Сталь рифленая 5 мм вес 1 м2: Лист рифленый 5 мм вес 1 м2
alexxlab | 23.08.1987 | 0 | Разное
Лист стальной рифленый в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48
Подбор по параметрам
| 45,210 Р | Лист стальной рифленый 3 мм, чечевица, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 23.55 кг, цена за тонну | 45,210 Р | ||
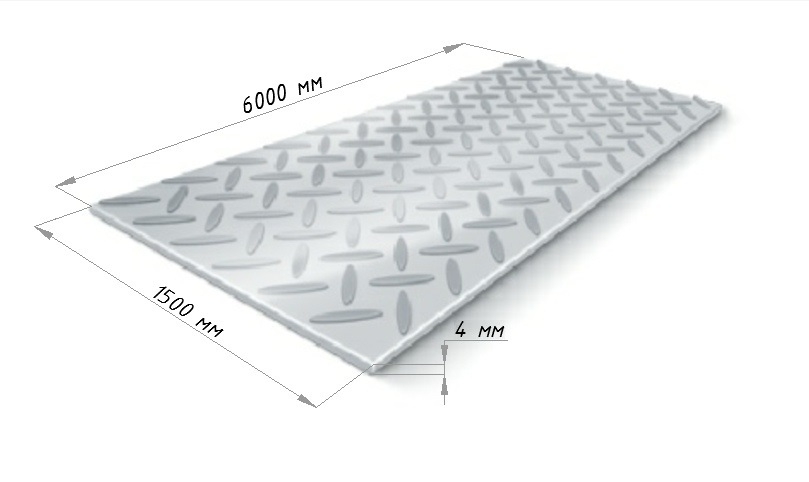
| 44,211 Р | Лист стальной рифленый 4 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну | 44,211 Р | ||
| 42,434 Р | 42,434 Р | |||
| 43,245 Р | Лист стальной рифленый 4 мм, ромб, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 31.40 кг, цена за тонну | 43,245 Р | ||
| 42,908 Р | Лист стальной рифленый 5 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну | 42,908 Р | ||
| 43,247 Р | Лист стальной рифленый 5 мм, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну | 43,247 Р | ||
| 42,180 Р | Лист стальной рифленый 5 мм, ромб, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 39.25 кг, цена за тонну | 42,180 Р | ||
| Лист стальной рифленый 6 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 47.10 кг, цена за тонну | 44,216 Р | |||
| 42,512 Р | Лист стальной рифленый 8 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 62.80 кг, цена за тонну | 42,512 Р | ||
| 41,855 Р | Лист стальной рифленый 10 мм, чечевица, размеры: 1500×6000 мм, тонколистовой, вес 1 кв. м. 78.50 кг, цена за тонну | 41,855 Р | ||
| 4,402 Р | Лист стальной рифленый 1.2 мм, квинтет, размеры: 1200×3000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист | 4,402 Р | ||
| 5,210 Р | Лист стальной рифленый 1.2 мм, квинтет, размеры: 1200×4000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист | 5,210 Р | ||
| 5,718 Р | Лист стальной рифленый 1.2 мм, квинтет, размеры: 1500×3000 мм, тонколистовой, вес 1 кв. м. 9.42 кг, цена за лист | 5,718 Р | ||
| 3,707 Р | Лист стальной рифленый 1.5 мм, квинтет, размеры: 1200×2000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист | 3,707 Р | ||
| 5,127 Р | Лист стальной рифленый 1.5 мм, квинтет, размеры: 1200×3000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист | 5,127 Р | ||
| 4,480 Р | Лист стальной рифленый 1.5 мм, квинтет, размеры: 1250×2500 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист | 4,480 Р | ||
| 6,269 Р | Лист стальной рифленый 1.5 мм, квинтет, размеры: 1500×3000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист | 6,269 Р | ||
| 9,151 Р | Лист стальной рифленый 1.5 мм, квинтет, размеры: 1500×4000 мм, тонколистовой, вес 1 кв. м. 11.78 кг, цена за лист | 9,151 Р | ||
| 4,604 Р | Лист стальной рифленый 2 мм, квинтет, размеры: 1200×2000 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за лист | 4,604 Р | ||
| 4,726 Р | Лист стальной рифленый 2 мм, квинтет, размеры: 1200×2150 мм, тонколистовой, вес 1 кв. м. 15.70 кг, цена за лист | 4,726 Р |
 org/Offer”>
org/Offer”> org/Offer”>
org/Offer”>
 org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”> org/Offer”>
org/Offer”>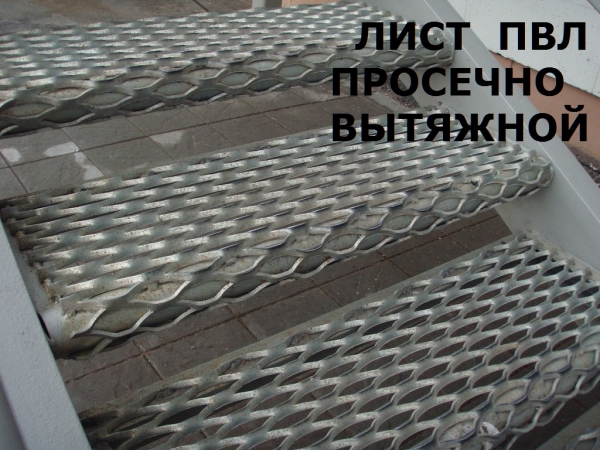 org/Offer”>
org/Offer”>Показать ещё 20 из 378
-15% на резку
действует до 03. 10.2022
10.2022
-15% на резку
действует до 03.10.2022
-10% на доставку
действует до 03.10.2022
-15% на резку
действует до 03.10.2022
-10% на доставку
действует до 03.10.2022
-15% на резку
действует до 03.10.2022
-15% на резку
действует до 03.10.2022
-15% на резку
действует до 03.10.2022
-10% на доставку
действует до 03.10.2022
-10% на доставку
действует до 03.10.2022
ГОСТ 8568-77 на рифленую сталь
- Методы производства рифленой листовой продукции
- Характеристики металлических листов с рифленым профилем
- Преимущества использования
- Сферы применения
Рифленый лист, для изготовления которого может быть использован различный металл, относится к категории облицовочного материала. За последние несколько лет металлические листы с нанесенным на поверхность рифлением различного типа находят все большее применение во многих сферах деятельности. Так, из таких изделий производят напольные покрытия, обладающие противоскользящим эффектом, используют их в качестве отделочного материала, а листы с рифлением, изготовленные из алюминия, кроме этого, находят широкое применение в мебельной и автомобильной промышленности.
За последние несколько лет металлические листы с нанесенным на поверхность рифлением различного типа находят все большее применение во многих сферах деятельности. Так, из таких изделий производят напольные покрытия, обладающие противоскользящим эффектом, используют их в качестве отделочного материала, а листы с рифлением, изготовленные из алюминия, кроме этого, находят широкое применение в мебельной и автомобильной промышленности.
Рифленный нержавеющий лист на полу
Методы производства рифленой листовой продукции
Рифленый лист представляет собой разновидность листового металлопроката, особенность которого заключается в том, что одна сторона такого листа имеет обычную плоскую поверхность, а на вторую нанесено рифление — выпуклости, имеющие различную конфигурацию. Технологией изготовления таких изделий является горячая прокатка, предполагающая прохождение нагретого металлического листа через формообразующие валки прокатного стана, один из которых имеет плоскую, а другой — рифленую поверхность. Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
Нормативным документом, по которому регламентируются технические условия производства подобных изделий из черного металла, а также их сортамент, является ГОСТ 8568-77.
Согласно требованиям ГОСТ 8568-77 лист стальной рифленый может изготавливаться из следующих категорий стальных сплавов:
- спокойные, полуспокойные и кипящие углеродистые стали марок Ст0, Ст1, Ст2 и Ст3;
- нержавеющие стали марок AISI 321, 201, 304, 316, 409, 430 и др.
Также допускается изготавливать лист рифленый стальной и из других марок стальных сплавов.
В соответствии с положениями ГОСТ 8568-77, рифление на металлических листах по форме выпуклостей может быть двух типов:
- ромбовидное;
- чечевичное.
Типы рифления стальных листов
Форма выпуклостей оказывает влияние на вес рифленого листа. Так, листы с ромбовидным рифлением, имеющие одинаковые размеры с изделиями с выпуклостями чечевичной формы, будут отличаться от них и своим весом.
Так, листы с ромбовидным рифлением, имеющие одинаковые размеры с изделиями с выпуклостями чечевичной формы, будут отличаться от них и своим весом.
Толщина металлических листов, на которые нанесено рифление, измеряется по их нижнему и верхнему основанию, высота рифлей при этом не учитывается. Толщина рифленого металлопроката, который может поставляться заказчику в листах или рулонах, находится в интервале 2,5–12 мм. ГОСТ 8568-77 оговаривает два класса точности рифленых листов по их толщине:
- А — рифленые листы высокой точности;
- В — листы, соответствующие нормальной точности.
Положениями ГОСТ 8568-77 оговариваются и допуски на геометрические параметры листового металлопроката с рифленым профилем. Так, рифленые листы, которые произведены по технологии полистной прокатки, могут быть на 0,2 мм толще, чем толщина листа с учетом максимального допустимого отклонения. Такая технология изготовления листового металлопроката предполагает, что готовые изделия обрезаются с 4-х сторон. Металлические листы с рифлением, которые производятся по технологии непрерывной прокатки и поставляются заказчику в рулонах, могут иметь продольные кромки, образующиеся в процессе их изготовления. Ширина формируемого листа с учетом зазубрин на таких кромках не должна превышать допустимых нормативным документом параметров.
Такая технология изготовления листового металлопроката предполагает, что готовые изделия обрезаются с 4-х сторон. Металлические листы с рифлением, которые производятся по технологии непрерывной прокатки и поставляются заказчику в рулонах, могут иметь продольные кромки, образующиеся в процессе их изготовления. Ширина формируемого листа с учетом зазубрин на таких кромках не должна превышать допустимых нормативным документом параметров.
Нормативным документом оговариваются не только технические характеристики рифленого листового металлопроката и его сортамент, но и требования к качеству его поверхности. Так, согласно ГОСТ на поверхности рифленки не должно присутствовать раковин от окалин и вдавливания, прокатных плен, раскатанных пузырей, трещин, различных загрязнений. Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.
Характеристики металлических листов с рифленым профилем
Листовой металлопрокат, на поверхность которого нанесено рифление, может выпускаться в следующих типоразмерах:
- ширина листов — 600–2200 мм;
- длина листов с шагом 50 мм — 1400–8000 мм.
Нормативным документом допускается, что по предварительной договоренности заказчика и производителя рифленый металлопрокат может выпускаться в других размерах.
Стандартное изделие с рифлением из обычной стали, а также лист нержавеющий рифленый и лист оцинкованный рифленый могут отпускаться заказчику:
- мерной длины;
- немерной длины;
- длины, кратной мерной.
Параметры и допустимые отклонения стального листа с ромбическим рифлением
Параметры и допустимые отклонения стального листа с чечевичным рифлением
Заказчик может предварительно оговорить с производителем рифленого металлопроката следующие отклонения геометрических параметров отпускаемой продукции:
- листы, длина которых находится в интервале 2000–6000 мм и выше, а толщина основания составляет 4 и 5 мм, могут иметь отклонения по своей длине +15 мм;
- рифленый металлопрокат шириной более 1000 мм, поставляемый в рулонах и имеющий катаную кромку, может иметь отклонения по своей ширине +20 мм;
- рифленые изделия, толщина основания которых составляет 6, 8, 10 и 12 мм, могут иметь отклонения по своей ширине и длине +25 мм.

Регламентирует ГОСТ 8568-77 и высоту рифлей, которая должна находиться в пределах 0–0,3 от толщины основания, но не быть меньше, чем 0,5 мм. По договоренности с производителем потребитель может заказать изделия, высота рифлей на которых будет составлять 1 мм.
Кроме того что существует определение лист рифленый чечевица или ромб, на рынке представлен рифленый металлопрокат и с другими названиями, которые характеризуют количественный состав рифлей:
- изделия с одной насечкой — «Даймонд»;
- листы с двумя насечками — «Дуэт»;
- с четырьмя насечками — «Квартет»;
- с пятью насечками — «Квинтет».
Коробы из алюминиевого рифленого листа «Квинтет»
Большими сцепляющими способностями отличаются листы с рифлением «Квинтет», что можно определить даже по их фото. На 1 м2 листа с рифлением категории «Квинтет» располагается большее количество рифлей, что и позволяет использовать такие изделия в тех ситуациях, когда необходимо создать покрытие, отличающееся максимальным противоскользящим эффектом.
Стандартом также оговаривается и ширина основания рифлей, которая может составлять:
- для ромбовидного рифления — 5 мм, при этом допускается отклонение данной величины ±0,15 мм;
- для чечевичных рифлей — 3,6–6 мм, допускаемое отклонение — ±0,15 мм.
Для листов любой толщины с чечевичным рифлением ГОСТ строго оговаривает следующие их параметры:
- длина каждого рифля должна соответствовать величине 24 мм;
- радиус закругления рифлей — 30 мм;
- расположение рифлей на плоскости листа — 450;
- расстояние между ближайшими рифлями — 20, 25 и 30 мм.
К элементам ромбовидного рифления, которое может располагаться как вдоль, так и поперек листа железа (если ориентироваться на большую диагональ каждого рифля), стандартом предъявляются более мягкие требования. Так, большие и малые диагонали элементов ромбовидного рифления должны находиться в следующих диапазонах: 60–70 мм, 25–30 мм. Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
Основные геометрические и весовые параметры рифленых листов
ГОСТ 8568-77 также оговаривает такой важный показатель, как масса рифленого листа, приходящаяся на единицу его площади. Так, листы с различным типом рифления должны соответствовать следующим параметрам:
- ромбовидное рифление — 21–99,3 кг/м2;
- отклонения по данному параметру могут составлять: для листов минимальной толщины — ±10%, для изделий с максимальной толщиной — ±3%;
- чечевичное рифление — 20,1–96,8 кг/м2; допускаемые отклонения по массе — аналогичные параметрам для листов с ромбовидным рифлением.
Преимущества использования
Рифление, наносимое на поверхность металлического листа, делает из него износоустойчивое противоскользящее покрытие, которое за счет своей способности прекрасно сцепляться с подошвами обуви снижает травматизм и значительно повышает производительность труда.

За счет того что рифление наносится на стальной лист, такое покрытие обладает высокой прочностью и отлично выдерживает даже значительные механические нагрузки. А если рассматривать подобное изделие как лист нержавеющий рифленый, то покрытие из него плюс ко всему будет отличаться высокой устойчивостью к воздействию повышенной влажности и более агрессивных сред. При использовании в таких условиях любых других материалов, включая обычный и полимерный бетон, пришлось бы столкнуться с тем, что покрытия из них оказались бы негодными уже после непродолжительного применения.
Лист рифленый в строительстве
Стальной лист кроме высокой прочности отличается и исключительной гибкостью, что также относится и к рифленым изделиям. Такие качества, которыми не обладает ни один другой современный материал, позволяют успешно использовать рифленый металлопрокат для обустройства надежных и долговечных покрытий в производственных цехах различных промышленных объектов. Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
Сферы применения
Металлические листы, на поверхность которых нанесено рифление, преимущественно применяются для обустройства напольных покрытий, обладающих исключительным противоскользящим эффектом. Наиболее распространенными сферами и объектами, где используется металлическая рифленка, являются:
- помещения электростанций;
- предприятия нефтехимической и газовой промышленности;
- производство различных типов железнодорожного транспорта: локомотивы, вагоны, поезда, предназначенные для метро и др.;
- производство автомобильного и водного транспорта;
- производственные цеха промышленных предприятий;
- помещения бытового, административного и медицинского назначения;
- предприятия химической и пищевой промышленности;
- строительство жилых объектов.
Обшивка багажника пикапа рифленым листом
В качестве противоскользящего покрытия рифленка из различных марок стали используется для обустройства следующих объектов:
- полы производственных цехов, технических площадок, складских помещений;
- мостики и переходы на производственных и строительных объектах;
- лестничные пролеты и марши;
- бани, сауны, площадки, расположенные возле бассейнов;
- ступени эскалаторов, а также сходы и подходы к ним;
- пожарные лестницы и выходы;
- ступени общественного транспорта и большегрузных автомобилей.
Применение рифленого листа при изготовлении лестницы
Металлические листы с рифлением также используются для:
- монтажа несущих конструкций и несущих элементов;
- заделки проемов различного назначения в помещениях, на оборудовании и конструкциях;
- изготовления перегородок, ограждений и облицовочных панелей;
- изготовления форм для железобетонных конструкций, поверхность которых должна быть также рифленой;
- изготовления ворот, дверей, кожухов для различных устройств, отделки балконных конструкций;
- изготовления светорассеивающих конструкций на автомобильных трассах;
- производства тары различного назначения.
Если на открытом воздухе используется лист с рифлением из стали, которая не обладает антикоррозионными свойствами, то на его поверхность нужно нанести защитное покрытие, как и на любую другую металлическую конструкцию. Необходимости в использовании такой меры можно избежать, если применять в подобных случаях рифленые изделия, изготовленные из нержавеющей стали.
Лист 5 мм вес 1м2 в Подольске: 38-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Подольск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Текстиль и кожа
Текстиль и кожа
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Электротехника
Электротехника
Сельское хозяйство
Сельское хозяйство
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Лист 5 мм вес 1м2
Сетка арматурная 100х100 мм d3,5 мм 1,5х2 м Назначение: кладочная, Материал: сталь, Длина: 2м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная 50х50 мм d2,5 мм 0,5х15 м рулон Назначение: кладочная, Материал: сталь, Длина: 15м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка арматурная 150х150 мм (3х1 м) d=4 мм (3,5-3,8 мм)
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная сварная 50х50х1,5 мм, рулон 0,50х50* метра Тип: сварная, Назначение: кладочная,
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная 50х50 мм d3,5 мм 0,5х2 м Назначение: кладочная, Материал: сталь, Длина: 2м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка арматурная композитная 100х100 мм (2х1 м) d=2,5 мм Назначение: дорожное строительство
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50х1,5 мм (0,15×25м) Тип: сварная, Назначение: кладочная, Материал: сталь
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная сварная 50х50х1,5 мм, 0,25х50* метра Тип: сварная, Назначение: кладочная
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная сварная 50х50х1,5 мм, рулон 0,35х50* метра Тип: сварная, Назначение: кладочная,
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50х4,5 мм 1,0х2 м Тип: сварная, Производитель: Металлист, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50х1,5 мм (0,25×25м) Форма выпуска: рулон
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50 мм диаметр 3 мм, лист 0,5х1,5м, 6х16 прутков, 10 шт/уп Ширина: 0. 5м
5м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка арматурная 100х100 мм d2,5 мм 1х2 м Назначение: кладочная, Материал: сталь, Длина: 2м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 150х150х4,5 мм 1,5х2 м Тип: сварная, Производитель: Металлист, Назначение:
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50 мм диаметр 3 мм, лист 0,25х1,5м, 3х17 прутков, 10 шт/уп Ширина: 0.25м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка арматурная 150х150 мм d3,5 мм 1,5х2 м Назначение: кладочная, Материал: сталь, Длина: 2м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная сварная 50х50х1,5 мм, 0,2х50 метра Тип: сварная, Назначение: кладочная
ПОДРОБНЕЕЕще цены и похожие товары
Лист рифлёный 5 мм 1500х6000мм (1м2)
ПОДРОБНЕЕЕще цены и похожие товары
Сетка кладочная 100x100x2. 5 мм, 1×2 м ТУ Назначение: кладочная
5 мм, 1×2 м ТУ Назначение: кладочная
ПОДРОБНЕЕЕще цены и похожие товары
Лист стальной 5 мм 1500х6000мм (1м2)
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50 мм диаметр 3 мм, лист 0,5х1,5м, 6х16 прутков, 10 шт/уп Ширина: 0.5м
ПОДРОБНЕЕЕще цены и похожие товары
Сетка арматурная 100х100 мм (2х1 м) d=4 мм (3,5-3,8 мм)
ПОДРОБНЕЕЕще цены и похожие товары
Россия Сетка сварная яч.150х150 мм D-4 (3,5-3,8 мм) 2х3 м Тип: сварная
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная 50x50x2,5 мм оцинкованная, рулон 1,5×15 м Тип: сварная, Материал: сталь, Форма
ПОДРОБНЕЕЕще цены и похожие товары
Сетка сварная кладочная 50х50 мм диаметр 3 мм, лист 0,25х1,5м, 3х17 прутков, 10 шт/уп Тип: сварная,
ПОДРОБНЕЕЕще цены и похожие товары
Лист стальной 10 мм 1500х6000мм (1м2)
ПОДРОБНЕЕЕще цены и похожие товары
Лист стальной 4 мм 1500х6000мм (1м2)
ПОДРОБНЕЕЕще цены и похожие товары
Утеплитель Пеноплекс (1185х585х100 мм / 4 листа / 2.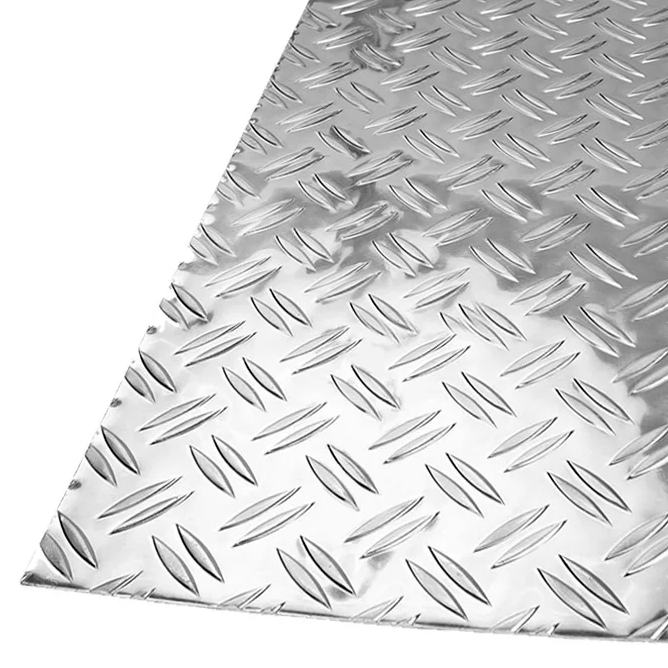 88 м2 / 0.29 м3) Производитель: ПЕНОПЛЭКС,
88 м2 / 0.29 м3) Производитель: ПЕНОПЛЭКС,
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 3
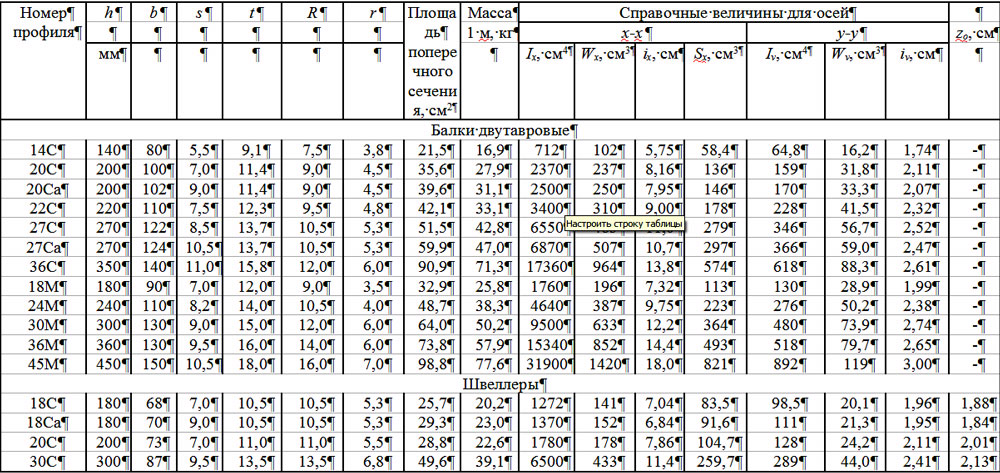
Основные параметры листа стального | СТАЛЬКОМ
Содержание статьи:
- Расчет веса листов г/к, х/к и оцинкованных.
- Основные параметры листов стальных с ромбическим и чечевичным рифлением ГОСТ 8568-77.
- Удельный вес листа ПВЛ наиболее распространенных марок.
- Основные параметры листа просечно-вытяжного (лист ПВЛ).
- Удельный вес листа ПВЛ наиболее распространенных марок.
- Таблица размеров просечно-вытяжного листа и веса 1 м2.
В настоящее время предприятиями России и ближнего зарубежья выпускаются листы горячекатаные (далее г/к) и холоднокатаные (далее х/к) по различным ТУ и ГОСТ. В настоящей статье мы не будем их перечислять. Остановимся лишь на основных параметрах единых для всех видов листового проката.
Листы г/к и х/к в зависимости от толщины выпускаются следующих раскроев:
- от 0,3 до 3,0 мм — 1000*2000 мм, 1250*2500 мм или рулоны шириной 1000 мм или 1250 мм
- от 3,0 до 40 мм — 1500*6000 мм, 2000*6000 мм
- от 40 до 100 мм — различные типоразмеры.
Иные раскрои считаются нестандартными и поступают на металлобазы в незначительных количествах. Возможен заказ листов произвольных размеров по желанию заказчика. Условия уточняйте у наших менеджеров.
Расчет веса листов г/к, х/к и оцинкованных
Рассчитать вес стального листа можно по следующей формуле:
a * b * l * 7,85 = m (кг)
где:
a — толщина в миллиметрах
b — ширина в метрах
l – длина в метрах
Для оцинкованных листов полученный результат нужно увеличить на 3% (слой цинка).
Основные параметры листов стальных с ромбическим и чечевичным рифлением ГОСТ 8568-77
По ГОСТ 8568-77 выпускают листы стальные двух видов: с ромбическим (рис. 1) и чечевидным (рис. 2) рифлением. В зависимости от толщины выпускают листы рифленые следующих раскроев:
3,0 мм 1250*2500 мм, 1500*6000 мм
4,0-12 мм 1500*6000 мм
Возможен заказ листов нестандартных раскроев по спецификации заказчика. Условия уточняйте у наших менеджеров.
