL & METALLER Side
Bearbejdningsegenskaber
LET MODERAT SVÆRT MEGET SVÆRT
• Træ• Plasatik• Gummi
• Aluminimum• Kobber• Messing• Fri maskinstål
• Mildvalter stolder stold0005
• Højt kulstofindhold• Værktøjsstål• Indsætningsstål
• Rustfrit Ssål• Titanium• Nikkelbaseret stål
• Højt nikkelindhold• Super stålatomare stålsorter
BI-METAL For største produktivitet og laveste omkostninger i næsten alle opgaver
Глушитель GP Længere slidegenskaber
Allround anvendelse med længere tand slidegenskaber 12
Silencer Plus Bedste allround multifungerende tandgeometri 13
StructurALL Крепление для сохранения и структурного материала 14
StructurALL Prime StructurALL med forbedret slidegenskaber 15
Pentrator Bedste Valg Til Høj Produktion I Massive Emner 16
Penetrator Prime Pentrator Med Forbedredede Slidegenskaber 17
Tin Penetrator Penetrator Med Forbedredede Medicenskaber 17
Supreme Pentrator Bi-Metal Savklinge Med-vareble 17
Super-Mest Agt-Mestal Bi-MetalAlale Med-varbibite 17
Supreme Bi-Mestal Bi-MetalAlable.
 og tandhøjde
og tandhøjde18
TiN Supreme Supreme med forbedrede slidegenskaber 19
HÅRDMETAL Предметы и поставщики абразивных материалов и других материалов genererer høj varme og hardig slidtage på tandspidserne
STS Производство и продажа больших колец 20
T3P For maximale ydelser Den ultimative tandgeometri for svært bearbejdelige materialer
21
T7P Unik, enestående produktion med bedre overflader
22
STC Anvendes til abrasive materialer og støbejern 23
T3N Andes på hårdt-forkromede aksler
24
STW Til bearbejdning af hårdt træ
25
KULSTOFKLINGER Для получения материалов для производства товаров Варме и скольжение
Dart Hærdet bæreryg, stor klingeopspænding og kraftig tilspænding 26
Metal Master Laveste omkostning 27
Friction Special HSS klinge til afsavning af jernholdige Материал до 25 мм 28
Olympia Træ 29
GRITKLINGER Дополнительный материал для материалов, der ikke kan
Tungsten Grit Hårdmetal granuleret, абразивный материал med твердость 45 и 65 HRc 30
Диамант До твердости, шероховатости и абразивного материала стол)
31
6
Fortandings muligheder
Tandafstand для массивного материала.
 Тандафстанден индикерер
afstanden mellem tænderne. Det correkte tandafstand дает дет
correkte tryk og rette spånrum til spåner. I de fleste opgaver skal
der være minimun 3 og ikke flere end 25tænder i materialet
самтидиг.
Тандафстанден индикерер
afstanden mellem tænderne. Det correkte tandafstand дает дет
correkte tryk og rette spånrum til spåner. I de fleste opgaver skal
der være minimun 3 og ikke flere end 25tænder i materialet
самтидиг.Одинарный шаг Одинарный шаг с геометрической формой и шириной. Fortandingen beregnes som antallet af spånrum der kan være indenfor 25,4мм. • Перевозка грузов до больших и стабильных результатов маскировщик.
Многошаговая вариабельность тангенциальной геометрии с последующим уменьшением вибратор ог стрес fra klingen. Beskrivelse af tandafstanden, для den grove og fine tand, I en sekvens.• Anvendes til de fleste saveopgaver.• Кровать для профилей emner eller materialer med манж вибратор.
4-6 Fortanding
БИ-МЕТАЛЛ HÅRDMETAL
TPI
Диаметр в мм
7
Детальная схема для установки в шкафу афкортнинг профилировщика и rør. Найти den største bredde der skal afkortes на линии vandrette. Se på den lodrette kolonne og find den Målte vægtykkelse и найти der ден anbefalede fortanding сезам jobbet.
 Ønskes hitigere afkortning, vælges den nummeret større grovere
ожидание. Det anbefales IKKE at anvende en finere fortanding, da
spånrummet пусть overbelastes og dermed brække/strippe tænder.
Ønskes hitigere afkortning, vælges den nummeret større grovere
ожидание. Det anbefales IKKE at anvende en finere fortanding, da
spånrummet пусть overbelastes og dermed brække/strippe tænder.Сохранить в пакете:• Runde rør, anvend 2 x vægtykkelse og find den correkte fortanding.• Firkant eller rektangulære rør, vælg den største bredde samt vægtykkelsen på røret og find den rette fortanding i skemaet.
Fortanding I Profilerede Materialer
S S S S
BBB
Vægtykkelsei MM
TPI (Tænder Per Tomme) Размер IMM
20 40 80 100 120 200 200 300 500 750 7000
9000 40004 240 40. 10 – 14 10 – 14 10 – 14 10 – 14 10 – 14 10 – 14 8 – 12 6 – 10 5 – 8 5 – 83 10 – 14 10 – 14 10 – 14 10 – 14 10 – 14 10 – 14 8 – 12 8 – 12 6 – 10 5 – 8 4 – 6 4 – 6
4 10 – 14 10 – 14 10 – 14 10 – 14 8 – 12 8 – 12 6 – 10 6 – 10 5 – 8 4 – 6 4 – 6 4 – 6
5 10 – 14 10 – 14 10 – 14 8 – 12 6 – 10 6 – 10 6 – 10 5 – 8 4 – 6 4 – 6 4 – 6 3 – 4
6 10 – 14 8 – 12 8 – 12 8 – 12 6 – 10 6 – 10 5 – 8 5 – 8 4 – 6 4 – 6 3 – 4 3 – 4
8 6 – 10 6 – 10 6 – 10 5 – 8 5 – 8 5 – 8 4 – 6 4 – 6 3 – 4 3 – 4 3 – 4
10 6 – 10 6 – 10 5 – 8 5 – 8 5 – 8 4 – 6 4 – 6 4 – 6 3 – 4 3 – 4 3 – 4
12 5 – 8 5 – 8 5 – 8 4 – 6 4 – 6 4 – 6 4 – 6 3 – 4 3 – 4 2 – 3 2 – 3
15 5 – 8 4 – 6 4 – 6 4 – 6 3 – 4 3 – 4 3 – 4 2 – 3 2 – 3 2 – 3
20 4 – 6 4 – 6 4 – 6 3 – 4 3 – 4 3 – 4 2 – 3 2 – 3 2 – 3 2 – 3
30 3 – 4 3 – 4 3 – 4 2 – 3 2 – 3 2 – 3 2 – 3 1,5 – 2 1,5 – 2
50 3 – 4 2 – 3 2 – 3 2 – 3 1,5 – 2 1,5 – 2 1,5 – 2
75 1,5 – 2 1,5 – 2 1,5 – 2 1,5 – 2 1 – 1,5
100 1,5 – 2 1 – 1,5 1 – 1,5 1 – 1,5
150 1 – 1,5 1 – 1,5 1 – 1,5
200 1 – 1,5 1 – 1,5 1 – 1,5
S B
8
Båndsavklinge typer
tandsættet.

Raker udlægning Til afkortning af stål og hardt materiale.
Набор прямых граблей, предназначенных для плавного перемещения
Набор прямых граблей, предназначенных для различных видов
Spånrumsgeometrien.
Precision til de fleste saveopgaver
Claw Øger Klingens Styrke Og Saveegenskaber
ButtressAnvendes til træsavning
0º до 18º
10º Vinkel
0º
10º Peinkel
0º. ожидание. TPI следит за транзакцией за один и тот же период времени спанруммет. 25,4 мм
Enkelfortanding er til hard bejdning af letbesarbejdelige материалист. Enkelfortanding har en konstant tandafstand. Антал аф tænder på en tomme (25,4mm) er samtidig fortandingen i.
