Сталь а2: Сталь А2 / Auremo
alexxlab | 21.04.2023 | 0 | Разное
Сталь А2 / Auremo
Сталь А4 Сталь 76Ф Сталь 76ХСФ Сталь 76Ц (М76Ц) Сталь 78ХСФ Сталь 90АФ (Э90АФ) Сталь А1 (А0) Сталь А2 Сталь А3 Сталь 76ВТ (М76ВТ) Сталь колесная 1 Сталь колесная 2 Сталь колесная 3 Сталь М75 Сталь Н50 Сталь ОС Сталь ПТ70 Сталь Т60 Сталь 70 (М70) Сталь 2 Сталь 3 Сталь 3Гпс Сталь 4 Сталь 54 (М54) Сталь 5Гпс Сталь 63 (К63) Сталь 68 (М68) Сталь 76Т Сталь 73В (М73В) Сталь 73Т (М73Т) Сталь 73Ц (М73Ц) Сталь 74 (М74) Сталь 74Т (М74Т) Сталь 74Ц (М74Ц) Сталь 76 (М76) Сталь 76В (М76В)
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | А2 |
| Обозначение ГОСТ латиница | A2 |
| Транслит | A2 |
| По химическим элементам | – |
Описание
Сталь А2 применяется: для изготовления прокатанных и кованых заготовок квадратного или круглого сечения предназначенных для производства осей локомотивов, электропоездов, дизель- и электропоездов, вагонов железных дорог и вагонов метрополитена железных дорог.
Примечание
Сталь нелегированная.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Бандажи. Колеса. Оси | В41 | ГОСТ 30272-96, ГОСТ 31334-2007 |
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Fe | Cu | V | Mo |
|---|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 31334-2007 | ≤0.5 | ≤0.04 | ≤0.04 | ≤1.2 | ≤0.3 | ≤0.5 | Остаток | ≤0.3 | ≤0.05 | ≤0.08 |
Fe – основа.
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d5, % | кДж/м2, кДж/м2 |
|---|---|---|---|---|
Сталь А2. Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим N: Нормализация или Нормализация + Отпуск Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим N: Нормализация или Нормализация + Отпуск | ||||
| ≥360 | 600-750 | ≥17 | ≥196 | |
| Сталь А2. Оси тяговых и прицепных вагонов по ГОСТ 31331-2007, ИСО 105-3-82. Режим Т: Закалка + Отпуск | ||||
| ≥390 | 620-770 | ≥19 | ≥245 | |
Описание механических обозначений
| Название | Описание |
|---|---|
| Сечение | Сечение |
| sТ|s0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию – 0,2% |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| кДж/м2 | Ударная вязкость |
Официальный партнер концерна BRALO | Россия
/ Вытяжная заклепка Bralo нержавеющая сталь
/ Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2
/
Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003208, 3. 2х8×6.2 мм.
2х8×6.2 мм.
10.43 ₽
Артикул
01260003208
Кол-во в упаковке, шт
500
Бортик
стандартный
Гильза
нержавеющая сталь А2
Стержень
нержавеющая сталь А2
Тип
заклепка вытяжная
Диаметр гильзы d1, мм
3.2
Диаметр бортика d2, мм6.2
Длина гильзы L, мм
8
Толщина бортика K, мм
1.00
Диаметр стержня W, мм
2. 10
10
Длина рабочей зоны отрывного стержня M, мм
30.0
Длина гильзы I, мм
9.60
Толщина пакета материалов E, мм
3.0 – 5.0
Диаметр сверления, мм
3.30
Срез, Н
2500
Разрыв, Н
2750
Возможность окраски в цвета по шкале RAL
да
Возможность соединения различных материалов
да
Высокая степень сжатия соединяемых материалов
да
Применение
Навесные фасадные системы, фургоны, системы кондиционирования
Стандарт
UNE-EN ISO 15983
Вся представленная на сайте информация, касающаяся технических
характеристик, наличия на складе, стоимости товаров, носит
информационный характер и ни при каких условиях не является публичной
офертой.
