Сталь у 12: Марочник сталей характеристики, свойства сталей и сплавов
alexxlab | 03.06.1993 | 0 | Разное
Сталь У12, У12А инструментальная углеродистая
Содержание
- 1 Расшифровка
- 2 Заменитель
- 3 Иностранные аналоги [1]
- 4 Вид поставки
- 5 Характеристики и применение
- 6 Химический состав, % (ГОСТ 1435-99)
- 7 Фазовый состав, % по массе
- 8 Температура критических точек, °C [2]
- 9 Закалка [3]
- 10 Рекомендуемые режимы закалки [4]
- 11 Обработка холодом [4]
- 12 Рекомендуемые режимы отпуска [4]
- 13 Температура отпуска различного инструмента из стали У12 [3]
- 14 Твердость углеродистой стали У12 после отпуска [7]
- 15 Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
- 16 Технологический процесс изотермического отжига стали У12, У12А [6]
- 17 Температура рекристаллизационного отжига стали [7]
- 18 Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
- 19 Твердость [4]
- 20 Механические свойства в зависимости от температуры отпуска [8]
- 21 Твердость стали в зависимости от температуры отпуска [8]
- 22 Механические свойства в зависимости от температуры испытания
- 23 Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
- 24 Технологические свойства [10]
- 25 Теплостойкость [10]
- 26 Прокаливаемость [9, 11]
- 27 Физические свойства при 20 °C [12]
- 28 Коэффициент линейного расширения α*106, К-1
- 29 Коэффициент теплопроводности λ Вт/(м*К)
- 30 Удельная теплоемкость c, Дж/(кг*К)
- 31 Модуль Юнга (нормальной упругости) Е, ГПа
- 32 Модуль упругости при сдвиге на кручение G, ГПа
- 33 Библиографический список
- 34 Узнать еще
Расшифровка
- Согласно ГОСТ 1435-99 буква У в обозначении марки стали означает, что сталь углеродистая.

- Следующая за буквой У цифра 12 указывает среднюю массовую долю углерода в десятых долях процента, т.е. среднее содержание углерода в стали 12 около 1,2%
- Наличие буквы А в конце маркировки означает, что сталь высококачественная, т.е. с повышенными требованиями к химическому составу.

Заменитель
Стали У10А, У11А, У10, У11.
Иностранные аналоги [1]
| Марка стали | Стандарт |
| N12 (Польша) | PN/H 85020 |
| N 12 E (Польша) | PN/H 85020 |
| S122 (Венгрия) | MSZ 4354 |
| U12 (Болгария) | BDS 6751 |
| И 12 А (Болгария) | BDS 6751 (83) |
| SK2 (Япония) | JIS G4401 (83) |
| 19221 (Чехия/Словакия) | CSN 419221 |
| BW1C (Великобритания) | B. S. S.4659 (89) |
| C120 KU (Италия) | UNI 2955-82 Part 2 |
| C 120E3U (Франция) | AFNOR NF NF A 35-590 (92) |
| C 120 (Испания) | UNE 36071 (75) |
Вид поставки
- Сортовой прокат, в том числе фасонный: ГОСТ 1435-90, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
- Калиброванный пруток ГОСТ 1435-90, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78.
- Шлифованный пруток и серебрянка ГОСТ 1435-90, ГОСТ 14955-77. Лента ГОСТ 2283-79, ГОСТ 21997-76.
- Полоса ГОСТ 4405-75, ГОСТ 103-76.
- Поковка и кованая заготовка ГОСТ 1435-90, ГОСТ 4405-75, ГОСТ 1133-71.
Характеристики и применение
Инструментальная сталь У12 (У12А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т. е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Опыт показывает, что прокаливаемость стали У12, У12А весьма непостоянна. Отдельные плавки одной и той же марки могут прокаливаться на разную глубину [3].
При выборе данной марки стали следует иметь в виду, что чем выше твердость (допустим больше углерода, более низкий отпуск), тем выше износоустойчивость, но меньше прочность. Следовательно, если работа инструмента не сопровождается ударными нагрузками, лезвийная кромка имеет достаточное сечение — желательно иметь высокую туердость (62 HRC и выше) и, следовательно, следует применять высокоуглеродистую сталь У12 и давать низкий отпуск (150-200 °C), в противном случае используют стали с меньшим содержание углерода, например У7-У8, после отпуска при 250-300 °C и ˂60 HRC [3]xxxxxxxxx.
Сталь У12 применяется для изготовления инструмента с максимальной износостойкостью при наивысшей твердости, например:
- резцы,
- различный металлорежущий и мерительный инструмент,
- напильники,
- зубила для насечки напильников,
- граверный инструмент,
- волочильные доски и т.
 д.
д.
