Сталь 45 сварка: Технология сварки стали 45 – В помощь хозяину
alexxlab | 29.04.1991 | 0 | Разное
Сварка стали – способы сваривания различных видов стали
Где купить
Оглавление
- Введение.
- Способы соединения стальных конструкций.
- Сваривание различных видов стали.
- Сварка низкоуглеродистых сталей.
- Сварка среднеуглеродистых сталей.
- Сварка высокоуглеродистых сталей.
- Аппараты для сваривания.
Глубины мирового океана бороздят подводные лодки, в жёстких условиях космоса летают космические корабли и спутники, по земле передвигается множество различных транспортных средств. Все эти машины сделаны из стали на стальных станках. И даже сырьё, из которого выплавляют сталь, добывают машины, сделанные из этого же металла.
Не будем зацикливаться на машинах. Современное строительство невозможно вообразить себе без стальной арматуры. Множество гаджетов, делающих жизнь людей более интересной и комфортной, сделано из этого материала. И даже сам человек может носить в себе сталь в виде искусственных суставов, клапанов в сердце и тому подобное.
И даже сам человек может носить в себе сталь в виде искусственных суставов, клапанов в сердце и тому подобное.
В связи с этим, давайте сделаем маленький обзор о том, как соединяются различные виды этого металла. Помня о том, что нельзя объять необъятное, остановимся на основных способах соединения деталей, наиболее распространённым из которых является дуговая сварка стали.
Способы соединения стальных конструкций
Чтобы в полной мере понимать особенности сварки различных материалов, необходимо чётко осознавать её место в решении задач по соединению конструкций. Различают два вида конструкций: разъёмные и неразъёмные. Очевидным является то, что сваривание относится к неразъёмным соединениям. Но парадокс состоит в том, что разъёмные соединения собираются из деталей, в изготовлении которых присутствует технология сварки. Так что, с определённой натяжкой можно считать, что без сварки не обходится ни один вид конструкций.
Ещё одно принципиальное различие состоит в способах соединения.
Сваривание различных видов металла
В зависимости от своего химического состава металлы проявляют различные свойства.Эти свойства оказывают сильное влияние и на процессы, происходящие при соединении стальных деталей методом сваривания. Наибольшее значение имеют следующие факторы:
- количество углерода в металле;
- наличие вредных примесей;
- вид и количество легирующих добавок;
- особенности микроструктуры.
Решающее воздействие на сварку различных сталей оказывает наличие в их составе углерода. Количество углерода определяет свойства целого класса сталей, которые называют углеродистыми.
В составе стали всегда присутствуют различные добавки. Некоторые из них добавляют для придания металлу новых положительных свойств, некоторые попадают вместе с сырьём. Из добавок, которые попадают с сырьём, особенно часто встречаются сера (S) и фосфор (P). Эти добавки считаются вредными, их содержание стараются снизить до минимального уровня, так как они создают различные виды ломкости металла и сварных швов.
В качестве раскислителя часто добавляют кремний (Si), который в количестве более 1% образовывает тугоплавкие оксиды и снижает свариваемость сталей. В качестве добавок, придающих стали положительные качества, применяют хром (Cr), никель (Ni), ванадий (V), молибден (Mo), титан (Ti) и ниобий (Nb). Медь, в количестве до 1%, повышает устойчивость к коррозии и не ухудшает условия свариваемости.
Таким образом, получается, что большинство видов стали имеют в своём составе те или иные добавки, которые придают им особые, уникальные свойства, сделавшие этот металл самым распространённым конструктивным материалом. Необходимость соединения между собой различных видов металлов привела к созданию множества методов сваривания, с которыми мы хотим вас познакомить.
Сварка низкоуглеродистых сталей
К низкоуглеродистым относят стали с содержанием углерода не более 0,25%. Для ручной сварки таких сталей создано множество типов электродов. Чаще всего используют электроды марок АНО-1, АНО-2, СМ-5, УОНИ 13/45. Наиболее широкое распространение получили следующие виды сваривания такого материала:
- ручная дуговая сварка;
- газовая сварка;
- электрошлаковая;
- автоматическая и полуавтоматическая;
- автоматическая под флюсом током обратной полярности.
Ввиду низкого содержания кислорода относительные показатели количества кремния и марганца повышаются, что обязательно учитывают, когда выбирают режимы сварки. Для повышения прочности сварного шва на листах толщиной более 6 мм. необходимо вести сварку в несколько проходов. Главной особенностью сварных изделий из низкоуглеродистых сталей является повышенная стойкость к межкристаллической коррозии шва из-за малого количества углерода.
Для повышения прочности сварного шва на листах толщиной более 6 мм. необходимо вести сварку в несколько проходов. Главной особенностью сварных изделий из низкоуглеродистых сталей является повышенная стойкость к межкристаллической коррозии шва из-за малого количества углерода.
