Сталь 45 термообработка твердость: Закалка стали 45 (термообработка) – твердость
alexxlab | 21.01.2023 | 0 | Разное
Закалка стали 45 (термообработка) – твердость
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Термообработка представляет собой одну из необходимых и важных операций в процессе обработки стали. Ее широко использует металлургия и машиностроение. Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
Технология термообработки стали 45 обеспечивает достижение высоких характеристик прочности. Это обстоятельство позволяет значительно расширить область применения обработанных подобным способом деталей. При использовании технологии закалки стали 45 твердость изделий становится существенно выше.
Химический состав
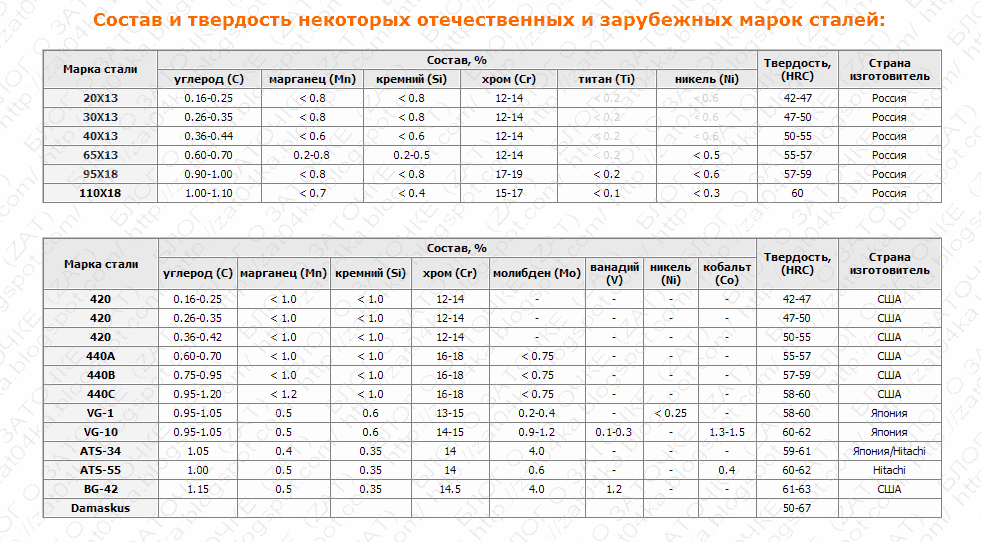
Что для стали означает номер 45? Это говорит о том, что в данном сплаве содержится 0,45% углерода. Остальные примеси представлены в незначительном количестве. Среди основных ее заменителей можно выделить сталь 40 и 50. Их также характеризует высокая прочность. Если рассматривать химические соединения, входящие в состав стали в процентном отношении, то наибольшая доля приходится на железо. У него этот показатель достигает 97%. В различных количествах входят и другие химические элементы. Самый низкий показатель у фосфора. В ней его содержится всего 0,035%.
Структурные изменения металла
В исходном состоянии структура представляет собой две фазы, которые смешаны между собой – феррит и цементит.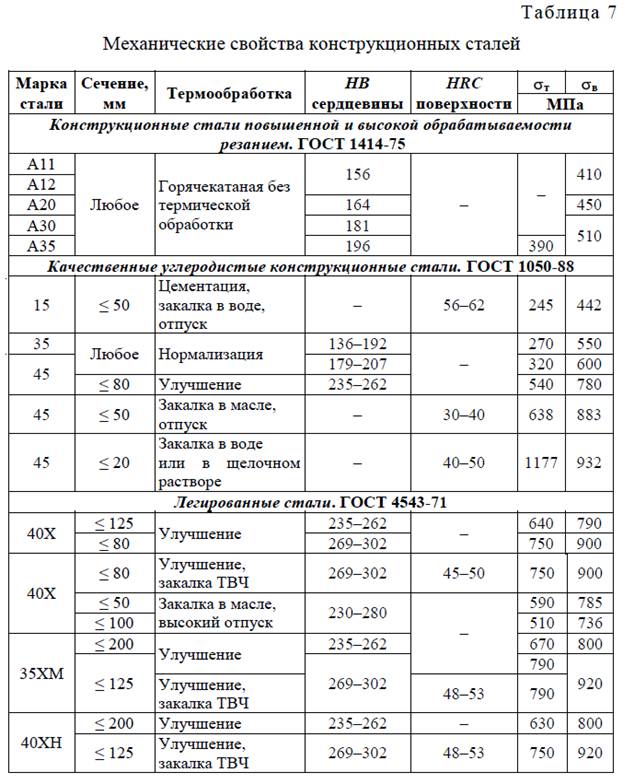 Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Если медленно нагревать до незначительных температур, то никаких изменений в ней не произойдет. Если вести дальнейшее нагревание, феррит растворится в аустените. При нагреве выше критической температуры, структура их примет однородный характер.