Режущий инструмент, работающий в условиях, не вызывающих разогрева режущей кромки:
- метчики ручные,
- метчики машинные мелкоразмерные,
- плашки для круппов,
- развертки мелкоразмерные,
- надфили,
- измерительный инструмент простой формы: гладкие калибры, скобы,
- штативы для холодной шлифовки обрезных и вырубных небольших размеров и без переходов по сечению,
- холодновысадочные штампы и штемпели мелких размеров,
- калибры простой формы и пониженных классов точности.
Химический состав, % (ГОСТ 1435-99)
| Марка стали | Массовая доля элемента, % | ||||
| углерода | кремния | марганца | серы | фосфора | |
| не более | |||||
| У12 | 1,10-1,29 | 0,17-0,33 | 0,17-0,33 | 0,028 | 0,030 |
| У12А | 1,10-1,29 | 0,17-0,33 | 0,17-0,28 | 0,018 | 0,025 |
Фазовый состав, % по массе
| Феррит | Карбиды | Тип карбида |
| 81-83,5 | 18,5-17 | Fe3C |
Температура критических точек, °C [2]
| Ас1 | Ас3 | Аr1 | Мн |
| 730 | 820 | 700 | 200 |
Закалка [3]
Температура закалки заэвтектойдной стали У12А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией. [3]
Рекомендуемые режимы закалки [4]
| Вариант | Температура, °C | Охлаждение | Охлаждение до 20 °C | HRC | Структура или балл мартенсита по шкале №3 ГОСТ 8233-56 | ||
| Среда | Температура, °C | Выдержка | |||||
| I | 770-790 | Вода | 20-40 | До 200-250 °C | В масле | 62-64 | 1 |
| II | 5%-ный водный раствор поваренной соли | 62-65 | |||||
| III | 5-10%-ный водный раствор щелочи | 62 — 64 | |||||
| IV | 790 — 810 | Масло индустриальное 12 | До 20 — 40 °C | — | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм | |
| 40 — 50 | Сорбит-троостит В зависимости от диаметра или толщины изделия | ||||||
| V | 790-810 | Расплав селитры, щелочи | 150 — 180 | Выдержка в расплаве равна выдержке при нагреве под закалку | На воздухе | 62-64 | 1-3 Для изделий диаметром или толщиной менее 6-8 мм |
| VI | Температуру расплава и продолжительность изотермической выдержки выбирают по диаграмме на рис.  1 в зависимости от требуемой твердости. 1 в зависимости от требуемой твердости.Охлаждение до 20 °C на воздухе | Сорбит-троостит | |||||
- Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [5].
- Вариант III применяют для предотвращения образования мягких пятен при закалке.
- При добавлении в расплав щелочи 4 — 6% воды вариант V применяют для изделий диаметров или толщиной до 10-12 мм.
Обработка холодом [4]
| Вариант закалки | Температура охлаждения, °С | Назначение | Повышение твердости ΔHRC |
| I-V | -50 | Стабилизация размеров инструментов повышенной точности | 1-2 |
ПРИМЕЧАНИЕ. Обработку холодом производить не позднее 1 ч после закалки.
Рекомендуемые режимы отпуска [4]
| Вариант | Назначение отпуска | Температура нагрева, °С | Среда нагрева | HRC |
| I | Снятие напряжений, стабилизация структуры и размеров | 140-160 | Масло, расплав селитры, щелочи | 62-64 |
| 160-180 | 61-63 | |||
| 180-200 | 60 — 62 | |||