Сварка среднеуглеродистых сталей
Сварка деталей из стали, содержащей углерод в количествах от 0,25% и до 0,6%, способствует появлению кристаллических трещин в швах. Кроме того, в процессе остывания создаются структуры малой кристалличности как в шве, так и в прилегающей зоне.Повысить качество шва позволяют специальные меры:
- предварительное прогревание металлов от 100С до 300С, в зависимости от толщины металла и медленное охлаждение сваренных изделий. Таким образом, высокая температура сварки оказывает менее губительное действие на качество шва;
- использование способов «каскад» и «горка» для сварки толстых листов;
- легирование непосредственно шва кремнием и марганцем;
- применение электродов с низким содержанием углерода: УОНИ 13/45, УОНИ 13/55, УОНИ 13/65, ОЗС-2.
Сварка высокоуглеродистых сталей
Платой за такие уникальные свойства стала хрупкость, полученная после сваривания и, как следствие, склонность к горячим и холодным трещинам. Для нивелирования этого явления применяют способы сварки с предварительным прогревом материала до 400 градусов Цельсия перед свариванием с последующим отжигом и медленным охлаждением до 20С.
Аппараты для сваривания стали
Группа компаний «Кедр» разрабатывает и выпускает инновационные аппараты для сваривания всех видов металла.
Обращайтесь на сайт группы компаний «Кедр». Здесь можно ознакомиться с каталогом аппаратов для сваривания, выбрать необходимый и сделать заказ в несколько кликов. Кроме того, можно посоветоваться с продавцом-консультантом и получить консультацию у высококвалифицированных менеджеров. Сварочное оборудование «Кедр» завоевало добрую славу у россиян, пусть оно станет и вашим помощником.
Аргонодуговая сварка: принцип, технология, применение и особенности
Газосварочная резка металла
Сварка высоколегированных сталей
Сварка в мостостроении
Сварка стали 40х технология
Главная » Статьи » Сварка стали 40х технология
Конструкционная легированная сталь 40Х :
Из всех материалов, применяемых в машиностроении, станкостроении, приборостроении и других промышленных областях, самое широкое распространение получила сталь. Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Выбор ее марок огромен, в зависимости от своего состава любая сталь обладает теми или иными качествами и относится к различным группам по своим показателям. Сталь 40Х относится к классу конструкционных легированных сталей.
Химические компоненты, входящие в состав
Если рассматривать процентный состав представленного сплава, цифра 40 обозначает, что в нем содержится в процентном соотношении углерод до значения 0,44%, буква Х – обуславливает наличие легирующей добавки – хрома до 1,1%. Более подробный состав химических компонентов представлен в таблице ниже. Равноценной заменой для этой марки могут служить такие сплавы, как 40ХН, 45Х, 40ХН, 40ХС.
| Углерод,% | Хром,% | Кремний,% | Марганец,% | Никель,% | Фосфор,% | Сера,% | Медь,% |
| 0,36-0,44 | 0,8-1,1 | 0,17-0,37 | 0,5-0,8 | до 0,3 | до 0,035 | до 0,3 | до 0,035 |
Легированные стали получают путем переплава или производством на свежей шихте. Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Если используется шихта, предварительный расчет содержания в ней хрома должен учитывать потери при выплавке, но это значение не должно превышать параметра 0,4%, иначе в процессе получатся высоколегированные отходы. Рафинирование металла легирующими элементами проводится сильными раскислителями, после чего вводится шлак, обработанный углеродом и кремнием. После воздействия восстановительного шлака конструкционная сталь хорошо раскисляется, что обеспечивает хорошее затвердение.
Термическая обработка
Для стали 40Х последовательность термообработки следующая. Сначала выполняется закалка в масляной среде, а затем отпуск в масле или на воздухе. Для каждой детали выбирается свой режим термообработки, он зависит от нагрузок, в которых эта деталь применяется, так как разные режимы дают различную твердость изделия. Режим термообработки рассчитывается в зависимости от критических точек, достигая которые материал претерпевает физические и химические изменения и меняет свои свойства и характеристики. Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Сталь 40Х имеет следующие критические точки: Ac1 = 743 , Ar1 = 693 Ac3 = 782 , Ar3 = 730. Закалка осуществляется при температуре 860 ºС, средой служит масло, часовой интервал составляет 4 часа. Затем выполняется низкий отпуск при температуре 200 ºС на воздухе либо можно применить температурный параметр 500 ºС и провести обработку в масляной среде. После такого режима термообработки достигается следующая прочность стали НВ – 217 и HRC – 45.
Качественные показатели
Прочный и твердый материал, способный выдерживать большие нагрузки и не подвергаться разрушению – так можно оценить сталь 40Х. Характеристики, которыми она обладает:
- хорошие коррозионные свойства;
- стойкость к колебаниям температуры;
- высокие прочностные показатели;
- эстетические качества.
Но помимо положительных показателей сталь 40Х имеет и отрицательные свойства. Сюда можно отнести:
- склонность к образованию флокенов;
- отпускную хрупкость;
- плохую свариваемость.

Флокеночувствительность
Это дефект, который получается во время ускоренного охлаждения сплава после отливки, в виде внутренних трещин. Он может возникнуть во время горячей деформации легированной стали. Также он может проявляться на поверхности в виде четких участков овальной или зигзагообразной формы. Образование этого дефекта может происходить вследствие переизбытка выделения водорода во время термообработки. Бороться с этим недостатком можно с помощью высокотемпературной термообработки и оптимального режима охлаждения. Еще можно применять метод вакуумизации сплава, что поможет снизить содержание водорода в процентном отношении.
