Станина станка токарного: Ошибка 404. Страница не найдена — Объявления на сайте Авито
alexxlab | 27.02.1988 | 0 | Разное
определение, виды, устройство, назначение, ремонт
У самого маленького настольного станка и огромного прокатного стана есть общая деталь — это станина. На нее крепятся все его подвижные и неподвижные узлы и детали. Станины изготавливают из прочных сплавов, ведь они выдерживать не только вес танка, но и усилия, возникающие в процессе его работы. Со временем станины изнашиваются, для продления жизни станка их подвергают обновляющему ремонту.
Содержание
Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.


Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.
Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости.
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
При выборе сечения станин для фрезерного станка предпочтения отдают трапециевидным формам, наилучшим образом передающим и распределяющим как весовые, так и рабочие нагрузки от деталей и узлов крупных и тяжелых механизмов.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.
Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.
Технические требования к станинам
Технические требования формируются с целью достижения соответствия фактических эксплуатационных качеств станка и проектных требований. Требуется также обеспечить баланс между показателями производительности и себестоимостью изготовления изделия.
Отдельный важный раздел технических требований- это требования к материалам, из которых должна быть изготовлена одна из самых важных деталей станка. Регламентируются:
Регламентируются:
- марка сплава;
- физико-механические и химические свойства;
- однородность структуры, прочность и упругость как в общем, как и отдельно в наиболее важных и нагруженных местах;
- твердость материала направляющих.
Еще один раздел требований — геометрия конструкции. От точности соблюдения размеров, особенно направляющих, зависит точность работы всего станка. Они служат для перемещения рабочих органов, непосредственно обрабатывающих изготовляемое изделие. Не менее важно соблюдение точности изготовления рабочих столов, разметочных плит и других видов оснастки для размещения, закрепления и перемещения заготовок.
Станина станка является точкой (или точками) отсчета координат при разметке и обработке изделия.
Геометрическими требованиями регламентируются как сами размеры, так и их предельные отклонения, параллельности поверхностей, предельно допустимые показатели изогнутости направляющих, углы уклона и радиусы сопряжения.
Немаловажный раздел требований относится к вибропоглощению и шумоизоляции. В нем описываются предельно допустимые показатели по механическим колебаниям конструкций станка на различных частотах, уровни передаваемых на фундамент вибраций. Для шумопоглощения используются специальные покрытия, наносимые как на наружные, так и на внутренние поверхности корпуса и ребер.
Металлы для производства станины и их основные свойства
Из какого материала делают станины станков? Традиционно основными материалами для изготовления станин различного оборудования служили металлы и их сплавы.
В XVII-XX веках наибольшей популярностью пользовался чугун. Он и сегодня сохраняет лидирующее положение, но постепенно отступает под натиском различных сортов стали, сплавов легких металлов, пластиков и композитных материалов.
Учитывая общую тенденцию к снижению массы и габаритов оборудования и повышению их эффективности, перед прогрессивными материалами открываются широкие перспективы.
Для станин легких и средних станков такая замена проходит опережающими темпами. Для тяжелого оборудования значительная часть функций станин переходит к армированному современными материалами железобетону фундамента.
Однако для высоконагруженных станков и производственных комплексов, таких, как прокатные станы, тяжелые прессы, кузнечные станки и сталелитейное оборудование, специальные марки чугуна по-прежнему вне конкуренции.
Его уникальная способность выдерживать большие статические нагрузки, высокая прочность направляющих и коррозионная стойкость выгодно отличают чугун от конкурирующих материалов. Чугунные сплавы с шаровидным графитом, модифицированные с помощью цериевых присадок, обладают такими же эксплуатационными характеристиками, как сталь и существенно дешевле в производстве.
Устройство станины
Основные компоненты конструкции станины токарного станка видны из чертежа станины в разрезе:
- опорная поверхность;
- продольные ребра;
- поперечные ребра, связывающие между собой продольные;
- направляющие, имеющие форму призмы;
- плоские направляющие, предназначенные для крепления бабок и перемещения суппортов.
Ребра формируются в процессе отливки заготовки под станину станка
Сечение призматических направляющих может принимать различные формы, исходя из направлений возникающих в процессе работы усилий и их величины. Обе направляющих обязательно должны быть строго параллельны в пространстве и иметь идеально гладкую и ровную опорную поверхность. В противном случае о точности обработки деталей на станке не может быть и речи.
Для достижения такого результата их подвергают высокоточной фрезеровке либо обрабатывают на строгальном станке. Далее проводится шлифовка и шабрение. В ходе этой обработки осуществляется неоднократный контроль геометрических показателей на соответствие требованиям технических условий. Окончательная проверка осуществляется после сборки станка и установки на него подвижных деталей и узлов.
Окончательная проверка осуществляется после сборки станка и установки на него подвижных деталей и узлов.
Основное назначение
Назначение станины определяется ее ролью среди компонентов станка.
Она является одной из основных деталей и предназначена для выполнения следующих функций:
- крепление и размещение в определенном пространственном порядке всех остальных деталей и узлов изделия;
- восприятие, распределение и передача на фундамент статических и динамических нагрузок, вызываемых весом деталей и возникающих в процессе работы станка;
- создание условий для перемещения рабочих органов станка и заготовок с необходимой точностью по направляющим и рабочим столам.
Кроме того, она выполняет и вспомогательные функции — защиту элементов конструкции от воздействия внешней среды.
Ремонт станины
Несмотря на высокое качество материалов и точность изготовления, во время работы станина испытывает значительные нагрузки и неминуемо изнашивается. Наиболее заметны эти процессы на поверхности направляющих, теряющей свои геометрические и прочностные свойства.
Наиболее заметны эти процессы на поверхности направляющих, теряющей свои геометрические и прочностные свойства.
Для восстановления рабочих свойств проводится периодический или внеплановый ремонт направляющих. Для выполнения операции шабрения со станка снимаются движущиеся части, а сама станина закрепляется на жестком массивном фундаменте. Далее операция проводится в следующей последовательности:
- проверяется линейность продольного и поперечного профиля с использованием рамного уровня;
- если отклонение превышает 0,02 мм на погонный метр, проводят шабрение одной из направляющих с применением линейки и краски для поверки;
- параллельно контролируется степень извернутости;
- после доведения отклонения до заданных значений переходят ко второй направляющей.
После шабрения проводят шлифовку поверхности.
Шлифовка направляющих
В ходе шлифовки выполняют операции в такой последовательности:
- запиливают и зачищают поверхностные забоины и задиры;
- станину закрепляют на плите продольно — строгальной установки;
- уложенным на уровне задней бабки уровнем измеряют степень извернутости направляющих;
- при необходимости корректируют провисание конструкции с помощью компенсирующих прокладок и клиньев;
- повторно измеряется извернутость, результаты измерений должны совпасть с первоначальными;
- поверхность направляющих шлифуется мелокоабразивной шлифовальной чашей.

После восстановления поверхности направляющих станок монтируется на собственный фундамент и на него крепятся ранее снятые подвижные части.
За срок службы станка такую операцию выполняют несколько раз, возвращая его к активному производственному применению
Производим ремонт станины станков | Запчасти, комплектующие и узлы к станкам
Производим ремонт станин токарно-винторезных станков различных серий, который также включает в себя шлифовку станины, изготовление ходового винта.
Токарный станок – яркий представитель металлорежущего оборудования. В процессе длительной эксплуатации, благодаря высоким нагрузкам он подлежит неизбежному износу и постепенно выходит из строя. Одним из признаков критических показателей износа считается снижение точности металлообработки, однако это не является поводом для замены оборудования. Квалифицированный капитальный ремонт всегда поможет вернуть его «к жизни» и восстановить работоспособность станка.
Конструктивно станки токарной группы представлены различными узлами, отличающимися своим функциональным назначением. В той либо иной степени износ касается каждого из них, да и сложность восстановления зависит от степени повреждений. Одной из специфичных операций входящих в состав любого капитального ремонта считается ремонт станины токарного станка, гарантирующий качество его дальнейшей работоспособности.
Станина станка
Одой из основных составляющих токарного станка принято считать его станину. Расположенная на двух тумбах она представляет собой жесткое основание, обеспечивающее компоновку и функциональное взаимодействие между собой всех основных узлов станка. Конструктивно станина имеет две продольные взаимно параллельные стенки, усиленные поперечными ребрами жесткости. Для большей прочности и массивности основа токарного станка, как правило, отливается из чугуна.
В левой части станины крепится передняя (шпиндельная) бабка и коробка подач, обеспечивающая вращение ходового винта. Вдоль верхней плоскости станины расположены параллельные направляющие, по которым передвигаются задняя бабка и каретка суппорта. В зависимости от модели токарного станка поперечное сечение направляющих может существенно отличаться. Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
Вдоль верхней плоскости станины расположены параллельные направляющие, по которым передвигаются задняя бабка и каретка суппорта. В зависимости от модели токарного станка поперечное сечение направляющих может существенно отличаться. Опорные плоскости бывают прямоугольными, трапецеидальными и треугольными, кроме того направляющие должны обладать высокой прочностью на изгиб.
За точность металлообработки токарного станка отвечает состояние именно направляющих, в частности:
- точность обработки рабочих поверхностей;
- параллельность и прямолинейность.
От этих характеристик зависит главное – перемещение суппорта, а точнее режущего инструмента вдоль оси вращающейся заготовки без толчков и отклонений.
В процессе эксплуатации токарного оборудования основная нагрузка ложится на направляющие станин. Фактически ремонт основы представляет собой ремонт направляющих станин токарных станков, поскольку именно эти составляющие подлежат износу. Зачастую восстановление станины в ходе капитального ремонта сопровождается параллельной заменой ходового винта и вала.
Зачастую восстановление станины в ходе капитального ремонта сопровождается параллельной заменой ходового винта и вала.
Особенности ремонта станины
Ремонт станины станка достаточно сложная процедура, связанная, прежде всего с габаритами восстанавливаемого объекта. Основными технологическими приемами при восстановлении направляющих считаются строгание, фрезеровка, шлифовка, шабрение, протягивание и другие способы металлообработки. Выбор способа зависит от различных факторов, среди которых следует отметить:
- твердость материала направляющих;
- состояние и степень износа станины;
- техническую оснащенность ремонтной базы;
- подготовленность персонала.
Среди наиболее распространенных способов восстановления состояния направляющих можно выделить обработку поверхностей строганием, шабрением и шлифованием. Каждый из них отличается своими требованиями, например, наиболее трудоемкое шабрение целесообразно при малых износах. Более универсальным и менее затратным по времени считается шлифовка станины токарного станка, причем эта технология применима даже для восстановления закаленных высокопрочных направляющих. Обеспечивая отличные характеристики точности и чистоты обработки, шлифовка является эффективным способом ремонта станин. А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
Более универсальным и менее затратным по времени считается шлифовка станины токарного станка, причем эта технология применима даже для восстановления закаленных высокопрочных направляющих. Обеспечивая отличные характеристики точности и чистоты обработки, шлифовка является эффективным способом ремонта станин. А, учитывая возможность обработки закаленных направляющих, в большинстве случаев метод считается безальтернативным.
На практике шлифовка станин токарных станков производится в несколько этапов и должна включать следующие операции:
- тщательную зачистку всех задиров и забоин;
- надежную фиксацию на столе продольно-строгального станка, с соблюдением параллельности поверхностей с направлением движений;
- контролируется состояние направляющих на предмет их извернутости.
На следующем этапе приступают непосредственно к шлифовке этих элементов станины.
Специалисты нашего завода быстро и качественно произведут капитальный ремонт, включая шлифовку станины токарного станка, цена которой доступна любому заказчику. Отремонтированные нашими специалистами станки полностью восстанавливают работоспособность, по своим характеристикам полностью соответствуя новому оборудованию.
Отремонтированные нашими специалистами станки полностью восстанавливают работоспособность, по своим характеристикам полностью соответствуя новому оборудованию.
Устройство токарного станка по металлу – схема и основные узлы
- Как устроены станина и передняя бабка станка
- Назначение задней бабки токарного оборудования
- Шпиндель как элемент токарного станка
- Строение суппорта
- Электрическая часть токарного станка
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.
Основные части токарного станка по металлу
- Передняя бабка
- Задняя бабка
- Суппорт
- Приводные валы
- Рычаг переключения скоростей
- Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское.
Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др.
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.
Вращающийся центр КМ-2 настольного токарного станка Turner-250
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.
Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов.Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Устройство токарного станка — РИНКОМ
Устройство токарного станка — РИНКОМГлавная
Статьи
Устройство токарного станка Устройство токарного станка
25 апреля 2022
Гирин Кирилл
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
В материале:
- Станина
- Передняя бабка
- Суппорт
- Верхняя часть
- Нижняя часть
- Подающий механизм
- Фартук
- Задняя бабка
- Разновидности токарных станков
- Многорезцовые станки
- Карусельные станки
- Затыловочные
- Винторезные
- Револьверные
- Универсальные
- Станки с ЧПУ
- Обслуживание станков
Рис. 1 Типовой токарный станок
1 Типовой токарный станок
Устройство токарных станков имеет схожие черты. Типовое оборудование включает следующие компоненты:
- станина;
- передняя бабка;
- суппорт;
- подающий механизм;
- фартук;
- задняя бабка.
Возможно наличие прочих элементов, обусловленных схемой токарного станка.
Станина
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
- призматические – для перемещения суппортов;
- плоские – для работы с задней бабкой.
Станина располагается на опорных ножках. Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Рис. 2 Станина
Передняя бабка
Передняя бабка отвечает за фиксацию и вращение заготовки. Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Шпиндель и 2 подшипника передают крутящий момент на патрон. Они имеют установленную размерность, рассчитаны на работу при определенной скорости.
Рис. 3 Шпиндель передней бабки
Блок управления предназначен для настройки станка. Он содержит переключатели, рычаги и прочие управляющие компоненты. С их помощью токарь выбирает режим работы оборудования.
Рис. 4 Блок управления передней бабки
Редуктор представлен набором шестерней. Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Рис. 5 Редуктор токарного станка внутри передней бабки
Некоторые производители выпускают комплекты сменных шестерней. Они позволяют изменить крутящий момент в соответствии с потребностями токаря.
Рис. 6 Шестерни для редуктора
Точность выполнения работ во многом зависит от состояния перечисленных узлов. Биение шпинделя и сбои в передаточном механизме снизят качество обработки материала, приведут к появлению дефектов.
Суппорт
Конструкция токарного станка предполагает наличие суппорта. Элемент состоит из двух частей: верхней и нижней.
Верхняя часть
Верхняя часть суппорта фиксирует резцы и прочий инструмент для обработки заготовок. Наличие механизмов подачи позволяет плавно перемещать резец, контролируя объем удаляемого материала.
Рис. 7 Верхняя часть суппорта токарного станка
Резцы подбираются индивидуально. Мастер учитывает:
- конфигурацию станка;
- параметры обрабатываемого материала;
- геометрию резца.
Чтобы купить резцы для токарных станков, посетите соответствующий раздел каталога «РИНКОМ». Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Рис. 8 Набор резцов с твердосплавными напайками для токарного станка
Нижняя часть
Нижняя часть суппорта представлена опорными салазками. Они служат для перемещения элемента в рамках призматической направляющей на станине.
Рис. 9 Нижняя часть суппорта, установленная на направляющие
Подающий механизм
Подающий механизм управляет движением суппорта. Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Подающие механизмы автоматизированных станков оснащены валиком и винтом. Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Рис. 10 Токарный станок с автоматизированным подающим механизмом
Фартук
Узел, связывающий суппорт с зубчатой рейкой и ходовым винтом. Управляющие элементы фартука токарного станка вынесены в лицевую часть. Это повышает удобство управления оборудованием, снижает риск травм.
Рис. 11 Фартук токарного станка
Задняя бабка
Задняя бабка используется для закрепления длинномерных деталей, высверливания отверстий, снятия фасок и прочих операций. Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Рис. 12 Задняя бабка токарного станка
Разновидности токарных станков
Принцип устройства и работы токарного станка во многом зависит от исполнения. Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Многорезцовые станки
Многорезцовые станки выполняют сложные операции. Они обеспечивают комплексное воздействие на деталь, изготавливают изделия с переменной геометрией для особых нужд.
Оборудование используется для решения следующих задач:
- высверливание отверстий;
- нарезание резьбы;
- точение;
- подрезка отдельных элементов;
- затачивание;
- развертывание;
- зенкерование.
Устройства имеют внушительные габариты, обладают высокой производительностью.
Рис. 13 Многорезцовый станок
Карусельные станки
Группа станков для работы с деталями большой массы и диаметра. Действия выполняются в вертикальной плоскости, что требует определенной подготовки от персонала.
Перечень проводимых операций:
- обработка конических и цилиндрических поверхностей;
- подготовка пазов;
- шлифование;
- фрезерование.
Возможна подготовка особо крупной резьбы для деталей промышленного назначения.
Рис. 14 Карусельный станок
Затыловочные
Разновидность токарных станков, работающих с зубьями инструментов и шестерней. Техника характеризуется особой конструкцией суппорта, упрощающей выполнение целевых операций. При обработке допускаются вращательные и возвратно-поступательные движения.
Рис. 15 Затыловочный станок
15 Затыловочный станок
Винторезные
Наиболее простые и доступные станки. Оборудование снимает фаски, протачивает канавки, высверливает отверстия и выполняет прочие операции. Рациональное устройство, надежность и долговечность сделали технику завсегдатаем школ, колледжей и частных мастерских.
Рис. 16 Токарно-винторезный станок
Револьверные
Станки для работы с заготовками из калиброванного прутка, названные благодаря особому держателю. Оборудование использует множественные режущие элементы в рамках единовременной и последовательной обработки.
Посредством револьверного станка выполняется ряд операций:
- точение;
- зенкерование;
- сверление;
- нарезание резьбы;
- развертывание.
Возможно проведение работ, связанных с расточкой отверстий.
Рис.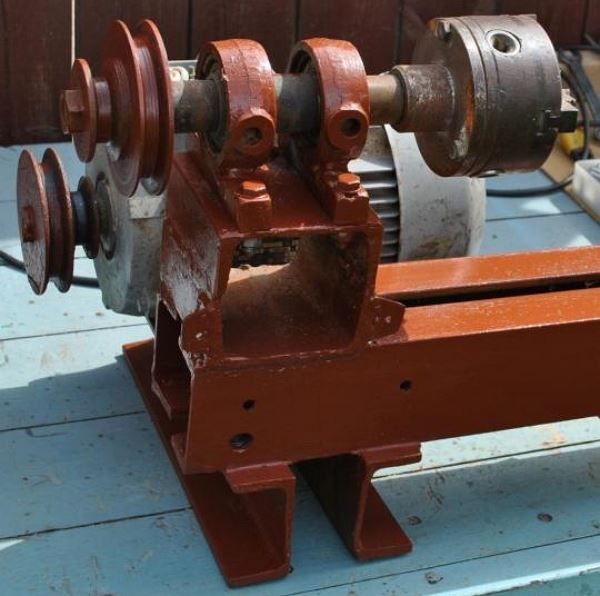 17 Револьверный станок
17 Револьверный станок
Револьверные
Станки для выполнения различных операций. Как правило, они изготавливаются на базе винторезных устройств. Это упрощает работы по модернизации и обслуживанию, снижает общую стоимость оборудования.
Продукция различается по следующим параметрам:
- мощность привода;
- предельная скорость вращения заготовки;
- максимальные размеры обрабатываемых деталей;
- масса и габариты станка;
- класс точности.
Для определения последнего параметра используются буквенные обозначения: С – особая точность, В – высокая точность, Н – нормальная точность, А – особо высокая точность. Техника повышенной точности обозначается буквой П.
Рис. 18 Универсальный токарный станок
Станки с ЧПУ
Станки с числовым программным управлением используются для комплексной обработки заготовок. Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Рис. 19 Станок с числовым программным управлением
Обслуживание станков
Токарные станки, вне зависимости от исполнения, требуют своевременного обслуживания. Мероприятия включают чистку компонентов, контроль уровня смазки, проверку соосности узлов и многое другое. Одна из ключевых операций – замена режущих элементов. Использование сертифицированных резцов для токарного станка гарантирует высокую точность операций, сокращает эксплуатационные и временные потери.
Рис. 20 Обслуживание токарного станка
Качественно обслуженное оборудование обеспечивает бесперебойную работу предприятия, снижает риск производственного травматизма, повышает эффективность труда.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
1 августа 2022
Инструментальная сталь
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
4 апреля 2022
Удельный вес стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
| ||||||||||||||||||||||||||
|

 Мы также улучшили технические характеристики станка, такие как законченность форм, идеальная гладкость поверхности, высокая точность обработки и др. Использование осей C и Y расширяет диапазон возможностей многофункционального токарного станка серии HTCn.
Мы также улучшили технические характеристики станка, такие как законченность форм, идеальная гладкость поверхности, высокая точность обработки и др. Использование осей C и Y расширяет диапазон возможностей многофункционального токарного станка серии HTCn.
 Универсальный и многофункциональный станок разработан с применением новейших технологий производства, что делает его широко востребованным и довольно конкурентноспособным на рынке.
Универсальный и многофункциональный станок разработан с применением новейших технологий производства, что делает его широко востребованным и довольно конкурентноспособным на рынке.  , подходит для обработки заготовок с цилиндрической, дугообразной, конической поверхностью, благодаря чему широко востребован в автомобильной, военной, аэрокосмической, железнодорожной промышленности.
, подходит для обработки заготовок с цилиндрической, дугообразной, конической поверхностью, благодаря чему широко востребован в автомобильной, военной, аэрокосмической, железнодорожной промышленности. 
 Наличие радиусной компенсации позволяет использовать станок для обработки кривых поверхностей различных форм.
Наличие радиусной компенсации позволяет использовать станок для обработки кривых поверхностей различных форм. ru
ruСтанины Станков коды ТН ВЭД 2022: 8458118000, 8458918009, 8466928000
🔥 Поставщики Станин станков
Если вы ищите проверенных поставщиков: то можете их посмотреть на крупнейшем портале: производство станин станков b2b-postvaki.ru. Страны импортеры: ЧЕХИЯ, ГЕРМАНИЯ, ФРАНЦИЯ, УКРАИНА, НИДЕРЛАНДЫ, ЧЕШСКАЯ РЕСПУБЛИКА, ИТАЛИЯ, ТУРЦИЯ, КОРЕЯ ЮЖНАЯ, ИСПАНИЯ, КИТАЙ, ТАЙВАНЬ, ПОЛЬША, ВЕЛИКОБРИТАНИЯ, США
Примеры компаний производящих продукцию
- Jinn Fa Machine Industrial Co., Ltd.
- YI-DA PRECISION MACHINERY CO., LTD.
- Jinn Fа Machine lndustrial Со., Ltd
- фирма AODISI ELECTRIAL CO.,LTD.
- COMAC s.r.o.
