Сталь горячекатаная арматурная сталь гост: Библиотека государственных стандартов
alexxlab | 26.11.1986 | 0 | Разное
Сталь горячекатаная ГОСТ 5781-82
Сталь горячекатаная для армирования железобетонных конструкций ГОСТ 5781-82. Технические условия
Область применения
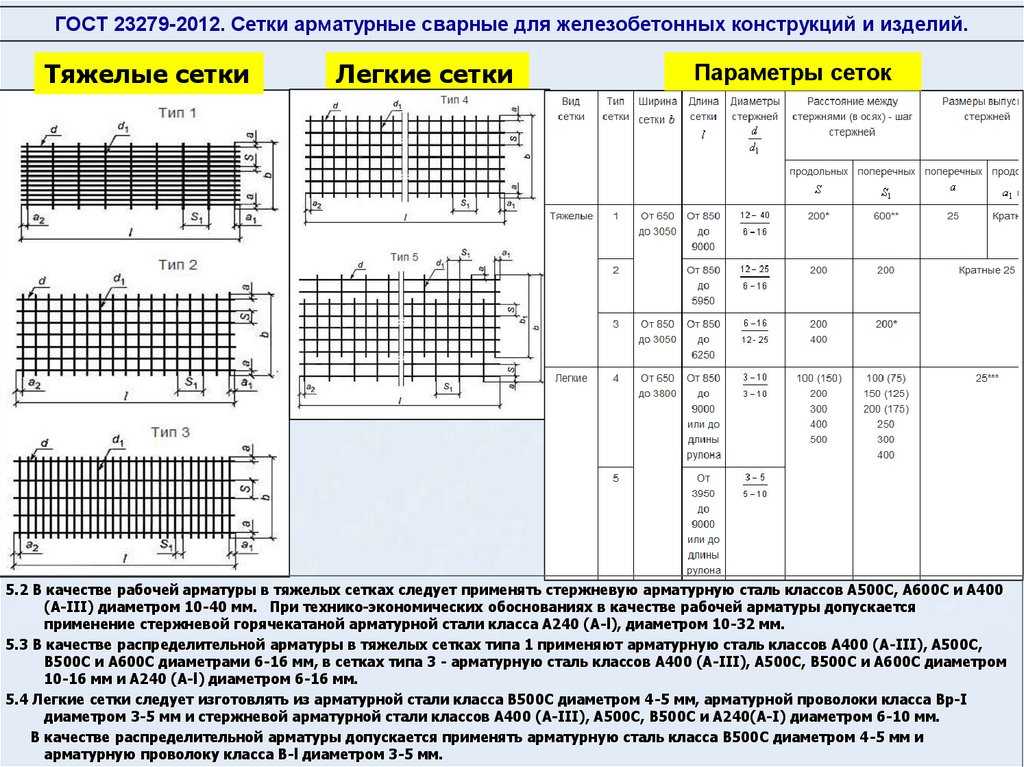
Стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
Классификация
Арматурная сталь изготовляется:
- класса А-I – гладкой;
- класса А-II, А-III, А-IV, A-V, A-VI – периодического профиля.
Арматурную сталь изготавливают из углеродистой и низколегированной стали марок, указанных в таблице:
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| А-I (А240 ) | 6–40 | Ст3кп, Ст3пс, Ст3сп |
| A-II (А300) | 10–40 | Ст5сп, Ст5пс |
| 40–80 | 18Г2С | |
| Ac-II (Ас300) | 10–32 | 10ГТ |
| (36–40) | ||
| A-III (А400) | 6–40 | 35ГС, 25Г2С, 32Г2Рпс |
| 6–22 | ||
| A-IV (А600) | 10–18 | 80С |
| (6–8) | ||
| 10–32 | 20ХГ2Ц | |
| (36–40) | ||
| A-V (А800) | (6–8) | 23Х2Г2Т |
| 10–32 | ||
| (36–40) | ||
| A-VI (А1000) | 10–22 | 22Х2Г2Ю, 22Х2Г2Р, 20Х2Г2СР |
Пример условного обозначения
Арматурная сталь диаметром 12 мм, класса А- I (А-240):
12 – А-I ГОСТ 5781-82
Арматурная сталь классов А-I (А240) и А-II (А-300) диаметром до 12 и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, а больших диаметров – в стержнях.
Стержни изготавливают длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
- немерной длины.
В партии немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
Масса стержневой арматуры
| Номер профиля (номинальный диаметр стержня d) | Площадь поперечного сечения, см2 | Масса 1 м профиля | |
| Теоретическая, кг | Предельные отклонения, % | ||
| 6 | 0,283 | 0,222 | +9,0 -7,0 |
| 8 | 0,503 | 0,395 | |
| 10 | 0,785 | 0,617 | +5,0 -6,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0 -5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | +3,0 -5,0 |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 -4,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 -4,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
Примечание: вероятность обеспечения массы 1 м должна быть не менее 0,9
Сталь горячекатаная ГОСТ 5781-82
скачать
ГОСТ 5781-75 Сталь горячекатаная для армирования железобетонных конструкций
Текст ГОСТ 5781-75 Сталь горячекатаная для армирования железобетонных конструкций
>ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| Зжнен Гостом № о/ м.

Настоящий стандарт распространяется на горячекатаную круглую сталь гладкую и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (сте|ржне®ую арматурную сталь).
В части норм химического состава низколегированных сталей ставдарт распространяется также на слитки, блюмсы и заготовки.
Примечание. В обозначение арматурной стали класса A-II специального назначения добавляется индекс «с»: Ас-П.
1.2. Стержневая арматурная сталь изготовляется в /прутках или мотках. Сталь класса A-I изготовляется круглой гладкой, классов А-П, А-Ш, A-IV и A-V — периодического профиля.
1.3. Номера профилей, номинальные диаметры круглых стрежней гладких или периодического профиля (dH), площади их поперечного сечения, а также масса 1 м длины профиля и допускаемые отклонения по массе должны соответствовать указанным в табл. 1.
Издание официальное
Перепечатка воспрещена
Переиздание.
 Июнь 1977 г.
Июнь 1977 г.& Издательство стандартов, 1978
Стр. 2 ГОСТ 5781—75
Таблица 1
Номер профиля (номинальный диаметр стержня, dB, мм) | Площадь поперечного сечения, стержня, см3 | Масса 1 м | |
Теоретическая, кг | Доускасмое отклонение. % | ||
6 | 0.283 | 0,222 | + 10 |
7 | 0,385 | 0,302 | —9 |
8 | 0.503 | 0,395 | |
10 | 0,785 | 0.617 | +5.5 |
12 | 1,13V | 0,888 | —7 |
14 | 1,54 | 1.21 | + 4 |
16 | 2,01 | 1,58 | —6 |
18 | 2,54 | 2,0 | +3,5 |
20 | ЗИ4 | 2,47 | —5,5 |
22 | 3,80 | 2,98 | |
25 | 4,91 | 3,85 | +3 |
28 | 6,16 | 4. | —5 |
32 | 8Д4 | 6,31 | |
36 | 10,18 | 7,99 | |
40 | 12,57 | 9.87 | |
45 | 15,90 | 12,48 | |
50 | 19,63 | 15,41 | + 2 л |
55 | 23,76 | 18,65 | |
60 | 28,27 | 22,19 | ■ 1 4 |
70 | 38,48 | 30,21 | |
80 | 50,27 | 39,46 |
 83
83Примечания:
1. Допускаемые отклонения по массе 1 м для профилей номер 6 и 7 являются факультативными до 1 января. 1979 г.
2. Допускаемые отклонения по массе 1 м для профиля номер 8 приведены для стержней периодического профиля, для круглого профиля — по ГОСТ 2590—71.

1.3Л. Масса 1 и профиля вычислена по номинальным размерам при плотности стали 7,85 г/см3
1.3.2. Номинальные диаметры стержней периодического профиля соответствуют номинальным диаметрам равновеликих <по площади поперечного сечения круглых гладких стежней.
1.4. Предельные отклонения диаметра круглых гладких стержней должны соответствовать ГОСТ 2590—71 для обычной точности прокатки.
1.5. Арматурная сталь периодического профиля представляет собой круглые стержни с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для стержней диаметром 6—8 мм допускаются выступы, идущие по дьухзаходной винтовой линии.
1.6. Стержни арматурной стали класса А-П, изготовляемые в обычном исполнении, профилем, -показанным на че>рт. 1а, и специального назначения (Лс-П) улучшенным профилем, показанным на черт. 2а, должны иметь выступы, идущие по винтовым линиям с одинаковым заходам на обоих сторонах стержня.

Черт. 1
Стержни арматурной стали класса A-III, изготовляемые профилем, показанным на черт. 16, и классов A-IV и A-V профилем, показанным на черт. 26, должны иметь выступы по винтовым ли-
Стр. 4 ГОСТ 5781—75
ниям, имеющим с одной стороны стержня правый, а с другой— левый заходы.
Допускается изготовление арматурной стали специального назначения класса Ас-П профилем, показанным на черт. 1а, вместо профиля, показанного на черт. 2а, и классов A-IV и A-V профилем, показанным на черт. 16, вместо «профиля, показанного на черт.2б.
Профиль, показанный на черт. 2а, «специального назначения изготовляется по соглашению с потребителем. Форма и размеры профилей, Показанных на черт. 2а и 26, могут уточняться.
Л-Д
Черт. 2
1.7. Размеры стержней периодического профиля и предельные отклонения размеров должны соответствовать для классов A-II и A-III (профиль по черт. 1а и 16) приведенным в табл. 2, для классов Ас-П, A-IV, A-V (профиль то черт.

Таблица 2 Размеры, мм
Номер профиля (номнналь* ный диаметр) da, мм | d | h | *1 | t | ъ | г | ||||
Номин. | Пред, откл. | Но>:им. | Пред, откл. | |||||||
6 | 5,75 | 0,5 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | ||
7 | 6,75 | 0,5 | ±0,25 | 7,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
8 | 7,5 | 0,75 | 9,0 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
1(6 | 9,3 | + 0. | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | |
12 | 11,0 | —0,5 | 1,25 | 13,5 | 1,25 | 7 | 1.0 | 2,0 | 1,9 | |
14 | 13,0 | 1,25 | 15,5 | 1,25 | 7 | 1,0 | 2,0 | 1.9 | ||
16 | 15,0 | 1,5 | ±0,5 | 18.0 | 1,5 | 8 | 1,3 | 2,0 | 2,2 | |
18 | 17,0 | 1,5 | 20,0 | L5 | 8 | 1,5 | 2,0 | 2,2 | ||
20 | 19,0. | 1,5 | 22,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | ||
22 25 | 21,0 | + 0,4 —0,5 | 1,5 | 24,0 | 1,5 | 8 | 1. | 2,0 | 2,2 | |
24j0 | 1,5 | 27,0 | 1,5 | 8 | 1,5 | 2,0 | 2,2 | |||
28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 1,5 | 2,5 | 3,0 | ||
32 | 30,5 | 2,0 | 34,5 | 2,0 | ко | 2j0 | 3,0 | 3,0 | ||
36 | 34,5 | + 04 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 2j0 | 3,0 | 3,5 |
40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | ■2 | 2,0 | 3,0 | 3,5 | |
45 | 43,0 | 3,0 | 49Ю | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
50 | 48,0 | 3,0 | 54,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
55 | 53,0 | +0,4 | 3,0 | 59. | 3.0 | 15 | 2,5 | 4,0 | 4,5 | |
60 | 58,0 | —1,0 | 3,0 | 64,0 | 3,0 | !5 | 2.5 | 4,0 | 5,0 | |
70 | 68,0 | + 0,5 | 3,0 | ±1,0 | 74,0 | 3,0 | ’.5 | 2,5 | 4,5 | 5,5 |
80 | 77,5 | -и | 3,0 | 83,5 | 3,0 | 15 | 4,5 | 5,5 |
 3
3 5
5 0
0Стр. 6 ГОСТ 5781—75
Таблица 3
Размеры, мм
Номер профиля (номинальный диаметр) мм | d | h | “г | Ч | t | b | rl | a. | |||||
Номнн. | Пред, откл. | Номнн. | Пред, откл. | ||||||||||
10 | 8,7 | :,б | ±0,5 | 11,9 | :,б | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
12 | 10,6 | 1,6 | 13,8 | :,б | 0,6 | 1,0 | 10 | 0,7 | 2,0 | 1 • л a | |||
14 | 12,5 | + 0,3 -0,5 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | LO | 2,0 | 12 | ||
16 | 14,2 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | |||
18 | 16,2 | 2,5 | -*-0,65 -10,85 | 21,2 | 2,5 | 1,0 | 1,5 | 1,0 | 2,0 | 1. | |||
20 | 18,2 | 2,5 | 23,2 | 2,5 | 1,0 | 1,5 | 12 | 1,0 | 2,0 | 12 | 50 | ||
22 |
| + 0,4 —0,5 | 2,5 | 25,3 | 2.5 | 1,0 | 1,5 | Е12 | 1,0 | 2,0 | 12 | ||
25 | 2,5 | 28,3 | 2,5 | 1,0 | 1,5 | 14 | 1,2 | 2.0 | 14 | ||||
28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
32 | 29,8 33,7 | + 0,4 -0,7 | 3,2 | + 1,0 -1,2 | 36,2 | 3,2 | 1,2 | 2,0 | 16 | 1,5 | 3,0 | 14 | |
36 | 3,5 | 40,7 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 | ||||
40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2,0 | 18 | 1,5 | 3,0 | 19 |
 град.