Атомная решетка железа имеет объемно-центрированный характер. При сильном нагревании она становится гранецентрированной по типу. До нагревания углеродные атомы входят в перлит (кристаллы цементита), после этого он примет иное состояние и станет твердым раствором. В этом случае его атомы окажутся в решетке железа. При резком охлаждении, например, при помощи воды, ее можно закалить.
В таком состоянии она приобретет величины, характерные для комнатной температуры. Казалось бы, все перестроится в обратном порядке. Но подобные температурные параметры не придадут углеродным атомам выраженной мобильности. Скорость в этом случае настолько незначительная, что атомы просто не успевают выйти из раствора, когда имеет место быстрое охлаждение. Они остаются в структуре решетки. При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
При этом возникает сильное внутреннее напряжение металла. Использование закаленной стали существенно увеличивают возможность применения деталей, материалом для изготовления которых явилась именно такая сталь.
Закалка с помощью ТВЧ
С использованием ТВЧ температура нагрева более высокая по своим показателям.
Подобное обстоятельство становится возможным благодаря наличию двух факторов:
Нагрев обусловливает ускоренное изменение и переход перлита в аустенит.Процесс происходит в границах сжатых временных рамок. Температура при этом очень высокая о своей величине.
Но при этом заготовка не перегревается. При таких операциях характеристики металла, обусловливающие его твердость, становятся больше на 3 единицы по Роквеллу. С помощью такого способа закалить деталь можно весьма основательно.
Термическая обработка металла
Для изменения характеристик стали производится термическая обработка с соблюдением необходимых режимов воздействия.
Процесс термической обработки состоит из процессов:
- отжига;
- нормализации;
- старения;
- закалки и отпуска.


Режимы термообработки стали 45
Закалка и отпуск стали во многом зависят от ряда факторов:
- температурного режима;
- скорости повышения температуры;
- временного промежутка воздействия на металл высоких температур;
- процесса охлаждения (скорости изменения температуры охлаждения среды или жидкости).
Отжиг второго рода (ΙΙ-го рода)
Отжиг ΙΙ рода основан на использовании фазовых превращений сплавов и состоит в нагреве выше температуры превращения с последующим медленным охлаждением для получения устойчивого структурного состояния сплавов.
Полный отжиг
Полный отжиг производится для доэвтектоидных сталей. Для этого стальную деталь нагревают выше критической точки А3 на 30–50°С и после прогрева проводят медленное охлаждение. Как правило, детали охлаждают вместе с печью со скоростью 30–100°С/час. Структура доэвтектоидной стали после отжига состоит из избыточного феррита и перлита.
Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения.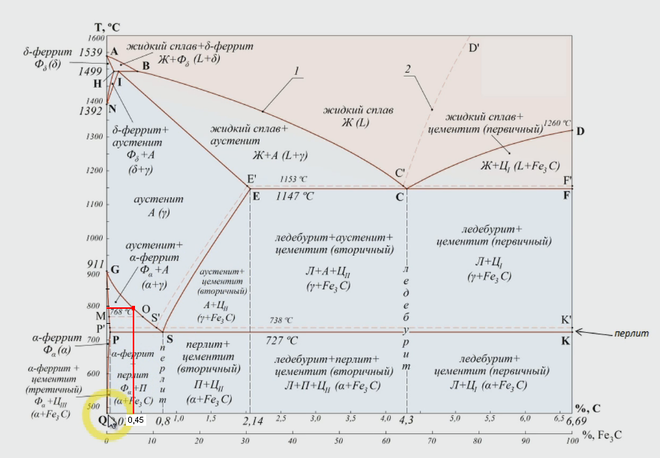 Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Углерод и его влияние на свойства стали
Одним из самых важных компонентов, который упрочняет этот сплав и придает ему твердость, является углерод. Кроме этого, он снижает пластичность и вязкость. Влияние углерода на характеристику стали 45 хорошо видно на диаграмме состояний. От структуры сплава и будут завесить его свойства. Так, например, при перлитной структуре сталь лучше поддается обработке и свариванию. Ферритная структура характеризуется незначительной твёрдостью и высокой пластичностью. Аустенит в сталях всегда жидкий и при его охлаждении может значительно меняться положение зерен углерода в кристаллической решетке.
Кроме этого, он снижает пластичность и вязкость. Влияние углерода на характеристику стали 45 хорошо видно на диаграмме состояний. От структуры сплава и будут завесить его свойства. Так, например, при перлитной структуре сталь лучше поддается обработке и свариванию. Ферритная структура характеризуется незначительной твёрдостью и высокой пластичностью. Аустенит в сталях всегда жидкий и при его охлаждении может значительно меняться положение зерен углерода в кристаллической решетке.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.
Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
Как закалить сталь 45 в домашних условиях
Слово «термообработка» для обывателей не ново. Все прекрасно понимают, для чего она необходима. Повышение прочности стали. Но почему так происходит? Какие процессы протекают в металле в этот момент? Большинство пожимает плечами. Если Вы хотите понять, что такое термообработка, узнать в чем разница между отжигом и отпуском, и почему закалка стали 45 производится в масле, а не в воде, то тогда эта статья для Вас.