| 200-250 | 56-61 | |||
| II | Снятие напряжений и понижение твердости | См.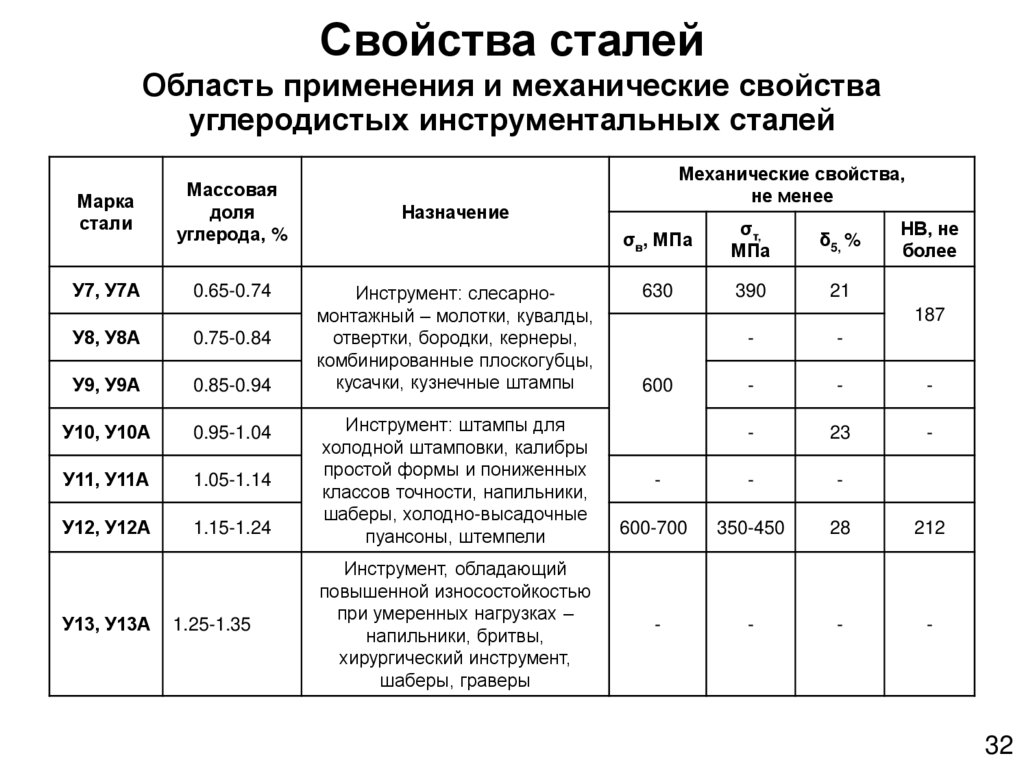 примечание 2 примечание 2 | Расплав селитры, щелочи, печь с воздушной атмосферой | — |
ПРИМЕЧАНИЕ:
- Изделия высокой точности (1-2 мкм) после предварительного шлифования подвергают повторному отпуску (старению).
- Режим отпуска для получения твердости ниже HRC 56 выбирают по графику
в соответствии с требуемой твердостью. - Отпуск при температурах выше 250 С обеспечивает стабилизацию размеров изделий.
- Нормы нагрева и продолжительность выдержки при отпуске см. табл. 3 Приложения.
Температура отпуска различного инструмента из стали У12 [3]
| Виды инструмента | Сталь | Температура отпуска, °C | Приемочная твердость рабочей части HRC |
| Метчики | У12 | 180-200 | 60-62 |
| Развертки | У12 | 160-180 | 62-64 |
Твердость углеродистой стали У12 после отпуска [7]
| Марка стали | Режим акалки | Твердость после закалки HRC | Твердость HRC после отпуска при температуре в °С | |||||
| температура в °С | среда охлаждения | 200 | 300 | 400 | 500 | 600 | ||
| У12 | 770-790 | Через воду в масло | 62-64 | 61-63 | 54-58 | 48-52 | — | — |
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
| Температура отжига °C | Тведость после отжига HB (не более) | Температура закалки °C |
| 760-780 °C | 207 | 760-790 °C |
Технологический процесс изотермического отжига стали У12, У12А [6]
| Марка стали | Первый нагрев | Изотермическая выдержка | Твёрдость HВ | ||
| Температура, °C | Выдержка в час | Температура, °C | Выдержка в час | ||
| У12, У12А | 750-770 | 1,5-2,5 | 640-680 | 1-2 | 187-207 |
Температура рекристаллизационного отжига стали [7]
| Обработка давлением, после которой выполняется отжиг | Марка стали | Температура отжига в °С |
| Холодная протяжка (калибровка) прутков | У12 | 700 |
Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
| Температура нагрева в °С | Охлаждение | Диаметр отпечатка по Бринелю в мм |
| 760-780 | С печью по 50° в час до температуры 500 °С, а затем на воздухе | ≥4,2 |
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость [4]
| Без °Cотжига | После °Cотжига | После °Cзакалки | |||
| dотп, мм | НВ | dотп, мм | НВ | Температура °Cзакалки, °С, °Cи охлаждающая среда | HRC |
| 3,7-3,3 | 269-341 | ≥4,2 | ≤207 | 760-780, вода | ≥62 |
Механические свойства в зависимости от температуры отпуска [8]
| tотп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 | Твердость HRCэ |
| 400 | 1370 | 1570 | 9 | 24 | 20 | 52 |
| 500 | 880 | 1040 | 11 | 30 | 29 | 40 |
| 600 | 650 | 760 | 18 | 52 | 44 | 26 |
ПРИМЕЧАНИЕ. Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Твердость стали в зависимости от температуры отпуска [8]
| tотп., °C | Твердость HRCэ |
| 160-180 | 62-64 |
| 180-220 | 59-63 |
| 200-270 | 55-61 |
| 450-500 | 37-47 |
ПРИМЕЧАНИЕ. Образцы сечением 21-30 мм. Закалка с 810-830 °C в воде.
