Стали 20 гост: Конструкционная сталь характеристики, свойства
alexxlab | 03.02.2023 | 0 | Разное
| Примечания 1 Допускается применять сталь марок 15 и 20 (ГОСТ 1577) при тех же условиях, что и сталь марок 16К, 18К и 20К, при этом объем и виды испытаний этих сталей на предприятии-изготовителе сосудов должны быть проведены согласно ГОСТ 5520 в том же объеме, что и для сталей марок 15К, 16К, 18К и 20К соответствующих категорий. 2 Толщина листа — не более 16 мм. 3 Для трубных решеток, а также деталей внутренних устройств и других неответственных конструкций. 4 Ограничения по толщине: для сталей марок Ст3сп и Ст3пс 3-й категории — не более 40 мм, для сталей марок Ст3сп и Ст3пс 4-й и 5-й категорий — не более 25 мм, для стали марки Ст3Гпс — не более 30 мм. 5 Механические свойства листов по ГОСТ 5520 толщиной менее 12 мм проверяют на листах, взятых от партии. 6 Допускается применять сталь марок Ст5пс2 и Ст5сп2 для деталей, не подлежащих сварке, при тех же параметрах, что и сталь марки Ст4сп3, с испытанием на ударный изгиб на предприятии-изготовителе сосудов или их отдельных деталей. 7 Прокладки толщиной не более 2 мм допускается применять при температуре среды до минус 70 °С. 8 Для сосудов из стали марки 10Г2С1, работающих под давлением, температура стенки должна быть не ниже минус 60 °С. 9 При толщине листов более 60 мм и менее 12 мм применяют сталь 12-й категории. 10 Допускается применение стали марки 10Г2 (ГОСТ 1577) при температурах стенок от минус 70 °С до минус 40 °С с техническими требованиями для стали марки 09Г2С в этом температурном интервале. 11 Испытание на механическое старение проводят в том случае, если при изготовлении сосудов, имеющих температуру стенки свыше 200 °С, сталь подвергается холодной деформации (вальцовке, гибке, отбортовке и др.). 12 Для сталей марок 16К, 18К, 20К испытание при температуре минус 20 °С проводят на металлургическом предприятии. 13 При толщине листов менее 5 мм допускается применение сталей по ГОСТ 14637 категории 2-й вместо сталей категорий 3-й и 4-й. При толщине листов менее 7 мм допускается применение сталей по ГОСТ 14637 категорий 3-й и 4-й вместо 5-й и 6-й категорий соответственно. 14 Листы следует поставлять с обязательным выполнением требований ГОСТ 19281 (пункты 2.2.1, 2.2.2, 2.2.3, 2.2.7, 2.2.9, 2.2.12), а также следует проводить контроль макроструктуры по ГОСТ 5520 от партии листов. 15 Листы, поставляемые по ГОСТ 19281 и ТУ 14-1-5241 [40], должны быть испытаны полистно при температуре стенки ниже минус 30 °С, выше 200 °С или при давлении более 5 МПа при толщине листа не менее 12 мм. 16 При толщине листов менее 5 мм допускается применение сталей по ГОСТ 5520 категории 2-й вместо сталей категорий 3-й — 17-й. При толщине листов менее 7 мм допускается применение сталей по ГОСТ 5520 категории 3-й вместо категории 18-й, категории 6-й вместо категорий 12-й и 17-й. 17 Допускается применение сталей марок 16К, 18К, 20К по ГОСТ 5520 10-й категории вместо категории 18-й; стали марок 16ГС, 09Г2С по ГОСТ 5520 12-й — 15-й категорий (в зависимости от температуры стенки, если она ниже 0 °С) вместо стали 17-й категории. 18 Допускается применение стали по ГОСТ 7350 с качеством поверхности по группе М3б и М4б при условии, что в расчете на прочность должны быть учтены глубина залегания дефектов и минусовые отклонения. 