Стан для производства профильной трубы: Линии профильных труб: 58 объявлений на продажу техники
alexxlab | 20.02.2023 | 0 | Разное
Станок для изготовления профильной трубы 25х25mm с фальцевым замком Б/у оборудование
- Описание
- Детальная информация
- Об этом продавце
СРОЧНО ПРОДАЕТСЯ
линия для производства профильной трубы 25х25 мм с фальцевым замком с толщиной стенки 0,45-0,8 мм.
Б/у, 8 месяцев работы, пр-во 2016 г.в.
Надежный, простой в эксплуатации и обслуживании.
Продается в связи с реорганизацией производства (переориентировка на другую продукцию).
При покупке можем предоставить технологические карты производства теплиц и беседок из трубы 25х25.
Комплектация линии:
1. Разматыватель штрипса – 1 шт.
2. Пробивной пневматический штамп – 1 шт. (требуется подключение компрессора)
2. Профилегибочный стан – 1 шт.
3. Отрезное устройство – 1 шт.
4. Приёмный стол – 1 шт.
5. Шкаф управления – 1 шт.
Технические параметры оборудования:
1. Обрабатываемый материал: сталь тонколистовая оцинкованная в штрипсах
2. Толщина обрабатываемого материала ― 0,45-0,8 мм
3. Скорость профилирования ― 15 мп/мин, 900-1000 мп/час
4. Точность проката по длине ― ± 2 мм
5. Тип профилегибочного стана ― Стоечный
6. Тип отрезного устройства ― Торцевая дисковая фреза маятникового типа
7. Тип разматывателя ― Стоечный приводной
8. Грузоподъёмность разматывателя ― 1500 кг
9. Внутренний диаметр рулона штрипса ― 480-550 мм
10. Ширина штрипса — 106,5 мм
11. Тип передачи профилегибочного стана ― зубчатая, цепная
12. Кол-во клетей профилегибочного стана ― 26 шт.
13. Тип системы управления линией ― Программируемый контроллер, АСУ + пульт управления
 Кол-во обслуживаюшего персонала ― 1 чел.
Кол-во обслуживаюшего персонала ― 1 чел.15. Габаритные размеры линии — 13000×900×1200(h)
16. Установленная мощность — 8 кВт
17. Напряжение — 380 В
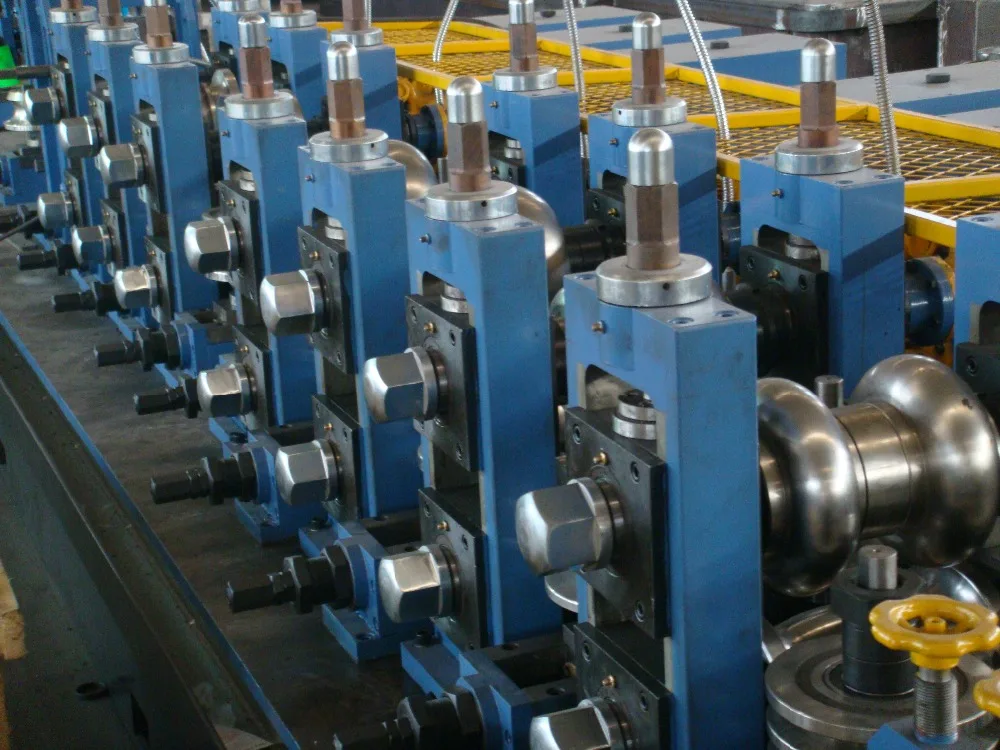
Обрабатываемый материал (стальной штрипс) поступает из разматывателя на приемные ролики стана, проходит последовательно через 26 клетей, в которых формируется профиль будущей трубы с квадратным сечением 25х25 мм. В последних клетях формируется фальцевый замок, который заклепывается для предотвращения размыкания. Трубы нужной длины автоматически отрезаются дисковой фрезой и подаются на приемный стол.