Отпускная хрупкость
Возникает во время медленного охлаждения легированных конструкционных сталей после отпуска, вызвана она резким снижением вязкости. Для сравнения значение вязкости может упасть в 5-10 раз по сравнению с этим же показателем при быстром охлаждении стали. Медленное охлаждение влияет только на ударную вязкость, остальные характеристики стали оно не понижает. Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Слишком быстрое охлаждение может вызывать внутренние напряжения, которые могут приводить к деформации изделия.
Трудности сварочных работ
Сталь 40Х относится к четвертой группе по свариваемости. Выполнение сварочных швов может приводить к образованию трещин. Снизить проявление этих дефектов можно с помощью предварительного подогрева. Также требуется предварительная подготовка кромок. Выполнять сварочные работы этой марки можно дуговой сваркой: ручной или электрошлаковой, также можно применить контактную сварку. После контактно-точечной потребуется дополнительная термообработка. Для ручной сварки применяются специальные электроды для легированных сталей Э85 УОНИ-13/85. Тип и положение свариваемого шва могут быть любые.
Область применения
Эта марка стали обладает рядом свойств, благодаря которым она охватывает достаточно обширную область применения. Из нее выполняют заготовки сортового и фасонного металлопроката различных профилей, а также изготавливают листы, трубы, поковки, полученные методом ковки. Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Применяют такой металлопрокат для режущего инструмента. Сталь 40, которая не была подвержена термообработке, очень выгодно использовать для нерабочих хвостовых частей – корпусов метчиков, насадок, разверток.
Улучшенный сплав, полученный под воздействием термической обработки, которую мы рассмотрели ранее, используется для ответственных конструкций. К таким относятся: венцы зубчатых колес, валы, оси, втулки, болты, плунжеры. Нашла эта марка свое применение в конструкциях, которые эксплуатируются при низких температурах на открытом воздухе, ее используют в северных широтах для обустройства железнодорожных и автомобильных мостов.
www.syl.ru
Характеристики высокопрочной стали Российского производства!
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
СТАЛЬ МАРКИ 3
Углеродистая сталь обычного качества.
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки.
Свариваемость стали
Без ограничений – сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300.
СТАЛЬ МАРКИ 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару. Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали
Сталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработки.
Свариваемость стали
Ограниченно свариваемая.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 40Х
Сталь конструкционная легированная.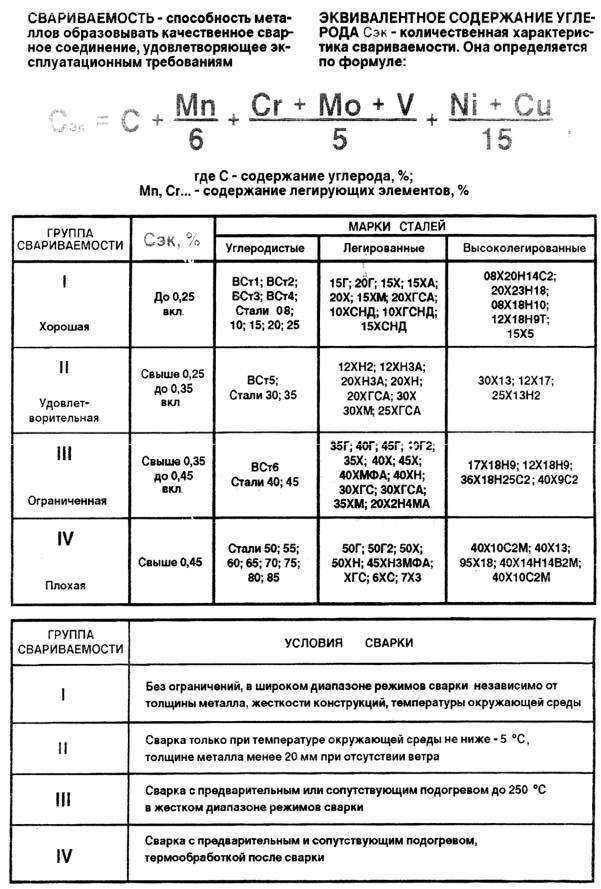 Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудно свариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв.м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
СТАЛЬ МАРКИ 45
Сталь марки 45 обладает высокой стойкостью и прочностью. Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании ст. 45 следует помнить, что:
• прочность снижается при нагревании до 200 0С; • сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40.
Максимальная температура применения – плюс 425.
Сталь марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70.