Общие сведения о термической обработке
Термообработка – это последовательность процессов нагревания, выдержки и охлаждения, направленных на изменение сталью механических свойств.
Улучшения свойств металла происходит за счет трансформации внутренней структуры. После осуществления термической обработки сталь может находиться в 2-х состояниях: устойчивом и неустойчивом.
Устойчивое состояние характеризуется полным завершением всех протекающих процессов в стали. Неустойчивое, соответственно, наоборот, когда на сталь еще воздействуют факторы, мешающие стабилизации внутренних напряжений. Ярким примером является химическая неоднородность закаленной стали.
Повышение теплового движения молекул способствует ускорению выхода стали из неустойчивого состояния. Достигается это путем нагрева.
Для большего понимания процессов, происходящих в стали во время термообработки, введем несколько понятий о структуре металла. Под этим понимается размер внутренних зерен и их положение относительно друг друга. Каждой структуре соответствует определенная температура и определенное содержание углерода.
Основные их виды и свойства, которыми они обладают:
- Феррит – твердый раствор железа с углеродом и небольшой долей других химических элементов. Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.
- Цементит – неустойчивое соединение углерода с железом. Очень тверд и хрупок (НВ 790-810). Не поддается намагничиванию.
- Перлит – фазовый раствор феррита и цементита. На его механические свойства в первую очередь оказывает влияние расстояние между фазами. Чем они ближе, тем сталь прочнее. Твердость находится в пределах 160-230 НВ, при относительном удлинении 9-12%.
- Мартенсит – перенасыщенная физико-химическая смесь углерода и железа. Значение его механических характеристик зависит от количества углерода в составе. Мартенситная сталь с концентрацией 0,2% С обладает твердостью около 35 HRC. При 0,6% твердость составляет 60 HRC.
- Аустенит – твердый раствор углерода в железе. Аустенитная сталь парамагнитна и пластична. Относительное удлинение составляет 42%.
 Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.
Ферромагнитен. Ферритная сталь обладает высокой тепло- и электропроводимостью. Пластична. Твердость порядка 70-140 единиц по шкале Бринелля.Сам процесс термообработки включает в себя:
- Закалка.
- Отжиг.
- Нормализация.
- Отпуск.

Отжиг
Процесс отжига состоит из нагревания, выдержки и медленного охлаждения в печной среде.
Существует две его основные разновидности:
- Отжиг первого рода, при котором структура в сталях не претерпевает изменений.
- Отжиг второго рода, сопровождающийся трансформациями структурных зон.
Каждая из представленных видов термообработки имеет определенное назначение.
Отжиг первого рода выполняет следующие технологические задачи:
- Выравнивание химсостава стали. При обработке металла давлением ликвация становится причиной образования изломов и микротрещин. Для уменьшения их вероятности появления сталь нагревают до 1250 ºС и выдерживают ее при такой температуре на протяжении 8-15 ч.
- Увеличение обрабатываемости стали давлением. Термообработка проходит при 670 ºС с выдержкой 40-120 мин. Отжиг увеличивает зерна феррита, что положительно влияет на пластичность.
- Уменьшение остаточных напряжений, возникших после технологической обработки сталей: резание, сварка и прочее. Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.
 Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.
Для этого сталь выдерживают при 500-620 ºС на протяжении двух часов.Отжиг второго рода измельчает зерна стали и способствует образованию структуры феррит+перлит. Как результат, происходит увеличение механических свойств. Температура нагрева для стали 45 составляет 780-830 ºС.
Отжиг второго рода считается подготовительной термообработкой. Его проводят перед операциями резания для повышения обрабатываемости металла.
Нормализация
Это процесс нагревания стали и последующее охлаждение на воздухе, в результате которого происходит измельчение крупнозернистой структуры.
Если сравнивать с отжигом, то нормализация дает в среднем на 10% выше показатель вязкости и прочности. Причина этого кроется в охлаждении на воздухе, которое способствует разложению аустенитных фаз в нижней зоне температур. Как следствие, наблюдается увеличение перлита, что и является причиной повышения механических свойств.
Нормализация — альтернатива закалке и высокому отпуску. Конечно, на выходе механические свойства получаются ниже, но и сама нормализация менее трудоемка. К тому же, по сравнению с закалкой она вызывает меньшие тепловые деформации детали.
К тому же, по сравнению с закалкой она вызывает меньшие тепловые деформации детали.
Отпуск
Это термообработка, которая всегда проводится на заключительном этапе. Она включает в себя нагревание закалённой стали до температурной точки трансформации перлита в аустенит и дальнейшее ее охлаждение. С его помощью механические характеристики сталей доводятся до требуемых значений.
Помимо этого, в задачу отпуска входит снятие напряжений, оставшихся после закалки.
Отпуск подразделяется на 3 типа по температуре нагрева:
- Низкий отпуск. Проводится при 230-260 ºС. Способствует упрочнению с одновременным снижением внутренней напряженности. Закаленная сталь 45 после низкого отпуска обладает твердостью 55-60 HRC.
