Станка ленточнопильного: Ленточнопильные станки купить с доставкой по РФ, большой выбор
alexxlab | 14.09.1988 | 0 | Разное
» Ленточнопильные станки
» Ленточнопильные станкиЛенточнопильные станки
Ленточнопильный станок предназначен для резки металла в плоскости и под углом от 45°-90°. Отличительная особенность данного станка перед другими станками 712 серии это поворачиваемая пильная рама для угловой резки, а не тисков. Особенности: Обрабатываемый материал может подаваться, как в ручную так и автоматически с помощью любого подающего оборудования. Скорость опускания пильной рамы, регулируется гидравликой. По окончанию…
Ленточнопильный станок CORMAK BS 170G оборудован гидравлической подачей, системой СОЖ и поворотной рамой до 60°. Пользуется популярностью в ремонтно-монтажных работах, там где приоритетом является качество и быстрота работы. Конструкция станка была разработана немецкими и австрийскими инженерами, что позволяет гарантировать надёжность и простоту в обслуживании. Универсальный ленточнопильный станок предназначен для резки металла в плоскости и под…
Ленточнопильный станок предназначен для резки металла в плоскости и под углом от 45°-90°.
Ленточнопильный станок предназначен для резки металла в плоскости и под углом от 45°-90°. Особенностью этого станка является упрощенная конструкция электронного блока, что позволяет сделать лучшее ценовое предложение на данный тип ленточнопильных станков. Особенности: Обрабатываемый материал может подаваться, как в ручную так и автоматически с помощью любого подающего оборудования. Скорость опускания пильной рамы, регулируется гидравликой. По…
Характеристики станка Недорогая ленточная пила Maktek c оптимальным диапазоном резки предназначена для профессиональных мастеров. Отличается производительностью и простотой в использовании. Рама станка поворачивается в обе стороны, что является большим плюсом при резке металла под углом.
Ленточная пила для резки металла CORMAK G5013W отличается производительностью и простотой в использовании. Поворотная рама позволяет на оптимальный диапазон резки. Станок такого типа идеально подойдёт для любого профессионального мастера. — Рама станка изготовлена из литого чугуна, что позволяет на плавный ход пилы с низким уровнем вибрации. Рама станка изготовлена из литого чугуна, что позволяет на…
Простой ленточнопильный станок для резки металла G-5012 WА отличается производительностью и простотой в использовании. Устанавливаемые тиски обеспечивают оптимальный диапазон резки. Станок такого типа — это интересное предложение для любого профессионального мастера. Небольшие размеры позволяют лёгко перемещать станок при выполнении строительно-монтажных работ. Преимуществом станка является возможность пиления в вертикальном положении Рама станка изготовлена из литого чугуна, что…
Мобильный ленточнопильный станок для резки металла с возможностью резки под углом 45º. Характеризуется простой и прочной конструкцией. Модель оснащена шариковыми направляющими, что позволяет увеличить срок службы ленточного полотна. Лёгкий и в тоже время масивный ленточнопильный станок, удобен при транспортировке.
Характеризуется простой и прочной конструкцией. Модель оснащена шариковыми направляющими, что позволяет увеличить срок службы ленточного полотна. Лёгкий и в тоже время масивный ленточнопильный станок, удобен при транспортировке.
Легкий ленточно-пильный станок для резки металла G-5012 W отличается производительностью и простотой в использовании. Устанавливаемые тиски обеспечивают оптимальный диапазон резки. Станок такого типа — это интересное предложение для любого профессионального мастера. Небольшие размеры позволяют на лёгкую транспортировку при выполнении строительно-монтажных работ. Рама станка изготовлена из литого чугуна, что позволяет на плавный ход пилы с низким уровнем…
Ленточнопильный станок с мощной литой рамой повышенной жесткости. Тяжелое промышленное исполнение, надежная конструкция. Поворотная на угол от +45° до -60° пильная рама. Твердосплавные направляющие роликовые опоры пильного полотна. Механическое натяжение пильного полотна, измеритель усилия затяжки. Высокая точность резания. Регулируемый конечный выключатель. Передвижные быстрозажимные тиски с большим разводом. Щетка механической очистки пильного полотна. Простая и эргономичная…
Высокая точность резания. Регулируемый конечный выключатель. Передвижные быстрозажимные тиски с большим разводом. Щетка механической очистки пильного полотна. Простая и эргономичная…
1 2 »
Присоединяйтесь:
Мы принимаем:
Информация на сайте www.bazismash.ru не является публичной офертой. Указанные цены предварительно уточняйте у менеджеров компании.
Цены в пунктах выдачи заказов и розничных магазинах компании ООО “БАЗИСМАШ” могут отличаться от указанных на сайте.
|
Ленточнопильные станки Категория: Деревообрабатывающие станки Ленточнопильные станки Кроме лесопильных рам для получения пиломатериалов используют леточнопильные и круглопильные станки, а также фрезерно-пильные агрегаты. Большую часть пилопродукции в нашей стране получают в результате обработки бревен на лесопильных рамах. Это объясняется тем, что основное лесопиление до последнего времени было сосредоточено в европейской части СССР. В связи с широким освоением богатств Сибири и Дальнего Востока центр дальнейшего развития лесопиления переносится в восточные районы нашей страны, где характер лесов в значительной степени отличается от лесов европейской части СССР. Укрупнение диаметров распиливаемых бревен, снижение сортности толстомерных бревен приводит к индивидуальной распиловке сырья на ленточнопильных станках. Это позволяет получать из низкосортного сырья большее количество высокосортных пиломатериалов. Использование ленточнопильных станков дает возможность сократить количество опилок по сравнению с рамным пилением в 1,5… 2 раза, а выход основной пилопродукции повысить на 1 … 2,5%. Ленточнопильные станки в основном применяют для продольной распиловки крупномерной фаутной древесины и индивидуального раскроя древесины ценных пород. Эти станки коренным образом отличаются от лесопильных рам. Они сравнительно просты по конструкции. В механизме резания в процессе работы отсутствуют большие динамические нагрузки, так как режущий инструмент, выполненный в виде непрерывной пильной ленты, характеризуется постоянным поступательным движением. Пильная лента охватывает два шкива, один из которых приводной ведущий, а второй — ведомый. В основном выпускают ленточнопильные станки с вертикальным расположением шкивов. К этим станкам можно отнести модели ЛБ125К-1, ЛБ50-1. Станки различаются только размерами шкивов. Наиболее распространен станок ЛБ150-1. На основе ленточнопильных станков созданы станочные линии ЛБЛ125К-1, ЛБЛ150Д-1 для продольной распиловки бревен. Ленточнопильный станок ЛБ150-1 используют в комплекте с околостаночным оборудованием. В комплект входят механизм подачи с тележкой, загрузочный