Сталь р6м5 характеристики: Марка стали Р6М5
alexxlab | 29.06.2023 | 0 | Разное
Быстрорежущая сталь марки Р6М5 расшифровка, характеристики и применение, химический состав, термобработка, механические свойства
Содержание
- 1 Аналоги и заменители
- 2 Расшифровка стали Р6М5
- 3 Применение стали Р6М5
- 4 Вид поставки
- 5 Химический состав, % (ГОСТ 19265—73)
- 6 Термообработка стали Р6М5
- 6.1 Закалка
- 6.2 Температура закалки стали Р6М5
- 6.3 Отпуск
- 7 Критические точки, °С
- 8 Механические свойства (ГОСТ 19265-73)
- 9 Технологические свойства
- 10 Узнать еще
Аналоги и заменители
Иностранные аналоги — HS 6-5-2 (Германия, DIN), 1.3343 (Европа, En)
Расшифровка стали Р6М5
Буква «Р» означает, что сталь является быстрорежущей.
Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%.
Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т. е. молибдена в стали 5%.
е. молибдена в стали 5%.
Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.
По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5.
Применение стали Р6М5
Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей.
Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Недостатки:
а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2
б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки
для инструментов разных плавок.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88.
Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75.
Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77.
Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.
Химический состав, % (ГОСТ 19265—73)
| C | 0,80-0,88 |
| Cr | 3,8-4,4 |
| W | 5,5-6,5 |
| V | 1,7-2,1 |
| Mo | 5,0-5,5 |
| Mn | не более 0,4 |
| Si | не более 0,5 |
| Ni | не более 0,4 |
| S | не более 0,03 |
| P | не более 0,03 |
Термообработка стали Р6М5
Закалка
Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин.
Нагрев выполняют в смеси ВаСl2 (78%) и NaCl (28%) при 800-850°С и в ВаСl2 при нагреве выше 1050°С. Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с).
Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С.
Может быть и более высокая температура выдержки — 650°С.
Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких.
Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации.
Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы.
Температура закалки стали Р6М5
| Инструменты | Температура нагрева стали Р6М5, °С | Балл зерна | Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) |
| Крупные сверла и резцы | 1220-1240 | 10-8,5 | 60-61 |
| Остальные режущие инструменты | 1210-1230 | 10,5-9,5 | 59-60 |