- Средний отпуск. Температура нагревания 340-550 ºС. Позволяет достичь наиболее высокого значения упругих свойств. Из-за этого в основном применяется при изготовлении пружин. Твердость находится на уровне 45-52 HRC.
- Высокий отпуск. Выполняется при 550 ºС. Снимает внутренние напряжения после закаливания.
 Снимает внутренние напряжения после закаливания.
Снимает внутренние напряжения после закаливания.Механические свойства уменьшаются, но значение их при этом не меньше, чем после нормализации и отжига. Также происходит увеличение ударной вязкости. Самой оптимальной термообработкой с точки зрения соотношения вязкости и прочности считается закалить сталь, а после провести высокий отпуск.
Закалка
Представляет собой процесс нагрева до температуры на 20-40 ºС выше точки растворения феррита в аустените и последующее быстрое охлаждение в воде или масле.
Образование значительных внутренних напряжений при закалке не позволяет ей быть окончательной термообработкой. Обычно за ней следует отпуск или нормализация.
В результате нагрева сталь получает аустенитную структуру, которая, охлаждаясь, переходит в мелкоигольчатый мартенсит.
Закалка стали 45 осуществляется при 840-860 ºС.
Если сталь закалить, не достигнув значения требуемой температуры, то в результате останутся ферритные зоны, чье присутствие значительно снижает прочность металла.

Если сталь 45 закалить при температуре выше 1000 ºС, это спровоцирует увеличение зерна мартенсита, что влечет за собой ухудшение вязкости и повышение риска образования трещин.
Нагрев сталей под закалку осуществляется в электропечах периодического или непрерывного действия.
Время нагрева зависит от:
- Химсостава стали.
- Формы и габаритов деталей.
Чем больше размеры и содержание углерода, тем большее количество времени необходимо для нагрева стали.
После нагревания стали идет ее выдержка при заданной температуре. Это необходимо для выравнивания неоднородности аустенита.
При сильном перегреве сталь начинает вступать в реакцию с печными газами. Это может повести за собой процессы окисления и обезуглероживания.
Окисление – химический процесс взаимодействия кислорода с железом. Оно отрицательно сказывается на свойствах стали, является причиной снижения качества поверхности и окалин.
Обезуглероживание возникает как следствие химической реакции углерода с водородом и кислородом. Как следствие, образуя такие соединения как угарный газ и метан. Полученные газы уносят вместе с собой с поверхности стали молекулы углерода, вызывая тем самым резкое снижение прочности.
Как следствие, образуя такие соединения как угарный газ и метан. Полученные газы уносят вместе с собой с поверхности стали молекулы углерода, вызывая тем самым резкое снижение прочности.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
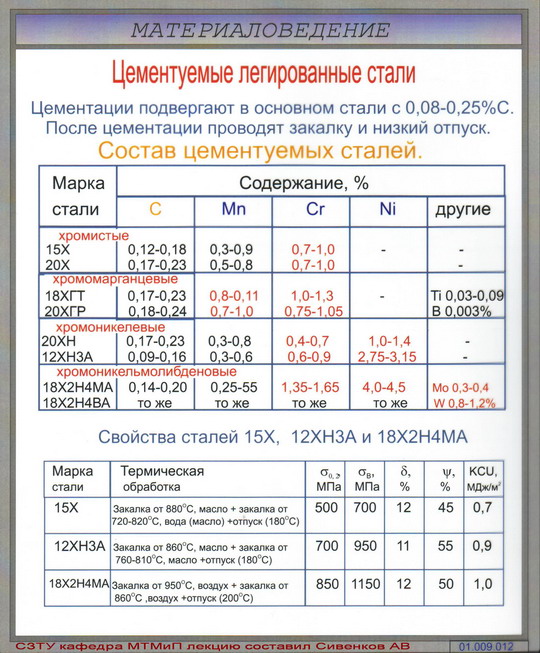
Цементация стали – суть процесса
Химико-термический способ обработки стали представляет собой изменение состава материала в определенном слое. Именно к данному способу и относится цементация стали. По своей сути этот процесс обработки стали заключается в обогащении ее поверхности определенным количеством углерода при нагревании в некоторой химической среде. Посредством этой методики получают изделие с набором весьма полезных свойств – твердый поверхностный слой на мягком внутреннем. Таким образом, мягкий сердцевинный слой достаточно хорошо сопротивляется ударным воздействиям, а внешний слой детали, наоборот, обладает хорошей твердостью и повышенной износоустойчивостью. Идеальное сочетание, которое позволяет деталям, изготовленным по этому методом, работать долгое время и быть очень надежными.