Variabel fortanding er anvendelig på næste alle materiale квалитетер. Der varieres mellem deneutral tænder (ikke udlagte) даритель, осуждающий вибратора. Der varieres mellem to ekstremer, der giver mulighed for en mere alsidig anvendelse.
A BreddeB TykkelseC SpånrumsdybdeD TandformE TandvinkelF FrigangsvinkelG Udlægning
KLINGE GEOMETRITermologi
F
D
C
A
E
G
B
B0006
9
Spåntyper
Radius skema
• Для сохранения кривизны, а также для сохранения де mindste kurver дер эр behov для.
 Bredden måles fra tandstidsen
пока ryggens afslutning.
Bredden måles fra tandstidsen
пока ryggens afslutning.Spånform
Tilstand
Tyk, hård,kort
Tyk,hård, skør
Tyk, hård,
fjedrende
Tynd,hård,
fjedrende
Tynd, krøllet,
fjedrende
Tynd , лига,
fjedrende
Pulver Tynd, sammen-
krøllet
Farve
Blå ellerbrun
Blå ellerbrun
Silver orlight straw
Sølv Sølv Sølv Sølv Sølv
Klinge-hastighed
Reducer Reducer OK Reducer lidt
OK OK Редуктор OK
Tilspænding
Редуктор Редуктор Крышка редуктора
Просто крышка OK0005
middel & blandings-
forhold
Kontroller kølesmøre-
middel & blandings-
forhold
Kontroller for korrekt fortanding
Kontroller for korrekt fortanding
Anvend en grovere fortanding
Radius 185
Radius 140
Радиус 95
Радиус 65
Радиус 37
Радиус 15
Радиус 8
Радиус 3
Savklinge bredde 27
Savklinge bredde 20
Savklinge bredde 16
Savklinge bredde 13
Savklinge bredde 10
Savklinge bredde 6
Savklinge bredde 5
Savklinge bredde 3
Indkøring af ny savklinge
Bi-Metal Procedure 1 , Редуктор savetilspænding над де første 20 minutter med op til 50% af den normale savetilspændingn.
 Вигтигт
der må ikke være вибратор, редуктор savklingehastigheden indtil
вибратор форсвиндер. 2. Savetilspændingen øges более 4 трин
indtil den normale savetilspænding opnåes, ок. 10-15 мин.
Savklingehastigheden øges tilsvarende, uden at der opstår
вибратор. 3. Fortsæt med normal ydelse. Клингер из твердосплавного металла STS /
STC / STW Процедура 1. Разбавитель, содержащий 70 % от исходного 20
минутка. 2. Редуктор сохраняется в течение 20 минут в течение 20 минут.
оп до 50% аф ден нормальный savetilspændingn. Vigtigt der må ikke
være вибратор, редуктор savkinghastigheden indtil вибратор
форсвиндер. 3. Savetilspændingen øges более 4 трин индтил день
normale savetilspænding opnåes, ок. 10-15 мин. Савклингехастигеден
øges tilsvarende, uden и der opstår вибратор.
Вигтигт
der må ikke være вибратор, редуктор savklingehastigheden indtil
вибратор форсвиндер. 2. Savetilspændingen øges более 4 трин
indtil den normale savetilspænding opnåes, ок. 10-15 мин.
Savklingehastigheden øges tilsvarende, uden at der opstår
вибратор. 3. Fortsæt med normal ydelse. Клингер из твердосплавного металла STS /
STC / STW Процедура 1. Разбавитель, содержащий 70 % от исходного 20
минутка. 2. Редуктор сохраняется в течение 20 минут в течение 20 минут.
оп до 50% аф ден нормальный savetilspændingn. Vigtigt der må ikke
være вибратор, редуктор savkinghastigheden indtil вибратор
форсвиндер. 3. Savetilspændingen øges более 4 трин индтил день
normale savetilspænding opnåes, ок. 10-15 мин. Савклингехастигеден
øges tilsvarende, uden и der opstår вибратор.Трехгранный твердосплавный клингер T3P / T7P / T3N Процедура 1. Сокращение времени сохранения в течение 40 минут до 50 % af den normale savetilspændingn. Vigtigt der må ikke være вибратор, редуктор форсвиндер. 2. Savetilspændingen øges более 4 трин индтил день normale savetilspænding opnåes, ок.
 10-15 мин. Савклингехастигеден
øges tilsvarende, uden и der opstår вибратор. 3. Fortsæt med
normal ydelser
10-15 мин. Савклингехастигеден
øges tilsvarende, uden и der opstår вибратор. 3. Fortsæt med
normal ydelser10
Indkøring af båndsavklinge
Hvorfor indkøre en ny savklinge?En ny båndsavklinge har парикмахерский нож skarpe tænder. Для at tanden kan modstå belastningen i afkortningen er det nødvendigt at hone tanden så den for en meget lille radius på tandspidsenHvis denne indkøringsproces ikke udføres, vil det reducerer tandens levetid драматический.
Ny savklinge
Med indkøring
Uden indkøring
11
Anbefaling for Tungsten Grit
Vælg regtte regette
0005
Технические характеристики
Tommer
Størrelse SpånbreddeBreddev
1/41/43/83/81/21/21/21/23/43/4111
1 4 1/41 1 4/1/41 /41 1/21 1/21.641.64
2222
Тыккельсе
0.0200.0200.0250.0250.0200.0200.0250.0250.0320.0320.0350.0350.0350.0350.0350.0420.0420.0420.0420.0420.0500.0500.0500.0500.0630.063
Medium
0.
 0510.0510.0560.0560.0510.0510.0560.0560.0630.0630.066
0510.0510.0560.0560.0510.0510.0560.0560.0630.0630.0660.081
Медиумгров
0.0600.0550.055
0.060
0.0670.0700.070
0.070
0.0077
5 90 0.0840.0840.0870.0870.0870.0870.0870.0940.0940.0940.0940.0940.1020.1020.1020.1020.1150.115
Тип/форма
UPRUMP SPånrum (C) MEDRAN (C) SpLUN (C) SpLUN (C) SpLUN (C) Spraum Spraum (C). (G) Узкая полость тела (C) Средняя полость тела (G) Узкая полость тела (C) Средняя полость тела (G) Узкая полость тела (C) Средняя полость тела (G) Узкая полость тела (C) Средняя полость тела (G)Dyb-spånrum (G)Uden spånrum (C)Med spånrum (G)Uden spånrum (C)Med spånrum (G)Dyb-spånrum (G)Med spånrum (G)Dyb-spånrum (G)Uden тело (C)среднее тело (G)среднее тело (C)среднее тело (G)среднее тело полость тела (C)средняя полость тела (G)
Micron 250 – 350 300 – 400 450 – 600
Средняя средняя среда Grov Grov
Bredde
661010131313132020252525323232323838424251515151532323238384242515151515153232388384242515151515153232323838424251515151515323232383842425151515153232323238384242515151533232323238384242515152532н 0.
 50.50.60.60.50.50.60.60.80.80.90.90.90.90.91.11.11.11.11.11.31.31.31.31.61.6
50.50.60.60.50.50.60.60.80.80.90.90.90.90.91.11.11.11.11.11.31.31.31.31.61.6Medium
1.301.301.431.431.301.301.431.431.601.601.68
2.06
Grov
2.122.122.202.202.202.202.202.382.382.38
2.382.382.582.582.582.582.91
Mediumgrov
1.531.401.40
1,53
1,701.781.78
1,78
1,96
Materiale
.Strainless и Stleepairsalless и Stleepairsless и Stleepairsless и Stleepairsless и Stleepairsless и Stleepairsless и Stleepairsless и Stleepailless и Stleepailless и Stleepailless
9
. интерьеры (композиты)Окись алюминияУглерод и графитЛитье железоПромышленная керамикаКомпозиты, бетонные строительные панели, ЛаминатыСтеклопластиковые сотыСтекло, стеклоблокСплавы никеляНитриды корпусная, индукционно закаленная и инструментальная стальКамень и минералыШины, армированная проволокой резинаТитан
Деформационное упрочнение Абразивный Абразивный Абразивный Твердый, АбразивныйАбразивныйАбразивный,Коряги,СтружкаАбразивныйЖесткий, АбразивныйРабота hardeningHardenedAbrasiveSnagsTough, Hard
46 – 152305 –
5 – 915
305 – 1.