Механические свойства в зависимости от температуры испытания
| tисп., °C | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | КСU, Дж/см2 |
| Отжиг при 20 °C; твердость НВ 207 [4, 9] | |||||
| 20 | 325 | 590-690 | 28 | 45-55 | 27 |
| 200 | — | 570 | 23 | 47 | 73 |
| 400 | 310 | 450 | 41 | 60 | 69 |
| 600 | 110 | 140 | 56 | 74 | 62 |
| 700 | 59 | 76 | 56 | 82 | 356 |
| 800 | 53 | 72 | 59 | 85 | 323 |
| 900 | 34 | 40 | 52 | 91 | 225 |
| 1000 | 20 | 28 | 55 | 98 | 157 |
| Образец диаметром 5 мм и длиной 25 мм, °Cдеформированный и отожженный.  Скорость деформирования 10 мм/мин; °Cскорость деформации 0,007 1/с [10] | |||||
| 700 | — | 105 | 60 | 68 | — |
| 800 | — | 100 | 52 | 96 | — |
| 900 | — | 60 | 40 | 100 | — |
| 1000 | — | 34 | 65 | 100 | — |
| 1100 | — | 18 | 74 | 100 | — |
| 1200 | — | 15 | 92 | 100 | — |
Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
| Растяжение | Сжатие | Кручение | |||
| sk, кгс/мм2 | q, % | sсж, кгс/мм2 | q, % | τк, кгс/мм2 | q, % |
| 50-60 | 100-110 | 50-60 | 150-160 | 50-60 | 85-95 |
- sk — истинное сопротивление разрыву
- sсж — истинное сопротивление сжатию
- q, % — истиный сдвиг
- τк — истинный предел прочности при кручении
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
При всех видах деформации разрушение вязкое.
Технологические свойства [10]
- Температура ковки, °C: начала 1100, конца 750. Охлаждение замедленное на воздухе.
- Свариваемость — не применяется для сварных конструкций. Способ сварки — КТС.
- Обрабатываемость резанием — Kv тв.спл. = 1,0 и Kv σ.ст = 0,9 в отожженном состоянии при НВ 207.
- Склонность к отпускной хрупкости — не склонна.
- Флокеночувствительность — не чувствительна.
Теплостойкость [10]
| Температура, °C | Время, ч | Твердость HRCэ |
| 150-160 | 1 | 63 |
| 200-220 | 1 | 59 |
Прокаливаемость [9, 11]
| Термообработка | Критическая твердость HRCэ | Критический диаметр, мм, после закалки | |
| в воде | в масле | ||
| Закалка | 61 | 10-20 | 4-6 |
| Закалка с 760 °C | 42-66 | 20 | — |
ПРИМЕЧАНИЕ. Шлифуемость — хорошая.
Шлифуемость — хорошая.
Физические свойства при 20 °C [12]
| Термическая обработка | Hc, A/cм | μmax x 10-6, Г/м | 4πJs, T | ρ, Ом*мм2/м | γ, г/см3 |
| Отжиг | 6-8* | 85 | — | 1,9 | 7,81 |
| Закалка от 780-810 °C | 41-50 | 11-12,5 | 0,7-0,8 | 1,7-1,8 | — |
| Закалка от 780-810 °C, отпуск при 150-200 °C | 40-32 | 14-17,5 | 0,75-0,8 | 1,75-1,85 | — |
- Hc — коэрцитивная сила;
- μmax — максимальная магнитная проницаемость;
- 4πJs — магнитное насыщение;
- ρ — удельное сопротивление;
- γ — плотность;
*Нижний предел значений Hc соответсвует структуре зернистого перлита, верхний — пластинчатого перлита.
Коэффициент линейного расширения
α*106, К-1| Марка стали | α*106, К-1 при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 10,5 | 11,8 | 12,6 | 13,4 | 14,1 | 14.8 | 15.3 | 15,0 | 16,3 | 16,8 |
Коэффициент теплопроводности λ Вт/(м*К)
| Марка Стали | λ Вт/(м*К), при температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| У12, У12А | — | 45 | 43 | 40 | 37 | 35 | 32 | 28 | 24 | 25 |
Удельная теплоемкость
c, Дж/(кг*К)| Марка стали | c, Дж/(кг*К), при температуре испытаний, °С | |||||||||
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| У12, У12А | 469 | 503 | 519 | 536 | 553 | 720 | 611 | 712 | 703 | 699 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний, °С | |||||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | ||||
| У12 | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
| У12А | 209 | 205 | 200 | 193 | 185 | 178 | 166 | |||
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | При температуре испытаний, °С | ||||||
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | |
| У12, У12А | 82 | 80 | 78 | 75 | 72 | 69 | 63 |
Библиографический список
- Шишков М.