конвейер, разгрузочный роликовый конвейер и пульт управления. Рис. 1. Ленточнопильный станок ЛБ150-1 с околостаночным оборудованием: Станина станка сварная, коробчатого сечения и установлена на фундаментной плите. На станине установлен механизм резания станка (рис. 91). Пильная лента охватывает два шкива одинакового диаметра (1500 мм), но разной массы, из которых нижний приводной ведущий, а верхний 4 — ведомый. Нижний шкив более тяжелый. Он выполняет роль маховика, не давая ослабляться ленте в верхней зоне в случае ее затормаживания при пилении. Скорость резания 45 м/с. Рабочие поверхности шкивов должны быть слегка выпуклыми, что обеспечивает устойчивое положение пильной ленты при работе. Нижний шкив приводится в действие от электродвигателя мощностью 75 кВт через клиноременную передачу, которая передает крутящий момент на вал нижнего шкива. Рис. 2. Схемы механизма резания станка ЛБ150-1: Механизм перемещения состоит из электродвигателя, цепной передачи, вала и двух червячных пар. Червячные гайки этих пар закреплены в подшипниковых опорах. При вращении этих гаек винты перемещают опоры оси, что приводит к предварительному натяжению пильной ленты. Для поддержания постоянного напряжения в пильной ленте во время работы и натяжения ленты предусмотрен натяжной механизм грузового типа. Чтобы предотвратить сбег пильной ленты со шкивов, регулируют наклон оси в вертикальной плоскости с помощью маховичка. Во время регулирования зубчатая муфта находится в разомкнутом положении. При вращении маховичка левая червячная пара передает вращение на левый винт, который перемещает левую опору оси. Это изменяет его положение в вертикальной плоскости. Для придания большей жесткости ленте на ее рабочем участке предусмотрено направляющее устройство. Верхняя направляющая может перемещаться от электродвигателя и ходового винта. Положение направляющей определяется высотой пропила. Механизм подачи станка состоит из тележки, стоек, захватов, цепного кантователя, электродвигателя, механизма перемещения стоек и канатно-барабанного привода перемещения тележки, скорость которой достигает 125 м/мин. Управление процессом распиливания бревна дистанционное и осуществляется с пульта управления. Бревно с загрузочного конвейера передается на тележку и закрепляется захватами, которые смонтированы на стойках. Для правильной ориентации бревна используют цепной кантователь, управляемый дистанционно. Тележка перемещается по рельсам от привода с электродвигателем мощностью 40 кВт. Для синхронного перемещения стоек с бревном на толщину отпиливаемой доски используют электродвигатель постоянного тока с системой кинематических пар. При распиловке бревна по сбегу стойки могут перемещаться каждая в отдельности от гидроцилиндров. Бревна загружаются на тележку поштучно. При повороте отсекателя отбирается одно бревно и доставляется на грузовой стол. Погрузочный рычаг в это время находится в крайнем левом положении. При подъеме рычага рычаг надвигает бревно на платформу тележки и прижимает его к стойке. В зависимости от места расположения качественных зон на торце бревна, его поверхности или направления кривизны поворачивают бревно перед зажимом захватами, расположенными на стойке, для наибольшего выхода пиломатериалов. Рис. 3. Механизм загрузки и ориентации бревен станка ЛБ150-1: Сдвоенные ленточнопильные станки применяют на ленточно-пильных линиях типа ЛБЛ для продольной распиловки бревен. Бревно зажимается с торцов штангами подающего механизма и распиливается при парном симметричном отделении досок. Рис. 4. Сдвоенные ленточнопильные станки с программной настройкой: Для перемещения и установки пильных узлов согласно заданной программе сдвоенные ленточнопильные станки оснащены механизмами перемещения и системой программного управления. Полученная система должна обеспечивать позиционирование пильных узлов с точностью ±0,3 мм и быстродействие не менее 30 мм/с. Сдвоенные ленточнопильные станки позволяют раскраивать бревна по оптимальным программам, обеспечивая наибольший объемный выход пиломатериалов заданных сечений. Последовательное расположение сдвоенных станков позволяет полностью раскраивать бревно за один проход и добиваться высокой производительности на средних скоростях подачи 40 … 45 м/мин. Делительные ленточнопильные станки используют для распиловки брусьев и толстых досок на тонкие доски. Конструкция механизма резания этих станков такая же, как у ленточнопильных станков для распиловки бревен, а конструкции механизмов подачи коренным образом различаются. Делительный ленточнопильный станок ЛД125-2 предназначен для ребрового деления досок на установленный размер, а также симметричного раскроя распиливаемого материала. Станок состоит из механизмов резания и подачи. Скорость резания 40 м/с. Механизм резания незначительно отличается от механизма резания бревнопильного станка и состоит из станины сварной конструкции, стойки, двух шкивов, диаметром 1250 мм с приводом мощностью 45 кВт, грузового механизма натяжения, пильной ленты, направляющего устройства, перемещаемого от электродвигателя. Механизм подачи станка выполнен с вертикальным расположением исполнительного механизма, который смонтирован на станине, и состоит из базового суппорта, механизма установки на размер и прижимного суппорта. Станина механизма подачи одним концом прикреплена болтами к станине механизма резания, а другой конец через опору установлен на фундамент. Наибольшая высота распиливаемого материала 630 мм. Суппорт представляет собой пластинчатый конвейер с натяжным устройством. Конвейер приводится в действие от гидромотора через редуктор и зубчатую передачу. Скорость подачи регулируется бесступенчато в пределах 5 … 45 м/мин. Перемещается суппорт по направляющим качения, получая движение от гидроцилиндра механизма установки на размер и симметричного распила. Этот механизм включает в себя упор, диск с одиннадцатью упорами настройки и реечный редуктор, состоящий из двух зубчатых реек, и реечного колеса. Во время настройки диск приводится во вращение электродвигателем через редуктор и цепную передачу. Для настройки предусмотрены два комплекта упоров: на размер 5…100 мм и 100 … 200 мм. Суппорт обеспечивает надежный прижим распиливаемого материала к базовой поверхности конвейера и состоит из одного приводного рифленого ролика и шести гладких неприводных прижимных роликов. Кронштейны осей этих роликов шарнирно закреплены на суппорте и снабжены пружинами или гидроцилиндрами для создания необходимого прижимного усилия. Подающий валик приводится в действие от гидромотора через редуктор и зубчатую передачу. Перемещается суппорт от гидроцилиндра по шариковым направляющим. На станине со стороны рабочего места расположен пульт управления, на котором находится шкала размеров пиления с тумблерами установки заданного размера. Для регулирования усилия прижима предусмотрен переключатель. Рис. 5. Делительный ленточнопильный станок ЛД125-2: а — общий вид, б — кинематическая