 22046 – 92
22046 – 92305 –
5 – 915
1.220 – 1.830152 –
– 10746 – 9146 – 183366 –
– 192Egenskaber Fordele Anvendelse
* WS = eksstra udlagber, Giver Silencer
* ws = eksstra udlagber, Giver Silenger
* ws = eksstra udlagber, Givel Silenger
* ws = eksstra udlagber. • Трубопроводы M42 из быстрорежущей стали • Нейтральные переходники
• Все металлы и профили, профилировщики и массивные детали• Надежность valg til lette maskiner og korte klingelængder
• Значения valg i bredder og fortandinger• Stærk tandgeometri. Længere liv og mindre tandstripning
12 Биметалл
Глушитель Metrisk GP
Bredde Tykkelse 3-4 4-6 5-8 6 6-10 8-12 14 10-14 18
6 0,9 303-010
5 10,0045 10,0045 10,0045 9 303-011 303-014
13 0,6 303-933 303-935 303-019 303-133 303-026
0,9 303-932 303-020 303-9034 305-902 3 303-902 3 20 0,9 303-410 303-182 303-415 303-300 303-420
27 0,9 303-903 303-900 303-905 303-743 303-901 303-400 303-769
34 1,1 303-904 303-902 303-539 303-770 303-562 303-600
303-099*
41 1,3 303-687* 303-729 303-610
1 2 3 4 5 6 7 8 9 0009
11 12 13 14 15 16 17 18 19 200005
EGENSKABER FORDELE ANVENDELSE
Глушитель Plus – M42
Metrisk Глушитель Plus
Bredde Tykkelse 1-1,3 1,5-2 2 2-3 3 3-4 4 4-6 5-8 6
6 0,9 333-046
10 0,9 306-487
13 0,9 333-023 306-488 333-026
20 0,9 333-103 333-146 233-158
,
999* 333-223 333-234 333-246 333-25834 1,1 333-323 333-334 333-346 333-358
41 1,1 336-413
3,32333 3,32334 -434 333-446 333-45854 1,3 306-445 336-523 336-534 336-546 336-558
1,6 306-511 306-512 333-523 333-334 333-354 -558
306-610 *
67 1,6 306-611 306-612 306-640
80 1,6 306-711 306-712 306-723
* WS = Ekstra Udlagt, Giver Større Frigangclaw Fortanding
13
• Тандспиды M42 Hss• Положительные тандспиды Винклера
• Все металлы и профилировщики, профилировщики и массивы
• Агрессивные, скользящие, универсальные крепления• Каналы с рычагами som ekstraudlagt, для предотвращения материального стресса.

1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
Bi -Metal
EGENSKABER FORDELE ANVENDELSE
* Экстра малое удлинение
• M42 Hss tandspids• Положительный tandspidsvinkel
• Rør & Profiler enkeltvis eller i bundter
• Controlleret og støjsvag savning and profiler anvendes IKKE til массивный материал • Hurtigere afkortninger• Stor tandstyrke og slidegenskaber
Metrisk StructurALL
Bredde Tykkelse 2-3 3-4 4-6 5-8
27 0,9 320-234 320-246 320-258
34 36 1,3 432-3 358
41 1,3 320-423 320-434 320-446 320-458
54 1,3 340-523 340-534 340-546
1,6 5320-523 4 3202 32020005
320-535 **
67 1,6 320-623 320-634 320-646
320-625*
1 2 3 4 5 6 7 8 9
11 12 13 14 16 17 18 18 18 19 20
Bi-Metal
EGENSKABER FORDELE ANVENDELSE
StructurALL Prime – Pulver Metal
15
• Pulver Metal HSS tandspids• Позитивный slebet tandform• Экстремальная амортизирующая конструкция
• Усиление и профилирование и профилирование
• Контроллерет и støjsvag сбережения – от массивного материала• Forstærket tandspids, ekstra lang levetid • Тандер стриптизерша ikke i Profiler eller bundtsavning
Metrisk StructurALL Prime
Bredde Tykkelse 2-3 3-4 4-6 5-8
34 1,1 338-334 338-346 338-358
33 1,343 434 338-446 338-45854 1,6 338-523 338-534 338-546
338-535**67 1,6 338-623 338-634 338-646
338-625*
* Ekstra udlægning** Ekstra smal udlægning
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
Bi -Metal
Egenskaber Fordele Anvendelse
16
PenTrator – M42
Metrisk Penretrator
4 Бредде Тыккельсе 0,8-1,2 1-1,5 1,3 1,5-2 2 2-3 3-4 4-6 5-8
27 0,9 301-423 301-598 301-615 301-656
34 1,1 301-594 301-842 301-689 301-739 301-748 301-789
41 1,3 301-330 301-880 301-9079 5 301-8304 54 1,3 301-977 301-381
1,6 301-072 301-071 301-070 301-069 301-085 301-384
301-091*
67 1,6 1-15 6 301-1818 301-1813 301-1813 184 301-187 301-181
80 1,6 301-430 301-433 301-990
* WS = ekstra udlagt, Giver større frigangClaw fortanding
• M42 Hs•s tandspids form
• Afkortning af almindelig til svært bearbejdeligt stål
• Hurtigere savning, stor slidstyrke • Дизайн для продукциясбережения
1 2 3 4 5 6 7 7 8 9 100005
11 12 13 14 15 16 17 18 19 20
Би-метал
Egenskaber Fordele
17
• леветид по номеру
• Выбрать одно из двух слов для Penetrator klingerne• Til produktion i stor skala
Metrisk Penetrator с покрытием TiN
Bredde Tykkelse 1-1,5 1,5-2 2-3 3-4 4-6 5-8
27 0,9 319-423 319- 598 319-615 319-645
34 1,1 319-558 319-533 319-567 319-789
41 1,3 319-880 319-640 319-319 319-375
141004 3 141004 319-070 319-327 319-08567 1,6 319-185 319-184
80 1,6 319-433
Anvendeleses
Pentrator Prime-Pulver Metal
1 2 4 5 6 7 8 8 80004 9 10
11 12 13 14 15 16 17 18 19 20.
 Курвелинье Тандформ
Курвелинье Тандформ• Складывание металлических биметаллических пластин • Сохранение продуктов
• Сохранение мелких материалов до светлого медвежьего материала с дополнительными материалами ланг леветид.
Metrisk Penetrator Prime
Bredde Tykkelse 1-1,5 1,5-2 2-3 3-4 4-6 5-8
27 0,9 307-660 307-665 307-670
34 1 ,1 307-689 307-739 307-759 307-760
41 1,3 307-877 307-879 307-887 307-893
54 1,6 307-901 57-902 307-902 307-902 307-902
67 1,6 307-911 307-912
1 2 3 4 5 6 7 8 910
11 12 13 14 15 16 16 17 18 19 20
1 2 3 4 5 6 7 8 9 100005
11 12 13 14 15 16 17 18 19 20
Bi-Metal
Egenskaber Fordele Anvendelse
18
Supreme – Pulver Metal
• M81 pulver metal tandspids 70HRC• Ekstrem положительный tandspidsvinkel
• Længere klingeliv i svære bearbejdelige materialer• Forbedret skæreegnskaber• Meget stor ydelse
• Atomare stålsorter, Nickel baseret materialer og materialer der hærder под медвежьим бегом.