 М. Марочник сталей и сплавов. 2000 г.
М. Марочник сталей и сплавов. 2000 г. - Позняк Л.А. Инструментальные стали: Справочник. -М.: Металлургия. 1977 г.
- Гуляев А.П. Металловедение. 1977 г.
- Гуляев А.П. Инструментальные стали. Справочник. 1975 г.
- Смольников Е.А. Как расчитать время нагрева при закалке. «Металловедение и термическая обработка металлов». 1970 г. №12
- Каменичный И.С. Практика термической обработки инструмента. 1952 г.
- Филинов С.А., Фиргер И. В. Справочник термиста. 1969 г.
- Тылкин М.А. Прочность и износостойкость деталей металлургического оборудования. 1965 г.
- Марочник стали и сплавов, 3-е изд. Под ред. Крянина И.Р. 1977 г.
- Марочник стали и сплавов. Под ред. Сорокина В.Г. 1989 г.
- Марочник сталей. — М.: ЦБТИ, 1961 г.
- Марочник стали для машиностроения. НИИМАШ. 1965 г.
Сталь У12 / Auremo
Сталь У16 (ЭИ336) Сталь У9А Сталь У9 Сталь У8ГА Сталь У8Г Сталь У8А Сталь У8 Сталь У7А Сталь У7 Сталь У12А Сталь У12 Сталь У11А (У11) Сталь У10А Сталь У10 Сталь АУ10Е (АСУ10Е) Сталь А85 Сталь А75 (У7АВ)
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | У12 |
| Обозначение ГОСТ латиница | U12 |
| Транслит | U12 |
| По химическим элементам | 12 |
Описание
Сталь У12 применяется: для изготовления ручных метчиков, напильников, слесарных шаберов; деталей штампов холодной штамповки обрезных и вырубных небольших размеров и без переходов по сечению; холодновысадочных пуансонов и штемпелей мелких размеров; калибров простой формы и пониженных классов точности; инструментов с пониженной износостойкостью при умеренных и значительных удельных давлениях (без разогрева режущей кромки): напильников, бритвенных лезвий и ножей, острых хирургических инструментов, шаберов, гравировальных инструментов.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Листы и полосы | В23 | ГОСТ 103-2006 |
| Сортовой и фасонный прокат | В22 | ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Сортовой и фасонный прокат | В32 | ГОСТ 1435-99, ГОСТ 5210-95, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, TУ 14-11-245-88, TУ 14-1-1271-75 |
| Листы и полосы | В33 | ГОСТ 4405-75 |
| Проволока стальная средне- и высокоуглеродистая | В72 | ГОСТ 5468-88, ГОСТ 9389-75 |
Химический состав
| Стандарт | C | S | P | Mn | Cr | Si | Ni | Fe | Cu |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 1435-99 | 1.1-1.29 | ≤0.028 | ≤0.03 | 0. 17-0.33 17-0.33 | ≤0.2 | 0.17-0.33 | ≤0.25 | Остаток | ≤0.25 |
Fe – основа.
По ГОСТ 1435-99 массовая доля хрома, никеля и меди указана для 1 группы металлопродукции. Массовая доля серы в стали, полученной методом электрошлакового переплава, не должна превышать 0,013 %. В металлопродукции 3-й группы массовая доля Cr ≤ 0,20-0,40 %, Ni ≤ 0,25 %, Cu ≤0,25 %. В металлопродукции 1-й и 3-й групп, изготовленной из стали, полученной скрап-процессом, допускаются повышенные по сравнению с указанными в таблице массовые доли никеля, меди и хрома на 0,05 % каждого элемента. В металле, предназначенном для изготовления холоднокатаной ленты, увеличение массовой доли никеля, меди и хрома не допускается.