град. 2
21.
 8. Относительные смещения винтовых выступов по сторонам стержня, разделяемых продольными ребрами, не нормируются. Размеры, на которые не (установлены предельные отклонения на готовом стержне, не контролируют; они даны для построения калибра.
8. Относительные смещения винтовых выступов по сторонам стержня, разделяемых продольными ребрами, не нормируются. Размеры, на которые не (установлены предельные отклонения на готовом стержне, не контролируют; они даны для построения калибра.1.9. Овальность стрежней (разность <между наибольшим и наименьшим диаметрами в одном сечении) не должна превышать поля допуска диаметра (суммы плюсового и минусового предельных отклонений).
1.10. Стержни классов A-I и А-П диаметром до 12 imm и класса А-Ш диаметром до 10 мм включительно изготавливаются в мотках или прутках, а больших диаметров — в прутках.
Арматурная сталь классов A-IV и A-V изготовляется в прутках. Допускается по соглашению с потребителем изготовление арматурной стали классов A-IV и A-V диаметром до 8 мм в мотках.
мерной длины;
мерной длины с остатком не более 15% от массы партии.
Остатком считаются стержни длиной не менее 2 м.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м в количестве не более 7% от массы (партии.
По соглашению с потребителем допускается изготовление стержней длиной от 5 до 25 м.
Таблица 4
Длина прутков, м | Предельное отклонение по длине при точности порезки, мм | |
обычной | повышенной | |
До 6 ВКЛ. | + 50 | +25 |
Св. 6 | + 70 | +35 |
Изготовление стержней повышенной точности порезки производится по соглашению изготовителя с потребителем.
Пример условного обозначения арматурной стали класса Л-П диаметрам 20 мм:
0 20 А-П ГОСТ 5781—75
Таблица 5
Класс арматурной стали | Предел текучести, От, кгс/мм2 | Временное сопротивление разрыву. ов. кгс/мм* | Относительное удлинени! 65. % | Равномерное удлинение бр. % | Ударная вязкость при температуре —60*С ан. | Испытание на изгиб в холодном состоянии, (с—толщина оправки, d—диа- |
Не менее | метр стержня) | |||||
A-I | 24 | 38 | 25 | 180°;с —0,5d | ||
А-П | 30 | 50 | 19 | — | «— | 180°; c=3d |
Ас-П | 30 | 45 | 25 | — | 5 | 180°; c=\d |
A-IH | 40 | 60 | 14 | — | — | 90°;c=3d |
А-IV | 60 | 90 | 6 | 2 | — | 45°;c —5d |
A-V | 80 | 105 | 7 1 | 2 | 45°; c = 5d |
 кгсм/см?
кгсм/см?Стр. а ГОСТ $781— н
а ГОСТ $781— н
Для стержней класса А-П диаметрам свыше 40 мм допускается снижение норм относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3 абс. %.
Примечания:
1. Для стержнем из стали классов A-IV и A-V результаты испытаний ыа изгиб и равномерное удлинение после разрыва являются факультативными, но указываются в документе о качестве.
2. Низкотемпературный отпуск стали класса A-V может не производиться при условии проведения испытаний в течение 12 ч после прокатки и получении относительного удлинения не менее 9-% и равномерного удлинения не менее 2%.
3. По согласованию изготовителя с потребителем арматурную сталь марки 10Ôà класса Ac-II испытаниям на ударную вязкость допускается не подвергать.
Марки сталей указываются в заказе. Если марка стали в заказе не указана, ее устанавливает предприятие-изготовитель.
Таблица 6
Класс арматурной стали | Диаметр стержня, мм | Марка стали |
A-I | 6—40 6—18 | СтЗкпЗ, СтЗпсЗ, СтЗспЗ, ВСтЗкп2. |
А-П | 10—40 40—80 | ВСт5сп2, ВСт5пс2 18Г2С |
Ас-П | 10—32 | 10ГТ |
А-1П | 6—40 | 35ГС, 25Г2С |
А-IV | >10—18 10—22 | 80С 20ХГ2Ц |
A-V | 10—22 | 23X2 Г2Т |
 ВСтЗпс2, ВСт2сп2 ВСтЗГпс2
ВСтЗпс2, ВСт2сп2 ВСтЗГпс2Примечания:
1. По соглашению изготовителя с потребителем допускается изготовление арматурной стали класса Ас-П диаметром 36—40 мм, класса A-IV марки 20ХГ2Ц и класса A-V марки 23Х2Г2Т диаметром 25—40 и 6—8 мм с механическими свойствами по табл. 5 для соответствующих классов.
2. По соглашению с потребителем допускается изготовление арматурной стали других марок.
Содержание алемектов. % | ||||||||||
Марка стали | * Углерод | Марганец | КремнмП | Хром | Титан | Цлркокнй | Нимелв | Сера Не | Фосфор более | ■Медь |
10ГТ | Не более 0,13 | 11*0—11,40 | 0,45—0,65 | Не более 0. | 0,015— 0,03 | — | — | 0,040 | 0.030 | 0,30 |
18Г2С | 0.14-0.23 | 1,20—«1.60 | 0,60-0.90 | Не более 0,30 | — | — | 0.30 | 0/М5 | 0,040 | 0,30 |
35 ГС | 0,30-0.37 | 0,80—1,20 | 0.60-0,90 | Не более 0,30 | — | — | 0,30 | 0J045 | 0,040 | 0,30 |
25Г2С | 0.20 0.29 | 1,20-1,60 | 0.G0—0,90 | Не более 0.30 | — | — | 0,30 | OjO45 | 0.040 | 0,30 |
20ХГ2Ц | 0.19-0.26 | 1.50—4,90 | 0,40—0,70 | 0. | 0,015- | 0.05-0,14 | 0,30 | 0ХМ5 | 0,040 | 0,30 |
80С | 0,74—0.82 | 0.50-0,90 | о.бо-i:,ю | Но более 0.30 | 0,03 | — | 0.30 | 0XJ45 | 3.040 | 0.30 |
23Х2Г2Т | 0,19-0,26 | 1,40-11,70 | 0,40—0,70 | 1,35—1,70 | 0.02— 0.08. | — | 0,30 | 0,040 | 0.035 | 0.30 |
 30
30 90-1,20
90-1,20П р к м с ч а и и я:
1. В обозначениях марок стали цифры слепа означают среднее содержание углерода в сотых долях процента, буквы Г—марганец. С—кремний, X—-хром. Ц—• цирконий. Т—титан. Цифры после букв означают примерное содержание соответствующего элемента п целях единицах.
2.
 Содержание алюминия в стали марки 23Х2Г2Т должно бить 0,015—0,05%.
Содержание алюминия в стали марки 23Х2Г2Т должно бить 0,015—0,05%.
ГОСТ S781—75 Стр.
Стр. 10 ГОСТ 57Я1—>75
2.4.1. В стали марки 20ХГ2Ц депускается увеличение содержания храма до 1,7% и замена циркония на 0,02—0.08% титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05—0,10% циркония. В этом случае в обозначении стали вместо буквы Ц указывают букву Т и наоборот.
2.4.2. Допускается технологическая добавка титана в сталь марок 18Г2С, 25Р2С, 35ГС из расчета его содержания в готовом прокате 0,01—0,03%.
2.5. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380—71.
2.6. В готовом прокате из низколегированных сталей при соблюдший норм механических свойств допускаются отклонения по химическому составу в соответствии с табл. 8. Минусовые отклонения (кроме титана и «циркония) не ограничиваются.
Таблица 8
Элемент | Допускаемое отклонение % | Элемент | Допускаемое отклонение. |
Углерод | 4-0.020 | Сера | 4-0,005 |
Кремний | 4-0,050 | Фосфор | 4-0,005 |
Марганец | 4-0,100 | Цирконий | 4-Д01 —0.02 |
Хром Медь | 4-0,050 4-0,050 | Титан | ±0,01 |
 %
%Примечание. С согласия потребителя сталь может изготовляться с иными отклонениями по содержанию хрома и кремния.
2.7. На поверхности стержней, включая поверхность ребер и выступав, не должно быть трещин, раковин, плен и закатов.
Допускаются отдельные местные .повреждения ребер и выступов в количестве не более трех на 1 im длины стержня, а также незначительная ржавчина, вмятины, наплывы, рябизна, отдельные волосовины и шерохеватость в пределах допускаемых отклонений.
Массу партии арматурной стали допускается увеличивать до массы плавки-ковша.
3.3. От каждой партии, принятой по результатам внешнего осмотра и обмера, отбирают два стержня, различных по времени прокатки, для про<верюи на растяжение, изгиб и ударную вязкость.
3.4. Допускается применять статистические методы контроля механических свойств и массы арматурных стержней.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор проб для химического анализа производят по ГОСТ 7565—73. Химический анализ стали проводят по ГОСТ 12344-66— ГОСТ 12348-66, ГОСТ 12360-66, РОСТ 12352—66, ГОСТ 12355—66, ГОСТ 12366—66, ГОСТ 20560—75, ГОСТ 18895—73 или другими методами, обессиливающими требуемую точность.
4.2. Содержание алюминия определяется не реже одного раза в квартал.
4.3. Отбор проб для испытания на растяжение, изгиб и ударную вязкость — по ГОСТ 7564—73. От отобранных по п. 3.3 прутков отбирают по одному образцу для каждого вида иопытаний.
4.4. Испытание на растяжение проводят по ГОСТ 12004—66.

4.5. Испытание на изгиб в холодном состоянии проводят по ГОСТ 14019—68 на образцах сечением, равным сечению проката.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке диаметром, уменьшенным вдвое по сравнению с указанным в табл. 5, с приложением усилия изгиба со стороны разреза.
Образцы изготовляют в соответствии с требованиями ГОСТ 9454—60.
Стр. 12 ГОСТ 57>1— п
Замена
ГОСТ 20560—75 введен взамен ГОСТ «12344—66, ГОСТ 12348—66, ГОСТ 12350—66, ГОСТ 12352—66, ГОСТ 12355—66, ГОСТ 12356—66 в части общих указаний.
Редактор Т. П. Шатина
Технический редактор Ф. И. Шрайбштейн
Корректор Л. В. Вейнберг
Сдано в наб. 09.12.77. Подп. в печ. 01.03.78. 0.75 п. л. 0.69 уч.-изд. л. Тяр. 12000. Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов. Москва. Д-22. Новопресненский пер., д. 3. Вильнюсская типография Издательства стандартов, ул. Миндауго, 12/14. . Зак. 365
. Зак. 365
Данная страница не существует!
Ошибка 404: страница не найдена
К сожалению, запрашиваемый Вами документ не найден на этом сервере
Наиболее частые причины, приводящие к данной ошибке, следующие:
- переход по ошибочной ссылке;
- неправильный ввод адреса.