Доступные варианты
| Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003006, 3х6×6.2 мм. | |||||||||||||||||||||||
| 01260003006 | 500 | стандартный | нержавеющая сталь А2 | нержавеющая сталь А2 | заклепка вытяжная | 3,0 | 6,2 | 6 | 1,00 | 1,90 | 30,0 | 7,60 | 1,0 – 3,0 | 3,10 | 2300 | 2750 | да | да | да | Навесные фасадные системы, фургоны, системы кондиционирования | UNE-EN ISO 15983 | 9.71₽ | |
| Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003008, 3х8×6.2 мм. | |||||||||||||||||||||||
| 01260003008 | 500 | стандартный | нержавеющая сталь А2 | нержавеющая сталь А2 | заклепка вытяжная | 3.0 | 6.2 | 8 | 1.00 | 1.90 | 30.0 | 9.60 | 3.0 – 5.0 | 3.10 | 2300 | 2750 | да | да | да | Навесные фасадные системы, фургоны, системы кондиционирования | UNE-EN ISO 15983 | 9. 93₽ 93₽ | |
| Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003010, 3х10×6.2 мм. | |||||||||||||||||||||||
| 01260003010 | 500 | стандартный | нержавеющая сталь А2 | нержавеющая сталь А2 | заклепка вытяжная | 3.0 | 6.2 | 10 | 1.00 | 1.90 | 30.0 | 11.60 | 5.0 – 7.0 | 3.10 | 2300 | 2750 | да | да | да | Навесные фасадные системы, фургоны, системы кондиционирования | UNE-EN ISO 15983 | 10.42₽ | |
| Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003206, 3.2х6×6.2 мм. | |||||||||||||||||||||||
| 01260003206 | 500 | стандартный | нержавеющая сталь А2 | нержавеющая сталь А2 | заклепка вытяжная | 3.2 | 6.2 | 6 | 1.00 | 2.10 | 30.0 | 7.60 | 1.0 – 3.0 | 3.30 | 2500 | 2750 | да | да | да | Навесные фасадные системы, фургоны, системы кондиционирования | UNE-EN ISO 15983 | 10. 42₽ 42₽ | |
| Заклепка Bralo вытяжная нержавеющая сталь стандартный бортик А2 01260003210, 3.2х10×6.2 мм. | |||||||||||||||||||||||
| 01260003210 | 500 | стандартный | нержавеющая сталь А2 | нержавеющая сталь А2 | заклепка вытяжная | 3.2 | 6.2 | 10 | 1.00 | 2.10 | 30.0 | 11.60 | 5.0 – 7.0 | 3.30 | 2500 | 2750 | да | да | да | Навесные фасадные системы, фургоны, системы кондиционирования | 11.66₽ | ||
Описание
Заклепка Bralo вытяжная нержавеющая сталь 3.2x8x6.2 стандартный бортик А2 01260003208
Нержавеющие вытяжные заклепки Bralo с стандартным бортиком предназначены для использования, когда очень важно не допустить образования коррозии в соединениях.
В производстве используется нержавеющая сталь двух видов: A2 с оптимальным соотношением технических показателей и A4 с повышенными антикоррозийными свойствами и устойчивостью к природным и химическим агрессивным средам (например, кислотам, хлору и др. ).
).
Данный тип расходного материала для крепления (клепальная гайка) широко используется на предприятиях, связанных с химической промышленностью, а также на заводах пищевой промышленности, одним словом там, где необходимы особые меры по сохранности оборудования.?
?
A2 углеродистая сталь • Альфа -нож. Сосредство
Информация о стали
Результаты фильтра по толщине
.040 ″
.060 ″
.080 ″
.100 ″
.120 ″
.140 ″
. .180″
.200″
.220″
.240″
.260″
| Description | Thick | Len | Wid | Price | Qty | Stock |
|---|
A2 углеродистая сталь, HRDA | .100. A2 Carbon Steel, HRDA | .100 in | 11.6 in | 1.5 in | $10.60 | ✓ | BSA2-0100-116015 | 10 | |||
A2 Carbon Steel, HRDA | .100 in | 23.5 in | 1.5 in |  50″ data-sort-value=”21.50″> $21.50 50″ data-sort-value=”21.50″> $21.50 | ✓ | BSA2-0100-235015 | 14 | ||||