💁 Логистические компании и таможенные брокеры
Вы можете позвонить или отправить запрос на просчет вашего груза (Станин станков) в следующие компании:
Компания “ПрофиВЭД”: Таможенное оформление, Аутсорсинг ВЭД, Логистика, Сертификация товара
Консультирует: Устинова Ульяна, специалист ВЭД, опыт более 7 лет
Консультация в офисе в Москве: Рязанский проспект, 8А, стр. 14, БЦ Рязанский
14, БЦ Рязанский
email: [email protected]
тел: +7 (495) 926-79-66
Гришина Ольга
БюроИмпорта: https://buroimporta.ru
email: [email protected]
тел: +7 (495) 419-26-52
Олеся
Импорт в Россию: https://import-v-rossiu.ru
email: [email protected]
тел: +7 (499) 702-62-33
Если вы сами брокер или у вас хорошие цены по логистики. Присылайте ваши условия, отзывы, рекомендации и мы вас добавим: [email protected]
🇷🇺Станины Станков экспорт
Вы можете прочитать статью или заказать консультацию по экспорту вашего товара через крупнейшую компанию, которая позволяет находить покупателей на вашу продукцию – каталог по покупателя ЭкспортВ – Станины станков покупатели
Примеры соответствия товара коду товарная номенклатура внешнеэкономической деятельности (2022)
| Название товара в декларации | Код ТН ВЭД |
|---|---|
| Станок токарный с наклонной станиной | 8458118000 |
| Оборудование металлообрабатывающее: токарный станок с ЧПУ с наклонной станиной | 8458918009 |
| Оборудование металлорежущее: токарные станки c числовым программным управлением с наклонной станиной | 8458918009 |
Запасные части для фрезерного станка Mistral 900: фенопластовый вакуумный стол (станина) Контракт № 11/11 от 18. 02.2011 г., инвойс № 3004-3 от 04.10.2011 г. 02.2011 г., инвойс № 3004-3 от 04.10.2011 г. | 8466928000 |
| Токарный станок с ЧПУ с горизонтальной станиной | 8458118000 |
| Станки металлообрабатывающие: токарные станки c числовым программным управлением с наклонной станиной | 8458918009 |
| Лущильный станок без ЧПУ, горизонтального типа, с механическим приводом, на станине, для установки на полу, модели: WWXQ170SY, WWXQ170SY-M, торговые марки: «JIN LUN», «JINLUN MACHINE». | 8465960000 |
| Станки деревообрабытывающие не бытового назначения : станки фрезерные, фрезерная приставка ; станки сверлильные, долбежные,сверлильно-фрезерная станина, сверлильно-фрезерная приставка,станки сверлильно-фрезерные, станки р | 8465920000 |
| Станок токарный с горизонтальной станиной с ЧПУ | 8458118000 |
| Оборудование металлообрабатывающее: фрезерный станок станинного типа с ЧПУ | 8459590000 |
| Станок ротационно-ковочный металлообрабатывающий в составе: ротационно-ковочный узел (станина, привод, пульт управления, принадлежности), ручное устройство подачи заготовок, печь EF-N-105S | 8463900000 |
| Станок токарный с горизонтальной станиной с числовым программным управлением | 8458118000 |
| Оборудование металлообрабатывающее: Токарный станок горизонтальный с числовым програмным управлением и наклонной станиной марки HYUNDAI-KIA MACHINE модель L150LMA | 8458112000 |
| Оборудование металлообрабатывающее: станки токарные многоцелевые с ЧПУ одношпиндельные горизонтальные с наклонной станиной, модели: DL-32M; DL-30M, торговая марка «DMTG» | 8458112000 |
| Станки металлообрабатывающие: токарный станок с наклонной станиной и ЧПУ, многоцелевой | 8458112000 |
| Оборудование деревообрабатывающее: многопильный станок, станки пильные обрезные со станиной, многопильный станок для изготовления мебельных заготовок, станки пильные дисковые для распилки круглого леса, формовочные машины | 8465912000 |
| Оборудование металлообрабатывающее: токарный станок горизонтальный с наклонной станиной с ЧПУ | 8458112009 |
| Оборудование металлообрабатывающее: Токарный станок с наклонной станиной модели: AVIAturn 35, AVIAturn 35M, AVIAturn 35SM, AVIAturn 50, AVIAturn 50M, AVIAturn 50SM, AVIAturn 50MY, AVIAturn 50SMY, AVIAturn 63, AVIAturn 63M, | 8458112000 |
| Оборудование металлообрабатывающее: токарный станок с ЧПУ и наклонной станиной модели Eagle Dugard 100, серийный номер D0141002 | 8458112000 |
| Горизонтальный фрезерный станок модель PERFORM MMS 8008 тип Large 88, заводской номер № 213002, СЧПУ SINUMERIK 840D SL включающий: – Станина – Подвижный фрезерный узел: 3 линейных оси (X,Y и Z), 2 круговых оси (А и В), 1 п | 8459619009 |
| Оборудование деревообрабатывающее: линия для ламинирования панелей в составе: Роликовый конвеер 3 штуки, фрезерный станок, щеточный станок, ламинирующий станок, отрезной станок, прикатывающая станина, плавильная система | 8465990000 |
| Станок токарный с ЧПУ с наклонной станиной, модели: 1750Ф3, 1750Ф4, 1Р250Ф3, 1Р250Ф4 | 8458918009 |
| Комплекты запасных частей для деревообрабатывающих станков “Biesse” (модули, упоры, ножи, цилиндры, ручки, ролики, шпонки, переключатели, пластины, ремни, втулки, панели, направляющие, станины, фланцы, наконечники, стерж | 8466928000 |
| Оснастка технологическая: оснастка технологическая для токарного станка с ЧПУ с наклонной станиной мод LT-52: комплект резцедержателей для гидравлической револьверной головкой 12Т | 8466209100 |
26 “L X 18” D Токарный станок с наклонной станиной с ЧПУ – Tommy Industrial
IRONWORKER LLC УСЛОВИЯ ПРОДАЖИ
Настоящие условия применяются ко всем заказам, заключенным между любым дистрибьютором или любым конечным пользователем Товаров, в зависимости от обстоятельств («Покупатель») и ООО МЕТАЛЛУРГ. (“Продавец”). Настоящие положения и условия и любая форма коммерческого предложения Продавца, представленная вместе с ним или отдельно, в дальнейшем вместе именуются «Соглашение». Продавец должен принимать заказы, продавать Товары и вести бизнес только на этих условиях. Любые дополнительные или отличные условия в заказе на покупку Покупателя или другой документации о покупке считаются существенными изменениями настоящего Соглашения, и Продавец настоящим уведомляет о своем возражении против них. Термин «Товары» означает все товары, проданные и/или предоставленные Продавцом Покупателю, будь то товары, материалы, продукты, которые должны быть изготовлены и доставлены, услуги, которые должны быть оказаны, или любое их сочетание.
(“Продавец”). Настоящие положения и условия и любая форма коммерческого предложения Продавца, представленная вместе с ним или отдельно, в дальнейшем вместе именуются «Соглашение». Продавец должен принимать заказы, продавать Товары и вести бизнес только на этих условиях. Любые дополнительные или отличные условия в заказе на покупку Покупателя или другой документации о покупке считаются существенными изменениями настоящего Соглашения, и Продавец настоящим уведомляет о своем возражении против них. Термин «Товары» означает все товары, проданные и/или предоставленные Продавцом Покупателю, будь то товары, материалы, продукты, которые должны быть изготовлены и доставлены, услуги, которые должны быть оказаны, или любое их сочетание.
Цена. Если на лицевой стороне настоящего документа указано какое-либо ценовое предложение, такое ценовое предложение действительно только в течение тридцати (30) дней с даты такого предложения. После этого цена Товаров, проданных по настоящему Соглашению, будет ценой Продавца, действующей на дату отгрузки. Все цены указаны на условиях F.O.B., дистрибьюторской сети Продавца, если не указано иное. Если какое-либо ценовое предложение включает доставку или фрахт любого рода, покупатель несет ответственность за любую сумму, превышающую указанную сумму. Если фактическая стоимость доставки или фрахта меньше указанной суммы, выручка считается заработанной.
Все цены указаны на условиях F.O.B., дистрибьюторской сети Продавца, если не указано иное. Если какое-либо ценовое предложение включает доставку или фрахт любого рода, покупатель несет ответственность за любую сумму, превышающую указанную сумму. Если фактическая стоимость доставки или фрахта меньше указанной суммы, выручка считается заработанной.
Цены также не включают федеральные, региональные или местные налоги или другие государственные сборы, связанные с продажей, покупкой, производством, доставкой, хранением, переработкой, использованием или потреблением любых Товаров, указанных в настоящем документе. Цены указаны и оплачиваются в долларах США.
Аннулирование. Покупатель не может приостанавливать или отменять заказы, размещенные у Продавца, кроме как с предварительного письменного согласия Продавца и только в том случае, если Покупатель возмещает Продавцу все убытки, понесенные в связи с такой приостановкой или отменой, включая, помимо прочего, все случайные и косвенные убытки и расходы, возникающие в связи с этим. Указание Покупателя приостановить или отменить любой заказ может рассматриваться как отказ, в результате чего Покупатель несет немедленную ответственность за убытки, расходы и другой понесенный ущерб.
Указание Покупателя приостановить или отменить любой заказ может рассматриваться как отказ, в результате чего Покупатель несет немедленную ответственность за убытки, расходы и другой понесенный ущерб.
Доставка. Право собственности и риск потери Товара переходят к Покупателю после доставки Товара Продавцом обычному перевозчику для доставки. Если Покупатель не указывает инструкции по доставке, Покупатель настоящим уполномочивает Продавца организовать доставку от имени Покупателя, и Покупатель несет ответственность за все расходы и расходы, связанные с этим. Все временные рамки, указанные Продавцом в устной или письменной форме, являются добросовестными оценками ожидаемой даты доставки Товаров. Продавец должен прилагать коммерчески разумные усилия для выполнения заказов Покупателя в указанные сроки, но ни при каких обстоятельствах Продавец не несет ответственности за любые убытки, связанные с неспособностью Продавца соблюсти любые такие сроки или сроки, включая, помимо прочего, случайные или косвенные убытки, возникающие в связи с этим.
Осмотр и приемка. Покупатель должен осмотреть все Товары в течение пяти (5) дней после их получения. Оплата Покупателем представляет собой окончательное принятие Товаров и действует как отказ Покупателя от прав на осмотр или отклонение товаров, если не согласовано иное. Если Покупатель отказывается от какого-либо товара, Покупатель должен сначала получить Номер разрешения на возврат товара («RGAN»), прежде чем возвращать какой-либо товар Продавцу. В возврате товара без РГАН будет отказано. Продавец не несет ответственности за любые транспортные расходы, повреждения товаров или любые другие расходы или обязательства, связанные с товарами, возвращенными без RGAN. Продавец имеет право заменить соответствующее предложение. Покупатель несет ответственность за все расходы по доставке к Покупателю и обратно, а также расходы на переупаковку, если таковые имеются, если Покупатель отказывается принять отгрузку. Если Товары возвращаются в непригодном для продажи состоянии, Покупатель несет ответственность за полную стоимость Товаров. Покупатель не имеет права возвращать товары по специальному заказу. Любые Товары, возвращенные по настоящему Соглашению, облагаются комиссией за пополнение запасов, равной 35% от цены счета.
Покупатель не имеет права возвращать товары по специальному заказу. Любые Товары, возвращенные по настоящему Соглашению, облагаются комиссией за пополнение запасов, равной 35% от цены счета.
Ограниченная гарантия. Продавец гарантирует первоначальному конечному пользователю, что Товары, изготовленные или предоставленные Продавцом в соответствии с настоящим Соглашением, не будут иметь дефектов материалов или изготовления в течение двенадцати (12) месяцев с даты покупки при условии, что Товары установлены. , использоваться и обслуживаться в соответствии с любым руководством по эксплуатации или техническими инструкциями, предоставленными Продавцом или поставляемыми с Товарами, если применимо. Первоначальный конечный пользователь должен письменно уведомить Продавца о любом предполагаемом дефекте Товара до истечения гарантийного срока. Первоначальный конечный пользователь также должен получить RGAN от Продавца до возврата любых Товаров Продавцу для гарантийного обслуживания в соответствии с настоящим параграфом. Продавец не несет никакой ответственности за Товары, возвращенные без RGAN. Первоначальный конечный пользователь несет ответственность за все затраты и расходы, связанные с возвратом Товара Продавцу для гарантийного обслуживания. В случае дефекта Продавец по своему усмотрению отремонтирует или заменит дефектные Товары или возместит первоначальному конечному пользователю покупную цену таких дефектных Товаров. Товары не подлежат замене или возврату по истечении 30 дней с даты получения. Вышеупомянутая гарантия является единственным обязательством Продавца и исключительным средством правовой защиты первоначального конечного пользователя в отношении любых дефектных Товаров. Эта ограниченная гарантия не распространяется на: (a) наборы штампов, инструменты и пильные полотна; (b) периодическое или плановое техническое обслуживание и настройка, (c) ремонт или замена Товаров в связи с их естественным износом, (d) дефекты или повреждения Товаров, возникшие в результате неправильного использования, неправильного обращения, небрежного обращения или несчастных случаев, (f) дефекты или повреждение Товаров в результате ненадлежащих или несанкционированных переделок, модификаций или изменений; и (f) любые Товары, которые не были установлены и/или не обслуживались в соответствии с инструкцией по эксплуатации или техническими рекомендациями, предоставленными Продавцом.
Продавец не несет никакой ответственности за Товары, возвращенные без RGAN. Первоначальный конечный пользователь несет ответственность за все затраты и расходы, связанные с возвратом Товара Продавцу для гарантийного обслуживания. В случае дефекта Продавец по своему усмотрению отремонтирует или заменит дефектные Товары или возместит первоначальному конечному пользователю покупную цену таких дефектных Товаров. Товары не подлежат замене или возврату по истечении 30 дней с даты получения. Вышеупомянутая гарантия является единственным обязательством Продавца и исключительным средством правовой защиты первоначального конечного пользователя в отношении любых дефектных Товаров. Эта ограниченная гарантия не распространяется на: (a) наборы штампов, инструменты и пильные полотна; (b) периодическое или плановое техническое обслуживание и настройка, (c) ремонт или замена Товаров в связи с их естественным износом, (d) дефекты или повреждения Товаров, возникшие в результате неправильного использования, неправильного обращения, небрежного обращения или несчастных случаев, (f) дефекты или повреждение Товаров в результате ненадлежащих или несанкционированных переделок, модификаций или изменений; и (f) любые Товары, которые не были установлены и/или не обслуживались в соответствии с инструкцией по эксплуатации или техническими рекомендациями, предоставленными Продавцом.