Metrisk Supreme
Bredde Tykkelse 0,8-1,2 1-1,3 1,5-2 2-3 3-4 4-6
27 0,9 381-234 381-246
34 1 ,1 381-323 381-334 381-346
41 1,3 381-412 381-423 381-434 381-44654 1,6 381-581 381-511 381-512 381-523
381-512WS*67 1,6 381-681 381-611 381-612
381-612WS*
80 1,6 381-7081 4 0 5 0 381-70419 9 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
* WS = ekstra udlagt, giver større frigang
Bi-Metal
EGENSKABER FORDELE ANVENDELSE
TiN Supreme – Pulver Metal
19
• Лак фрикцион • Скользящая пластина • Дающее кольцо levetid
• Выбрать один и тот же абонемент как Supreme клингерне• Продукция и склад
Метриск с покрытием TiN Supreme
Bredde Tykkelse 2-3 3-4 4-6
27 0,9 319-634 319-635
34 1,1 319-965 3 3 346
41 1,3 319-809319-814
Supreme-Pulver Metal
1 2 3 4 5 6 7 8 9 100005
11 12 13 14 15 16 17 18 19 20
Bi-Metal
Egenskaber Fordele Anvendelse
20
STS – Hårdmetal
• Hårdmetal tandspids• Венстр, вал, центр и рейка Raker tand, der styrer• Подаватель жесткости
• Специальная защита от перенапряжения • Уменьшение напряжения
• Оптимальный материал I svært bearbejdeligt Som Nickel Базрет и Икке Йернхолдиге
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20 2-3 3-4
27 0,9 366-140
34 1,1 366-230 366-240
41 1,3 366-320 366-330 366-340
36 ,4 5 410 366-420 366-430EGENSKABER FORDELE ANVENDELSE
21
T3P-Hårdele
21
T3P-Hårdele
21
T3P-Hårdele
21
T3P-Hå0005
HÅRDMETAL
• Тандспиды из твердосплавного металла • Позитивное защитное покрытие
• Лучшее качество сварки • Агрессивное сбережение с очень тонкой обработкой Overflader
• Супер сортировщик столов, атомарный сортировщик столов из титана, хастелой и т.
 д. • Сэкономить производства
д. • Сэкономить производства1 2 3 4 5 6 7 8 9 10 0005
11 12 13 14 15 16 17 19 19 20
* EKSTRA UDLAGTE Tænder
Metrisk T3P
1,3 1,3-2 2-3 3 3-4
20 0,9 326-025
27 0,9 328-223 326-035 328-234
34 1,1 328-331 328-323 326-045 328-334
328-335*
42 284-3 41 1,1 326-074 328-434
54 1,6 328-571 328-511 328-532 328-523
67 1,6 328-671 328-611 328-672 328-7113
5 90 328-711
328-773*
EGENSKABER FORDELE ANVENDELSE
22
T7P-Hårdmetal
• MARDMETAL TANDSPIDS • AGREMEMETRI
• MARDMETAL TANDSPIDS • overflader• Forbedrede penetrerende egenskaber i svært eller экстремальный материал
• Сохранение и хранение размеров суперматериала с золотым никелем инхолд, титан осв.
Metrisk T7P
Bredde Tykkelse 0,7-1 1-1,3 1,3-2 2-3 3-4
27 0,9 332-234
34 1,1 332-323 332-334
41 1,3 332-432 332-423 332-434
54 1,6 332-571 332-511 332-532 332-523
67 1,6 332-671 332-611 332-632
9 80 1,6 332-771 332-711
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
Hårdmetal
Egenskaber Fordele Anvendelse
23
STC – Hårdmetal
• Hårdmetal Tandspids • spiTiv SkæRevinkel Fortranding
• Hurdeg BearbeJdning Aføbte emnner emnner emnner emnner emnner emnner emnner emnner emnner fortranding
.
 •
Materialer
•
Materialer• Абразивные и стальные скользящие материалы из алюминия, støbejern, grafit, glasfiber og tilsvarende
S = Ikke udlagt fortanding R = Raker fortanding
Metrisk STC
Bredde Tykkelse 3
10 0,6 305-015S
13 0,6 305-020S
20 0,9 305-025S27 0,9 305-045S
305-029R
34 1,1 305-326R
4 1000 40004 34 34 1,1 305-326R10004 2 3 4 5 6 7 8 9 10 0005
11 12 13 14 15 16 17 18 19 20
Hårdmetal
Egenskaber Fordele Anvendelse
T3n – Hårdmetal
24
• Til BearbeJdning Af Hærde af Hærde af Hærde af Hærdee
• Til BearbeJdning Af Hærdee
240005
. T3N
Бредде Тыккельсе 3-4
27 0,9 331-234
34 1,1 331-334
41 1,3 331-434
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 18 19 20
• Hårdmetal Slebtspids • Ongativ tandformvinkel
• MEST Varmebestandig • Saver Med Fine Overflader
Hårdmetal
Egenskaber Fordele Anvendelse
25
STW – Hårdmelal
.
 • Hårdal lepleld lepleld.0005
• Hårdal lepleld lepleld.0005• Hårdt Træ Som Parquet
Metrisk STW
Bredde Tykkelse 2 3
27 0,9 375-202 375-203
34 1,1 375-302 375-303
HårdTemal
9999999999999999999999999999999999999. ANVENDELSEEgenskaber Fordele Anvendelse
Metal Master – Kulstof
27
• Kulstofstål tandsæt• Flexibel hærdet bæreryg• Hærdede tandspidser
• Сообщить о ВСЕХ связях • Для защиты • Metaller, Plastik Og Træ • Første valg til små vertikale maskiner
Metrisk Metal Master
Bredde Tykkelse 3 4 6 10 14 18
3 0,6 334-100
6 0,6 335-348 334-227* 334-243 * 334-268
10 0,6 335-422 334-326* 334-342
13 0,6 335-488 335-462 335-505* 334-409 334-449
334 547 334-581*
25 0,9 335-620 334-748
Коготь передний * = длина 30,5 м или 152,4 м RullerRullElelængde Kan Variere
1 2 3 4 5 6 7 8 9
11 12 13 14 15 16 17 18 19 20
Kulstofklinger
Frice -KULDELE
9000 40004 -FRICE -KULDELE. kulstof stål• Special bølgeskær• Hærdede tandspidser• Langsommer tandslidtage og længere slidegenskaber på Берериг
• Внутренний материал и крепление толщиной 25 мм материал tykkelse, ved savklingehastigheder более 1.
 500 метров я
мин.
500 метров я
мин.Метриск трения
Бредде Тиккельс 8 10
13 0,8 310-037
20 0,9 310-094
25 0,9 310-134 310-136
32 0,9 310-359**
* = Tilbydes i 91,4mtreller 152,4mtrrullerRullelængde kan variere
KULSTOFKLINGER
EGENSKABER FORDELE ANVENDELSE
29
Olympia – Kulstof
• Precisions fræset tandform• Flammehærdet tandsæt• Fjederstål bæreryg
• Længere klingeliv • Stærk og stabil savklinge для практики savninger også i kurvesnit
• Specielt til savning i træ
Metrisk Olympia
Bredde Tykkelse 1,3 2 3 4
6 0,6 358-054
100,6 358-108 358-118
0, 8 358-104 358-114
130,6 358-152
0,8 358-156
16 0,8 358-211С 358-215
20 0,8358-252 358-256
358-254W
25 0,9 358-304 358-328
32 0,9 358-356 358-362
50 0,9 358-513
8-36250 0,9 358-513
8-36250 0,9 358-513
6-36250 0,9 358-513
6-36250 0,9 358-513
6-36250 0,9 358-513
6-36250 0,9 358-356
Коготь fortandingS = Ikke udlagt fortandingW = Экстра udlagtRulleængder indtil 20mm bredde: 152,4 м и более 20mm bredde 91,4mtrRullelængde kan variere
KULSTOFKLINGER
EGENSKABER FORDELE ANVENDELSE
Hårdmetal granuleret klinger
30
• Hårdmetal granuleret saveskær • Saver hærdet stålindtil 42-65 HRc и твердый абразивный материал
• Hærdet stål, стекло, стекловолокно, бидеак, фрикционный материал, керамика и т.