A2 Carbon Steel, HRDA | .100 in | 11.6 in | 1.6 in | $11.30 | ✓ | BSA2-0100-116016 | 2 | ||||
A2 Carbon Steel, HRDA |  100 in” data-label=”Thick”> .100 in 100 in” data-label=”Thick”> .100 in | 11.6 in | 2.0 in | $14.20 | ✓ | BSA2-0100-116020 | 10 | ||||
A2 Carbon Steel, Flat Ground | .110 in | 11.6 in | 2.0 in | $23.00 | ✓ | BSA2-0110-116020G | 2 | ||||
A2 Carbon Steel, HRDA | .100 in | 23.5 in | 2.0 in | $28.70 | ✓ | BSA2-0100-235020 | 9 | ||||
A2 Carbon Steel, HRDA | .100 in | 11.6 in | 2.4 in | $17.00 | ✓ | BSA2-0100-116024 | 1 | ||||
A2 Carbon Steel, HRDA | .100 in | 23.5 in | 5.6 in | $80.20 | ✓ | BSA2-0100-235056 | 1 | ||||
A2 Carbon Steel , HRDA | .100 in | 23.5 in | 11.6 in | $166.20 | ✓ | BSA2-0100-235116 | 2 |
 10″>
10″> 70″>
70″> 20″>
20″>A2 Carbon Steel, HRDA | .162 in | 23.5 in | 11.5 in | $267.00 | ✓ | BSA2-0162-235115 | 2 |
 00″>
00″>A2 Carbon Steel, HRDA | .210 in | 11. 6 in 6 in | 1.2 in | $17.80 | ✓ | BSA2-0210-116012 | 2 | |||
A2 Carbon Steel, HRDA | .210 in | 11.6 in | 1.5 in | $22.30 | ✓ | BSA2-0210-116015 | 6 | |||
A2 Carbon Steel, HRDA | .210 in | 23.5 in | 1.5 in | $45.10 | ✓ | BSA2-0210-235015 | 6 | |||
A2 Carbon Steel, HRDA | .210 in | 11.6 in | 2.0 in | $29.70 | ✓ | BSA2-0210-116020 | 9 | |||
A2 Carbon Steel, HRDA | .210 in | 23.5 in | 2.0 in | $60.20 | ✓ | BSA2-0210-235020 | 10 | |||
A2 Carbon Steel, HRDA | .210 in | 23.5 in | 6.0 in | $180.60 | ✓ | BSA2-0210-235060 | 2 | |||
A2 Carbon Steel , HRDA | .210 in | 23.5 in | 11.6 in | $349.10 | ✓ | BSA2-0210-235116 | 2 |
 10″>
10″>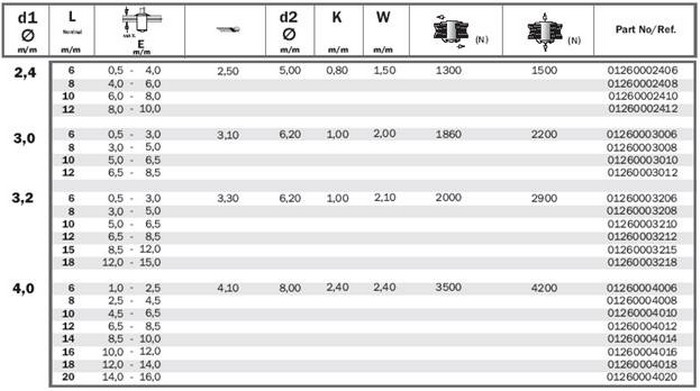 20″>
20″> 10″>
10″> Состояние:
Этот сплав правильно отожжен и находится в мягком состоянии. Вам не нужно делать никаких нестандартных расточительных процессов перед термообработкой. Сталь должна быть подвергнута термической обработке, чтобы перейти в закаленное состояние. Следуйте рецепту термообработки, и сталь затвердеет.
Оценки:
29 = максимальная прочность
33 = максимальная устойчивость к краям
Шкала оценок от 0 до 100, 0 — минимум, 100 — максимум. Рейтинги – это максимальный потенциал сплава. Термическую обработку до максимального значения не рекомендую. Выберите рецепт термической обработки, который приводит к нужным вам свойствам.
Рейтинги – это максимальный потенциал сплава. Термическую обработку до максимального значения не рекомендую. Выберите рецепт термической обработки, который приводит к нужным вам свойствам.
Спасибо доктору Ларрину Томасу за все проведенные им анализы и предоставленную информацию. Купите его книгу Knife Engineering , чтобы узнать больше о изготовлении ножей.
Сравнительная таблица сплавов:
Описание:
Высокоуглеродистая легированная сталь. A2 известен очень острым лезвием. Хром обеспечивает некоторую коррозионную стойкость.
Мы не раскрываем завод, на котором производится этот сплав. Завод расположен в Европе и имеет очень жесткие допуски на производимые сплавы.
Плоская шлифовка:
Любой сплав, в описании которого указано «Плоская шлифовка», был шлифован по Бланшару. Наши допуски на плоское шлифование составляют +-.001” на 12” . Вы можете определить шлифовку Бланшара по круговым шлифовальным кругам. Не вводите в заблуждение другими описаниями. Другие пытаются выдать менее точные виды шлифования с меньшими допусками за плоское шлифование. Вот почему мы вызываем наши допуски.