ИСКЛЮЧЕНИЕ ДРУГИХ ГАРАНТИЙ. ВЫШЕУПОМЯНУТАЯ ОГРАНИЧЕННАЯ ГАРАНТИЯ ЗАМЕНЯЕТ ВСЕ ОСТАЛЬНЫЕ ГАРАНТИИ, ЯВНЫЕ ИЛИ ПОДРАЗУМЕВАЕМЫЕ. ЛЮБЫЕ И ВСЕ ДРУГИЕ ЯВНЫЕ, ПРЕДУСМОТРЕННЫЕ ЗАКОНОМ ИЛИ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО, ЛЮБЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ ИЛИ ПРИГОДНОСТИ ДЛЯ ЛЮБОЙ КОНКРЕТНОЙ ЦЕЛИ ЯВНО ОТКАЗЫВАЮТСЯ. НЕ ПРЕДОСТАВЛЯЕТСЯ НИКАКИХ ГАРАНТИЙ, ВЫХОДЯЩИХ ЗА ТУ, ЧТО ЯВНО СОДЕРЖИТСЯ ЗДЕСЬ.
ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ. НИ ПРИ КАКИХ ОБСТОЯТЕЛЬСТВАХ ПРОДАВЕЦ НЕ НЕСЕТ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ИЛИ ЛЮБОЙ ДРУГОЙ СТОРОНОЙ ЗА ЛЮБОЙ СЛУЧАЙНЫЙ, КОСВЕННЫЙ ИЛИ ОСОБЫЙ УЩЕРБ (ВКЛЮЧАЯ, ПОМИМО ПРОЧЕГО, УПУЩЕННУЮ ПРИБЫЛЬ ИЛИ ПРОСТОИ), ВОЗНИКШИЙ В СВЯЗИ С ТОВАРОМ ИЛИ СВЯЗАННЫМ С ТОВАРОМ, ЛЮБЫМ НАРУШЕНИЕМ ПРОДАВЦА ИЛИ ЕГО НАРУШЕНИЙ АГЕНТЫ НАСТОЯЩЕГО СОГЛАШЕНИЯ ИЛИ ПО ЛЮБОЙ ДРУГОЙ ПРИЧИНЕ, НА ОСНОВЕ КОНТРАКТА, ДЕЛИКТА ИЛИ ЛЮБОЙ ДРУГОЙ ТЕОРИИ ОТВЕТСТВЕННОСТИ. СРЕДСТВА ЗАЩИТЫ ПОКУПАТЕЛЯ В ОТНОШЕНИИ ЛЮБОЙ ПРЕТЕНЗИИ, ВОЗНИКАЮЩЕЙ В СООТВЕТСТВИИ С НАСТОЯЩИМ СОГЛАШЕНИЕМ, СТРОГО ОГРАНИЧЕНЫ СУММОЙ, УПЛАЧЕННОЙ ПОКУПАТЕЛЕМ ЗА ТОВАР.
Форс-мажор. Продавец не несет ответственности за любую задержку в доставке или недоставку Товаров по причинам, не зависящим от разумного контроля Продавца, включая, помимо прочего, стихийные бедствия, военные или террористические действия, действия противника, боевые действия, забастовки, трудовые затруднения, эмбарго, непоставка или несвоевременная поставка материалов, деталей и оборудования или задержки транспортировки не по вине Продавца, задержки, вызванные гражданскими властями, правительственными постановлениями или распоряжениями, пожаром, молнией, стихийными бедствиями или любой другой причиной, не зависящей от Продавца. разумный контроль. В случае любой такой задержки исполнение будет отложено на такой период времени, который может быть разумно необходим для компенсации задержки.
Технические характеристики. Продавец может, по своему усмотрению, вносить изменения в конструкцию, технические характеристики или компоненты Товаров для повышения безопасности таких Товаров или, если, по мнению Продавца, такие изменения будут полезны для их эксплуатации или использования. Покупатель не может вносить какие-либо изменения в спецификации Товара, если только Продавец не одобрит такие изменения в письменной форме, и в этом случае Продавец может взимать дополнительные сборы за внедрение таких изменений.
Покупатель не может вносить какие-либо изменения в спецификации Товара, если только Продавец не одобрит такие изменения в письменной форме, и в этом случае Продавец может взимать дополнительные сборы за внедрение таких изменений.
Установка. Если Покупатель приобретает какие-либо Товары, требующие установки, Покупатель должен за свой счет выполнить все приготовления и подключения, необходимые для установки и эксплуатации Товаров. Покупатель должен установить Товары в соответствии с любыми инструкциями Продавца и возместить Продавцу любые и все убытки, требования, иски, основания для иска, претензии и расходы (включая фактические гонорары и расходы на адвокатов), возникающие прямо или косвенно из-за неспособности Покупателя правильно установить Товар.
Работы других; Устройства безопасности. Если иное не согласовано с Продавцом в письменной форме, Продавец не несет ответственности за труд или работу, выполняемую Покупателем или другими лицами, любого характера, связанную с проектированием, производством, изготовлением, использованием, установкой или поставкой Товаров.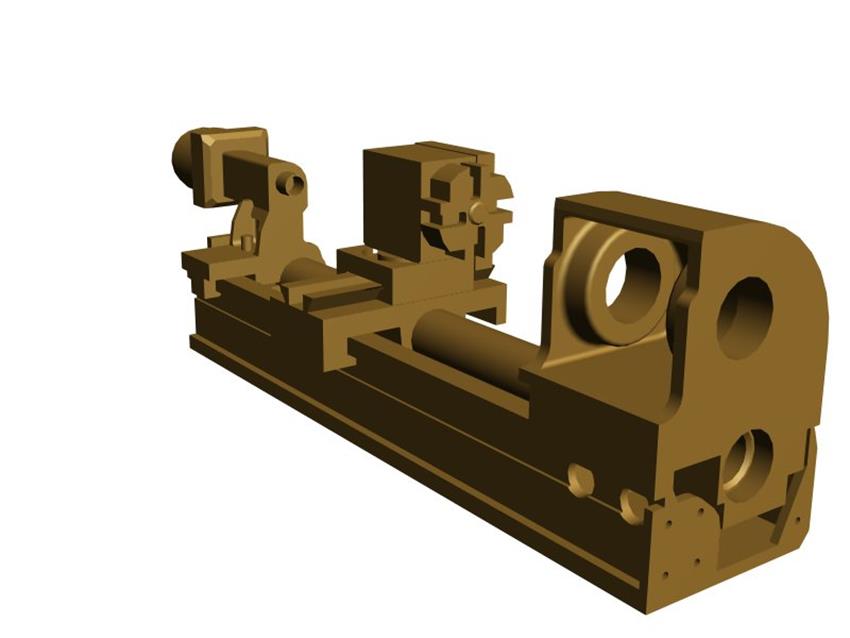 Покупатель несет единоличную ответственность за оснащение и требование использования своими сотрудниками и клиентами всех устройств безопасности, ограждений и безопасных рабочих процедур, требуемых законом и/или изложенных в руководствах и инструкциях, предоставленных Продавцом. Покупатель несет ответственность за ознакомление со всеми руководствами по эксплуатации, ANSI или аналогичными стандартами безопасности, правилами OSHA и другими источниками стандартов и правил безопасности, применимых к использованию и эксплуатации Товаров.
Покупатель несет единоличную ответственность за оснащение и требование использования своими сотрудниками и клиентами всех устройств безопасности, ограждений и безопасных рабочих процедур, требуемых законом и/или изложенных в руководствах и инструкциях, предоставленных Продавцом. Покупатель несет ответственность за ознакомление со всеми руководствами по эксплуатации, ANSI или аналогичными стандартами безопасности, правилами OSHA и другими источниками стандартов и правил безопасности, применимых к использованию и эксплуатации Товаров.
Средства правовой защиты. Каждое из прав и средств правовой защиты Продавца по настоящему Соглашению является кумулятивным и дополняет любые другие или дополнительные средства правовой защиты, предусмотренные в соответствии с настоящим Соглашением или по закону или по праву справедливости.
Гонорары адвокатов. В случае необходимости судебного иска для взыскания денежных средств, причитающихся с Покупателя, или для обеспечения соблюдения любого положения настоящего Соглашения, Покупатель несет ответственность перед Продавцом за все расходы и расходы, связанные с этим, включая фактические гонорары и расходы Продавца на адвокатов.
Применимое право/место проведения. Настоящее Соглашение должно толковаться и регулироваться в соответствии с законодательством штата Висконсин без применения принципов коллизионного права. Каждая сторона соглашается с тем, что все действия или разбирательства, вытекающие из настоящего Соглашения или в связи с ним, должны возбуждаться, рассматриваться и рассматриваться только в судах штата, заседающих в округе Марафон, штат Висконсин, или в Федеральном суде США по Западному округу штата Висконсин. Каждая сторона отказывается от любого права, которое она может иметь, отстаивать доктрину «неудобного форума» или возражать против места проведения разбирательства в той мере, в какой любое судебное разбирательство возбуждено в соответствии с настоящим разделом. Каждая сторона соглашается и отказывается от любых возражений против осуществления личной юрисдикции над ней судами, описанными в этом разделе. КАЖДАЯ СТОРОНА ОТКАЗЫВАЕТСЯ В МАКСИМАЛЬНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ПРИМЕНИМЫМ ЗАКОНОДАТЕЛЬСТВОМ, ОТ ПРАВА НА СУДЕБНОЕ РАЗБИРАТЕЛЬСТВО ПРИСЯЖНЫХ.
Краткое изложение правил возврата.
- 5 дней приемки с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
- Вы должны получить номер RGAN, выданный IRONWORKER LLC, ПРЕЖДЕ чем возвращать какие-либо материалы.
- Возвратные материалы должны быть получены в ООО «Айронворкер» в новом состоянии и в оригинальной упаковке.
- Измененные предметы возврату не подлежат.
- Покупатель несет ответственность за все расходы по доставке.
- Ко всем возвратам применяется комиссия за пополнение запасов в размере 35%.
IRONWORKER LLC делает все возможное, чтобы наши опубликованные спецификации, изображения, цены и доступность продукции были максимально точными и своевременными. Приносим свои извинения за возможные расхождения. IRONWORKER LLC оставляет за собой право вносить любые изменения, которые сочтет необходимыми в ходе ведения бизнеса, включая, помимо прочего, цены, спецификации продукта, количество и доступность продукта.
Для обслуживания клиентов и технической поддержки: Пожалуйста, свяжитесь с одним из наших знающих членов команды по телефону: 1-844-895-3316 или напишите нам по электронной почте по адресу [email protected]
Станок токарного станка – Станки Вопросы и ответы
Этот набор вопросов и ответов с несколькими вариантами ответов (MCQ) по станкам посвящен теме «Токарный станок: станина».
1. Что из перечисленного является основой токарного станка?
а) станина
б) задняя бабка
в) передняя бабка
d) ни один из упомянутых
View Answer
Ответ: a
Пояснение: Станина является основой токарного станка. Это обеспечивает необходимую рабочую высоту токарного станка.
2. Что из следующего установлено на кровати?
a) передняя бабка
b) задняя бабка
c) передняя и задняя бабки
d) ни одна из упомянутых
Посмотреть ответ
Ответ: c
Объяснение: Обе они установлены на станине в соответствии с определением. Это конструкция, на которой расположены все детали токарного станка.
Это конструкция, на которой расположены все детали токарного станка.
3. Кровать обычно опирается на медную конструкцию.
а) верно
б) неверно
Просмотреть ответ
Ответ: б
Объяснение: Это неверно. На самом деле, станина обычно опирается на чугунную или сварную конструкцию.
реклама
реклама
4. Что из перечисленного не является частью кровати?
a) V-образный салазок
b) задняя бабка
c) каретка
d) ни один из упомянутых
Просмотр Ответ
Ответ: d
Объяснение: Все являются частью станины. Задняя бабка представляет собой выдвижной узел на направляющих станины станка. Каретка — это часть токарного станка, которая скользит по направляющим станины.
