станины, зубчатые колеса и венцы, тормозные диски, муфты, кожухи, опорные катки, звездочки и другие детали, к которым предъявляются требования повышенной прочности и высокого сопротивления износу и работающие под действием статических и динамических нагрузок.
Химический состав
Химический элемент
%
Кремний (Si)
0. 20-0.52
Медь (Cu), не более
0.30
Марганец (Mn)
0.40-0.90
Никель (Ni), не более
0.30
Фосфор (P), не более
0.04
Хром (Cr), не более
0.30
Сера (S), не более
0.045
Механические свойства
Механические свойства в зависимости от температуры отпуска
t отпуска, °С
sB, МПа
d5, %
y, %
KCU, Дж/м2
HB
Отливки сечением 100 мм. Закалка 830 °С, масло.
200
1810
3
550
300
1670
2
3
6
500
400
1390
4
9
10
450
Механические свойства в сечениях до 100 мм
Термообработка, состояние поставки
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
HB
HRCэ
Нормализация 860-880 °С. Отпуск 600-630 °С.
320
550
12
20
29
Закалка 860-880 °С. Отпуск 550-600 °С.
400
600
10
20
24
Нормализация 860-880 °С. Отпуск 630-650 °С.
290
520
10
18
24
148-217
Закалка ТВЧ, низкий отпуск, охлаждение в воде.
42-56
Технологические свойства
Свариваемость
трудносвариваемая. Способ сварки: РДС. Необходим подогрев и последующая термообработка.
Обрабатываемость резанием
В отожженном состоянии при НВ 200 Ku тв.спл. = 1,1, Ku б.ст. = 0,7.
Склонность к отпускной способности
не склонна
Флокеночувствительность
не чувствительна
Температура критических точек
Критическая точка
°С
Ac1
725
Ac3
770
Ar3
720
Ar1
690
Предел выносливости
s-1, МПа
sB, МПа
s0,2, МПа
Термообработка, состояние стали
229
660
310
НВ 187
245
640
340
НВ 179
274
730
475
НВ 207
Физические свойства
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Плотность, pn, кг/см3
7800
Коэффициент теплопроводности Вт/(м ·°С)
68
55
36
32
Температура испытания, °С
20- 100
20- 200
20- 300
20- 400
20- 500
20- 600
20- 700
20- 800
20- 900
20- 1000
Коэффициент линейного расширения (a, 10-6 1/°С)
11.
6
Удельная теплоемкость (С, Дж/(кг · °С))
470
483
525
571
Литейные свойства
Линейная усадка, \%
1480-1490
Показатель трещиноустойчивости, Кт. у.
2.2-2.3
Жидкотекучесть, Кж.т.
0.8
Склонность к образованию усадочной раковины, Ку.р.
1.0
Склонность к образованию усадочной пористости, Ку.п.
1.2
[ Назад ]
Сталь 45Л / Evek
Сталь 08Л
Сталь 15Л
Сталь 20Л
Сталь 25Л
Сталь 30Л
Сталь 35Л
Сталь 40Л
Сталь 45Л
Сталь 50Л
Обозначения
Название
Значение
Обозначение ГОСТ кирилица
45Л
Обозначение ГОСТ латиница
45L
Транслит
45L
По химическим элементам
45
Описание
Сталь 45Л применяется: для изготовления отливок деталей работающих на износ; станин, зубчатых колес и венцов, тормозных дисков, муфт, кожухов, опорных катков, звездочек и других деталей, к которым предъявляются требования повышенной прочности и высокого сопротивления износу и работающих под действием статических и динамических нагрузок; отливок деталей горно-металлургического оборудования; отливок по выплавляемым моделям для авиастроения I группы — нагруженных деталей с определенными требованиями по плотности и механическим свойствам: высоконагруженных кронштейнов, герметичных корпусов приборов, рам гироскопов, стабилизаторов и т. д. и II группы — ненагруженных и малонагруженных деталей: колец, фланцев, соединительных деталей, негерметичных корпусов приборов и т. д.