 д.• Сегмент для хранения размеров материалов•
Удлинитель для материала до 25 мм tykkelse
д.• Сегмент для хранения размеров материалов•
Удлинитель для материала до 25 мм tykkelseMetrisk Tandform Skær Type
Bredde Tykkelse Grovhed Continuous Segmented6 0,5 Medium 325-043 325-035
10 0,6 Средний 325-167 325-159
Средний гр.в. 325-17513 0,5 Средний 325-324
0,6 Плавник 325-332
0,6 Ребристый 325-332
3 Средний 4 5 700904 Средний 325-325-325-325-325 Средний гров 325-37320 0,8 Средний 325-548 325-530
Средний GROV 325-555
GROV 325-589 325-57125 0,9 Среда 325-712
Средняя GROV 325-746 325-738
GROV 325-779 325-753
DYBERE SPROPROVN* 75432 0,9 гр 325-846
1,1 гр 325-850 325-852
Dybere spånrum гр* 325-87038 1,1 гр 325-95142 1,3 гр 325-965
Kontinurling skær givement mindre uro i bejdningen, specielt i разделы savning.Segmenteret skær, transporteret kølemiddel igennem магазин секционер.
* Dybere Spånrum Øger Mængden af Spåntransport
Se Anbefalingerne På Сторона 4
1 2 3 4 5 6 7 9 10 0005
11 12 13 14 16 17 18 19 200005
Гриткингер
- 911.

Диамант
31
• Хранение гранул алмаза • Сегментация для складских материалов размер и континуум для материала до 25 мм tykkelse
• Det hordeste kendte materiale til at slibe i de mest horde og скорейший материал опгавер
• Силикон, стеклянный, кварцевый, абразивный композит, твердый графит, твердый металл, мрамор, фетрстен, тормозной и варочный materialer• IKKE TIL STÅL BEARBEJDNING
Примечание 1: Market områder tilbydes. (minimum ordre oplyses)
Примечание 2: Для beregning af snitbredden, tilføj skær bredden factor до клингбреддена.
1 2 3 4 5 6 7 8 9 10
11 12 13 14 15 16 17 18 19 20
Тип метрика Diamantkorn Størrelse
Bredde Tykkelse 30/40 40/50 60/80 100/120 20013 0,5 Континуэрлига 406-942 406-
0,5 Континуэрлиг 406-959 406-926 406-750 406-769Segmenteret 406-7411,0 Kontinuerlig 406-422
25 0,5 Kontinuerlig 406-967 406-934 406-971
Segmenteret 406-827 406-843 406-8461,0 Kontinuerlig 406-421 406-552 406-462
Сегментерет 406-442 406-43332 0,5 Континуэрлиг 406-807 406-804 406-802
Сегментерэт 406-8131,0 Континуэрлиг 406-428 406-476
Сегментэрет 406-447 406-48338 0,5 Континуэрлиг 406-817
40 Континуэрлиг 406-817
6 Континуэрлиг 1,000005
Segmenteret 406-45650 1,0 Kontinuerlig 406-496 406-830
Segmenteret 406-837 406-833
Skær bredde Faktor Milimeters 1,6 0,9 0,6 0,4 0,2
GRITKLINGER
32
Køle-smøremidler
ПолусинтетикаKooL-ALL полусинтетика Køle-smøremidler er designet for bearbejdning med høje ydelser.
 Disse olier er fri for
хлор, нитрит или биостабильный.
или биостабильный.
Disse olier er fri for
хлор, нитрит или биостабильный.
или биостабильный.Vi tilbyder en bred vifte af esklusive skæreolier.
SynthetiskeAlle Kleen-KooL køle-smøremidler er fri для минеральное масло, 2 поколения для хлора, нитрита и аминер. Den best kølende for bearbejdning af metaller.
SkæreolierDisse olier giver den største smøreegenskab, længste værktøjsliv и лучший толерант / overflader для всех типов smøremidler.Dertil fordelen ved ikke at micronisering og скумданнельсер.
MQL – Minimal-smøringMinimal-smøring anvendes hvor der ikke ønskes køle-smøremidler og optimering af arbejdsmiljøet.Disse olier bliver doseret bedst med “dråbe-smøre systemer” hvor en pumpe enhed дозатор механических, trukket аф ан пневматический pulsgiver. Диссе løsninger er optimale для сохранения, бурения, дрей, гевиндскэринг и др. fræse-процессор.
SpecialsDenne gruppe er til vedligeholdelse af maskiner ogholde køle-smøremidler rene og effektive.
33
Valg AF Bearbejdningsvæsker
Generel Maskin-
BearbeJdning, Dreje, Bore,
Fræse
Dishlader-
0009000 400049000 400049000 40004
.
 nning-DishLER-
nning-DishLER-.nning-DishLERSIND
000.nning-hybrind
9000 40004.
Rømning Savearbejde Stanse arbejde
Let m
аски
nbea
rbej
dnin
g
Standard
KA 011 4% KA 011 4% KA 144 6 4% KA 4 4% KA 146 4 146 4% КА 146 4%
КА 144 3% КА 144 3% КА 148 4% КА 148 4% КА 148 4% КА 148 4% КА 148 4% КА 148 4%
КК 174 3% КА 174 3%
КА 170 4%
Аминфри
КА 022 5% КА 022 5% КА 2 4 4 5% КА 24 6% КА 244 8% КА 248 10%
КА 240 4% КА 240 4% КА 248 5% КА 248 5% КА 248 8%
KK 274 3% Ka 274 3%
KK 270 3%
Ren Skæreolie a 250 Be 250 Be 250 Be 250
Minimal-Smøring
AL-2100 AL-2100
AL-2100EP AL-200 -2100EP
AL-2100HV AL-2100HV AL-2100HV
SVæ
R MAS
KINB
EARB
EJDN
Стандарт
KA 146 5% KK 170 4% KA 148 4% 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA 148 4% KA % КА 146 5% КА 146 5% КА 148 8% КА 148 4%
КА 148 4% КК 174 3%
КК 174 3%
Аминфри
КА 244 6% КА 240 4% КА 248 5% КА 248 5% КА 244 6% КА 244 6% КА 248 8% ка 248 10%
Ka 248 5% KK 270 3% Ka 248 5% Ka 248 5%
KK 274 3% KK 274 3%
Ren Skæreolie BE
AL-2100EP AL-2100EP AL-2100EP
AL-2100HV AL-2100HV AL-2100HV
STø
BEJE
RN
Стандарт
KA 011 4% KA 011 4% KA 144 5% KA 146 KA 146.
 10%
10%Ka 144 4% Ka 144 5% Ka 146 5%
KK 174 4% KK 170 5%
KK 174 3%
Aminefri
Ka 022 6% Ka 022
Ka 240 4% Ka 240
5.KK 244 6% KK 240
KK 274 4% KK 274
REN SKæREOLIEBE 210 BE 250 BE 250
BE 250
Минимальный-SMøring
AL-2100 AL-2100 AL-2100
AL-2009 -2100EP AL-2100EP
AL-2100HV AL-2100HV AL-2100HV
Алюминий
мин.
IUM
LEGE
RINGE
R
Стандарт
KA 011 5% Ka 011 4% Ka 146 8%
KK 174 3% KK 170 4%
KK 174 3%
AMINEFRI
KA 174 3%
AMINEFRI
KA 1744 3%
4. 022 5% Ka 022 5% Ka 244 6% Ka 244 8%
K 244 6% KK 284 3%
KK 274 3% KK 270 3%
KK 274 3%
Минимальный-Смёринг
Al- 2100 АЛ-2100 АЛ-2100
АЛ-2100ЭП АЛ-2100ЭП АЛ-2100ЭП
АЛ-2100ХВ АЛ-2100ХВ АЛ-2100ХВ
Tita
NIUM
OG
STål
LEGE
RINGE
R
Стандарт 146 5%
KA 148 4%
Aminefrik 244 6% KK 284 3% KA 284 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% 5% KA 248 6%.