Операции по прокату, заклепыванию и отрезанию трубы осуществляются автоматически в соответствии с заданной программой.
Стан оборудован пневматическим пробивным штампом для пробивания в штрипсе отверстий через заданные промежутки (при необходимости).
Профильная труба с фальцевым замком используется при производстве теплиц и беседок, для опорных столбов при монтаже заборов, а также для конструкционных элементов ворот и калиток. Оцинкованная труба меньше подвержена коррозии, чем горячекатаная крашеная труба. Труба с фальцевым замком производится без сварки, поэтому нет повреждений цинкового покрытия, что значительно повышает ее долговечность и надежность по сравнению с электросварной трубой.
Оцинкованная труба меньше подвержена коррозии, чем горячекатаная крашеная труба. Труба с фальцевым замком производится без сварки, поэтому нет повреждений цинкового покрытия, что значительно повышает ее долговечность и надежность по сравнению с электросварной трубой.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
| Количество вальцев | 26 |
| Shaft diameter | 25 mm |
| Тип | Горизонтальный |
| ЧПУ | да |
| Тип ЧПУ | |
| ——————- | |
| Длина х ширина х высота | 13000,0 × 900,0 × 1200,0 |
| Часы наработки | |
| Часы включения | |
| Состояние | в отличном состоянии |
| Маркировка CE | ——— |
| Статус |
| Тип клиента | Крупная компания |
| Активный с | 2018 |
| Предложения онлайн | 1 |
| Последняя активность | 28 апреля 2022 г. |
Описание
СРОЧНО ПРОДАЕТСЯ
линия для производства профильной трубы 25х25 мм с фальцевым замком с толщиной стенки 0,45-0,8 мм.
Б/у, 8 месяцев работы, пр-во 2016 г.в.
Надежный, простой в эксплуатации и обслуживании.
Продается в связи с реорганизацией производства (переориентировка на другую продукцию).
При покупке можем предоставить технологические карты производства теплиц и беседок из трубы 25х25.
Комплектация линии:
2. Пробивной пневматический штамп – 1 шт. (требуется подключение компрессора)
2. Профилегибочный стан – 1 шт.
3. Отрезное устройство – 1 шт.
4. Приёмный стол – 1 шт.
5. Шкаф управления – 1 шт.
Технические параметры оборудования:
1. Обрабатываемый материал: сталь тонколистовая оцинкованная в штрипсах
2. Толщина обрабатываемого материала ― 0,45-0,8 мм
3. Скорость профилирования ― 15 мп/мин, 900-1000 мп/час
Скорость профилирования ― 15 мп/мин, 900-1000 мп/час
4. Точность проката по длине ― ± 2 мм
5. Тип профилегибочного стана ― Стоечный
6. Тип отрезного устройства ― Торцевая дисковая фреза маятникового типа
7. Тип разматывателя ― Стоечный приводной
8. Грузоподъёмность разматывателя ― 1500 кг
9. Внутренний диаметр рулона штрипса ― 480-550 мм
10. Ширина штрипса — 106,5 мм
11. Тип передачи профилегибочного стана ― зубчатая, цепная
12. Кол-во клетей профилегибочного стана ― 26 шт.
14. Кол-во обслуживаюшего персонала ― 1 чел.
15. Габаритные размеры линии — 13000×900×1200(h)
16. Установленная мощность — 8 кВт
17. Напряжение — 380 В
Обрабатываемый материал (стальной штрипс) поступает из разматывателя на приемные ролики стана, проходит последовательно через 26 клетей, в которых формируется профиль будущей трубы с квадратным сечением 25х25 мм. В последних клетях формируется фальцевый замок, который заклепывается для предотвращения размыкания. Трубы нужной длины автоматически отрезаются дисковой фрезой и подаются на приемный стол.