Удельный вес листов стальных с ромбическим и чечевичным рифлением
Толщина мм. | Вес кг/м2 | |
Ромбическое рифление | Чечевичное рифление | |
2,5 | 21,0 | 20,1 |
3,0 | 25,1 | 24,2 |
4,0 | 33,5 | 32,2 |
5,0 | 41,8 | 40,5 |
6,0 | 59,0 | 48,5 |
8,0 | 66,0 | 64,9 |
10,0 | 83,0 | 80,9 |
12,0 | 99,3 | 96,8 |
Основные параметры листа просечно-вытяжного (лист ПВЛ)
Просечно-вытяжной лист (далее лист ПВЛ) выпускается по ТУ 36. 26.11-5-89 либо ТУ 27.1-25484714-001 из низкоуглеродистого стального проката методом просечки с последующей вытяжкой. Этот метод позволяет снизить массу листа ПВЛ сохраняя несущую способность.
26.11-5-89 либо ТУ 27.1-25484714-001 из низкоуглеродистого стального проката методом просечки с последующей вытяжкой. Этот метод позволяет снизить массу листа ПВЛ сохраняя несущую способность.
Вышеуказанными техническими условиями предусмотрен выпуск листов ПВЛ следующих марок 406, 408, 410, 506, 508, 510, 606, 608, 610, но фактически на складах центрального региона вы сможете приобрести листы ПВЛ с 406 по 510 остальной сортамент производиться под заказ.
Листы ПВЛ выпускаются следующих раскроев:
- ширина — 500; 600; 700; 800; 900; 1000; 1250мм;
- длина — не мерной длины в пределах 2-3,5 м.
Удельный вес листа ПВЛ наиболее распространенных марок
Лист ПВЛ 406 15.9 кг./м2
Лист ПВЛ 408 18.3 кг./м2
Лист ПВЛ 410 22.15 кг./м2
Лист ПВЛ 506 18.8 кг./м2
Лист ПВЛ 508 21.8 кг./м2
Лист ПВЛ 510 26.1 кг./м2
Лист ПВЛ 608 25.9 кг./м2
Таблица размеров просечно-вытяжного листа и веса 1 м
2| Марка листа | Толщина исходного проката, мм | Подача, мм | Шаг ячейки, мм | Толщина готового изделия, мм | Величина вытяжки за 1 ход, мм | Масса 1 м2, кг |
| 306 | 3 | 6 | 90 | 12 | 12,5 | 12,9 |
| 308 | 3 | 8 | 90 | 14 | 12,5 | 14,6 |
| 310 | 3 | 10 | 90 | 16 | 12,5 | 15,6 |
| 406 | 4 | 6 | 90 | 13 | 12,5 | 15,7 |
| 408 | 4 | 8 | 90 | 16 | 12,5 | 19,2 |
| 410 | 4 | 10 | 90 | 18 | 12,5 | 25,6 |
| 506 | 5 | 6 | 110 | 13 | 12,5 | 16,4 |
| 508 | 5 | 8 | 110 | 16,8 | 12,5 | 20,9 |
| 510 | 5 | 10 | 110 | 20,5 | 12,5 | 24,7 |
| 606 | 6 | 6 | 125 | 13,4 | 15,0 | 17,3 |
| 608 | 6 | 8 | 125 | 17,1 | 15,0 | 21,9 |
| 610 | 6 | 10 | 125 | 20,8 | 15,0 | 26,0 |
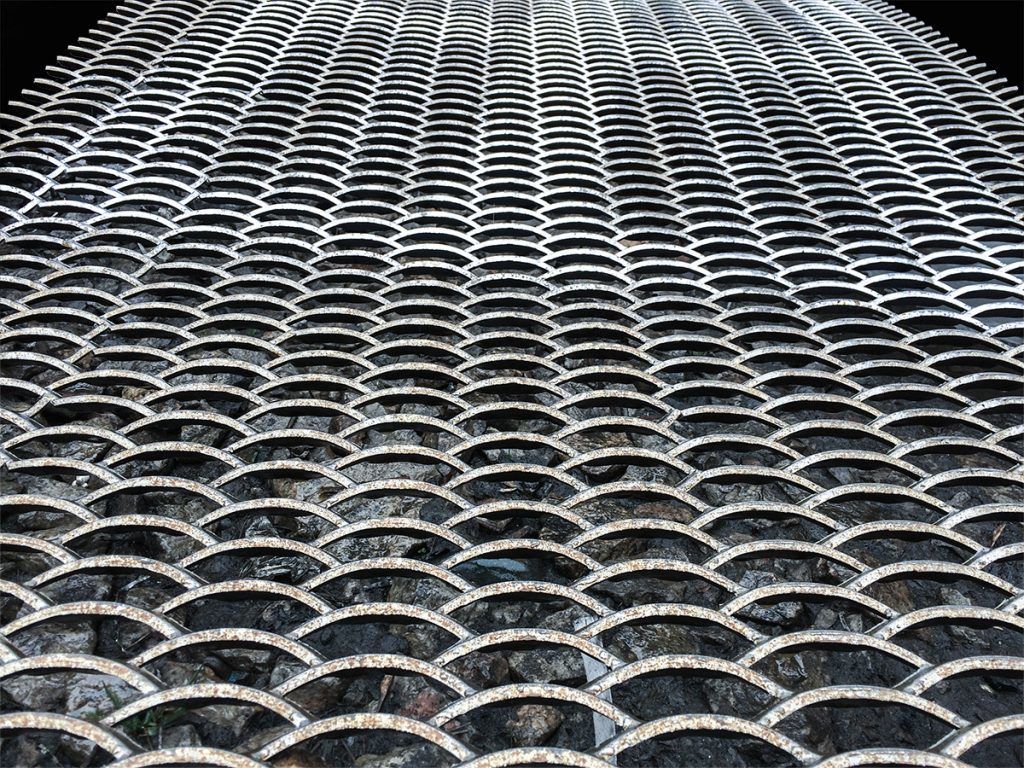
Лист рифленый (чечевица)
Рифленый лист, для производства которого может применяться различный металл, относится к категории облицовочного материала. За последние несколько лет металлические листы с нанесенным на поверхность рифлением различного типа находят все большее применение во многих сферах деятельности. Так, из таких изделий производят напольные покрытия, обладающие противоскользящим эффектом, используют их в качестве отделочного материала, а листы с рифлением, изготовленные из алюминия, кроме этого, находят широкое применение в мебельной и автомобильной промышленности.
За последние несколько лет металлические листы с нанесенным на поверхность рифлением различного типа находят все большее применение во многих сферах деятельности. Так, из таких изделий производят напольные покрытия, обладающие противоскользящим эффектом, используют их в качестве отделочного материала, а листы с рифлением, изготовленные из алюминия, кроме этого, находят широкое применение в мебельной и автомобильной промышленности.
Рифленый лист представляет собой разновидность листового металлопроката, особенность которого заключается в том, что одна сторона такого листа имеет обычную плоскую поверхность, а на вторую нанесено рифление — выпуклости, имеющие различную конфигурацию. Технологией производства таких изделий является горячая прокатка, предполагающая прохождение нагретого металлического листа через формообразующие валки прокатного стана, один из которых имеет плоскую, а другой — рифленую поверхность. Таким образом, подвергаясь пластической деформации в горячем состоянии, обычный листовой металлопрокат превращается в изделие, называемое лист рифленый.
Согласно требованиям ГОСТ 8568-77 лист стальной рифленый может изготавливаться из следующих категорий стальных сплавов:
– спокойные, полуспокойные и кипящие углеродистые стали марок Ст0, Ст1, Ст2 и Ст3;
– нержавеющие стали марок AISI 321, 201, 304, 316, 409, 430 и др.
Также допускается изготавливать лист рифленый стальной и из других марок стальных сплавов.
В соответствии с положениями ГОСТ 8568-77, рифление на металлических листах по форме выпуклостей может быть двух типов:
– ромбовидное;
– чечевичное.
Форма выпуклостей оказывает влияние на вес рифленого листа. Так, листы с ромбовидным рифлением, имеющие одинаковые размеры с изделиями с выпуклостями чечевичной формы, будут отличаться от них и своим весом.
Толщина металлических листов, на которые нанесено рифление, измеряется по их нижнему и верхнему основанию, высота рифлей при этом не учитывается. Толщина рифленого металлопроката, который может поставляться заказчику в листах или рулонах, находится в интервале 2,5–12 мм. ГОСТ 8568-77 оговаривает два класса точности рифленых листов по их толщине:
ГОСТ 8568-77 оговаривает два класса точности рифленых листов по их толщине:
А — рифленые листы высокой точности;
В — листы, соответствующие нормальной точности.
Положениями ГОСТ 8568-77 оговариваются и допуски на геометрические параметры листового металлопроката с рифленым профилем. Так, рифленые листы, которые произведены по технологии полистной прокатки, могут быть на 0,2 мм толще, чем толщина листа с учетом максимального допустимого отклонения. Такая технология производства листового металлопроката предполагает, что готовые изделия обрезаются с 4-х сторон. Металлические листы с рифлением, которые производятся по технологии непрерывной прокатки и поставляются заказчику в рулонах, могут иметь продольные кромки, образующиеся в процессе их производства. Ширина формируемого листа с учетом зазубрин на таких кромках не должна превышать допустимых нормативным документом параметров.
Нормативным документом оговариваются не только технические характеристики рифленого листового металлопроката и его сортамент, но и требования к качеству его поверхности. Так, согласно ГОСТ на поверхности рифленки не должно присутствовать раковин от окалин и вдавливания, прокатных плен, раскатанных пузырей, трещин, различных загрязнений. Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.
Так, согласно ГОСТ на поверхности рифленки не должно присутствовать раковин от окалин и вдавливания, прокатных плен, раскатанных пузырей, трещин, различных загрязнений. Кромки металлических листов, на поверхности которых нанесено рифление, не должны иметь расслоений. При этом стандарт допускает, что лист железа с нанесенным на него рифлением может иметь на своей поверхности следы окалины и коррозии, различные отпечатки, рябину, а также отдельные плены, глубина залегания которых не уменьшает толщину металла на величину, меньшую оговоренной в стандарте.
Листовой металлопрокат, на поверхность которого нанесено рифление, может выпускаться в следующих типоразмерах:
– ширина листов — 600–2200 мм;
– длина листов с шагом 50 мм — 1400–8000 мм.
Нормативным документом допускается, что по предварительной договоренности заказчика и производителя рифленый металлопрокат может выпускаться в других размерах.
Стандартное изделие с рифлением из обычной стали, а также лист нержавеющий рифленый и лист оцинкованный рифленый могут отпускаться заказчику:
– мерной длины;
– немерной длины;
– длины, кратной мерной.
Заказчик может предварительно оговорить с производителем рифленого металлопроката следующие отклонения геометрических параметров отпускаемой продукции:
– листы, длина которых находится в интервале 2000–6000 мм и выше, а толщина основания составляет 4 и 5 мм, могут иметь отклонения по своей длине +15 мм;
– рифленый металлопрокат шириной более 1000 мм, поставляемый в рулонах и имеющий катаную кромку, может иметь отклонения по своей ширине +20 мм;
– рифленые изделия, толщина основания которых составляет 6, 8, 10 и 12 мм, могут иметь отклонения по своей ширине и длине +25 мм.
Регламентирует ГОСТ 8568-77 и высоту рифлей, которая должна находиться в пределах 0–0,3 от толщины основания, но не быть меньше, чем 0,5 мм. По договоренности с производителем потребитель может заказать изделия, высота рифлей на которых будет составлять 1 мм.
Кроме того что существует определение лист рифленый чечевица или ромб, на рынке представлен рифленый металлопрокат и с другими названиями, которые характеризуют количественный состав рифлей:
– изделия с одной насечкой — «Даймонд»;
– листы с двумя насечками — «Дуэт»;
– с четырьмя насечками — «Квартет»;
– с пятью насечками — «Квинтет».
Большими сцепляющими способностями отличаются листы с рифлением «Квинтет», что можно определить даже по их фото. На 1 м2 листа с рифлением категории «Квинтет» располагается большее количество рифлей, что и позволяет использовать такие изделия в тех ситуациях, когда необходимо создать покрытие, отличающееся максимальным противоскользящим эффектом.
Стандартом также оговаривается и ширина основания рифлей, которая может составлять:
– для ромбовидного рифления — 5 мм, при этом допускается отклонение данной величины ±0,15 мм;
– для чечевичных рифлей — 3,6–6 мм, допускаемое отклонение — ±0,15 мм.
Для листов любой толщины с чечевичным рифлением ГОСТ строго оговаривает следующие их параметры:
– длина каждого рифля должна соответствовать величине 24 мм;
– радиус закругления рифлей — 30 мм; • расположение рифлей на плоскости листа — 450;
– расстояние между ближайшими рифлями — 20, 25 и 30 мм.
К элементам ромбовидного рифления, которое может располагаться как вдоль, так и поперек листа железа (если ориентироваться на большую диагональ каждого рифля), стандартом предъявляются более мягкие требования. Так, большие и малые диагонали элементов ромбовидного рифления должны находиться в следующих диапазонах: 60–70 мм, 25–30 мм. Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
Так, большие и малые диагонали элементов ромбовидного рифления должны находиться в следующих диапазонах: 60–70 мм, 25–30 мм. Если заказчик продукции желает изменить количество рифлей на 1 м2 металлического листа, а также их расположение на нем, то вышеобозначенные параметры по договоренности с производителем могут быть изменены.
ГОСТ 8568-77 также оговаривает такой важный показатель, как масса рифленого листа, приходящаяся на единицу его площади. Так, листы с различным типом рифления должны соответствовать следующим параметрам:
– ромбовидное рифление — 21–99,3 кг/м2;
– отклонения по данному параметру могут составлять: для листов минимальной толщины — ±10%, для изделий с максимальной толщиной — ±3%;
– чечевичное рифление — 20,1–96,8 кг/м2; допускаемые отклонения по массе — аналогичные параметрам для листов с ромбовидным рифлением.
Сталь рифленая гост 8568 77 несущая способность. Листы стальные с ромбическим и чечевичным рифлением
Является основным государственным стандартом, который регламентирует изготовление листов стальных с ромбическим и чечевичным рифлением
изготовленных методом горячей деформации. Данный стандарт относится как к обычной, так и к нержавеющей стали, поэтому если вас интересуют нержавеющие листы, этот стандарт будет Вам полезен.
Данный стандарт относится как к обычной, так и к нержавеющей стали, поэтому если вас интересуют нержавеющие листы, этот стандарт будет Вам полезен.
Ознакомившись с данным нормативным документом Вы будете иметь представление о сортаменте, технических требованиях, правилах приемки, методах испытанй данного вида металлопроката. Это может помочь вам при выборе качественных изделий для покупки.
Сортамент
Первое, что интересует покупателя, это размеры. содержит сортамент листов с ромбическим и чечевичным рифлением. Для выпуска доступны следующие размеры: по толщине от 2,5 до 12 мм
, по ширине
от 600 до 2200 мм
, по длине от
1400 до 8000 мм
с градацией 50 мм. Однако допускается и изготовление изделий других размеров.
Лист рифленый отличается от обычного наличием особых выступов на поверхности. Эти выступы имеют свое технологическое назначение
и именно из-за них потребители и приобретают данный вид металлопроката. Однако некоторые могут не знать, как отличить ромбическое рифление от чечевичного.
Однако некоторые могут не знать, как отличить ромбическое рифление от чечевичного.
На практике это очень просто: достаточно посмотреть на рисунок фактурной поверхности
.
- При ромбическом рифлении на поверхности отчетливо просматриваются выпуклые линии, которые пересекаясь, образуют ромбовидные ниши. Эти выпуклые линии имеют четкие границы, и они непрерывны по всей дине.
- В случае с чечевичным рифлением на поверхности листа определенным образом располагаются выступы. Они напоминают небольшие горки и расположены под прямым углом друг к другу. Эти выступы короткие и более пологие.
Наибольшей популярностью среди покупателей пользуются листы с чечевичным рифлением. Они имеют более приятный внешний вид и поэтому могут использоваться для решения большего количества задач.
При покупке важно принять во внимание, что рифление наносится на поверхность только с одной стороны!
Стандарт регламентирует следующие параметры для каждого размера листа: толщину, ширину, массу одного квадратного метра и отклонения по размерам.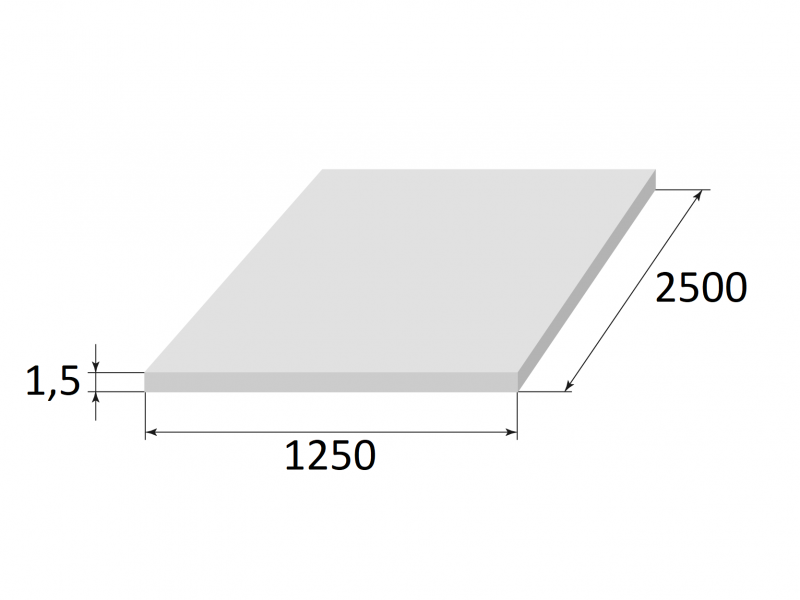 Такие параметры, как ширина основания рифлей, угол при вершине рифлей, длина рифлей, радиус их закругления, и их расположение на плоскости указаны в стандарте, но не контролируются
Такие параметры, как ширина основания рифлей, угол при вершине рифлей, длина рифлей, радиус их закругления, и их расположение на плоскости указаны в стандарте, но не контролируются
. Они даны в качестве справочного материала для изготовления инструментов.
По точности изготовления доступны два варианта изготовления: высокой
(буква А в маркировке) и
нормальной точности
(буква В в маркировке). Отличие между ними состоит в размере допустимых отклонений. Для изделий высокой точности они значительно ниже, чем для изделий нормальной точности.Поэтому если для вашего проекта важен такой параметр как точность, рекомендуется приобретать изделия категории А.
Вы можете ознакомится со списком допустимых размеров и соответствующих им предельных отклонений в таблице ниже.
При измерении толщины важно знать, что толщиной считается основание листа без учета высоты рифления.
В случае, если изделие изготовлено на станах полистной прокатки, допускается утолщение его основания в средней части. Это утолщение должно быть не более +0,2 мм плюсового предельного отклонения.
Это утолщение должно быть не более +0,2 мм плюсового предельного отклонения.
Масса одного квадратного метра рассчитана при высоте рифлей, равной 0,2 толщины, малой диагонали ромба равной 27,5 мм, большой диагонали ромба, равной 65 мм п плотности стали 7,85 г/см3.
Важно знать, что рифленый прокат с односторонним рифлением выпускается также в виде рулонов.
Качественные показатели
Рифленый прокат незаменим из-за своих уникальных свойств против скольжения. Вместе с этим он долговечен, износостоек, что делает его широко востребованным в самых разных областях.
Лист прокатывают из специальных сталей, предусмотренных ГОСТом 380-88.Качество продукции контролируется как во время производства на каждом этапе, так и в отделе технического контроля перед отправкой партии товара потребителю.
Кроме механических и лабораторных проверок, каждый лист рифленка проходит визуальный осмотр. На нем не должно быть раковин, пустот, рваной кромки и т.д.
Продукция классифицируется ещё по двум параметрам – высокой или нормальной точности. Высокоточные изделия имеют самые минимальные допуски отклонения от геометрических параметров.
Высокоточные изделия имеют самые минимальные допуски отклонения от геометрических параметров.
Размеры рифления
Что касается высоты рифлей, то в стандарте указано, что она должна быть в пределах 0,1 — 0,3 толщины
, но не менее 0,5 мм. В случае, если потребителю требуются толстые листы (5 мм и более), то разрешается увеличить минимальную высоту рифлей до 1 мм, но только по согласованию.
Для листов с ромбическим рифлением диагонали ромба могут иметь длину (25 — 30) х (60 — 70) мм., однако допускается изготовление рифления с другими размерами по согласованию. Расположение больших диагоналей вдоль или поперек листа устанавливается изготовителем.
Для листов с чечевичным рифлением расстояние между рифлями может быть 20, 25 или 30 мм.
Рифленый лист ГОСТ 8568-77, вес, размеры и несущая способность
Рифленый лист отличается от традиционного проката выпуклым рисунком. В соответствие с ГОСТ № 8568 от 1977 года, рифление бывает как чечевичным, так и ромбическим, с соблюдением геометрии.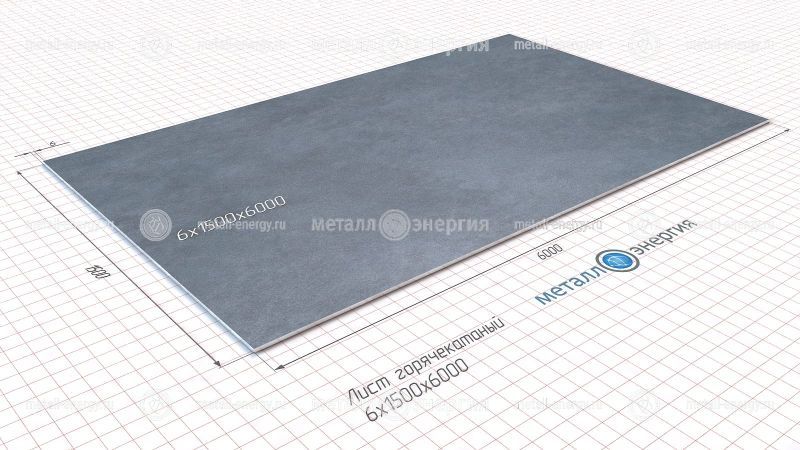 Об этой продукции можно рассказывать много, хотя ее главное предназначение – обустройство антискользящих поверхностей (ступенек, настилов и тому подобное).
Об этой продукции можно рассказывать много, хотя ее главное предназначение – обустройство антискользящих поверхностей (ступенек, настилов и тому подобное).
Разберемся с теми параметрами, которые более всего интересуют потребителя с практической точки зрения – размерами, несущей способностью и весом рифленых листов.
Линейные размеры выражены в «мм».
Особенности продукции
Примечание
- Высота рифлей при определении толщины листов в расчет не берется. Для них минимум – 0,5 мм, а предел – от 0,1 до 0,3 толщины основы. Для образцов толще 5 мм заказчик вправе потребовать увеличения их высоты. В этом случае она должна быть 1 мм (минимальное значение).
- Многие из табличных характеристик, обозначенных в ГОСТ (посмотреть можно здесь), в процессе производства не контролируются. Они нужны лишь для специальных расчетов, например, при изготовлении каких-либо инструментов или принадлежностей из листов с рифленой стороной.
 Именно поэтому большинство параметров образцов для рядового потребителя абсолютно не важны.
Именно поэтому большинство параметров образцов для рядового потребителя абсолютно не важны.
Характеристики рифленых листов:
- Ширина в пределах 2 000 – 600, длина 8 000 – 1 400. Градация – 50.
- Толщина рифленых листов 2,5 – 12.
- Ширина выпуклостей (b): ромб – 5, для чечевица – от 3,6 до 6.
- Масса листов
| Толщина (s) | Ширина рифления (b) | Вес (кг/м²) | |
| чечевичное | ромбическое | ||
| 2,5 | 3,6 | 5 | 20,1 / 21 |
| 3 | 4 | 24,2 / 25,1 | |
| 4 | 32,2 / 33,5 | ||
| 5 | 5 | 40,5 / 41,8 | |
| 6 | 48,5 / 50 | ||
| 8 | 6 | 64,9 / 66 | |
| 10 | 80,9 / 83 | ||
| 12 | 96,8 / 99,3 | ||
Отдельно нужно отметить вопрос о несущей способности рифленых листов.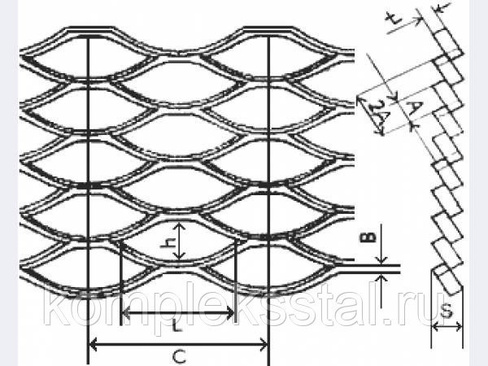 Специалисты рекомендуют делать расчеты, как для обычного стального проката аналогичной толщины. Рифы по сути – ребра жесткости и элементы «антискольжения», поэтому большого увеличения прочности они не дают.
Специалисты рекомендуют делать расчеты, как для обычного стального проката аналогичной толщины. Рифы по сути – ребра жесткости и элементы «антискольжения», поэтому большого увеличения прочности они не дают.
На заметку!
Все указанные в ГОСТ характеристики можно считать ориентировочными (условными), так как этот документ дает право изготовителю (по согласованию с заказчиком) менять линейные параметры.
ismith.ru
Условные обозначения
Глядя на условное обозначение поначалу сложно разобрать, что обозначают все эти буквы и цифры. Однако это не так сложно, как кажется на первый взгляд.
- В начале идет маркировка изделия. Указан тип изделия: лист или рулон и вид рифления.
- Далее идет указание точности изготовления: А — высокой точности, В — нормальной.
- После этого указан тип кромки. К — катаная.