19 Для сред, не вызывающих межкристаллитную коррозию. 20 Для изделий толщиной до 12 мм. 21 Для изготовления деталей, не подлежащих сварке. 22 Сталь должна быть заказана в соответствии с требованиями 5.2.3. 23 При заказе проката толщиной до 32 мм включительно класс прочности должен быть 325, 345; при толщине более 32 мм класс прочности — 265, 295. 24 Для внутренних, не подлежащих сварке деталей сосудов допускается применение стали марки 08X13 (ГОСТ 5632) при температуре стенки от минус 60 °С до 550 °С. 25 Листовую углеродистую сталь марки Ст3сп (ГОСТ 380) толщиной более 25 мм и сталь марки Ст3Гпс (ГОСТ 380) толщиной более 30 мм допускается применять в соответствии с параметрами, предусмотренными данным приложением, при условии проведения испытания материала на ударный изгиб на предприятии-изготовителе сосудов или их элементов. Испытание на ударный изгиб следует проводить на трех образцах. При этом ударная вязкость KCU должна быть не менее: 50 Дж/см2 при температуре 20 °С; 30 Дж/см2 при температуре минус 20 °С и после механического старения, а на одном образце допускается ударная вязкость не менее 25 Дж/см2. 26 Сталь марки Ст3пс 3, 4, 5-й категорий толщиной более 12 мм до 25 мм допускается применять для сосудов объемом не более 50 м3, а толщиной не более 12 мм наравне со сталью Ст3сп (ГОСТ 380) соответствующей категории. 27 Для каждой плавки определяется фактор J = (Si + Mn) ∙ (P + Sn) ∙ 104 < 100, где концентрация элементов указана в %. |
 Также серьёзный раскислитель, ещё и благоприятствует удалению серы. Улучшает качество поверхности, уменьшает риск появления трещин в процессе горячей обработки. Благодаря ему, лучше протекают сварка, ковка.
Также серьёзный раскислитель, ещё и благоприятствует удалению серы. Улучшает качество поверхности, уменьшает риск появления трещин в процессе горячей обработки. Благодаря ему, лучше протекают сварка, ковка. Соединение образует углекислый газ. В итоге формируются пузыри газа, выглядящие как кипящая масса. Такой металл очень пористый, химические элементы распределены неравномерно, что обуславливает ухудшение механических характеристик, увеличивает опасность появления трещин, ухудшает свариваемость. Но есть и достоинства – невысокая цена, отсутствие небезопасных отходов.
Соединение образует углекислый газ. В итоге формируются пузыри газа, выглядящие как кипящая масса. Такой металл очень пористый, химические элементы распределены неравномерно, что обуславливает ухудшение механических характеристик, увеличивает опасность появления трещин, ухудшает свариваемость. Но есть и достоинства – невысокая цена, отсутствие небезопасных отходов.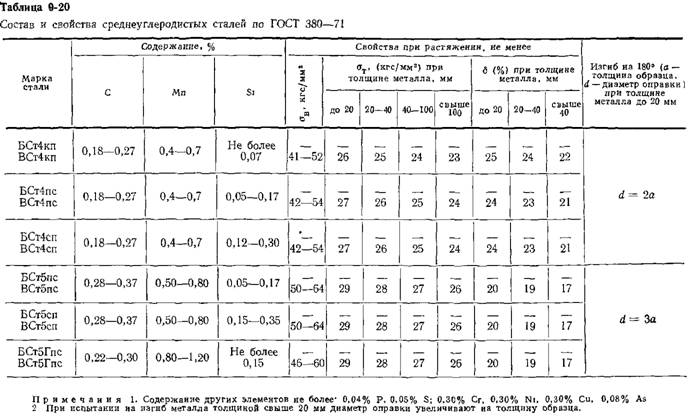
 Штамповка преимущественно осуществляется в горячем виде. Не растрескивается при паровой обработке и под большим давлением. Группа свариваемости 1.
Штамповка преимущественно осуществляется в горячем виде. Не растрескивается при паровой обработке и под большим давлением. Группа свариваемости 1. спл=1,7 и Кυ б. ст=1,6;
спл=1,7 и Кυ б. ст=1,6;

 Ударная вязкость не менее 30 Дж/см2.
Ударная вязкость не менее 30 Дж/см2.


 Никель делает сплавы более пластичными и прочными.