Не вводите в заблуждение другими описаниями. Другие пытаются выдать менее точные виды шлифования с меньшими допусками за плоское шлифование. Вот почему мы вызываем наши допуски.
Источники информации:
Существует множество источников информации о производстве ножей. Некоторые источники, такие как доктор Ларрин Томас из Нож Steel Nerds , отличные. Другие источники не столь заслуживают доверия. Важно проверить ваши источники информации. Будьте осторожны с любым, кто говорит, что способ термической обработки 1095 или O1 заключается в нагревании до немагнитного состояния и закалке в отработанном моторном масле. Любой, кто публикует такую информацию, не заслуживает доверия. Когда это возможно, мы используем информацию от производителей и отраслевых экспертов.
Технический паспорт:
Bohler A2 Технический паспорт
Тигель A2 Технический паспорт
🔥 A2 Информация о термообработке:
Предварительный нагрев: Нагреть до 1100-1250°F, выровнять температуру, затем до 1350-1450°F. Выровняйте температуру.
Выровняйте температуру.
Аустенизация: 1750-1800°F, выдержка при температуре 30-45 минут.
Закалка: Закалка плитой, воздухом или избыточным давлением до температуры ниже 125°F.
Температура: Не менее двух раз при 400-1000°F в течение минимум 2 часов каждый раз. Остудить до комнатной температуры между температурами.
Криогенная обработка: После первого отпуска может улучшиться долговременная стабильность размеров за счет преобразования остаточного аустенита. Любая криогенная обработка должна сопровождаться отпуском.
Используйте приведенный ниже график для выбора температуры:
Химический состав A2
- Нажмите на кнопку ниже, чтобы узнать химический состав приобретенной вами стали.
- Вам потребуется ввести трехзначный код, написанный красными буквами на вашей стали.
- Если вы не видите красных букв на стали, ваш конкретный химический состав отсутствует в системе.

.
CRA: холоднокатаная отожженная
Холоднокатаная отожженная сталь имеет очень хорошую отделку. Поверхность яркая и гладкая. Он может быть темнее на краях листа, демонстрируя некоторую тепловую окраску от отжига. Холоднокатаные сплавы имеют минимальное биение. Сталь отожженная (мягкая).
CRHT: Холоднокатаный, термообработанный
Холоднокатаный термообработанный относится только к одному сплаву, который мы продаем, 15N20. Сталь подвергается термообработке примерно до HRC 45. Этот сплав широко используется для изготовления ленточных пил на лесопильных заводах. Заводы предпочитают, чтобы сталь подвергалась термообработке.
Несмотря на то, что 15N20 в CRHT подвергается термообработке, с ним легко работать инструментами для металлообработки. При сверлении 15Н20 важно поддерживать постоянное давление и использовать смазку.
ЭШП: Электрошлаковый переплав
Электрошлаковый переплав — это процесс переплавки и рафинирования стали. В результате получаются очень чистые сплавы.
В результате получаются очень чистые сплавы.
FG: Плоская поверхность
Согласно определению AKS, плоская поверхность не должна превышать 0,001 дюйма на 12 дюймах.
FGHT: плоская шлифованная термообработанная
HRA: горячекатаная отожженная
Горячекатаная отожженная сталь имеет прокатную окалину и грязь на поверхности стали. Окалина легко удаляется травлением, если вы никуда не торопитесь. Сталь отожженная (мягкая).
HRD: горячекатаный прокат с удалением окалины отжиг
HRPA: горячий раскатанный маринованный отжиг
PESR: РЕМЛЕТ ЭЛЕКТРОЛАГИИ ДЕЙСТВИЯ
PG: Precision Ground
.
PM: Металлургия частиц
Сплавы, использующие процессы металлургии частиц, изготавливаются из порошкового металла. Порошок помещают в банку и прессуют в твердую заготовку на горячем изостатическом прессе.
Наша политика в отношении файлов cookie. Используя этот сайт, вы соглашаетесь на использование файлов cookie для аналитики, персонализированного контента и рекламы. Отклонить
Используя этот сайт, вы соглашаетесь на использование файлов cookie для аналитики, персонализированного контента и рекламы. Отклонить
A2 против O1 Инструментальная сталь
Отличный вопрос от Брайана:
Мой вопрос касается инструментальной стали. Собираюсь приобрести плечевой рубанок Veritas и впервые стою перед выбором между сталью A2 и O1. Я понимаю, что A2 — более твердая сталь, преимущество которой заключается в том, что она дольше удерживает лезвие, а в том, что ее труднее затачивать. Я понимаю, что сталь O1 мягче, что позволяет легче затачивать до более острой кромки, но она быстрее тупится. Не могли бы вы подтвердить, насколько это возможно, что я прав в своем понимании.