Решения:
- исправьте адрес, ошибочно набранный в адресной строке браузера;
- попробуйте начать поиск необходимого материала с главной страницы нашего сайта;
- посмотрите необходимый вам материал в каталоге товаров; Стального выбора
- перейдите на карту сайта и найдите необходимый материал;
- воспользуйтесь поиском;
- если страница с таким адресом точно должна существовать, то, пожалуйста, обратитесь к Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра..
Популярные статьи
- Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
- Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
- Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
- Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
- Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
- Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
- Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
- Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
- Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
- Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
- Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
- Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
- Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
- Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
- Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
- Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
- Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
- Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
- Стальной рифленый лист: стандарты, виды, размеры, вес, использование
Рифленый лист – разновидность листового металлопроката, отлич.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Металлопрокат – материалы и технологии
Металлопрокат — это строго говоря, тот самый материал который опред…
ЧИТАТЬ ДАЛЕЕ
- Бесшовные трубы – производство и применение
…
ЧИТАТЬ ДАЛЕЕ
- Характеристики и применение просечно-вытяжного листа
Ассортимент производимых металлоизделий, даже без учета типоразмеро…
ЧИТАТЬ ДАЛЕЕ
- Порошковая окраска металлических изделий
Окраска для металлических изделий — процедура совершенно необходима…
ЧИТАТЬ ДАЛЕЕ
- Сварочные электроды УОНИ: особенности, характеристики, использование
Современный рынок предлагает широкий выбор различной продукции для …
ЧИТАТЬ ДАЛЕЕ
- Пробивка отверстий в металле: особенности технологии
Пробивка отверстий в металле является одним из методов перфорации. …
ЧИТАТЬ ДАЛЕЕ
- Спецсталь: состав, изготовление, обработка
Новые отрасли промышленности, бурно развившиеся во второй половине .
 ..
..ЧИТАТЬ ДАЛЕЕ
- Проволока гост 3282-74
Стальная проволока – самое простое и широко известное изделие из м…
ЧИТАТЬ ДАЛЕЕ
- Рубка металла: от зубила до станка
Рубка металла – один из основных способов металлообработки, п…
ЧИТАТЬ ДАЛЕЕ
- Соединение швеллеров: способы и методика
За счет своей формы, имеющей перпендикулярные ребра жесткости, швел…
ЧИТАТЬ ДАЛЕЕ
- Металлическая сетка – виды и производство
Металлические сетки — один из наиболее востребованных видов стальны…
ЧИТАТЬ ДАЛЕЕ
- Монтаж профильной трубы: способы и необходимые принадлежности
Профильная труба – один из самых удобных вариантов металлоп…
ЧИТАТЬ ДАЛЕЕ
- Инструкция о порядке приемки продукции по качеству П-7
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
- Зачем нужна стальная двутавровая балка?
.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Как марка стали бесшовных труб влияет на их применение
Использование любой разновидности металлоизделий зависит сразу от н…
ЧИТАТЬ ДАЛЕЕ
- Катанка и проволока — производство и использование
Проволока — один из самых востребованных видов изделий из металла. …
ЧИТАТЬ ДАЛЕЕ
- Что такое сортовой металл, и чем он отличается от других
Всю массу выпускаемого производителями металлопроката можно раздели…
ЧИТАТЬ ДАЛЕЕ
- Профильная труба – материалы, производство, применение
Трубный металлопрокат предназначен не только для создания трубопров…
ЧИТАТЬ ДАЛЕЕ
- Технология соединения двутавров
Двутавр, он же …
ЧИТАТЬ ДАЛЕЕ
- Типы и марки сварочных электродов
Сварка металлов при помощи вольтовой дуги появилась в XIX веке и ст…
ЧИТАТЬ ДАЛЕЕ
- Производство и характеристики двутавровой балки
…
ЧИТАТЬ ДАЛЕЕ
- Способы цинкования металла
Железо и сталь — это материал из которого изготовлен скелет совреме.
 ..
..ЧИТАТЬ ДАЛЕЕ
- Сварные трубы – технология, применение, достоинства
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
- Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
- Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Спасибо за обращение! Заявка отправлена.
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия (с Изменениями N 1, 2, 3, 4, 5)
ГОСТ 5781-82
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
МКС 77.140.15
ОКП 09 3004; 09 3005; 09 3006; 09 3007; 09 3008
Дата введения 1983-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 17.12.82 N 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 380-2005 | 2.3, 2.4 |
| ГОСТ 2590-2006 | 1.6 |
| ГОСТ 7564-97 | 4.5 |
| ГОСТ 7565-81 | 3.4 |
| ГОСТ 7566-94 | 3.2, 3.6, 5.1 |
| ГОСТ 9454-78 | 4.8 |
| ГОСТ 12004-81 | 4.6 |
| ГОСТ 12344-2003 | 4.1 |
| ГОСТ 12348-78 | 4.1 |
| ГОСТ 12350-78 | 4.1 |
| ГОСТ 12352-81 | 4.1 |
| ГОСТ 12355-78 | 4.1 |
| ГОСТ 12356-81 | 4.1 |
| ГОСТ 14019-2003 | 4. 7 7 |
| ГОСТ 18895-97 | 4.1 |
| ОСТ 14-34-78 | Приложение 2 |
5. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
6. ИЗДАНИЕ (сентябрь 2009 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г., декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. N 4).
КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1
Таблица 1
| Номер профиля (номинальный диаметр стержня dн ) | Площадь поперечного сечения стержня, см2 | Масса 1 м профиля | |
| Теоретическая; кг | Предельные отклонении, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | -6,0 |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | +3,0 |
| 22 | 3,800 | 2,980 | -5,0 |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,010 | 6,310 | |
| 36 | 10,180 | 7,990 | +3,0 |
| 40 | 12,570 | 9,870 | -4,0 |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | |
| 55 | 23,760 | 18,650 | +2,0 |
| 60 | 28,270 | 22,190 | -4,0 |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
(Измененная редакция, Изм. № 3).
№ 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85×103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
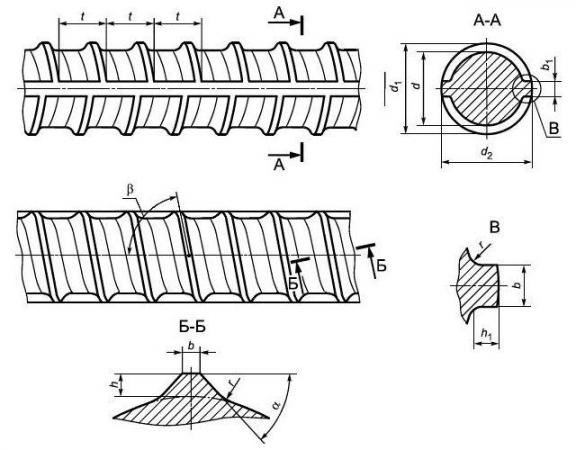
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы
1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы
Черт. 1
ГОСТ 5781-82 Арматура для ж.б. конструкций
ГОСТ 5781-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ДЛЯ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
| Москва Стандартинформ 2006 |
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ ДЛЯ АРМИРОВАНИЯ Технические условия Hot-rolled steel for reinforcement of ferroconcrete | ГОСТ 5781-82 |
 Specifications
SpecificationsДата введения 01.07.83
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
Таблица 1
| Номер профиля (номинальный диаметр стержня dн) | Площадь поперечного сечения стержня, см2 | Масса 1 м профиля | |
| Теоретическая; кг | Предельные отклонении, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | +5,0 -6,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 -4,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 -4,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
(Измененная редакция, Изм. № 3).
№ 3).
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 × 103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.
Черт. 1
Черт. 2
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а, б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a, б, должны соответствовать приведенным в табл. 2, а по черт. 2а, б — приведенным в табл. 3.
2, а по черт. 2а, б — приведенным в табл. 3.
Таблица 2
Размеры, мм
| Номер профиля (номинальный диаметр dн) | d | h | d1 | h1 | l | b | b1 | r | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0,5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1,0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
Примечание. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h. | ||||||||||
Таблица 3
Размеры, мм
| Номер профиля (номинальный диаметр dн) | d | h | d1 | h1 | hr | hB | t | b | b1 | r1 | a | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1. 10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9 — 1.11. (Измененная редакция, Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
— мерной длины;
— мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
— немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней длиной от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Таблица 4
| Длина стержней, м | Предельные отклонения по длине, мм. при точности порезки | |
| обычной | повышенной | |
| До 6 включ. | +50 | +25 |
| Св. 6 | +70 | +35 |
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса A-II (А300):
20-A-II ГОСТ 5781-82
То же, диаметром 18 мм, класса A-I (А240):
18-A-I ГОСТ 5781-82
В обозначение стержней класса A-II (А300) специального назначения добавляют индекс «с»: Ас-II (Ас300).
(Измененная редакция, Изм. № 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Таблица 5
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | 10-40 | Ст5сп, Ст5пс |
| 40-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| A-IV (А600) | 10-18 | 80С |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| А-V (А800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
- Допускается изготовление арматурной стали класса A-V (А800).
 Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР. - Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали — нормам, приведенным в табл. 6.
Таблица 6
| Марка стали | Массовая доля элементов, % | ||||||||||
| Углерод | Марганец | Кремний | Хром | Титан | Цирконий | Алюминий | Никель | Сера | Фосфор | Медь | |
| не более | |||||||||||
| 10ГТ | Не более 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | Не более 0,30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18Г2С | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32Г2Рпс | 0,28 — 0,37 | 1,30 — 1,75 | Не более 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35ГС | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25Г2С | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Не более 0,30 | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АЮ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20Х2Г2СР | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2. 3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02 — 0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05 — 0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02 — 0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05 — 0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015 — 0,030 %, массовая доля остаточного азота в стали марки 10ГТ — не более 0,008 %.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001 — 0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001 — 0,008 %.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01 — 0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01 — 0,06 %.
2. 4. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР — кремния) не ограничивают.
4. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР — кремния) не ограничивают.
Таблица 7
| Элемент | Пред. откл., % | Элемент | Пред. откл., % |
| Углерод | +0,020 | Сера | +0,005 |
| Кремний | +0,050 | Фосфор | +0,005 |
| Марганец | +0,100 | Цирконий | +0,010 -0,020 |
| Хром | +0,050 | ||
| Медь | +0,050 | Титан | ±0,010 |
| Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца. | |||
(Измененная редакция, Изм. № 3).
№ 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) — с низкотемпературным отпуском, класса A-VI (A1000) — с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Таблица 8
| Класс арматурной стали | Предел текучести σт | Временное сопротивление разрыву σв | Относительное удлинение δ5, % | Равномерное удлинение dr, % | Ударная вязкость при температуре -60 °С | Испытание на изгиб и в холодном состоянии (с — толщина оправки, d — диаметр стержня) | ||||
| Н/мм2 | кгс/мм2 | Н/мм2 | кгс/мм2 | МДж/м2 | кгс × м/см2 | |||||
| Не менее | ||||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; c = d | |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | 180°; с = 3d | ||||
| Ас-II (Ас300) | 441 | 45 | 25 | 0,5 | 5 | 180°; c = d | ||||
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | — | — | 90°; с = 3d | ||
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; с = 5d | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | |||||
| Примечания: 1. 2. (Исключен, Изм. № 3). 3. Для арматурной стали класса А-IV диаметром 18 мм стали марки 80С норму изгиба в холодном состоянии устанавливается не менее 30°. 4. Для арматурной стали класса A-I (А240) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d, класса A-II (А300) диаметром св. 20 мм с = 4d. 5. В скобках указаны условные обозначения по пределу текучести. | ||||||||||
 По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II.
По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II.(Измененная редакция, Изм. № 1, 3, 5).
Для стали класса А-II (А300) диаметром св. 40 мм допускается снижение относительного удлинения на 0,25 % на каждый миллиметр увеличения диаметра, но не более чем на 3 %.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм2) при относительном удлинении: δ5 30 % и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм2) при пределе текучести не менее 405 МПа (41 кгс/мм2), относительном удлинении δ5 не менее 20 %.
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств — приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
(Измененная редакция, Изм. № 3).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
(Введен дополнительно, Изм. № 5).