Стандарты
Название
Код
Стандарты
Отливки со специальными свойствами (чугунные и стальные)
Твердые сплавы, металлокерамические изделия и порошки металлические
В56
ОСТ 107.750001.001-91
Классификация, номенклатура и общие нормы
В20
ОСТ 84-218-85
Сварка и резка металлов. Пайка, клепка
В05
РТМ 108.020.122-78
Химический состав
Стандарт
C
S
P
Mn
Si
Fe
KSt 81-033:2009
0. 42-0.5
≤0.04
≤0.04
0.45-0.9
0.2-0.52
Остаток
Fe – основа. Массовая доля содержания S и P указана для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках 2 и 3 групп, в кислой и основной мартеновской стали – см. таблицу 4а в ГОСТ 977-88.
Механические свойства
Сечение, мм
t отпуска, °C
sТ|s0,2, МПа
σB, МПа
d
y, %
KCU, кДж/м2
HB, МПа
HRC
Отливки сечением 100 мм. Закалка в масло с 830 °С
–
200
–
≥1810
–
–
–
≥550
–
Закалка ТВЧ + низкий отпуск, охлаждение в воде
–
–
–
–
–
–
–
–
42-56
Отливки сечением 100 мм. Закалка в масло с 830 °С
–
300
–
≥1670
≥2
≥3
–
≥500
–
Нормализация при 860-880 °C + отпуск при 630-650 °C
–
–
≥290
≥520
≥10
≥18
≥240
148-217
–
Отливки сечением 100 мм. Закалка в масло с 830 °С
–
400
–
≥1390
≥4
≥9
–
≥450
–
Отливки для судостроения. Нормализация при 860-890 °С + отпуск при 630-670 °С, охлаждение на воздухе
–
–
≥320
≥550
≥12
≥20
≥300
153-183
–
Отливки. Закалка на воздухе с 860-880 °С + отпуск при 600-630 °С, охлаждение на воздухе
100
–
≥392
≥589
≥10
≥20
≥245
–
–
Отливки. Нормализация при 860-880 °C + отпуск при 600-630 °C, охлаждение на воздухе
100
–
≥314
≥540
≥12
≥20
≥294
143-241
–
Описание механических обозначений
Название
Описание
sТ|s0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию – 0,2%
σB
Предел кратковременной прочности
d
Относительное удлинение после разрыва
y
Относительное сужение
KCU
Ударная вязкость
HB
Твёрдость по Бринеллю
HRC
Твёрдость по Роквеллу (индентор алмазный, сфероконический)
Физические характеристики
Температура
r, кг/м3
l, Вт/(м · °С)
a, 10-6 1/°С
С, Дж/(кг · °С)
0
7800
–
–
–
20
7800
–
–
–
100
–
68
116
470
200
–
55
–
470
400
–
36
–
483
500
–
32
–
–
300
–
–
116
–
600
–
–
–
525
800
–
–
–
571
Описание физических обозначений
Название
Описание
Е
Модуль нормальной упругости
G
Модуль упругости при сдвиге кручением
r
Плотность
l
Коэффициент теплопроводности
С
Удельная теплоемкость
Технологические свойства
Название
Значение
Свариваемость
Трудносвариваемая. Способ сварки: РДС. Необходим подогрев перед сваркой и последующая термообработка.
Склонность к отпускной хрупкости
Не склонна.
Флокеночувствительность
не чувствительна.
Обрабатываемость резаньем
В отожженном состоянии при НВ 200 Kn тв.спл.=1,1 Kn б.ст.=0,7.
Заварка дефектов
Заварка дефектов отливок после разделки осуществляется с предварительным и сопутствующим подогревом до 150-200 °C. При полуавтоматической сварке в среде углекислого газа применяется проволока Св-08Г2С диаметром 2 мм при силе тока 380-420 А. Заварка дефектов ручной сваркой осуществляется электродами типа Э50А (ГОСТ 9467) марки УОНИ-13/55. Перед механизированной заваркой крупных дефектов кромки выборок рекомендуется облицевать электродами указанных марок. Толщина слоя облицовки 8-10 мм. После заварки необходимо медленное охлаждение со скоростью 50 °C/ч.