Максимальная температура применения – плюс 450.
boltigaika.dk.ru
Свариваемость сталей
СВАРИВАЕМОСТЬ – способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям
ЭКВИВАЛЕНТНОЕ СОДЕРЖАНИЕ УГЛЕРОДА (Сэк) – количественная характеристика свариваемости. Она определяется по формуле:
Она определяется по формуле:
где С – содержание углерода, %;
Mn, Cr… – содержание легирующих элементов, %
ГРУППА СВАРИВАЕМОСТИ | Сэк, % | МАРКИ СТАЛЕЙ | ||
Углеродистые | Легированные | Высоколегированные | ||
I Хорошая | До 0,25 вкл | ВСт1; ВСт2; ВСт3; ВСт4; Стали 08; 10; 15; 20; 25 | 15Г; 20Г; 15Х; 15ХА; 20Х; 15ХМ; 20ХГСА; 10ХСНД; 10ХГСНД; 15ХСНД | 08Х20Н14С2; 20Х23Н18; 08X18Н10; 12X18Н9Т; 15X5 |
II Удовлетворительная | Свыше 0,25 до 0,35 вкл | ВСт5; Стали 30; 35 | 12ХН2; 12ХНЗА; 20ХНЗА; 20ХН; 20ХГСА; 30Х; 30ХМ; 25ХГСА | 30X13; 12X17; 25X13Н2 |
III Ограниченная | Свыше 0,35 до 0,45 вкл | ВСт6; Стали 40; 45 | 35Г; 40Г; 45Г; 40Г2; 35Х; 40Х; 45Х; 40ХМФА; 40ХН; 30ХГС; 30ХГСА; 35ХМ; 20Х2Н4МА | 17X18Н9; 12Х18Н9; 36X18Н25С2; 40Х9С2 |
IV Плохая | Свыше 0,45 | Стали 50; 55; 60; 65; 70; 75; 80; 85 | 50Г; 50Г2; 50Х; 50ХН; 45ХНЗМФА; ХГС; 6ХС; 7X3 | 40X10С2М; 40X13; 95X18; 40X14Н14В2М; 40X10С2М |
ГРУППА СВАРИВАЕМОСТИ | УСЛОВИЯ СВАРКИ |
I | Без ограничений, в широком диапазоне режимов сварки независимо от толщины металла, жесткости конструкций, температуры окружающей среды |
II | Сварка только при температуре окружающей среды не ниже – 5 °С, толщине металла менее 20 мм при отсутствии ветра |
III | Сварка с предварительным или сопутствующим подогревом до 250 °С в жестком диапазоне режимов сварки |
IV | Сварка с предварительным и сопутствующим подогревом, термообработкой после сварки |
weldering. com
com
Таблица свариваемости металла (по сталям)
|

 рекомендуется подогрев и последующая термообработка.
рекомендуется подогрев и последующая термообработка.
 Рекомендуется подогрев и последующая термообработка.
Рекомендуется подогрев и последующая термообработка.

 Рекомендуется подогрев и последующая термообработка.
Рекомендуется подогрев и последующая термообработка.



 -253 °С
-253 °Сzavod-gpm.ru
Стали для сварки конструкций | Сварка и сварщик
КЛАССИФИКАЦИЯ | Содержание углерода, % | Содержание легирующих элементов, % | |
УГЛЕРОДИСТЫЕ | Низкоуглеродистые | До 0,25 | 0 |
Среднеуглеродистые | 0,25 – 0,6 | 0 | |
Высокоуглеродистые | 0,6-2,0 | 0 | |
ЛЕГИРОВАННЫЕ | Низколегированные | РАЗЛИЧНО | До 2,5 |
Среднелегированные | 2,5-10,0 | ||
Высоколегированные | Более 10,0 | ||
СТАЛЬ УГЛЕРОДИСТАЯ ОБЫКНОВЕННОГО КАЧЕСТВА (ГОСТ 380-71*)
Подразделяется на 3 группы
ГРУППА | МАРКА СТАЛИ | |
А | Ст0, Ст1, Ст2, СтЗ, Ст4, Ст5, Ст6 | |
Б | БСт0, БСт1, БСт2, БСтЗ, БСт4, БСт5 | |
В | ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5 | |
Согласно СНиП II-23-81 для сварки конструкций используются только стали группы В с номером марки 3
МАРКА | % углерода | Предел прочности, МПа |
ВСт3кп | 0,14-0,22 | 360 – 460 |
ВСт3пс | 370 – 480 | |
ВСт3сп | 380 – 500 | |
ВСт3Гпс | 370 – 490 | |
ВСт3Гсп | 390 – 570 | |
кп – кипящая, пс – полуспокойная, сп – спокойная, Г – с содержанием марганца до 1 % | ||
СТАЛЬ УГЛЕРОДИСТАЯ КАЧЕСТВЕННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 1050-74)
Обозначается цифрой, соответствующей % содержания углерода в сотых долях
МАРКА | % УГЛЕРОДА | Предел прочности, МПа |
05кп | Не более 0,06 | 320 |
08кп,08 | 0,05-0,12 | 330 |
10кп, 10 | 0,07-0,14 | 340 |
15кп, 15 | 0,12-0,19 | 380 |
20кп, 20 | 0,17-0,24 | 420 |
25 | 0,22 – 0,30 | 460 |
30 | 0,27-0,35 | 470 |
35 | 0,32 – 0,40 | 530 |
40 | 0,37 – 0,45 | 570 |
45 | 0,42 – 0,50 | 600 |
15Г | 0,12-0,19 | 410 |
20Г | 0,17-0,24 | 430 |
25Г | 0,22 – 0,30 | 460 |
30Г | 0,27 – 0,35 | 540 |
35Г | 0,32 – 0,40 | 600 – 720 |
40Г | 0,37 – 0,45 | 790 – 820 |
45Г | 0,42 – 0,50 | 780-1310 |
БУКВЕННЫЕ ОБОЗНАЧЕНИЯ
химических элементов, используемых как легирующие добавки
СТАЛЬ НИЗКОЛЕГИРОВАННАЯ КОНСТРУКЦИОННАЯ (ГОСТ 19282-73)
ЛЕГИРОВАННЫЕ СТАЛИ ИМЕЮТ БУКВЕННО- ЦИФРОВОЕ ОБОЗНАЧЕНИЕ
Первые две цифры означают содержание углерода в сотых долях процента. Цифры после букв – содержание легирующего элемента в %. Отсутствие цифры после буквы указывает, что данного элемента содержится около 1%
Цифры после букв – содержание легирующего элемента в %. Отсутствие цифры после буквы указывает, что данного элемента содержится около 1%