схема механизма подачи; 1 — привод механизма резания, 2 — гидрооборудование, 3 — пульт управления, 4 — грузовой механизм натяжения, 5 — стойка, 6 — маховичок, 7— электродвигатель перемещения направляющей, 8, 15 — верхний и нижний шкивы, 9 — направляющее устройство, 10, 12 — суппорты, 11 — пильная лента, 14 — станина, 16 — диск, 17 — упор, 18 — электродвигатель, 19, 26 — гидроцилиндры, 20 — гидромоторы, 21 — редукторы, 22 — конвейер, 23 — натяжное устройство, 24, 25 — ролики, 27, 29 — зубчатые рейки, 28 — реечное колесо Для реверсирования направления подачи используют кнопки, для остановки механизма подачи — кнопку. При проведении симметричного распила включают тумблер. В зависимости от высоты пропила направляющая пильной ленты нажатием кнопок, устанавливается в соответствующее положение. Рис. 6. Пульт управления станка ЛД125-2: Для остановки всех механизмов станка предусмотрена кнопка «Общий стоп». Степень натяжения пильной ленты контролируют двумя сигнальными лампочками на стойке станка: зеленый цвет — лента натянута нормально; красный цвет —лента не натянута. Предупредительный сигнал о включении станка подают кнопкой. Масло из гидробака лопастным гидронасосом, приводимым электродвигателем, подается к четырехходовому гидрораспределителю с дистанционным управлением от ножной педали. От гидрораспределителя масло через гидрораспределитель реверсирования поступает в гидрораспределитель, который на схеме изображен в нейтральном положении. Если гидрораспределитель поставить в правую позицию, то масло через дроссель с переливным золотником поступает в рабочую полость гидроцилиндра и обрабатываемый материал прижимается к базовому конвейеру. При обрыве пильной ленты или остановке двигателя включается электромагнит гидрораспределителя, который занимает левую позицию. Масло нагнетается в среднюю полость двух-штокового гидроцилиндра тормоза механизма резания, и вал затормаживается. Ленточнопильные станки могут работать в проходном и цикловом режимах. Время цикла (время, затраченное на один проход) складывается из времени на вспомогательные операции и времени, необходимого для выполнения рабочей операции: Время рабочей операции составляет в среднем около 40% от времени цикла. — Ленточные пилы Ленточнопильные станки, а также и лобзиковые, режущий инструмент которых представляет собой пильную ленту, в отличие от станков с круглыми пилами применяются преимущественно для криволинейного распиливания пиломатериалов, но их можно использовать и для прямолинейного раскроя древесины. В ленточнопильных станках пилы движутся непрерывно, а в лобзиковых движение у них поступательно-возвратное. Ленточные пилы подразделяются на столярные и делительные. Ширина полотна столярных ленточных пил выбирается в зависимости от наименьшего радиуса кривизны выпиливаемой заготовки. Столярные пилы шириной 10—60 мм служат для прямолинейного продольного и поперечного, а также криволинейного распиливания пиломатериалов, делительные шириной 50—175 мм — для прямолинейного продольного (на ребро) распиливания брусьев и толстых досок. Ленточные пилы поступают от заводов-изготовителей в рулонах. Длина ленты в рулоне должна быть кратной 4—6 м для пил столярных и 6—8 м для делительных. При подготовке столярных ленточных пил к работе разрезают рулон на куски необходимой длины, скашивают концы ленты для паяния, паяют их с последующей зачисткой стыков, затем затачивают пилу и разводят зубья. Разводка зубьев ленточных пил производится ручными разводками или на ручных приспособлениях либо на станках-полуавтоматах, где производится и заточка зубьев (рис. 95). В связи с тем, что пильная лента натяжная и тонкая, на ленточнопильном станке пропил получается узким и чистым. Для качественного распиливания необходимо, чтобы пильная лента имела равномерную толщину и ширину, ровный и гладкий обушок, хорошую шлифовку. Зубчатый венец должен быть прямолинейным, а развод зубьев — одинаковым. Концы пильной ленты должны быть прочно спаяны, а места спайки тщательно отшлифованы. Разорвавшееся пильное полотно можно спаять медным или серебряным припоем. Более прочную спайку дает припой П-Ср-65. Для спайки оба конца полотна опиливают тонким напильником так, чтобы они сошлись на косую фугу и точно легли один на другой. Соединяемые концы должны быть чистыми, на поверхности их не должно быть ржавых мест и жирных пятен. Место спайки достаточно распространить на один зуб. На месте спайки зубья пилы затачивают одинаково с другими, но не разводят. Для безопасной работы верхний и нижний шкивы, пильная лента, регулирующее устройство и электродвигатель должны быть ограждены. Ленточнопильные станки Ленточный делительный станок ЛД125 предназначен для продольной распиловки брусьев на доски, а также для распиловки брусьев и досок надвое. Привод пильного полотна осуществляется от отдельного электродвигателя через клиноременную передачу на главный вал, жестко связанный с нижним шкивом, который является также маховичком и обеспечивает равномерную скорость пилы. Подача заготовки производится тремя парами приводных вальцов, которые приводятся в движение через винтовую и зубчатую передачи. Ширина пильной ленты 125 мм, толщина 1,2 мм, ширина пропила 2,2 мм, высота распиливаемого бруса от 40—400 мм, ширина 15—350 мм, скорость пиления 40 м/сек, вес станка 4500 кг. По сравнению с ранее выпускавшимися станками станок ЛД125 обладает более высокой производительностью, меньшим потреблением электроэнергии, простотой управления. Ленточнопильный станок J1C80-3 применяется для криволинейного и прямолинейного пиления и относится к станкам средней мощности. Диаметр пильных шкивов 800 мм, ширина 60 мм; наибольшая высота пропила 200 мм, мощность электродвигателя пилы 4,5 кет, вес станка 1120 кг. Рабочий стол устанавливают к направлению пилы под разными углами (до 45°), что дает возможность производить распил под разными углами к поверхности детали. Стол закрепляют в нужном положении винтом. Ведущий (нижний) пильный шкив насажен на вал электродвигателя, вмонтированного в нижнюю часть станины; ведомый (верхний) шкив укреплен в верхней части станины. Режущим инструментом станка является бесконечная пильная лента 6, соединенная в кольцо и натягиваемая на оба шкива. Натягивается она суппортом, на котором расположены шарикоподшипники верхнего шкива. Суппорт Устанавливают по высоте штурвальчиком с помощью винта. Для Равномерного и постоянного натяжения пильной ленты служит пружина или рычаг с противовесом. Рис. Пильное полотно движется и режет сверху вниз, проходя че-Р®3 разрез в столе. Чтобы пильная лента не спадала со шкивов, обоих шкивов покрыты резиновыми бандажами. При работе деталь укладывают на стол и надвигают па полотно пилы. Полотна применяют узкие от 10 до 60 мм, толщиной от 0,6 до 0,9 мм. Чтобы предупредить при распиливании черезмерный прогиб полотна и сдвигание его со шкива, сзади полотна ставят три или четыре упорных ролика. При наличии трех роликов два