 КА 248 5% КК 284
6% Ka 248 8% KK 284 10%
КА 248 5% КК 284
6% Ka 248 8% KK 284 10%Ka 248 6%
Ren Skæreolie BE 230TI BE 230TI
MINAL-SMøring
AL-2100EP AL-2100EP AL-2100EP
AL -2100HV AL-200 2100HV
Hår
dmet
al Aminefri KK 270 3%
Ren skæreolie BE 200
KK=kleen-Kool KA=KooL-ALL BE=Bright-Edge Kundetilpasset produkter kan tilbydes efter nærmere aftale
34
Har du husket at skifte din stålbørste?
0,22 мм oliehærdet fjedrende tråd, обеспечивающий высокую устойчивость и эффективность spanrensning af tænderne.Lagerføres в диаметре от 50 до 150мм.
Fortiva spånbørste spånbørste udviklet til båndsave og rundsaveмаскинер.
Нотариус
35
Fortiva Danmark A/S Teknikervej 16 · DK-7000 Fredericia
TEL +45 7594 2122 · [Электронная почта защищена]
WWW.Fortiva.dk
5602
000 69000699
YNNNNNNNYYYNYY
CGGGGGGCCC
G/CGGC
Проблема Ускоренная м/мин.
Коле-смёре-миддель
Ekstra FIN FIN Mediumgrov
GROV EKSTRAGROV
Тип
Стандартная программа – версия Andre Kan Tilbydes efter ordre
67 1,6 366-505 366-510 366-520
80 1,6 366-605 366-610
26
Dart – Kulstof
• Kulstofstål tandsæt• Flexibel hærdet bæreryg• Hærdede tandspidser
• Приемщик складских цепей • Модификация tandstripning• Udviget levetid på klingen
• Almindelig сталь и металл, пластик, алюминий и металл Идеально подходит для вертикальных полос, сохраняющих маску
Метриск Дарт
Бредде Тыккельсе 1,3 2 3 4 6 8 10 14 18 24 325 0,6 308-825 308-023 308-0496 0,6 309-021* 309-047* 308-080 308-106 308-122 308-148* 308-601
308-841*10 0,6 309-062 309-088 309-104 308-163 308-189 308-205* 308-221*
308-
0,6 308-247 308-262* 308-288* 308-304309-120* 309-146* 309-161* 308-627 308-66830 308,66816 -34620 0,8 308-403* 308-429* 308-445* 308-486*
309-187* 309-203 308-700 308-742 308-76725 0,9 309-229* 308-500С 308-502* 308-528* 308-544* 308-585*
308-97332 0,9 309-948** 309-260
Precision fortandingClaw fortanding Wave Set Buttress
S = Ikke udlagtbydes i 30,5 м или 152,4 м
линейка** = Tilbydes i 91,4мтр. RullerRullElængde Kan Variere
RullerRullElængde Kan Variere
1 2 3 4 5 6 7 8 9
11 12 13 14 15 16 17 18 19 20
Kulstofklinger
90006
990006
90006
9000 9000
5602
9Изделия из стали – Bergsen Metal
Сталь и алюминий являются важными промышленными металлами с высоким уровнем прочности и универсальности, особенно в сплавах с другими материалами.
Bergsen является надежным поставщиком стальной продукции с 19 лет.74. Наша глобальная сеть заводов, поставщиков материалов и переработчиков позволяет нам выполнять заказы клиентов быстро и по конкурентоспособным ценам.
Мы специализируемся на углеродистой стали, нержавеющей стали и алюминиевых сплавах, доступных как в стандартных, так и в нестандартных прутках. На этой странице подробно описаны наши стандартные предложения, но мы также можем найти труднодоступные материалы для клиентов с особыми требованиями.
Углеродистая сталь
Сталь относится к широкому спектру сплавов железа с углеродом, которые иногда содержат небольшое количество других металлических элементов. Углеродистая сталь содержит до 2,5% углерода. В зависимости от содержания углерода углеродистую сталь можно разделить на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую:
Низкоуглеродистая или мягкая сталь, содержащая менее 0,25% углерода. Низкое содержание углерода делает их очень пластичными и пригодными для обработки, хотя им не хватает прочности и твердости по сравнению с другими углеродистыми сталями.
Среднеуглеродистая сталь содержит примерно 0,31–0,60% углерода. Они имеют умеренную прочность, твердость и обрабатываемость.
Высокоуглеродистая сталь с содержанием углерода более 0,6%. Эта сталь обладает наибольшей прочностью и твердостью, но она не так поддается обработке, как низко- и среднеуглеродистая сталь.
Каждый уровень углеродистой стали может также содержать небольшое количество других металлов, таких как марганец и фосфор, для усиления их свойств. Bergsen предлагает ряд высокопроизводительных углеродистых сталей, в том числе следующие сплавы.
Углеродистая сталь
Сталь относится к широкому спектру сплавов железа с углеродом, которые иногда содержат небольшое количество других металлических элементов. Углеродистая сталь содержит до 2,5% углерода. В зависимости от содержания углерода углеродистую сталь можно разделить на низкоуглеродистую, среднеуглеродистую и высокоуглеродистую:
Каждый уровень углеродистой стали может также содержать небольшое количество других металлов, таких как марганец и фосфор, для усиления их свойств. Bergsen предлагает ряд высокопроизводительных углеродистых сталей, в том числе следующие сплавы.
Bergsen предлагает ряд высокопроизводительных углеродистых сталей, в том числе следующие сплавы.
- C1018 Холоднотянутая сталь: C1018 — низкоуглеродистая сталь, характеризующаяся высоким содержанием марганца, что делает металл более прочным, чем другие низкоуглеродистые стали. В то же время холоднотянутая сталь C1018 сохраняет превосходную обрабатываемость и обрабатываемость обычной низкоуглеродистой стали. Он обычно используется для кованых деталей и компонентов вала.
- 1045 Пруток из холоднотянутой стали TGP: 1045 – это среднеуглеродистая сталь, известная своей высокой прочностью. 1045 иногда упоминается как «точеная, шлифованная и полированная» или TGP, что относится к обычным процессам отделки, используемым со сплавом. Этот трехэтапный процесс дает результаты, аналогичные холодному рисованию, но с меньшим риском деформации. Хотя сталь 1045 не подходит для сварки, ее можно подвергнуть термической обработке для улучшения ее уникальных свойств.
 Эта сталь идеально подходит для высокопрочных изделий, таких как создание валов, шестерен, шестерен и болтов.
Эта сталь идеально подходит для высокопрочных изделий, таких как создание валов, шестерен, шестерен и болтов. - 1144 Сталь (Stressproof®): Компания Bergsen является одним из единственных дистрибьюторов стали Stressproof® 1144 на западе США. Stressproof® 1144 — это запатентованный стальной сплав, производимый Niagara LaSalle и известный своей превосходной усталостной прочностью. Эта сталь также обеспечивает высокую прочность без термической обработки, а также отличную обрабатываемость и превосходное качество поверхности. Эти характеристики делают его хорошим выбором для деталей машин и других высокопрочных промышленных компонентов.
- 4140 Холоднообработанная отожженная сталь: сталь 4140, содержащая хром и молибден, обеспечивает высокую прочность и твердость после отжига или нормализации. Несмотря на то, что она не очень гибкая, эта сталь со средним содержанием углерода имеет достаточную обрабатываемость для изготовления различных прочных коммерческих компонентов.