Трубы нужной длины автоматически отрезаются дисковой фрезой и подаются на приемный стол.
Операции по прокату, заклепыванию и отрезанию трубы осуществляются автоматически в соответствии с заданной программой.
Стан оборудован пневматическим пробивным штампом для пробивания в штрипсе отверстий через заданные промежутки (при необходимости).
Профильная труба с фальцевым замком используется при производстве теплиц и беседок, для опорных столбов при монтаже заборов, а также для конструкционных элементов ворот и калиток. Оцинкованная труба меньше подвержена коррозии, чем горячекатаная крашеная труба. Труба с фальцевым замком производится без сварки, поэтому нет повреждений цинкового покрытия, что значительно повышает ее долговечность и надежность по сравнению с электросварной трубой.
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в данном объявлении носит ориентировочный характер. Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Exapro рекомендует перед покупкой станка уточнять детали у продавца.
Детальная информация
| Количество вальцев | 26 |
| Shaft diameter | 25 mm |
| Тип | Горизонтальный |
| ЧПУ | да |
| Тип ЧПУ | |
| ——————- | |
| Длина х ширина х высота | 13000,0 × 900,0 × 1200,0 |
| Часы наработки | |
| Часы включения | |
| Состояние | в отличном состоянии |
| Маркировка CE | ——— |
| Статус |
Об этом продавце
| Тип клиента | Крупная компания |
| Активный с | 2018 |
| Предложения онлайн | 1 |
| Последняя активность | 28 апреля 2022 г. |
Проверенные клиенты
Личный агент
Действует с 2000 г.
Инструмент оценки оборудования
Откройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования
Перейти к Valorexo
Технология изготовления профильной трубы: этапы и оборудование
Профильная труба — изделие некруглого сечения. Производится овальный, треугольный, прямоугольный, квадратный и прочий трубопрокат. Он востребован в машиностроении, фармацевтическом, пищевом и химическом производстве, при изготовлении спортивных тренажеров, мебели. Также профильные трубы необходимы для возведения каркасов:
- промышленных зданий;
- торговых центров;
- ангаров, складов;
- спортивных объектов;
- теплиц и т. д.
Невысокая себестоимость обеспечивает изделиям широкую сферу применения. Например, профильные трубы могут использоваться в качестве обычных столбов ограждений.
Например, профильные трубы могут использоваться в качестве обычных столбов ограждений.
Технологии производства
Для изготовления профильной трубы используется низколегированная, углеродистая или нержавеющая сталь.
Существует два способа производства — формовка заготовки круглого сечения и создание по полному циклу.
Для первой технологии нужен лишь вальцовочный станок (вальцы) — специальное оборудование для холодной деформации металлических заготовок. Порядок действий:
- закупаются обычные круглые стальные трубы;
- выполняется вальцовка, в ходе которой заготовка круглого сечения сгибается при помощи механизмов станка.
Полученное изделие внешне не отличается от профильной трубы, произведенной по полному циклу. Однако сфера его применения ограничена. Оно может использоваться:
- для производства штендеров — переносных рекламных конструкций, которые устанавливаются возле входов в магазины, кафе, рестораны, спортивные залы и т.
 п.;
п.; - строительных работ в частном секторе;
- производства мебели;
- изготовления декоративных предметов интерьера.
 п.;
п.;В иных случаях такие профильные трубы не подойдут. Поэтому для строительства, например, жилых домов и ангаров применяются изделия, полученные более сложным методом.
Этапы полного цикла
Исходным материалом служит не готовая круглая труба, а металлический штрипс — листы стали нужного сорта, которые поставляются в виде рулонов непосредственно с металлургических заводов. Как правило, используются заготовки из низколегированной или углеродистой стали (не содержит легирующих добавок).