| Остальные режущие инструменты | 1180-1200 | 12 | 56-57 |
Отпуск
После закалки выполняют многократный 2 раза для вольфрамомолибденовых.
Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей.
Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов.
Критические точки, °С
| Аc3 | Аc3 | Аr2 | Аrm |
| 800 | 860 | 720 | 780 |
Механические свойства (ГОСТ 19265-73)
| Режим термообработки | HRCz после отпуска | σизг, МПа | Красностойкость (HRC58), °С |
| Закалка с 1200-1230 °С, охл. на воздухе, в масле, в расплаве солей; отпуск при 540- 560 °С, охл. в соляных ваннах | 63-65 | 320-360 | 620 |
Технологические свойства
Температура ковки, °С: начала — 1160, конца — 850.
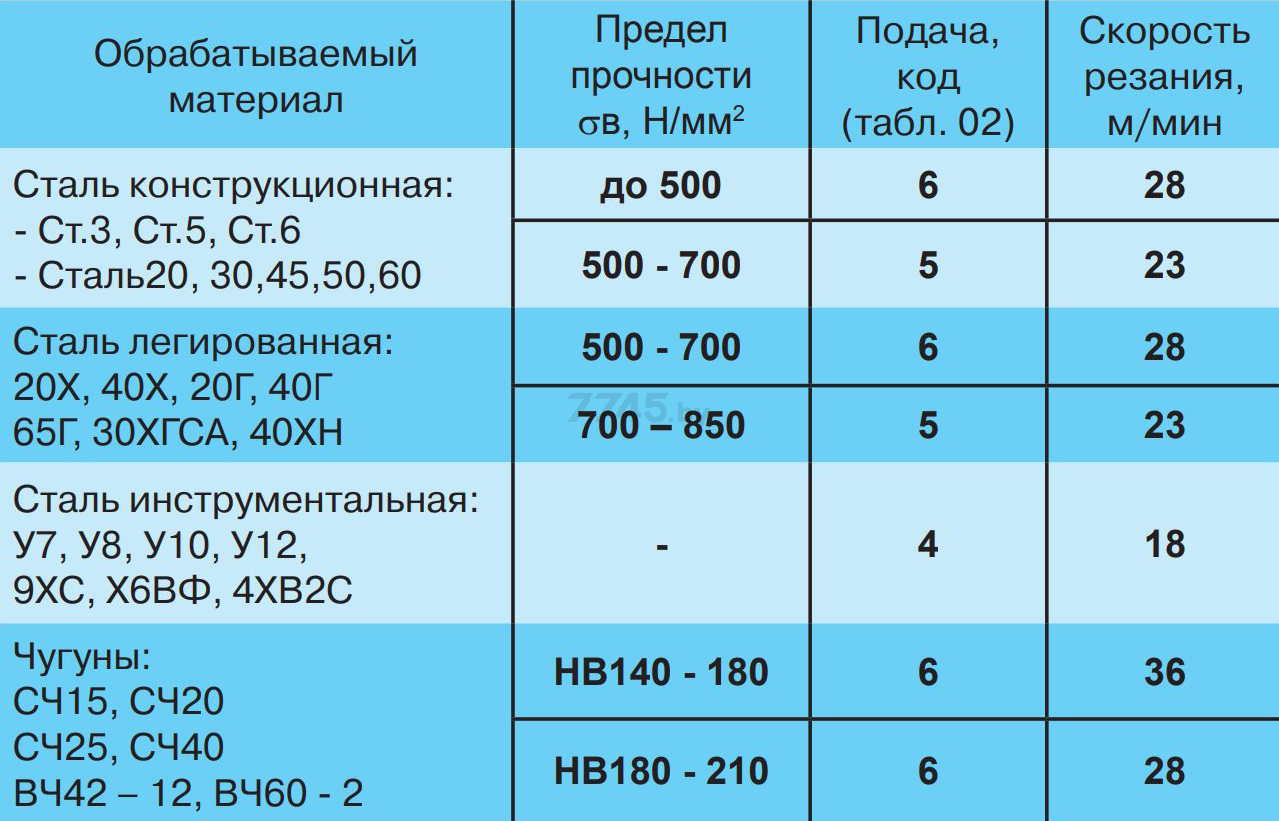
Обрабатываемость резанием:
В отожженном состоянии при 255 HB
Kv = 0.8 (твердый сплав).
Kv = 0.6 (быстрорежущая сталь).
Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром.
Флекеночувствительность — не чувствительна.
Склоность к отпускной хрупкости.
Не применяется для сварных конструкций.
Нержавеющая сталь Р6М5 – УТК-Сталь Екатеринбург
Быстрорежущая сталь Р6М5 относится к категории самозакаливающихся сплавов, которые имеют большой запас прочности. Американский аналог отечественного сплава – М2, основная область использования – изготовление режущих инструментов.
Расшифровка маркировки содержит всю необходимую информацию для понимания особенностей металла:
- Р – обозначение для быстрорежущих металлов;
- 6 – процентное соотношение вольфрама в сплаве;
- М5 – наличие молибдена в составе, которое достигает 5%.
Данный сплав может модифицироваться добавлением других химических компонентов, которые повышают эксплуатационные характеристики. В качестве добавок используются азот, цирконий, ванадий, титан или кобальт. В зависимости от назначения разрабатывается оптимальный состав сплава и технология обработки.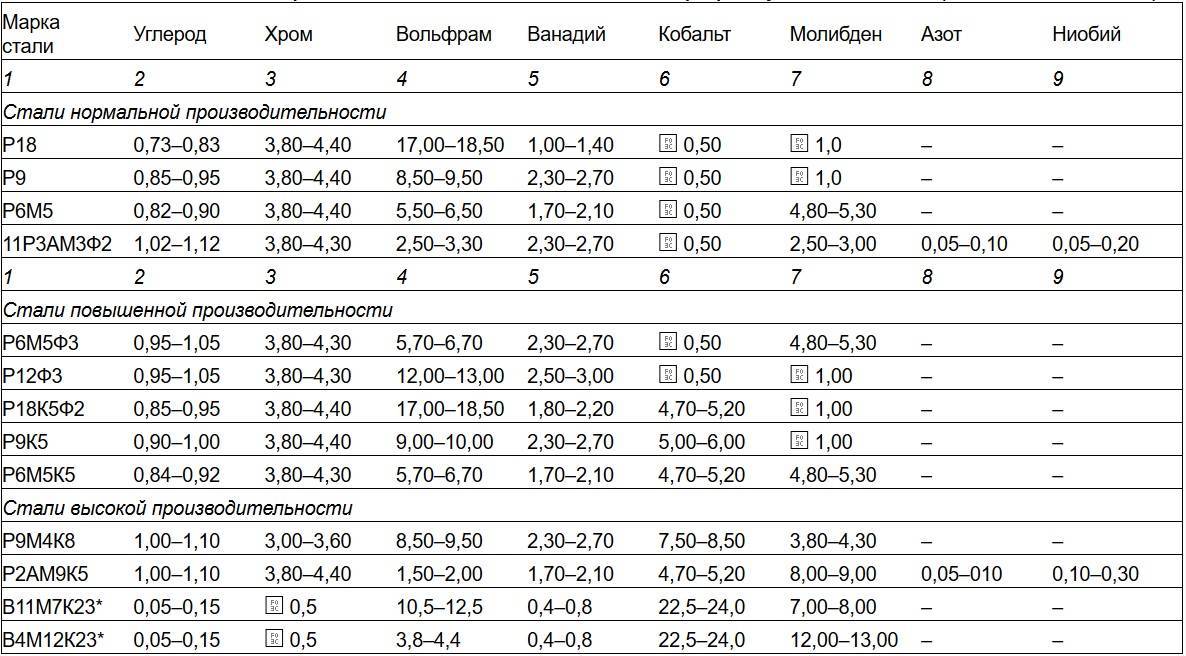
Какими ГОСТами регулируется
Производство стали регламентируется ГОСТ 19265-73, в котором прописан точный состав сплава и процентное соотношение всех отдельных компонентов. Химический состав сплава может дополняться вводом дополнительных соединений, но основа остается неизменной:
- углерод, кремний, магний, никель, мера, фосфор, кобальт – 1%;
- стронций – 4,4%;
- молибден – 5,3%;
- вольфрам -6,5%;
- ванадий – 2,1%.
Технология изготовления сплава также придерживается ГОСТа, и самым важным этапом является отжиг заготовок. По сравнению с другими металлами сплав Р6М5 при отжиге становится крепче и прочнее. Так как для инструментальной стали молекулярная плотность является самой важной характеристикой, то перед закалкой заготовки обязательно подвергают температурному воздействию.