Нержавеющая сталь
Нержавеющая сталь — это сталь с высокой коррозионной стойкостью, в которой содержание хрома выше, чем в углеродистой стали. Сталь должна содержать не менее 10,5% хрома, чтобы ее можно было отнести к категории нержавеющей, а более высокое содержание хрома придает нержавеющей стали ее хорошо известные антикоррозионные свойства. Как и в случае с углеродистой сталью, пропорции сплава нержавеющей стали различаются от одной разновидности к другой. Нержавеющая сталь с более низким содержанием хрома, как правило, дешевле, но ей также не хватает долговечности стали с более высоким содержанием хрома. Другие металлы, такие как никель или медь, также могут быть добавлены для улучшения рабочих характеристик. Ассортимент нержавеющей стали Bergsen включает в себя различные прочные сплавы, в том числе следующие.
Предлагаем также нержавеющую сталь 17-4 h2150, прошедшую только один цикл термообработки. Ее применение аналогично, но она мягче, чем стандартная дисперсионно-твердеющая сталь 17-4.
Авиационные сплавы
Авиационные сплавы являются одними из самых прочных, легких и долговечных сплавов, разработанных специально для аэрокосмических приложений. Эти сплавы обычно основаны на алюминии или стали. Алюминиевые сплавы составляют большую часть аэрокосмических компонентов, потому что алюминий имеет отличное соотношение прочности и веса. Алюминий также устойчив к коррозии, поэтому он хорошо противостоит влаге, осадкам и химическим веществам. Хотя сталь немного тяжелее алюминия, она предлагает уникальное сочетание прочности, твердости, термостойкости и коррозионной стойкости. Аэрокосмическая сталь — лучший выбор для компонентов авиалиний, таких как шасси, которые подвергаются высоким нагрузкам и ударам. Bergsen является ведущим поставщиком авиационных и аэрокосмических сплавов, и наша деятельность полностью соответствует требованиям AMS, ASME, ASTM и военным спецификациям. Мы предлагаем разнообразный каталог авиационных сплавов, разработанных для максимальной производительности в сложных условиях.
- Алюминиевые прессованные стержни: Алюминиевые профиля представляют собой прочные и легкие стержни, которые используются во многих аэрокосмических приложениях. Bergsen предлагает алюминиевые профили серий 3000, 5000 и 6000, в том числе высокопрочный профиль 6061-T6511. Алюминиевые стержни 6061-T6511 имеют гладкую коррозионно-стойкую поверхность и гладкие края.
Почему стоит сотрудничать с Bergsen для стальной продукции?
Являясь поставщиком металлоконструкций с полным спектром услуг, Bergsen Metals помогает клиентам приобретать стандартные и нестандартные сырьевые материалы, соответствующие их задачам. Мы работаем с клиентами, чтобы определить и найти идеальный сплав для их нужд.
Наши стальные и алюминиевые изделия доступны в следующих распространенных формах и размерах:
- Холоднотянутые квадратные прутки
- Прокат холоднокатаный
- Точеный и полированный или холоднотянутый круглый пруток
- Холоднотянутые шестигранники
- Также доступны экструзии и финишная обработка по индивидуальному заказу.

Начните работу с Bergsen
Bergsen Metals является поставщиком углеродистой стали, нержавеющей стали и алюминия, сертифицированным по стандарту ISO-9001. Мы опираемся на надежную сеть поставщиков, чтобы предлагать клиентам высококачественные металлы по конкурентоспособным ценам, включая суперсплавы и высокопрочные аэрокосмические сплавы.
Свяжитесь с нами или запросите предложение сегодня, чтобы стать партнером Bergsen Metals для вашего следующего проекта.
Сталь 38Х3Н2МА / Ауремо
ВСт6пс ВСт5сп ВСт3кп ВСт4кп ВСт6сп ВСт2кп вст4пс St0 ВСТ2ПС ВСт3пс ВСт5пс ВСт2сп ВСт3сп 18К 08пс 10 пс 15 тыс. 18кп 20 пс 35 55 05кп 08У 15кп 20 (20А) 22К 40 58 (55 ПП) 08 10 (статья 10) 12К 15 пс 20 тыс. 25 45 60 08кп 10кп 15 16К 20кп 30 50 0sV 60С2 60S2XA 50HFA 60С2А 60С2ХФА 65С2ВА 85 55HGR 65 70С3А 55С2 60G 60С2Н2А 65G 70 75 SHX15 Шх25СГ SHX4 А12 А20 А40Г А30 10ХНДП 14G2AF 15G2AFDпс 17ГС 18G2AFps 09G2 10G2BD 10HSND 12ГС 15Г2СФД 16ГС 35ГС 14ХГС Сталь 15ХСНД 20ХГ2Ц 09Г2С 10Г2С1 14G2 16G2AF 17Г1С 25Г2С 10G2 14Х2ГМР 15HF 18Х2Н4МА 20G 20Х2Н4А 20HGR 20ХН2М (20ХНМ) 30G 30HGS 30ХН2МА 34ХН3М 35X 38Х2х4М 38ХА 38XMA 3Х3М3Ф 40X 40ХФА 45ХН 50G2 12ХН2 15X 20ХГСА 20ХН3А 25ХГСА 30ХГСА 30Хh3МФА 33HS 35ХН1М2ФА 38Х2НМ 40G 40Х2Н2МА 40XH 45G 45XN2MFA 50X 12ХН2А 18HGT 20ХГНР 20XN4FA 25HGT 30X 30ХГСН2А 30ХН3А 34ХН1М 35G 36Х2Н2МФА 38X2НМФ 38ХГН 38ХН3МА 40G2 40ХН2МА 45Г2 47ГТ 50XH 12Х2х5А 12ХН3А 15G 18Х2Н4ВА 20X 20XH 20ХНР 30HGT 30ХН3М2ФА 35Г2 35ХГСА 38Х2х3МА 38ХН3МФА 40ХС 45X 50G
Описание
Сталь 38Х3Н2МА
Сталь 38Х2Н2МА : марка стали и остановка. Poniżej usystematyzowane informacje o przeznaczeniu, składzie chemicznym, rodzajach dostaw, zamiennikach, temperature pointtów krytycznych, właściwościach fizycznych, mechanicznych, technologicznych and odlewniczych dla marki — Steel 3 MA 38X2
Poniżej usystematyzowane informacje o przeznaczeniu, składzie chemicznym, rodzajach dostaw, zamiennikach, temperature pointtów krytycznych, właściwościach fizycznych, mechanicznych, technologicznych and odlewniczych dla marki — Steel 3 MA 38X2
Огонь информации о стали 38Х2х3МА
| Тип поставки |
| Коло 38х2н2ма, изделия двойные, с ГОСТ 954е: ГОСТ 954е0-71, ГОСТ 2591-71, ГОСТ 2879-69. Калиброваны по ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Полированный прент и прент серебристый ГОСТ 14955-77. Тасма ГОСТ 103-76. Одкувки и кеды ГОСТ 1133-71, ГОСТ 8479-70. Рури ОСТ 14−21−77. |
| Podanie |
| Валы, корбоводы, рубы, колки и внутренние души, щегольные крытичны, mocno obciąuleżone części o złourżaconej, konfigezywan. |
Склад химических сталей 38Х2х3МА
| Химический завод | % |