Для изготовления профильной трубы по полному циклу нужно:
- обработать стальной лист. Рулон штрипса следует размотать и порезать на части требуемого размера. Работа выполняется с помощью установки, которая способна нарезать полосы шириной от 5 см. Полученные отрезки сваривают в одну длинную ленту. Впоследствии она наматывается на специальный вращающийся барабан;
- выполнить формовку и сварку для создания круглой заготовки. С барабана лента поступает на формовочный стан. Здесь она сгибается и скручивается так, чтобы получилась длинная круглая труба с открытым швом. Как правило, процесс не предполагает нагрева стали, но иногда лента уже на этом этапе подвергается термической обработке. После того как формовка проведена, заготовка с открытым швом отправляется на сварочный агрегат. Здесь края трубы свариваются с помощью высокочастотных токов. Лишний расплав при этом удается резцами вальцовочного станка. Для охлаждения полученной трубы применяются специальные эмульсионные составы;
- провести профилирование. Уже охлажденный металлопрокат пропускается через вальцы. Это необходимо для придания заготовке идеально круглой формы. Далее труба поступает на профилирующий станок, где она обжимается с четырех сторон. Так получается металлопрокат с нужным сечением — квадратным, прямоугольным и т. п. Для изготовления овальных профильных труб обработка с помощью профилирующего станка не требуется: достаточно пропустить прокат через вальцы с соответствующими регулировками;
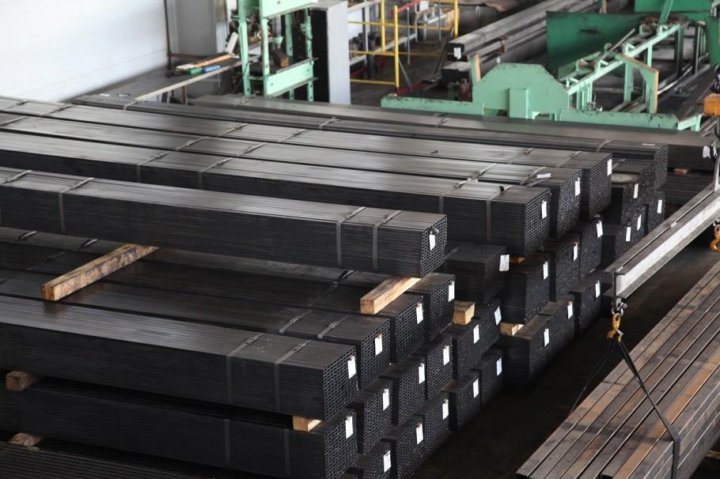
- нарезать длинную трубу на отрезки нужного размера. В ходе выполнения работ заготовка подлежит постоянному охлаждению;
- проверить качество изделия. Швы электросварных конструкций в обязательном порядке тестируются на герметичность. Сначала выполняется вихретоковая дефектоскопия — исследование с помощью дефектоскопа. Аппарат снимает электромагнитные характеристики стали, на которые влияют дефекты сварного шва. Изделия, успешно прошедшие сортировку, поступают на визуальный осмотр. Здесь специалист ищет изъяны, которые дефектоскоп не обнаруживает. Это могут быть механические повреждения и неровности из-за дефектов сварки или неисправных вальцов. На продажу идет только тот товар, который успешно прошел контроль качества. Чтобы снизить количество отбракованных изделий, оборудование производственного цеха также проходит регулярные профилактические осмотры;
- выполнить термообработку. Для повышения прочностных показателей готовый металлопрокат повторно нагревают. Когда раскаленные трубы полностью остывают, выполняются заключительные работы — фасовка. Термическая обработка применяется не во всех цехах: мероприятие усложняет технологию, а также увеличивает время производства и цену продукции. Однако так профильные трубы становятся еще крепче и надежнее.