Металлическое полотно нагревается в специальной печи до температурного предела в 870 градусов по Цельсию, затем остужают. Эту процедуру проводят несколько раз для укрепления структуры металла. При этом процесс закаливания и отжига проходит в строгом температурном режиме, и с каждым разом период остывания будет занимать больше времени. Термообработка увеличивает прочность металла на 20-30%, но для получения необходимо соблюдать строгие условия проведения закалки и нагрева.
Эту процедуру проводят несколько раз для укрепления структуры металла. При этом процесс закаливания и отжига проходит в строгом температурном режиме, и с каждым разом период остывания будет занимать больше времени. Термообработка увеличивает прочность металла на 20-30%, но для получения необходимо соблюдать строгие условия проведения закалки и нагрева.
Заготовка предварительно нагревается в соляном растворе в течение 20 секунд при температуре в 850 градусов по Цельсию. Продолжительность нагрева высчитывается по толщине стали, а с каждым последующим этапом нагревания температура рабочей среды увеличивается. Марка стали Р6М5 изготавливается в разном сортаменте, что намного упрощает обработку заготовок и изготовление различных инструментов.
Характеристики и свойства
Сплав Р6М5 хорошо поддается обработке, поэтому из него изготавливают детали сложной формы, которые подвергаются интенсивному механическому воздействию. Заготовки можно обрабатывать на шлифовальном станке, а готовые изделия сохраняют рабочие характеристики при длительном нагревании.
Ключевыми физико-механическими свойствами стали Р6М5 ГОСТ 19265-73 являются:
- повышенная износостойкость;
- высокая вязкость;
- ударная прочность;
- стойкость к коррозии.
Отличительной особенностью стало периодическое затупление режущей кромки. Инструменты, изготовленные из этого вида стали, нуждаются в заточке, для чего используется шлифовальное оборудование. ГОСТ 19265-73 для Р6М5 делится на несколько отдельных стандартов для видов металлопроката такой категории. Подобный регламент предписывает габаритные размеры продукции и эксплуатационные характеристики, которые могут незначительно отличаться в зависимости от формы заготовки.
Сфера применения нержавеющей стали Р6М5
Основная область применения – изготовление режущих деталей и элементов для промышленного оборудования и для бытового использования:
- сверла, резцы, плашки;
- ножи для бытового использования;
- режущие элементы для станков;
- теплостойкие шароподшипники;
- инструмент для черновой и чистовой резки.