Особенно эффективен процесс цементации стали в тех случаях, когда обогащаются именно низкоуглеродистые ее виды. Как правило, в таком металле содержится не больше 0,2% углерода. Впрочем, для среднеуглеродистых марок стали данная процедура также приносит положительные результаты. Технологический процесс относительно прост: в специальной камере создается особая среда, способная при нагревании до некоторой температуры (приблизительно в диапазоне от 850°С до 950°С) выделять большое количество активного углерода. Следует отметить, что цементация стали – это довольно длительный техпроцесс. Обычно скорость насыщения металлической поверхности, при которой она обретает специфические свойства, равняется примерно 0,1 мм за 1 час. Для качественной обработки изделия и надежной его работы необходим цементирующий слой равный приблизительно 0,8 мм или более. А, следовательно, для эффективной цементации стали потребуется не меньше 8 часов. Основными средами (или как их еще называют карбюризаторы) для этого техпроцесса являются:
Как правило, в таком металле содержится не больше 0,2% углерода. Впрочем, для среднеуглеродистых марок стали данная процедура также приносит положительные результаты. Технологический процесс относительно прост: в специальной камере создается особая среда, способная при нагревании до некоторой температуры (приблизительно в диапазоне от 850°С до 950°С) выделять большое количество активного углерода. Следует отметить, что цементация стали – это довольно длительный техпроцесс. Обычно скорость насыщения металлической поверхности, при которой она обретает специфические свойства, равняется примерно 0,1 мм за 1 час. Для качественной обработки изделия и надежной его работы необходим цементирующий слой равный приблизительно 0,8 мм или более. А, следовательно, для эффективной цементации стали потребуется не меньше 8 часов. Основными средами (или как их еще называют карбюризаторы) для этого техпроцесса являются:
- твердая среда;
- газовая среда;
- пастообразная среда;
- среда, состоящая из растворов электролитов;
- кипящий слой.

Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла.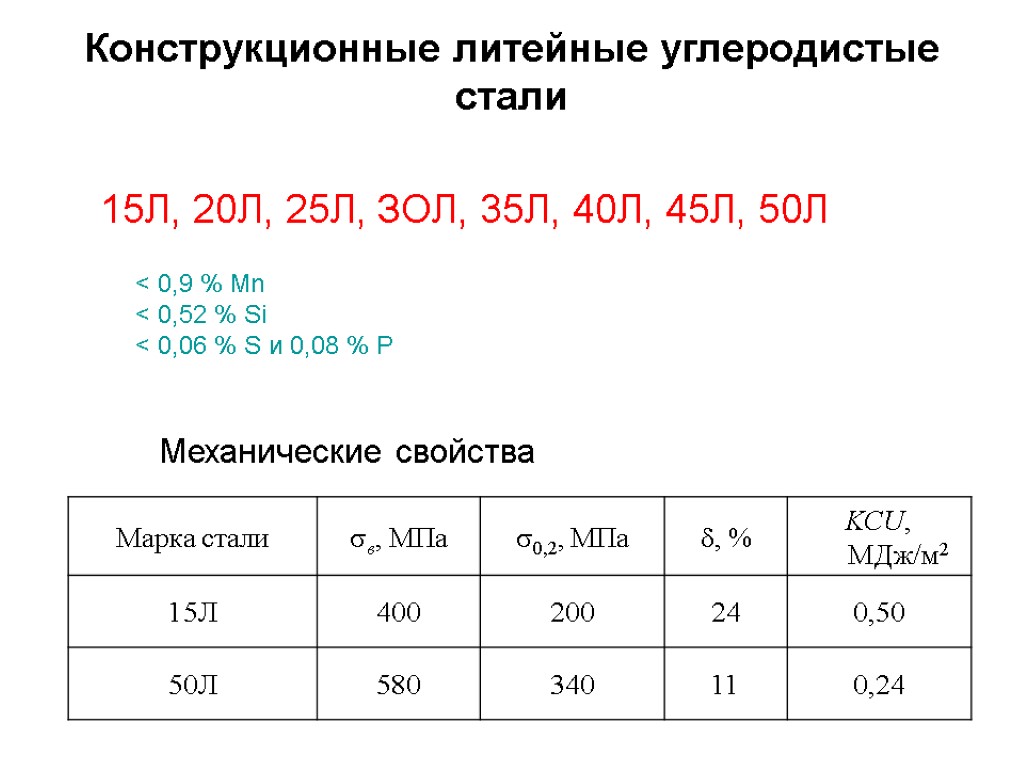 Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.

Отпуск стали 45
Технологический процесс отпуска стали проводится в зависимости от необходимой температуры:
- в печах с принудительной циркуляцией воздуха;
- в специальных ваннах с селитровым раствором;
- в ваннах с маслом;
- в ваннах заполненных расплавленной щелочью.

Температура для проведения процесса отпуска зависит от марки стали, а сам процесс изменяет структуру и способствует снижению напряжения металла, а твердость снижается на малую величину. После проведения всех операций заготовка подвергается техническому контролю и отправляется заказчику.
При закалке и отпуске металла в домашних условиях необходимо строго соблюдать технологию и технику безопасности проведения работ.
В растворе электролита
Метод базируется на анодном эффекте и подходит для небольших предметов.
- Предмет погружается в печь-ванну с раствором, предварительно разогретым до рабочей температуры (от 450 до 1050°С, в среднем — 850-860°С). Необходимое напряжение составляет 150-300 В.