Таблица 9
| Класс арматурной стали | Номер профиля | S | S0 | ||||||
| Для σт (σ0,2) | Для σв | Для σт (σ0,2) | Для σв | Для σт (σ0,2) | Для σв | Для σт (σ0,2) | Для σв | ||
| МПа (кгс/мм2) | МПа (кгс/мм2) | ||||||||
| He более | |||||||||
| А-II (А300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (А400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (А600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (А1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
| Примечания: 1. S0 — среднеквадратическое отклонение в партии-плавке; — среднее значение в генеральной совокупности испытаний; — минимальное среднее значение в партии-плавке. 2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и S0 на 4,9 МПа (0,5 кгс/мм2). 3. (Исключен, Изм. № 5). | |||||||||
 S — среднеквадратическое отклонение в генеральной совокупности испытаний;
S — среднеквадратическое отклонение в генеральной совокупности испытаний;3. ПРАВИЛА ПРИЕМКИ
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждую партию сопровождают документом о качестве по ГОСТ 7566 с дополнительными данными:
— номер профиля;
— класс;
— минимальное среднее значение и средние квадратические отклонения S0 в партии величин σт (σ0,2) и σв;
— результаты испытаний на изгиб в холодном состоянии;
— значения равномерного удлинения для стали класса А-IV (А600), A-V (A800), A-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
— при изготовлении арматурной стали в стержнях — не менее 5 % от партии;
— при изготовлении и мотках — два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1 Химический анализ стали проводят по ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564.
4.6. Испытание на растяжение проводят по ГОСТ 12004.
4.7. Испытание на изгиб проводят по ГОСТ 14019 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454 на образцах с концентратором вида U типа 3 для стержней диаметром 12 — 14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454.
Образцы изготовляют в соответствии с требованиями ГОСТ 9454.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10 — 4.12. (Введены дополнительно, Изм. № 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 со следующими дополнениями:
— концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса A-V — красной и зеленой, класса A-VI (A1000) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
Допускается окраска связок на расстоянии 0,5 м от концов;
— стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т;
На связки краску наносят полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краску наносят полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краску наносят на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлык, прикрепленный к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например А-III) или условное обозначение класса по пределу текучести (А400).
(Измененная редакция, Изм. № 3, 5).
ПРИЛОЖЕНИЕ 1Обязательное
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
- Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления σв и предела текучести (физического σт и условного σ0,2) в генеральной совокупности — и минимальные средние значения этих же показателей в каждой партии-плавке , значения которых устанавливаются из условий:
≥ Хiбp + t × S;
> 0,9Хiбp + 3S0;
≥Хiбp,
где Хiбp — браковочные значения величин σв, σ0,2, указанные в табл. 8 настоящего стандарта;
8 настоящего стандарта;
t — величина квантиля, принимаемая равной 2 для классов A-II (А300) и A-III (А400) и 1,64 — для классов A-IV (А600), A-V (А800) и A-VI (А 1000).
- Контроль качества показателей механических свойств продукции на предприятии-изготовителе
2.1. Требуемые показатели качества профилей обеспечивают соблюдением технологии производства и контролируют испытанием согласно требованиям п. 3.5, пп. 4.4 — 4.8.
2.2. Величины , , S и S0 устанавливают в соответствии с результатами испытаний и положений приложения 2.
- Контроль качества показателей механических свойств продукции на предприятии-потребителе
3.1. Потребитель при наличии документа о качестве на продукцию высшей категории качества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводится испытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и по результатам проверяется выполнение условий
где — среднее значение механических свойств по результатам испытаний шести образцов;
Хmin — минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения δ5 и равномерного удлинения δr должны быть не менее значений, приведенных в табл. 8.
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 2Обязательное
МЕТОДИКА
определения статистических показателей прочностных характеристик механических свойств
горячекатаного проката для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
- Для определения статистических показателей механических свойств (предела текучести физического σт или условного σ0,2, временного сопротивления разрыву σв) используют контрольные результаты испытаний, называемые генеральными совокупностями.

- Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
- Выборка — совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
- Выборка, на основании которой производится расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее трех месяцев, в течение которого технологический процесс не изменяют. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки — по нормативно-технической документации.
- Количество партий-плавок в каждой выборке должно быть не менее 50.
- При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценку анормальности результатов испытаний проводят по нормативно-технической документации.
- При статистической обработке определяют среднее значение , среднеквадратическое отклонение S каждой выборки (генеральной совокупности), среднеквадратическое отклонение внутри партии-плавки S0, а также среднеквадратическое отклонение плавочных средних S1. Величина S1 определяют по формуле
Величины , S определяют по нормативно-технической документации.
- Проверку стабильности характеристик и S проводят в соответствии с ОСТ 14-34.
- Величина S0 определяется для ускоренно-охлажденной, термомеханически и термически упрочненной арматурной стали только экспериментальным методом, для горячекатаной — экспериментальным методом и методом размаха по формуле , где и Sω — соответственно среднее значение и среднеквадратическое отклонение распределения размаха по двум испытаниям от партии.

Минимальное значение S0 равно 1.
- Определение величины S0 экспериментальным методом производят не менее чем на двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
- Величину минимального среднего значения прочностных характеристик σт (σ0,2), σв) в каждой партии-плавке определяется из условия где t — величина квантиля 1,64 для вероятности 0,95.
- Минимальное значение результатов испытаний на растяжение двух образцов (n = 2) каждой партии, подвергаемой контролю, должно быть не менее Хmin, определяемого по формуле
- Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:
где Хiбр — браковочное значение σт (σ0,2) и σв, указанное в соответствующей нормативно-технической документации.
(Введено дополнительно, Изм № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
- УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12. № 4800
- ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
- ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ИТД, на который дана ссылка | Номер пункта | Обозначение ИТД, на который дана ссылка | Номер пункта |
| ГОСТ 380-94 | 2.3, 2.4 | ГОСТ 12348-78 | 4.1 |
| ГОСТ 2590-88 | 1.6 | ГОСТ 12350-78 | 4.1 |
| ГОСТ 7564-97 | 4.5 | ГОСТ 12352-81 | 4.1 |
| ГОСТ 7565-81 | 3.4 | ГОСТ 12355-78 | 4. 1 1 |
| ГОСТ 7566-94 | 3.2, 3.6, 5.1 | ГОСТ 12356-81 | 4.1 |
| ГОСТ 9454-78 | 4.8 | ГОСТ 14019-2003 | 4.7 |
| ГОСТ 12004-81 | 4.6 | ГОСТ 18895-97 | 4.1 |
| ГОСТ 12344-2003 | 4.1 | ОСТ 14-34-78 | Приложение 2 |
- Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
- ИЗДАНИЕ (ноябрь 2005 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г, декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91).
СОДЕРЖАНИЕ
| 1. Классификация и сортамент. 2. Технические требования. 3. Правила приемки. 4. Методы испытаний. 5. Упаковка, маркировка, транспортирование и хранение. Приложение 1 (обязательное) Требования к статистическим показателям механических свойств. Приложение 2 (обязательное ) Методика определения статистических показателей прочностных характеристик механических свойств проката горячекатаного для армирования железобетонных конструкций |

Posted in ГОСТ Tagged ГОСТ, Железобетонные конструкции, Строительные нормы
ГОСТ 5781-82 “Сталь горячекатаная для армирования железобетонных конструкций. Технические условия”
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ГОСТ 5781-82
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля , предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) – периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A1000) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Т а б л и ц а 1
Р а з м е р ы, мм
| Номер профиля (номинальный диаметр стержня dн) | Площадь поперечного сечения стержня, см2 | Масса 1 м профиля | |
| Теоретическая; кг | Предельные отклонении, % | ||
| 6 | 0,283 | 0,222 | 9 |
| 8 | 0,503 | 0,395 | -7 |
| 10 | 785 | 0,617 | 5 |
| 12 | 1,131 | 0,888 | -6 |
| 14 | 1,54 | 1,21 | |
| 16 | 2,01 | 1,58 | |
| 18 | 2,54 | 2 | |
| 20 | 3,14 | 2,47 | 3 |
| 22 | 3,8 | 2,98 | -5 |
| 25 | 4,91 | 3,85 | |
| 28 | 6,16 | 4,83 | |
| 32 | 8,01 | 6,31 | |
| 36 | 10,18 | 7,99 | 3 |
| 40 | 12,57 | 9,87 | -4 |
| 45 | 15 | 12,48 | |
| 50 | 19,63 | 15,41 | |
| 55 | 23,76 | 18,65 | 2 |
| 60 | 28,27 | 22,19 | -4 |
| 70 | 38,48 | 30,21 | |
| 80 | 50,27 | 39,46 | |
(Измененная редакция, Изм. № 3).
№ 3).
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85×103 кг/м3. Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм – по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a, и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
1б, и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой – левый заходы.
Черт. 1
Черт. 2
.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a и б, должны соответствовать приведенным в табл. 2, а по черт. 2а и б – приведенным в табл. 3.
Т а б л и ц а 2
Р а з м е р ы, мм
| Номер профиля (номинальный диаметр dн) | d | h | d1 | h2 | t | b | b1 | r | ||
Номин. | Пред. откл | Номин. | Пред. откл | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1?0 | 0,75 | |
| 8 | 7,5 | 0,73 | 9 | 0,75 | 5 | 0,75 | 1,25 | 1,1 | ||
| 10 | 9,3 | 1 | 11,3 | 1 | 7 | 1 | 1,5 | 1,5 | ||
| 12 | 11 | 0,3 | 1,25 | 13,5 | 1,25 | 7 | 1 | 2 | 1,9 | |
| 14 | 13 | -0,5 | 1,25 | 15,5 | 1,25 | 7 | 1 | 2 | 1,9 | |
| 16 | 15 | 1,5 | 18 | 1,5 | 8 | 1,5 | 2 | 2,2 | ||
| 18 | 17 | 1,5 | ±0,5 | 20 | 1,5 | 8 | 1,5 | 2 | 2,2 | |
| 20 | 19 | 1,5 | 22 | 1,5 | 8 | 1,5 | 2 | 2,2 | ||
| 22 | 21 | 0,4 | 1,5 | 24 | 1,5 | 8 | 1,5 | 2 | 2,2 | |
| 25 | 24 | -0,5 | 1,5 | 27 | 1,5 | 8 | 1,5 | 2 | 2,2 | |
| 28 | 26,5 | 2 | 30,5 | 2 | 9 | 1,5 | 2,5 | 3 | ||
| 32 | 30,5 | 2 | 34,5 | 2 | 10 | 2 | 3 | 3 | ||
| 36 | 34,5 | 0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 2 | 3 | 3,5 |
| 40 | 38,5 | -0,7 | 2,5 | 43,5 | 2,5 | 12 | 2 | 3 | 3,5 | |
| 45 | 43 | 3 | 49 | 3 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48 | 3 | 54 | 3 | 15 | 2,5 | 3,5 | 4,5 | ||
| 55 | 53 | 0,4 | 3 | 59 | 3 | 15 | 2,5 | 4 | 4,5 | |
| 60 | 68 | 1 | 3 | ±1,0 | 64 | 3 | 15 | 2,5 | 4 | 5 |
| 70 | 68 | 0,5 | 3 | 74 | 3 | 15 | 2,5 | 4,5 | 5,5 | |
| 80 | 77,5 | -1,1 | 3 | 83,5 | 3 | 15 | 2,5 | 4,6 | 5,5 | |
П р и м е ч а н и е. По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Т а б л и ц а 3
По требованию потребителя предельные отклонения размера d1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Т а б л и ц а 3
Р а з м е р ы, мм
| Номер профиля (номинальный диаметр dн) | d | h | d1 | h2 | hr | hB | t | b | b1 | r1 | a, | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | град | |||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 1,6 | 13,8 | 1,6 | 0,6 | 1 | 10 | 0,7 | 2 | 11 | |||
| 14 | 12,5 | 0,3 | 2 | 16,5 | 2 | 0,8 | 1,2 | 12 | 1 | 2 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1 | 1,5 | 12 | 1 | 2 | 12 | ||
| 18 | 10,2 | 2,5 | 0,65 | 21,2 | 2,5 | 1 | 1,5 | 12 | 1 | 2 | 12 | ||
| 20 | 18,2 | 2,5 | -0,85 | 23,2 | 2,5 | 1 | 1,5 | 12 | 1 | 2 | 12 | 50 | |
| 22 | 20,3 | 0,4 | 2,5 | 25,3 | 2,5 | 1 | 1,5 | 12 | 1 | 2 | 12 | ||
| 25 | 23,3 | -0,5 | 2,5 | 28,3 | 2,5 | 1 | 1,5 | 14 | 1,2 | 2 | 14 | ||
| 28 | 25,9 | 3 | 31,9 | 3 | 1,2 | 1,8 | 14 | 1,2 | 2,5 | 14 | |||
| 32 | 29,8 | 0,4 | 3,2 | 1 | 36,2 | 3,2 | 1,2 | 2 | 16 | 1,5 | 3 | 14 | |
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 2 | 18 | 1,5 | 3 | 19 | |
| 40 | 37,6 | 3,5 | 44,6 | 3,5 | 1,5 | 2 | 18 | 1,5 | 3 | 19 | |||
1. 10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9-1.11. (Измененная редакция, Изм. № 3).,/p>
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, больших диаметров – в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
- мерной длины;
- мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
- немерной длины.