устанавливают параллельно щечкам ленты, а третий — против обушка пилы; при четырех роликах обе пары роликов устанавливают параллельно щечкам. Один из роликов каждой пары сделан ступенчатым, и на его ступеньку пила опирается обушком. Под рабочим столом устанавливают направляющие колодочки из древесины твердой породы. Для быстрой остановки станка при обрыве пильной ленты у нижнего шкива помещается тормоз. Действует тормоз либо от рукоятки, расположенной возле правой руки станочника, либо от педали. Рис. 2. Ленточнопильный станок ЛС80-3: Затачивают и разводят пильное полотно так же, как полотно лучковой пилы. Разводят зубья на каждую сторону от 0,15 до 0,3 мм. Для пиления по окружности применяют специальное приспособление. При массовом продольном раскрое пиломатериалов станки снабжают приставными автоподающими устройствами. Приставной автоподатчик имеет приводные обрезиненные вальцы, смонтированные в одном корпусе вместе с редуктором и электродвигателем. Применение таких автоподатчиков делает работу станочника безопасной и значительно облегчает его труд. Ленточнопильный станок ЛС40 имеет два пильных шкива: нижний и верхний. Рис. 3. Приставной автоподатчик на ленточнопильном станке: Ленточнопильный станок ЛС40 предназначен для прямолинейного и криволинейного распиливания щитов, досок, брусков по наружному контуру. Диаметр пильных шкивов 400 мм, наибольшая ширина ленты 20 мм, наибольшая ширина отпиливаемой доски 3§0 мм, наибольшая высота пропила 200 мм, скорость движения пилы 30 м/сек, вес станка 460 кг. Режущая часть пильной ленты должна быть снабжена автоматическим ограждением и направляющим устройством, расположенными как можно ближе к распиливаемому материалу, а также ловителем ленты при ее разрыве. При изготовлении деталей с замкнутым криволинейным профилем должны применяться специальные приспособления. Ленточно-пильный станок оборудуется приспособлением, автоматически очищающим пильный шкив от опилок, и приспособлением, препятствующим спаданию ленты в сторону подачи распиливаемого материала. Для распиливания досок и брусьев толщиной до 400 мм используется делительный ленточнопильный станок ЛД140. Диаметр пильных шкивов этого станка — 1400 мм, ширина пильной ленты—125 мм, скорость подачи 5—50 м/мин, вес станка 5000 кг. Лобзиковые станки Лобзиковый станок АЖС-3 предназначен для фигурного пиления по контуру. Станок снабжен сверлильным приспособлением с электродвигателем. Стол станка наклоняющийся и делается обычно переставным по высоте. Включают и выключают станок посредством педали. Рис. 4. Ленточнопильный станок ЛС40: Рис. 5. Лобзиковый станок АЖС-3: Рис. 6. Ажурно-лобзиковый станок АЖС-4: Обрабатываемый материал передвигают по столу вручную. Для сдувания опилок установлен вентилятор со шлангом. Ажурно-лобзиковый станок со сверлильным устройством АЖС-4 имеет станину, которая состоит из нижней части и верхней — хобота. В нижнюю часть станины вмонтированы электрошкаф, электродвигатель, шатунный механизм, педаль для включения и выключения электродвигателя механизма пилки. В верхней части станины установлены головка с воздушным насосом и сверлильное устройство. Наибольшая длина пильной ленты 280 мм, ход пилки 40 мм, скорость движения пилки 1 —1,3 м/сек, вес станка 540 кг. Станок АЖС-4 предназначен для выпиливания криволинейных контуров с наименьшим радиусом 20 мм. Толщина обрабатываемого материала колеблется от толщины фанеры до брусков толщиной 80 мм. Станок применяется в производстве мебели, музыкальных инструментов, в авиастроении, вагоностроении и пр. Лобзиковые пилки должны быть оборудованы пневматическим приспособлением для обдувания обрабатываемого материала, Станки для заточки пил Для заточки пил имеются специальные пилоточильные станки. Заточный полуавтомат ТчПА-3 является универсальным станком и применяется для автоматической заточки круглых, рамных и широких ленточных пил. Для установки круглых пил по высоте в зависимости от их диаметра имеется укрепленное на суппорте центрирующее зажимное приспособление. Для заточки широких ленточных пил имеется особое приспособление, которое состоит из укрепленного на суппорте станка направляющего устройства и двух стоек со шкивами, имеющими реборды для поддержания затачиваемой ленточной пилы. Устанавливаются и снимаются пилы ручным способом. Для заточки ленточных столярных пил в настоящее время выпущен полуавтомат ТчЛ-6. Заточный станок ТчПН-5 предназначен для заточки круглых и рамных пил, а также плоских ножей с прямолинейной режущей кромкой. Стол для заточки ножей и приспособления для заточки круглых пил крепятся на поворотном хомуте. Это дает возможность быстро и легко устанавливать в рабочее положение стол или приспособление. В этом преимущество станка ТчПН-5 перед ранее выпускавшимися станками ТчПН. Для установки пилы под углом, необходимым, чтобы получить нужный угол косой заточки зубьев, в верхней части приспособления имеется поворотный сектор со шкалой. Наличие копирного устройства 5 облегчает заточку зубьев круглых и рамных пил. Поскольку в деревообрабатывающей промышленности широко внедряются круглые пилы со вставными зубьями из высоколегированных сталей и металлокерамических твердых сплавов, в настоящее время сконструирован специальный заточный станок модели ТчПКВ-3. Применение зубьев с режущими пластинками из сплава ВК-15 намного увеличивает износоустойчивость пильных дисков. Разводят зубья пил вручную специальными разводками, а также на станках модели РЗП. На этих станках разводят зубья рамных, круглых и ленточных пил (наибольшая ширина ленты 180 мм, диаметр пилы 1000 мм). За рубежом для этой цели применяют полуавтоматические станки. Правильность развода проверяют специальными шаблонами, обеспечивающими точность проверки ± 0,2 мм. Большую точность (до ± 0,1 мм) дают индикаторные приборы-разводомеры. При работе на заточных станках абразивные круги должны закрепляться на валу посредством шайб, сжимаемых гайками. Гайка завинчивается в сторону, противоположную вращению круга. Диаметр шайб должен быть не менее 0,5 диаметра круга. Шайба должна иметь заточку или вогнутость и соприкасаться с кругом по кольцевой поверхности шириной в Vie диаметра круга. Крепление круга другими способами запрещается. До установки круга его необходимо тщательно осмотреть через увеличительное стекло и простукать, чтобы установить, нет ли в нем трещин. Заточный станок должен быть снабжен шарнирной рамкой с небьющимся стеклом, сблокированной с пусковым устройством. При отсутствии рамки работать без предохранительных очков запрещается. Окружная скорость точильных кругов должна быть в пределах 20—30 м/сек. Реклама:Читать далее:Круглопильные станки для распиливания бревен
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Выбор оборудования определяется назначением, размерами, требуемым качеством изделия, а также качеством, размерами распиливаемого сырья и экономической целесообразностью применения того или иного оборудования.