- Затем идут размеры: толщина х ширина х длина (или толщина х ширина в случае рулона)
- В самом конце указана марка стали и ГОСТ.
Определение характеристик каждого вида продукции
В маркировках каждого типа содержатся следующие данные:
- Вид узора — ромбовидный/чечевица.
- Точность геометрии (нормальная, высокоточная).
- Марка стали.
- Высота, длина, ширина.
- Толщина полотна и узора.
- ГОСТ, который регламентирует качество продукции.
При строительстве крупных объектов в проектах может быть обозначена марка изделия, которое используется. На небольших объектах параметры рассчитываются на месте. Проще всего определить размеры плоскости, длину и ширину. Толщина зависит от планируемых нагрузок и от горизонтальных балок, несущих опор. Например, чем реже лежат несущие горизонтальные балки, тем толще требуется лист.
Приемка и Испытания
После окончания процесса производства приходит время принимать партии. Партия должна содержать прокат одного вида рифления. То есть в партии ромбических листов не может быть ни одного чечевичного. Определение партии необходимо брать из ГОСТ 14637
.
Для произведения необходимых замеров из партии берется один рулон или два листа. Если в процессе определения качества получают хотя бы один неудовлетворительный результат, производится вторая стадия испытаний. Для этой стадии выборка совершается по ГОСТ 7566.
Для этой стадии выборка совершается по ГОСТ 7566.
Замеры для определения толщины основания и высоты рифлений производят на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Высота рифлей определяется путем вычитания толщины основания листа из общей толщины.
Преимущества использования
За счет того что рифление наносится на стальной лист, такое покрытие обладает высокой прочностью и отлично выдерживает даже значительные механические нагрузки. А если рассматривать подобное изделие как лист нержавеющий рифленый, то покрытие из него плюс ко всему будет отличаться высокой устойчивостью к воздействию повышенной влажности и более агрессивных сред. При использовании в таких условиях любых других материалов, включая обычный и полимерный бетон, пришлось бы столкнуться с тем, что покрытия из них оказались бы негодными уже после непродолжительного применения.
Лист рифленый в строительстве
Стальной лист кроме высокой прочности отличается и исключительной гибкостью, что также относится и к рифленым изделиям. Такие качества, которыми не обладает ни один другой современный материал, позволяют успешно использовать рифленый металлопрокат для обустройства надежных и долговечных покрытий в производственных цехах различных промышленных объектов. Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
Такие качества, которыми не обладает ни один другой современный материал, позволяют успешно использовать рифленый металлопрокат для обустройства надежных и долговечных покрытий в производственных цехах различных промышленных объектов. Отличает металлические листы с рифлением и простота ухода за ними, а также внешняя привлекательность, о чем можно судить даже по их фото. Такие качества важны, не только исходя из простоты эксплуатации покрытия из таких изделий, но и с точки зрения соблюдения гигиены в помещениях, где они используются.
История Стандарта
Был разработан и внесен Министерством черной металлургии СССР. 13 апреля 1977 года был утвержден и введен в действие государственным комитетом Стандартов Совета Министров СССР взамен ГОСТ 8568-57.
После распада СССР данный стандарт был принят на территории России. В 1995 году Межгосударственный совет по стандартизации, метрологии и сертификации снял с него ограничение срока действия.
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей
b, угол при вершине рифлейj, диагонали ромбаt 1+ t 2 , угол расположения рифлей на плоскости листаj 1 , расстояние между рифлямиt, длина рифлейl, радиус закругления рифлейR на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м 2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромаба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см 3 .
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
1.3. Высота рифлей на листах должна быть 0,2-0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) C (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
1.7. По требованию потребителя допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 — форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п.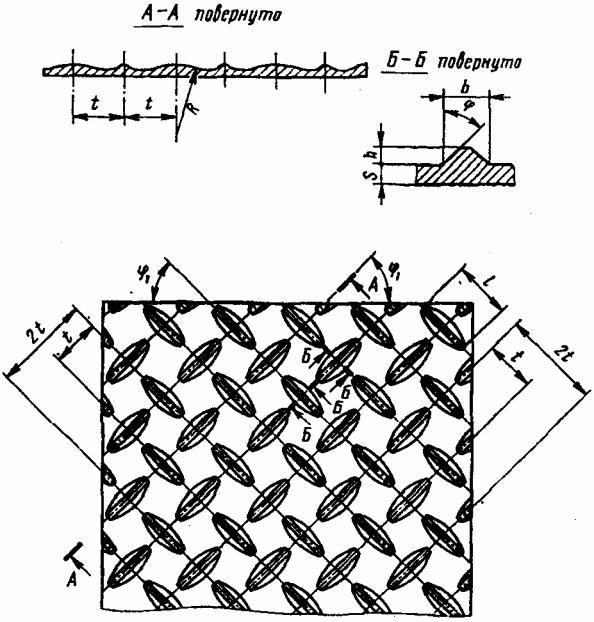 1.6 — форма III;
1.6 — форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 — форма IV.
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903-74.
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
20 мм — по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
15 мм — по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
25 мм — при толщине 6,0; 8,0; 10,0 и 12,0 мм.
1.10. Отклонения от плоскостности — по ГОСТ 19903-74 для нормальной и улучшенной плоскостности.
1.11. (Исключен)
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0C1000C2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К
-ПУ-3,0C1000C2000 Ст3сп ГОСТ 8568-77
Лист чечевица В
-К-ПУ-3,0C1000C2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0C1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А
-К-3,0C1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А
-К-3,0C1000 Ст3сп ГОСТ 8568-77
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2. 1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380-88.
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.3. По требованию потребителя допускается изготовление листов из проката других марок.
2.4. Листы, прокатаные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
ПРАВИЛА ПРИЕМКИ
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов одного вида рифления. Определение партии по ГОСТ 14637-79.
3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон.
3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-81.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h
определяется как разность размеров общей толщины листа
s
+
h
и толщины основания листа
s
.
МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение — по ГОСТ 7566-81.
Лист рифленый стальной ГОСТ 8568-77 с односторонним ромбическим и чечевичным рифленым рифлением общего назначения. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
Высота рифлей на листах должна быть 0,2 — 0,3 толщины основания листа, но не менее 0,5 мм.
Листы с ромбическим рифлением изготавливают с диагоналями ромба (25-30)х(60-70) мм. Конфигурация рифлей и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. Пжяы с чечевичным рифлением изготавливаются с расстоянием между рифлями 20, 25 м 30 мм.
Рифлёный лист с чечевичным рифлением А-1-ПВ-СтЗсп2-6х600х6000 TV 14-2-818-88 с катаной кромкой, односторонним рифлением изготавливается из углеродистой стали с химическим составом по ГОСТ 380. Высота рифов на полосе 1,5 мм на расстоянии 40 мм от боковой кромки. Листы изготавливают шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
Листы изготавливают шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.
По соглашению изготовителя с потребителем допускается изготовление листов других размеров.
В зависимости от назначения рифлёный листы
изготавливаются:
- мерной длины;
- кратной мерной длины;
- мерной длины с остатком не более 10% массы партии;
- кратной мерной длины достатком не более 10% массы партии;
- немерной длины.
Остатком считают рифлёные листы длиной в пределах немерной, остающиеся при резке на мерные и кратные мерным.
Примеры условных обозначений:
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000х2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой: Лист ромб В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Лист чечевица В-К-ПУ-3,0х1000х2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380-88 с односторонним ромбическим рифлением размером 3,0х1000 мм, высокой точности, с катаной кромкой: Рулон ромб А-К-3,0х1000 Ст3сп ГОСТ 8568-77.
То же, с чечевичным односторонним рифлением: Рулон чечевица А-К-3,0х1000 Ст3сп ГОСТ 8568-77.
Производство листовой чечевицы
Гост 3241-91. канаты стальные. технические условия (с изменениями n 1, 2)
Лист рифл. чечевица изготавливают из следующих марок стали:
- алюминиевая;
- оцинкованная;
- углеродистая;
- нержавеющая.
Способы выпуска:
- холоднокатаный;
- горячекатаный.
Как и ромбический вид, после прокатки заготовок с использованием высоких температур или без нагревания, полуфабрикаты в рулонах обрабатываются валиками с гладкой и рифленой поверхностью. После зазубренные кромки материала обрезаются, обрабатываются антикоррозийным составом.
Государственные стандарты
Требования к качественным параметрам регулируются ГОСТ 8568-77 (сталь листовая рифленая ― чечевица и ромб), отдельными техническими условиями.
Транспортировка и хранение
Хранить рекомендуется в защищенных от влаги складах или открытых площадках на деревянных поддонах. Для лучшей защиты от коррозии между товаром устанавливают прокладки.
Для лучшей защиты от коррозии между товаром устанавливают прокладки.
Ромбическое рифление
Чечевичное рифление
Примечания:
1. Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
Толщина листов с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
2 Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения.
3. Ширина основания рифлей b
, угол при вершине рифлей
j
, диагонали ромба
t
1
+ t
2 , угол расположения рифлей на плоскости листа
j
1 , расстояние между рифлями
t
, длина рифлей
l
, радиус закругления рифлей
R
на готовых листах не контролируются и даны для расчетов при изготовлении инструмента.
4. Масса 1 м 2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см 3 .
5. (Исключено, Изм. № 4).
(Измененная редакция, Изм. № 2, 3, 4; Поправка).
№ 2, 3, 4; Поправка).
1.2. Рифленый прокат изготовляют в листах и рулонах с односторонним ромбическим или чечевичным рифлением.
(Измененная редакция, Изм. № 3).
1.3. Высота рифлей на листах должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы толщиной основания 5 мм и более должны иметь высоту рифлей не менее 1,0 мм.
(Измененная редакция, Изм. № 2).
1.4. Листы с ромбическим рифлением изготовляют с диагоналями ромба (25-30) ´ (60-70) мм. Конфигурация рифлений и расположение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем.
По требованию потребителя разрешается изготовление листа с другим соотношением диагоналей ромба.
(Измененная редакция, Изм. № 2, 3).
1.5. Листы с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
1.6. Листы изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм.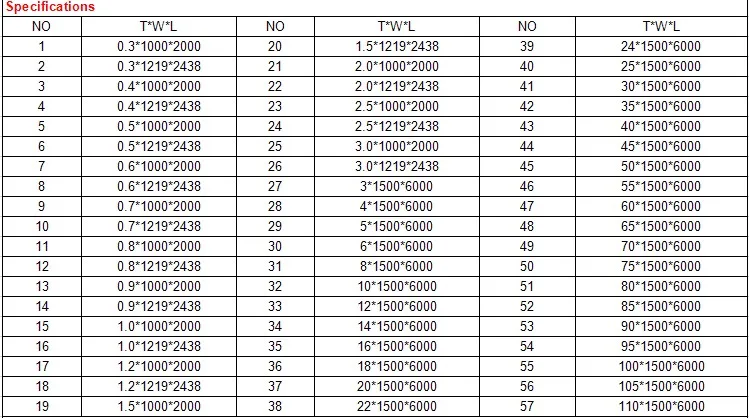
1.7. По требованию потребителя допускается изготовление листов других размеров.
1.8. Листы по размерам изготовляются:
с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6 — форма I;
с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине — форма II;
с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6 — форма III;
с указанием мерных размеров в пределах, указанных в п. 1.6 — форма IV.
(Измененная редакция, Изм. № 1).
1.9. Предельные отклонения по длине и ширине листов — по ГОСТ 19903
По требованию потребителя листы и рулоны изготовляют с предельными отклонениями:
20 мм — по ширине для рулонного проката свыше 1000 мм с необрезной кромкой;
15 мм — по длине для листа свыше 2000 до 6000 мм и свыше при толщине 4,0 и 5,0 мм;
25 мм — при толщине 6,0; 8,0; 10,0 и 12,0 мм.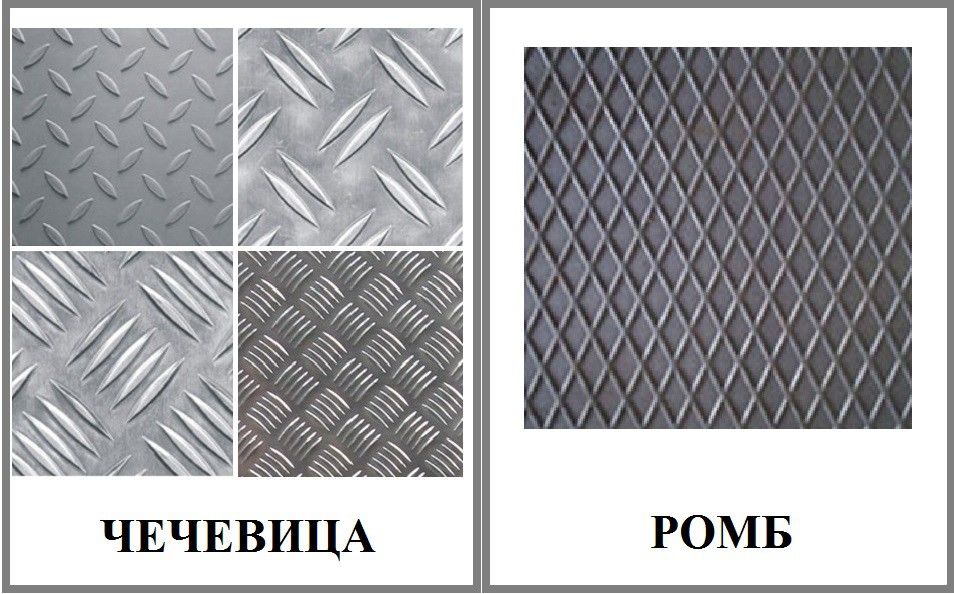
(Измененная редакция, Изм. № 3, 4).
1.10. Отклонения от плоскостности — по ГОСТ 19903 улучшенной плоскостности.
(Измененная редакция, Изм. № 4).
1.11. (Исключен, Изм. № 1.)
1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903 .
Примеры условных обозначений
Лист горячекатаный из стали марки Ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0´1000´2000 мм, нормальной точности по толщине, улучшенной плоскостности с катаной кромкой:
Лист ромб В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
Лист чечевица В-К-ПУ-3,0´1000´2000 Ст3сп ГОСТ 8568-77
Рулонный горячекатаный прокат марки Ст3сп по ГОСТ 380 с односторонним ромбическим рифлением размером 3,0´1000 мм, высокой точности, с катаной кромкой:
Рулон ромб А-К-3,0´
1000 Ст3сп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица А-К-3,0´
1000 Ст3сп ГОСТ 8568-77
(Измененная редакция, Изм. № 2,3,4).
№ 2,3,4).
Вес рифленого листа
Вес рифленого листа чечевица
| Лист рифленый чечевица ГОСТ 8568-77 сталь ст3сп/пс5 | Вес 1 м2 (кг) |
| Лист г/к чечевица 3.0 | 24,5кг |
| Лист г/к чечевица 4.0 | 32,2кг |
| Лист г/к чечевица 5.0 | 40,5кг |
| Лист г/к чечевица 6.0 | 48,5кг |
| Лист г/к чечевица 0.8 | 64,9кг |
| Лист г/к чечевица 10 | 80,9кг |
| Лист г/к чечевица 12 | 96,8кг |
Вес рифленого листа ромбический
| Лист рифленый ромбический ГОСТ 8568-77 сталь ст3сп/пс5 | Вес 1 м2 (кг) |
| Лист гк ромбический 3.0 | 25,1кг |
| Лист гк ромбический 4.0 | 33,5кг |
| Лист гк ромбический 5.0 | 41,8кг |
| Лист гк ромбический 6.0 | 50кг |
| Лист гк ромбический 8.0 | 66кг |
| Лист гк ромбический 10 | 83кг |
| Лист гк ромбический 12 | 99,3кг |
Вес рифленого листа м2
ros-met.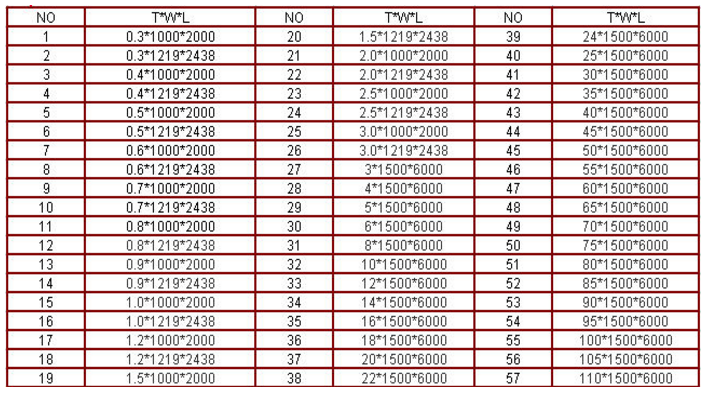 com
com
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и рулоны изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Листы и рулоны изготовляют из углеродистой стали обыкновенного качества марок Ст0, Ст1, Ст2 и Ст3 (кипящей, спокойной и полуспокойной) с химическим составом по ГОСТ 380
По согласованию изготовителя с потребителем допускается изготовлять листовой прокат без нормирования содержания хрома, никеля, меди.
2.1, 2.2. (Измененная редакция, Изм. № 4).
2.3. По требованию потребителя допускается изготовление листов из стали других марок.
(Измененная редакция, Изм. № 3).
2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон.
2.5. Листы и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками.
Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине.
2.4, 2.5. (Измененная редакция, Изм. № 1).
2.6. На поверхности листов не должно быть прокатных и слиточных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений.
2.7. На поверхности листов допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
Вес листа рифленого – вес метра, расчет веса, таблица веса.
Вводите требуемые значения,остальные поля пересчитаются автоматически
| 2.5 | чечевица чечевица ромб | Цены |
| 3 | чечевица чечевица ромб | Цены |
| 4 | чечевица чечевица ромб | Цены |
| 5 | чечевица чечевица ромб | Цены |
| 6 | чечевица чечевица ромб | Цены |
| 8 | чечевица чечевица ромб | Цены |
| 10 | чечевица чечевица ромб | Цены |
| 12 | чечевица чечевица ромб | Цены |
23met. ru
ru
МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности производят без применения увеличительных приборов.
4.2. Толщину основания листов и высоту рифлений измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок.
Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения.
4.3. Высота рифлей h
определяется как разность размеров общей толщины листа
s
+
h
и толщины основания листа
s
.
ЛИСТ СТАЛЬНОЙ РИФЛЕНЫЙ (ГОСТ 8568-77)
Толщина основания листа S, мм
| Толщина основания листа S, мм
| ||||||||||
| 2,5 | 5,0 | 21,0 |
| 3,0 | 5,0 | 25,1 |
| 4,0 | 5,0 | 33,5 |
| 5,0 | 5,0 | 41,8 |
| 6,0 | 5,0 | 59,0 |
| 8,0 | 5,0 | 66,0 |
| 10,0 | 5,0 | 83,0 |
| 12,0 | 5,0 | 99,3 |
| 3,6 | 20,1 | |
| 3,0 | 4,0 | 24,2 |
| 4,0 | 4,0 | 32,2 |
| 5,0 | 5,0 | 40,5 |
| 6,0 | 5,0 | 48,5 |
| 8,0 | 6,0 | 64,9 |
| 10,0 | 6,0 | 80,9 |
| 12,0 | 6,0 | 96,8 |
msmetall. ru
ru
в кг (с БЕСПЛАТНЫМ онлайн-калькулятором)
Если вы хотите получить вес других металлов, таких как нержавеющая сталь, алюминий, вы можете прочитать эту статью, чтобы узнать, как рассчитать вес различных типов металлов. .
Или вы можете использовать приведенный ниже калькулятор веса плиты.
Содержание
Калькулятор веса листа MS
Вы можете использовать следующий калькулятор веса листа ms, чтобы легко рассчитать вес листа из мягкой стали в кг.
Масса листа MS в кг
Эта таблица веса листа относится исключительно к мягкой стали.
Относительно размеров листа вы можете обратиться к следующему посту:
- Таблица толщины листового металла (оцинкованный лист, сталь, алюминий, латунь)
| Толщина | Теоретический вес
Часто задаваемые вопросы о весе листа MSКаков вес листа MS толщиной 1 мм? Вес пластины 1 мм ms 7,85 кг/м² . Какова масса пластины ms толщиной 2 мм?Вес пластины 2 мм ms 15,7 кг/м² . Какова масса пластины ms толщиной 3 мм?Вес пластины 3 мм ms 23,55 кг/м² . Какова масса пластины ms толщиной 4 мм?Вес пластины 4 мм ms 31,4 кг/м² . Какова масса пластины ms толщиной 5 мм?Вес пластины 5 мм ms 39,25 кг/м² . Какова масса пластины ms толщиной 6 мм?Вес пластины 6 мм ms 47,16 кг/м² . Каков вес пластины 8 мм?Вес пластины 8 мм мс 62,8 кг/м² . Какова масса пластины ms толщиной 10 мм?Вес пластины 10 мм ms 78,6 кг/м² . Какова масса пластины ms толщиной 12 мм? Вес пластины 12 мм ms 94,2 кг/м² . Какова масса пластины ms 14 мм?Вес пластины 14 мм ms 109,9 кг/м² . Каков вес пластины ms 16 мм?Вес 9 шт.0484 16 мм плита ms 125,6 кг/м² . Какова масса пластины ms 18 мм?Вес пластины 18 мм ms 141,3 кг/м² . Каков вес 20 мм листа мс?Вес пластины 20 мм ms 157 кг/м² . Light: Многослойные плоские и гофрированные панелиПлоские и гофрированные листы из поликарбоната толщиной 2,5 мм Листы LIGHT представляют собой многослойные плоские и гофрированные листы толщиной 2,5 мм. Этот продукт очень легко адаптируется, поскольку его можно использовать в промышленных условиях или в строительстве в середине крыши, в коньках и водосточных желобах и/или в боковом перекрытии с большинством металлических гофрированных листов или сэндвич-панелей, доступных в настоящее время на рынке. Многослойная структура этих листов имеет множество преимуществ с точки зрения теплоизоляции, ограниченного образования конденсата (по сравнению с теми же формами из сплошного гофрированного поликарбоната), прочности и устойчивости к нагрузкам. Все профили также доступны в размерах 6 мм, 8 мм. Листы LIGHT также можно комбинировать с нашими панелями CEILING, используемыми в качестве подвесного потолка для повышения теплоизоляции световых пятен на промышленных крышах. Запросить техническое описание продукта Легкие изделия
На все размеры распространяются производственные допуски. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Толщина | 2,5 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Общая ширина | 1215 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ширина крышки | 1125 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Шаг | 75 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Глубина | 20 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Длина | 7000 мм (максимальная рекомендуемая длина) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 25
25 9
9 5
5 95
95 7
7 7
7
 рынок.