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | d4 | y, % | кДж/м2, кДж/м2 | HRC |
|---|---|---|---|---|---|---|---|---|
| Лента отожженная холоднокатаная высшей категории качества | ||||||||
0. 08-3 08-3 | – | – | ≤750 | – | ≥10 | – | – | – |
| Образцы сечением 21-30 мм. Закалка в воду с 810-830 °С + Отпуск | ||||||||
| – | 400 | ≥1370 | ≥1570 | ≥9 | – | ≥24 | ≥200 | ≥52 |
| Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с | ||||||||
| – | – | – | ≥105 | ≥60 | – | ≥68 | – | – |
| Образцы сечением 21-30 мм. Закалка в воду с 810-830 °С + Отпуск | ||||||||
| – | 500 | ≥880 | ≥1040 | ≥11 | – | ≥30 | ≥290 | ≥40 |
| Сортовой прокат. Отжиг | ||||||||
| – | – | ≥325 | 590-690 | ≥28 | – | ≥50 | ≥270 | – |
Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с | ||||||||
| – | – | – | ≥100 | ≥52 | – | ≥96 | – | – |
| Образцы сечением 21-30 мм. Закалка в воду с 810-830 °С + Отпуск | ||||||||
| – | 600 | ≥650 | ≥760 | ≥18 | – | ≥52 | ≥440 | ≥26 |
| Образец диаметром 5 мм и длиной 25 мм, деформированный и отожженный. Скорость деформирования 10 мм/мин. Скорость деформации 0,007 1/с | ||||||||
| – | – | – | ≥60 | ≥40 | – | ≥100 | – | – |
| – | – | – | ≥34 | ≥65 | – | ≥100 | – | – |
| – | – | – | ≥18 | ≥74 | – | ≥100 | – | – |
| – | – | – | ≥15 | ≥92 | – | ≥100 | – | – |
Сортовой прокат. Отжиг (при 20 °С НВ=207) Отжиг (при 20 °С НВ=207) | ||||||||
| – | – | ≥325 | 590-690 | ≥28 | – | 45-55 | – | – |
| – | – | ≥320 | ≥570 | ≥23 | – | ≥47 | – | – |
| – | – | ≥310 | ≥450 | ≥41 | – | ≥60 | – | – |
| – | – | ≥110 | ≥140 | ≥56 | – | ≥74 | – | – |
| – | – | ≥59 | ≥76 | ≥56 | – | ≥82 | – | – |
| – | – | ≥53 | ≥72 | ≥59 | – | ≥85 | – | – |
| – | – | ≥34 | ≥40 | ≥52 | – | ≥91 | – | – |
| – | – | ≥20 | ≥28 | ≥55 | – | ≥98 | – | – |
Описание механических обозначений
| Название | Описание |
|---|---|
| Сечение | Сечение |
| sТ|s0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию – 0,2% |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| d4 | Относительное удлинение после разрыва |
| y | Относительное сужение |
| кДж/м2 | Ударная вязкость |
| HRC | Твёрдость по Роквеллу (индентор алмазный, сфероконический) |
Физические характеристики