Никель делает сплавы более пластичными и прочными.Сталь 20 – конструкционная углеродистая качественная
| После нормализации или без термообработки – крюки кранов, стропы, серьги, башмаки, подмоторные рамы, косынки, муфты, цилиндры, вкладыши подшипников и другие неответственные ненагруженные детали. Детали сварных конструкций с большим объемом сварки. Трубопроводы, кованные детали ТЭС и АЭС, пароперегреватели, трубные пучки теплообменных аппаратов, коллекторы, корпуса аппаратов и другие детали, работающие при температуре от -40 до +450ºС под давлением. 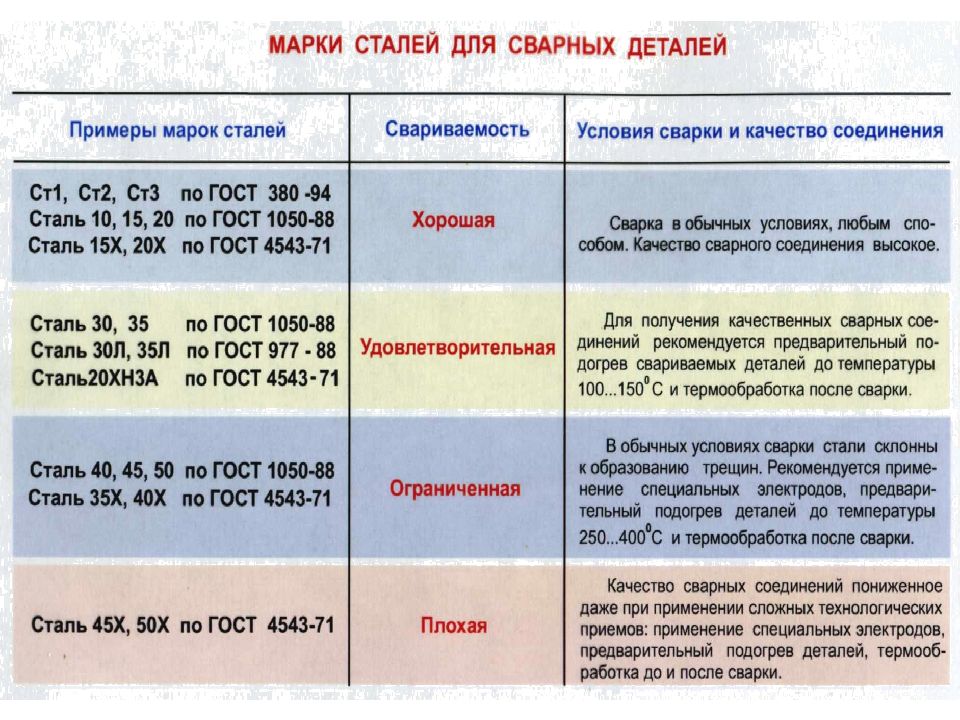 После химико-термической обработки – фрикционные диски, поршневые пальцы, кулачковые валики, червяки, шестерни, толкатели и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
| Листовой прокат – ГОСТ 1577-93, ГОСТ 16523-97, ГОСТ 4041-71 Полоса – ГОСТ 1577-93 Лента – ГОСТ 2284-79, ГОСТ 10234-77 Сортовой прокат – ГОСТ 1050-88, ГОСТ 10702-78 Проволока – ГОСТ 5663-79 Трубный прокат – ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 550-75, ГОСТ 13663-86 Поковки – ГОСТ 8479-70, ГОСТ 2105-75 |
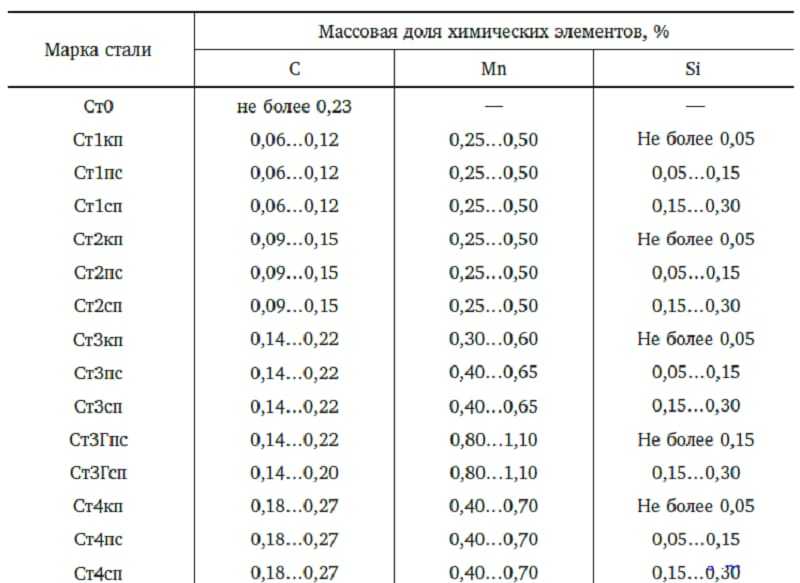
| C | Si | Mn | S | P | Cr | Ni | Cu | As | N |
|---|---|---|---|---|---|---|---|---|---|
| 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | ≤0,040 | ≤0,035 | ≤0,25 | ≤0,30 | ≤0,30 | ≤0,08 | ≤0,008 |
| Ac1 | Ac3 | Ar1 | Ar3 |
|---|---|---|---|
| 735 | 850 | 680 | 835 |
| ГОСТ | Режим термообработки | Сечение мм | σ0,2 | σв | δ | Ψ | KCU | Изгиб | HB | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Н/мм2 | % | Дж/см2 | |||||||||
| Операция | t, ºC | Охлаждающая среда | не менее | ||||||||
| 550-81 | Термически обработанные трубы | Горячедеформированые | Ø 20-219 s 2-25 |
255 | 431 | 22 | 50 | 78 | – | ≤156 | |
| Холоднодеформированые | 245 | 412 | 23 | – | – | – | |||||
| 1050-88 | В горячекатаном состоянии | – | Не определяются | – | ≤163 | ||||||
| Нормализация | 900 | Воздух | ≤80 | 245 | 410 | 25 | 55 | – | – | – | |
| 81-250 | 23 | 50 | – | – | – | ||||||
| 1577-93 | Лист без термообработки, после контролируемой прокатки или нормализованный |
≤20 | – | 410 | 28 | – | – | d=a | – | ||
| 21-32 | – | 26 | – | – | d=2a | – | |||||
| 33-160 | – | 25 | – | – | d=2a | – | |||||
| Лист отожженный или высокоотпущенный | ≤20 | – | 370 | 28 | – | – | d=a | ≤156 | |||
| 21-32 | – | 26 | – | – | d=2a | ||||||
| 33-160 | – | 25 | – | – | d=2a | ||||||
| Полоса нормализованная | ≤20 | 410 | 25 | 55 | – | d=a | – | ||||