В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Т а б л и ц а 4
Р а з м е р ы, мм
| Длина стержней, м | Предельные отклонения по длине, мм. при точности порезки | |
| обычной | повышенной | |
| До 6 включ. | 50 | 25 |
| Св. 6 | 70 | 35 |
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины.
- Примеры условных обозначений
- Арматурная сталь диаметром 20 мм, класса A-II (А300):
20-A-II (A300) ГОСТ 5781-82 - Арматурная сталь диаметром 18 мм, класса A-I (А240):
18-A-I (А240) ГОСТ 5781-82
В обозначении стержней класса A-II специального назначения добавляется индекс с: Ас-II.
(Измененная редакция, Изм. № 4).
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-VI (А-1000) марки стали устанавливают по согласованию изготовителя с потребителем.
Т а б л и ц а 5
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (A240) | июн.40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | окт.40 | Ст5сп, Ст5пс |
| окт.80 | 1НГ2С | |
| Ас-II (Ас300) | окт.32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | июн.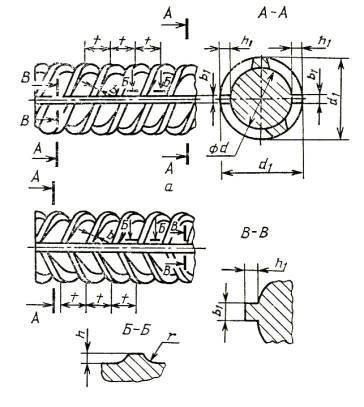 40 40 | 35ГС, 25Г2С |
| июн.22 | 32Г2Рпс | |
| окт.18 | 80С | |
| A-IV (А600) | (6-8) | |
| окт.32 | 20ХГ2Ц | |
| (36-40) | ||
| (6-8) | ||
| А-V (А800) | окт.32 | 23Х2Г2Т |
| (36-40) | ||
| A-VI (А1000) | окт.22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
П р и м е ч а н и я:
1. Допускается изготовление арматурной стали класса A-V (А800). Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
2. Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380-88, низколегированной стали – нормам, приведенным в табл. 6.
6.
Т а б л и ц а 6
| Марки стали | Массовая доля элементов, % | Углерод | Марганец | Кремний | Хром |
| 10ГТ | Не более 0,13 | 1,00-1,40 | 0,45-0,65 | Не более 0,30 |
| 18Г2С | 0,14-0,23 | 1,20-1,60 | 0,60-0,90 | Не более 0,30 |
| 32Г2Рпс | 0,28-0,37 | 1,30-1,75 | Не более 0,17 | Не более 0,30 |
| 35ГС | 0,30-0,37 | 0,80-1,20 | 0,60-0,90 | Не более 0,30 |
| 25Г2С | 0,20-0,29 | 1,20-1,60 | 0,60-0,90 | Не более 0,30 |
| 20ХГ2Ц | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 0,90-1,20 |
| 800 | 0,74-0,82 | 0,50-0,90 | 0,60-1,10 | Не более 0,30 |
| 23Х2Г2Т | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,35-1,70 |
| 22Х2Г2АЮ | 0,19-0,26 | 1,40-1,70 | 0,40-0,70 | 1,50-2,10 |
| 22Х2Г2Р | 0,19-0,26 | 1,50-1,90 | 0,40-0,70 | 1,50-1,90 |
| 20Х2Г2СР | 0,16-0,26 | 1,40-1,80 | 0,75-1,55 | 1,40-1,80 |
Продолжение табл. 6
6
| Марки стали | Массовая доля элементов, % | ||||||
| Титан | Цирконий | Алюминий | Никель | Сера | Фосфор | Медь | не более |
| 10ГТ | 0,015-0,035 | – | 0,02-0,05 | 0,0-10 | 0,03 | 0,3 | |
| 18Г2С | – | – | – | 0,3 | 0,045 | 0,04 | 0,3 |
| 32Г2Рпс | – | – | 0,001-0,015 | 0,3 | 0,05 | 0,045 | 0,3 |
| 35ГС | – | – | – | 0,3 | 0,045 | 0,04 | 0,3 |
| 25Г2С | – | – | – | 0,3 | 0,045 | 0,04 | 0,3 |
| 20ХГ2Ц | – | 0,05-0,14 | – | 0,3 | 0,045 | 0,045 | 0,3 |
| 80С | 0,015-0,040 | – | – | 0,3 | 0,045 | 0,04 | 0,3 |
| 23Х2Г2Т | 0,02-0,08 | – | 0,015-0,050 | 0,3 | 0,045 | 0,045 | 0,3 |
| 22Х2Г2АЮ | 0,005-0,030 | – | 0,02-0,07 | 0,3 | 0,04 | 0,04 | 0,3 |
| 22Х2Г2Р | 0,02-0,08 | – | 0,015-0,050 | 0,3 | 0,04 | 0,04 | 0,3 |
| 20Х2Г2СР | 0,02-0,08 | – | 0,05-0,050 | 0,3 | 0,04 | 0,04 | 0,3 |
2. 3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02-0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02-0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05-0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2А10 должна составлять 0,015-0,030 %, массовая доля остаточного азота в стали марки 10ГТ – не более 0,008 %.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001-0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008 %.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01-0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01-0,06 %.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей – по ГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств – по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР кремния) не ограничивают.
Т а б л и ц а 7
| Элементы | Предельные отклонения, % |
| Углерод | 0,02 |
| Кремний | 0,05 |
| Марганец | 0,1 |
| Хром | 0,05 |
| Медь | 0,05 |
| Сера | 0,005 |
| Фосфор | 0,005 |
| Цирконий | 0,01/-0,02 |
| Титан | ±0,010 |
П р и м е ч а н и е.
По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
(Измененная редакция, Изм. № 3).,/p>
2.5. Арматурную сталь классов А-I (А240), А-II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) – с низкотемпературным отпуском, класса A-VI (A1000) – с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Т а б л и ц а 8
| Класс арматурной стали | Предел текучести sт | Временное сопротивление разрыву sв | Относительное удлинение d5, % | Равномерное удлинение dr, % | Ударная вязкость при температуре -60 °С | Испытание на изгиб и в холодном состоянии (с – толщина отправки, d – диаметр стержня) | |||
| Н/мм2 | кгс/мм2 | Н/мм2 | кгс/мм2 | МДж/м2 | кгс×м/см2 | ||||
| Не менее | |||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | – | – | – | 180°; c = d |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | – | – | – | 180°; с = 3d |
| Ас-II (Ас300) | 295 | 30 | 441 | 45 | 25 | – | 0,5 | 5 | 180°; c = d |
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | – | – | – | 90°; с = 3d |
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | – | – | 45°; с = 5d |
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | 2 | – | – | 45°; с = 5d |
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | 2 | – | – | 45°; с = 5d |
П р и м е ч а н и я:
1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II (Ас300).
По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II (Ас300).
2. (Исключен, Изм. № 3).
3. Для арматурной стали класса А-IV (А600) диаметром 18 мм стали марки 80С норма изгиба в холодном состоянии устанавливается не менее 30°.
4. Для арматурной стали класса A-I (А240) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d, класса A-II (А300) диаметром свыше 20 мм с = 4d.
5. В скобках указаны условные обозначения по пределу текучести.
(Измененная редакция, Изм. № 1, 3).
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25 % на каждый миллиметр увеличения диаметра, но не более чем на 3 %.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм2) при относительном удлинении: d5 30 % и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм2) при пределе текучести не менее 405 МПа (41 кгс/мм2), относительном удлинении: d5 не менее 20 %.
2.7. Статистические показатели механических свойств арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств – обязательному приложению 1 и табл. 9.
Т а б л и ц а 9
| Класс арматурной стали | Номер профиля | S | So | ||||||
| Для sт (s0,2) | Для sв | Для sт (s0,2) | Для sв | Для sт (s0,2) | Для sв | Для sт (s0,2) | Для sв | ||
| МПа (кгс/мм2) | МПа (кгс/мм2) | ||||||||
| He более | |||||||||
| А-II (А300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (А400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,08 | 0,07 | 0,05 | 0,03 |
| A-IV (А600) | 10-32 | 69(7) | 69(7) | 39(4) | 39(4) | 0,09 | 0,07 | 0,06 | 0,05 |
| A-V (A800) | 10-32 | 78(8) | 78(8) | 49(5) | 49(5) | 0,09 | 0,07 | 0,06 | 0,05 |
| A-VI (А1000) | 10-32 | 88(9) | 88(9) | 49(5) | 49(5) | 0,08 | 0,07 | 0,05 | 0,04 |
П р и м е ч а н и я:
1. S – среднеквадратическое отклонение в генеральной совокупности испытаний;
S – среднеквадратическое отклонение в генеральной совокупности испытаний;
Sо – среднеквадратическое отклонение в партии-плавке;
– среднее значение в генеральной совокупности испытаний;
– минимальное среднее значение в партии-плавке.
2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и Sо на 4,9 МПа (0,5 кгс/мм2).
3. (Исключен, Изм. № 5).
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
(Измененная редакция, Изм. № 3, 5).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве. Масса партии должна быть до 70 т. Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждая партия сопровождается документом о качестве по ГОСТ 7566-81 с дополнительными данными:
- номер профиля;
- класс;
- минимальное среднее значение и среднеквадратические отклонения Sо в партии величин sт (s0,2) и sв;
- результаты испытаний на изгиб в холодном состоянии;
- значения равномерного удлинения для стали класса А-IV (А600), A-V (A800), A-VI (А1000).

3.3. Для проверки размеров и качества поверхности отбирают:
- при изготовлении арматурной стали в стержнях – не менее 5 % от партии;
- при изготовлении и мотках – два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
- концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса A-V (А800) – красной и зеленой, класса A-VI (A1000) – красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
- стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т;
- на ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, A-III) или условное обозначение класса по пределу текучести (А400).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565-81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566-81.
4. 1 Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564-73.
4.6. Испытание на растяжение проводят по ГОСТ 12004-81.
4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах с концентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454-78.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10-4.12. (Введены дополнительно, Изм. № 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
5.1. Упаковка, маркировка, транспортирование и хранение – по ГОСТ 7500-81 с дополнениями:
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
(Измененная редакция, Изм. № 3, 5).
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
1. Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления sв и предела текучести (физического sт и условного s0,2) в генеральной совокупности – i и минимальные средние значения этих же показателей в каждой партии-плавке – i; значения которых устанавливаются из условий:
Китай 304 Производитель труб из нержавеющей стали, Лист из нержавеющей стали, Поставщик листов из нержавеющей стали
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | Труба из нержавеющей стали 304
,
Пластина из нержавеющей стали
,
Лист из нержавеющей стали
,
Нержавеющая сталь . .. | |
| Зарегистрированный капитал: | 5130000 юаней | |
| Площадь завода: | 501~1000 квадратных метров | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14000, ИСО 20000 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Shaanxi Shunchengtian Materials Co. , Ltd. является интеграционной компанией промышленности и торговли, профессионально производящей и адаптирующей холоднокатаные и горячекатаные материалы из нержавеющей стали, которые обычно экспортируются в Европу, Юго-Восточную Азию, Африку, Северную и Южную Америку и т. д.