| Крзем (Si) | 0,17−0,37 |
| Манган (Mn) | 0,25−0,50 |
| Медь (Cu), nie więcej | 0,30 |
| Молибден (Mo) | 0,20−0,30 |
| Никиэль (Ni) | 1,30−1,70 |
| Сиарка (Юг), nie więcej | 0,025 |
| Венгель (К) | 0,33−0,40 |
| Fosfor (P), nie więcej | 0,025 |
| Хром (Cr) | 1,30−1,70 |
Własności mechaniczne stali 38Х2Н2МА
Właściwości mechaniczne
| Obróbnystana | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | ψ, % | ККУ, Дж/м 2 | HB | ||||||||
Бар. Утвардзание 870°С, оле. Urlop 580 ° C, powietrze lub olej. Утвардзание 870°С, оле. Urlop 580 ° C, powietrze lub olej. | ||||||||||||||
| 930 | 1080 | 12 | 50 | 78 | ||||||||||
| Одкувки. Хартование. Вакачье. | ||||||||||||||
| КП 440 | 440 | 635 | Еденасьце | trzydzieści | 39 | 197−235 | ||||||||
| КП 735 | 735 | 880 | Тшинасьце | 40 | 59 | 277−321 | ||||||||
| КП 785 | 785 | 930 | 12 | 40 | 59 | 293−331 | ||||||||
Własności mechaniczne w zależności od temperatury odpuszczania
| wakacje t, °С | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | г., % | ККУ, Дж/м 2 | HRC и | ||||||||
Утвардзание 850°С, оле. | ||||||||||||||
| 200 | 1520 | 1810 | Еденасьце | 46 | 44 | 53 | ||||||||
| 300 | 1420 | 1630 | дзесич | 45 | 37 | 49 | ||||||||
| 400 | 1350 | 1470 | дзесич | 46 | 39 | 46 | ||||||||
| 500 | 1190 | 1240 | Тшинасьце | 55 | 68 | 40 | ||||||||
| 600 | 880 | 960 | 17 | 64 | 137 | 32 | ||||||||
Владельцы механических машин с залежами на пшекрою
| Обрубка цепля, стан доставы | Пшекруй, мм | σ 0,2 , МПа | σ B , МПа | δ 5 ,% | δ 10 ,% | ψ, % | KCU, Дж/м 2 | |||||||
Утворение 860°С, оле. Urlop 560 °С, woda Urlop 560 °С, woda | ||||||||||||||
| Przykładowe miejsce cięcia — środek | trzydzieści | 860 | 1000 | 19 | 64 | 137 | ||||||||
| Przykładowe miejsce cięcia — środek | 50 | 830 | 970 | сеснасьце | 61 | 144 | ||||||||
| Przykładowe miejsce cięcia — środek | 80 | 750 | 900 | Осиемнасьце | 61 | 150 | ||||||||
| Przykładowe miejsce cięcia — środek | 120 | 740 | 900 | 19 | 60 | 144 | ||||||||
| Przykładowe miejsce cięcia — krawędź | 120 | 770 | 940 | Осиемнасьце | 61 | 151 | ||||||||
| Przykładowe miejsce cięcia — środek | 200 | 750 | 900 | 17 | 52 | 66 | ||||||||
| Przykładowe miejsce cięcia — krawędź | 200 | 770 | 930 | 17 | 57 | 72 | ||||||||
Затруднич. Утвардзание 950°С, оле. Urlop 580−600 °C Утвардзание 950°С, оле. Urlop 580−600 °C | ||||||||||||||
| Przykładowe miejsce cięcia — środek | 500 | 760 | 930 | Пеннасьце | 52 | 57 | ||||||||
| Przykładowe miejsce cięcia — krawędź | 500 | 770 | 960 | 17 | 55 | 53 | ||||||||
| Probka jest cięta na środku. Пробки Кржижове | 500 | 740 | 930 | Еденасьце | 23 | |||||||||
| Próbkę wycięto na krawędzi. Пробки Кржижове | 500 | 760 | 930 | Еденасьце | 23 | 22 | ||||||||
| Przykładowe miejsce cięcia — сродек | 700 | 740 | 900 | 17 | 51 | 45 | ||||||||
| Przykładowe miejsce cięcia — krawędź | 700 | 740 | 930 | 17 | 52 | |||||||||
Probka jest cięta na środku. Пробки Кржижове Пробки Кржижове | 700 | 790 | 900 | Пентнасьце | ||||||||||
| Próbkę wycięto na krawędzi. Пробки Кржижове | 700 | 730 | 880 | Еденасьце | 20 | 57 | ||||||||
| Przykładowe miejsce cięcia — środek | 900 | 710 | 850 | 7 | сеснасьце | 26 | ||||||||
| Przykładowe miejsce cięcia — krawędź | 900 | 700 | 890 | сеснасьце | 49 | 46 | ||||||||
| Probka jest cięta na środku. Пробки Кржижове | 900 | 690 | 730 | 6 | 20 | |||||||||
| Próbkę wycięto na krawędzi. Пробки Кржижове | 900 | 700 | 870 | Еденасьце | 22 | 24 | ||||||||
Właściwości technologiczne stali 38Х2Н2МА
| Temperatura kucia |
Początek 1200, koniec 800. Chłodzenie jest powolne. Chłodzenie jest powolne. |
| Spawalność |
| nie dotyczy konstrukcji spawanych. |
| Tendencja do uwalniania zdolności |
| nie skłonny |
| Wrażliwość stada |
| wrażliwy |
Temperatura punktów krytycznych stali 38X2h3MA
| Крытый пункт | °С |
| Ас1 | 753 |
| Ас3 | 790 |
| Ar3 | 490 |
| Ар1 | 370 |
| Мн | 320 |
Udarnoć Stali 38x2h3ma
Udarnoć, KCU, J / CM 2
| STAN Dostawy, Obróbaa Ci -cieplna Ci -ciepplna Ci -criebka cróbka cróbka cróbka cróbka criplna c | +20 | -40 | -50 |
Полуфабрикат или пшекрой 30 мм. Гвенчинг 860 C, оле. Wakacje 560 С, вода. | 137 | 129 | 122 |
| Элементы обработки или перекрытия 50 мм | 144 | 138 | 112 |
| Элементы обработки или перекрытия 80 мм | 150 | 93 | 85 |
| Elementy obrabiane o przekroju 120 мм | 144 | 76 | 73 |
| Elementy obrabiane o przekroju 200 мм | 66 | 34 |
Вытяжные стали 38Х2х3МА
| σ -1 , МПа | и | σ B , МПа | σ 0,2 , МПа |
| 363 | 5Е + 6 | 880 | |
| 300 | 5Е + 6 | 720 | 520 |
Hartowność stali 38Х2Н2МА
Utwardzanie 845 C. Twardość dla pasków o hartowności HRCe.
| Odległość od konca, мм / HRC e | |||||||||||
| 1,5 | 3 | часть | дзевич | Тшинасьце | 20 | 25 | trzydzieści | 40 | 50 | ||
| 51,5−59 | 51,5−59 | 50,5−59 | 49,5−58 | 49,5−58 | 47,5−57 | 46,5−57 | 45,5−56 | 44,5−56 | 42,5−56 | ||
Крит. Диам. w олею, мм Диам. w олею, мм | Крита. twardość, HRCэ |
| 100 | 53 |
Krótkotrwała wytrzymałość termiczna stali 38Х2Н2МА
| Температура бадана, °С | с 0,2 , МПа | σ B , МПа | д 5 ,% | г, % |
| 100 | 820 | 930 | 17 | 64 |
| 200 | 860 | 910 | сеснасьце | 64 |
| 300 | 730 | 880 | сеснасьце | 65 |
| 400 | 690 | 780 | Осемнасьце | 73 |
| 500 | 570 | 620 | 22 | 80 |
| 600 | 340 | 400 | 35 | 82 |
Właściwości fizyczne stali 38Х2Н2МА
| Температура бадана, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Нормальный модуль упругости, E, ГПа | 213 | 206 | 194 | 180 | 174 | 164 | 157 | 141 | 129 | |
| Modul sprżystości przy ścinaniu przy skręcaniu G, ГПа | 84 | 80 | 76 | 71 | 67 | 63 | 59 | 59 | 48 | |
| Współczynnik przewodzenia ciepła Вт/(м°С) | 38 | 37 | 35 | 35 | 33 | 32 | trzydzieści | 28 | 28 | |
Уд. |