МАРКА | %С | %Si | %Mn | %Cr | %Ni | %Cu | Предел прочности, МПа |
09Г2 | 0,12 | 0,37 | 1,8 | 0,3 | 0,3 | 0,3 | 440 |
09Г2С | 0,12 | 0,7 | 1,7 | 0,3 | 0,3 | 0,3 | 496 |
14Г2 | 0,12-0,18 | 0,37 | 1,6 | 0,3 | 0,3 | 0,3 | 460 |
10Г2С | 0,12 | 1,1 | 1,65 | 0,3 | 0,3 | 0,3 | 490 |
15ХСНД | 0,12-0,18 | 0,7 | 0,7 | 0,9 | 0,6 | 0,4 | 490-687 |
10ХСНД | 0,12 | 1,1 | 0,8 | 0,9 | 0,8 | 0,6 | 530-687 |
17ГС | 0,14-0,20 | 0,6 | 1,4 | 0,3 | 0,3 | 0,3 | 510 |
17Г1С | 0,15-0,20 | 0,6 | 1,6 | 0,3 | 0,3 | 0,3 | 510 |
17Г1С-У | 0,15-0,20 | 0,6 | 1,55 | 0,3 | 0,3 | 0,3 | 510-628 |
СТАЛИ И СПЛАВЫ ВЫСОКОЛЕГИРОВАННЫЕ (ГОСТ 5632-72)
КОРРОЗИОННОСТОЙКИЕ | |
МАРКА | Предел прочности,МПа |
12Х18Н9 | 530 |
12X18Н9Т | 530 |
17Х18Н9 | 588 |
08X22H6T | 588 |
20X2Gh24C2 | 630 |
ЖАРОСТОЙКИЕ | |
12МХ | 420 |
12X1M.D | 480 |
25X1МФ | 900 |
25Х2М1Ф | 800 |
25ХЗМВФ | 900 |
 Работают в ненагруженном или слабонагруженном состоянии
Работают в ненагруженном или слабонагруженном состоянииЖАРОПРОЧНЫЕ | |
08X15М24В4ТР | 880 |
ХН70Ю | 880 |
ХН35ВТЮ | 930 |
ХН70ВМЮТ | 980 |
ХН77ТЮР | 1080 |
АРМАТУРНЫЕ СТАЛИ (свариваемые)
КЛАСС СТАЛИ | МАРКА СТАЛИ | Предел прочности, МПа | Диаметр стержня, мм |
A-I | Ст3кп, Ст3пс, Ст3сп, Ст3Гпс | 373 | 5,5-40 |
A-II | Ст5сп, Ст5пс, 18Г2С | 420 | 10-80 |
Ас-II | 10ГТ | 441 | 10-32 |
A-III | 35ГС,25Г2С,32Г2Рпс | 560 | 6-40 |
Ат-Шс | Ст5сп, Ст5пс | 590 | 6-40 |
A-IV | 80С, 20ХГ2Ц | 883 | 10-32 |
Aт-IV | 20ГС | 780 | 10-40 |
Aт-IVc | 25Г2С, 35ГС, 28С, 27ГС | 780 | 10-40 |
Aт-IVк | 10ГС2, 08Г2С, 25С2Р | 780 | 10-32 |
А-V | 23Х2Г2Т | 1030 | 10-32 |
Ат-V | 20ГС, 20ГС2, 10ГС2, 08Г2С, 25Г2С, 28С и др. | 980 | 18-32 |
Aт-Vк | 35ГС,25С2Р | 980 | 18-32 |
A-VI | 22Х2Г2АВ , 22Х2Г2Р, 20Х2Г2СР | 1230 | 10-22 |
A-VII | 30ХС2 | 1370-1420 | 10-32 |

62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 1/2Б(15А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00006 | СЧ30С | 1/2Б(15А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 1/2Б(15А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 1Б(25А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 1Б(25А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 1Б(25А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 дней | [Нержавеющая сталь] 00006 | СЧ20С | 2Б(50А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 2Б(50А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 Дня | [Нержавеющая сталь] 00006 | СЧ50 | 2Б(50А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 3/4Б(20А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00006 | СЧ30С | 3/4Б(20А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 3/4Б(20А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 3Б(80А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 3Б(80А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 3Б(80А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 дней | [Нержавеющая сталь] 00006 | СЧ20С | 4Б(100А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 4Б(100А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 Дня | [Нержавеющая сталь] 00006 | СЧ50 | 4Б(100А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 5Б(125А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 5Б(125А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 5Б(125А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
10 дней | [Нержавеющая сталь] 00006 | СЧ20С | 6Б(150А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 6Б(150А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 6Б(150А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 8Б(200А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 8Б(200А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 Дня | [Нержавеющая сталь] 00006 | СЧ50 | 8Б(200А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 10Б(250А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00006 | СЧ30С | 10Б(250А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 10Б(250А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 1 1/2Б(40А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 1 1/2Б(40А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 1 1/2Б(40А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 1 1/4Б(32А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 1 1/4Б(32А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 1 1/4Б(32А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00006 | СЧ20С | 12Б(300А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00006 | СЧ30С | 12Б(300А) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 12Б(300А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 2 1/2Б(65А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 2 1/2Б(65А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 2 1/2Б(65А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ20С | 3 1/2Б(90А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 62 дня | [Нержавеющая сталь] 00006 | СЧ30С | 3 1/2Б(90А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