Высокая ударная прочность и вязкость дают возможность создавать сверла сложной конфигурации, которые могут работать с покрытиями любого типа. Из сплава изготавливают режущий инструмент следующего типа:
- простые сверла с односторонней заточкой;
- корончатые сверла для гипсокартона;
- ступенчатые сверлильные элементы;
- сверла по камню, дереву и кирпичу.
Продукция из нержавеющей стали Р6М5
Компания «УТК-Сталь» предлагает купить сталь Р6М5 по привлекательной стоимости от производителя. Предприятие изготавливает весь сортамент металлопроката, который пользуется спросом на рынке:
- Профили высокой точности, изготовленные по технологии холодного деформирования;
- Кованые круги и квадраты;
- Горячекатаные круги;
- Калиброванные прутки;
- Прутки и полосы в широком размерном диапазоне;
Структура и свойства быстрорежущей стали R6M5 с покрытием SiC
Главная Основные технические материалы Основные технические материалы Vols. 594-595 Структура и свойства R6M5 с покрытием SiC…
Предварительный просмотр статьи
Abstract:
Исследовалась возможность упрочнения быстрорежущей стали Р6М5 методом финишного плазменного упрочнения (ФПС) до нанесения тонкопленочных покрытий Sic. Методами сканирующей электронной микроскопии и рентгеноструктурного анализа проведено сравнительное исследование структуры, фазового и химического состава до и после нанесения Sic тонкопленочного покрытия поверхностного слоя быстрорежущей стали Р6М5. Экспериментально установлено, что покрытие Sic Applied Method FPS состоит из мелкошаровидной формы размером 100-300 Нм. Установлено, что микротвердость поверхности стали Р6М5 после нанесения покрытия Sic увеличилась почти в 2,5 раза по сравнению с исходным.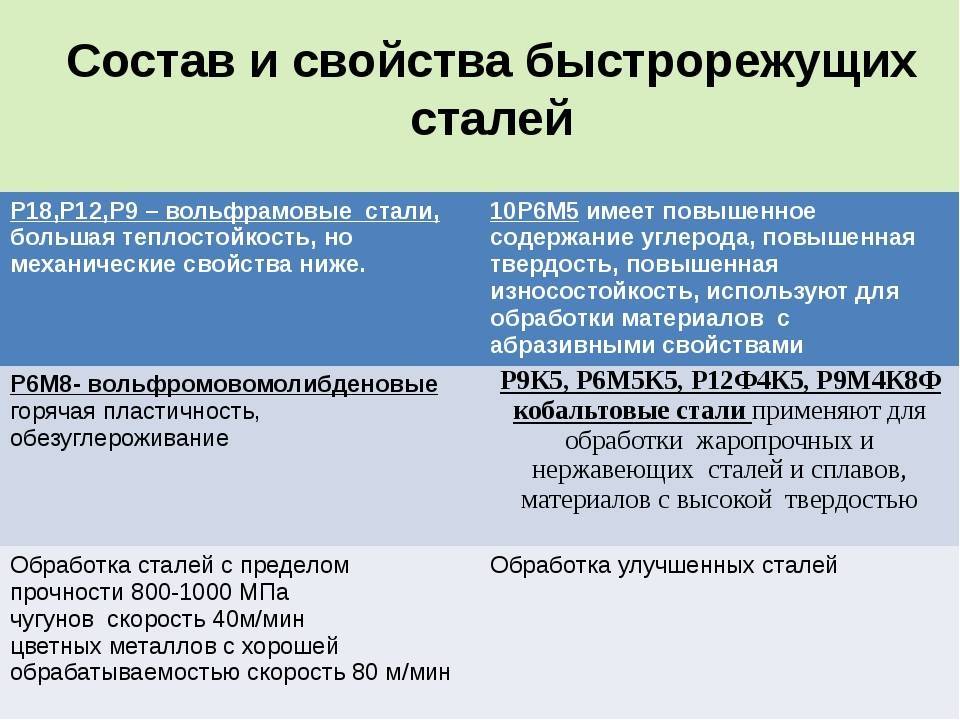
Доступ через ваше учреждение
Вас также могут заинтересовать эти электронные книги
Предварительный просмотрРекомендации
Академия Google
[2]
Григорьев. С. Н. Технологические методы повышения износостойкости накладок режущего инструмента, [Текст] : Монография / С. Н. Григорьев; В.П. Табаков, М.А. Волосова. — Старый Оскол: ТНТ, 2011. — 379 с.п. [На русском].