рынок. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски.0026 На все размеры распространяются производственные допуски LIGHT T 78/21 Технический паспорт «Alubel 21» На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 183/38 «Marcegaglia EGB401» техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 200/35 TR35 техническое описание На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 207/35 техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 250/35 техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски.0610 ЛАЙТ Т 250/39 «Марчегалья Бролло» На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 250/35 техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 333/39 техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT T 333/45 техпаспорт На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски. На все размеры распространяются производственные допуски LIGHT W 76/18 техпаспорт Я ознакомился с Политикой конфиденциальности и разрешаю обработку моих данных компанией PolyWorld Systems S.R.L. для описанных целей. Расчет веса стали, нержавеющей стали и алюминия Выберите материалСтальНержавеющая стальАлюминий Длина листа (мм) Ширина листа (мм) Толщина листа (мм) Инструмент расчета был запрограммирован с максимальной тщательностью и вниманием. При этом Rime не гарантирует правильность результата расчета! Инструмент использует следующую формулу: Вес = L/1000 * W/1000 * T * S № 2B Финиш – холодный, отжиг *Нет 2d.0485 № 4 Отделка – полированная с одной стороны Проверить цену Inconel 600 Tube в Индии [объявление_1] Сколько весит кровля из оцинкованной стали толщиной 0,40 мм? Датчики представляют толщину стали. Поскольку наши крыши из оцинкованной стали легче, они обеспечивают более приятную езду. Мы предлагаем ряд продуктов размером от 0,28 мм до 0,80 мм, каждый из которых имеет свою отличительную форму и дизайн. Годы знаний и приверженность качеству привели к созданию бренда, о котором говорят не только в Карнатаке, но и во всей стране, и, несомненно, помогли нам завоевать доверие бесчисленных клиентов. 0,4 мм Оцинкованная сталь представляет собой тонкий лист с уникальным сочетанием качеств, что делает его идеальным для кровельных листов промышленных зданий, коммерческих зданий и других сооружений, требующих защиты от атмосферных воздействий. Кровельные листы предназначены для дополнения архитектурной концепции здания и могут улучшить общий эстетический вид конструкции. Это подробное руководство по проекту для расчета веса крыши из оцинкованной стали с использованием длины, ширины и высоты крыши. Вам нужна привлекательная, долговечная и экономичная кровля. Что мы имеем в виду, когда говорим, что он самый прочный в своем классе? Это результат синтеза множества переменных. Листы толщиной 0,40 мм изготовлены из высококачественной стали. При нормальных условиях на все компоненты распространяется 30-летняя гарантия, а на покрытие — 5-летняя гарантия (см. нашу комплексную гарантию). Ваше сообщение: У меня есть навес с двускатной крышей размером 5,5м х 4м. Я хочу, чтобы эта крыша прослужила долго, и рассматривал возможность ее оцинковки, пока друг не сказал, что 40 мм металла будет достаточно. Тридцатилетнее здание никогда не красилось и не ремонтировалось. Толщина крыши определяется толщиной стали, из которой она изготовлена. Например, калибр 0,40 уже, чем калибр 0,33. (толще). Разделите толщину любого кровельного материала на длину, ширину и высоту крыши в метрах, чтобы получить вес на квадратный метр. Крыша из оцинкованной стали Другими словами, если размеры вашей крыши составляют один метр на один метр на один метр, разделите 0,4 на три, что равно 0,133. Крыша — это именно то, на что это похоже: крыша. Верно? На самом деле, совсем нет. Крыша жилого или коммерческого здания состоит из нескольких компонентов, которые должны работать вместе, чтобы обеспечить наилучший результат для вашего дома. Сколько весит крыша из оцинкованной стали толщиной 0,40 мм? Сколько панелей в квадратном метре? Задумывались ли вы когда-нибудь, какая площадь поверхности содержится внутри развернутых рулонов кровельного материала из оцинкованной стали толщиной 0,40 мм? Примите во внимание следующее. Эта информация относится к спецификации материала для кровли из оцинкованной стали толщиной 0,40 мм. Как видно из таблицы ниже, точная толщина кровли из оцинкованной стали зависит от ширины и длины конструкции. Крыша из оцинкованной стали размером 500 мм x 500 мм (длина x ширина) обычно весит примерно 17,00 кг. Сколько весит крыша из оцинкованной стали толщиной 0,40 мм? Многие подрядчики предлагают для кровельных работ минимум 0,4 мм или калибр 40. Крыша из оцинкованной стали толщиной 0,40 мм является наиболее полным вариантом, обеспечивающим наибольшую площадь поверхности и защиту. Вес крыши из оцинкованной стали толщиной 0,40 мм Хотя вы можете быть незнакомы с дизайнером, мы уверены, что вы знакомы с его работой. Дэмиен Херст, чьи работы представлены в галереях по всему миру, сотрудничал с нами для разработки уникальной коллекции мебели и аксессуаров для дома. От полок и ящиков до кроватей и сидений, каждый предмет вдохновлен его смелым и инновационным дизайном. Наш оцинкованный рулонный кровельный материал представляет собой легкий кровельный материал, изготовленный из стальных листов толщиной 0,40 мм, сваренных вместе в ванне для горячего цинкования. Фраза «резервуар для горячего цинкования» относится к резервуару, заполненному расплавленным цинком, который вступает в контакт со сталью, пока она еще горячая и находится в паровой фазе, не напрямую, а косвенно через пар, который испаряет пары цинка, в конечном итоге покрывая поверхность. 0,40 мм — это покрытие из высокопрочного полиэстера с инновационным эпоксидным покрытием и эластичной полиэфирной тканью, которая не трескается на холоде и не дает усадку в жару. Прочное полиуретановое покрытие не требует ухода, более устойчиво к УФ-излучению, чем алкидная краска, и на него распространяется гарантия. Кроме того, благодаря своей эксклюзивной формуле он подходит для всех типов крыш. Он устойчив к растрескиванию, вздутию и отслаиванию и может наноситься непосредственно на существующие крыши. Вы планируете замену крыши? Позвольте нам показать разнообразие стилей, профилей и веса стальных кровель. [объявление_2] PLoS Один. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079 , Концептуализация, Сбор данных, Формальный анализ, Исследование, Методология * Huan Li, Editor Авторская информация о статье Примечания об авторских правах и информации об отказе от ответственности Мировая автомобильная промышленность в настоящее время оказывает значительное негативное воздействие на окружающую среду из-за высокого уровня выбросов CO 2 , высокого энергопотребления и большого потока отходов автомобилей с истекшим сроком эксплуатации (ELV). Широкое использование стали и других металлов в автомобильных кузовах приводит к выбросу ЭЛВ с высокой удельной энергией (25–28 МДж/кг) [1]. В настоящее время только в Соединенных Штатах образуется 1200 тыс. Для рекуперации части воплощенной энергии в автомобильных деталях существует крупная глобальная промышленность, основанная на переработке ELV, которая снижает общее потребление энергии и выбросы CO 2 в автомобильной промышленности за счет эффективного потока материалов. Эффективное управление переработкой ELV может включать: повторное использование функциональных деталей для снижения энергопотребления и выбросов CO 2 , связанных с производством новых запасных частей; переработка вторсырья для производства сырья для других процессов; а также рекуперация энергии и производство тепловой энергии из отходов автомобильного измельчения (ASR), которые содержат неперерабатываемые материалы, такие как стекловолокно, полимеры и стекло [3]. Энергопотребление и CO 2 Выбросы, связанные с производством новых автомобилей, могут быть уменьшены за счет вторичной переработки алюминия, стали и/или пластика в ASR. В настоящее время СВО из СНВ не восстанавливается в промышленных масштабах. В текущем исследовании предлагается новый процесс восстановления для интеграции с переработкой ELV, который включает переработку WSS из внешних компонентов в сетчатую листовую сталь (MSS). Ожидается, что этот процесс восстановления станет экологически безопасной стратегией, направленной на сокращение количества полезного материала, измельчаемого и отправляемого на свалку, при значительном снижении энергопотребления процесса по сравнению с переработкой. Кроме того, продукт MSS может использоваться для широкого спектра процессов формовки листового металла и имеет рыночную стоимость, которая может обеспечить дополнительный доход заводу по переработке. Здесь процесс восстановления WSS-MSS оценивается как комплексное решение для заводов по переработке ELV, где техническая, экономическая и экологическая осуществимость оценивается количественно на основе данных из литературы. В этом исследовании доказывается техническая осуществимость процесса восстановления в лабораторных условиях, и результаты используются для разработки модели анализа. Процесс восстановления для преобразования WSS из ELV в MSS показан на . Первым этапом процесса является предварительная разборка, которая выполняется либо вручную, либо с помощью машин на линии разборки, по которой ЭТС перемещаются и останавливаются на разных станциях. Автомобиль разбирается с помощью гидравлической машины для резки металлолома типа «крокодил» или аналогичной. Пост-разборка — это процесс вырезания СВО из рам наружных компонентов с использованием станков плазменной, газовой, лазерной или водоструйной резки с ЧПУ (далее — процесс/машины резки). Затем следует расширение, при котором машина для расширения прорезает прорези в WSS, а затем растягивает лист перпендикулярно длине прорези, чтобы открыть прорези и увеличить площадь поверхности WSS для получения MSS. Затем расширенный МСС выравнивается валиком, что позволяет еще больше увеличить площадь его поверхности. Наконец, выравнивание используется для выпрямления MSS, чтобы сделать его пригодным для формовки листового металла, такого как трубы, заборы, сэндвич-панели, рамы воздухоохладителей, гофрированные панели, электрические соединители и широкий спектр декоративных применений. Открыть в отдельном окне Метод восстановления WSS–MSS. Схемы производства сетки из плоских стальных листов. Станки для плазменной или лазерной резки с ЧПУ, развальцовки, правки, правки и торможения ножницами являются неэнергоемкими технологиями по сравнению с процессом рециркуляции выплавки стали. Кроме того, они являются хорошо отработанной и распространенной технологией интеграции в существующие заводы по разборке. Учитывая предложение перерабатывающих заводов в качестве малых и средних предприятий в развивающихся странах, такая технология гораздо более уместна, чем высокотемпературные плавильные печи для вторичной переработки, учитывая капитальные затраты и потребление энергии. В процессе расширения происходит увеличение площади поверхности WSS, которая зависит от параметров расширения и выравнивания сетки. Открыть в отдельном окне Схема геометрии одиночного отверстия МСС. Le=[0,5Ls/Ts]*[(SWP-SWDT)] (1) Например, для исходного листа толщиной 1 мм и длиной 5 м и отверстия сетки с шаг длинного хода (LWP) = 5 мм, SWP = 3,7 мм, SWDT = 0,5 мм, длина после развальцовки 8 м. Коэффициент расширения ( ER ) определяется уравнением (2), а коэффициент увеличения площади ( AR ) определяется уравнением (3), где A WSS и A MSS — районы WSS и MSS соответственно. ER=Le/Ls (2) AR=AWSS/AMSS (3) d/год и работа без очереди с четырьмя параллельными станциями предварительной обработки (время обработки 20 минут каждая). Экономическая целесообразность может быть определена с учетом возможности повторного производства увеличить скорость восстановления по сравнению с переработкой, поскольку оба имеют одинаковый процент извлечения металла (~82%) [11]. Переработка 1 кг стали может дать доход в размере 0,2–0,25 долл. США/кг, а переработка может дать доход 3,21 долл. США/кг в виде МСС. Целью добавления повторного производства к заводу по разборке является минимизация затрат на утилизацию за счет оптимизации количества и расположения станций по разборке автомобилей. Здесь оптимальным считается демонтаж 250 ПЗВ/д на 11 различных станциях. Оценка устойчивости включает в себя анализ тройной итоговой линии, который включает индексы осуществимости, связанные с техническими, экономическими и экологическими факторами [12–16]. Анализы, основанные на опыте, литературе и сценариях, применялись для выбора соответствующих параметров и весов для текущего исследования. Для анализа технической осуществимости предлагаемого метода восстановления был рассчитан индекс технической осуществимости ( T ). Здесь T определяется как среднее значение индексов осуществимости процессов до разборки, после разборки, расширения, выравнивания, выравнивания и торможения сдвигом. Каждый из этих индексов имеет вес важности ( W ), соответствующий среднему значению составляющих факторов. The pre-disassembly feasibility weight ( W EPrD ), post-disassembly feasibility weight ( W EPoD ), and expanding feasibility weight ( W EEx ) were calculated как средневзвешенное значение для внешних компонентов, перечисленных в , умноженное на общий вес до разборки ( W PrD = 0,85), общий вес после сборки ( W PoD = 0,95) и общий вес при расширении ( W Ex = 0,95) соответственно, как показано в уравнениях (4), (5) и (6) соответственно. Расчетный вес отдельных компонентов, используемый для расчета W EPrD , W EPoD и W EEx . Open in a separate window WEPrD =[WPrD[WFD+WRD+WH+WR+WB+WFF+WRF]]/7=0,607 (4) WEPoD=[WPoD[WFD+WRD+WH+WR+WB+WFF+WRF]] /7=0,559 (5) WEEx=[WEx[WFD+WRD+WH+WR+WB+WFF+WRF]]/7=0,794 (6) Аналогично другим индексам, вес плющения ( W EF ) был рассчитан путем умножения общего веса плющения ( W FI = 0,85) компонента W WEF = WFI × WFP = 0,8075 (7) WEL = WLI × WLP = 0,8075 (8) WESB = WSBI × WSBP = 0,475 (9) Наконец, наконец -то , наконец -то рассчитывается путем взятия среднего значения индексов для каждого процесса, как показано в уравнении (10), что дает окончательное значение 0,675. T=(WEPrD+WEPoD+WEEx+WEF+WEL+WESB)/6 (10) Анализ экономической целесообразности предполагал, что 30 171 легковой автомобиль может быть разобран для утилизации каждые 250 дней [2]. Прямая продажа вспененного MSS в качестве сырья имеет цену за единицу 5 долларов США/м 2 , что дает прямую нижнюю границу (DLB) 28 750 долларов США/день и прямую верхнюю границу (DUB) 55 660 долларов США/день . Косвенная продажа расширенного MSS в виде готового продукта имеет цену за единицу 10 долларов США/м 2 , в результате чего косвенная нижняя граница (ILB) и косвенная верхняя граница (IUB) составляют 57 500 и 111 320 долларов США в день соответственно. C=[(Ns×DLB)−(CT)/(DLB)]+[(Ns×DUB)−(CT)/(DUB)]+[(Ns×IDLB)−(CT)/(IDLB) ]+[(Ns×IDUB)−(CT)/(IDUB)]/4 (11) Точное количество CO 9Выбросы 4641 2 , предотвращенные с помощью конкретного процесса восстановления, зависят от сравнения восстановления WSS-MSS с производством первичного стального листа (VSS) в MSS. Индекс экологической целесообразности ( E ) был основан на установке по переработке с производительностью 5 750–11 132 м 90 709 2 90 710 /сутки MSS следующим образом. Здесь определяется экономия экологических затрат ( ε ec ; долл. εec = MVSSSSSS (12) εCO2 = MVSSMCO2 (13) E = (εRem – εRec)/εRem (14) SI = WTT+WCC+WEE (15) ЗДЕСЬ, W T , W C и W WEEDS WIESH WIWER . T , C и E соответственно при принятии решения об устойчивом развитии. В этом разделе обсуждается глобальный потенциал восстановления СВС из ПЗВ. Экономия материала за счет предлагаемого процесса восстановления показана на рис. Количество ПЗВ, утилизируемых каждый год в разных странах, было взято из литературы. Доступная WSS была рассчитана исходя из того, что в среднем 80 м 2 можно извлечь из каждого автомобиля, чтобы предотвратить изготовление ~698 кг нового ВСС. Добавленная стоимость за счет восстановления листа была рассчитана исходя из того, что 1 м 2 ВСС может быть переработан в 5,94–11,5 м 2 МСС. Расчетная экономия материала благодаря предлагаемому процессу восстановления. Open in отдельное окно Увеличение весового процента стали в потоке отходов переработки с 62% до 73% [17] считается экологически сознательным подходом, при котором внешние компоненты составляют ~6% (62,4 кг) от общего веса стали от ЭЛВ. Внедрение переработки в предизмельчительную обработку позволяет восстановить не менее 6–8 м 2 ВСС из наружных компонентов (избегая производства такого же количества ВСС), которые могут быть преобразованы в ~20–90 м 2 МСС. В Европе образуется 1,93–2,34 млн т/год отходов ASR, что составляет до 10 % от общего количества опасных отходов и ~60 % от общего количества отходов измельчения [22]. Такой большой объем, составляющий 20–25 % от средней массы ПЗВ, обусловлен сложностью переработки АШР. Следовательно, переработка может обеспечить возможное решение для оптимизации систем рециркуляции ELV. Портфолио по переработке следует интегрировать со стратегиями переработки и захоронения на полигонах путем проведения исследований по внедрению новых методов повторного использования, переработки и переработки отходов ELV. Модернизация WSS может изменить модель обработки, используемую в настоящее время в США, которая имеет степень переработки ~ 75–89.% [22]. Несмотря на то, что весь материал измельчается, во время обработки теряется ~ 10 % материалов, пригодных для вторичной переработки, что приводит к максимальной степени переработки ~ 90 %. Доход, полученный от восстановления WSS, можно было бы использовать для продвижения переработки шин и других неметаллических материалов, что в значительной степени способствовало бы достижению европейской цели – эффективности переработки ELV 85% (без рекуперации энергии), в то время как цель 95% восстановление среднего веса ELV может быть достигнуто только при улучшенной технологии сепарации и сортировки [22]. Повторное использование, переработка и восстановление определены в соответствии с целями настоящего исследования. В случае повторного использования ограниченное количество 6–8 м 2 /автомобиль WSS доступно для использования непосредственно в целях обработки металлов давлением для производства новых изделий, чтобы предотвратить производство такого же количества новой листовой стали. В случае рециклинга 6–8 м 2 /автомобиль ВСС перерабатывается в АШП для подготовки к плавке. Наконец, в случае восстановления 6–8 м 2 /вагон ВСС перерабатывается в МСС для использования непосредственно в металлообрабатывающих целях для изготовления новых изделий и предотвращения производства в среднем 80 м 2 новых МСС (где увеличение площади достигается за счет расширения процесс). Исходя из среднего веса (~755 кг) крупногабаритного транспортного средства, предназначенного для переработки, ~21% можно разобрать, ~42% можно использовать повторно, ~51% можно переработать, ~8% можно восстановить и ~1,4 –6% отправляется на свалку [6]. Сравнение расчетной эффективности повторного использования и восстановления внешних компонентов. Адаптировано из [6]. Открыть в отдельном окне Восстановление 1 м 2 (7,8 кг) WSS предотвратит производство новой стали того же веса. сравнивает различные методы восстановления, основанные на весе восстановленной стали, потенциальной энергии и CO 2 сокращения [6]. Ясно, что полигон не позволяет рекуперировать какую-либо сталь. Хотя переработка может восстановить большую часть стали, процесс восстановления WSS-MSS может восстановить почти столько же, сколько переработка (при верхнем пределе переработки), но с дополнительной экономией энергии и экономическими преимуществами по сравнению с переработкой. Это может предотвратить выброс 1,559 кг CO 2 и привести к экономии 0,476 долларов США/кг [23]. Поскольку ПЗВ в основном содержат сталь, восстановление СВС может привести к экономии энергии в размере 2,7–12,558 ГДж/ПЗВ в дополнение к сокращению энергии на 390,9, 34,4 и 3,9 ГДж связаны с переработкой материалов, повторным использованием компонентов и методами рекуперации энергии соответственно [6]. Расчетный вес восстановленной стали с использованием различных методов извлечения. Адаптировано из [6]. Открыто в отдельном окне . Общие цены на различные эксдукты показаны в течение повторного использования. Расчетная цена за единицу и соотношение R/R для внешних компонентов, повторное использование по сравнению с восстановлением. Адаптировано из [9]. n/a n/a n/a n/a n/a n/a. Эффективность измельчения, разделения и сортировки обычно составляет ~87%, тогда как соответствующая эффективность рекуперации энергии может достигать ~11%, в зависимости от используемой технологии. Использование вторичного производства снижает эффективность этих процессов до ~ 66%, но приводит к более высокой общей эффективности переработки (меньше материала отправляется на свалку). Принимая массу ВСС 62,4 кг от внешних компонентов ЭРН, были рассчитаны энергопотребление и производительность утилизации с переработкой и без нее. Потребляемая мощность (i) измельчения, сепарации и сортировки 1 ELV составляет 220 кВтч, а для восстановления с (ii) самыми низкими и (iii) самыми высокими значениями ER потребляемая мощность составляет 180 и 230 кВтч соответственно. Производительность для случаев (i), (ii), (iii) составляет 11, 11,25 и 128 т/ч соответственно. Сравнение расчетных прямых и косвенных сокращений материалов, энергии, выбросов CO 2 и затрат на переработку или восстановление СВС (на транспортное средство). , что в отдельном окне . следующий порог: АТТ Стоимость ≥94,8 долл./т или ТБО Стоимость ≥81,8 долл. сравнивает эксплуатационные расходы (долл. США/т металлолома) для различных этапов производства ASR для переработки и захоронения [22] и для предлагаемого процесса восстановления. Общие эксплуатационные расходы на процесс восстановления в 3–10 раз ниже, чем на производство ASR. Капитальные затраты на покупку оборудования для разделения и сортировки ASR и оплату других накладных расходов оцениваются в 370 000 долларов США [22]. Кроме того, затраты на энергию, техническое обслуживание, оплату труда и процентные платежи могут достигать 72 400 долларов США в год. При доходе не менее 169768 долл. США/год инвестиции могут окупиться за 3,8 года, при этом средний срок службы оборудования составляет 12–15 лет. Сравнение расчетных затрат на разделение и сортировку ВШР с затратами на восстановление ВСС. Адаптировано из [2,2]. Открыть в отдельном окне В случае восстановления производительностью 232,5 т/сутки это эквивалентно переработке ~308 ПЗВ/сутки и реконструкции 2464 м 2 /сутки ВСС. Для этого потребуется добавить три установки по восстановлению к демонтажному цеху, который соответствует потребности в: 3 гидравлических станках типа «крокодил» (всего 25 107 долларов США), 3 станках плазменной резки (всего 62 768 долларов США), 3 расширительных станках (всего 37 661 долларов США) и 3 правильные машины (всего 37 661 долларов США). Расчетная разбивка эксплуатационных расходов на восстановление оборудования. Открыто в отдельном окне Принимая значения ER от 1 до 14, AR и соответствующие затраты на восстановление были рассчитаны, как показано на рис. ER из 8 дал самый высокий AR из 11,5, а ER из 1 дал самый низкий AR из 2,5. Следовательно, ER и AR могут быть оптимизированы для производства восстановленных MSS для различных целей. Поскольку стоимость обработки постоянна для каждого м 2 WSS, себестоимость производства м 2 произведенных МСС можно уменьшить, максимизировав AR . Самая низкая стоимость 2 в размере 0,13 долл. США/м была достигнута для самой высокой AR в размере 11,5. Принимая во внимание верхнюю границу требуемых продаж, 1 м 2 восстановленных МСС можно продать по цене 0,2–0,6 долл. Открыть в отдельном окне Влияние коэффициента расширения на коэффициент увеличения площади и стоимость восстановления. Производительность завода по переработке может быть повышена за счет использования линий разборки, как это было предложено в предыдущих исследованиях [9, 10, 21], которые могут позволить перерабатывать 27 600–31 171 автомобиль за год изготовления (250 дней). ). Это потребует добавления 18 перерабатывающих установок к существующим заводам по переработке с производительностью 333–480 м 2 /смена (при условии круглосуточной работы, 3 смены в день и 432 операторов) [31]. Установки для восстановления, оснащенные необходимым оборудованием (как описано выше), потребляют гораздо меньше энергии, чем оборудование, необходимое для плавки ASR. показана разбивка требуемой техники на единицу производительности 2851–5520 м 2 /д МСС. суммирует продажи одного и того же подразделения по переработке, предполагая, что производство MSS составляет 2500–11 500 м 2 / день, а продажная цена составляет 4,18 долларов США / м 2 , что приводит к продажам ~ 10 450–48 070 долларов США / день. Расчетные продажи восстановленных изделий. Open in отдельное окно Данные, использованные для расчета экологической осуществимости, показаны в (рассчитано с использованием уравнений (12)–(14)). Диапазоны значений для процесса восстановления были рассчитаны с учетом нижней и верхней границ производительности. Расчетные экологические показатели осуществимости. Открыть в отдельном окне Расчетные индексы устойчивости для трех сценариев с разным весом важности для Т , С и Е . В этом исследовании предложен процесс восстановления ELV для повышения как экологической эффективности, так и прибыльности завода по демонтажу, где производство MSS из WSS снижает мощность, стоимость и выбросы углерода по сравнению с захоронением отходов, сжиганием в установках для сжигания твердых бытовых отходов. , а также переработку на передовых установках термической обработки с добавлением прибыльного продукта для повышения экономической эффективности переработки. Автор не получил специального финансирования для этой работы. Все соответствующие данные находятся в рукописи. 1. Эшби М.Ф. Материалы и окружающая среда : Eco-Informed Material Choice , 2013, 2 и Ed., Butterworth-Heinemann, Waltham, MA. [Google Scholar] 2. Zhu Y, Chappuis LB, de Kleine R, Kim HC, Wallington TJ, Luckey G, et al. Грядущая волна отходов алюминиевого листа от переработки автомобилей в Соединенных Штатах. Res Conserv Recycl. 2021; 164: 105–208. doi: 10.1016/j.resconrec.2020.105208 [CrossRef] [Google Scholar] 3. Энцо Ф., Сато К., Наката Т. Анализ влияния облегчения транспортных средств на выгоды от утилизации с учетом сокращения энергопотребления в течение жизненного цикла. Res Conserv Recycl. 2021: 164: 105–118. doi: 10.1016/j.resconrec.2020.105118 [CrossRef] [Google Scholar] 4. Су В.К., Дулан М., Компстон П., Дюфлоу Дж.Р., Питерс Дж., Умеда Й. Влияние регулирования срока службы на материалы транспортных средств цикличность: сравнение Европы, Японии, Австралии и США. 5. Йи С., Ли Х. Экономический анализ для содействия циркуляции ресурсов автомобилей с истекшим сроком службы в Корее. Управление отходами. 2021: 120: 659–666. doi: 10.1016/j.wasman.2020.10.033
[PubMed] [CrossRef] [Google Scholar] 6. Энзо Ф., Сато К., Фурубаяси Т., Наката Т. Применение оценок сокращения энергопотребления и выбросов CO2 для утилизации автомобилей с истекшим сроком службы в Японии. Приложение Энергия. 2019: 273: 779–794. doi: 10.1016/j.apenergy.2019.01.002 [CrossRef] [Google Scholar] 7. Абдулла З.Т., Шуншэн Г., Буюн С. Модернизация способствует созданию добавленной стоимости, встреча инноваций для обеспечения устойчивого производства. IOP Conf Ser: Mat Sci Eng. 2015:83:012–021. doi: 10.1088/1757-899X/83/1/012021 [CrossRef] [Google Scholar] 8. Abdullah ZT, Shunsheng G, Buyun S. Приложение экодизайна для устойчивого производства. Adv Sci Lett. 9. Тянь Дж., Чен М. Оценка экономической эффективности переработки автомобилей с истекшим сроком эксплуатации путем ручной разборки. Управление отходами. 2016: 56: 384–395. doi: 10.1016/j.wasman.2016.07.046
[PubMed] [CrossRef] [Google Scholar] 10. Чжан С., Чен М. Разработка и проверка линии разборки, чтобы справиться с ростом числа автомобилей, вышедших из эксплуатации, в Китае. Управление отходами. 2018:76: 697–707. doi: 10.1016/j.wasman.2018.02.031
[PubMed] [CrossRef] [Google Scholar] 11. Gołębiewskia B, Trajerb J, Jaros M, Winiczenko R. Моделирование расположения предприятий по переработке транспортных средств: тематическое исследование в Польше. Res Conserv Recycl. 2013:80:10–20. doi: 10.1016/j.resconrec.2013.07.005 [CrossRef] [Google Scholar] 12. Лю М., Чен X, Чжан М., Lv X, Ван Х., Чен З. и др. Система принятия решений по утилизации пассажирских транспортных средств с истекшим сроком службы в Китае, основанная на динамическом анализе материальных потоков и оценке жизненного цикла. 13. Du Y, Cao H, Liu F, Li C, Chen X. Комплексный метод оценки возможности восстановления бывших в употреблении станков. J Чистый Продукт. 2012: 20: 82–91. doi: 10.1016/j.jclepro.2011.08.016 [CrossRef] [Google Scholar] 14. Du Y, Li C. Реализация парадигмы энергосбережения и защиты окружающей среды: восстановление станков OEM-производителями в Китае. J Чистый Продукт. 2014: 66: 272–279. doi: 10.1016/j.jclepro.2013.10.033 [CrossRef] [Google Scholar] 15. Линг Т., Хе Ю. Оценка возможности восстановления и комплексной выгоды шлифовального станка, выведенного из эксплуатации. ПЛОС ОДИН. 2020: 15 (6): 234–603. doi: 10.1371/journal.pone.0234603
[Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 16. Li S, Rao J, Gui L, Zhang W, Liu D. Количественная оценка восстановления тяжелых станков на основе модифицированного метода развития катастроф. 17. Вонг Ю.С., Аль-Обаиди К.М., Махьюддин Н. Утилизация автомобилей с истекшим сроком службы (ELV) для строительных материалов: концепция обработки рамок от автомобильной до строительной промышленности в Малайзии. J Чистый Продукт. 2018: 190: 285–302. doi: 10.1016/j.jclepro.2018.04.145 [CrossRef] [Google Scholar] 18. Simic V. Управление распределением транспортных средств с истекшим сроком службы в условиях множественных неопределенностей: двухэтапный стохастический подход с полным бесконечным программированием с интервальными параметрами . Res Conserv Recycl. 2016: 14: 1–17. doi: 10.1016/j.resconrec.2016.06.019[CrossRef] [Google Scholar] 19. Belboom S, Lewis G, Bareel PF, Léonard A. Оценка жизненного цикла утилизации гибридных автомобилей: сравнение трех направлений деятельности по разборке. Управление отходами. 2016: 50: 184–193. doi: 10.1016/j.wasman. 20. Берзи Л. Делогу М., Пьерини М., Ромоли Ф. Оценка характеристик гибридного скутера в конце срока службы с применением методов оценки пригодности к переработке и восстановлению. Res Conserv Recycl. 2016: 108: 140–155. doi: 10.1016/j.wasman.2016.02.007
[Перекрестная ссылка] [Академия Google] 21. Шмид А., Накин П., Гурдон Р. Уровень деконструкции при повторном использовании материалов, переработке и восстановлении отслуживших свой срок транспортных средств: экспериментальное исследование в промышленном масштабе. Res Conserv Recycl. 2013:72:118–126. doi: 10.1016/j.resconrec.2013.01.007 [CrossRef] [Google Scholar] 22. Simic V. Модель линейного программирования интервалов с нечетким риском и явным интервалом для планирования утилизации автомобилей с истекшим сроком службы в ЕС. Управление отходами. 2015: 35: 265–282. doi: 10.1016/j.wasman.2014.09.013
[PubMed] [CrossRef] [Академия Google] 23. Чен К.С., Хуан С. 24. Юэ К.