Сталь 45Л применяется : для изготовления отливок рабочих органов на изнашивание; станины машин, шестерни и зубчатые венцы, тормозные диски, муфты сцепления, картеры, ролики, звездочки и другие детали, к которым предъявляются требования высокой прочности и высокой износостойкости при статических и динамических нагрузках; литье деталей горно-металлургического оборудования; литье по выплавляемым моделям для авиационной промышленности I группа — нагруженные изделия с особыми требованиями по плотности и механическим свойствам: высоконагруженные кронштейны, герметичные корпуса, каркасы гироскопов, стабилизаторов и т. д. и II группа — ненагруженные и малонагруженные детали, кольца, фланцы, фитинги, негерметичные приборные шкафы и т. д.
Стандарты
Наименование
Код
Стандарты
Отливки со специальными свойствами (чугун и сталь)
В83
КСт 81-033:2009, ТУ 4112-78269737-008-05
Отливки стальные
В82
ГОСТ 977-88, ОСТ 24.920.01-80, ОСТ 3-4365-79, ОСТ 1 80059-83, ОСТ 5Р.9285-95, ТУ 108.11.352-87, ТУ 108-23.45-88
Твердые сплавы, металлокерамические изделия и порошки, металл
В56
ОСТ 107.750001.001-91
Классификация, номенклатура и общие нормы
В20
ОСТ 84-218-85
Сварка и резка металлов. Пайка, клепка
В05
РТМ 108.020.122-78
Химический состав
Стандарт
С
С
Р
Мн
Си
Фе
КСт 81-033:2009
0,42-0,5
≤0,04
≤0,04
0,45-0,9
0,2-0,52
Остальное
Fe это основа. Массовая доля содержания S и P указана для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках групп 2 и 3, в кислой и основной мартеновской стали – см. таблицу 4а в ГОСТ 977-88.
Механические характеристики
Сечение, мм
t отпускания, °С
с Т |с 0,2 , МПа
σ B , МПа
д
г, %
кДж/м 2 , кДж/м 2
Число твердости по Бринеллю, МПа
HRc
Отливка сечением 100 мм Закалка в масло от 830 °С
–
200
–
≥1810
–
–
–
≥550
–
Закалка HDTV + низкий отпуск, охлаждение в воде
–
–
–
–
–
–
–
–
42-56
Отливка сечением 100 мм Закалка в масло от 830 °С
–
300
–
≥1670
≥2
≥3
–
≥500
–
Нормализация при 860-880 °С + отпуск при 630-650 °С
–
–
≥290
≥520
≥10
≥18
≥240
148-217
–
Отливка сечением 100 мм Закалка в масло от 830 °С
–
400
–
≥1390
≥4
≥9
–
≥450
–
Отливки для судостроения. Нормализация при 860-890°С + отпуск при 630-670°С, охлаждение на воздухе
–
–
≥320
≥550
≥12
≥20
≥300
153-183
–
Литье. Закалка на воздухе, 860-880°С + отпуск при 600-630°С, охлаждение на воздухе
100
–
≥392
≥589
≥10
≥20
≥245
–
–
Литье. Нормализация при 860-880°С + отпуск при 600-630°С, охлаждение на воздухе
100
–
≥314
≥540
≥12
≥20
≥294
143-241
–
Описание механических меток
Имя
Описание
Раздел
Секция
с Т | с 0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2%
о Б
Предел кратковременной прочности
д
Удлинение после разрыва
у
Относительное сужение
кДж/м 2
Прочность
HRc
Твердость по Роквеллу (индентор алмазный сфероконический)
Физические характеристики
Температура
р, кг/м3
л, Вт/(м · °С)
а, 10-6 1/°С
С, Дж/(кг·°С)
0
7800
–
–
–
20
7800
–
–
–
100
–
68
116
470
200
–
55
–
470
400
–
36
–
483
500
–
32
–
–
300
–
–
116
–
600
–
–
–
525
800
–
–
–
571
Описание физических символов
Имя
Описание
Е
Нормальный модуль упругости
Г
Модуль упругости при сдвиге и кручении
р
Плотность
л
Коэффициент теплопроводности
С
Удельная теплоемкость
Технологические свойства
Наименование
Значение
Свариваемость
Сложная свариваемость. Метод сварки: SMAW. Требует подогрева перед сваркой и последующей термической обработки.
Склонность к отпускной хрупкости
Нет.
Чувствительность к флоку
не чувствителен.
Возможность обработки резанием
В отожженном состоянии при 200 Кн НВ Тв.упр.=1,1 Кн б.ст.=0,7.