Изготавливаются с использованием новейших производственных технологий на нашем передовом оборудовании, которое может лучше соответствовать современным передовым технологиям и различным требованиям клиентов. Наша продукция подходит для многократной глубокой вытяжки и специфических …
Просмотреть все
Применение в производстве
4 шт.Производственное приложение
Производственное приложение
Производственное приложение
Производственное применение
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Венди
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Металлоторг – прокат
500 есть в наличии в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн:
Представлены актуальные цены на металл. 500 доступен в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн. Внимание Цены указаны с предоплатой! На партию менее 1 тонны действует наценка, подробнее у менеджера.
Посмотреть цену – Арматура конструкционная
Марка стали по прочности соответствует 7-93 и ГОСТ Р 52544 2006 и применяется для армирования железобетонных конструкций. Периодический профиль из стали марки А500С имеет не менее двух рядов поперечных кромок серповидной формы, не соединенных с продольными кромками. Его подвергают горячей прокатке без дальнейшей обработки или термообработке в потоке прокатки.
Прокат периодического сечения из арматурной стали 7-93
Настоящий стандарт распространяется на стержни периодического сечения, предназначенные для армирования железобетонных конструкций, и стержни ненапрягаемой арматуры предварительно напряженных железобетонных конструкций. Сортовой прокат из арматурной стали по 7-93 может быть:
– горячекатаный без дополнительной обработки
– термомеханически упрочненный в потоке прокатки
– механически упрочненный в холодном состоянии
Арматура в зависимости от механических свойств изготавливается следующих марок прочности: А400С, А500С, А600С.
Стол для арматуры. Ассортимент арматуры по стандарту 7-93, номинальные диаметры профилей, площадь поперечного сечения.
Вес арматуры 12 на 1 метр. арматура а500С масса
Номер профиля, номинальный диаметр арматуры, d | Площадь поперечного сечения, мм2 | Масса 1 метра, кг |
Арматура диаметром 6 мм | 28,3 | 0,222 |
Арматура диаметром 8 мм | 50,3 | 0,395 |
Арматура 10 a500s | 78,3 | 0,617 |
Арматура 12 a500s, масса арматуры 12 мм | 113 | 0,888 |
Арматура 14 а500с | 154 | 1 210 |
16 | 201 | 1 580 |
18 | 254 | 2000 |
Арматура диаметром 20 мм | 314 | 2 470 |
22 | 380 | 2 980 |
25 | 491 | 3 850 |
28 | 616 | 4 830 |
32 | 804 | 6 310 |
36 | 1018 | 7 990 |
40 | 1257 | 9,870 |
Rebar A500S GOST R 52544 2006 is manufactured with a nominal diameter:
– up to 6 mm – in coils
– from 6 to 12 mm – in coils or rods
– from 14 мм и выше – в барах.
Прутки мерной длины – в пределах от 6 до 12 м, немерной – 6 – 12 м. В партии прутков немерной длины допускается прутки длиной от 3 до 6 м в количестве 7 % от массы партии.
Номинальные диаметры, сортамент арматуры а500, площадь поперечного сечения, масса метра проката примерно такие же, как в стандарте 7-93.
Армированная термомеханически усиленная прокатка в потоке прокатки ГОСТ Р 52544-2006
Настоящий стандарт распространяется на арматуру сварную периодического сечения из стали марок А500С и В500С, которая предназначена для армирования железобетонных конструкций. Периодическое сечение такого проката должно иметь не менее двух рядов поперечных ребер, имеющих серповидную форму и не соединяющихся с продольными ребрами.
По способу производства арматурный прокат имеет следующие виды марок стали:
– А500С – горячекатаные без дополнительной обработки или термообработанные в потоке прокатки
– 500 – механически упрочненные в холодном состоянии (холоднодеформированные ) Буква “С” означает “сварной”.
Преимуществами арматурной стали марки В500С перед сталью марки А3 являются:
– высокая пластичность,
– исключает возможность разрушения сварного соединения,
– максимальные предел текучести и расчетное сопротивление, которые позволяют сэкономить 20% стали,
– низкие производственные затраты.
Различия арматуры A400 и A500. Арматура а3 (а400) и а500с
До недавнего времени в России в основном применялась арматура периодического сечения из стали марки А400 (А-III), в частности стали марок 35 и 252, которые ограниченно свариваются. Для стали 35 дуговая сварка арматуры крест-накрест запрещена, но, к сожалению, до сих пор применяется повсеместно, что часто приводит к серьезным авариям железобетонных конструкций. При строительстве зданий из монолитного железобетона с применением стали 35 контактно-дуговые и другие сварные швы не дают хорошей пластичности, такие соединения не выдерживают изгиба. Необходимо полностью отказаться от сварки и взять значительные запасы по сечению арматурного стержня, так как существует опасность сварки дуговыми прихватками арматурного стержня, а контроль за арматурными работами и качеством арматурного стержня обеспечить сложно.
Российская ассоциация стандартизации совместно с Госстроем России разработала новый стандарт 7-93, устанавливающий механические свойства, химический состав и другие требования к конструкционной арматуре А500С. В соответствии с этими требованиями арматуру марки А500С изготавливают термомеханически упрочненной, горячекатаной с микролегированием или холоднодеформированной. В арматуре из стали марки А500С продольные ребра на стержнях не обязательны, а поперечные выступы (ребра) имеют серповидную форму. Поперечные выступы не должны соединяться с продольными.
В химическом составе арматуры из стали марки А500С содержится меньше легирующих веществ, что упрощает производство и удешевляет продукцию без существенного снижения эксплуатационных свойств. Требования к строительной арматуре ГОСТ 5781 82 более жесткие по сравнению со стандартом 7-93.
Анализируя конкретные объекты монолитного строительства, при замене марки стали А400 на марку стали А500С армирование стен и перекрытий несущего железобетонного каркаса здания уменьшается по сравнению с исходным проектным решением. Соединение арматуры разного диаметра: применение А500С обеспечило уменьшение диаметра используемой арматуры, упрощение стыкового соединения стержней, эффективное использование дуговой сварки для стыковки стержней. В результате расход арматуры снижается на 2025 % без увеличения себестоимости ее, улучшается качество бетонирования за счет уменьшения насыщения сечения арматурных колонн. В среднем применение стали марки А500С вместо стали марки А400 позволяет сэкономить около 10 % рабочей арматуры.
Продукция марки А500С: ОАО «Западно-Сибирский металлургический завод», ОАО «Северсталь», ПАО «АрселорМиттал Кривой Рог», ООО «ТД Белорусский металлургический завод», ООО «Абинский электрометаллургический завод», ООО «Молдавский металлургический завод», СЗАО «Нижнесергинский метизно-металлургический», ООО «Новоросметалл», ОАО «Оскольский» Электрометаллургический завод.
Купить Арматура а500с
У нас вы можете купить все виды арматуры со складов филиалов, складов Московской области или напрямую с завода. Оказываем услуги по резке, доставке и сборке арматуры. Наличие, калибр, вес и цена Арматура А500, Арматура диаметр 12 цена, Арматура диаметр 10 цена, цену арматуры диаметр 14 Вы можете посмотреть на сайте. Для получения более подробной информации о стоимости за метр, уточнении веса штуки и расчета количества, составлении счета и оформлении заявки, уточнении вариантов оплаты и запросе сертификата на полученный металл – свяжитесь с менеджером по телефону:
(8452) 57-00-18, e-mail: [email protected]
Производство и характеристики высокопрочной арматуры – ИспатГуру
Производство и характеристики высокопрочной арматуры
0 6y 326Производство и характеристики высокопрочной арматуры
В течение последних нескольких десятилетий в железобетонных конструкциях для большинства балок, ферм и колонн в основном применялась арматура с пределом текучести 415 МПа (415 Н/кв. мм). , реже – арматурный стержень с пределом текучести 500 МПа для колонн, не входящих в состав силового каркаса. Однако в настоящее время высокопрочная арматура вытесняет ранее использовавшуюся арматуру с пределом текучести 415 МПа для строительства высотных бетонных зданий и сооружений, особенно в районах повышенной сейсмической опасности. Это делается для сопротивления силам землетрясения. Высокопрочный арматурный стержень обычно определяется как арматурный стержень с пределом текучести 500 МПа или более. В Японии арматура с пределом текучести до 690 МПа в настоящее время используется в строительных элементах, предназначенных для сопротивления силам землетрясения.
Ряд исследований был проведен для оценки использования арматурных стержней с более высокой прочностью для балок, балок и колонн, поддерживающих временные и постоянные нагрузки. Эти исследования показали, что существует растущая потребность в более прочных арматурных стержнях в сейсмических и несейсмических условиях. Существует множество потенциальных преимуществ использования высокопрочной арматуры в бетонных конструкциях. К ним относятся экономия средств, сокращение сроков строительства и уменьшение перегрузки арматуры.
В настоящее время производители стали в США разрабатывают арматурные стержни с прочностью на предел текучести до 830 МПа и с различными механическими и химическими свойствами. Новая высокопрочная арматура изготавливается с использованием различных технологий производства. Однако ни один из высокопрочных арматурных стержней не может соответствовать эталонным механическим свойствам арматурных стержней класса прочности 415 МПа. Каждый вариант высокой прочности по-разному отличается от эталонного поведения. Существует опасение, что менее пластичные высокопрочные арматурные стержни могут сломаться на изгибах и могут потребовать большего диаметра изгиба.
В Японии был начат 5-летний проект под кодовым названием «Новый ЖБ проект», который завершился в 1993 году. Одной из задач этого проекта было установление стандарта на высокопрочные арматурные стержни для использования в зданиях в сейсмических регионах. Сравнение этого стандарта с некоторыми другими стандартами для высокопрочной арматуры приведено в Таблице 1.