Сравнительный анализ политик управления утилизацией автомобилей. Proc Env Sci. 2012:16:44–50. doi: 10.1016/j.proenv.2012.10.007 [CrossRef] [Google Scholar] 25. Кришна Мохан Т. В., Амит Р. К. Дилемма разборщиков на рынках утилизации автомобилей с истекшим сроком эксплуатации: модель системной динамики. Анна. Опер. рез. 2020:290: 591–619. doi: 10.1007/s10479-018-2930-z [CrossRef] [Google Scholar] 26. Inghels D, Dullaert W, Raa B, Walther G, Влияние состава, количества и срока службы легковых автомобилей на конец отходы транспортных средств для жизни в Бельгии: подход системной динамики. Transp Res A. 2016: 91: 80–104. doi: 10.1016/j.tra.2016.06.005 [CrossRef] [Google Scholar] 27. Smink C.K. Правила утилизации транспортных средств: уроки Дании». 28. Ли В., Бай Х., Инь Дж., Сюй Х. Оценка жизненного цикла процессов утилизации вышедших из эксплуатации транспортных средств в Китае, например такси Corolla. J Чистый Продукт. 2016: 117: 176–187. doi: 10.1016/j.jclepro.2016.01.025 [CrossRef] [Google Scholar] 29. Mamat TNAR, Saman MZM, Sharif S, Simic V. Ключевые факторы успеха в создании системы управления транспортными средствами с истекшим сроком службы: учебник для начинающих для Малайзии. J Чистый Продукт. 2016: 135: 1289–1297. doi: 10.1016/j.jclepro.2016.06.183 [CrossRef] [Google Scholar] 30. Алтай М.С., Сиври Н., Онат Б., Шахин У., Зорага М., Алтай Х.Ф. Переработка металлов для автомобилей с истекшим сроком службы (ELV) и связь с Киотским протоколом. Обновление Sust Energy Rev. 2011:15:2447–2451. doi: 10.1016/j.rser.2011.02.017 [CrossRef] [Google Scholar] 31. Soo VK, Peeters J, Compston P, Doolan M, Duflou JR. 32. Мохан Т.В.К., Амит Р.К. Моделирование рынка олигопсонии по утилизации автомобилей с истекшим сроком службы. Потребление Sust Prod. 2021: 164: 105–208. doi: 10.1016/j.spc.2020.09.001 [CrossRef] [Google Scholar] 33. Абдулла З.Т. Переработка листовой стали из отходов легковых автомобилей с истекшим сроком службы в сетчатый лист: оценка устойчивости. ПЛОС ОДИН. 2020: 16 (10): 1–618. doi: 10.1371/journal.pone.0258399
[Бесплатная статья PMC] [PubMed] [CrossRef] [Google Scholar] 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r001 Информация об авторских правах и лицензиях Отказ от ответственности 27 сен 2021 PONE-D-21-27091Оценка переработки вышедших из эксплуатации транспортных средств: переработка отходов листовой стали в сетчатый листPLOS ONE Уважаемый доктор Тарик, Благодарим вас за отправку вашей рукописи в PLOS ONE. Пожалуйста, отправьте исправленную рукопись до 11 ноября 2021 г., 23:59. Если вам потребуется больше времени для внесения изменений, ответьте на это сообщение или свяжитесь с отделом журнала по адресу gro.solp@enosolp. Когда вы будете готовы отправить свою редакцию, войдите на страницу https://www.editorialmanager.com/pone/ и выберите папку «Требуется редакция», чтобы найти файл рукописи. При подаче исправленной рукописи укажите следующие пункты: Письмо с опровержением, которое отвечает на каждый вопрос, поднятый академическим редактором и рецензентом (ами). Вы должны загрузить это письмо в виде отдельного файла с пометкой «Ответ рецензентам». Копия вашей рукописи с пометками, в которой отмечены изменения, внесенные в исходную версию. Версия вашей исправленной статьи без отметок без отслеживаемых изменений. Вы должны загрузить это как отдельный файл с пометкой «Рукопись». Если вы хотите внести изменения в раскрытие финансовой информации, включите обновленное заявление в сопроводительное письмо. Рекомендации по повторной отправке файлов рисунков доступны под комментариями рецензента в конце этого письма. Если применимо, мы рекомендуем вам хранить свои лабораторные протоколы в protocols.io, чтобы повысить воспроизводимость ваших результатов. Protocols.io присваивает вашему протоколу собственный идентификатор (DOI), чтобы в будущем его можно было цитировать независимо. Инструкции см. на странице https://journals.plos.org/plosone/s/submission-guidelines#loc-laboratory-protocols. Кроме того, PLOS ONE предлагает возможность публикации рецензируемых статей Lab Protocol, в которых описываются протоколы, размещенные на protocols. Мы с нетерпением ждем вашей исправленной рукописи. С уважением, Хуан Ли Академический редактор PLOS ONE Требования к журналу: При подаче вашей редакции нам нужно, чтобы вы выполнили эти дополнительные требования. 1. Убедитесь, что ваша рукопись соответствует требованиям PLOS ONE к стилю, в том числе к именованию файлов. Шаблоны стилей PLOS ONE можно найти по адресу https://journals.plos.org/plosone/s/file?id=wjVg/PLOSOne_formatting_sample_main_body.pdf и https://journals.plos.org/plosone/s/file?id=ba62/PLOSOne_formatting_sample_title_authors_affiliations.pdf 2. Спасибо за раскрытие следующей финансовой информации: [НЕТ]. В настоящее время просьба обращаться по следующим вопросам: а) Уточните, пожалуйста, источники финансирования (финансовая или материальная поддержка) вашего обучения. b) Укажите, какую роль в исследовании сыграли спонсоры. Если спонсоры не участвовали в вашем исследовании, укажите: «Спонсоры не участвовали в разработке исследования, сборе и анализе данных, принятии решения о публикации или подготовке рукописи». c) Если какие-либо авторы получали зарплату от любого из ваших спонсоров, укажите, какие авторы и какие спонсоры. d) Если вы не получали никакого финансирования для этого исследования, укажите: «Авторы не получали специального финансирования для этой работы». Пожалуйста, включите измененные формулировки в сопроводительное письмо; мы изменим онлайн-форму подачи от вашего имени. 3. Пожалуйста, внесите изменения в реферат в онлайн-форме подачи (через Edit Submission) или в реферат в рукописи, чтобы они были идентичными. [Примечание: HTML-разметка приведена ниже. Пожалуйста, не редактируйте. Комментарии рецензентов: Ответы рецензентов на вопросы Комментарии автору 1. Является ли рукопись технически правильной и подтверждают ли данные выводы? Рукопись должна содержать описание технически обоснованного научного исследования с данными, подтверждающими выводы. Эксперименты должны проводиться строго, с надлежащим контролем, повторяемостью и размером выборки. Выводы должны быть сделаны надлежащим образом на основе представленных данных. Рецензент №1: Да Рецензент №2: Частично ********** 2. Был ли статистический анализ выполнен надлежащим образом и тщательно? Рецензент №1: Да Рецензент №2: Н/Д ********** 3. Предоставили ли авторы все данные, лежащие в основе выводов их рукописи, в полном объеме? Политика данных PLOS требует от авторов сделать все данные, лежащие в основе выводов, описанных в их рукописи, полностью доступными без ограничений, за редким исключением (см. Рецензент №1: Да Рецензент №2: Да ********** 4. Представлена ли рукопись в понятной форме и написана ли она на стандартном английском языке? PLOS ONE не осуществляет авторское редактирование принятых рукописей, поэтому язык представляемых статей должен быть четким, правильным и недвусмысленным. Любые типографские или грамматические ошибки должны быть исправлены при пересмотре, поэтому, пожалуйста, отметьте здесь любые конкретные ошибки. Рецензент №1: Да Рецензент №2: Да ********** 5. Пожалуйста, используйте отведенное место, чтобы объяснить свои ответы на приведенные выше вопросы. Вы также можете включить дополнительные комментарии для автора, в том числе опасения по поводу двойной публикации, исследовательской этики или этики публикации. (Пожалуйста, загрузите свой отзыв в виде вложения, если он превышает 20 000 символов) Рецензент № 1: 1. В рукописи оценивалось производство сетчатого листа из переработанных отходов листовой стали. 2. Надежность рукописи основана на данных завода-изготовителя в Ираке. Слабость заключается в том, что неясно, применимы ли эти выводы к другим регионам, поскольку результаты оценки основаны на конкретном предприятии-производителе. 3. Предоставить по пунктам список моих основных рекомендаций по улучшению рукописи; В заключение укажите любые количественные результаты оценки. Результаты оценки должны быть представлены в виде графиков в дополнение к таблицам для облегчения визуального понимания. 4. При необходимости предоставить пошаговый список моих несовершеннолетних для улучшения рукописи. На странице 11, строка 4, источник ссылки не найден. На странице 12, строка 6, источник ссылки не найден. На странице 14, строка 3, источник ссылки не найден. На странице 15, строка 5, источник ссылки не найден. На стр. 15, строка 44, что означает буква «d»? На странице 17, строка 12, источник ссылки не найден. На странице 19, строка 22, источник ссылки не найден. На странице 20, строка 15, источник ссылки не найден. На странице 21, строка 6, источник ссылки не найден. На стр. 23, строка 9, источник ссылки не найден. На стр. 29, строка 11, MSS от MSS неверен. Рецензент №2: 1. Надлежащее управление ПЗВ, включая повторное производство, переработку и повторное использование, является необходимой задачей на пути к устойчивому развитию. Стоит прилагать постоянные усилия для совершенствования методов управления ELV. 2. В рукописи имеется много отсутствующих ссылок, которые обозначены как «Ошибка! Ссылка не найдена». и должны быть исправлены. Эти ссылки, основанные на контексте, могут предоставить фундаментальную информацию для этого исследования. Не имея возможности сослаться на эти ссылки, обсуждение, развернувшееся в разделах «Метод» и «Результаты», похоже, прервано. 3. (Эпсилон) ecc, (Эпсилон) rem и (Эпсилон) rec в текст не вводятся. Таким образом, обоснование уравнений (12)-(14) не может быть понято. 4. Масса двигателя и трансмиссии составляет значительную долю от общей массы автомобилей. Создается впечатление, что автор рассчитывает их вес при оценке экономического потенциала; однако при расчете осуществимости в исследовании учитываются только внешние компоненты. Как они учитываются в WSS? Практично ли предположить, что 80 м2 листа можно восстановить примерно за 698 кг на автомобиль для восстановления, как указано в разделе «Результаты»? 5. 6. Мнения автора о различиях между повторным использованием, переработкой и переработкой СВС могут быть объяснены более подробно с точки зрения технических, экономических и экологических возможностей. Предлагается пересмотреть обсуждение, чтобы проиллюстрировать сравнение этих процессов с точки зрения автора. 7. В разделе «Результаты» для обсуждения есть некоторые вопросы, которые не были упомянуты в предыдущих разделах «Введение» и «Метод», например, оценка осуществимости восстановления и т. д. Предлагается объяснить их взаимосвязь с другими показателями. 8. Довольно много абзацев используется для обсуждения ASR и других материалов на заводах по разборке. Предлагается сосредоточить обсуждение на том, как ВСиВО может способствовать ПСС с помощью технологических или управленческих стратегий. 9. В рукописи рекомендуется указывать номера страниц как для рецензирования, так и для чтения. 10. Большинство терминов имеют полные названия, за которыми следуют сокращения, когда они впервые появляются в рукописи; однако некоторые из них все еще отсутствуют. Также в тексте есть опечатки. Пожалуйста, дважды проверьте точность. ********** 6. Авторы PLOS имеют возможность опубликовать историю рецензирования своей статьи (что это значит?). Если публикация будет опубликована, она будет включать вашу полную рецензию и все прикрепленные файлы. Если вы выберете «нет», ваша личность останется анонимной, но ваш отзыв все равно может быть обнародован. Вы хотите, чтобы ваша личность была общедоступной для этой экспертной проверки? Информацию об этом выборе, включая отзыв согласия, см. Рецензент №1: Да: Тошихико Наката Рецензент №2: Нет [ПРИМЕЧАНИЕ. Если комментарии рецензента были отправлены в виде вложенного файла, они будут прикреплены к этому письму и доступны через сайт отправки. Пожалуйста, войдите в свою учетную запись, найдите запись рукописи и проверьте ссылку действия «Просмотреть вложения». Если эта ссылка не отображается, файлы вложений отсутствуют.] При проверке отправки загрузите файлы рисунков в цифровой диагностический инструмент Preflight Analysis and Conversion Engine (PACE), https://pacev2.apexcovantage.com/ . PACE помогает обеспечить соответствие цифр требованиям PLOS. Чтобы использовать PACE, вы должны сначала зарегистрироваться как пользователь. Регистрация бесплатна. Затем войдите в систему и перейдите на вкладку ЗАГРУЗИТЬ, где вы найдете подробные инструкции по использованию инструмента. Если у вас возникнут какие-либо проблемы или вопросы при использовании PACE, напишите в PLOS по адресу gro. 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r002 Информация об авторских правах и лицензии Отказ от ответственности 16 окт. 2021 Письмо с опровержением рукописи PONE-D-21-27091 «Оценка утилизации транспортных средств с истекшим сроком службы: переработка отходов листовой стали в сетчатый лист» Ответы на комментарии рецензентов выделены здесь красным текстом. Изменения в исправленной рукописи также выделены красным шрифтом. Рецензент №1: 1. В рукописи дана оценка производства сетчатого листа из переработанных отходов листовой стали. 2. Надежность рукописи основана на данных завода-изготовителя в Ираке. Слабость заключается в том, что неясно, применимы ли эти выводы к другим регионам, поскольку результаты оценки основаны на конкретном предприятии-производителе. Прошу прощения, что этот момент не был ясен в оригинальной рукописи. Исследование основано не на одной физической установке, а на модельной установке, разработанной на основе литературных данных со всего мира. Я добавил в исправленную рукопись абзац, поясняющий этот момент (стр. 5, строки 3–14). 3. Предоставить по пунктам список моих основных рекомендаций по улучшению рукописи; В заключение укажите любые количественные результаты оценки. Результаты оценки должны быть представлены в виде графиков в дополнение к таблицам для облегчения визуального понимания. Формат таблицы был выбран из-за большого количества данных, которые нужно было включить в статью, и многие из них не подходили для построения графиков (отсутствие явных зависимых и независимых переменных). Кроме того, журнал не допускает повторения данных как в виде графика, так и в виде таблицы. Однако, если рецензент может предложить некоторые конкретные таблицы, которые, по его мнению, будут более информативными в виде графика, я буду рад внести это изменение. 4. При необходимости предоставить по пунктам список моих несовершеннолетних для улучшения рукописи. На странице 11, строка 4, источник ссылки не найден. На странице 12, строка 6, источник ссылки не найден. На странице 14, строка 3, источник ссылки не найден. На странице 15, строка 5, источник ссылки не найден. На странице 17, строка 12, источник ссылки не найден. На странице 19, строка 22, источник ссылки не найден. На странице 20, строка 15, источник ссылки не найден. На странице 21, строка 6, источник ссылки не найден. На странице 23, строка 9, источник ссылки не найден. Эти ошибки связи были исправлены. На стр. 15, строка 44, что означает буква «d»? Здесь единицей измерения «/d» является день. Поскольку «d» является рекомендуемой единицей/аббревиатурой SI для «дня», она использовалась в этой рукописи. На стр. 29, строка 11, MSS от MSS неверен. Спасибо, что обратили на это мое внимание. Рецензент №2: 1. Надлежащее управление ПЗВ, включая восстановление, переработку и повторное использование, является необходимой задачей для обеспечения устойчивого развития. Стоит прилагать постоянные усилия для совершенствования методов управления ELV. Исследование, представленное в этой рукописи, приветствуется. Есть надежда, что рукопись может быть улучшена с помощью следующих предложений. Спасибо за теплый отзыв. Я надеюсь, что следующие изменения в рукописи сделают ее пригодной для публикации. 2. В рукописи имеется много отсутствующих ссылок, которые обозначены как «Ошибка! Ссылка не найдена». и должны быть исправлены. Эти ссылки, основанные на контексте, могут предоставить фундаментальную информацию для этого исследования. Не имея возможности сослаться на эти ссылки, обсуждение, развернувшееся в разделах «Метод» и «Результаты», похоже, прервано. Эти ошибки связи были исправлены. Это были ссылки на рисунки и таблицы. 3. (Эпсилон) ecc, (Эпсилон) rem и (Эпсилон) rec в текст не вводятся. Таким образом, обоснование уравнений (12)-(14) не может быть понято. Эпсилон означает экономию на экологических затратах. Эти символы действительно были определены в абзаце, предшествующем уравнению 12-14. Поэтому в ответ на этот комментарий не было внесено никаких изменений. 4. Масса двигателя и трансмиссии составляет значительную долю от общей массы автомобилей. Создается впечатление, что автор рассчитывает их вес при оценке экономического потенциала; однако при расчете осуществимости в исследовании учитываются только внешние компоненты. Как они учитываются в WSS? Практично ли предположить, что 80 м2 листа можно восстановить примерно за 698 кг на автомобиль для восстановления, как указано в разделе «Результаты»? Доступная WSS была рассчитана исходя из предположения, что в среднем 80 м2 можно извлечь из каждого вагона, чтобы предотвратить производство новой конструкционной листовой стали (~698 кг). 5. Таблица 1 озаглавлена «Вес компонентов WEPrD»; тем не менее, в Таблице 1 указаны значения веса до разборки, после разборки и расширения. Название Таблицы 1 может потребовать пересмотра. Я изменил заголовок Таблицы 1 на «Расчетные веса отдельных компонентов, используемых для расчета WEPrD, WEPoD и WEEx», чтобы пояснить это. Кроме того, предлагается указывать характер значений с помощью обозначений, таких как «расчетные», «рассчитанные» и т.п., если данные, представленные в таблице, формируются в данном исследовании, уточнять, взяты ли эти значения из литературы или расчетные результаты этого исследования. Спасибо за это предложение; это было исправлено на протяжении всей статьи. 6. Мнения автора о различиях между повторным использованием, переработкой и переработкой СВС могут быть объяснены более подробно с точки зрения технических, экономических и экологических возможностей. Предлагается пересмотреть обсуждение, чтобы проиллюстрировать сравнение этих процессов с точки зрения автора. По этому вопросу было добавлено дополнительное обсуждение (стр. 13, строки 16-22). 7. В разделе «Результаты» для обсуждения есть некоторые вопросы, которые не были упомянуты в предыдущих разделах «Введение» и «Метод», например, оценка осуществимости восстановления и т. д. Предлагается объяснить их взаимосвязь с другими показателями. В разделе «Оценка осуществимости реконструкции» обсуждаются результаты методов, описанных в разделе «Расчет показателей осуществимости». Я добавил предложение в начале первого, чтобы объяснить это. 8. Довольно много абзацев используется для обсуждения ASR и других материалов на заводах по разборке. Предлагается сосредоточить обсуждение на том, как ВСиВО может способствовать ПСС с помощью технологических или управленческих стратегий. ASR является актуальной проблемой в полевых условиях, и ее объем необходимо значительно сократить. Поэтому важно показать возможность переработки СВС в МСС для повышения эффективности стратегий демонтажа, переработки, плавки и захоронения за счет снижения ASR. ВСС является сырьем для восстановления МСС, и, поскольку это стратегия обращения с твердыми отходами, ее устойчивое развитие должно включать аспекты технического, экономического, социального, экологического и управленческого характера, которые взаимодействуют и взаимодействуют, чтобы замкнуть петлю в глобальном масштабе между автомобилестроение и металлообработка. Это важно, потому что многие страны не производят автомобили и не могут распространить ответственность производителей оригинального оборудования на автомобили, вышедшие из эксплуатации. 9. В рукописи рекомендуется указывать номера страниц как для рецензирования, так и для чтения. Добавлены номера страниц и строк для облегчения чтения и просмотра. 