Дефект сварки
Заварку дефектов отливок после резки проводят с предварительным и сопутствующим подогревом до 150-200 °С. для полуавтоматической сварки в среде углекислого газа применяют сварочную проволоку СВ-08Г2С диаметром 2 мм при силе тока 380-420 А. Заварку дефектов ручной сваркой выполняют электродами типа Э50А (ГОСТ 9467) марки УОНИ-13/55. Перед механизированной заваркой крупных дефектов кромок образцов рекомендуется покрыть электродами этих марок. Толщина облицовочного слоя 8-10 мм. После сварки следует медленное охлаждение со скоростью 50 °С/ч.
45 л ( 45 л, 45 )
(495) (495)
Металлы -> Стальное литье -> Стальное литье общего назначения
Material :
45L ( 45L, 45 )
Substitute:
35, 55, 50, 40
Classification :
Casting steel for general purposes
Химический состав в % от материала 45L (45L, 45).
С
Си
Mn
Ni
S
P
Cr
Cu
0.42 – 0.5
0.2 – 0.52
0.4 – 0.9
max 0.3
max 0.045
max 0.04
max 0.3
max 0.3
Температура критических точек класса 45L (45L, 45).
AC 1 = 725, AC 3 (AC M ) = 770, AR 3 (ARC M) = 770, AR 3 (ARC M0).
Механические свойства при =20 o материала 45L (45L, 45).
Ассортимент
Размер
Прямой.
с
с Т
д 5
г
ККУ
Термическая обработка
–
мм
–
9 МПа0697 MPa
%
%
kJ / m 2
–
Casting
to 100
550
320
12
20
290
Нормализация 860 – 880 O C, RAST 600 – 630 O C, 9. 9. 9. 9.888.0013
Твердость Brinell материала 45L (45L, 45),
HB 10 -1 = 143 – 241 MPA
74 = 143 – 241 МПа
99 = 143 – 241 МПа
9999. 9069. ).
T
E 10 – 5
a 10 6
l
r
C
R 10 9
Grade
MPa
1/Grade
Watt/(mGrade)
kg/m 3
J/(kgGrade)
Ohmm
20
7800
100
11. 6
68
470
200
55
0697 483
300
400
36
525
0018
500
32
600
571
T
8880017 E 10 – 5
a 10 6
l
r
C
R 10 9
Technological properties из материала 45л ( 45л, 45 ) .
Свариваемость:
трудносвариваемость.
Хлопья:
не предрасположенные
Отпускная хрупкость:
не предрасположенная
Технологические свойства материала 45Л (45Л, 45).
Linear shrinkage, % :
2.2 – 2.3
Specification :
Mechanical properties :
s
– Прочность на растяжение, [MPA]
S T
– Учителю, [MPA]
D 9018 9016. 9018 9016. ]
y
– Reduction of area , [ % ]
KCU
– Impact strength , [ kJ / m 2 ]
HB
– Brinell hardness , [MPa]
Physical properties :
T
– Test temperature , [Grade]
E
– Young modulus , [ МПа]
a
– Коэффициент линейного расширения
(диапазон 20 o – T ) , [1/Класс]
l
– Коэффициент теплового (теплового) состояния , [Ватт/(мКласс)]
r
– Плотность, [кг/м 3 ]
C
– Удельная теплоемкость
( range 20 o – T ), [J/(kgGrade)]
R
– Electrical resistance , [Ohmm]
Weldability :
without ограничения
– сварка производится без подогрева и последующей термообработки
ограниченная свариваемость
– возможна сварка с подогревом до 100-120 градусов и последующей термообработкой -300 класс; термообработка и отжиг
База данных сталей и сплавов (Марочник) содержит информацию о химическом составе и свойствах 1500 сталей и сплавов (нержавеющая сталь, легированная сталь, углеродистая сталь, конструкционная сталь, инструментальная сталь, чугун, алюминиевый сплав, титановый сплав, медный сплав, никелевый сплав).
 20-0.52
20-0.52 Отпуск 600-630 °С.