5. Что из следующего обеспечивает основу всей машины?
а) задняя бабка
б) станина
в) передняя бабка
г) каретка
Просмотр Ответ
Ответ: б
Объяснение: Согласно определению станины. Это основа токарного станка, которая обеспечивает необходимую высоту, а также основу для всей машины.
6. Малые токарные станки имеют подвижную станину.
а) верно
б) неверно
Просмотреть ответ
Ответ: б
Объяснение: Это неверно. Как правило, небольшие токарные станки не нуждаются в выдвижной станине. Очень большие токарные станки имеют раздвижную станину.
7. Есть станины, которые держат щель ближе к бабке.
а) верно
б) неверно
Посмотреть ответ
Ответ: а
Объяснение: Это легко увидеть из определения кровати. Передняя бабка представляет собой фиксированный узел токарного станка с левой стороны станины.
реклама
8. Какой тип конструкции кровати обеспечивает большую жесткость и термостойкость?
а) настоящая наклонная платформа
б) плоская платформа
в) обычная платформа
г) ничего из перечисленного
Посмотреть ответ
Ответ: a
Объяснение: Настоящая наклонная кровать обеспечивает большую жесткость и термическую стабильность по сравнению с другими. Очень важно, чтобы фишки попадали в чипплан. Наклонная кровать справляется с этой задачей лучше, чем плоская кровать и обычная кровать.
Наклонная кровать справляется с этой задачей лучше, чем плоская кровать и обычная кровать.
9. При каких углах наклона предлагается наклонная конструкция кровати?
a) 30 и 60
b) 60 и 45
c) 30, 60 и 45
d) 30 и 45
View Answer
Ответ: c
но иногда также предлагается наклонная кровать типа 60 градусов.
объявление
10. В каком типе станины длина направляющей
ограничена глубиной отливки?
a) настоящая наклонная кровать
b) плоская кровать
c) обычная кровать
d) ни один из упомянутых
View Answer
Ответ: b
Объяснение: Это легко увидеть из определения плоской кровати. Направляющей является поверхность станины, соприкасающаяся с полозьями токарного станка.
11. Есть станины, которые держат зазор ближе к бабке.
a) верно
b) неверно
Просмотреть ответ
Ответ: a
Объяснение: Зазор существует для того, чтобы можно было настраивать большие диаметры.
12. Что из следующего является частью кровати?
Что из следующего является частью кровати?
a) V-образная направляющая
b) направляющие
c) передняя бабка
d) все упомянутые
Посмотреть ответ
Ответ: d
Объяснение: Все части кровати. Этой станине и ее частям обычно присваивается чугунное литье.
13. В каком типе кровати тяжелая машина вместе с меньшей 9След 0093 достигнут?
a) настоящая наклонная кровать
b) плоская кровать
c) обычная кровать
d) все упомянутые
Посмотреть ответ
Ответ: a
Объяснение: Это преимущество истинно наклонной кровати. Он занимает меньше места, все вращается вокруг центральной линии, которая находится немного в стороне от оператора, который может приближать шпиндель для ввода и вывода деталей.
Sanfoundry Global Education & Learning Series – Станки и механическая обработка.
Чтобы попрактиковаться во всех областях станкостроения и обработки, вот полный набор из более чем 1000 вопросов и ответов с несколькими вариантами ответов .
реклама
реклама
Подпишитесь на наши информационные бюллетени (тематические). Участвуйте в конкурсе сертификации Sanfoundry, чтобы получить бесплатный Сертификат отличия. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
Ютуб | Телеграмма | Линкедин | Инстаграм | Фейсбук | Твиттер | Пинтерест
Маниш Бходжасиа, ветеран технологий с более чем 20-летним опытом работы в Cisco и Wipro, является основателем и техническим директором компании Sanfoundry . Он живет в Бангалоре и занимается разработкой Linux Kernel, SAN Technologies, Advanced C, Data Structures & Alogrithms. Оставайтесь на связи с ним в LinkedIn.
Подпишитесь на его бесплатные мастер-классы на Youtube и технические обсуждения в Telegram SanfoundryClasses.
Токарный станок от 7 до 20 футов – Токарный станок для тяжелых условий эксплуатации – (12 дюймов, центральная ширина станины 13 дюймов), конусный шкив, тип
Отделите США от других
Высокие особенности
- Гексагональная форма хвоста с закаленным и землей Хвостовой шпинд , изготовленный из легированной стали, имея внешний и внутренний шлифование .
- Фартук представляет собой полностью закрытую систему масляной ванны с рычажным расположением или с автоматической подачей
- Растачивание передней бабки выполняется на расточном станке WMW, оснащенном проверенным закаленный и отшлифованный шпиндель из легированной стали
- Станина изготовлена из чугуна 25 класса 180 BHN, закаленного , тщательно проверенного микроуровнем, измерителем твердости и линейкой
- ЦВЕТ ВАРИАНТ: изумрудно-зеленый / сине-белый (двухцветный)
- Руководство по эксплуатации согласно Indian Stranded Is-1878 (часть 1) 1971

| ОПИСАНИЕ | 7 ФУТОВ | 9 ФУТОВ | 12 ФУТОВ | 14 ФУТОВ | 16 ФУТОВ | 18 ФУТОВ | 20 ФУТОВ |
| Тип кровати | 2 В и 2 плоских | 2 В и 2 плоских | 2 В и 2 плоских | 2 В и 2 Плоский | 2 В и 2 плоских | 2 В и 2 плоских | 2 В и 2 плоских |
| Длина кровати | 7 ФУТОВ | 9 ФУТОВ | 12 ФУТОВ | 14 ФУТОВ | 16 ФУТОВ | 18 ФУТОВ | 20 ФУТОВ |
| Ширина кровати | 325 мм | 325 мм | 325 мм | 325 мм | 325 мм | 325 мм | 325 мм |
| Длина зазора | 160 мм | 160 мм | 160 мм | 160 мм | 160 мм | 160 мм | 160 мм |
| Длина зазора перед лицевой панелью | 175 мм | 175 мм | 175 мм | 175 мм | 175 мм | 175 мм | 175 мм |
| Высота центра | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм |
| Качели над кроватью | 600 мм | 600 мм | 600 мм | 600 мм | 600 мм | 600 мм | 600 мм |
| Откидная поперечная направляющая | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм | 350 мм |
| Поворотный зазор | 850 мм | 850 мм | 850 мм | 850 мм | 850 мм | 850 мм | 850 мм |
| Допуск между центром | 1000 мм | 1500 мм | 2500 мм | 3000 мм | 3500 мм | 4000 мм | 4500 мм |
| Движение поперечных салазок | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм | 300 мм |
| Движение составного слайда | 115 мм | 115 мм | 115 мм | 115 мм | 115 мм | 115 мм | 115 мм |
| Нос шпинделя | 6 витков на дюйм | 6 витков на дюйм | 6 витков на дюйм | 6 витков на дюйм | 6 витков на дюйм | 6 витков на дюйм | 6 витков на дюйм |
| Коническое отверстие во втулке шпинделя | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 |
| Отверстие шпинделя | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) | 80 ММ (3 ДЮЙМА) |
| ЗАДНЯЯ БАБКА Quil Dia | 57 мм | 57 мм | 57 мм | 57 мм | 57 мм | 57 мм | 57 мм |
| Конус в пиноли | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 | МТ – 4 |
| Перо для путешествий | 180 мм | 180 мм | 180 мм | 180 мм | 180 мм | 180 мм | 180 мм |
 of Spindle Speed "}”> Число оборотов шпинделя of Spindle Speed "}”> Число оборотов шпинделя | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
| об/мин (низкая/высокая) Двигатель 1440 об/мин | 50-500 | 50-500 | 50-500 | 50-500 | 50-500 | 50-500 | 50-500 |
| Об/мин (низкая/высокая) Двигатель 720 об/мин | 25-250 | 25-250 | 25-250 | 25-250 | 25-250 | 25-250 | 25-250 |
| Метрическая резьба | от 1 до 15 мм | от 1 до 15 мм | от 1 до 15 мм | от 1 до 15 мм | от 1 до 15 мм | от 1 до 15 мм | от 1 до 15 мм |
| Английская резьба | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм | от 4 до 60 шагов на дюйм |
| Ходовой винт | 38 мм x 2TPI | 38 мм x 2TPI | 38 мм x 2 входа на дюйм | 38 мм x 2TPI | 38 мм x 2TPI | 38 мм x 2TPI | 38 мм x 2TPI |
| Мощность двигателя | 3 л. с. с. | 3 л.с. | 3 л.с. | 3 л.с. | 3 л.с. | 3 л.с. | 3 л.с. |
| Клиновой ремень | С-68 | С-68 | С-68 | С-68 | С-68 | С-68 | С-68 |
 ) "}”> вес (прибл.) ) "}”> вес (прибл.) | 1200 | 1400 | 1600 | 1900 | 2100 | 2400 | 2600 |
| Занимаемая площадь (прибл.) Д × Ш × В (ММ) | 2600 х 950 х 1400 | 3200 х 950 х 1400 | 3200 х 950 х 1400 | ||||
| Цена | 325000 | 337500 | 400000 | 437500 | 500000 | 562500 | 5 |
Инновации с целью
Качество:
Качество изготовления наших токарных станков шаг 8. 6 шаг 80 на уровне 90. Согласно нашему производственному процессу, производительность и точность токарного станка для резки металла лучше, чем у других производителей промышленных токарных станков.
6 шаг 80 на уровне 90. Согласно нашему производственному процессу, производительность и точность токарного станка для резки металла лучше, чем у других производителей промышленных токарных станков.
Наш токарный станок изготовлен в соответствии с Индийским стандартом , испытание с помощью таких инструментов, как
- Поверочная кромка:
Линейка — это инструмент с кривыми или прямыми краями произвольной формы, используемый для записи прямых линий. Поверочные линейки используются в автомобильной и обрабатывающей промышленности для проверки плоскостности обработанных сопрягаемых поверхностей , а также вогнутых и выпуклых .
В некоторых случаях истинная прямолинейность может быть проверена с помощью лазерного линейного уровня в качестве оптической линейки: он может осветить точную прямую линию на плоской поверхности, например на краю доски или полки. Это влияет на производственный график, график, экономию времени и повышение качества нашей продукции.
- Спиртовой уровень Точность:
Обычно инженерный уровень используется для выравнивания станков, хотя его можно использовать для выравнивания больших заготовок на таких станках, как строгальные станки. Спиртовые уровни также используются плотниками и каменщиками при строительстве зданий.
Прецизионный уровень используется для проверки установки прецизионных станков по двум осям. Токарный станок изготавливается с основанием в горизонтальной плоскости. Небольшие фрезерные станки часто грубо выровнены, а большие фрезы установлены ровно. Периодически проверяйте уровень, чтобы обеспечить точность токарного станка, используя спиртовой уровень с точностью 0,05 мм/метр. Согласно таблице испытаний IS машина должна быть точно выровнена до 0,02 мм на метр.
- Твердомер Шкала BHN:
Измерения твердости определяют сопротивление материала пластической деформации. Испытания на твердость составляют большинство процессов, используемых для определения твердости материала, и могут быть разделены на два класса: испытания на макроиндентирование и микроиндентирование. Он используется для проверки твердости кровати. Твердость станины каждого нашего токарного станка составляет 400 BHN согласно тесту IS.
Испытания на твердость составляют большинство процессов, используемых для определения твердости материала, и могут быть разделены на два класса: испытания на макроиндентирование и микроиндентирование. Он используется для проверки твердости кровати. Твердость станины каждого нашего токарного станка составляет 400 BHN согласно тесту IS.
Основные преимущества теста на твердость заключаются в том, что можно получить чрезвычайно точные показания, а для всех типов металлов и обработки поверхности используется только один тип индентора.
- Тахометр RPM MPM:
Тахометр RPM Meter – это прибор, измеряющий скорость вращения вала или диска, как в токарном станке, сверлильном станке, фрезерном станке и других машинах. Тахометр привык к точно измерить об/мин шпинделя (скорость) токарных станков. Просто прикрепите светоотражающую наклейку к вращающейся части и направьте красный лазерный луч на метку с безопасного расстояния.
- Измеритель уровня звука в децибелах:
В соответствии с тестом на искробезопасность звук головки токарного станка измеряется децибеллометром и должен составлять до от 85 до 90 дБ. В каждом токарном станке он должен быть 85 дБ, а уровень шума каждого нашего токарного станка не превышает 85 дБ.