 С барабана лента поступает на формовочный стан. Здесь она сгибается и скручивается так, чтобы получилась длинная круглая труба с открытым швом. Как правило, процесс не предполагает нагрева стали, но иногда лента уже на этом этапе подвергается термической обработке. После того как формовка проведена, заготовка с открытым швом отправляется на сварочный агрегат. Здесь края трубы свариваются с помощью высокочастотных токов. Лишний расплав при этом удается резцами вальцовочного станка. Для охлаждения полученной трубы применяются специальные эмульсионные составы;
С барабана лента поступает на формовочный стан. Здесь она сгибается и скручивается так, чтобы получилась длинная круглая труба с открытым швом. Как правило, процесс не предполагает нагрева стали, но иногда лента уже на этом этапе подвергается термической обработке. После того как формовка проведена, заготовка с открытым швом отправляется на сварочный агрегат. Здесь края трубы свариваются с помощью высокочастотных токов. Лишний расплав при этом удается резцами вальцовочного станка. Для охлаждения полученной трубы применяются специальные эмульсионные составы; В ходе выполнения работ заготовка подлежит постоянному охлаждению;
В ходе выполнения работ заготовка подлежит постоянному охлаждению;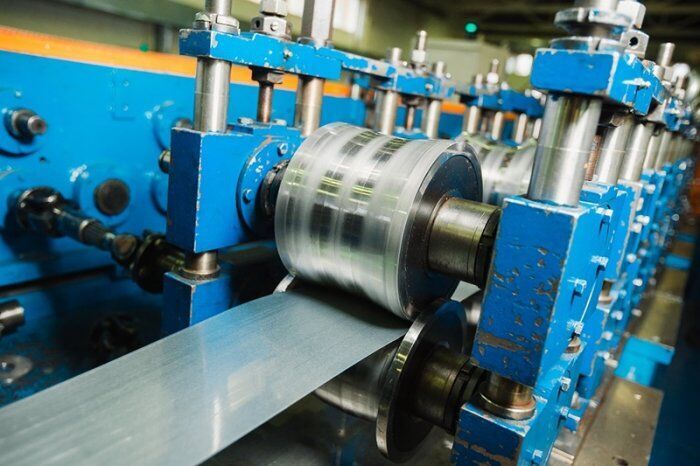 Термическая обработка применяется не во всех цехах: мероприятие усложняет технологию, а также увеличивает время производства и цену продукции. Однако так профильные трубы становятся еще крепче и надежнее.
Термическая обработка применяется не во всех цехах: мероприятие усложняет технологию, а также увеличивает время производства и цену продукции. Однако так профильные трубы становятся еще крепче и надежнее.Правильное выполнение всех описанных действий обеспечивает получение металлопроката, который можно использовать при изготовлении каркасов крупных сооружений, таких как торговые центры, спортивные объекты, ангары и т. п.
Оборудование
Цех следует укомплектовывать исходя из ожидаемых масштабов производства и назначения продукции. Например, при изготовлении профильных труб для небольших рекламных фирм или мебельных фабрик нецелесообразно собирать линии полного цикла. Если же планируются поставки для крупных строительных компаний, потребуется сложный комплекс аппаратов и приспособлений.
Стандартный набор оборудования включает:
- устройство для разматывания и обработки стальных листов;
- прокатный стан, который формует заготовку в круглую трубу;
- оборудование для электросварки;
- аппарат, который срезает кромку сварного шва;
- зона для охлаждения металлопроката;
- профилировочный станок;
- нож по металлу для нарезки готовых труб из длинной заготовки;
- ванна для оцинковки.
Набор оборудования в цехе для изготовления профильных труб напрямую влияет на степень автоматизации производства. Бывают станки с ручным и электрическим приводом. Если предприятие ориентировано на массовое производство, закупаются аппараты с наиболее высокой автоматизацией.
О компании «ОРИОН-Металл»
Мы работаем с 2005 г. и поставляем профильные трубы любой формы, сечения и размера, изготовленные по ГОСТ. Возможен заказ металлопроката для возведения теплиц, заборов, подсобных сооружений, строительства коттеджей, высотных зданий и других объектов. В нашем ассортименте вы точно найдете нужную профильную трубу. Ознакомиться с каталогом можно здесь.