| Температура | Е, ГПа | G, ГПа | r, кг/м3 | l, Вт/(м · °С) | R, НОм · м | a, 10-6 1/°С | С, Дж/(кг · °С) |
|---|---|---|---|---|---|---|---|
| 0 | 209 | 82 | 7830 | – | – | – | – |
| 20 | 209 | – | 7830 | – | – | – | – |
| 100 | 205 | 80 | 7809 | 45 | 252 | 105 | 469 |
| 200 | 200 | 78 | 7781 | 43 | 333 | 118 | 503 |
| 300 | 193 | 75 | 7749 | 40 | 430 | 126 | 519 |
| 400 | 185 | 72 | 7713 | 37 | 540 | 134 | 536 |
| 500 | 178 | 69 | 7675 | 35 | 665 | 141 | 553 |
| 600 | 166 | 63 | 7634 | 32 | 802 | 148 | 720 |
| 700 | – | – | 7592 | 28 | 964 | 153 | 611 |
| 800 | – | – | 7565 | 24 | 1152 | 15 | 712 |
| 900 | – | – | 7489 | 25 | 1196 | 163 | 703 |
| 1000 | – | – | – | – | – | 163 | 703 |
| 1200 | – | – | – | – | – | 168 | 699 |
Описание физических обозначений
| Название | Описание |
|---|---|
| Е | Модуль нормальной упругости |
| G | Модуль упругости при сдвиге кручением |
| r | Плотность |
| l | Коэффициент теплопроводности |
| R | Уд.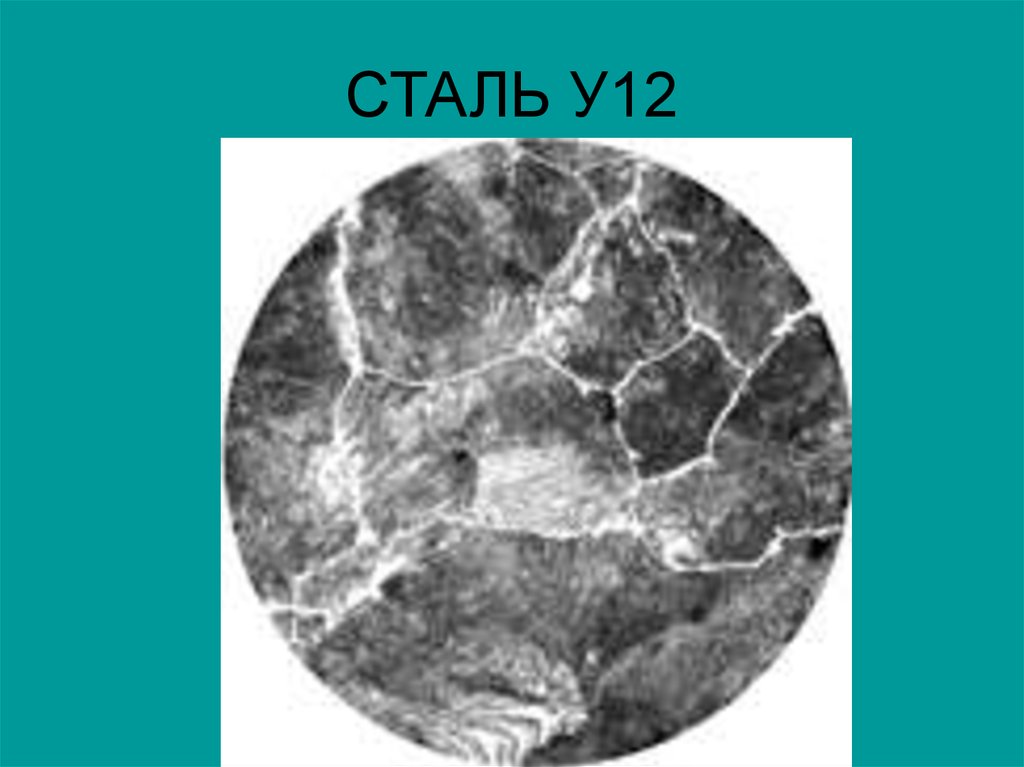 электросопротивление электросопротивление |
| a | Коэффициент линейного расширения |
Технологические свойства
| Название | Значение |
|---|---|
| Свариваемость | не применяется для сварных конструкций. Способ сварки – КТС. |
| Склонность к отпускной хрупкости | не склонна |
| Температура ковки | Начала – 1100 °C, конца – 750 °C. Охлаждение замедленное на воздухе. |
| Флокеночувствительность | не чувствительна |
| Обрабатываемость резаньем | В отожженном состоянии при НВ 207 Kn тв.спл.=1.0 Kn б.ст.=0.9 |
| Шлифуемость | хорошая |
12-дюймовая сковорода Heritage, 5-слойная посуда из нержавеющей стали с покрытием 316Ti, сделано в США
Heritage Steel 12-дюймовая 5-слойная посуда из нержавеющей стали с покрытием 316Ti, сделано в США перейти к содержанию Используемый нами стальной сплав, усиленный титаном, защищает от выщелачивания металла и стабилен, однороден и долговечен .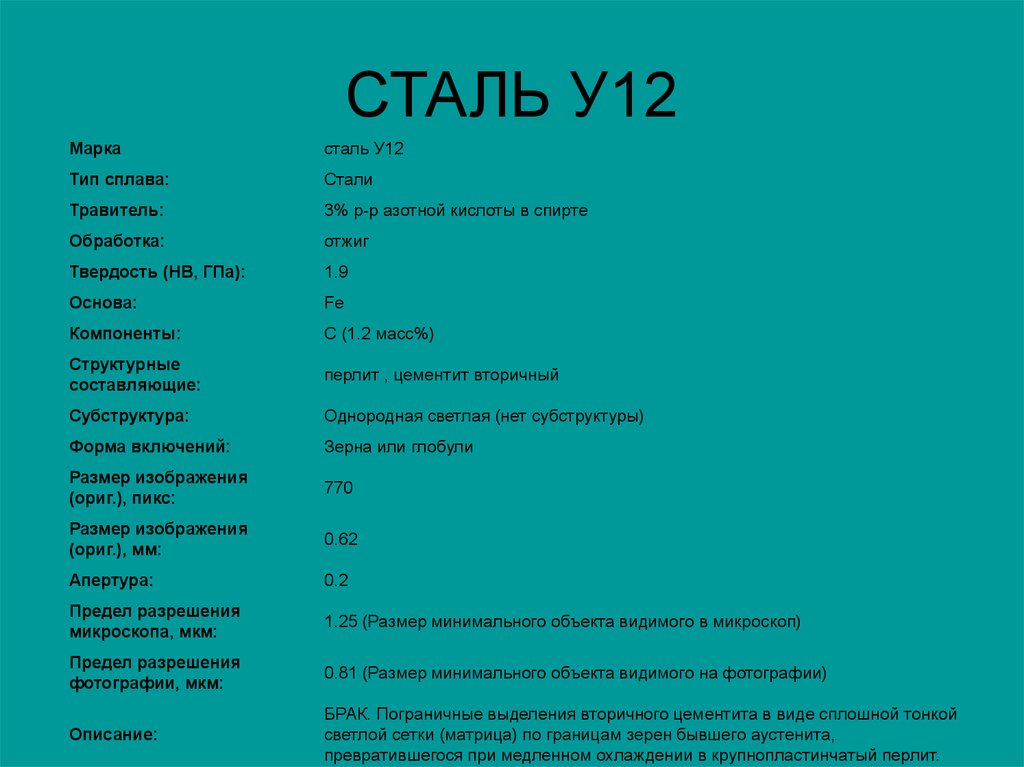
В отличие от антипригарных или керамических покрытий, оно не отслаивается и не изнашивается со временем, а также гораздо лучше противостоит коррозии и точечной коррозии, чем более распространенная нержавеющая сталь (известная как 304 или 18/10).