- Микрометры с циферблатным индикатором:
Микрометры с циферблатным индикатором используются для точных измерений компонентов , которые выполняются на токарном станке. Он также используется для измерения видимого диаметра небесных тел или микроскопических объектов.
- Специальный тестер резьбы:
С помощью тестера резьбы мы можем проверить точность шага . На одном конце тестера прикреплен циферблатный индикатор, а на другом конце прикреплена точка, которая измеряет резьбу.
- Крутящий момент шпинделя:
Динамометрический ключ простейшей формы состоит из длинного плеча рычага между рукояткой и головкой ключа, сделанного из материала, который упруго изгибается под действием приложенного крутящего момента. Механический индикатор подключается к головке токарного станка. Который измеряет крутящий момент шпинделя станка.
Механический индикатор подключается к головке токарного станка. Который измеряет крутящий момент шпинделя станка.
- Амперметр:
Используется для измерения тока в цепи, чтобы разомкнуть цепь и вставить «амперметр» в соответствии со схемой, так что все электроны, протекающие по цепи, также должны пройти через метр. Когда амперметр включен последовательно с цепью, он в идеале не падает напряжение , так как ток проходит через главный двигатель токарного станка.
Токарный станок Banka – лучший производитель токарных станков премиум-класса, сверл, мини-токарных станков, фрезерных станков в Индии. Наше будущее зависит от самоотверженности людей, чтобы стать одним из ведущих благотворительных производителей всех зубчатых токарных станков во всем мире.
Требования к качеству прецизионных токарных станков являются обязательными во всех аспектах производства компонентов. Для предоставления консолидированных результатов пользователям требуется ряд знаний в области обработки, технологий и приложений. Инновационные решения и подходы обеспечивают преимущество для технологических достижений и необходимого темпа в завтрашнем мире. Токарные станки подготовлены опытными техническими инженерами.
Инновационные решения и подходы обеспечивают преимущество для технологических достижений и необходимого темпа в завтрашнем мире. Токарные станки подготовлены опытными техническими инженерами.
Система изготовления:
Мы используем программное обеспечение для создания дизайнов, выкроек и рисунков, в соответствии с которым мы передаем работы на аутсорсинг. Мы не производим какие-либо детали на нашем этаже, потому что это нарушает наш производственный график и тратит наше время. Мы собрали все сборочные детали и подсборочные детали на нашем этаже, если есть какие-либо отклонения в каких-либо частях, которые мы никогда не идем на компромисс в отношении качества.
На следующем этапе, когда вся сборка и все подузлы будут собраны, наш отдел контроля качества проверит их, опытный и квалифицированный с многолетним опытом. Группа контроля качества строго проверяет все детали с учетом их материала, допусков и ссылок в соответствии с чертежами и отчетами об инспекциях.
Мы используем материал с отливкой класса 20MnCr5 или SAE 8620 в зубчатом колесе, стопорной гайке, шпинделе, который прошел через процесс закалки в шахтной газовой печи науглероживания с ПИД-контроллером. Передняя бабка станка расточена в WMW Расточной станок и станина также прошли огневую закалку процесс до 400 BHN. Строгальный станок WMW используется для черновой обработки станины станка, после чего он переходит к чистовой обработке. На следующем этапе станина пройдет процесс шлифования на плоскошлифовальном станке METISAN USA.
График технического обслуживания:
Наши сервисные инженеры работают непрерывно в соответствии с запланированным графиком установки и обслуживания ваших токарных станков. Основным принципом графика технического обслуживания является своевременное обслуживание клиентов и снижение количества поломок. Мы предоставляем услуги в соответствии с вашими использование и критичность вашего токарного станка. Клиент может воспользоваться преимуществом бесплатного обслуживания и меньшими затратами времени.
Клиент может воспользоваться преимуществом бесплатного обслуживания и меньшими затратами времени.
Наш многолетний опыт работы со станками и тысячами станков позволяет нашим высококвалифицированным и опытным сервисным инженерам быть всегда готовыми оказать услуги своим клиентам в любое время.
Позвольте нам обслуживать больше
| № | Изображения | Принадлежности | Описание |
| 1 | Быстросменный инструмент Post | Смена инструмента осуществляется за считанные секунды и позволяет выполнять ряд дополнительных операций с помощью предварительно настроенных инструментов и специальных принадлежностей. Гарантированная точность позиционирования инструмента в пределах 0,02 мм. | |
| 2 | Центральный усыновитель | Используется для удержания мертвой точки SS во время поворота между центрами. | |
| 3 | Мертвая точка | Используйте при повороте задания между центрами. | |
| 4 | Переключение передач | Оператору приходится часто переключать передачи при нарезании резьбы в соответствии с таблицей резьбы. | |
| 5 | Клиновой ремень | Используется для привода шкива двигателя и главного шкива. | |
| 6 | Набор шестигранных ключей | Полезные инструменты при необходимости обслуживания. | |
| 7 | Набор гаечных ключей с масленкой | Инструменты, используемые для обслуживания и эксплуатации машины. | |
| 8 | Виброотбойник | Изготовлен из резины и установлен на станине машины. Используется для защиты от вибрации, когда машина находится в рабочем режиме, и увеличивает режущую способность машины. Используется для защиты от вибрации, когда машина находится в рабочем режиме, и увеличивает режущую способность машины. | |
| 9 | Фундаментный болт | Используется для сцепления машины в самостоятельном положении во время эксплуатации и технического обслуживания. | |
| 10 | Руководство по эксплуатации | В этой книге представлены все подробности, такие как установка, техническое обслуживание, обучение и запасные части. | |
| 11 | Г-образный зажим | Пригодится в качестве опоры для ног. | |
| 12 | Цветная кисть | Инструмент для покраски машины или любой другой инструмент для ремонта деталей, поврежденных при транспортировке. | |
| 13 | Промышленный фартук | Наденьте фартук для обеспечения безопасности и храните в нем мелкие инструменты во время работы на машинах. | |
| 14 | Масляная воронка | Инструмент для заливки и фильтрации масла, необходимого для машины. | |
| 15 | Защитные очки | Для защиты глаз при работе с механизмами. | |
| 16 | Строповочный ремень | Для безопасности машин при погрузке и разгрузке машины. | |
| 17 | Сумка для инструментов | Чтобы сохранить все маленькие и большие инструменты, необходимые для работы машины. | |
| 18 | Машинная лампа | Улучшите обзор оператора. Подходит для каретки, перемещается параллельно с кареткой, что необходимо при рассверливании. | |
| 19 | Стопор каретки, 4 направления [2 кг] Стопор каретки, 4 направления [3 кг] | – Линейный стопор – Останавливает вагон на 3 вокзале |
Токарный станок с ЧПУ с наклонной станиной, импортные токарные станки DMTG
Крупнейший в Индии поставщик станков высшего качества по всему миру.

Show Products
Токарный станок с наклонной станиной с ЧПУ доступен на станках Yash серии WM, а также DMTG Токарный станок с наклонной станиной с ЧПУ — это эксклюзивный импортный токарный станок, разработанный для обеспечения точности обработки и совместимости с более высокими производственными требованиями в промышленности. Это оборудование имеет прочную конструкцию и является идеальным вариантом для длительной механической обработки. Импортированная наклонная конструкция кровати позволяет гибко перемещать или наклонять кровать вверх. Сила тяжести, создаваемая при движении, помогает стабилизировать движение наклонного ложа. Эта функция также повышает точность обработки. Рабочая зона, доступная в этом инструменте, обеспечивает удобный угол для загрузки рабочего материала и облегчения обработки.
Токарный станок с наклонной станиной с ЧПУ Характеристики:-
- Новые токарные станки с наклонной станиной с ЧПУ серий CL и DL имеют жесткую чугунную конструкцию, закаленную (50-52HRc) и отшлифованную, что гарантирует высокую точность и стабильность.

- Станины изготовлены из термостабилизированного чугуна.
- Доступен широкий диапазон конфигураций со шпинделями от ASA 5” до ASA 15”, мощностью до 30 кВт и длиной токарной обработки до 3000 мм.
- Доступен широкий спектр опций и аксессуаров, позволяющих настроить устройство для конкретных задач.
Технические характеристики токарного станка с ЧПУ с наклонной станиной
| Код продукта | Блок | ВМ 06 / класс 40 | ВМ 06 / класс 44А | ВМ 06 / ДЛ 44М | ВМ 06 / ДЛ 52М | ВМ 06 / ДЛ 62М | ВМ 06/ДЛ 68М | ВМ 06 / ДЛ 80 |
| Модель № | Класс 15 | КЛ20А | ДЛ20М | ДЛ25М | ДЛ30М | ДЛ32М | ДЛ40 | |
| Качели над кроватью | мм | 400 | 440 | 440 | 520 | 625 | 680 | 800 |
Макс. длина поворота длина поворота | мм | 250/320 | 500 | 600/1000 | 1000/1500 | 1000 | 1000/2000 | 2000/2500
/3000 |
| Макс. диаметр поворота (валы) | мм | 160 | 260 | 260 | 310 | 310 | 400 | 550 |
| Макс. диаметр поворота (Диски) | мм | 200 | 300 | 400 | 500 | 600 | 630 | 750 |
| Тип направляющей | линейный | линейный | линейный | коробчатый | вкладыш | коробчатый | коробчатый | |
| Размер патрона | 6 дюймов | 8 дюймов | 8 дюймов | 10 дюймов | 12 дюймов | 15 дюймов | 15 дюймов | |
| Нос шпинделя | ИСОА2-5 | ИСОА2-6 | ИСОА2-6 | ИСОА2-8 | ИСОА2-8 | ИСОА2-11 | ИСОА2-11 | |
| Скорость шпинделя | об/мин | 50-5000 | 45-4500 | 45-4500 | 35-3500 | 30-3000 | 20-2000 | 20-2000 |
| Мощность двигателя главного шпинделя (S6) | кВт | 5,5(7,5) | 11 (15) | 11 (15) | 18,5 (22) | 18,5 (22) | 22 (30) | 22 (30) |
| Диаметр отверстия шпинделя | мм | 46 | 62 | 76 | 87 | 88 | 100 | 100 |
Макс. диаметр стержня диаметр стержня | мм | 32 | 52 | 65 | 74 | 74 | 84 | 84 |
| Перемещение по оси X | мм | 120 | 165 | 265 | 260 | 325 | 375 | 375 |
| Перемещение по оси Z | мм | 260/330 | 510 | 700/1040 | 1100/1600 | 1110 | 1030/2030 | 2160/2660/3160 |
| Ускоренный ход по оси X | м/мин | 15 | 15 | 24 | 12 | 24 | 13 | 12 |
| Ускоренный ход оси Z | м/мин | 18 | 20 | 24 | 12 | 24 | 13 | 16 |
| Башня: количество станций | 8 | 8 | 12 | 12 | 12 | 12 | 12 | |
| Хвостовик инструмента | мм | 20×20 | 25×25 | 25×25 | 25×25 | 25×25 | 32×25 | 32×25 |
| Диаметр пиноли задней бабки | мм | 60 | 80 | 85 | 100 | 140 | 160 | 160 |
| Ход пиноли задней бабки | мм | 80 | 130 | 139 | 139 | 150 | 180 | 180 |
| Конус задней бабки | МТ | 3 | 3 | 5 | 5 | 5 | 5 | 5 |
| Размер машины: Д x Ш x В | мм | 2130/2350x 1555×1880 | 2760x 1500×1750 | 4140/4840x 1794×1795 | 4834/4934x 1830×1977 | 5084x2082x 205 | 5740/6740x 2040x 2240 | 5950 6450/6950x 358×2600 |
| Вес нетто | кг | 3300 /3500 | 4800 | 5500/ 6500 | 7800 /8300 | 8500 | 11000/ 13000 | 13000/14000/15000 |
| Тип ЧПУ | ФАНУК0и-Т | ФАНУК 0и-Т | ФАНУК0и-Т | ФАНУК0и-Т | ФАНУК0и-Т | ФАНУК 0и-Т | ФАНУК0и-Т |
Макс. Макс. длина поворота: 250/320 мм Линейные направляющие Носик шпинделя: ASA 5”-ASA 6” Мощность двигателя шпинделя: 7,5 кВт | Макс. диаметр поворота: 260/300 мм Макс. длина поворота: 500 мм Линейные направляющие Носик шпинделя: ASA 6” Мощность двигателя шпинделя: 15 кВт | Макс. диаметр поворота: 260/400 мм Макс. длина обточки: 600/1000 мм Линейные направляющие носик шпильки: ASA 6” Мощность двигателя шпинделя: 15 кВт Приводные инструменты, ось C (DL 20 MH) |
Макс. Макс. длина поворота: 1000 мм Линейные направляющие Носик шпинделя: ASA 11” Мощность двигателя шпинделя: 18,5 кВт Приводные инструменты, ось C (DL 30 MH) | Макс. диаметр поворота: 310/550 мм Макс. длина поворота: 1500 мм Закаленные и отшлифованные коробчатые направляющие Носик шпинделя: ASA 8” Мощность двигателя шпинделя: 22 кВт Приводные инструменты, ось C (DL 25MH) | Макс. диаметр токарной обработки: 550/750 мм Макс. длина поворота: 2000/ 2500/ 3000 мм Закаленные и отшлифованные коробчатые направляющие нос шпинделя: ASA 11” Мощность двигателя шпинделя: 30 кВт |
Макс. Макс. длина обточки: 1000/2000 мм Закаленные и отшлифованные коробчатые направляющие Носик шпинделя: ASA 11” Мощность двигателя шпинделя: 30 кВт Приводные инструменты, ось C (DL 32 MH) | ||
 диаметр поворота: 160/200 мм
диаметр поворота: 160/200 мм диаметр поворота: 300/600 мм
диаметр поворота: 300/600 мм диаметр поворота: 400/ 630 мм
диаметр поворота: 400/ 630 ммИмпортные токарные станки DMTG Аксессуары:-
| СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ: | ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ: |
| Гидравлический 3-х кулачковый патрон без отверстий | Гидравлический 3-х кулачковый патрон со сквозными отверстиями |
| Автоматический конвейер для стружки с тележкой для стружки | Гидравлический люнет |
| Полностью закрытое ограждение | Автоматическая дверь |
| Автоматическая система смазки | Устройство защиты от открытой двери |
| Теплоотвод для электрики | Промышленный кондиционер для электрики |
| Система охлаждения | Наладчик инструмента |
| Рабочее освещение | Устройство подачи прутка |
| Набор инструментов | Другие системы ЧПУ |
Copyright© 2020, Yash Machine Tools, Все права защищены.