62 дня | [Нержавеющая сталь] 00006 | СЧ50 | 3 1/2Б(90А) | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| [Нержавеющая сталь] 00007 | СЧ20С | 1/2Б(15А) | |||
7 Дней | [Нержавеющая сталь] 00007 | СЧ30С | 1/2Б(15А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ50 | 1/2Б(15А) | ||
7 дней | [Нержавеющая сталь] 00007 | СЧ20С | 1Б(25А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ30С | 1Б(25А) | ||
7 дней | [Нержавеющая сталь] 00007 | СЧ50 | 1Б(25А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ20С | 2Б(50А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ30С | 2Б(50А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ50 | 2Б(50А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ20С | 3Б(80А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ30С | 3Б(80А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ50 | 3Б(80А) | ||
7 дней | [Нержавеющая сталь] 00007 | СЧ20С | 4Б(100А) | ||
7 Дней | [Нержавеющая сталь] 00007 | СЧ30С | 4Б(100А) | ||
11 дней | [Нержавеющая сталь] 00007 | СЧ50 | 4B(100A) |
Проволока для сварки TIG из нержавеющей стали Blue Demon ER316L
Проволока для сварки TIG из нержавеющей стали Blue Demon ER316/316L используется для сварки нержавеющих сталей 316 и 316L. Этот стержень TIG имеет максимальное содержание углерода 0,03%, чтобы уменьшить возможность образования межкристаллитных отложений карбида. Этот низкоуглеродистый сплав не так прочен, как 316H, при повышенных температурах. Сварочная проволока ER316/316L в основном используется для сварки аустенитных сплавов с низким содержанием углерода, содержащих молибден.
Этот стержень TIG имеет максимальное содержание углерода 0,03%, чтобы уменьшить возможность образования межкристаллитных отложений карбида. Этот низкоуглеродистый сплав не так прочен, как 316H, при повышенных температурах. Сварочная проволока ER316/316L в основном используется для сварки аустенитных сплавов с низким содержанием углерода, содержащих молибден.
Детали указания по безопасности:
Предложение 65 Предупреждение:
| Типовой химический состав проволоки ER316/ER316L | ||||
|---|---|---|---|---|
| С | 0,08% | |||
| Кр | 18,0-20,0% | |||
| Никель | 11,0-14,0% | |||
| Пн | 2,0-3,0% | |||
| Мн | 1,0-2,5% | |||
| Si | 0,65-1,00% | |||
| Р | 0,03% | |||
| С | 0,03% | |||
| Медь | 0,75% | |||
| Типичные механические свойства ER316/ER316L (после сварки) | |
|---|---|
| Предел текучести | 58 тысяч фунтов на квадратный дюйм |
| Прочность на растяжение | 86 тысяч фунтов на квадратный дюйм |
| Удлинение | 36% мин. |
| Доступные диаметры и рабочий диапазон | |
|---|---|
| 0,035″ | 60-90А |
| 0,045 дюйма | 80-110А |
| 1/16″ | 90-130А |
| 3/32 дюйма | 120-175А |
| 1/8″ | 150-220А |
| 5/32 дюйма | 170-350А |
| Blue Demon Прибл. Стержни на фунт | |||||||
| Сплав | 0,35 дюйма | 0,45 дюйма | 1/16″ | 3/32 дюйма | 1/8″ | 5/32 дюйма | 3/16 дюйма |
|---|---|---|---|---|---|---|---|
| ER308L/LSI | 103 шт. | 62 шт. | 32 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ER309L/LSI | 103 шт. | 62 шт. | 31 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ER312 | 103 шт. | 62 шт. | 32 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ER316L/LSI | 103 шт. | 62 шт. | 32 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ER4043 | Н/Д | 170 шт. | 94 Шт. | 42 шт. | 23 шт. | 15 шт. | 11 шт. |
| ER5356 | Н/Д | 170 шт. | 96 шт. | 42 шт. | 24 шт. | 15 шт. | 11 шт. |
| ER70S2 | 103 шт. | 62 шт. | 32 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ER80S-D2 | 103 шт. | 62 ШТ | 32 шт. | 14 шт. | 7 шт. | 5 шт. | 4 шт. |
| ЭРАЗ61А | Н/Д | Н/Д | 156 шт. | 56 шт. | 34 шт. | Н/Д | Н/Д |
| ЭРАЗ92А | Н/Д | Н/Д | 156 шт. | 56 шт. | 34 шт. | Н/Д | Н/Д |
| ЭРНИ99 | Н/Д | Н/Д | 28 шт. | 13 шт. | 7 шт. | 4 шт. | Н/Д |
| ЭРТИ-2 | 176 шт. | 110 шт. | 56 шт. | 25 шт. | 14 шт. | Н/Д | Н/Д |