Да! Вся наша посуда имеет наружный слой из нержавеющей стали с магнитными свойствами, что делает ее пригодной для индукционных плит.
Да, мы не используем никаких покрытий на нашей посуде, так что царапать нечего!
Уже более 40 лет мы помогаем нашим клиентам ухаживать за их посудой.
Если какая-либо из ваших кухонных принадлежностей сразу после распаковки выглядит не совсем так, сообщите нам об этом! Мы с радостью бесплатно отремонтируем или заменим ваш товар.
Если какая-либо часть вашей посуды сломается или поведет себя непредвиденным образом во время обычного приготовления пищи, просто заполните простую претензию, и мы ее рассмотрим. Если вы не делаете ничего сумасшедшего со своей посудой, мы заменим любые дефектные детали.
Вся наша посуда (включая крышки) производится на нашем заводе в Кларксвилле, штат Теннесси. Мы исходные материалы из США и за рубежом.
усиленный титаном
непревзойденная
варочная поверхность
Premium 316Ti в 20 раз более устойчив к солевой коррозии, чем у конкурентов
5-слойная конструкция
равномерно готовит,
легко моется
Три слоя алюминия для равномерного и эффективного нагрева
продуманный до мелочей дизайн
для приготовления пищи
Охлаждающие ручки и легко заливаемые края для простоты использования
прочный + универсальный
использовать
где угодно
Использование на любых плитах, в том числе на гриле
История совершенства
Дональд Хенн посвятил свою жизнь созданию и продаже только лучшей посуды из нержавеющей стали. Heritage Steel является кульминацией этой истории и опыта.
Heritage Steel является кульминацией этой истории и опыта.
Наша история
Американское мастерство
Мы семейная небольшая фабрика, для которой качество важнее количества. Мы гордимся всем, что делаем, и гарантируем, что оно прослужит вам всю жизнь.
увидеть процесс
сплошная 5-слойная конструкция
Наша полностью облицованная конструкция обеспечивает равномерный нагрев, универсальность и долговечность.
посмотри как он готовит
★★★★★Старая поговорка «вы получаете то, за что платите» верна. Отличный внешний вид и хороший баланс.
Road K.
★★★★★Тот факт, что они сделаны в США, с очень высокими стандартами контроля качества, был привлекательным. Еще парой решающих факторов были ободки с загнутыми краями, которые облегчают выливание содержимого, не проливая его, ручки с прохладным захватом удивительно прохладны даже после часа кипячения.
Адам Ф.
★★★★★Я пытался очистить свой дом от тефлона… Кастрюля действительно хорошо сделана, и мне нравится, что в ней есть титан в нержавеющей стали.
Элисон С.
★★★★★Не прилипает, очистка выполняется быстро и легко. Я заменю другие горшки сталью Heritage. Это тоже произведение искусства! Не мог быть более доволен.
Диана К.
★★★★★Я люблю эту сковороду! Больше, чем All-Clad, который я купил для сравнения. За эти годы я купил несколько ножей и сковородок для себя или своих детей в Heritage Steel. Мы все были очень счастливы.
Ширли Л.
отличие титана
Наша уникальная поверхность 316Ti защищает металл от выщелачивания и точечной коррозии.
Это самая безопасная и долговечная стальная варочная поверхность.
учить больше
прочная конструкция
Наша посуда полностью покрыта тремя слоями алюминия для превосходной теплопроводности и двумя слоями нержавеющей стали для прочности, долговечности и готовности к индукции.
учить больше
Кухонная посуда Heritage Steel: принципы проектирования
5 правил хорошей посуды
Металлургия 101
122MCSTLGX250 :: Кабель MC, стальной гибкий, 12/2 сплошной с заземлением, черный/белый, 250 футов :: PLATT ELECTRIC SUPPLY
Несколько
Товар №: 0065335
Номер по каталогу: 122MCSTLGX250
СКП: 077680195340
$ 0,97 футов
По всей компании:
26 500 в наличии
Документы и руководства
Страница каталога – Кабельные системы AFC
12/2 медных проводника с заземлением, 600 В, гальванизированная блокированная стальная броня, сплошная, 250-футовая катушка.