С. Н. Технологические методы повышения износостойкости накладок режущего инструмента, [Текст] : Монография / С. Н. Григорьев; В.П. Табаков, М.А. Волосова. — Старый Оскол: ТНТ, 2011. — 379 с.п. [На русском].
Академия Google
[3] Тополянский П.А., Соснин Н.А., Ермаков С.А. Новая технология – финишная плазменная закалка/ Стратегия обновления и восстановления ресурса энергетического оборудования. Отечественные и зарубежные сварочные и другие технологии. Эд. С-Пб. 1997. стр. 175-181. [На русском].
Академия Google
[4]
Локтев Д. Методы и оборудование для нанесения износостойких покрытий [Текст] / Д. Локтев, Е. Ямашкин / Наноиндустрия. Научно-технический журнал. – 2007. – №4. – С.18-26. [На русском].
Методы и оборудование для нанесения износостойких покрытий [Текст] / Д. Локтев, Е. Ямашкин / Наноиндустрия. Научно-технический журнал. – 2007. – №4. – С.18-26. [На русском].
Академия Google
[5] Тушинский Л.Н. Теория и технология упрочнения металлических сплавов. — Новосибирск: Наука, 1990. — 306 с. [На русском].
Академия Google
[6]
Тополянский, П. А. Изучение адгезионных свойств и механизма формирования покрытий, нанесенных методом финишного плазменного упрочнения [Текст] / П. А. Тополянский / Технология ремонта, восстановления и упрочнения деталей машин, механизмов, оборудования, инструмента и оснастки. Материалы 7-й Международной конференции-выставки 12 – 15 апреля 2005 г., Санкт-Петербург: Изд. СПбГПУ. – 2005. – С.316-333.
Материалы 7-й Международной конференции-выставки 12 – 15 апреля 2005 г., Санкт-Петербург: Изд. СПбГПУ. – 2005. – С.316-333.
Академия Google
[7] Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии: сварка, наплавка, закалка. Эд. Политехнический университет, Санкт-Петербург. 2008 г. – 405 стр. [На русском].
Академия Google
[8] Геллер Ю. Инструментальная сталь. – М.: Металлургия, 1983. – 527 с. [На русском].
Академия Google
[9]
Григоревич В. К. Твердость и микротвердость металлов. М: Наука, 1976. – 230 с. [На русском].
К. Твердость и микротвердость металлов. М: Наука, 1976. – 230 с. [На русском].
Google Scholar
[10] Трефилов В.И., Мильман Ю.В., Фирстов С.А. Физические основы прочности тугоплавких металлов – Киев, Наумова думка, 1975. – 315 с. [На русском].
Академия Google
[11] Скаков М.К., Рахадилов Б.К., Шеффлер М., Модификация структуры и свойств стали Р6М5 при электролитно-плазменной обработке / Advanced Materials Research/ Vol. 601, 2013 – стр. 64-68.
DOI: 10. 4028/www.scientific.net/amr.601.64
4028/www.scientific.net/amr.601.64
Академия Google
[12] Нанокристаллические интерметаллидные и нитридные структуры, образующиеся при воздействии ионного излучения / И.А. Курзина [и др.] — Томск: Изд-во НТЛ, 2008. — 324 с. [На русском].
Академия Google
Цитируется
Трение скольжения стали Р6М5 по стали 45 с использованием смазки Литол-24, модифицированной частицами MoS2
Трение скольжения стали Р6М5 по стали марки 45 при использовании смазки Литол-24, модифицированной MoS
2 Частицы- Бреки, А.
 Д. ;
Д. ; - Чулкин С.Г. ;
- Гвоздев А.Е. ;
- Колмаков А.Г.
Аннотация
Исследовано влияние добавки 10 мас. % частиц MoS 2 в смазку Литол-24 на трение скольжения стали Р6М5 по стали марки 45 по схеме ролик-ролик при нагрузке до 800 Н и частоте вращения. 1500 мин -1 . Показано, что установленные общие законы трения скольжения не меняются по сравнению с установленными ранее. Зависимости силы трения от нормальной силы (нагрузки) имеют два линейных участка, на которых выполняется закон Амонтона-Кулона. В общем случае справедлива и обобщенная версия закона Амонтона-Кулона. Добавление MoS 2 повышает вязкость смазки и несущую способность смазочного слоя.