Во-вторых, не могли бы вы сообщить мне, какую сталь вы бы выбрали и почему? Я склоняюсь к более мягкой стали (в моем понимании О1), потому что я понимаю, что ее легче заточить до острого края. Я не собираюсь катать на этом самолете много миль, поэтому более частая заточка не будет для меня большой нагрузкой.
Спасибо за ваш вклад. Я продолжаю получать удовольствие от сайта и The Guild.

Привет, Брайан. Вы совершенно правильно понимаете разницу между сталями А2 и О1. В целом, O1 имеет более острую кромку и его легче затачивать. Но он также быстрее тупится и требует более частой заточки. Для заточки стали A2 требуется немного больше усилий, но в награду вы получаете более прочную кромку, которая прослужит дольше.
Как человек, который использует много экзотических пород дерева и не любит затачивать больше, чем мне, я предпочитаю A2. Когда я точу, это обычно превращается в дело на целый день. Так что независимо от того, использую ли я A2 или O1, я все еще запутался и все еще трачу часы на то, чтобы все мои инструменты были подготовлены и готовы к работе. A2 просто гарантирует, что я не буду делать это так часто. То, что вы выбираете, действительно зависит от личных предпочтений.
Сейчас я ни в коем случае не эксперт в инструментальной стали, поэтому я подумал, что я пойду к тому, кто для более подробного ответа.
Для наших лезвий из высокоуглеродистой стали HOCK TOOLS использует AISI (Американский институт чугуна и стали) O1, простую высокоуглеродистую инструментальную сталь с очень небольшим добавлением к сплаву железа и стали, кроме 1,1% марганца. Эта щепотка марганца позволяет стали упрочняться закалкой в масле («О» в слове O1 означает «масло»). Масло отводит тепло медленнее, чем вода, уменьшая тепловой удар, возникающий при погружении раскаленной до оранжевого цвета стали в воду. Уменьшение этого теплового удара сводит к минимуму риск растрескивания или деформации закаленной детали. В таком простом сплаве, как O1, содержащем так мало легирующих элементов, закаленная зернистая структура настолько мелкая, насколько это возможно, что позволяет проводить хонингование до максимально острой кромки.
AISI A2 отличается от O1 добавлением 5 % хрома и 1,1 % молибдена, что позволяет проводить закалку на неподвижном воздухе («A» для воздуха). инструментальная сталь вязкая и трудно затачивается, умеренное количество хрома в A2 улучшает ее ударную вязкость и стойкость к истиранию, но придает лишь небольшую меру коррозионной стойкости (как и высокоуглеродистая сталь, она будет ржаветь, и необходимо соблюдать соответствующие меры предосторожности). Но есть компромисс. Во время термической обработки добавка хрома соединяется с некоторым количеством углерода в сплаве с образованием карбидов хрома: прочных твердых частиц, рассеянных по стали. Эти карбиды вносят основной вклад в знаменитое сохранение режущей кромки A2. Однако при термической обработке карбиды хрома могут увеличиваться в больших размерах. Достаточно большой, чтобы повлиять на вашу способность заточить лезвие настолько близко к нулевому радиусу, насколько вы захотите. И эти карбиды удерживаются на месте с меньшей силой, чем остальная часть стальной матрицы, что может позволить им выскочить под нагрузкой при хонинговании или резке, оставляя небольшой зазор на кромке.
Но есть компромисс. Во время термической обработки добавка хрома соединяется с некоторым количеством углерода в сплаве с образованием карбидов хрома: прочных твердых частиц, рассеянных по стали. Эти карбиды вносят основной вклад в знаменитое сохранение режущей кромки A2. Однако при термической обработке карбиды хрома могут увеличиваться в больших размерах. Достаточно большой, чтобы повлиять на вашу способность заточить лезвие настолько близко к нулевому радиусу, насколько вы захотите. И эти карбиды удерживаются на месте с меньшей силой, чем остальная часть стальной матрицы, что может позволить им выскочить под нагрузкой при хонинговании или резке, оставляя небольшой зазор на кромке.
A2 — одна из сталей, хорошо поддающихся криогенной обработке. Эта экстремально холодная обработка (-320°F) по существу завершает первоначальную закалку, повышая ударную вязкость стали без какого-либо снижения твердости. Вы получаете повышенную износостойкость без увеличения хрупкости, поэтому лезвие, прошедшее криогенную обработку, будет дольше сохранять свою остроту.