| RBCUZN-C (ГОЛЫЙ) | Н/Д | Н/Д | 28 шт. | 13 шт. | 7 шт. | 5 шт. | 4 шт. |
| RBCUZN-C (С ПОКРЫТИЕМ) | Н/Д | Н/Д | 43 шт. (18″) | 11 шт. | 6 шт. | 5 шт. | 3 шт. |
| Р45 | Н/Д | Н/Д | 32 шт. | 14 шт. | 8 шт. | 5 ШТ | 4 шт. |
| Р60 | Н/Д | Н/Д | 32 шт. | 14 шт. | 8 шт. | 5 шт. | 4 шт. |
| ЭРКУСИ-А (СИЛБРЗ) | 103 шт. | 62 шт. | 30 шт. | 13 шт. | 7 шт. | 4 шт. | Н/Д |
| Рекомендуемые вольфрамовые электроды | ||||
| Сплав | Толщина | Текущий | Вольфрам | Газ |
|---|---|---|---|---|
| Алюминий | Все | АС | Чистый или циркониевый | Ar или Ar/He |
| Алюминий | > 1/8 дюйма толщиной | ДСЕН | Торированный | Ar или Ar/He |
| Алюминий | ДЦЭП | Торированный или циркониевый | Аргон | |
| Медь, медные сплавы | Все | ДСЕН | Торированный | Ar или Ar/He |
| Медь, медные сплавы | АС | Чистый или циркониевый | Аргон | |
| Магниевые сплавы | Все | АС | Чистый или циркониевый | Аргон |
| Магниевые сплавы | ДЦЭП | Торированный или циркониевый | Аргон | |
| Никель, никелевые сплавы | Все | ДСЕН | Торированный | Аргон |
| Обычная углеродистая, низколегированная сталь | Все | ДСЕН | Чистый или циркониевый | Ar или Ar/He |
| Обычная углеродистая, низколегированная сталь | АС | Торированный | Аргон | |
| Нержавеющая сталь | Все | ДСЕН | Торированный | Ar или Ar/He |
| Нержавеющая сталь | АС | Чистый или циркониевый | Аргон | |
| Титан | Все | ДСЕН | Торированный | Аргон |
| Цирконий | Все | ДСЕН | Торированный | Аргон |
Проволока для сварки ВИГ – Сварочные материалы
- Домашняя страница
- Сварочные материалы
- Проволока для ВИГ
КАТЕГОРИИ
- Сварочные электроды
- Рутиловые и основные электроды
- Целлюлозные электроды
- Низкое легирование и сопротивление ползучести Электроды из нержавеющей стали
- Алюминиевые сплавы
- Чугунные электроды
- Никелевые сплавы
- Медные сплавы
- Электроды для наплавки
- Электроды для резки и строжки
- TIG-провода
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Проволока MIG/MAG
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Порошковая проволока
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Наплавка
- Subarc Wires & Fluss
- Нелегированные и низколегированные стали
- Нержавеющая сталь
- Наплавка
- Продукты для наплавки
- Сварочные электроды
- TIG-провода
- Проволока для сварки МИГ/МАГ
- Порошковая проволока
- Проволока и флюсы Subarc
- Продукты для пайки
- Медно-цинковые сплавы
- Медно-фосфорные сплавы
- Серебряные сплавы
- Алюминиевые сплавы
- Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA – 5. 2
2
R45
EN 12536
O I
TS 3623 EN 12536
O I
Сварочный пруток из низкоуглеродистой стали для кислородно-ацетиленовой сварки. Пруток общего назначения для сварки низкоуглеродистых сталей и кованого железа с требуемой прочностью на разрыв не более 310 Н/мм². Обычно используется для автомобильных ремонтных работ, таких как разрывы и разрывы в кузове или заделка сильно поврежденных деталей, соединение стальных листов и пластин, установка труб и трубопроводов, где требуется интенсивный источник тепла для правки, формовки, предварительного нагрева после сварки, термообработки, независимо от сложность и положение, в котором должна выполняться сварка. Наплавленный металл обладает хорошей пластичностью и обрабатываемостью. Сварка должна выполняться с характеристиками нейтрального пламени. У него есть жидкая сварочная ванна.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.2
R60
EN 12536
O II
TS 3623 EN 12536
O II
для сварки сталей с низким содержанием марганца,
Это сварочная проволока общего назначения средней прочности, используемая для сварки углеродистых и низколегированных сталей с пределом прочности на растяжение до 410 Н/мм². Обычно используется для монтажа и ремонта труб из углеродистой стали на электростанциях, технологических трубопроводов, ремонта машин и сельскохозяйственных инструментов, соединения стальных листов и кованого железа, заполнения отверстий и окантовки кованого железа, где требуется интенсивный источник тепла для правки, формовки, предварительный подогрев, термообработка после сварки, независимо от сложности и положения, в котором должна выполняться сварка. Сварка должна выполняться с характеристиками нейтрального пламени. У него есть жидкая сварочная ванна.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.18
ER70S -3
EN ISO 636 – A
W 42 3 2SI
TS EN ISO 636 – A
W 42 3 2SI
DIN M. №
1,5112 W 42 3 2SI
DIN M. №
1,5112 1.