| 21-32 | 245 | 23 | 55 | – | d=2a | – | |||||
| 33-60 | 245 | 22 | 55 | – | d=2a | – | |||||
| Лист и полоса Закалка Отпуск |
860-890 540-680 |
Вода Воздух |
≤16 | 350 | 550-700 | +20 | 50 | 50 | d=a | – | |
| 17-20 | 300 | 500-650 | 22 | 50 | 50 | d=2a | – | ||||
| 21-40 | 300 | 500-650 | 22 | 50 | 50 | d=2a | – | ||||
|
Лист и полоса Нормализация |
880-910 |
Воздух |
≤20 | 230 | 400-550 | 27 | – | – | d=a | – | |
| 21-100 | 230 | 400-550 | 27 | – | – | d=2a | – | ||||
| 101-160 | 210 | 380-520 | 25 | – | – | d=2a | – | ||||
| 2284-79 | Отжиг | – | – | 0,1-4,0 | – | 310-540 | 18 | – | – | – | – |
| 4041-71 | Термическая обработка | 4,0-14,0 | – | 340-490 | 28 | – | – | HRB≤71 | ≤127 | ||
| 5663-79 | Без термообработки | 1 класс | 1,0-6,0 | – | 470-620 | – | 55 | – | – | – | |
| 2 класс | – | 640 | – | 50 | – | – | – | ||||
| 8479-70 | Нормализация | 900-920 | Воздух | ≤100 | 215 | 430 | 24 | 53 | 54 | – | 123-167 |
| 101-300 | 215 | 430 | +20 | 48 | 49 | – | 123-167 | ||||
| 301-500 | 175 | 355 | 22 | 45 | 54 | – | 101-143 | ||||
| 8731-87 | Ø 20-820 s 2,5-36 |
245 | 412 | 21 | – | – | – | ≤156 | |||
| 8733-74 | Термообработка | Ø 5-250 s 0,3-24 |
245 | 412 | 21 | – | – | – | ≤156 | ||
| 10234-77 | Отжиг | s=0,1-4,0 b=0,5-12 |
– | 540 | 15 | – | – | – | – | ||
| 10702-78 | Термообработка | 5-48 | – | 390-490 | – | 50 | – | – | ≤163 | ||
| 16523-97 | Горячекатаный лист в термически обработанном состоянии | ≤2,0 | – | 350-500 | 22 | – | – | d=0 | – | ||
| ≥2,0 | – | 23 | – | – | d=a | – | |||||
| Холоднокатаный лист в термически обработанном состоянии | ≤2,0 | – | 350-500 | 23 | – | – | d=0 | – | |||
| ≥2,0 | – | 24 | – | – | d=a | – | |||||
| Предел выносливости, Н/мм2 | Термообработка | Ударная вязкость, KCU, Дж/см2, при t, ºС | Термообработка | ||||||
|---|---|---|---|---|---|---|---|---|---|
| σ-1 | τ-1 | +20 | 0 | -20 | -40 | -60 | -80 | ||
| 210 | 130 | Нормализация с отпуском | 120 | – | 69 | 48 | 10 | – | Отжиг |
| 260 | 460 | Закалка с отпуском | 160 | – | 111 | 88 | 15-39 | – | Нормализация |
| Среда | t, ºC | Скорость коррозии, мм/год |
|---|---|---|
| – | – | – |
| Ковка | Охлаждение поковок, изготовленных | ||||
|---|---|---|---|---|---|
| Вид полуфабриката | Температурный интервал ковки, ºС | из слитков | из заготовок | ||
| Размер сечения, мм | Условия охлаждения | Размер сечения, мм | Условия охлаждения | ||
| Слиток | 1280-750 | Поковки всех размеров: ответственного назначения | Нормализация, два переохлаждения, отпуск | – | На воздухе |