- За 1,5-2 часа поверхность металла насыщается углеродом на глубину 0,3-0,4 мм.
Стандартный раствор содержит:
- соду 75-85 %;
- хлористый натрий 10-15 % ;
- карбид кремния 6-10 %.
Видео: цементация (закалка).
Цементация в кипящем слое
Промышленный метод, протекающий в специальной установке (печи кипящего слоя). Основа метода — получение псевдожидкого состояния сыпучего вещества (корунда) в смеси раскаленных газов (в экзогазе). Температура распределяется равномерно по всему объему печи, что уменьшает деформацию предметов и их коробление.
Обработку изделия не заканчивают цементацией; рекомендуется провести термообработку (отпуск) или отшлифовать его. Чтобы достичь необходимого уровня прочности при цементации и закрепить его твердость, необходимо правильно соблюдать условия технологического процесса.
Republished by Blog Post Promoter
Закалка и отпуск стали 45: твердость, HRC, режимы, технология
Обработка стали, осуществляемая в процессе термообработки, является одной из важнейших операций в металлургической отрасли и машиностроении. При соблюдении технологии PC 45 изделие приобретает достаточную прочность, значительно расширяя область использования изготовляемых изделий. При необходимости можно осуществлять закалку изделия из стали, в домашних условиях строго соблюдая технологию. При закалке лезвия ножа в домашних условиях вполне допустимо добиться повышения прочностных характеристик изделия в 3-4 раза.
При необходимости можно осуществлять закалку изделия из стали, в домашних условиях строго соблюдая технологию. При закалке лезвия ножа в домашних условиях вполне допустимо добиться повышения прочностных характеристик изделия в 3-4 раза.
Содержание
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Термическая обработка металла
Для изменения характеристик стали производится термическая обработка с соблюдением необходимых режимов воздействия.
Процесс термической обработки состоит из процессов:
- отжига;
- нормализации;
- старения;
- закалки и отпуска.
Режимы термообработки стали 45
Закалка и отпуск стали во многом зависят от ряда факторов:
- температурного режима;
- скорости повышения температуры;
- временного промежутка воздействия на металл высоких температур;
- процесса охлаждения (скорости изменения температуры охлаждения среды или жидкости).

Закалка стали
Процесс закалки стали заключается в проведении термообработки заготовок с нагреванием до температуры выше критической с дальнейшим ускорением охлаждения. Данное состояние способствует повышению прочности и твердости (HRC) стали с одновременным снижением пластичности и улучшением потребительских характеристик.
Режим воздействия температуры охлаждения металла зависит от количества содержания углерода и легирующих присадок в стали.
После проведения закалки стали заготовки покрываются налетом окалины и частично теряют содержащийся углерод, поэтому технология обязательно должна соблюдаться согласно установленному регламенту.
Охлаждение металла должно проходить быстро, для предотвращения преобразования аустенита в сорбит или троостит. Охлаждение должно производиться точно по графику быстрое остывание заготовок, приводит к образованию мелких трещин. В процессе охлаждения от 200 °C до 300 °C происходит искусственное замедление при постепенном остывании изделий для этого, могут использоваться охлаждающие жидкости.
Закалка стали с помощью ТВЧ
При проведении поверхностной закалки с помощью ТВЧ процесс нагрева изделий осуществляется до более высокой температуры.
Это вызвано двумя факторами:
- Нагрев осуществляется за короткое время с ускоренным изменением и переходом перлита в аустенит.
- Реакция перехода должна осуществляться в сжатые сроки за небольшой промежуток времени при высокой температуре.

Закалка ТВЧ (токами высокой частоты)
Процессы, протекающие при обычной закалке в печи с использованием ТВЧ, имеют различные характеристики и ведут к изменению твердости (HRC) заготовок:
- При нагреве в печи скорость составляет, 2-3 °С/сек до 840 – 860 °С.
- С использованием ТВЧ – 250 °С/сек до температуры 880 – 920 °С или в режиме при 500 °С/сек – до 980 – и 1020 °С.
Нагрев деталей при использовании ТВЧ осуществляется до более высокой температуры, но перегрева заготовки не происходит. В процессе обработки с применением ТВЧ время операции нагрева значительно сокращается, что способствует сохранению размера и структуры зерна. В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
В ходе выполнения операции закалки ТВЧ твердость металла ( HRC) возрастает на 2-3 един. по Роквеллу.
Процесс нагрева
Заготовки из стали нагреваются в печах. При нагреве инструмента используется предварительный подогрев отдельных частей с использованием
- печей с температурой рабочей среды от 400 °С до 500 °С;
- в специальных соляных ваннах с погружением на 2-4 сек. 2-3 раза.
Обязательно должно соблюдаться условие равномерного прогрева всего изделия. Строго выдерживаться условие одновременного помещения деталей в печь с соблюдением времени нагрева деталей.
Применение защитных мер
В процессе термической обработки происходит постепенное выгорание углерода и образование налета окалины. Для предотвращения ухудшения качества металла и его защиты используются защитные газы, которые закачиваются в ходе процесса закаливания. В печь имеющую герметичную камеру, где происходит термообработка с помощью специального генератора, закачивается газ аммиак или метан.