10. Большинство терминов имеют полные названия, за которыми следуют сокращения, когда они впервые появляются в рукописи; однако некоторые из них все еще отсутствуют. Также в тексте есть опечатки. Пожалуйста, дважды проверьте точность. Весь документ был снова пересмотрен с учетом этого совета. Имя отправленного файла: Письмо с опровержением PONE-D-21-27091.docx Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (20K, docx) 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r003 Информация об авторских правах и лицензии Отказ от ответственности 4 ноя 2021 PONE-D-21-27091R1Оценка утилизации транспортных средств с истекшим сроком службы: переработка стальных отходов в сетчатый листPLOS ONE Уважаемый доктор Абдулла, Благодарим вас за отправку рукописи в PLOS ONE. После тщательного рассмотрения мы пришли к выводу, что он заслуживает внимания, но не полностью соответствует критериям публикации PLOS ONE в его нынешнем виде. Поэтому мы приглашаем вас представить исправленную версию рукописи, в которой рассматриваются вопросы, поднятые в процессе рецензирования. Пожалуйста, отправьте исправленную рукопись до 19 декабря 2021 г., 23:59. Если вам потребуется больше времени для внесения изменений, ответьте на это сообщение или свяжитесь с отделом журнала по адресу gro.solp@enosolp. Когда вы будете готовы отправить свою редакцию, войдите на страницу https://www.editorialmanager.com/pone/ и выберите папку «Требуется редакция», чтобы найти файл рукописи. Пожалуйста, включите следующие элементы при подаче исправленной рукописи: Письмо с опровержением, которое отвечает на каждый вопрос, поднятый академическим редактором и рецензентом(ами). Вы должны загрузить это письмо в виде отдельного файла с пометкой «Ответ рецензентам». Копия вашей рукописи с пометками, в которой отмечены изменения, внесенные в исходную версию. Вы должны загрузить это как отдельный файл с пометкой «Пересмотренная рукопись с отслеживанием изменений». Немаркированная версия вашей исправленной статьи без отслеживаемых изменений. Если вы хотите внести изменения в раскрытие финансовой информации, включите обновленное заявление в сопроводительное письмо. Рекомендации по повторной отправке файлов рисунков доступны под комментариями рецензента в конце этого письма. Если применимо, мы рекомендуем вам хранить свои лабораторные протоколы в protocols.io, чтобы повысить воспроизводимость ваших результатов. Protocols.io присваивает вашему протоколу собственный идентификатор (DOI), чтобы в будущем его можно было цитировать независимо. Инструкции см. на странице https://journals.plos.org/plosone/s/submission-guidelines#loc-laboratory-protocols. Кроме того, PLOS ONE предлагает возможность публикации рецензируемых статей Lab Protocol, в которых описываются протоколы, размещенные на protocols.io. Дополнительную информацию о протоколах обмена можно найти на странице https://plos.org/protocols?utm_medium=editorial-email&utm_source=authorletters&utm_campaign=protocols. Мы с нетерпением ждем вашей исправленной рукописи. С уважением, Хуан Ли Академический редактор PLOS ONE Требования к журналу: Пожалуйста, проверьте свой список литературы, чтобы убедиться, что он является полным и правильным. Если вы цитировали статьи, которые были отозваны, пожалуйста, включите обоснование этого в текст рукописи или удалите эти ссылки и замените их соответствующими текущими ссылками. Любые изменения в списке литературы должны быть упомянуты в письме с опровержением, которое прилагается к вашей исправленной рукописи. Если вам нужно процитировать отозванную статью, укажите статус статьи отозванной в списке литературы, а также включите цитату и полную ссылку для уведомления об отзыве. [Примечание: HTML-разметка приведена ниже. Пожалуйста, не редактируйте.] Комментарии рецензентов: Ответы рецензентов на вопросы Комментарии автору 1. Если авторы адекватно отреагировали на ваши комментарии, поднятые в предыдущем раунде рецензирования, и вы считаете, что эта рукопись теперь приемлема для публикации, вы можете указать, что здесь, чтобы обойти раздел «Комментарии к автору», введите свой конфликт заявление об интересе в разделе «Конфиденциально для редактора» и отправьте рекомендацию «Принять». Рецензент №1: (Нет ответа) Рецензент №2: (Нет ответа) ********** 2. Является ли рукопись технически правильной и подтверждают ли данные выводы? Рукопись должна содержать описание технически обоснованного научного исследования с данными, подтверждающими выводы. Эксперименты должны проводиться строго, с надлежащим контролем, повторяемостью и размером выборки. Выводы должны быть сделаны надлежащим образом на основе представленных данных. Рецензент №1: Да Рецензент №2: Да ********** 3. Был ли статистический анализ выполнен правильно и тщательно? Рецензент №1: Да Рецензент №2: Н/Д ********** 4. Предоставили ли авторы все данные, лежащие в основе выводов их рукописи, в полном объеме? Политика данных PLOS требует от авторов сделать все данные, лежащие в основе выводов, описанных в их рукописи, полностью доступными без ограничений, за редким исключением (см. Заявление о доступности данных в PDF-файле рукописи). Рецензент №1: Да Рецензент №2: Да ********** 5. Представлена ли рукопись в понятной форме и написана ли она на стандартном английском языке? PLOS ONE не осуществляет авторское редактирование принятых рукописей, поэтому язык представляемых статей должен быть четким, правильным и недвусмысленным. Любые типографские или грамматические ошибки должны быть исправлены при пересмотре, поэтому, пожалуйста, отметьте здесь любые конкретные ошибки. Рецензент №1: Да Рецензент №2: Да ********** 6. Пожалуйста, используйте отведенное место, чтобы объяснить свои ответы на приведенные выше вопросы. Вы также можете включить дополнительные комментарии для автора, в том числе опасения по поводу двойной публикации, исследовательской этики или этики публикации. (Пожалуйста, загрузите свой отзыв в виде вложения, если он превышает 20 000 символов.) Рецензент №1: Это решение было основано на следующих двух моментах. Таблица, показывающая результаты, представляет собой просто список чисел без какого-либо количественного или качественного анализа. Организация результатов в виде графиков, а не таблиц, имеет большое значение, но автор этого не делает. В заключении отсутствуют результаты количественного или качественного анализа. Рецензент №2: 1. Рисунки 1 и 2 приложены после текста, должны быть указаны их названия? В зависимости от контекста, должен ли рисунок 1 показывать процесс восстановления для преобразования WSS из ELV в MSS? 2. 3. Оценка 754 кг стали/ELV, переработанной из ~ 1 т/ELV, p10, включает вес двигателя и трансмиссии, которые не считаются WSS. Следует четко различать вес транспортных средств с альтернативами повторного использования, восстановления и переработки при обсуждении экономической и экологической эффективности в рукописи. ********** 7. Авторы PLOS имеют возможность опубликовать историю рецензирования своей статьи (что это значит?). Если публикация будет опубликована, она будет включать вашу полную рецензию и все прикрепленные файлы. Если вы выберете «нет», ваша личность останется анонимной, но ваш отзыв все равно может быть обнародован. Вы хотите, чтобы ваша личность была общедоступной для этой экспертной проверки? Информацию об этом выборе, включая отзыв согласия, см. в нашей Политике конфиденциальности. Рецензент №1: Нет Рецензент №2: Нет [ПРИМЕЧАНИЕ. Если комментарии рецензента были отправлены в виде вложенного файла, они будут прикреплены к этому письму и доступны через сайт отправки. Пожалуйста, войдите в свою учетную запись, найдите запись рукописи и проверьте ссылку действия «Просмотреть вложения». Если эта ссылка не отображается, вложенных файлов нет.] При проверке отправки загрузите файлы рисунков в цифровой диагностический инструмент Preflight Analysis and Conversion Engine (PACE) https://pacev2.apexcovantage.com/. PACE помогает обеспечить соответствие цифр требованиям PLOS. Чтобы использовать PACE, вы должны сначала зарегистрироваться как пользователь. Регистрация бесплатна. Затем войдите в систему и перейдите на вкладку ЗАГРУЗИТЬ, где вы найдете подробные инструкции по использованию инструмента. 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r004 Информация об авторских правах и лицензии Отказ от ответственности 22 ноя 2021 Ответы рецензенту Рукописи PONE-D-21-27091R1 «Оценка утилизации транспортных средств с истекшим сроком службы: переработка отходов листовой стали в сетчатый лист» Ответы на комментарии рецензентов отображаются здесь красным текстом. Изменения в исправленной рукописи также выделены красным шрифтом. Рецензент №1: Это решение было основано на следующих двух моментах. Таблица, показывающая результаты, представляет собой просто список чисел без какого-либо количественного или качественного анализа. Существует много таблиц с результатами, и немного непонятно, на какую из них ссылается рецензент. Поскольку многие результаты имеют диапазоны значений, которые трудно выразить в цифровом формате, я выбрал использование таблиц. В своем предыдущем ответе я попросил рецензента уточнить, какие именно таблицы они хотели бы видеть в формате рисунка, чтобы внести это изменение. Без этой информации трудно выполнить этот запрос. Как отмечалось ранее, большая часть данных не подходит для графического отображения (отсутствие очевидных зависимых и независимых переменных), поэтому графическое изображение затруднит понимание данных. Я привожу краткий обзор таблиц и поясняю, почему большинство из них лучше представлять в виде таблиц. Единственные подходящие данные для представления в виде рисунков (на мой взгляд) представлены в таблицах 8 и 12. Поэтому я изобразил эти данные в виде рисунков, пытаясь развеять опасения рецензента. Таблица 1: определяет символы и дает весовые значения, используемые в расчетах. Эти значения не являются результатами и не имеют зависимой переменной. Таблицы 2: было бы трудно обозначить области на рисунке, и на одном рисунке показаны три разных набора данных. Было бы неэффективно использовать пространство для построения этих данных. Кроме того, рассчитанные диапазоны было бы трудно выразить цифрой. Таблица 3: поскольку нет общей зависимой переменной, считается, что сравнение эффективности повторного использования и повторного производства проще в формате таблицы. Таблица 8: Эту таблицу можно представить в виде рисунка. Я внес это изменение (новый рисунок 3, как показано ниже). Таблицы 4, 5, 6, 7, 9, 10, 11: Нет общей зависимой переменной, много наборов данных в одной таблице, график неэффективен, диапазоны трудно выразить цифрами. Таблица 12: Эти данные могут быть представлены в виде рисунка. Я внес это изменение (новый рисунок 4, как показано ниже). В заключении отсутствуют результаты количественного или качественного анализа. Я при всем уважении не согласен с комментарием рецензента и прошу прощения, если анализ был неясен. Без конкретных комментариев трудно решить эту проблему. Основной вывод статьи связан с общей устойчивостью переработки отходов листовой стали в сетчатую листовую сталь. В документе был представлен подробный количественный анализ, который в качестве окончательного решения был сведен к общему индексу устойчивости. Это значение считается количественным заключением. Этот простой способ сравнения различных предложенных сценариев восстановления дает лицам, определяющим политику, и предприятиям по переработке ELV метод для оценки осуществимости процесса. В документе содержится четкий вывод относительно осуществимости предлагаемого процесса, его последствий и потенциальных преимуществ в области обработки ELV и автомобильной промышленности в качестве качественного вывода. Рецензент №2: 1. Рисунки 1 и 2 прилагаются после текста, должны быть указаны их названия? В зависимости от контекста, должен ли рисунок 1 показывать процесс восстановления для преобразования WSS из ELV в MSS? В соответствии с требованиями журнала по оформлению подписи к рисункам размещены в основном тексте. 2. В уравнении (14) (эпсилон) rec и rem являются функциями ecc и CO2, которые определены в уравнении (12) и (13) и объясняются в параграфе. Однако (эпсилон) rec и rem должны иметь разные значения ecc и CO2, так как их Mvss, Mco2 и vss, верно? Мой вопрос в том, как определяются эти значения? Они также должны быть указаны в этом разделе «Методы». Извините, если это неясно в исходном тексте. Члены εrem и εrec были рассчитаны с использованием уравнения. (12) где εc заменено на εrem или εrec соответственно. Рецензент прав в том, что MVSS рассчитывается с использованием разных значений для каждого случая, но εVSS и MCO2 одинаковы как для переработки, так и для восстановления, поскольку они основаны просто на экономии, связанной с 1 кг стали. εc VSS составляет 0,55 долларов США/кг, а MCO2 — 1,559 кгco2/кгVSS. В случае вторичной переработки 1 м2 рекуперированного ВСС (при условии 100% рециркуляции) производство 7,8 кг ВСС, что дает значение MVSS 62,4 кг (при условии, что ВСС используется для изготовления стальных сеток). В случае восстановления 1 м2 МСС может предотвратить производство 7,8 кг ВСС при верхней и нижней границах МВС 62,4 кг и 698 кг соответственно. Верхняя граница предполагает, что сталь используется для изготовления изделий из листового металла и что стандарты экодизайна соблюдены. На основании количества автомобилей с истекшим сроком службы, приведенных в научной литературе, соответствующие данные для восстановленных и восстановленных СВС были использованы для расчета нижней и верхней границ экономической целесообразности в виде экономии экологических затрат и выбросов CO2. профилактика. Я добавил обсуждение этого вопроса в исправленную рукопись (стр. 11, строки 8-14). 3. Оценка 754 кг стали/ELV, переработанной из ~ 1 т/ELV, p10, включает вес двигателя и трансмиссии, которые не считаются WSS. Следует четко различать вес транспортных средств с альтернативами повторного использования, восстановления и переработки при обсуждении экономической и экологической эффективности в рукописи. Величина 754 кг/ELV представляет собой общее количество перерабатываемых стальных отходов, которые могут быть извлечены из ELV (общим весом обычно ~ 1 т). Кроме того, 62,4 кг из общих 754 кг – это вес нетто WSS, который может быть восстановлен, а его площадь поверхности может быть увеличена в 11,5 раз. В случае использования МСС вместо ВСС для производства изделий из листового металла, 1 м2 МСС позволяет сэкономить 1м2 ВСС, который весит 7,8 кг, т.е. 698 кг ВСС считается максимальной ресурсосбережением за счет возможного увеличения площади. Приношу свои извинения, если это неясно в исходном тексте. 745 кг, указанные в тексте, не включают вес двигателя и трансмиссии, а включают только вес первичного стального листа, который можно сэкономить. Поэтому анализ потенциала переделки WSS в MSS основан только на легкой листовой стали. В случае использования МСС вместо ВСС для производства изделий из листового металла, 1 м2 МСС позволяет сэкономить 1м2 ВСС, который весит 7,8 кг, поэтому 745 кг ВСС считается максимальной ресурсосбережением за счет возможного выигрыша площади. Имя отправленного файла: PONE-D-21-27091R1 ответ на reviewers.docx Щелкните здесь, чтобы просмотреть файл с дополнительными данными. (102K, docx) 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r005 Информация об авторских правах и лицензии Отказ от ответственности 24 ноя 2021 Оценка утилизации транспортных средств с истекшим сроком службы: переработка отходов листовой стали в сетчатый лист PONE-D-21-27091R2 Уважаемый доктор Абдулла, Мы рады сообщить вам, что ваша рукопись прошла оценку научно подходит для публикации и будет официально принята к публикации после того, как будет соответствовать всем выдающимся техническим требованиям. В течение одной недели вы получите электронное письмо с подробным описанием необходимых изменений. Когда они будут рассмотрены, вы получите официальное письмо о принятии, и ваша рукопись будет запланирована к публикации. Вскоре после официальной приемки будет выставлен счет на оплату. Чтобы обеспечить эффективность процесса, войдите в Редакционный менеджер по адресу http://www.editorialmanager.com/pone/, щелкните ссылку «Обновить мою информацию» в верхней части страницы и дважды проверьте, обновлена ли ваша информация о пользователе. на сегодняшний день. Если у вас есть какие-либо вопросы, связанные с выставлением счетов, свяжитесь с нашим отделом выставления счетов для авторов напрямую по адресу gro.solp@gnillibrohtua. Если в вашем учреждении или учреждениях есть пресс-служба, сообщите им о готовящейся публикации, чтобы максимально увеличить ее влияние. Если они будут готовить материалы для прессы, пожалуйста, сообщите об этом нашей пресс-службе как можно скорее — не позднее, чем через 48 часов после получения официального согласия. С уважением, Хуан Ли Академический редактор PLOS ONE Дополнительные комментарии редактора (необязательно): Комментарии рецензентов: 2021; 16(12): e0261079. Опубликовано в сети 7 декабря 2021 г. doi: 10.1371/journal.pone.0261079.r006 Информация об авторских правах и лицензии Отказ от ответственности 29 ноя 2021 PONE-D-21-27091R2 Оценка переработки вышедших из эксплуатации транспортных средств: переработка стальных отходов в сетчатый лист Уважаемый доктор Абдулла: Рад сообщить вам, что ваша рукопись признана пригодной для публикации в PLOS ONE. Поздравляем! Ваша рукопись теперь находится в нашем производственном отделе.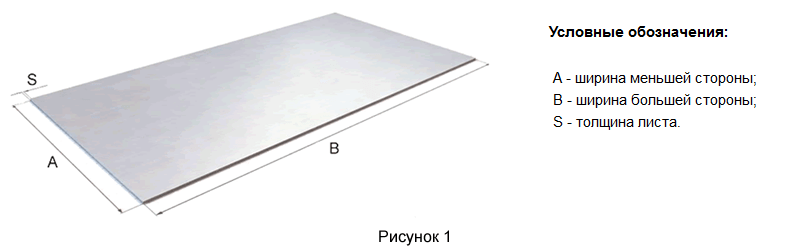
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1265 мм (другая ширина доступна по запросу) Ширина крышки 1216 мм Шаг 76 мм Глубина 18 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм / 3,0 мм Общая ширина 1021 мм Ширина крышки 936 мм Шаг 78 мм Глубина 21 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 112/28 Толщина 2,5 мм Номинальная масса 1,5 кг/м 2 Общая ширина 1010 мм – 1120 мм – 1190 мм Ширина крышки 896 мм – 1008 мм – 1120 мм Шаг 112 мм Глубина 28 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1015 мм Ширина крышки 940 мм Шаг 117,5 мм Глубина 25 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 915 мм Ширина крышки 732 мм Шаг 183 мм Глубина 38 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 197/35 «Silma 6» Толщина 2,5 мм Общая ширина 1070 мм Ширина крышки 985 мм Шаг 197 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) 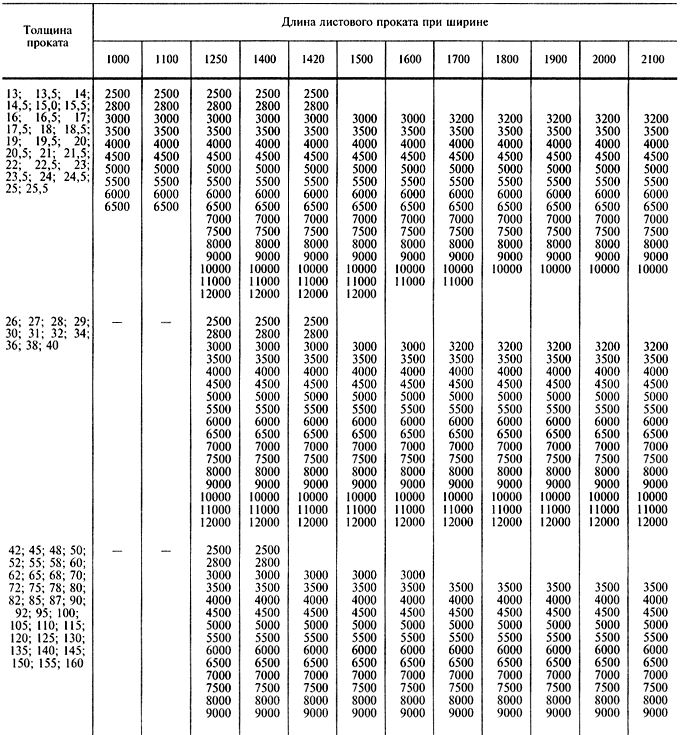
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1080 мм Ширина крышки 1000 мм Шаг 200 мм Глубина 32 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1250 мм Ширина крышки 1200 мм Шаг 200 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) 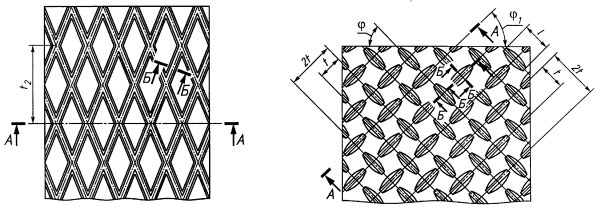 0003
0003 LIGHT T 200/35 «Sandrini SAND35» Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1055 мм Ширина крышки 1000 мм Шаг 200 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Общая ширина 1060 мм Ширина крышки 1000 мм Шаг 200 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 200 мм Глубина 38 мм Длина 7000 мм (максимальная рекомендуемая длина)  0026
0026 Толщина 3,0 мм Номинальный вес 1,5 кг/м2 Общая ширина 1070 мм Ширина крышки 1035 мм Шаг 207 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 207/35 «Klockner 35/207» Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1070 мм Ширина крышки 1035 мм Шаг 207 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1050 мм Ширина крышки 1000 мм Шаг 247/253 мм Глубина 39 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1060 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) ЛАЙТ Т 250/35 «33.  250.1000»
250.1000» Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1060 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 35 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 36 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1030 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 39 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 40 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Общая ширина 1060 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 40 мм Длина 7000 мм (максимальная рекомендуемая длина) 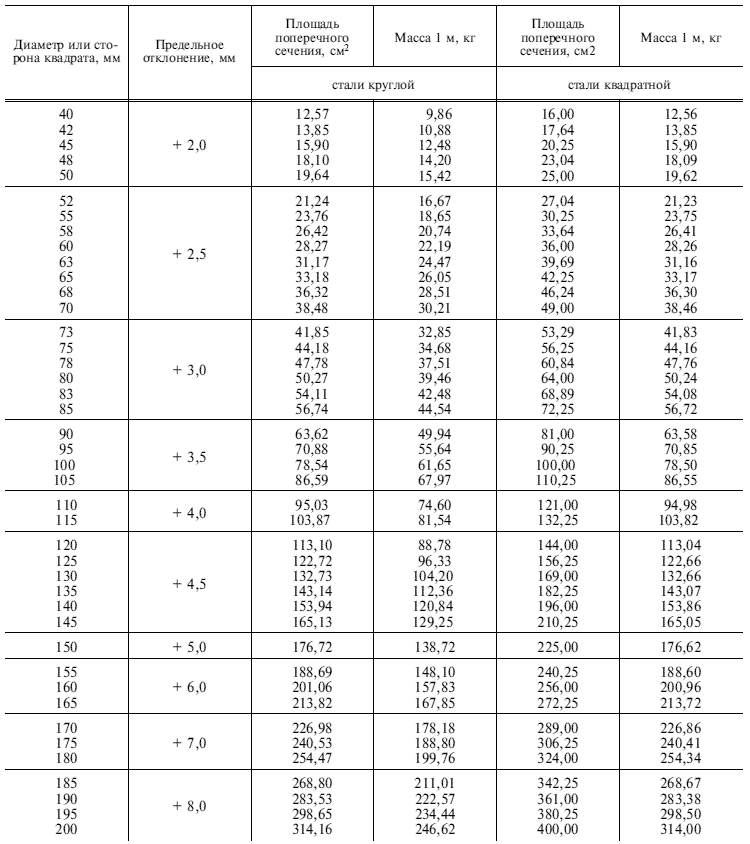
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1140 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 40 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 250/40 «Isolpack Delta 5A» Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 250 мм Глубина 40 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1000 мм Ширина крышки 900 мм Шаг 300 мм Глубина 37 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 333 мм Глубина 39 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 333/40 «Isocindu Isocop 4G» Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 999 мм Шаг 333 мм Глубина 40 мм Длина 7000 мм (максимальная рекомендуемая длина) 
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1050 мм Ширина крышки 1000 мм Шаг 333 мм Глубина 42 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 333 мм Глубина 45 мм Длина 7000 мм (максимальная рекомендуемая длина) LIGHT T 333/45 «Rex 45.  333.1000»
333.1000» Толщина 2,5 мм Номинальный вес 1,5 кг/м2 Общая ширина 1040 мм Ширина крышки 1000 мм Шаг 333 мм Глубина 45 мм Длина 7000 мм (максимальная рекомендуемая длина) Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1260 мм (другая ширина доступна по запросу) Ширина крышки 1216 мм Шаг 76 мм Глубина 15 мм Длина 7000 мм (максимальная рекомендуемая длина) 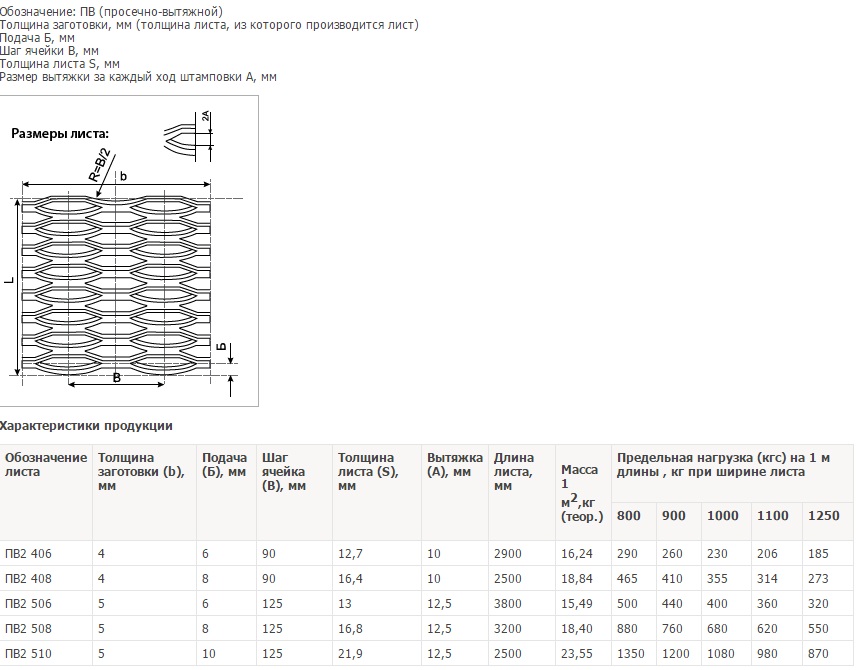
Толщина 2,5 мм Номинальный вес 1,5 кг/м 2 Общая ширина 1143 мм (другая ширина доступна по запросу) Ширина крышки 1064 мм Шаг 76 мм Глубина 18 мм Длина 7000 мм (максимальная рекомендуемая длина) Запросить этот техпаспорт продукта:
Имя *
Фамилия *
Компания
Email * Калькулятор веса листа из нержавеющей стали, Калькулятор веса алюминиевого листа
Калькулятор веса алюминиевого листа, Калькулятор веса листа из нержавеющей стали, Калькулятор веса гофрированного листа
Вес стали
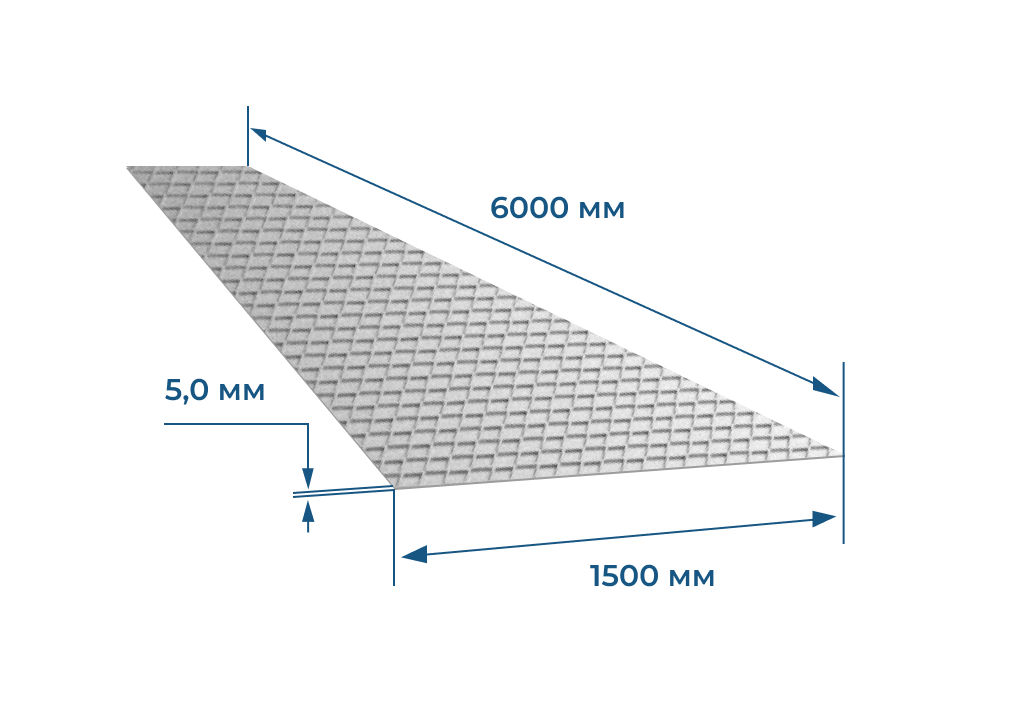 Он может не работать, если отключен Javascript
Он может не работать, если отключен Javascript
Грезовая диаграмма весов Тип 304, 304L и 316L
Калибр из нержавеющей стали, ширина и длина Вес
фунтов за кв. фут. Приблиз. Вес листа 7GA (0,1874″) 48 x 96 7,871 251,9 48 x 120 7,871 314,8 48 x 144 7,871 377,8 10GA (0,135 дюйма) 36 x 120 5,670 170,1 48 x 96 5,670 181,4 48 x 120 5,670 226,8 60 x 120* 5,670 283,5 60 x 144* 5,670 340,2 72 x 120* 5,670 340,2 11 шт.  (0,120″)
(0,120″) 36 x 96 5.040 121,0 36 x 120 5.040 151,2 36 x 144 5.040 181,4 48 x 96 5.040 161,3 48 x 120 5.040 201,6 48 x 144 5.040 241,9 60 x 120 5.040 252,0 60 x 144 5.040 302,4 72 x 120* 5.040 302,4 72 x 144* 5.040 362,9 12 дюймов (0,105 дюйма) 36 x 96 4.  410
410 105,8 36 x 120 4.410 132,3 36 x 144 4.410 158,8 42 x 120 4.410 154,4 48 x 96 4.410 141,1 48 x 120 4.410 176,4 48 x 144 4.410 211,7 60 x 96 4.410 176,4 60 x 120 4.410 220,5 60 x 144 4.410 264,6 72 x 120* 4.410 264,6 72 x 144 4.  410
410 317,5 13 Ga (0,090 дюйма) 36 x 96 3,780 90,72 36 x 120 3,780 113,4 48 x 120 3,780 151,2 14 калибров (0,075 дюйма) 30 x 120 3,150 78,75 36 x 96 3,150 75,60 36 x 120 3,150 94,50 36 x 144 3,150 113,4 42 x 120 3,150 110,3 42 x 144 3,150 132,3 48 x 96 3,150 100,8 48 x 120 3,150 126,0 48 x 144 3,150 151,2 60 x 120 3,150 157,5 60 x 144 3,150 189. 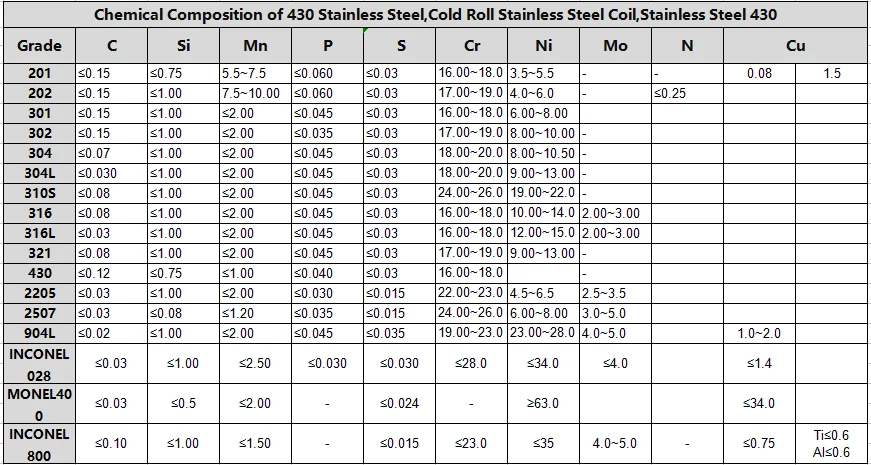 0
0 72 x 120 3,150 189,0 72 x 144 3,150 226,8 16 калибров (0,060 дюйма) 30 x 96 2,520 50,40 30 x 120 2,520 63,00 36 x 96 2,520 60,48 36 x 120 2,520 75,60 36 x 144 2,520 90,72 42 x 120 2,520 88.20 48 x 96 2,520 80,64 48 x 120 2,520 100,8 48 x 144 2,520 121,0 60 x 96 2,520 100,8 60 x 120 2,520 126,0 60 x 144 2,520 151,2 18 калибров (0,048 дюйма) 30 x 96 2,016 40,32 30 x 120 2,016 50. 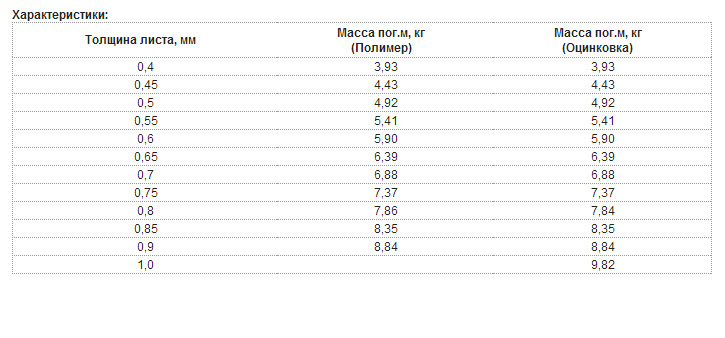 40
40 36 x 96 2,016 48,38 36 x 120 2,016 60,48 36 x 144 2,016 72,58 42 x 120 2,016 70,56 48 x 96 2,016 64,51 48 x 120 2,016 80,64 48 x 144 2,016 96,77 60 x 120 2,016 100,8 60 x 144 2,016 121.0 19 калибра (0,042 дюйма) 36 x 120 1,764 52,92 20 дюймов (0,036 дюйма) 30 x 96 1,512 30,24 30 x 120 1,512 37,80 36 x 96 1,512 36,29 36 x 120 1,512 45,36 36 x 144 1,512 54,43 42 x 120 1,512 52,92 48 x 96 1,512 48,38 48 x 120 1,512 60,48 48 x 144 1,512 72,58 22 калибра (0,030 дюйма) 30 x 96 1,260 25,20 30 x 120 1,260 61,50 36 x 96 1,260 30,24 36 x 120 1,260 37,80 36 x 144 1.  260
260 45,36 48 x 96 1,260 40,32 48 x 120 1,260 50,40 24 калибра (0,024 дюйма) 30 x 96 1,008 20.16 30 x 120 1,008 25,20 36 x 96 1,008 24.19 36 x 120 1,008 30,24 48 x 96 1,008 32,26 48 x 120 1.008 40,32 26 калибра (0,018 дюйма) 30 x 96 . 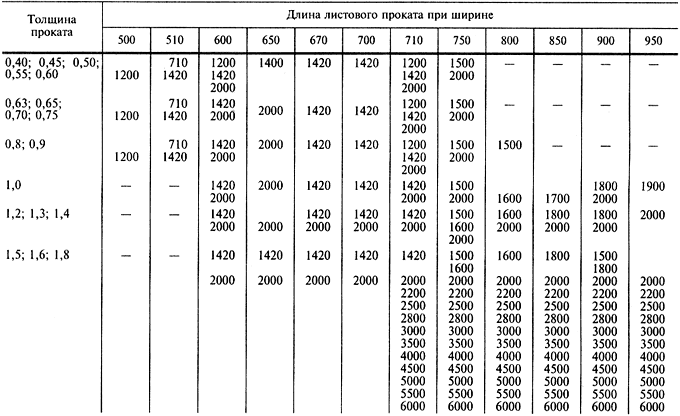 7560
7560 15.12 30 x 120 .7560 18,90 36 x 96 .7560 18.14 36 x 120 .7560 22,68 48 x 96 .7560 24,1 48 x 120 .7560 30,24 28 калибра (0,015 дюйма) 36 x 96 .630 15.12 36 x 120 .630 18,90 Таблица веса расширенного листа из нержавеющей стали
Тип 304 и 316 – сплющенный
Длинная часть ромба проходит параллельно длине листа Обозначение типа 6 Размер в дюймах Вес на кв.  футов в фунтах
футов в фунтах Вес листа 3/4__9 48 х 96 1,95 62,4 1/2__13 48 х 96 1,78 56,9 1/2__16 48 х 96 0,86 27,5 1/2__18 48 х 96 0,69 22,1 1-1/2__9 48 х 96 1,31 41,9 3/4__13 48 х 96 0,86 27,5 3/4__16 48 х 96 0,57 18,2 3/4__18 48 х 96 0,46 14,7 1-1/2__13 48 х 96 0,65 20,8 Покупка Инконель 600 трубка?