Lathe Bed — изображения и стоковые фотографии
29 изображения
- Bilder
- FOTOS
- GRAFIKEN
- VEKTOREN
- Видео
4444. DONGHEST
8.SLERGELENTERIGE 8.SLERGELE .SMERELENGE .SMERELENGE .SLERVER .SMERELENGE .SMERELENGE .9008. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. schrägbett cnc-drehschine – токарная станина, фотографии и изображения teil einer drehmaschine für die arbeit mit metall. – станина токарного станка стоковые фотографии и изображенияEin Schwungrad auf einer Drehschürze. Teil einer Drehmaschine für
bettwärmer – станина токарного станка, фото и фотографииBettwärmer
Diese Antiquität wärmte einst die Betten derjenigen in der Vergangenheit. Ein begehrter Haushaltsgegenstand in den Tagen vor guter Installation und Heizungen
Ein begehrter Haushaltsgegenstand in den Tagen vor guter Installation und Heizungen
Metallbearbeitungsdrehmaschine aus nächster Nähe
moderne weiße schlafthe-folder кровать 3d рендеринг schlafzimmer interior 9-fods-to-lader build 3d0002 Moderne Weiße Schlafzimmer interior 3d Render Bild Горизонтальная механическая механическая механическая машина с вращающимся ротором и вращающейся ручкой. cnc-schräge bett drehmaschinen – станина токарного станка стоковые фотографии и изображенияГоризонтальные дреммашины Drehmaschinen mit einem rotierenden…
Горизонтальные дреммашины. CNC-Schrägbettdrehmaschinen
drücken maschine aus edelstahl – станина токарного станка, фотографии и изображенияDrücken Maschine aus Edelstahl
Nahaufnahme der Pressdrehmaschine aus Edelstahl
alte kleine Drill Drehmaschine – станина токарного станка Stock-fotos und BilderAlte kleine Drilling Drehmaschine
Ein Foto einer alten kleinen Bohrmaschine
3D-рендеринг натурный современный schlafzimmer mit blick auf die – токарная станина Stock-fotos und 2 bilder 3D-рендеринг Moderne Schlafzimmer mit Blick auf die3D-рендеринг от 3DSMax2016
ручка-клемма на металлической машине. хексток der drehmaschine. – станина токарного станка фото и изображения
хексток der drehmaschine. – станина токарного станка фото и изображенияРучка-клемма на металлической машине. Хексток дер…
Reitstock der Drehmaschine. Griffklemme an einer Metallbearbeitungsdrehmaschine
resin – lathe bed stock-fotos und bilderresin
Harzform von Flanschen isolieren auf weißem Hintergrund
drehmaschine mit reitstock im vordergrund – lathe bed stock-fotos und bilderDrehmaschine mit Reitstock im Vordergrund
Drehmaschine mit Reitstock им Фордергрунд. Селектив Фокус.
herkömmliche fräse mit fernbedienung – графика станка станка, -клипарт, -мультфильмы и -символHerkömmliche Fräse mit Fernbedienung
горизонтальное машинное оборудование. – станина токарного станка фото и изображенияHorizontale Fräsmaschine.
Горизонтальное машинное оборудование.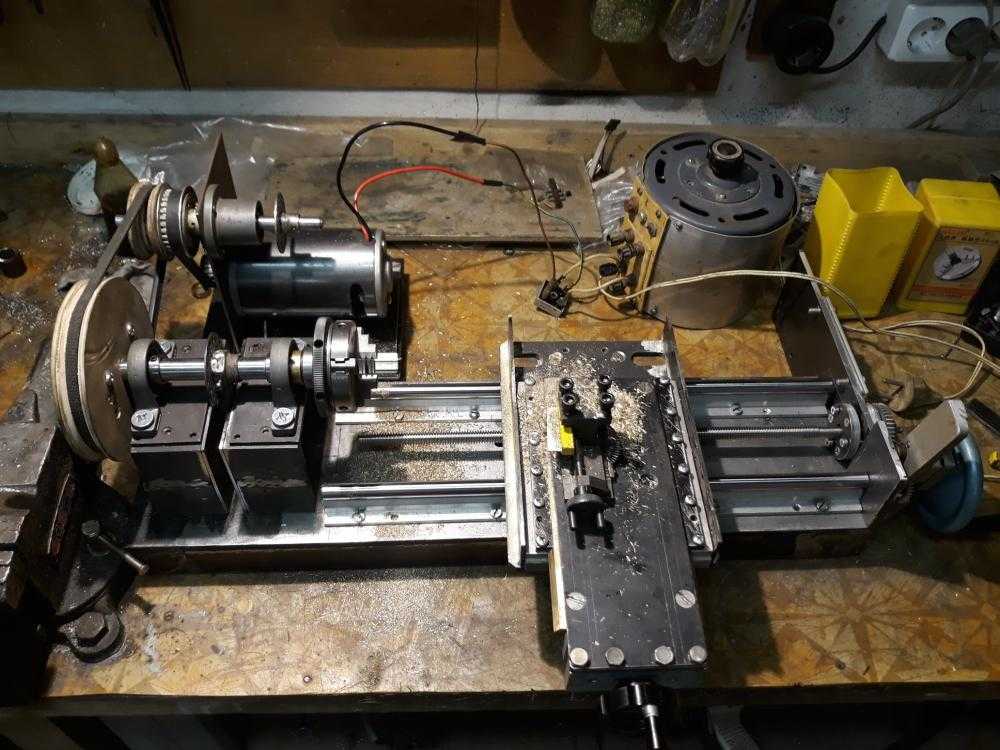 Fräsprozess mit einem Scheibenschneider.
Fräsprozess mit einem Scheibenschneider.
Industrielle Drehmaschine. Metallbearbeitung.
Горизонтальная машинка. – станина токарного станка фото и изображенияHorizontale Fräsmaschine.
holz-füße und beine für möbel – станина токарного станка, фото и изображенияHolz-Füße und Beine für Möbel
herkömmliche fräse mit fernbedienung – станок токарного станка с графикой, -клипартом, -мультфильмами и -символамиHerkömmliche Fräse mit Fernbedienung
горизонтальный drehmaschine. – станина токарного станка фото и изображенияHorizontale Drehmaschine.
магазин с машинами для хольцверарбайтунг. maschinenteile im betrieb, с чипсами. – Станина токарного станка с фотографиями и изображениямиShop mit Maschinen für die Holzverarbeitung. Maschinenteile im…
old aufbereitung edelstahl drehmaschine – токарный станок стоковые фотографии и изображенияOld Aufbereitung Edelstahl Drehmaschine
Ein Foto einer alten Fräsmaschine aus Edelstahl
old aufbereitung edelstahl drehmaschine – lathe bed stock-fotos und bilderOld Aufbereitung Edelstahl Drehmaschine
reitstock der drehmaschine – lathe bed stock-fotos und bilderReitstock der Drehmaschine
horizontale машина. – станина токарного станка фото и изображения
– станина токарного станка фото и изображенияHorizontale Fräsmaschine.
магазин с машинами для хольцверарбайтунг. maschinenteile im betrieb, с чипсами. – станина токарного станка стоковые фотографии и изображенияShop mit Maschinen für die Holzverarbeitung. Maschinenteile im…
магазин с машинами для хранения. maschinenteile im betrieb, с чипсами. – Станина токарного станка с фотографиями и изображениямиShop mit Maschinen für die Holzverarbeitung. Maschinenteile im…
Maschinenteile im Betrieb, mit Spänen. Магазин mit Maschinen für die Holzverarbeitung.
магазин с машинами для хольцверарбайтунг. maschinenteile im betrieb, с чипсами. – Станина токарного станка с фотографиями и изображениямиShop mit Maschinen für die Holzverarbeitung. Машинное…
магазин с машинами для хранения хольцверарбайтунг. maschinenteile im betrieb, с чипсами. – Станина токарного станка с фотографиями и изображениями Shop mit Maschinen für die Holzverarbeitung. Maschinenteile im…
Maschinenteile im…
Maschinenteile im Betrieb, mit Spänen. Магазин mit Maschinen für die Holzverarbeitung.
магазин с машинами для хольцверарбайтунг. maschinenteile im betrieb, с чипсами. – Станина токарного станка с фотографиями и изображениямиShop mit Maschinen für die Holzverarbeitung. Maschinenteile im…
Maschinenteile im Betrieb, mit Spänen. Магазин mit Maschinen für die Holzverarbeitung.
фон 1Требования к конструкции станины для станков
РЕКЛАМА:
Станина является основным элементом станка и служит базой для остальных узлов.
Основным требованием к станине токарного станка является обеспечение направляющей для непрерывного точного продольного перемещения каретки и задней бабки. Он имеет одну или несколько направляющих скольжения, отлитых как неотъемлемая часть.
Вышеуказанные требования могут быть выполнены следующим образом:
ОБЪЯВЛЕНИЙ:
(1) Способность конструкции кровати эффективно противостоять деформации из-за статических и динамических нагрузок.
(2) Устойчивость движения каретки под нагрузкой.
(3) Износостойкость направляющих.
(4) Отсутствие остаточных напряжений.
РЕКЛАМА:
(5) Выравнивание.
(6) Устойчивость к вибрации.
(7) Свобода от проскальзывания.
Деформация из-за статических и динамических нагрузок:На рис. 11.8 показаны силы, действующие на токарный инструмент в разложении по трем взаимно перпендикулярным направлениям. Эти силы в конечном итоге передаются на станину в дополнение к силам из-за веса деталей на станине и из-за движения подачи. Расположение этих сил относительно направляющих вводит силы и пары в трех направлениях, как показано на рис. 11.9.
РЕКЛАМА:
Они вызывают напряжения в конструкции ложа, которые трудно оценить аналитически из-за сложной формы ложа. Однако их можно оценить экспериментально с помощью методов экспериментального анализа напряжений, ведущих к надежному проектированию любой сложной конструкции.
Как видно из рис. 11.9, М х . это пара, которая в основном отвечает за кручение, производимое в станине. Известно, что различные формы кровати эффективно противостоят скручиванию. Можно отметить, что с точки зрения кручения лучше всего подходит круглое сечение, тогда как двутавровое сечение наиболее эффективно сопротивляется изгибу.