| Таб. 1 Сравнение некоторых стандартов для высокопрочной арматуры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сл. No. | Country | Standard | Yield strength in Mpa | Remarks | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Japan | New RC project 1993 | 980 | Also includes 1275 MPa grade но только для поперечной арматуры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | США | ASTM 1035-14 | 830 | Высокий предел текучести за счет контроля микроструктуры | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | India | IS 1786 – 2008 | 650 | Microalloyed steel with maximum CE of 0.53 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Russia | GOST 10884-94 | 1200 | High yield strength with addition из кремния до 2,3 % | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Корея | KS D3504-11 | 700 | CE Увеличение разрешено до 0,63 | 220 CE. 0221 DSTU 3760-06 | 1000 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | UK | BS 6744-01 + A2:09 | 650 | Stainless steel rebar | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | China | GB 1499.2 -07 | 500 | CE 0,55 максимум | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Примечание: Углеродный эквивалент CE = C + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/15 высокопрочная арматура Для производства высокопрочной арматуры обычно используются три метода. Это (i) холодная обработка давлением, (ii) введение легирующих элементов в состав стали и (iii) закалка и отпуск стали при ее прокатке. Высокопрочные арматурные стержни, изготовленные путем закалки и отпуска, обычно имеют относительно низкое отношение предела прочности к пределу текучести и относительно высокие деформации при разрушении. Высокопрочная арматура, полученная микролегированием, имеет относительно высокое отношение предела прочности к пределу текучести и относительно высокие деформации при разрушении. Рис. 1 Производство высокопрочной арматуры Холодная обработка давлением – Холодная обработка давлением является давним методом производства высокопрочной арматуры. При холодной обработке стали деформирование стали осуществляется с помощью любого из процессов холодной обработки давлением, таких как холодная прокатка, холодное скручивание, холодное волочение и т. д. Этот метод позволяет производить высокопрочные арматурные стержни из низкоуглеродистых и марганцевых сталей, которые являются свариваемыми. В этом методе арматурные стержни подвергаются деформационному упрочнению после горячей прокатки. Для таких арматурных стержней предел текучести можно увеличить за счет увеличения степени деформации. Холодную обработку проводят ниже температуры рекристаллизации стали. Этот процесс вызывает генерацию дислокаций и движение внутри кристаллической структуры стального материала. Дислокация – это кристаллографический дефект или неровность в кристаллической структуре. Добавление легирующих элементов — В этом методе предел текучести стального материала увеличивается путем модификации химического состава путем добавления легирующих элементов, но содержание углерода и марганца поддерживается на низком уровне, чтобы избежать значительного снижения свариваемость стали. Высокопрочная арматура, полученная с добавлением легирующих элементов, используется в прокатанном состоянии после медленного охлаждения на воздухе. Обычно высокая прочность стального материала достигается добавлением небольшого количества титана, ниобия или ванадия, что называется микролегированием. Микролегирование образует интерметаллические карбиды, которые обеспечивают мелкозернистое упрочнение и дисперсионное твердение. Мелкозернистое упрочнение происходит за счет закрепления плоских дефектов (границ зерен) во время термомеханической обработки (прокатки), что приводит к очень мелкому размеру зерна в стальных арматурных стержнях. Как правило, чем мельче размер зерна, тем выше предел текучести. Эта взаимосвязь известна как эффект Холла-Петча (соотношение Холла-Петча говорит о прочности материалов, которая настолько высока, насколько их собственная теоретическая прочность может быть достигнута за счет уменьшения размера зерна. Микролегирование титана способствует дисперсионному твердению, но сильная склонность титана к соединению с кислородом, серой и азотом затрудняет контроль эффектов упрочнения. Микролегирование ниобием широко используется в производстве стальных листов и полос, в которых температура в конце производства относительно низкая, а деформация высокая. Производство арматурного проката требует высоких температур прокатки и меньшей деформации, что делает микролегирование ниобием неэффективным для производства высокопрочного арматурного проката. Ванадий является одним из наиболее часто используемых легирующих элементов для повышения прочности арматурных стержней. Закалка и отпуск – Закалка – это быстрое охлаждение стали, нагретой до аустенитной фазы (при которой рекристаллизуется твердый стальной материал). Процесс закалки и отпуска состоит из закалки стали сразу после прокатки и последующего отпуска арматурного стержня за счет тепла, оставшегося в сердечнике, в то время как он постепенно охлаждается на охлаждающей платформе. В результате этого процесса производится сталь с механическими свойствами, которые значительно различаются между ее внутренним сердцевинным слоем и внешним поверхностным слоем, при этом внутренняя сердцевина имеет более низкий предел текучести и большую пластичность, чем внешний слой. Арматурные стержни, обработанные закалкой и отпуском, сохраняют свою площадку текучести, поскольку они не подвергались деформационному упрочнению и общий химический состав не изменился. Эти арматурные стержни могут поддаваться сварке, если их химический состав удовлетворяет требованиям. Эти арматурные стержни обычно имеют низкое отношение прочности на растяжение к пределу текучести (порядка 1,15 для 69арматуры класса прочности 0 МПа). Сталь обычно закаливается в воде, в результате чего структура материала становится твердой и хрупкой. Отпуск — это нагрев закаленной стали, при котором изменяется микроструктура, снижается твердость и повышается пластичность материала. Процесс производства высокопрочной арматуры основан на термомеханической обработке. Термомеханический процесс представляет собой металлургический процесс, который объединяет процесс пластической деформации с термическими процессами, такими как термическая обработка, закалка водой, нагрев и охлаждение с различной скоростью в единый процесс. Способ придает арматуре высокую прочность методом термомеханической обработки по сравнению с механической обработкой холодным деформированием. Прочность арматурных стержней обеспечивается закаленным мартенситным наружным слоем, а пластичность арматурных стержней обусловлена феррито-перлитной структурой в сердцевине арматурных стержней. Термомеханическая обработка превращает поверхность арматурных стержней в затвердевшую структуру (мартенсит), а затем эта фаза выделяется при охлаждении до температуры окружающей среды, что позволяет горячему стержню закалять поверхность посредством теплообмена. Рис. 2 Микроструктура закаленной и отпущенной арматуры Существует еще один способ производства высокопрочной арматуры. Этот метод описан в спецификации ASTM под номером ASTM A1035; 2011. Эти арматурные стержни обычно имеют высокое отношение предела прочности на растяжение к пределу текучести, но относительно низкую деформацию при разрушении. Этот процесс производства высокопрочных арматурных стержней является запатентованным процессом и известен как процесс «Микроструктурные манипуляции (MMFX)». Запатентованный процесс MMFX включает в себя изменение микроструктуры стали для получения желаемых механических свойств и прочности. Прочие аспекты производства – Высокопрочная арматура обычно изготавливается прямыми отрезками на прокатном стане. Однако намотка арматурных стержней меньшего размера становится практикой. Прутки наматываются вскоре после прокатки, что удерживает тепло в бухте. Таким образом, скорость охлаждения стержней спиральной арматуры несколько ниже, чем у прямых стержней. Поскольку испытуемые образцы должны быть выпрямлены перед испытанием, скрученные стержни, как правило, имеют более низкий предел текучести, а форма кривой напряжения-деформации может быть несколько закругленной. Чтобы противодействовать этому эффекту, высокопрочная спиральная арматура требует большего количества микролегирующих элементов по сравнению с прямыми арматурными стержнями соответствующих размеров. В процессе производства арматурных стержней идентификационные метки стержней добавляются во время прокатки, а механические свойства проверяются после прокатки стержней (и маркировки). Если механические свойства высокопрочной арматуры не достигаются, то получается, что арматурные стержни не соответствуют спецификациям, связанным с маркой. Проблемы с изготовлением — Проблемы с изготовлением высокопрочных арматурных стержней можно сгруппировать в две категории, а именно (i) введение нескольких сортов арматурных стержней, которые необходимо планировать, получать и хранить на производственном предприятии до использования, и (ii) изменения в процессе изготовления, необходимые в результате свойств высокопрочных арматурных стержней. Производственные процессы резки и гибки зависят от свойств высокопрочной арматуры. Высокопрочные арматурные стержни приводят к более высоким усилиям сдвига и изгиба для стержней того же размера и испытывают более эластичный отскок после изгиба, что приводит к проблемам изготовления, связанным с (i) износом существующего оборудования и возможной потребностью в новом, более мощном оборудовании. Свойства материалов Прочность и пластичность высокопрочной арматуры определяются по-разному. Свойства растяжения и другие требования, определяющие прочность и пластичность, которые указаны, включают (i) минимальный или нижний предел текучести, как указано в соответствующей спецификации, (ii) максимальный или верхний предел текучести, как указано в соответствующей спецификации, (iii ) длина площадки текучести или деформация в конце площадки текучести, (iv) предел прочности при растяжении, (v) равномерное удлинение и общее удлинение, (vi) отношение предела прочности при растяжении к пределу текучести или его обратное значение (называемое пределом текучести соотношение), и (viii) результаты испытания на изгиб или испытания на изгиб-повторный изгиб. Рис. 3 Идеализированная кривая напряжения-деформации, показывающая свойства прочности и пластичности Предел текучести – Для всех арматурных стержней обычно указывается либо предел текучести, либо предел текучести. Однако в некоторых стандартах (например, ASTM) для некоторых высокопрочных арматурных стержней указывается деформация в конце площадки текучести. Эти стандарты определяют деформацию в конце плато текучести. Стандарты ASTM не допускают, чтобы измеренное значение предела текучести опускалось ниже марки стали, в то время как другие стандарты (например, стандарты Австралии/Новой Зеландии) используют концепцию 5 % фрактильности, в которой допускается небольшой процент испытаний. быть ниже минимальной прочности. Высокопрочные арматурные стержни обычно не имеют определенного предела текучести, поэтому необходим другой способ определения предела текучести. ASTM A370 определяет предел текучести как «напряжение, при котором материал демонстрирует заданное предельное отклонение от пропорциональности напряжения деформации». Предел текучести можно определить методом смещения 0,2 % или методом «удлинения под нагрузкой» (EUL) согласно ASTM A370. Метод смещения 0,2 % используется для расчета предела текучести арматурных стержней, но также требуется дополнительная проверка с использованием метода EUL для деформации 0,0035 для определения минимального предела текучести арматурных стержней. Прочность на растяжение – В спецификациях прочность на растяжение последовательно определяется как пиковое напряжение на кривой напряжение-деформация. Прочность на растяжение рассчитывается путем деления максимальной нагрузки, которую выдерживает образец, на номинальную площадь стержня. Удлинение – Удлинение обычно указывается как общее удлинение на заданной расчетной длине, которое проходит через излом стержня. ASTM A370 предлагает два метода определения «общего удлинения». В одном методе на стержень наносится начальная длина 200 мм, и его вытягивают до разрушения. Этот метод не учитывает упругое удлинение. При первом методе концы сломанного стержня соединяются вместе, а расчетная длина измеряется повторно. Равномерное удлинение – это деформация, возникающая, когда стержень достигает своего пикового напряжения (прочность на растяжение), выраженная в процентах. Его название связано с тем, что это наибольшая деформация испытательного стержня, при этом деформации растяжения одинаковы по всей длине между испытательными захватами. Это происходит непосредственно перед началом образования шейки в баре. Равномерное удлинение обычно измеряют экстензометром во время испытания образца стержня. Она включает в себя как пластическую деформацию, так и деформацию, которая восстанавливается при разгрузке стержня. Его также можно определить путем измерения пластического удлинения после извлечения образца стержня из испытательной машины и последующего добавления восстановленной деформации. Равномерное удлинение, рассчитанное с использованием «Стандарта канадских ассоциаций CSA G30.18 (CSA, 2009)», предполагает линейную разгрузку с модулем, равным начальному модулю стали Es, равному 200 000 МПа. Однако данные испытаний арматуры класса прочности 415 МПа показывают, что (i) модуль разгрузки уменьшается с увеличением деформации растяжения, (ii) кривая разгрузки является линейной только в начальной фазе разгрузки, и (iii) реакция постепенно становится нелинейный, так как стержни полностью разгружены. Линеаризация отклика на разгрузку может привести к тому, что модуль разгрузки составит около двух третей от начального модуля нагрузки. Для высокопрочных арматурных стержней восстановленная деформация может достигать 1 %. Некоторые стандарты (например, Австралийский/Новозеландский стандарт 4671, 2001 г.) требуют указывать равномерное удлинение. Равномерное удлинение является полезным свойством для расчетов на