Трубка из сплава 600?
что такое вес кровли из оцинкованной стали 0,40 мм
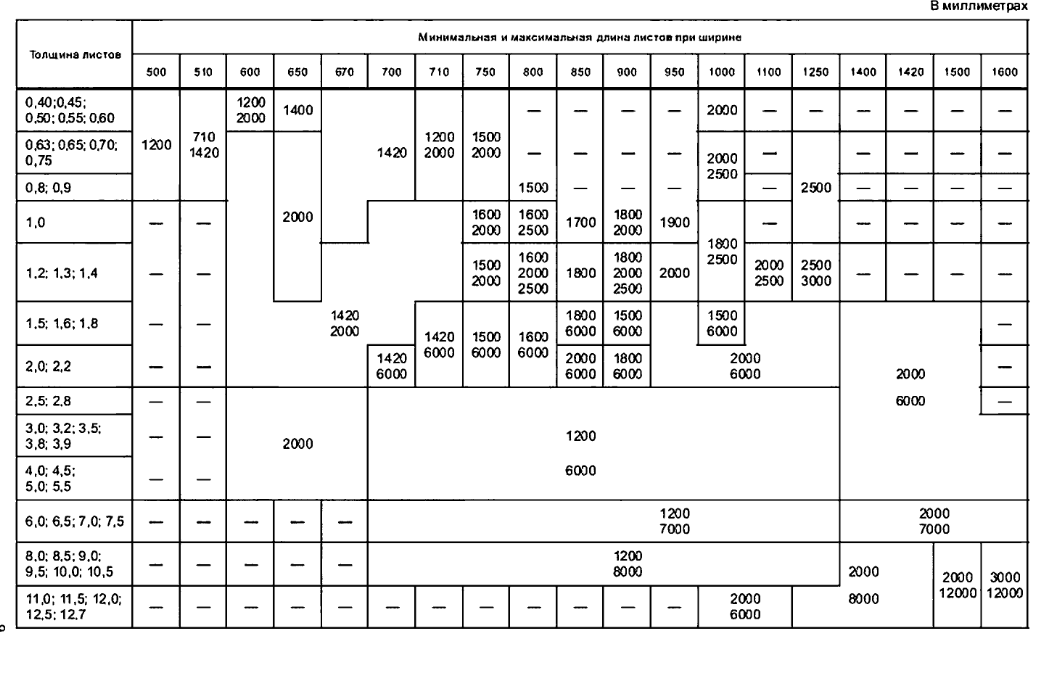 Стальной калибр 11 является наиболее распространенным калибром, используемым при строительстве большинства зданий. Это то, что я называю оцинкованной сталью средней толщины, которая тоньше.
Стальной калибр 11 является наиболее распространенным калибром, используемым при строительстве большинства зданий. Это то, что я называю оцинкованной сталью средней толщины, которая тоньше. Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность.
Хотя оцинкованные стальные листы весят около 27 кг на квадратный метр, они обеспечивают превосходную долговечность и прочность. Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм.
Оцинковка жизненно необходима, но насколько она критична? Будет ли 40 мм долговечным материалом? ‘ Учитывая небольшой размер навеса (3,8 с каждой стороны), использование стали толщиной 0,40 мм вместо стали толщиной 1 мм дает вес 3,2 кг на квадратный метр по сравнению с 4,7 кг на квадратный метр при использовании стали толщиной 1 мм. Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли.
Например, если вы планируете заменить существующую крышу, имейте в виду, что чем толще, тем лучше. Вот почему важно понимать различия между различными типами кровли. Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения.
Поскольку он изготовлен из стали, он имеет лучшую прочность. Благодаря красивой вогнутой форме его довольно легко устанавливать и снимать. Крыша из оцинкованной стали толщиной 0,40 мм идеально подходит для любой конструкции, склада или складского помещения, где требуется значительное количество места для хранения. сталь в слое цинка (сварены между собой давлением).
сталь в слое цинка (сварены между собой давлением).
Ссылка на источник Весовая таблица JSW Vishwas GC Sheets
Размер
(толщина) Размер
(Ширина) Приблизительный вес по цене для листа различной длины (в кг) (мм) (мм) 1,8288 Метр 2,1336 Метр 2,4384 Метр 2,7432 Метр 3,048 метра 3,6576 Метр 4,2672 Счетчик 4,8768 Метр (1829 мм) (2134 мм) (2438 мм) (2743 мм) (3048 мм) (3658 мм) (4267мм) (4877мм) 0,10 720 1,24 1,45 1,66 1,87 2,07 2,49 2,90 3,32 0,11 720 1,34 1,57 1,79 2,02 2,24 2,69 3,14 3,58 0,12 720 1,47 1,72 1,96 2,21 2,45 2,94 3,43 3,92 0,13 720 1,60 1,87 2,13 2,40 2,67 3,20 3,73 4,26 0,14 720 1,73 2,01 2,30 2,59 2,88 3,45 4,03 4,60 0,16 720/740/760/780/800 1,92 2,24 2,56 2,88 3,20 3,84 4,48 5,12 0,18 720/740/760/780/800 2,14 2,50 2,85 3,21 3,56 4,28 4,99 5,70 0,20 720/740/760/780/800 2,33 2,72 3.  11
11 3,49 3,88 4,66 5,44 6,21 0,22 720/740/760/780/800 2,56 2,98 3,41 3,83 4,26 5.11 5,96 6,82 0,25 740/760/780/800 2,88 3,36 3,84 4,32 4,79 5,75 6,71 7,67 0,30 740/760/780/800 3,59 4,19 4,79 5,39 5,99 7,19 8,38 9,58 0,35 800 4.  20
20 4,90 5,60 6,30 7,00 8,40 9,80 11.20 0,40 800 4,81 5,62 6,42 7,22 8.02 9.63 11.23 12,84 0,45 800 5,40 6,30 7,20 8.  09
09 8,99 10,79 12,59 14,39 0,50 800 5,98 6,97 7,97 8,97 9,96 11,96 13,95 15,94 0,60 800 7,32 8,54 9,77 10,99 12. 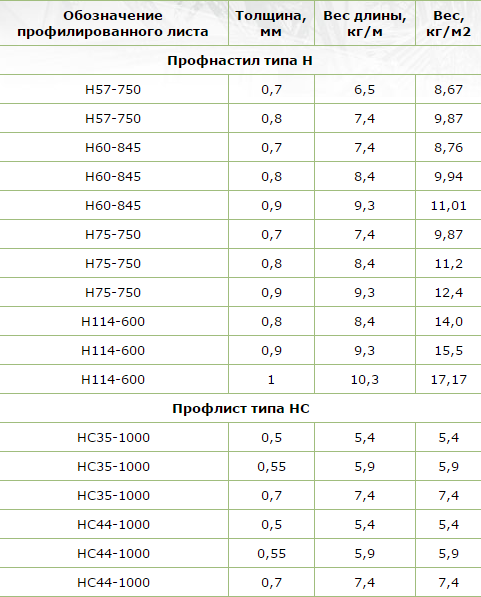 21
21 14,65 17.09 19,53 0,63 800 7,83 9.13 10,44 11,74 13.05 15,66 18,27 20,88 0,80 800 9,96 11,62 13,29 14,95 16,61 19,93 23,25 26,57 0,18 875 2,38 2,77 3,17 3,56 3,96 4,75 5,54 6,34 0,20 875 2,59 3,02 3,45 3,88 4,31 5,18 6,04 6,90 0,22 875 2,84 3,31 3,79 4,26 4,73 5,68 6,63 7,57 0,25 900 3,20 3,73 4,26 4,79 5,33 6,39 7,46 8,52 0,30 900 3,99 4,66 5,32 5,99 6,65 7,99 9,31 10,65 0,35 900 4,67 5,45 6,22 7,00 7,78 9,34 10,89 12,45 0,40 900 5,35 6,24 7,13 8.  02
02 8,92 10,70 12,48 14.27 0,45 900 6,00 7,00 7,99 8,99 9,99 11,99 13,99 15,99 0,50 900 6,64 7,75 8,86 9,96 11.  07
07 13,28 15,50 17,71 0,60 900 8.14 9,49 10,85 12.21 13,56 16,28 18,99 21.70 0,63 900 8,70 10,15 11,60 13.  05
05 14,50 17,40 20.30 23.20 0,25 1220 4,27 4,98 5,69 6,40 7.11 8,54 9,96 11,38 0,30 1220 5,33 6,22 7. 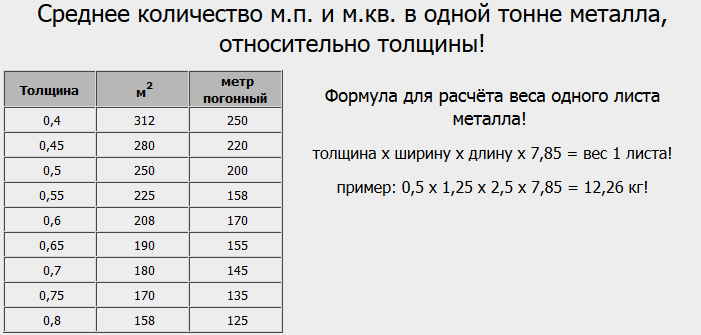 10
10 7,99 8,88 10,66 12,43 14.21 0,35 1220 6,23 7,27 8,31 9,35 10,39 12,46 14,54 16,62 0,40 1220 7,14 8,33 9,52 10,71 11,90 14,28 16,67 19.  05
05 0,45 1220 8,00 9,34 10,67 12.01 13,34 16.01 18,68 21.35 0,50 1220 8,87 10,34 11,82 13. 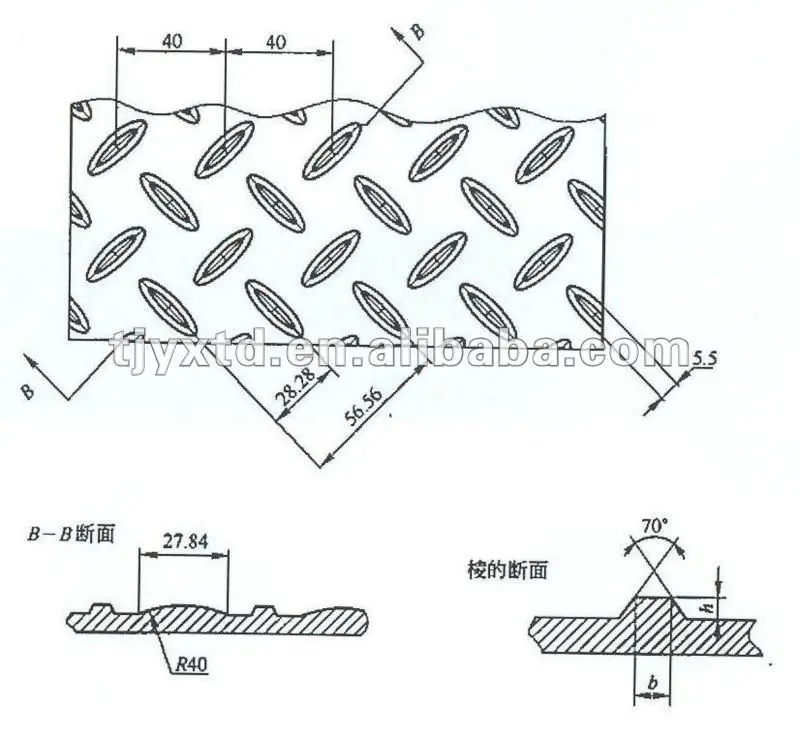 30
30 14,78 17,73 20,69 23,65 0,60 1220 10,86 12,67 14.49 16.30 18.11 21,73 25,35 28,97 Оценка утилизации автомобилей с истекшим сроком службы: переработка стальных отходов в сетчатый лист
 2021; 16(12): e0261079.
2021; 16(12): e0261079. В результате переработки можно достичь общего сокращения выбросов CO 2 /ELV на ~3800 кг и экономической выгоды в размере ~775 долларов США/ELV по сравнению с обычной переработкой. Рассчитанные индексы осуществимости были аналогичны стандартным пороговым значениям осуществимости или превышали их, что указывает на то, что переработка ВСиВО является жизнеспособным путем устойчивого развития и имеет синергетические преимущества в сочетании с существующими заводами по переработке, особенно в развивающихся странах в качестве малых и средних предприятий.
В результате переработки можно достичь общего сокращения выбросов CO 2 /ELV на ~3800 кг и экономической выгоды в размере ~775 долларов США/ELV по сравнению с обычной переработкой. Рассчитанные индексы осуществимости были аналогичны стандартным пороговым значениям осуществимости или превышали их, что указывает на то, что переработка ВСиВО является жизнеспособным путем устойчивого развития и имеет синергетические преимущества в сочетании с существующими заводами по переработке, особенно в развивающихся странах в качестве малых и средних предприятий. т/год отходов стального листа (WSS) от автомобильных кузовов, и ожидается, что к 2035 г. этот показатель увеличится до ~125 тыс. т/год, а к 2050 г. – 246 тыс. т/год [2]. Тем не менее, уровень вторичной переработки материалов все еще очень низок, например, ~17% [4], что далеко от достижения экономики замкнутого цикла (CE) в автомобильной промышленности. Эффективные стратегии CE, которые обеспечивают более высокий уровень утилизации лома, требуют более эффективного использования материалов ELV и новых конструкций автомобилей, которые облегчают повторное использование и перепроизводство. Появляющиеся автомобильные технологии, такие как электромобили и легкие транспортные средства, должны соответствовать критериям проектирования CE, чтобы увеличить использование лома в будущем. Это особенно важно, учитывая растущее использование композитных материалов в современных автомобилях, которые имеют менее отработанные технологии утилизации [4]. Анализ экономической целесообразности показал, что на демонтаж СНВ в Корее приходится наибольшее количество материала в процессе переработки [5]. В целом, необходимы новые технологии для снижения стоимости переработки, что может предотвратить отправку материала на свалку по экономическим причинам. Кроме того, следует разработать политику оказания финансовой поддержки демонтажникам ЭСН для повышения общего уровня рециркуляции. На последемонтажном этапе следует уделить большее внимание этапу измельчения и разнообразить методы обращения с утилизированными АШР. Институциональная или финансовая поддержка будет иметь важное значение для покрытия первоначальных инвестиционных затрат на разработку технологий обработки ASR и строительство новых объектов для увеличения степени утилизации металлолома. В случае со сталью оптимизация рециркуляции ASR для сведения к минимуму количества отходов, вывозимых на свалку, может привести к снижению энергопотребления на 21 100 МДж/транспортное средство и сокращению выбросов углерода на 271 кг CO 9 .4641 2 /автомобиль [6]. Таким образом, становится очевидным, что за счет оптимизации процесса переработки ELV можно добиться значительной экономии энергии и экологических преимуществ. Большинство листов подвергаются процессам измельчения и плавки для извлечения стали или выбрасываются на свалку. В качестве альтернативы повторному использованию и измельчению можно использовать повторное производство для переработки восстановленных материалов, таких как WSS, в продукты с добавленной стоимостью. Предыдущие исследования показали, что переработка экономически выгодна для устойчивого управления заводами по переработке ELV [7, 8]. Применение вторичного производства для переработки ВСС в другие полезные продукты может привести к снижению энергопотребления примерно на 25 ГДж/транспортное средство [6], поскольку при этом потребляется гораздо меньше энергии, чем при переработке, которая требует измельчения и плавки ВСС, а также требует металлургическая инфраструктура. Это соответствует уменьшению на ~1119кг CO 2 /транспортное средство, в дополнение к экологическим преимуществам отвода материалов со свалки. Кроме того, переработка восстанавливает воплощенную энергию и производит прибыльный продукт для повышения экономической жизнеспособности процесса.