Инструмент для производства труб, труб и профильных валков в отраслевом справочнике
Вверх > Инструменты и услуги по производству инструментов > Инструменты и штампы > Инструменты для прокатки труб, труб и профилей
Связанные руководства для покупателей
- Инструменты для покупателей Руководство
Результаты: 32
Addison Machine Engineering Inc. | Ридсбург, Висконсин |
| Camtek Division of Vero0019 | Covington, GA |
| Ceradyne Inc. | Costa Mesa, CA United States |
| Comet Roll & Machine Co. | Addison, IL |
| EUROLLS S.p.A. | Udine, Италия |
| FD Machinery | Кливленд, Огайо, США |
| Gem Tool Corp. | Южный Милуоки, Висконсин, США |
| GMS Tool Co. | Ann Arbor, MI United States |
| HST Metals Co. Ltd. | Shenyang, Liaoning China |
| Infinity Asset Solutions Inc. | Concord, ON |
| Johnston Mfg. Co. Inc. | Mentor, OH США |
| Kent Corporation | North Royalton, OH |
Mill Masters Inc. | Jackson, TN United States |
| Mithrel Inc. | Millgrove, ON |
| MTM America | Bethesda, MD United States |
| Names Group | Akron, OH United Штаты |
| New Form Tools Ltd. | Stratford, ON Canada |
| Randolph Tool Co. Inc. | Хартвилл, Огайо |
| Roll-Kraft | Ментор, Огайо США |
| Rollform Equipment Pvt. Ltd. | Distt Ghaziabad, UP Индия |
| Sabila S.r.l. | San Giovanni Teatino, CH Италия |
| Schmiedewerke Groeditz GmbH | Groeditz, Германия |
| Servo-Robot Corp. | Mequon, WI United States |
| SEUTHE GmbH | Hemer, Germany |
SST Forming Roll Inc. | Buffalo Grove, IL |
| Steelcraft Tool Co. | Livonia, MI |
| T&H Lemont | Countryside, IL |
| Tube Forming & Machine Inc. | Оскода, Мичиган США |
| Unimac S.r.l. | Венеция, Италия |
| Unitherm Inductoweld (Индия) Pvt. Ltd. | Noida, UP Индия |
| Victory Tools Inc. | Брансуик, Джорджия США |
| Yoder – A Member of Formtek Group | Кливленд, Огайо 4 4 0000 Наш профиль | bakrie-pipe.com | Ведущий производитель, завод и поставщик трубной стали в Индонезии PT Bakrie Pipe Industries является первым, крупнейшим и ведущим производителем стальных труб, который производит различные стальные трубы в Индонезии. Имея общую площадь 25 га, расположенную в Бекаси – Западная Ява, BPI управляет 5 заводами по производству труб различной мощности. Все заводы поддерживаются современными технологиями и новейшими производственными машинами с применением высокочастотной электросопротивления или высокочастотной электроиндукционной сварки и способны производить трубы диаметром от ½ до 24 дюймов с толщиной стенки от 1,5 до 15,9 мм. мм и максимальный класс Х65/450 МПа. Наши заводы способны производить все спецификации API 5L и 5 CT, включая все стандартные спецификации, такие как ASTM A-139, ASTM A53 и ASTM A252, SNI 0039:2013, SNI 0068:2013,SNI 8052:2014, JIS G 3444, STK-400, а также специальные требования проекта, такие как DNV OS-F11. Наша продукция полностью сертифицирована и соответствует международным стандартам качества и безопасности, таким как сертификация API 5 L, ISO 9.001:2015 Сертификация качества. OHSAS 18001:2007 и ISO 140001: 2015. Имея около 500 сотрудников, в основном в техническом отделе на перерабатывающем заводе и в полевых условиях, BPI систематически способна достигать высокой производительности около 310 000 тонн в год. Наши трубопроводы поддерживаются гальваническим заводом, химической и механической лабораторией, а также оборудованием для нанесения покрытий, которые могут наносить однослойное покрытие FBE, двухслойное покрытие FBE, 3LPE и 3LPP для размеров труб с наружным диаметром от 3 дюймов до 48 дюймов с максимальной толщиной 25 мм. |
 Bakrie Pipe стремится быть производителем, промышленностью и поставщиком стальных труб, который предоставляет качественные стальные трубы для ваших нужд. Являясь одной из дочерних компаний PT Bakrie Brothers Tbk, основанной в 1981 году, PT Bakrie Pipe Industries (BPI) становится крупнейшим и известным производителем стальных труб в Индонезии.
Bakrie Pipe стремится быть производителем, промышленностью и поставщиком стальных труб, который предоставляет качественные стальные трубы для ваших нужд. Являясь одной из дочерних компаний PT Bakrie Brothers Tbk, основанной в 1981 году, PT Bakrie Pipe Industries (BPI) становится крупнейшим и известным производителем стальных труб в Индонезии. Кроме того, у нас также есть установка для продольной дуговой сварки под флюсом, расположенная в Лампунге, с производительностью 12 000 тонн в год и возможностью производства трубопроводов от 24 до 48 дюймов, начиная с толщины от 7,90 мм до 31,8 мм, в спецификации производства труб высокого класса. API Apec 5L X80.
Кроме того, у нас также есть установка для продольной дуговой сварки под флюсом, расположенная в Лампунге, с производительностью 12 000 тонн в год и возможностью производства трубопроводов от 24 до 48 дюймов, начиная с толщины от 7,90 мм до 31,8 мм, в спецификации производства труб высокого класса. API Apec 5L X80.