| Заготовка | 1280-750 | остальные | На воздухе | – | На воздухе |
| Свариваемость | Обрабатываемость резанием | Флокеночувствительность |
|---|---|---|
Сваривается без ограничений (за исключением химико-термически обработанных деталей). Способы сварки: РД, РАД, АФ, МП и КТ. |
В горячекатаном состоянии при 126-131 HB и σв=460-500 Н/мм2 Kv=2,1 (твердый сплав) Kv=1,6 (быстрорежущая сталь) |
Не чувствительна |
| Склонность к отпускной хрупкости | ||
| Не склонна |
| σв | Временное сопротивление (предел прочности при разрыве) | Мк | Температура начала мартенситного превращения |
|---|---|---|---|
| σвс | Предел прочности при сжатии; | G | Модуль сдвига |
| σи | Предел прочности при изгибе | v | Коэффициент Пуассона |
| τпч | Предел прочности при кручении | γ | Плотность |
| σт | Предел прочности физический (нижний предел текучести) | C | Удельная теплоемкость |
| σ0,05 | Условный предел упругости с допуском на остаточную деформацию 0,05% | λ | Теплопроводность |
| σ0,2 | Предел текучести условный с допуском на величину пластической деформации при нагружении 0,2% | α | Коэффициент линейного расширения |
| δр | Относительное равномерное удлинение | H | Напряженность магнитного поля |
| δ | Относительное удлинение после разрыва | μ | Магнитная проницаемость |
| ψ | Относительное сужение после разрыва | B | Магнитная индукция |
| KCU | Ударная вязкость, определенная на образцах с концентратором вида U | Bs | Индукция насыщения |
| KCV | Ударная вязкость, определенная на образцах с концентратором вида V | ΔB | Разброс магнитной индукции вдоль и поперек направления прокатки |
| Tk | Критическая температура хрупкости | PB,v0 | Удельные магнитные потери при частоте тока v0и индукции B |
| HB | Твердость по Бринеллю | Hc | Коэрцитивная сила |
| d10 | Диаметр отпечатка по Бринеллю при диаметре шарика 10 мм и испытательной нагрузке 2943 Н | ρ | Удельное электросопротивление |
| HRA | Твердость по Роквеллу (шкала А, конусный наконечник с общей нагрузкой 588,4 Н) | Kp | Красностойкость |
| HRB | Твердость по Роквеллу (шкала В, сферический наконечник с общей нагрузкой 980,7 Н) | tпик | Температура полного расплавления металла |
| HRC | Твердость по Роквеллу (шкала С, конусный наконечник с общей нагрузкой 1471 Н) | tсол | Температура начала плавления металла |
| HV | Твердость по Виккерсу при нагрузке 294,2 Н и времени выдержки 10-15 с | d0 | Начальный диаметр образца |
| HSD | Твердость по Шору | l0 | Длина расчетной части образца |
| Тз | Заданный ресурс; | V | Скорость деформирования образца |