т/год отходов стального листа (WSS) от автомобильных кузовов, и ожидается, что к 2035 г. этот показатель увеличится до ~125 тыс. т/год, а к 2050 г. – 246 тыс. т/год [2]. Тем не менее, уровень вторичной переработки материалов все еще очень низок, например, ~17% [4], что далеко от достижения экономики замкнутого цикла (CE) в автомобильной промышленности. Эффективные стратегии CE, которые обеспечивают более высокий уровень утилизации лома, требуют более эффективного использования материалов ELV и новых конструкций автомобилей, которые облегчают повторное использование и перепроизводство. Появляющиеся автомобильные технологии, такие как электромобили и легкие транспортные средства, должны соответствовать критериям проектирования CE, чтобы увеличить использование лома в будущем. Это особенно важно, учитывая растущее использование композитных материалов в современных автомобилях, которые имеют менее отработанные технологии утилизации [4]. Анализ экономической целесообразности показал, что на демонтаж СНВ в Корее приходится наибольшее количество материала в процессе переработки [5]. В целом, необходимы новые технологии для снижения стоимости переработки, что может предотвратить отправку материала на свалку по экономическим причинам. Кроме того, следует разработать политику оказания финансовой поддержки демонтажникам ЭСН для повышения общего уровня рециркуляции. На последемонтажном этапе следует уделить большее внимание этапу измельчения и разнообразить методы обращения с утилизированными АШР. Институциональная или финансовая поддержка будет иметь важное значение для покрытия первоначальных инвестиционных затрат на разработку технологий обработки ASR и строительство новых объектов для увеличения степени утилизации металлолома. В случае со сталью оптимизация рециркуляции ASR для сведения к минимуму количества отходов, вывозимых на свалку, может привести к снижению энергопотребления на 21 100 МДж/транспортное средство и сокращению выбросов углерода на 271 кг CO 9 .4641 2 /автомобиль [6]. Таким образом, становится очевидным, что за счет оптимизации процесса переработки ELV можно добиться значительной экономии энергии и экологических преимуществ. Большинство листов подвергаются процессам измельчения и плавки для извлечения стали или выбрасываются на свалку. В качестве альтернативы повторному использованию и измельчению можно использовать повторное производство для переработки восстановленных материалов, таких как WSS, в продукты с добавленной стоимостью. Предыдущие исследования показали, что переработка экономически выгодна для устойчивого управления заводами по переработке ELV [7, 8]. Применение вторичного производства для переработки ВСС в другие полезные продукты может привести к снижению энергопотребления примерно на 25 ГДж/транспортное средство [6], поскольку при этом потребляется гораздо меньше энергии, чем при переработке, которая требует измельчения и плавки ВСС, а также требует металлургическая инфраструктура. Это соответствует уменьшению на ~1119кг CO 2 /транспортное средство, в дополнение к экологическим преимуществам отвода материалов со свалки. Кроме того, переработка восстанавливает воплощенную энергию и производит прибыльный продукт для повышения экономической жизнеспособности процесса. Процесс восстановления
Установки для восстановления были спроектированы так, чтобы соответствовать линиям разборки автомобилей с истекшим сроком службы, которые можно было бы применять во всем мире [9, 10]. Кроме того, для разработки индикаторов осуществимости была рассмотрена научная литература, основанная на тематических исследованиях из Европы, Китая, Малайзии, Японии, Турции, Австралии, Кореи, Бельгии, Тайваня и Нидерландов. Чтобы гарантировать, что метод восстановления является достаточно устойчивым, элементарная ячейка машин должна быть согласована с существующими заводами по демонтажу. В состав станков входят: гидравлическая машина для резки металлолома типа «крокодил», машина плазменной резки с ЧПУ, развальцовочная машина, машина для правки и пресс-форма. Элементарная ячейка может представлять собой предприятие малого и среднего размера с возможностью масштабирования до крупной компании с целью обработки общего количества произведенных автомобилей с истекшим сроком эксплуатации по всему миру с использованием множества таких заводов. MMS можно разрезать по размеру для конкретного применения методом ножевого торможения. Изменение длины металлического листа после расширения в сетку описывается уравнением (1), где L e – конечная длина в расширенном состоянии (м), L s – начальная длина листа (м), T s — толщина листа/сетки (мм), SWP — шаг короткого пути, а SWDT — ширина пряди, как определено в . Максимальная производительность этой линии разборки составляет 30 171 ПЗВ/год (или 121 ПЗВ/день) при среднем времени цикла 7,16 мин/ПЗВ [9]., 10]. Это соответствует 1 882 т/год СВС, или 1000 м 90 709 2 90 710 СВС в день, подлежащим извлечению и переработке в 5 987–11 592 м 90 709 2 90 710 МСС. Таким образом, потребуется предварительная обработка 500 дверей в день. Гидравлическая машина для резки металлолома типа «крокодил» (длина лезвия 1200 мм, раскрытие лезвия 750 мм и частота резки 7,5 циклов/мин) имеет производительность 7200 дверей/день, поэтому для предлагаемого завода достаточно одной машины. Режущие машины могут разбирать 168 дверей в день. Например, станок плазменной резки с ЧПУ с пятью режущими головками и рабочей зоной 24×7 м 2 может восстановить 1 м 2 WSS за 1 мин. Переработка WSS в MSS должна быть оптимизирована таким образом, чтобы каждый 1 м 2 WSS (7,8 кг) требовал только 1 мин для восстановления и 2–3,5 мин для расширения в MSS для последующего выравнивания на прокатной машине. Расчет индексов осуществимости
Расчеты индексов были основаны на уравнениях, приведенных в предыдущих исследованиях [7–11, 17–24], как описано в следующих разделах. Индекс технической осуществимости
Значения веса были определены с использованием метода нечеткой логики с учетом легкости, с которой компоненты могут быть разобраны и обработаны. Взяв данные из литературы [13–16], была использована шкала со значениями [0,4, 0,45, 0,5, 0,6, 0,65, 0,75, 0,80, 0,85, 0,95], где более высокие значения указывают на более высокий уровень важности и применимости. Одно из этих значений было присвоено как важности, так и применимости для каждого параметра восстановления или внешнего компонента, и эти значения были умножены для получения веса. Таблица 1
Component Abbreviation Pre-disassembly weight Post-disassembly weight Expanding weight Front Door W FD 0. 75 0.65 0.85 Rear Door W RD 0.70 0.55 0.85 Hood W H 0.90 0.75 0.85 Roof W R 0.95 0.95 0. 95 Boot W B 0.85 0.35 0.85 Front Fender W FF 0.45 0.40 0.75 Rear Fender W RF 0.40 0.35 0.85 Точно так же выравнивающий вес ( W EL ) был рассчитан путем умножения общего выравнивающего веса (W LI = 0,85) на выравнивающий вес компонента ( W LP = 0,95), как показано в уравнении (8). Наконец, нагрузка на сдвиг ( W ESB ) была рассчитана путем умножения общей массы на сдвиг ( W SBI = 0,5) на нагрузку на сдвиг компонента ( W SBP = 0,95), как показано в уравнении (9). Здесь рассматривались те же внешние компоненты, перечисленные в . Индекс экономической целесообразности
, 6, 25], что соответствует 121 ELV/d при восстановлении. В данном расчете предполагалось, что типичный СНВ имеет средний вес ~1 т/СНВ, где нетто-масса стали составляет 754 кг/СНВ [4, 6]. Если максимальная демонтажно-сортировочная мощность завода составляет 4000 т/нед, то за неделю можно обработать 4215 автомобилей. Следует отметить, что из 754 кг стали только 62,4 кг являются WSS (учитывается при расчетах восстановления), а остальная часть стали может быть переработана (рассмотрено в тематическом исследовании переработки). Таким образом, для обработки 6744 м 9 требуется 6 станков плазменной резки и 14 расширительных станков.0709 2 ВСС для производства 40059–77556 м 2 расширенной ГСС. Экономический индекс ( C ) был рассчитан на основе прямой и косвенной продажи MSS, как показано в уравнении (11), где N s — количество 8-часовых смен (в данном случае 3), а C T и представляет собой общую стоимость (20 427 долларов США), что дает значение 0,834. Индекс экологической целесообразности
США/день), которая представляет собой компенсационные затраты на выбросы углерода, которых удалось избежать за счет снижения потребления энергии и выбросов углерода в процессе восстановления, согласно уравнению (12). ), где M VSS — это вес VSS, которого удалось избежать за счет переработки или восстановления (кг), а ε VSS — соответствующая экономия экологических затрат. A similar equation is given in Eq (13) for the CO 2 saving ( ε CO2 ; kg CO2 ), where M CO2 is the amount of CO 2 производится на 1 кг ВСС. Индекс экологической целесообразности ( E ) был рассчитан с использованием уравнения (14), где нижние индексы «rem» и «rec» относятся к случаям восстановления и переработки соответственно, и эти значения ε были рассчитаны с использованием уравнения (12) для соответствующих процессов (где ε rem или ε rec были заменены на ε ec в этом расчете). Значение M VSS для вторичной переработки составило 62,4 кг (при условии, что WSS используется для стальных сеток). M VSS для восстановления имеет диапазон 62,4–698 кг. Это соответствует диапазону верхней и нижней границ, где верхняя граница предполагает, что сталь используется для изделий из листового металла и что стандарты экодизайна соблюдены. ε c VSS составляет 0,55 долларов США/кг, а его M CO2 составляет 1,559 кг co 2 /кг VSS . Эти значения были одинаковыми как для восстановления, так и для переработки, поскольку они соответствуют VSS и не зависят от условий переработки/восстановления. 9Индекс 0634 E Устойчивости.
на основе индекса устойчивости (SI), рассчитанного с использованием следующего уравнения (15). SI всегда находится между 0 и 1, где более высокое значение указывает на более устойчивый процесс. Глобальный потенциал восстановления
. Например, в Европе в 2009 и 2012 годах было обработано 6,3 и 9 миллионов автомобилей в год соответственно [17]. Это соответствует ~50–72 млн м 2 ВСС в виде элементов экстерьера, таких как капот, капот, крыша, передние и задние двери, крылья. Принимая верхнюю границу добычи МСС, 103 млн м 2 MSS может быть переработан, что предотвратит производство 8 миллионов тонн новой стали, что соответствует экономии средств в размере 454 миллионов долларов США и сокращению выбросов CO на 1,2 миллиона тонн 2 . Следовательно, очевидно, что существует большой рынок и потенциал для вторичного производства стали. Таблица 2
Регион Количество ПЗВ (млн/год) Available WSS Added value by remanufacturing (million m 2 /year) (million m 2 /year) Global [26] 100 800 4752–9200 Europe [27] 17 136 808–1564 China [28] 14 112 665–1288 Malaysia [29] 6. 7 53 317–613 Japan [23] 5 40 238–460 Turkey [30] 3 24 143–276 Australia [31] 0.6 4.9 29–56 Korea [23] 0.5 4.2 25–48 Belgium [31] 0. 4 3,2 190–368 Taiwan [23] 0.27 2.2 13–25 Netherlands [23] 0.23 1.9 11–22 Сравнение повторного использования, переработки и восстановления
В процессе рециркуляции весовой процент стали в потоке рециркуляции постоянно увеличивается по мере отделения металлов от отходов: (1) демонтаж СНВ; (2) сортировка вторсырья; (3) переработка вторсырья. При обычной переработке ELV процентное содержание стали составляет ~ 50 % в фазе (1) и ~ 60 % в (2) и (3) [6]. Напротив, для рециклинга ELV с восстановлением содержание стали в (3) может быть увеличено почти до 100 %. Сталь на 100 % подлежит вторичной переработке, поэтому повторное производство в сочетании с повторным использованием соответствует законодательству Европейского Союза, в котором говорится, что как минимум 85 % веса ELV должны быть повторно используемыми и перерабатываемыми материалами в сочетании с рекуперацией энергии из еще 10 %, что дает общее эффективность переработки 95% [6]. Традиционно материалы, содержащиеся в ELV, подразделяются на повторно используемые компоненты, перерабатываемые материалы и ASR. Применяя переработку WSS, можно увеличить процент полезного содержания стали по сравнению с только переработкой. Производимый MSS может использоваться для различных целей обработки металлов давлением, таких как производство труб, ограждений, ящиков и декоративных элементов, что исключает необходимость использования VSS. сравнивает эффективность ( η ) демонтажа ELV и продажи внешних компонентов для повторного использования с переработкой устаревших деталей (которые не могут быть использованы повторно) в продукты с добавленной стоимостью. Эти показатели эффективности были рассчитаны с использованием значений из литературы [6] и путем сравнения потенциала повторного производства и повторного использования для увеличения весового процента стали в потоке отходов переработки. Таблица 3
Exterior Component η (reuse) η (reman. ) Front Fender 1 1.115 Front Door 0.64 0,75 Задняя дверь 0.62 0.74 Boot 0.85 0.96 Hood 0.80 0.92 Back Fender 0. 74 0.85 Roof 0.88 1 Таблица 4
Метод восстановления Вес восстановленной стали (кг) Снижение энергопотребления (МДж/транспортное средство) CO 2 Снижение (кг CO2 /транспортное средство)0026 Landfill 0 N/A 1747 Sorting for energy recovery 253 N/A 4368 Recycling 818. 6 7535 28200 WSS disassembly 62.4 1747 7535 WSS–MSS remanufacturing 156–718 4368–28200 25116 Повторное использование компонента 340 25116 4368 Стоимость восстановления была рассчитана путем умножения площади на AR (самое низкое и самое высокое значение 4,5 и 11,5 соответственно) и на цену за площадь (самое низкое и самое высокое значение 4,5 и 10 долларов США/м 2 соответственно). Продажа компонента для повторного использования возможна только в том случае, если он достаточно новый, чтобы быть совместимым с автомобилями, находящимися в эксплуатации, в то время как переработка и восстановление являются единственными вариантами на этапе окончания срока службы конкретной модели автомобиля. Когда внешние компоненты не могут быть проданы в качестве запасных частей, они могут быть переработаны в MSS. Можно видеть, что почти для всех компонентов более высокая продажная цена может быть достигнута путем восстановления даже при самом низком AR, в то время как самый высокий AR обеспечивает гораздо более высокую прибыль. В таблице также показаны коэффициенты восстановления/повторного использования (R/R) компонентов, которые были рассчитаны путем деления цены MSS (нижняя граница) на цену повторного использования компонента. Видно, что R/R варьируется (~0,864–1,7). Вытяжка имеет низкое отношение R/R, так как при повторном использовании или восстановлении получается аналогичная продажная цена при самом низком предполагаемом AR. Кровельный лист обычно считается отходами и может составлять более 20% от общего веса WSS. Поскольку он имеет нулевую ценность повторного использования, и R/R не может быть рассчитан. Однако крыша имеет высокую рыночную цену (322 доллара США) из-за большой площади, а ее переделка особенно экономически целесообразна. Стоимость СНВ составляет ~115–175 долл. США/т, тогда как стальной лом может быть реализован на рынке по цене ~437 долл. США/т [9].]. Таким образом, переработка СВС в МСС может принести на 100–460 долл./ПЗВ больше, чем продажа заводов по демонтажу. Таблица 5
Внешний компонент Площадь (м 2 ) Цена продажи, повторное использование (долл. США) Цена продажи, переработка, нижняя граница (долл. США) Цена продажи, переработка, верхняя граница (долл. США)0026 R/R Hood 1 28.94 25 115 0.864 Front Door 1 43. 41 25 115 0.576 Boot 1 14.47 25 115 1.728 Rear Door 1 36.18 25 115 0,691 ROOP 2,8 0 70 322 N/A оптимизация: доходов от изолированных металлов; стоимость термической обработки АШП; Стоимость утилизации полигона ASR; закупочная стоимость автомобиля; стоимость хранения автомобиля; затраты на обработку, фрагментацию и сортировку; транспортные расходы на компоненты, восстановленную сталь и измельченный материал. Стоимость утилизации полигона ASR зависит от различных факторов [29].], включая расходы на захоронение отходов и местные налоги. Стоимость полигона зависит от удельной плотности отходов. При плотности 300–350 кг/м 3 стоимость может составлять 36,2–53,8 долл./т. Неметаллическая фракция ASR имеет самую низкую стоимость утилизации (42 долл./т), за ней следует вторая неметаллическая фракция (32 долл./т), смесь цветных металлов (42 долл./т), резино-пластиковая резиновая фракция (33 долл./т) и медный изолированный провод (209 долл./т). В Европе наблюдается непрерывный рост стоимости захоронения ASR, например, с 30,5 до 43,2–50,4 и 60,4 долл./т в 2012, 2013 и 2014 гг. соответственно [22]. Кроме того, то же исследование показало, что местные налоги на деятельность, загрязняющую окружающую среду, могут достигать 52 долларов США за тонну. В случае рециклинга с восстановлением воплощенное снижение энергии равно 62,4 кг × 20,1 МДж/кг = 1254,24 МДж [1, 23]. Однако в случае переработки без повторного производства это значение равно нулю, поскольку это исходный случай. сравнивает прямое и косвенное сокращение материалов, энергии, CO 2 выбросы и стоимость (на одно транспортное средство) восстановления ВСС из ДШП (для подготовки его к переработке путем плавки) или переработки в МСС. Можно видеть, что переработка значительно увеличивает снижение всех экологических показателей. Таблица 6
Экологический индикатор Direct effect of remanufacturing Indirect effect of remanufacturing Direct effect of recycling Reduction in material (kg) 371–718 62. 4 62.4 Reduction in power (kWh ) 1,112–2,153 182 0.78 Reduction in CO 2 emissions (kg CO2 ) 477–924 78.1 0,3 Экономия средств (USD) 697,5 349 74,8 /т [22], где АТТ – усовершенствованная термическая переработка, а ТБО – установка для сжигания твердых бытовых отходов. Для уменьшения количества ASR, отправляемого на свалку, можно применить две политики: (i) повышение цены захоронения на свалке; и/или (ii) использование вторичного производства, чтобы порог захоронения стал выше (например, ДОП 9).4641 Стоимость ≥119,8 долл./т или MSWI Стоимость ≥106,8 долл./т). Ожидается, что внедрение политики по увеличению затрат на захоронение отходов будет иметь ограниченный эффект, поэтому внедрение повторного производства ELV предлагается в качестве более эффективного подхода с тройной целью. Чтобы увеличить рекуперацию воплощенной энергии и снизить стоимость утилизации на полигоне, оплачиваемую заводом по переработке, количество ASR, отправляемого на полигон, должно быть менее 5–15% от общей массы транспортного средства. Большие количества ASR отправляются на свалку, когда используются системы MSWI и ATT, что приводит к более высоким затратам. Квоту на переработку можно увеличить примерно до 3% за счет повторного производства, чтобы обеспечить необходимые экономические ресурсы для восстановления материалов и энергии. Таблица 7
ASR Cost (USD/t) WSS remanufacturing Cost (USD/t) Shredding 26.3 Hydraulic alligator cutting 1.8–8.2 Magnetic separation 9.4 Plasma cutting 2.9–13.3 Horizontal separation 33. 4–74.6 Sheet expansion 1.9–8.7 Manual sorting 1.27–1.7 Flattening 1.9–8.7 Total 70.37–112 Total 8.5–38.9 Общий объем инвестиций в создание завода по восстановлению составляет около 163 200 долларов США, что составляет примерно половину инвестиций в завод ASR. Если предположить доход, показанный далее в , это соответствует периоду в 180 дней для возврата инвестиций, что примерно в 8 раз короче, чем для оборудования ASR. Таблица 8
Станок Кол-во машин Кол-во операторов Стоимость электроэнергии (долл. США/день) Стоимость аренды помещения (доллар США/день) Общая стоимость рабочей силы (долл. США/день) 9 (долл. США/день) Гидравлический резак типа «крокодил» 2 2 35 294 658 952 Laser cutter 3 8 47 294 2633 2974 Hydraulic press brake 4 2 35 294 658 987 Mesh expander 6 6 71 588 1975 2634 Flattener 2 2 35 294 658 987 Leveller 2 4 35 294 1316 1645 Total 19 24 223 2058 7898 10179 Оценка для восстановления в рамках.
Техническая, экономическая и экологическая осуществимость обсуждаются отдельно, а затем используются для определения общей устойчивости процесса. Техническая осуществимость
/м 2 , а цена ВСС составляет 4–5 долл./м 2 , что свидетельствует о том, что экономически целесообразно. Экономическая целесообразность
Таблица 9
Продажи (USD/D) Стоимость (USD/D) DLB 21426 RIND 483433433432 214262222448483434343432 2 21426 2222448483434343432 21426 2224 3434343432 21426 . 0034 DUB 54755 Labour 15705 IDLB 42903 Water 518 IDUB 109642 Total 20427 Экологическая осуществимость
Процесс восстановления привел к снижению выбросов CO 2 выбросов и соответствующее увеличение значений ε примерно в 6–11 раз выше, чем при переработке, что ясно указывает на огромные экологические преимущества восстановления ВСС. Этот анализ дал E значения 0,832–0,913 (в среднем 0,873) для восстановления. Таблица 10
Индикаторы Переработка Восстановление Amount of VSS preserved (kg) 3744 22,238–43,065 Eco-cost/kg (USD) 0. 476 0.476 CO 2 emission (kg CO2 /kg VSS ) 1.559 1.559 ε (USD/d) 1782 10,585–20,495 CO 2 reduction 5837 34,669–67,138 E – 0,832–0,913 E В среднем – 0,873 0,873 0,873 3 4 0,873 3 4 0,873 3 4 0,873 34 0,873. ) и (14) значения T , C и E были рассчитаны как 0,675, 0,834 и 0,873 соответственно. Для расчета общего SI (уравнение (15)) были выбраны три сценария с разными весовыми коэффициентами для технических, экономических и экологических возможностей [9].], как показано в . В первом сценарии экономическая целесообразность важнее технической; во втором сценарии техническая возможность важнее экономической; а в третьем сценарии все три возможности одинаково важны. Все три сценария дали одинаковые окончательные значения SI 0,770–0,793 (в среднем 0,784). Предыдущие исследования [12–16] дали пороги выполнимости T ≥0,7, C ≥0,7 и E ≥0,6 для других процессов восстановления. 9Определенные здесь значения 0634 C и E явно превышали требуемые пороговые значения, в то время как T находились чуть ниже порогового значения. Общий балл SI , равный 0,784, считается достаточно высоким, чтобы сделать вывод о том, что предлагаемый процесс восстановления WSS-MSS является жизнеспособной альтернативой процедурам повторного использования и переработки. В настоящее время наблюдается переход к облегченным конструкциям транспортных средств с целью снижения расхода топлива. Общее энергосбережение может быть дополнительно увеличено в сочетании с надлежащим управлением рециркуляцией (чтобы сохранить около 51,0 МДж/автомобиль), в то время как неправильные комбинации могут увеличить потребление энергии на 92,7 МДж/автомобиль [32], что приводит к отправке большего количества материала на свалку. Внедрение восстановления СВС для утилизации таких транспортных средств могло бы смягчить этот контрпродуктивный эффект, при котором энергопотребление может быть снижено на ~230 МДж/автомобиль, где минимальный порог сохранения энергии может составлять ~136 МДж/автомобиль, даже в случае, когда процесс утилизации не идеален для легкого ELV. В дополнение к использованию алюминиевых листов для легких транспортных средств, которые также могут быть пригодны для переработки в листы, тонкие стальные листы (0,5–0,7 мм) используются для изготовления наружных компонентов для замены стандартных листов толщиной 0,9 мм. –1 мм. Композитные материалы можно повторно использовать и перерабатывать в виде листов без расширения. Дальнейшее повышение устойчивости утилизации транспортных средств может быть достигнуто за счет использования высокопроизводительных установок по разборке с возможностью вертикальной интеграции производителей транспортных средств, систем управления по окончании срока службы [32, 33] и горизонтальной интеграции единиц по переработке ВСиВО, согласованных с подходящими политики. Был сделан вывод, что процесс восстановления является жизнеспособным с точки зрения технической, экономической и экологической осуществимости. Следовательно, рекомендуется, чтобы такие перерабатывающие установки могли быть интегрированы с существующими заводами по разборке, чтобы повысить общую устойчивость и прибыльность переработки ELV, где эта модель особенно жизнеспособна в развивающихся странах, поскольку она подходит для малых и средних предприятий со скромной стоимостью. инвестиции и короткий срок окупаемости. В будущих исследованиях модели смешанного целочисленного программирования могут быть изменены, чтобы включить возможность восстановления для предоставления данных для планирования производства транспортных средств. Кроме того, проблема ценообразования может быть оценена с использованием модели нелинейного программирования для разработки приблизительной функции предложения для ПЗВ с переменными затратами на измельчение для оптимизации ценообразования с учетом роста стоимости черных металлов и ПЗВ. Res Conserv Recycl. 2021: 168: 105–294. doi: 10.1016/j.resconrec.2020.105294 [CrossRef] [Google Scholar] 2015: 21 (12): 3610–3614. doi: 10.1166/asl.2015.6561 [CrossRef] [Google Scholar] Управление отходами. 2020: 117: 81–92. doi: 10.1016/j.wasman.2020.08.002
[PubMed] [CrossRef] [Google Scholar] IOP Conf Ser Mat Sci Eng. 2017: 265: 012–029. doi: 10.1088/1757-899X/265/1/012029 [CrossRef] [Google Scholar] 2016.02.007
[PubMed] [CrossRef] [Google Scholar] Х., Лянь И.В. Развитие и перспективы системы утилизации автомобилей с истекшим сроком службы на Тайване. Управление отходами. 2010; 30: 1661–1669. doi: 10.1016/j.wasman.2010.03.015
[PubMed] [CrossRef] [Google Scholar] J Чистый Продукт. 2007:15: 1135–1146. doi: 10.1016/j.jclepro.2006.05.028 [CrossRef] [Google Scholar] Сравнительное исследование утилизации автомобилей с истекшим сроком эксплуатации в Австралии и Бельгии. Протокол CIRP. 2017: 61: 269–274. doi: 10.1016/j.procir.2016.11.222 [CrossRef] [Google Scholar] После тщательного рассмотрения мы пришли к выводу, что он заслуживает внимания, но не полностью соответствует критериям публикации PLOS ONE в его нынешнем виде. Поэтому мы приглашаем вас представить исправленную версию рукописи, в которой рассматриваются вопросы, поднятые в процессе рецензирования. Вы должны загрузить это как отдельный файл с пометкой «Пересмотренная рукопись с отслеживанием изменений». io. Дополнительную информацию о протоколах обмена можно найти на странице https://plos.org/protocols?utm_medium=editorial-email&utm_source=authorletters&utm_campaign=protocols. Перечислите гранты или организации, которые поддержали ваше исследование, включая финансирование, полученное от вашего учреждения. ] Заявление о доступности данных в PDF-файле рукописи). Данные должны быть предоставлены как часть рукописи или вспомогательной информации, или депонированы в общедоступный репозиторий. Например, в дополнение к сводной статистике должны быть доступны точки данных, стоящие за средними значениями, медианами и мерами дисперсии. Если существуют ограничения на публичный обмен данными, например. конфиденциальность участников или использование данных от третьих лиц — это необходимо указать. Рецензия Комментарии автору Исследование, представленное в этой рукописи, приветствуется. Есть надежда, что рукопись может быть улучшена с помощью следующих предложений. Таблица 1 озаглавлена «Вес компонентов WEPrD»; тем не менее, в Таблице 1 указаны значения веса до разборки, после разборки и расширения. Название Таблицы 1 может потребовать пересмотра. Кроме того, предлагается указывать характер значений с помощью обозначений, таких как «оценка», «рассчитано» и т. д., если данные, представленные в таблице, получены в этом исследовании, уточнить, взяты ли эти значения из литературы или результаты расчетов. этого исследования. в нашей Политике конфиденциальности. solp@serugif. Обратите внимание, что для файлов вспомогательной информации этот шаг не требуется. Я сделал изменение «MSS из WSS». Извиняюсь, если это затруднило рассмотрение моей рукописи. Приложение
Вы должны загрузить это как отдельный файл с пометкой «Рукопись». Данные должны быть предоставлены как часть рукописи или вспомогательной информации, или депонированы в общедоступный репозиторий. Например, в дополнение к сводной статистике должны быть доступны точки данных, стоящие за средними значениями, медианами и мерами дисперсии. Если существуют ограничения на публичный обмен данными, например. конфиденциальность участников или использование данных от третьих лиц — это необходимо указать. Рецензия Комментарии автору В уравнении (14) (эпсилон)�rec и �rem являются функциями �ecc и �CO2, которые определены в уравнении (12) и (13) и объясняются в параграфе. Однако (эпсилон)�rec и �rem должны иметь разные значения �ecc и �CO2, так как их Mvss, Mco2 и �vss, верно? Мой вопрос в том, как определяются эти значения? Они также должны быть указаны в этом разделе «Методы». Если у вас возникнут какие-либо проблемы или вопросы при использовании PACE, напишите в PLOS по адресу gro.solp@serugif. Обратите внимание, что для файлов вспомогательной информации этот шаг не требуется. Организация результатов в виде графиков, а не таблиц, имеет большое значение, но автор этого не делает. Вы можете найти их на странице 6 (строки 6-7) и странице 7 (строка 2). . Я тщательно проверил формулировку по всему документу, чтобы убедиться, что она понятна (стр. 10, строки 5-8). Вложение
Ваша рукопись будет оставаться под строгим эмбарго прессы до 14:00 по восточному поясному времени в день публикации. Для получения дополнительной информации, пожалуйста, свяжитесь с gro.solp@sserpeno.