сейсмостойкость, поскольку оно более тесно связано с максимальным удлинением (полезным удлинением), которое зависит от места деформации, т. е. в области пластического шарнира. Полезное удлинение следует принимать равным 75 % или менее от равномерного удлинения, поскольку в условиях циклического нагружения арматурные стержни могут достичь эквивалентного поврежденного состояния, связанного с равномерным удлинением, при меньшем удлинении. Арматурные стержни обычно имеют характерное отношение равномерного удлинения к удлинению при разрыве, которое зависит от типа арматуры. Пластичность – Испытания на изгиб и изгиб-повторный изгиб представляют собой два способа оценки пластичности арматурных стержней. Обычно спецификации арматурного стержня включают испытание на изгиб, при котором стержни изгибаются вокруг штифта или оправки определенного диаметра и до определенной степени изгиба. Диаметр изгиба зависит от диаметра стержня. Три основные категории экспериментальных испытаний полезны для изучения поведения изгибов в арматурных стержнях, при этом каждая категория испытаний предназначена для ответа на определенный набор вопросов. Эти категории включают (i) визуальный осмотр изгибов (испытания на изгиб ASTM), (ii) испытания на изгиб/повторный изгиб и (iii) испытания на изгиб в бетоне. Спецификации ASTM для арматурных стержней определяют требование к изгибу как «Образец для испытаний на изгиб должен выдерживать сгибание вокруг штифта без образования трещин на внешней стороне изгиба». Требуемое испытание на изгиб, следовательно, включает в себя изгибание стержней на 180 градусов (или 90 градусов для стержней диаметром 43 мм и более) при указанном диаметре изгиба штифта. Затем проводится визуальный осмотр для выявления трещин на изгибе. Если визуально трещин не наблюдается, считается, что образец выдержал испытание на изгиб. При испытаниях на изгиб и повторный изгиб образцы стержней изгибают до требуемого угла и диаметра изгиба, а затем выпрямляют либо при квазистатической, либо при динамической нагрузке. Для стержней с пределом прочности 415 МПа деформационное упрочнение увеличивает прочность стали на изгибах и обычно приводит к пластичному разрушению образцов вдали от изгибов. Однако, если арматурные стержни имеют ограниченную пластичность, например высокопрочные арматурные стержни, требования к деформации на изгибах могут вызвать трещины, которые могут сделать изгибы более слабыми, чем несогнутые части арматурных стержней, и более восприимчивыми к хрупкому разрушению. Если арматурный стержень ломается хрупким образом при изгибе, считается, что он не прошел испытание на изгиб/повторный изгиб. В некоторых стандартах требуется испытание на изгиб-повторный изгиб для стержней меньшего диаметра и испытание на изгиб для стержней большего диаметра. Для испытания на изгиб-повторный изгиб образец стержня должен быть согнут вокруг оправки определенного диаметра под углом 90 градусов посередине длины образца. Делают два дополнительных изгиба под 45 градусов, чтобы образец был прямым на одной части, V-образным в средней части и прямым на другом конце, как показано на рис. 4. Затем образец выдерживается в масле в течение часа при 100°С. град С, охлаждали и перегибали в обратном направлении, прикладывая усилие натяжения к концам образца. Стадии старения и охлаждения необходимы для имитации пагубных последствий деформационного старения. Рис. 4 Испытательные образцы арматурных стержней, демонстрирующие изгиб-повторный изгиб Следует отметить, что испытания на изгиб/повторный изгиб предъявляют к изгибам стержня более высокие требования, чем обычно предъявляются к бетонной конструкции. По этой причине лучше всего сравнивать показатели изгиба/повторного изгиба высокопрочной арматуры с показателями стержней класса прочности 415 МПа, которые использовались в течение десятилетий и показали адекватные характеристики в бетонных элементах. Изгибы арматурных стержней также можно проверить в бетоне. В таких испытаниях можно исследовать взаимодействие между бетоном и изгибами стержней. Упрощенные версии теста включают в себя встраивание стержня с крюком в бетонный блок и вытягивание его до разрушения. Деформационное старение – Деформационное старение определяется как процесс, при котором сталь, деформируемая за пределы своего предела упругости, подвергается зависящим от времени изменениям механических свойств. Как правило, у арматурных стержней, нагруженных сверх предела упругости, со временем наблюдается увеличение их прочности на растяжение и снижение их пластичности (рис. 5). Также доказано, что деформационное старение влияет на температуру хрупкого перехода в стали. Факторы, влияющие на деформационное старение, включают состав стали, температуру и время, прошедшее с момента возникновения больших деформаций. Деформационное старение в основном связано с перераспределением азота в стальной матрице. Более высокие температуры ускоряют этот процесс. Следовательно, деформационное старение происходит намного быстрее в более теплых регионах. Как правило, большинство последствий пятнистого старения стальной арматуры проявляется в течение нескольких месяцев после появления неупругих деформаций. При изгибе арматурных стержней они испытывают большие неупругие деформации. Таким образом, изгибы стержней склонны к охрупчиванию в результате деформационного старения, что может привести к их преждевременному разрушению и ограничить их способность выдерживать неупругие деформации во время структурной нагрузки. Рис. 5 Типичные кривые напряжения-деформации, показывающие влияние деформационного старения Исследование деформационного старения арматурных стержней показало, что микролегированная сталь, включая титан и ванадий, может снизить влияние деформационного старения на арматурные стержни. Такие легирующие элементы обладают свойствами, которые позволяют им связываться с азотом в композиции с образованием нитридов. Эти реакции ограничивают количество свободного азота в стали, что связано с эффектами деформационного старения. 30ХН2МФА, 30ЧН2МФА – легированная конструкционная стальСталь конструкционная легированная 30ХН2МФА для термического улучшения, применяемая в авиационной, военной и арматуростроительной промышленности для деталей тяжелонагруженных по ГОСТ 4543-71, ПН-72/Н-84035.Table of content:
30hn22mf -Specifive и Applications Arderse Arderbation и Sellafive Arderbation и Sellafive Arderbation и Sellafive Arderbation и Sellafive For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For For S. и больших габаритов, используемых для изготовления особо тяжелых машин, двигателей, транспортных средств и винтовочных стволов в авиационной, автомобильной, энергетической и оборонной промышленности в условиях пониженных и повышенных температур. Наилучшие свойства достигаются при размерах 80 мм.Сталь используется для производства приводных валов, осей, шатунов, валов, роторов, дисков, компонентов планетарных передач, карданных валов и стволов винтовок. Изделия марки 30ХН2МФА склонны к отслаиванию, обладают ограниченной свариваемостью, нечувствительностью к отпуску и их термообработку проводят с охлаждением в масле. Прокатные и кованые материалы этой марки не обладают коррозионной стойкостью и их свариваемость особенно ограничена – требуется предварительный подогрев изделия. Сталь чаще всего поставляется после умягчающего отжига. Общие механические и физические свойства:
Mechanical properties of 30HN2MFA grade for individual dimensions
Тепловая обработка – процессы, температура и охлаждение. 840 – 880 ℃
Компания Виргамет в указанной марке обеспечивает:
equivalents according to other standards: 30ChN2MFA, 30KhN2MFA, 30ХН2МФА, 30ChN3M2FA, 30HN3M2FA, 30KhN3M2FA, 30ХН3М2ФА, 30HN2MFAŻ, 30ChN2MFA-Sh, 30KhN2MFA -Ш, 30ХН2МФА-Ш Узбекистан Данные по импорту легкосплавных автомобилей по коду ТН ВЭД 7213
100 лучших фильмов ужасов всех времен, которые напугают вас до бесчувствияФотография: Time OutНапугайте нас нашим списком лучших фильмов ужасов, таких как «Экзорцист» и «Прочь», выбранным сценаристами и экспертами в области ужасов Time Out Реклама Фильмы ужасов редко пользуются заслуженным уважением . Только недавно ситуация начала меняться. Такие дальновидные авторы, как Ари Астер и Джордан Пил, и такие хиты, как « Тихое место», «», « Оно следует за вами», «» и «, прочь, », подняли ужас на более высокий уровень в кинематографической вселенной. Но пусть этот список величайших фильмов ужасов, когда-либо созданных, опровергает мысль о том, что этот жанр когда-либо имел меньшую ценность, чем другие. В конце концов, каждый фильм существует для того, чтобы заставить зрителей что-то почувствовать, а что заставляет вас чувствовать больше, чем хороший фильм ужасов? Среди наших подборок вы найдете фильмы, которые раскрывают общечеловеческие страхи, будь то страх смерти и болезней или более конкретные фобии. В конце концов, есть не один способ напугать кого-то, и эти фильмы делают это лучше всех остальных. Written by Tom Huddleston, Cath Clarke, Dave Calhoun, Nigel Floyd, Phil de Semlyen, David Ehrlich, Joshua Rothkopf, Nigel Floyd, Andy Kryza , Alim Kheraj and Matthew Певица Рекомендуем: 🔥 100 лучших фильмов всех времен Вводя свой адрес электронной почты, вы соглашаетесь с нашими Условиями использования и Политикой конфиденциальности, а также соглашаетесь получать электронные письма от Time Out о новостях, событиях, предложениях и рекламных акциях партнеров. 🙌 Отлично, вы подписались! Спасибо за подписку! Ждите скоро свой первый информационный бюллетень в своем почтовом ящике! 100. IT (2017)
Режиссер: Энди Мушетти . Тим Карри всегда будет олицетворять Пеннивайза, танцующего клоуна, воплощение самого страха. Но в этой экранизации эпического романа Стивена Кинга 2017 года, перенесенной в 1980-е вместо 50-х, это Билл Скарсгард, который пугает вас до безумия. В роли Пеннивайза глаза Скарсгарда блуждают в двух разных направлениях, из-за чего персонаж выглядит поистине чудовищным и ненормальным. Когда он взаимодействует с детьми, он пускает слюни, словно голодный, жаждущий поглотить их и их страх. Великолепная игра молодых актеров также предотвращает неловкость «детской игры», а темы дружбы и потери невинности напоминают «Останься со мной » (еще одна адаптация Кинга) и 9.0295 ЭТ . Иногда это может быть сентиментально, но когда это пугает — и это действительно пугает — это леденящее кровь напоминание о том, что клоуны ужасны, независимо от вашего возраста. 99. The Invisible Man (2020)
Режиссер: LEEGH WHANLELL CAST: ELISABET MOSSABTHEN . do in the shadows Реклама 98. Туман (2007)
Режиссер: Frank Darabont Cast: Thames Joles . : все затуманено 97. Бог сказал мне (1976)
Режиссер: Ларри Коэн CAST: TONY LO BIANCO, DAL -DELARCO, DEAL, DEAL, DEABORCO, DEABORCO, DEABORCO, DEABORCO, DEAL, DEAL, DEAL, DEABORCO. слишком много Реклама Фото: Studiocanal96. Saint Maud (2020) Режиссер: Rose Glus скучный английский прибрежный городок с яростным грузом религиозной мании, психологических силовых игр и странных моментов кошмарной мерзости. Морфидд Кларк удивительна в роли глубоко религиозной Мод, медсестры, чье первое частное задание приводит ее в дом неизлечимо больной и неизлечимо колючей бывшей танцовщицы Дженнифер Эль. Последовавший за этим танец беспокойного аскета и курящего сигары сластолюбца имеет оттенки психологических трений 9-го века. 95. Reanimator (1985)
Режиссер: Stuart Gordon Атм.0005 Я воскресение Реклама
Директор: Peter Jackson Cast: Timoty Moodey, DaMoty, DaMOTY, DAMOTY, DAMOTY, DAMOTY, DAMOOTY MODOTY, DAMOOTY, DAMOOTY MODOTY, DAMOOTY MODOTY.0005 Эбботт и Костелло знакомятся со «Зловещими мертвецами» В результате получился один из самых неумолимых, радостно неприятных фильмов, когда-либо выпущенных, в котором есть обезьяны-мутанты, пожиратели плоти зомби, смерть от газонокосилки, жрецы кунг-фу и шутки про «Лучников». Он также содержит самую тошнотворную сцену ужина со времен La Grande Bouffe , включающую брызги крови, растворяющуюся плоть, человеческие уши и миски с хлопьями из рисового пудинга. 93. Звонари смерти (1988)
Режиссер: Дэвид Кроненберг В ролях: Джереми Айронс, Женевьев Бюжольд То же самое, но другой Да, в нем есть кровь, «инструменты для работы с женщинами-мутантами» и общий тон глубокого беспокойства, но в первую очередь это исследование домашнего психоза при уникальных обстоятельствах. Это также беспрецедентная демонстрация актерского мастерства: с помощью технологии камеры, управляемой компьютером, Джереми Айронс смог изобразить обоих главных героев, близнецов-гинекологов Эллиота и Беверли Мантл. Реклама Юнайтед92. День мертвых (1985)
Директор: George A Romero Cast: Lori карта Terry.0005 Все, что вам нужно, это Баб 91. Неизвестный (1927)Режиссер : Тод Браунинг В ролях : Лон Чейни, Джоан Кроуфорд . Здесь внешне причудливые, но и внутренне искривлены (можно даже утверждать, что Уроды работает как извинение за Неизвестный ), как душитель с двумя большими пальцами изображает из себя безрукого метателя ножей, чтобы соблазнить красивую девушку у которого есть патологический страх мужских рук. Этот синопсис должен дать некоторое представление о том, какую горячую фрейдистскую кашу подает Браунинг. Это головокружительный, подрывной, удивительно смотрибельный тихий шокер. Реклама 90. Сессия 9 (2001)Режиссер : Брэд Андерсон В ролях : Питер Муллан, Дэвид Карузо 9 It!Этот микробюджетный американский инди-сериал оказался настолько провальным, что даже не был выпущен в кинотеатрах Великобритании. А это означало, что те, кто прислушивался к слухам и читал его на DVD, чувствовали, что совершают настоящее открытие: это фильм настолько мрачный, жуткий и тревожный, что его никогда не воспримет обычная аудитория. Питер Муллан превосходно сыграл Гордона, босса компании по удалению асбеста, которой поручено расчистить заброшенную психиатрическую больницу. Один из первых фильмов, снятых на цифровое HD-видео, фильм обладает неземным, реальным, но не реальным блеском, который неизмеримо усиливает душераздирающую атмосферу надвигающейся гибели. 89. Saló, или 120 дней Sodom (1975)Режиссер: Pier Paolo Pasolini . Дейв Калхун Главный сотрудник по контенту, Северная Америка и Великобритания Реклама 88. Фантазм (1979)
| 99 2||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||