При отсутствии герметичных печей операции обработки производятся в специальной герметичной таре, куда предварительно засыпается чугунная стружка для предотвращения выгорания углерода.
При обработке заготовок в соляных ваннах металл защищен от окисления, а для создания необходимых условий для сохранения уровня углерода содержание ванной 2-х кратно в течение суток раскисляется борной кислотой, кровяной солью или бурой. При температуре обработки в диапазоне температур 760-1000 °С в качестве раскислителя может использоваться древесный уголь.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск стали 45
Технологический процесс отпуска стали проводится в зависимости от необходимой температуры:
- в печах с принудительной циркуляцией воздуха;
- в специальных ваннах с селитровым раствором;
- в ваннах с маслом;
- в ваннах заполненных расплавленной щелочью.
Температура для проведения процесса отпуска зависит от марки стали, а сам процесс изменяет структуру и способствует снижению напряжения металла, а твердость снижается на малую величину. После проведения всех операций заготовка подвергается техническому контролю и отправляется заказчику.
При закалке и отпуске металла в домашних условиях необходимо строго соблюдать технологию и технику безопасности проведения работ.
Факты о твердости металлов и термической обработке
Твердость является почти универсальным показателем эффективности термической обработки. Это связано с тем, что определенные материалы, обработанные до требуемой твердости, хорошо работают при определенных нагрузках. Например, пружинная сталь твердостью по Роквеллу С45 хорошо работает в качестве пружины. Опыт показал, что твердость пружинной стали Rc45 коррелирует с ударной вязкостью, упругостью и высокой усталостной прочностью. Корреляция является последовательной, и Rc45 принимается в качестве качественной твердости в термообработанных пружинах, даже несмотря на то, что сама по себе твердость не является важной характеристикой пружины. Для многих деталей, где желательными характеристиками могут быть прочность на растяжение, ударная вязкость или усталостная прочность, эти характеристики коррелируют со значениями твердости. Чаще всего твердость указывается в качестве требования к термообработке только потому, что твердость легко измерить.
Метод определения твердости металла по Бринеллю
Стандартный пенетратор по Бринеллю представляет собой шарик из закаленной стали (или карбида для использования с твердыми материалами) диаметром 10 мм. На более мягких материалах шарик вдавливается в предварительно сплющенный участок образца под нагрузкой 500 кг. С помощью прецизионного микроскопа со встроенной шкалой диаметр отверстия измеряется в миллиметрах. После нахождения этого измерения сверяются с таблицей для определения соответствующего числа Бринелля, обычно называемого BHN или числом твердости по Бринеллю. Для более твердых материалов процедура такая же, но с большей нагрузкой. При использовании числа Бринелля в качестве меры твердости очень важно, чтобы нагрузка, используемая в испытании, указывалась вместе с самим числом; например, 38 BHN (500 кг). Наиболее часто используемая нагрузка для мягких материалов составляет 500 кг, а для твердых материалов – 3000 кг. Машины Бринелля бывают разных моделей, включая ручные, механические, портативные, ручные, цифровые и машины прямого считывания для производственных работ. Некоторые из них используют собственный вес для оказания давления на мяч; другие используют гидравлическое давление.
Тест Бринелля выполняется легко и быстро, и после небольшой практики можно точно определить диаметр слепка. Хорошей практикой является запросить, чтобы лаборатория вашего термообработчика использовала среднее значение двух показаний диаметра оттиска, сделанных под прямым углом друг к другу. Калибровка станка должна производиться периодически с использованием металлических мерок стандартной твердости.
Метод измерения твердости по Роквеллу
Метод измерения твердости по Роквеллу представляет собой систему нескольких различных типов пенетраторов, которые можно применять к испытательным образцам при различных нагрузках. Различные комбинации пенетраторов и нагрузок определяют количество шкал твердости по Роквеллу — каждая комбинация нагрузки и пенетратора обозначается буквой. Система делится на два отдела: поверхностный и стандартный. Поверхностное деление работает с очень легкими нагрузками и предназначено в основном для использования на тонких работах или работах с очень тонким корпусом. Некоторые испытательные машины Rockwell адаптированы как для стандартных, так и для поверхностных весов, а испытательное оборудование может быть ручным, для чего требуется оператор, или автоматизированным. Многие ведущие компании по термообработке будут использовать оба метода определения твердости.