Выбор оборудования определяется назначением, размерами, требуемым качеством изделия, а также качеством, размерами распиливаемого сырья и экономической целесообразностью применения того или иного оборудования.

 Для быстрого затормаживания шкива при обрыве пильной ленты и отключения двигателя установлен ленточный тормоз, который работает от гидроцилиндра. Верхний шкив вращается на оси, смонтированной на двух роликоподшипниковых опорах. Эти опоры подвижны и могут перемещаться в вертикальном направлении от винтов механизма перемещения оси верхнего шкива.
Для быстрого затормаживания шкива при обрыве пильной ленты и отключения двигателя установлен ленточный тормоз, который работает от гидроцилиндра. Верхний шкив вращается на оси, смонтированной на двух роликоподшипниковых опорах. Эти опоры подвижны и могут перемещаться в вертикальном направлении от винтов механизма перемещения оси верхнего шкива. Груз через систему рычагов с передаточным отношением 40 : 1 перемещает вверх опоры оси, создавая тем самым необходимое натяжение ленты. Для устойчивой работы режущего инструмента напряжение в ленте должно быть 100 … 140 МПа.
Груз через систему рычагов с передаточным отношением 40 : 1 перемещает вверх опоры оси, создавая тем самым необходимое натяжение ленты. Для устойчивой работы режущего инструмента напряжение в ленте должно быть 100 … 140 МПа.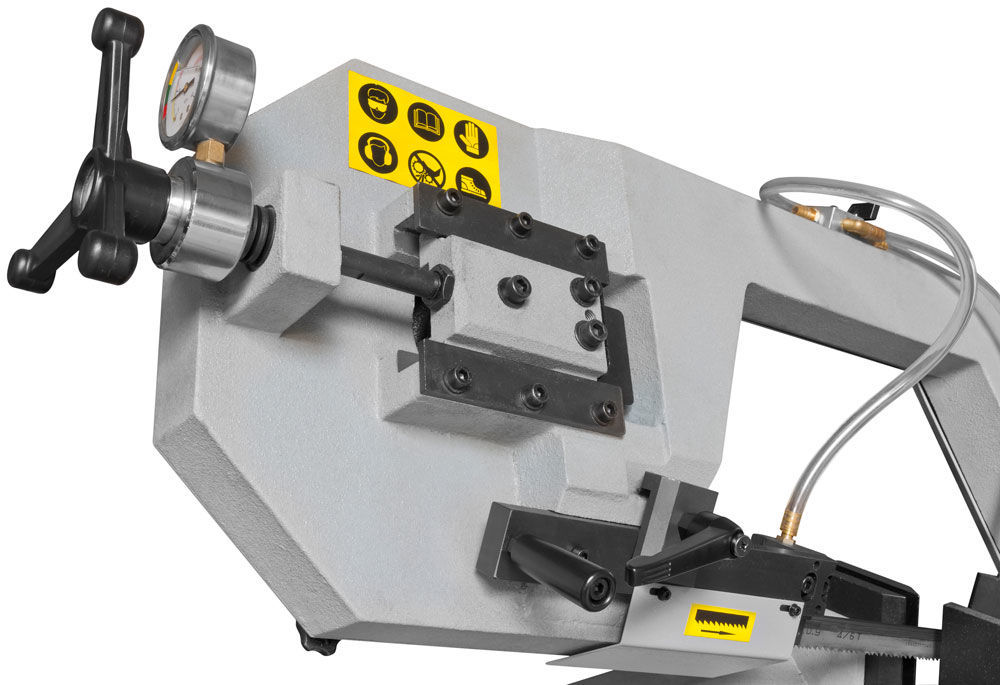
 Эту операцию производят кантователем (манипулятором). На его корпусе смонтированы электродвигатель, редуктор и рабочая цепь. На цепи закрепляют башмаки, поворачивающие бревно во время работы кантователя. Во время подачи бревна на тележку рабочая часть кантователя находится за базовой поверхностью стойки. При необходимости поворота бревна кантователь перемещается гидроцилиндром 10 до соприкосновения с ним рабочей цепи. В рабочем состоянии башмаки цепи поворачивают бревно вокруг его продольной оси на необходимый угол. Наибольшая высота пропила 900 мм.
Эту операцию производят кантователем (манипулятором). На его корпусе смонтированы электродвигатель, редуктор и рабочая цепь. На цепи закрепляют башмаки, поворачивающие бревно во время работы кантователя. Во время подачи бревна на тележку рабочая часть кантователя находится за базовой поверхностью стойки. При необходимости поворота бревна кантователь перемещается гидроцилиндром 10 до соприкосновения с ним рабочей цепи. В рабочем состоянии башмаки цепи поворачивают бревно вокруг его продольной оси на необходимый угол. Наибольшая высота пропила 900 мм.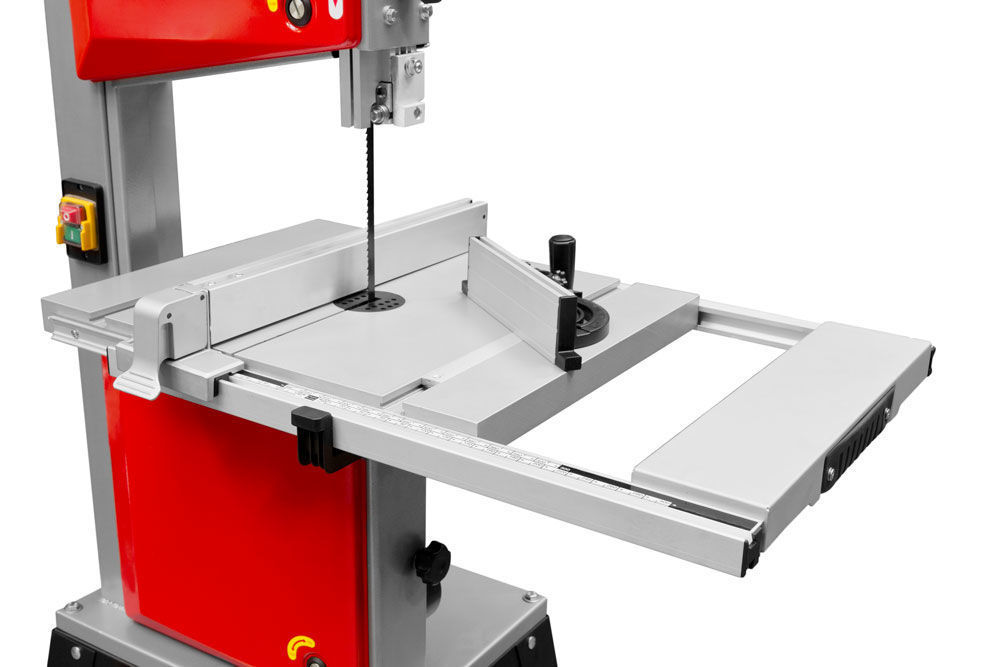 В зависимости от геометрических характеристик и пороков бревно раскраивается по заранее разработанным программам, которые заложены в блок памяти управляющего устройства. Программа выбирается автоматически по данным замеров преобразователями комлевого и вершинного диаметров, а также длины бревна с последующей обработкой данных и настройкой пильных узлов в процессе раскроя бревна. Если автоматическое управляющее устройство отсутствует, то оператор на пульте управления набирает одну из оптимальных программ раскроя.