| σtдп,Тз | Условный предел длительной прочности (величина напряжений, вызывающая разрушение при температуре t и заданном ресурсе) | è | Скорость деформации образца |
| σ-1 | Предел выносливости при симметричном цикле (растяжение-сжатие) | a | Толщина образца при испытании листов на изгиб |
| τ-1 | Предел выносливости при симметричном цикле (кручение) | d | Толщина оправки при испытании листов на изгиб |
| σа | Наибольшее положительное значение переменной составляющей цикла напряжений | S | Толщина стенки |
| Δε | Размах упруго-пластической деформации цикла при испытании на термическую усталость | Cl’ | Хлор-ион |
| N | Число циклов напряжений или деформаций, выдержанных нагруженным объектом до образования усталостной трещины определенной протяженности или до усталостного разрушения | F’ | Фтор-ион |
| σ0 | Начальное нормальное напряжение при релаксации | Σ | Коэффициент износостойкости при абразивном износе |
| στ | Остаточное нормальное напряжение при релаксации | Σr | Коэффициент износостойкости при гидроабразивном износе |
| K1c | Коэффициент интенсивности напряжений | v | Скорость резания |
| Ac1 | Температура началаα—>γ превращения при нагреве (нижняя критическая точка) | Kv | Коэффициент относительной обрабатываемости |
| Ac3 | Температура конца α—>γ превращения при нагреве (верхняя критическая точка) | T | Время |
| Ar1 | Температура конца γ—>αпревращения при охлаждении (нижняя критическая точка) | t | Температура |
| Ar3 | Температура начала γ—>αпревращения при охлаждении (верхняя критическая точка) | tотп | Температура отпуска |
| Mн | Температура начала мартенситного превращения | tисп | Температура испытания |
| РД | Ручная дуговая сварка покрытыми электродами | РАД | Ручная аргонодуговая сварка неплавящимся электродом |
| МП | Механизированная сварка плавящимся электродом в среде углекислого газа | АФ | Автоматическая сварка под флюсом |
| ЭШ | Электрошлаковая сварка | ЭЛ | Электронолучевая сварка |
| КТ | Контактная сварка | Kv | Коэффициент относительной обрабатываемости стали. 1) Для условий точения твердосплавными резцами Kv=v60/145, где v60 – скорость резания, соответствующая 60-ти минутной стойкости резцов при точении данного материала, м/мин; 145 – значение скорости резания при 60-ти минутной стойкости резцов при точении эталонной стали марки 45. 2) Для условий точения резцами из быстрорежущей сталиKv=v60/70, где 70 – значение скорости резания при 60-ти минутной стойкости быстрорежущих резцов при точении эталонной стали марки 45. |