По жесткости на изгиб и кручение наиболее рациональным является сечение в виде полого прямоугольника. Поскольку конструктивные соображения также благоприятствуют этой форме поперечного сечения, она является основой всех конструкций кроватей.
РЕКЛАМА:
Для толщины стенки «t» следующие значения признаны удовлетворительными в эксплуатации:
(а) Легкие станки от 12 до 15 мм; Средние станки от 18 до 20 мм;
Тяжелые станки от 23 до 35 мм.
РЕКЛАМА:
(б) Толщина ребер может быть от 0,6 до 0,8 кратной t.
Прочность и особенно жесткость полых машинных станин повышают за счет ребер и перегородок.
Эффективность перегородок и ребер во многом зависит от их расположения. Ребра могут располагаться параллельно или крест-накрест. Параллельное оребрение, хотя и легче и лучше с точки зрения очистки от стружки, не такое жесткое, как диагональная конструкция. Поперечное сечение ребер, как правило, выполнено в виде двутаврового сечения для эффективного сопротивления изгибу.
Соображения, отмеченные выше, в значительной степени удовлетворяются в конструкции, показанной на рис. 11.10. Здесь используется секция с двойными стенками (чтобы соответствовать замкнутому прямоугольнику) с диагональным оребрением. Второй момент, на который следует обратить внимание, заключается в том, что ни одна часть направляющей не выступает за пределы конструкции, что сводит к минимуму вероятность деформации.
Стабильность движения тележки:Для точного продольного перемещения каретка должна иметь как статическую, так и динамическую устойчивость.
Статическую устойчивость скользящей пары можно повысить, соблюдая следующие пункты:
(i) Путем уменьшения действия сил, вызывающих смещение.
Силы и пары, действующие на седло, стремятся сместить седло в сторону, отклонив его от требуемой траектории.
Уравновешивание этих сил и пар должно быть таким, чтобы удерживать седло на требуемом пути. Этого можно добиться, расположив все силы так, чтобы они действовали в направляющих плоскостях или как можно ближе к ним.
(ii) Путем правильного выбора размеров направляющих по отношению к длине скользящего элемента.
Здесь представлен принцип узких направляющих. Направляющие станков — это неизменно узкие направляющие, т. е. направляющие, у которых скользящий элемент (иногда неподвижный элемент) имеет длину, в несколько раз превышающую диаметр или ширину направляющей. Обычно значение в пять-шесть раз является удовлетворительным.
Узкие направляющие обеспечивают:
(a) Движение без поперечной блокировки.
(b) Скользящее движение намного эффективнее и легче поддается контролю.
(c) Излишней длины скользящего элемента можно избежать, контролируя ширину или диаметр направляющих.
(iii) Путем надлежащего выбора форм направляющих.
(iv) Имея широкие опоры.
Статическая устойчивость увеличивается за счет широкой опоры. На рис. 11.11 показан пример такой кровати.
(v) С помощью гидростатических направляющих.
Силы резания на станке сильно различаются из-за различных условий резания. Для получения динамической устойчивости при любых условиях резания используются гидростатические направляющие.
В этой системе смазочные пленки образуются между опорными поверхностями направляющих скольжения с помощью внешней системы подачи масла, как показано на рис. 11.12. Два насоса постоянной производительности подают постоянный объем жидкости при фиксированном давлении, и жидкость проходит через зазоры h А и ч В . Первоначально бегун остается в центральном положении.
Если из-за возмущающей силы бегунок смещается в сторону A, зазор h A уменьшается, а зазор h B увеличивается. Поскольку одинаковое количество жидкости должно пройти с обеих сторон, давление на левой стороне увеличивается, а давление на правой руке уменьшается, что заставляет бегуна возвращаться в исходное положение.
Поскольку одинаковое количество жидкости должно пройти с обеих сторон, давление на левой стороне увеличивается, а давление на правой руке уменьшается, что заставляет бегуна возвращаться в исходное положение.
Одним из важнейших факторов, определяющих срок, в течение которого станок сохраняет первоначальную точность, является износостойкость его направляющих. Износостойкость зависит от следующих факторов.
(I) Материал и его твердость:
я. Чугун:
Для эффективной износостойкости он не должен содержать крупных частиц свободного феррита и цементита. Чугун с перлитной структурой отличается износостойкостью и хорошими механическими свойствами. Кроме того, это позволяет избежать ударов.
ii. Стальные направляющие:
Поскольку износостойкими должны быть только направляющие, нет необходимости, чтобы вся станина была изготовлена из износостойкого материала. Широко используются вставные стальные направляющие, закаленные по R c 63.
iii. Пластиковые направляющие:
Недавно были представлены пластиковые направляющие. В одну из поверхностей скольжения вставляются пластиковые пластины из волокна, связанного фенольной смолой, приклеиваются, привинчиваются и соскабливаются.
iv. Пластиковые направляющие:
а. Уменьшите трение и скользите палкой.
б. Уменьшение опасности заедания при недостаточном количестве смазки,
в. Минимизируйте вибрации.
(II) Поверхность:
Обработка поверхности и форма микронеровностей оказывают сильное влияние на износостойкость из-за их способности образовывать гидродинамические пленки. Эксперименты показали, что сочетание шлифованных поверхностей периферии и чашечного колеса обладает высокой износостойкостью.
(III) Среднее поверхностное давление и скорость скольжения:
Для уменьшения износа направляющих давление на них должно распределяться равномерно. Расчетные площади должны быть такими, чтобы среднее поверхностное давление не превышало значений, установленных опытным путем. Для равномерной опоры количество точек опоры должно быть не менее 2-3 на квадратный сантиметр.
Для равномерной опоры количество точек опоры должно быть не менее 2-3 на квадратный сантиметр.
Выбранные углы должны быть такими, чтобы основные силы воспринимались большими площадями, что обеспечивает равномерный износ с обеих сторон направляющей. Этого легче добиться с плоской направляющей, чем с V-образной.
Площади направляющих граней можно определить, разделив реакции на максимально допустимое поверхностное давление.
Значения максимально допустимого поверхностного давления:
я. Для малых скоростей скольжения большинства подач (например, токарных станков, фрезерных станков и т. д.) от 25 до 30 кг/см 2 .
ii. Для высоких скоростей скольжения большинства подач (строгальные станки и т. д.) 8 кг/см 2 .
III. Для направляющих шлифовальных станков 0,7 кг/см 2 .
Приведенные выше значения можно использовать при условии, что поверхностное давление одинаково поперек направляющих и вдоль них. Поскольку это не так, можно предположить, что половина указанных выше значений максимального давления обеспечивает удовлетворительную опорную поверхность для скольжения. Например, в случае токарных станков значение от 13 до 15 кг/см 2 можно принять за максимальное давление и использовать в расчетах.
Поскольку это не так, можно предположить, что половина указанных выше значений максимального давления обеспечивает удовлетворительную опорную поверхность для скольжения. Например, в случае токарных станков значение от 13 до 15 кг/см 2 можно принять за максимальное давление и использовать в расчетах.
(IV) Трение, смазка и условия смазки:
Трение и, следовательно, износ можно уменьшить с помощью:
я. Смазка поверхностей скольжения.
ii. По шариковым и роликовым направляющим.
III. Путем создания гидродинамических или гидростатических масляных пленок.
ив. Защита направляющих.
Шариковые и роликовые направляющие. Введение шариков и роликов между поверхностями скольжения преобразует высокое трение скольжения в низкое трение качения.
Шариковые и роликовые направляющие обычно используются, когда:
(а) подвижный элемент не стремится подняться;
(б) веса последнего достаточно, чтобы противостоять такой тенденции.
Гидростатические направляющие:
Поскольку трудно получить гидродинамические пленки при низких скоростях, были разработаны гидростатические направляющие. В этой системе, как уже упоминалось, смазка разделяет поверхности подшипников, обеспечивая низкое трение и отсутствие механического износа. Сопротивление трению обеспечивается только малыми силами вязкого сдвига в смазочных пленках.
В частности, статическим трением можно пренебречь — очень важное свойство для медленно движущихся скольжений. Благодаря этому гидростатические направляющие находят широкое применение там, где крайне важна защита от проскальзывания.
Защита направляющих:
Предотвращает попадание пыли и других абразивных частиц между поверхностями скольжения.
Остаточные напряжения:Помимо других факторов точность станка зависит от размерной стабильности отливок.
Это зависит от следующего:
1. Характер литого материала.
2. Дизайн отливки.
3. Литейные технологии.
4. Термическая обработка.
5. Механические операции.
Известно, что отливки из механитасохраняют стабильность размеров. Однако важно, чтобы в зависимости от применения использовалась правильная марка механита.
Следует избегать или постепенно выравнивать срезы разной толщины в отливке. Неровные участки вызывают неравномерную скорость охлаждения, что, в свою очередь, приводит к концентрации напряжений. Как правило, направляющие станка имеют более толстое поперечное сечение, чем остальная часть конструкции. В этом случае за счет использования блоков из карбида кремния была достигнута равномерная скорость охлаждения. Благодаря более высокой теплопроводности они быстро поглощают тепло, не влияя на обрабатываемость отливки.
Для обеспечения максимальной стабильности отливку следует оставить в форме до полного охлаждения до комнатной температуры. Искусственное снятие напряжений в печи должно производиться осторожно под руководством металлурга, иначе отливки могут выйти в более напряженном состоянии.
Между черновой и чистовой обработкой должен быть промежуток времени не менее нескольких дней. Следует избегать сверления отверстий после чистовой обработки.
Выравнивание:Для обеспечения точной подачи важно правильное выравнивание. Кровать должна быть выровнена как в продольном, так и в поперечном направлениях в пределах, установленных соответствующими стандартами, и должна быть установлена на прочном основании.
Вибрация:Для получения высокого качества поверхности станок не должен подвергаться вибрациям. Помимо других факторов, конструкция станины влияет на вибрационные характеристики машины. Вибрации можно свести к минимуму, контролируя следующие факторы, связанные с конструкцией конструкции станка.
1. Конструктор должен попытаться устроить конструкцию станка так, чтобы собственные частоты не совпадали с частотами резания.
2. Поскольку собственная частота ω n пропорциональна квадратному корню из статической жесткости «C», статическая жесткость конструкции должна быть как можно выше.
ω n = K√C,
, где C = P/λ, P = сила растяжения, λ = деформация в мм.
Это может быть достигнуто путем разумного выбора ребер и перегородок.
3. Собственная частота ω n = K/√m,
где m = масса вибрирующей системы.
Для получения высоких частот следует попытаться уменьшить массу до минимума.
4. Материал конструкции должен эффективно гасить вибрации. Чугун с шаровидным графитом хорош в этом отношении, тогда как чугун с чешуйчатым графитом лучше. Бетон является хорошим гасящим вибрации материалом, и его можно использовать для заполнения пустот в конструкции везде, где это возможно.
Явление скольжения:При производстве чистовой обработки поверхности характеристики скольжения системы направляющих столь же важны, как и ее вибрационные характеристики.
Стик-стик:
Скольжение одного тела по другому обычно носит прерывистый характер, поскольку коэффициент кинетического трения меньше, чем коэффициент трения покоя, а также потому, что участвующие тела деформируются при воздействии на них давления. На рис. 11.13 (а) показан верхний блок, который, как предполагается, движется с постоянной скоростью под действием силы Q. Способность нижнего тела деформироваться представлена пружиной жесткости K. Здесь K — отношение силы Q к деформация Δ.
На рис. 11.13 (а) показан верхний блок, который, как предполагается, движется с постоянной скоростью под действием силы Q. Способность нижнего тела деформироваться представлена пружиной жесткости K. Здесь K — отношение силы Q к деформация Δ.
, т. е. K = Q/∆.
Отклонение пружины позволяет нижней части тела двигаться вместе с верхней частью тела (без скольжения) до тех пор, пока усилие пружины не достигнет значения, при котором происходит скольжение. Эта часть движения представлена CB на рис. 11.13 (6) и называется палкой. Когда происходит скольжение, коэффициент трения падает до кинетического значения по сравнению со статическим значением, а также уменьшается прогиб пружины.
Эта часть движения представлена BC на рис. 11.3 (b) и называется скольжением. Движение верхней части тела с постоянной скоростью представлено линией ММ на рис. 11.13 (б). Этот процесс прерывистого скольжения называется проскальзыванием.
Проскальзывание – это, по сути, явление медленной скорости.