В зависимости от геометрических характеристик и пороков бревно раскраивается по заранее разработанным программам, которые заложены в блок памяти управляющего устройства. Программа выбирается автоматически по данным замеров преобразователями комлевого и вершинного диаметров, а также длины бревна с последующей обработкой данных и настройкой пильных узлов в процессе раскроя бревна. Если автоматическое управляющее устройство отсутствует, то оператор на пульте управления набирает одну из оптимальных программ раскроя.
 На станине установлен пульт управления. Положение верхнего шклва регулируют маховичком. Механизм резания снабжен быстродействующим колодочным тормозом, который автоматически срабатывает при обрыве ленты.
На станине установлен пульт управления. Положение верхнего шклва регулируют маховичком. Механизм резания снабжен быстродействующим колодочным тормозом, который автоматически срабатывает при обрыве ленты. Реечный редуктор при включенной фрикционной муфте согласует перемещение базового и прижимного суппорта в случае симметричного распила.
Реечный редуктор при включенной фрикционной муфте согласует перемещение базового и прижимного суппорта в случае симметричного распила. Механизм пиления запускают и останавливают нажатием кнопок. Кнопки управляют механизмом подъема и опускания суппорта верхнего шкива.
Механизм пиления запускают и останавливают нажатием кнопок. Кнопки управляют механизмом подъема и опускания суппорта верхнего шкива. В случае перегрузки электродвигателя механизма пиления загорается сигнальная лампа. Необходимую скорость подачи устанавливают поворотом рукоятки и отсчетом по лимбу.
В случае перегрузки электродвигателя механизма пиления загорается сигнальная лампа. Необходимую скорость подачи устанавливают поворотом рукоятки и отсчетом по лимбу.

 Поэтому в целях экономии древесины доски ценных пород обычно раскраивают на ленточнопильных станках.
Поэтому в целях экономии древесины доски ценных пород обычно раскраивают на ленточнопильных станках. Полотно ленточной пилы во время работы должно быть правильно натянуто. При сильном натяжении качество пропила получается высоким, но такое полотно быстро рвется, а при слабом натяжении пропил получается неровным и пила соскальзывает со шкивов.
Полотно ленточной пилы во время работы должно быть правильно натянуто. При сильном натяжении качество пропила получается высоким, но такое полотно быстро рвется, а при слабом натяжении пропил получается неровным и пила соскальзывает со шкивов.
 1. Ленточный делительный станок ЛД125
1. Ленточный делительный станок ЛД125
 Нижний является ведущим, он посажен непосредственно на вал электродвигателя, верхний шкив закреплен на суппорте, натяжение которого производится регулировочной пружиной. Для регулировки правильного набегания пильной ленты на шкив суппорт поворачивается при помощи винта. Стол станка наклонный и устанавливается под любым углом в пределах до 45°. Для продольной распиловки станок снабжен съемным угольником, для поперечной и под углом распиловки имеется передвижная линейка, перемещающаяся по пазу. Станок снабжен блокирующим устройством, обеспечивающим останов двигателя при обрыве пильной ленты. Пила имеет перемещающееся ограждение. Производится пуск и остановка станка кнопками.
Нижний является ведущим, он посажен непосредственно на вал электродвигателя, верхний шкив закреплен на суппорте, натяжение которого производится регулировочной пружиной. Для регулировки правильного набегания пильной ленты на шкив суппорт поворачивается при помощи винта. Стол станка наклонный и устанавливается под любым углом в пределах до 45°. Для продольной распиловки станок снабжен съемным угольником, для поперечной и под углом распиловки имеется передвижная линейка, перемещающаяся по пазу. Станок снабжен блокирующим устройством, обеспечивающим останов двигателя при обрыве пильной ленты. Пила имеет перемещающееся ограждение. Производится пуск и остановка станка кнопками. Станок относится к столярным станкам легкого типа и применяется на предприятиях деревообрабатывающей промышленности — на мебельных фабриках, в столярных мастерских и модельных цехах.
Станок относится к столярным станкам легкого типа и применяется на предприятиях деревообрабатывающей промышленности — на мебельных фабриках, в столярных мастерских и модельных цехах. 8 — рукоятка зажима стола, 9 — станина, 10 — барабанный переключатель
8 — рукоятка зажима стола, 9 — станина, 10 — барабанный переключатель Пилоточильные станки бывают трех видов: простые— с перемещающимся кругом и ручным надвиганием пилы на круг; полуавтоматические — с качающимся и разворачивающимся кругом, ручным надвиганием круга на пилу и ручной подачей пилы; автоматические с автоматическим подъемом и опусканием круга и автоматической подачей пилы на фуг. Производительность станка составляет от 40 до 70 зубьев в минуту.
Пилоточильные станки бывают трех видов: простые— с перемещающимся кругом и ручным надвиганием пилы на круг; полуавтоматические — с качающимся и разворачивающимся кругом, ручным надвиганием круга на пилу и ручной подачей пилы; автоматические с автоматическим подъемом и опусканием круга и автоматической подачей пилы на фуг. Производительность станка составляет от 40 до 70 зубьев в минуту. На этом новом станке можно также разводить зубья пилы.
На этом новом станке можно также разводить зубья пилы. При нормальной эксплуатации таких пил очередная «доводка» зубьев производится через *80—100 рабочих смен, а точка зубьев — через 160—200 смен.
При нормальной эксплуатации таких пил очередная «доводка» зубьев производится через *80—100 рабочих смен, а точка зубьев — через 160—200 смен. Пользоваться кругами, имеющими малейшие дефекты (трещины, выбоины, ненормальную толщину, неправильную окружность, отверстие не в центре и т. п.), или замасленными запрещается.
Пользоваться кругами, имеющими малейшие дефекты (трещины, выбоины, ненормальную толщину, неправильную окружность, отверстие не в центре и т. п.), или замасленными запрещается.Виды ленточнопильных станков
Главная » Статьи » Статьи по деревообработке » Столярные станки » Ленточные пилы по дереву » Виды ленточнопильных станков
22. 12.2020
12.2020
Ленточные пилы по дереву
Просмотров: 388
- Вертикальные. Они оснащаются пильной рамой, расположенной вертикально. Вертикальные ленточнопильные станки по дереву разделяются на малогабаритные и крупногабаритные. Пила, установленная в малогабаритных устройствах, является основным подвижным механизмом. В крупногабаритных приборах заготовка перемещается оператором в необходимой плоскости.