Китай Производитель стальных труб, Фитинги для труб, Поставщик фитингов для раструбов
Рекомендуется для вас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
больше повторных заказов
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.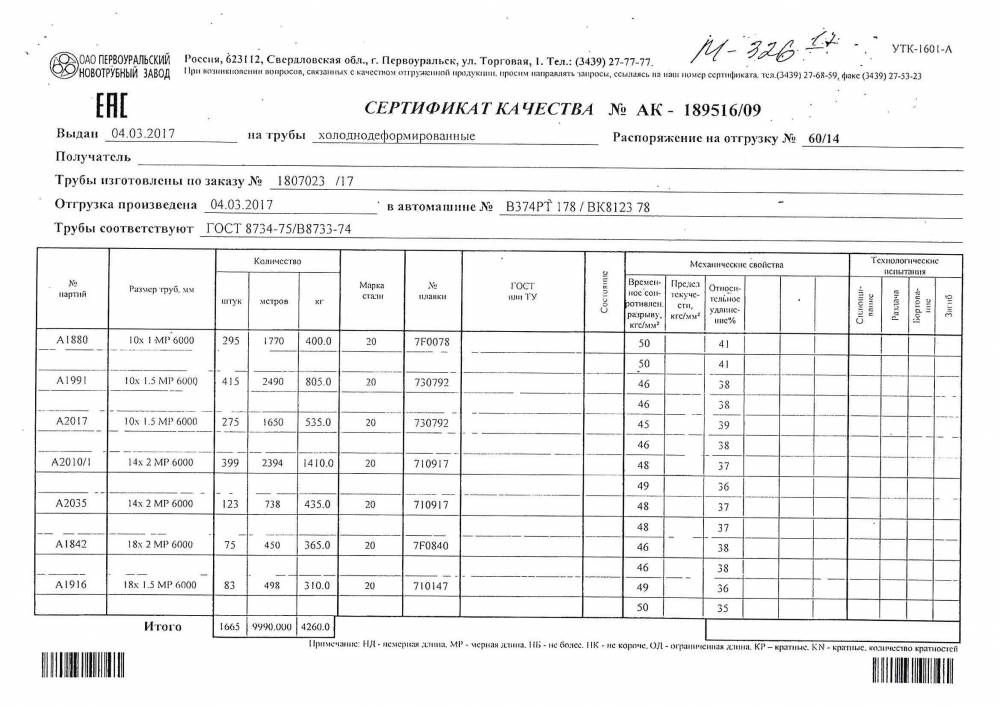 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Деловой диапазон: | Строительство и отделка, Металлургия, полезные ископаемые и энергетика | |
| Основные продукты: | Стальные трубы
,
Фитинги для труб
,
Розетка Фитинги
,
Фланец
,
Угловая планка
,
Си Шанель
,
Стальные катушки
,
. .. .. | |
| Тип собственности: | Общество с ограниченной ответственностью | |
| Сертификация системы менеджмента: | ИСО 9001, ИСО 9000, ИСО 14001, ИСО 14000 |
Гуанчжоу Kingmetal Steel Industry Co. , Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
, Ltd., является компанией промышленной группы. Это профессиональная компания по проектированию, производству и продаже стальных труб, фитингов и сборных домов. У нас есть собственные крупные заводы с современными машинами для производства высококачественной продукции, которая в основном экспортируется на зарубежные рынки.
У нас две фабрики. Один из них расположен в городе Вэньчжоу, он был основан в 1989 году. Этот завод является ведущим производителем бесшовных труб и фитингов из нержавеющей стали в Китае. Это …
Просмотреть все
Доска объявлений
7 шт.Группа экспорта Kingmetal
ответственный отдел продаж
счастливый отдел продаж
счастливый кингметал
счастливых продаж Kingmetal
счастливых продаж Kingmetal
happy kingmetal sales
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Шелли
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
ГОСТ, Стандарты ГОСТ Фланцы из стали, CT20, 20#, Q235 | Jinan Hyupshin Flanges Co., Ltd
 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Эта статья также содержит стандарты для различных типов стальных труб, в которых указаны требования к эксплуатации при высоких температурах и специальному применению. В спецификациях стального литья указаны стандартные свойства для работы под давлением. Также представлена группа стандартов на инструментальные стали, нержавеющие и жаропрочные стали.
Эта статья также содержит стандарты для различных типов стальных труб, в которых указаны требования к эксплуатации при высоких температурах и специальному применению. В спецификациях стального литья указаны стандартные свойства для работы под давлением. Также представлена группа стандартов на инструментальные стали, нержавеющие и жаропрочные стали.