Сварочная проволока GTA (TIG) для сварки нелегированных сталей, мелкозернистых сталей и труб. Особенно подходит для сварки оцинкованных и предварительно окрашенных сталей, сварки низколегированных сталей в трубопроводах, котлах и производстве резервуаров. Безопасно используется в корневых и колпачковых проходах в химических, нефтехимических, водопроводных и газовых трубах. Подходит также для сварки тонких металлических листов и ремонтных швов. Характеризуется пониженным образованием шлака и гладким сварочным нагаром. Тонкое и однородное медное покрытие повышает устойчивость к коррозии.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.18
ER70S-6
EN ISO 636 – A
W 46 2 3Si1
TS EN ISO 636 – A
W 46 2 3Si1
DIN M. No.
1.5125
Сварочная проволока GTA (TIG) для сварки нелегированных сталей, мелкозернистых сталей и труб. В частности, безопасно используется в корневых и колпачковых соединениях химических, нефтехимических, водопроводных и газовых труб. Пригодна также сварка тонких металлических листов, резервуаров, котлов и ремонтных швов из них. Тонкое и однородное медное покрытие повышает устойчивость к коррозии.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.18
ER70S -6
EN ISO 636 – A
W 46 3 4SI1
TS EN ISO 636 – A
W 46 3 4SI1
DIN M. №
1.5130.309 W 46 3 4SI1
DIN M.
.
Сварочная проволока GTA (TIG) для сварки нелегированных сталей, мелкозернистых сталей и труб. Обеспечивает высокие механические свойства. В частности, безопасно используется в корневых и колпачковых соединениях химических, нефтехимических, водопроводных и газовых труб. Пригодна также сварка тонких металлических листов, резервуаров, котлов и ремонтных швов из них. Тонкое и однородное медное покрытие повышает устойчивость к коррозии.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.18
ER70S -2
EN ISO 636 – A
W 42 2 2TI
TS EN ISO 636 – A
W 42 2 2TI
Micro -Alloyed, GTA (TIG). сварочная проволока для нелегированных сталей. Благодаря содержанию микросплавов титана (Ti) и алюминия (Al), особенно подходит для однопроходной сварки оцинкованных, предварительно окрашенных, ржавых и грязных сталей, сварки низколегированных сталей в трубопроводах, котлах и резервуарах. Подходит также для сварки тонких металлических листов и ремонтных швов. Тонкое и однородное медное покрытие повышает устойчивость к коррозии.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5,28
ER80S -NI1
EN ISO 636 – A
W 46 6 3NI1
TS EN ISO 636 – A
W 46 6 3NI1
Low Alloy Alloy Alloy, GTA (TIG) GTIG) GTIG) GTIG) GTIG). для сталей, работающих при температурах до -60°С. Наплавленный металл обладает высокой прочностью и высокой ударной вязкостью. Подходит для использования в нефтехимической, химической, нефтегазовой промышленности и на морских платформах, особенно используется для корневых и заполняющих проходов труб, котлов, резервуаров, а также клапанов, насосов, изготовленных из литой или кованой стали.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5,28
ER80S -NI2
EN ISO 636 – A
W 42 9 2NI2
TS EN ISO 636 – A
W 42 9 2NI2
LOW Alloy Alloy Alloy GTA (TIG) GTIG) GTIG) GTIG) GTIG). для сталей, работающих при температурах до -90°С. Обеспечивает высокую прочность и жесткость сварных соединений. Подходит для использования в нефтехимической, химической, нефтегазовой промышленности и на морских платформах, особенно для корневых и насыпных каналов труб, котлов, резервуаров, а также клапанов, насосов, изготовленных из литой или кованой стали.
Сравнивать
Дополнительная информация
г. Хызлы Аль
Хызлы Аль
AWS/ASME SFA – 5.28
ER70S-A1
AWS/ASME SFA – 5.28
ER80S-G
EN ISO 21952 – A
W MoSi
TS EN ISO 21952 – A
W MoSi
DIN M. №
1.5424
Низколегированная проволока для сварки вольфрамовым электродом в среде защитного газа (TIG) для легированных молибденом жаропрочных сталей, работающих при температуре до 530°C. В частности, используется для корневых и проходных проходов соединений парогенераторов, котлов, сосудов под давлением и труб, где требуется высокое качество рентгеновского излучения. Также подходит для сварки деталей из углеродистой стали с последующей термической обработкой после сварки. Соблюдать указания по пред- и послесварочной термической обработке основного металла.
Сравнивать
Дополнительная информация
г.