- Горизонтальные. Они оборудуются пильной рамой, расположенной горизонтально. Эти устройства применяются для обработки крупногабаритных пиломатериалов из твердых пород древесины.
В соответствии со степенью автоматизации выделяют следующие виды распиловочных станков:
- Ручные. В процессе эксплуатации устройства оператор должен самостоятельно подавать деревянные заготовки. Процедура распила брусков также осуществляется вручную. Ручные ленточнопильные станки чаще всего используются в домашних мастерских.
- Полуавтоматические.
 В этих устройствах автоматизирована работа ленточной пилы и тисков. Полуавтоматические механизмы устанавливаются на мебельных фабриках.
В этих устройствах автоматизирована работа ленточной пилы и тисков. Полуавтоматические механизмы устанавливаются на мебельных фабриках. - Автоматические. Все механизмы этих приборов полностью автоматизированы. Автоматические приборы используются на крупных промышленных производствах. Они занимают большое количество пространства.
По типу ленты станки разделяются на:
- Устройства с узкими пильными лентами. Их ширина составляет не более 6 см. Узкие пилы нельзя затачивать. Поэтому их нужно полностью заменять в случае износа.
- Устройства с широкими пильными лентами. Их ширина может достигать 30 см. Станки с широкими пилами отличаются высокой производительностью. Они способны обрабатывать изделия из твердых пород древесины и толщиной до 1 м.
Станки классифицируют по мощности и размерам:
- Столярные. Отличаются невысокой мощностью и малыми габаритами. Они имеют настольную модификацию. Эти станки используются в столярных мастерских.

- Делительные. Они способны делить бревна на пласты и имеют средние габариты. Применяются при производстве мебели.
- Бревнопильные. Эти станки отличаются высокой мощностью и большими размерами. Они устанавливаются на предприятиях по деревообработке.
Также существуют отдельные классификации ленточнопильных станков по количеству скоростных режимов, объему обрабатываемой продукции в единицу времени и углу поворота.
Принцип работы ленточнопильных станков
Принцип работы распиловочных станков был разработан во второй половине XIX столетия. Современные приборы работают от специального ремня, размещенного между 2 маховиками. При включении устройства ремень приводится в движение. После этого оператор может подавать деревянные заготовки. Обработка изделий осуществляется посредством передвижения ленточной пилы с помощью рамы. Резка производится под острым углом (до 60°). Разрезы на заготовке получаются точными, потому давление на материал в процессе работы распределяется равнозначно.
Как выбрать
При выборе ленточнопильных станков по дереву необходимо учитывать следующие критерии:
- Металл режущей части. Для резки древесины необходимо, чтобы ленточная пила была изготовлена из твердосплавных материалов. При тяжелом режиме пиления рекомендуется приобретать устройства, режущая часть которых изготовлена из биметаллических материалов.
- Мощность электродвигателя. Для резки деревянных изделий в бытовых условиях можно использовать станки, оборудованные приводом с низкой мощностью. Для крупного производства требуются агрегаты, оснащенные электродвигателем с высокой мощностью и механизмами регулировки скоростей.
- Тип управления. При резке легких металлов на небольших производствах рекомендуется применять ручные станки с настольной модификацией. На крупных предприятиях чаще всего используются автоматические приборы.
- Система охлаждения. Она позволяет снизить температуру станки при его нагреве в процессе пиления. Для охлаждения используются водные эмульсии.

- Наличие функции, позволяющее автоматически остановить работу станка после сквозного распила.
- Жесткость деталей. Этот показатель определяет устойчивость станка к вибрациям. Чем жестче детали, тем точнее рез.
Также при выборе ленточнопильных станков необходимо учитывать его марку. Производителя при изготовлении распиловочных агрегатов используют различные технологии и материалы. Наибольшей популярностью пользуются ленточные пилы от компаний Metabo, Jet и Makita. Деревообрабатывающие приборы от данных производителей могут использоваться как в промышленности, так и в бытовых условиях. Они комплектуются инструкциями и инструментами для регулировки станковых механизмов. В России также выпускаются станки под брендом “Зубр”. Они предназначены для работ со средней производительностью.
Как изготовить своими руками
Чтобы сделать ленточнопильный станок в бытовых условиях, необходимо приобрести опоры из листового металла, раму, направляющие полотна, подшипники, планки, хомут, кожух и крепежные элементы (винты и болты). Процедура изготовления самодельного прибора осуществляется в несколько этапов:
Процедура изготовления самодельного прибора осуществляется в несколько этапов:
- Создание чертежа станка. На нем необходимо указать габариты всех деталей.
- Сварка рамы рабочего стола.
- Изготовление столешницы. Ее можно сделать из нескольких фанерных листов толщиной 2 см. Столешницу рекомендуется оклеить текстолитом.
- Монтаж несущей штанги при помощи швеллера.
- Изготовление верхнего и нижнего шкивов. Их нужно оклеить резиной.
- Шлифование деревянных поверхностей и нанесение эпоксидной смолы.
- Фиксирование нижнего шкива на оси при помощи 3 шурупов. Ось монтируется на 2 шарикоподшипника и прикрепляется к несущей штанге.
- Прикрепление верхнего шкива ко второму концу оси.
- Установка электродвигателя. Привод необходимо соединить с ведущим шкивом.
- Монтаж опоры с регулирующим винтом. Полученный механизм фиксируется на штанге. После этого шкивы ленты размещаются на одном уровне.

- Фиксирование кожуха на несущей штанге и поверхности рабочего стола.
- Сделать выключатель. Рекомендуется расположить его на раме. Выключатель оснащается проводом, соединяющим его электродвигателем.
После постройки ленточнопильного станка необходимо осуществить пробный запуск. Прибор не должен вибрировать и издавать лишних шумов.
Инструкция по работе с ленточнопильными станками
При работе с ленточнопильными станками необходимо соблюдать следующие правила:
- Перед обработкой деревянных заготовок необходимо настроить на станке угол наклона, глубину реза и скорость натяжения направляющих полотен.
- Для получения точного реза и минимизации вибраций рабочего стола требуется зафиксировать заготовку.
- Необходимо обеспечить хорошее освещение рабочей зоны. Для этого рекомендуется использовать светодиодные станочные светильники.
- Малогабаритные конструкции необходимо устанавливать на специальных подставках или верстаке, крупногабаритные – на полу.

- Криволинейную распиловку необходимо осуществлять при помощи инструментов для подачи и фиксации деревянного бруска.
- Прямолинейную распиловку нужно осуществлять с помощью движимого упора.
- Периодически заменять ленточные полотна и смазывать движущиеся элементы станка.
- При эксплуатации станка требуется надевать средства индивидуальной защиты.