Отпуск 600-630 °С. 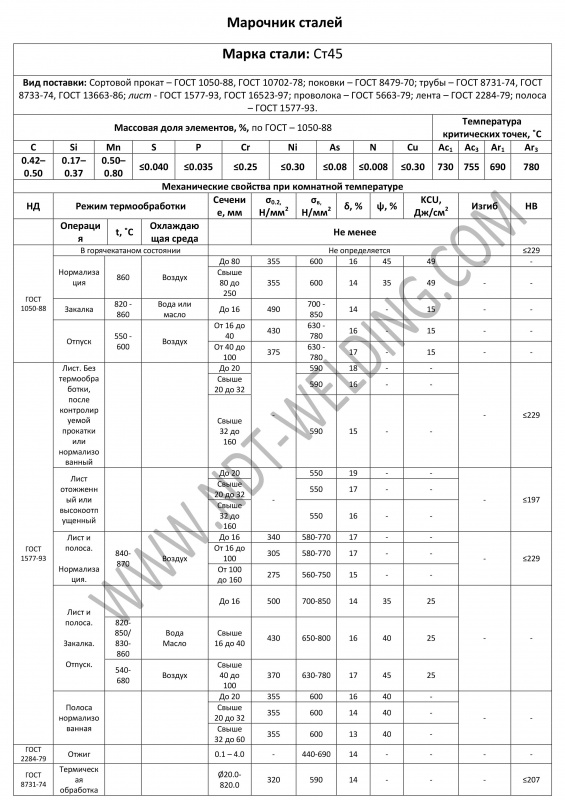
 у.
у. д. и II группы — ненагруженных и малонагруженных деталей: колец, фланцев, соединительных деталей, негерметичных корпусов приборов и т. д.
д. и II группы — ненагруженных и малонагруженных деталей: колец, фланцев, соединительных деталей, негерметичных корпусов приборов и т. д. 42-0.5
42-0.5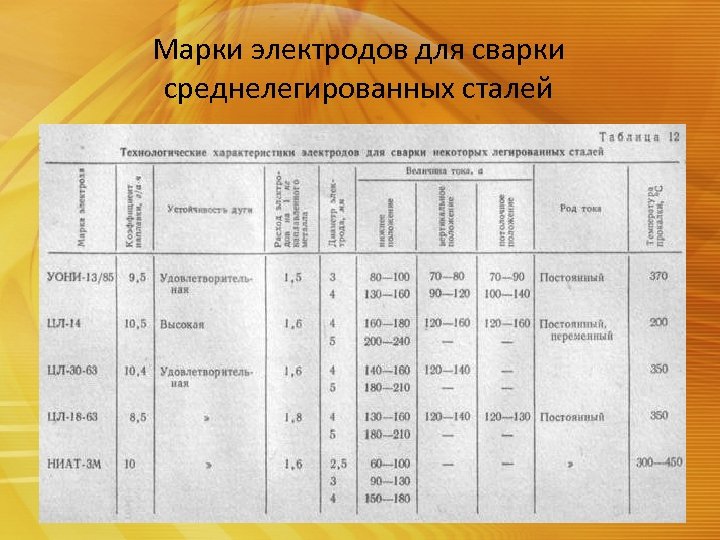 Закалка в масло с 830 °С
Закалка в масло с 830 °С Нормализация при 860-880 °C + отпуск при 600-630 °C, охлаждение на воздухе
Нормализация при 860-880 °C + отпуск при 600-630 °C, охлаждение на воздухе Способ сварки: РДС. Необходим подогрев перед сваркой и последующая термообработка.
Способ сварки: РДС. Необходим подогрев перед сваркой и последующая термообработка.
 д. и II группа — ненагруженные и малонагруженные детали, кольца, фланцы, фитинги, негерметичные приборные шкафы и т. д.
д. и II группа — ненагруженные и малонагруженные детали, кольца, фланцы, фитинги, негерметичные приборные шкафы и т. д.
 Нормализация при 860-890°С + отпуск при 630-670°С, охлаждение на воздухе
Нормализация при 860-890°С + отпуск при 630-670°С, охлаждение на воздухе Метод сварки: SMAW. Требует подогрева перед сваркой и последующей термической обработки.
Метод сварки: SMAW. Требует подогрева перед сваркой и последующей термической обработки.

 9. 9. 9.888.0013
9. 9. 9.888.0013 6
6 
 9018 9016. ]
9018 9016. ]