Поскольку измерение твердости по Роквеллу, по сути, является измерением глубины отверстия, проделанного пенетратором (прямо на циферблате прибора читается как число Роквелла), а отверстия, проделанные пенетратором, сравнительно малы, испытание чувствителен к ряду факторов:
- Любая пористость в работе приведет к ошибочным показаниям
- Проверяемая поверхность должна быть гладкой и чистой
- Проверяемая поверхность должна быть квадратной с пенетратором
- Образец для испытаний должен иметь хороший контакт с наковальней машины
- В неопределенных ситуациях следует провести ряд измерений
- Калибровка испытательных машин должна выполняться с частыми интервалами с использованием металлических мерок
Часто необходимо проводить испытания на твердость по Роквеллу на цилиндрических деталях, толщина которых недостаточна для небольшого плоского участка, необходимого для испытания. Если испытание невозможно провести на концах образца, его можно провести непосредственно на криволинейной поверхности с внесением поправки в показания твердости; поправка выше при использовании образцов меньшего диаметра и меньшей твердости. Показания по круговой работе всегда низкие, и к показаниям, полученным от испытательной машины, необходимо добавить «поправку на круговую работу».
Дура-Бар 65-45-12 | 65-45-12 Применение
Dura-Bar 65-45-12 ковкий чугун содержит шаровидный графит в матрице феррита с небольшим количеством перлита. Ферритная структура обеспечивает превосходную обрабатываемость с хорошим качеством поверхности наряду с оптимальной ударной вязкостью, усталостными свойствами, электропроводностью и высокой магнитной проницаемостью. Этот чугун имеет примерно такие же предел прочности на растяжение и предел текучести, что и сталь AISI 1020 в прокатанном состоянии. Эта спецификация соответствует классу ASTM A536 65-45-12. Загрузите краткое описание изделия из ковкого чугуна 65-45-12.
Связаться с нами
Микроструктура
Микроструктура состоит из шаровидного графита типов I и II, как определено в ASTM A247. Матрица представляет собой феррит с примерно 5–25% перлита. Край или обод будут иметь большее количество узлов и будут в основном ферритовыми. Карбиды холода будут составлять менее 5% в любом поле при 100-кратном увеличении и будут хорошо рассеяны.
Центральная область
100x, травление 5% Nital
Краевая область
100x, травление в 5% нитале
Реакция на термообработку
Dura-Bar 65-45-12 может подвергаться закалке в масле от 1600°F (885°C) до минимума C 50 по шкале Роквелла на внешней стороне стержня. Твердость в ядре будет меньше, чем твердость на внешних поверхностях. Ковкий чугун любой марки можно закалить и отпустить до твердости 50–55 Rc.
Этот сорт также хорошо реагирует на методы поверхностного упрочнения, такие как пламенная или индукционная термообработка. Он хорошо подходит для закалки из-за низкого содержания остаточного сплава, а высокоферритная матрица обеспечивает предсказуемый рост с минимальными тепловыми деформациями. Получите более подробную информацию, включая типичную кривую закалки Jominy, методы и время цикла, а также влияние температуры, загрузив Руководство по термообработке Dura-Bar.
Круглые
Диапазон размеров: от 1,500 до 26,560 дюймов
Литые круглые прутки изготавливаются для очистки до номинального размера. Дополнительный припуск добавляется, чтобы учесть некруглые и нормальные дефекты на отлитой поверхности. Припуск зависит от диаметра стержня – подробности см. в разделе Припуски на припуски. Доступны также другие виды отделки: бесцентровое шлифование и бесцентровое точение для приложений с жесткими допусками.
Прямоугольники/квадраты
Диапазон размеров прямоугольников: 2,150″ x 2,9″от 30″ до 20 000″ x 25 600″
Диапазон размеров Квадраты: от 2,180″ x 2,180″ до 21 000″ x 21 000″
Прямоугольники и квадраты в литом виде изготавливаются по фактическому размеру без добавления припуска на станок. Прямоугольники и квадраты отливаются в соответствии с фактическими размерами, а чистый припуск зависит от соотношения высоты и ширины. Подробную информацию см. в разделе «Припуски на склад». Прямоугольники и квадраты можно фрезеровать для получения более строгих допусков — см. «Услуги/Фрезерование» для получения подробной информации.
Химический состав
*Мишени из углерода и кремния указаны для каждого размера стержня, чтобы сохранить механические свойства. Магний добавляют в качестве модификатора для получения шаровидного графита.
| Element | Percentage |
|---|---|
| Carbon* | 3.50–3.90% |
| Silicon* | 2.25–3.00% |
| Manganese | 0.15–0.35% |
| Сера | 0,025% Макс. |
| Фосфор | Макс. 0,05% |
Механические свойства
Свойства твердости для различных диаметров приведены в таблице. Перечисленные свойства твердости являются минимальными и максимальными по стержню. Для прямоугольников, квадратов и фигур свойства твердости будут зависеть от минимальной и максимальной толщины сечения и будут предоставлены по запросу.
| Диапазон размеров | BHN | ||
|---|---|---|---|
| 1.000–2.000 | 25–51 | 156 | 217 |
| 2.001–3.000 | 51–76 | 153 | 207 |
| 3.001–6.000 | 76–152 | 143 | 207 |
| 6.001–20.000 | 152–508 | 131 | 207 |
Прочность на растяжение определяют на продольном испытательном образце, взятом из середины радиуса литого стержня. В стержнях диаметром менее 2,0 дюймов удлинение будет 9% минимум.
| Механические свойства | |
|---|---|