- Направляющие полотна пилы необходимо устанавливать близко к обрабатываемой заготовке.
- Перед уходом с рабочего места нужно отключить деревообрабатывающее устройство.
Для работы с агрегатом по обработке дерева нужно предварительно пройти инструктажи по техники безопасности. Чтобы работать со станком, оператор должен имеет достаточную подготовку и знать основы работы распиловочного устройства.
если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите [email protected] мы обязательно вам поможем!
Рекомендуем прочесть
Что такое ленточная пила по дереву и как её выбрать?
22.
 12.2020
12.2020Просмотров: 474
Природные ресурсы, такие древесина и металл, многие века поддерживают человечество в борьбе за выживание, поэтому их пользу невозможно переоценить. Многие люди, с удовольствием используют достижения технологий в работе с деревом и металлом, что позволяет быстро воплотить идеи в жизнь
Ленточные пилы по дереву
Виды ленточнопильных станков
22.12.2020
Просмотров: 389
Рассмотрим виды ленточнопильных станков, инструкция по работе с ленточнопильными станками
Ленточные пилы по дереву
Уход за ленточнопильным станком по металлу
22.12.2020
Просмотров: 288
За любым оборудованием нужно правильно ухаживать, будь это лобзик или деревообрабатывающих комплекс из нескольких станков. Ленточная пила тоже нуждается в правильном обращении
Ленточные пилы по дереву
Ленточные пилы — станки Bud
Ленточные пилы по металлу — обязательный инструмент для любого производственного цеха, которому необходимо распиливать металлические заготовки. Bud’s Machine Tools предлагает высококачественные горизонтальные ленточнопильные станки нескольких марок, включая BMT, FMB и Hyd-Mech. Наши пилы для резки металла поставляются в конфигурациях с поворотной или двухколонной колонкой с автоматическим, полуавтоматическим или ручным управлением в соответствии с вашими производственными потребностями. У нас также есть вертикальные ленточнопильные станки и несколько других типов пил.
Bud’s Machine Tools предлагает высококачественные горизонтальные ленточнопильные станки нескольких марок, включая BMT, FMB и Hyd-Mech. Наши пилы для резки металла поставляются в конфигурациях с поворотной или двухколонной колонкой с автоматическим, полуавтоматическим или ручным управлением в соответствии с вашими производственными потребностями. У нас также есть вертикальные ленточнопильные станки и несколько других типов пил.
Размеры наших ленточных пил варьируются от маленьких до больших; у нас есть пилы, способные резать заготовки диаметром от нескольких дюймов до нескольких футов. В зависимости от марки каждая пила поставляется с различными функциями и опциями для оптимизации производительности. Мы предлагаем только высококачественные пилы для резки металла с прочной рамой и прочными дугами, которые раз за разом обеспечивают чистый и точный рез. Мы выбрали модели, которые просты в настройке и эксплуатации.
Горизонтальные ленточные пилы по металлу
(33 шт. )
) Вертикальные ленточнопильные станки по металлу
(4 шт.)Пилы по металлу (прочее)
(3 шт.)
Ленточнопильные станки для резки металла – король!
Еще в каменном веке пещерный человек брал кусок, над которым работал, помещал его между двумя камнями и разбивал, чтобы он больше походил на нужный ему кусок. Что ж, с тех пор мы прошли долгий путь; Сначала мы попытались разбить его двумя камнями, а потом попытались разрубить его лезвием из камня. По мере продвижения мы испытываем примитивные ранние металлы, сначала чугун, а затем бронзу. Нам потребовалось некоторое время, может быть, около 1000 лет (так кто вообще считает?), чтобы привести нас к тому, что мы имеем сегодня. Современные, элегантные, высокоэффективные отрезные станки заняли подобающее им место на переднем крае точного выполнения производственных норм. Обычный производственный ленточнопильный станок больше не включается в «категорию станков» в больших или малых цехах. Ленточнопильный станок для резки металла был, наконец, принят в качестве добросовестного производственного станка, и большие и малые компании начали осознавать важность качественной резки деталей в своих распиловочных цехах.
Ленточнопильный станок для резки металла был, наконец, принят в качестве добросовестного производственного станка, и большие и малые компании начали осознавать важность качественной резки деталей в своих распиловочных цехах.У нас есть знания, у нас есть машины, зачем искать в другом месте?
На протяжении многих лет Bud’s Machine Tools видел, как приходили и уходили как производители станков, так и производители чипов. Все начинают с добрыми намерениями, но им очень трудно конкурировать на сегодняшнем сверхконкурентном рынке. Мы знаем, мы занимаемся своим делом, поставляя качественные станки нашим клиентам в штатах Скалистых гор в течение полувека. Наши партнеры-производители машин с годами развивались вместе с нами, и сейчас немногие поставщики достигли уровня поддержки, равного тому, что станки Bud предоставляют нашим клиентам. Возьмем ту категорию станков, которую вы сейчас рассматриваете, ленточнопильные станки для резки металла — это одна из наших основных линеек станков. Да, ленточная пила была с нами с первого дня. Мы знаем о ленточнопильных станках больше, чем кто-либо другой. Ознакомьтесь с нашей линейкой ленточнопильных станков для резки металла, если вы хотите получить реальную производственную возможность резки. Названия читаются как голливудские рекламные щиты: Hyd-Mech USA, FMB Saws, BMT Saws. Да, ребята, вы могли бы сказать, что мы «пришли в восторг», когда дело доходит до высокопроизводительных отрезных пил. Пилы BMT — это наши повседневные пилы и наш собственный бренд. Мы сотрудничаем с несколькими зарубежными заводами, чтобы спроектировать и построить эти пилы в течение ряда лет и настроить их на пике совершенства. Там, где у нас может быть лучший вариант для удовлетворения производственных требований заказчика, мы окунемся в наш набор хитростей и обратимся, возможно, к Hyd-Mech за вертикальной пилой или за конкретным типом пилы для удовлетворения потребности, например, портативной. пила или холодная пила. Наши партнеры в FMB имеют множество необычных конфигураций, и мы часто рекомендуем их машины там, где это целесообразно.
Да, ленточная пила была с нами с первого дня. Мы знаем о ленточнопильных станках больше, чем кто-либо другой. Ознакомьтесь с нашей линейкой ленточнопильных станков для резки металла, если вы хотите получить реальную производственную возможность резки. Названия читаются как голливудские рекламные щиты: Hyd-Mech USA, FMB Saws, BMT Saws. Да, ребята, вы могли бы сказать, что мы «пришли в восторг», когда дело доходит до высокопроизводительных отрезных пил. Пилы BMT — это наши повседневные пилы и наш собственный бренд. Мы сотрудничаем с несколькими зарубежными заводами, чтобы спроектировать и построить эти пилы в течение ряда лет и настроить их на пике совершенства. Там, где у нас может быть лучший вариант для удовлетворения производственных требований заказчика, мы окунемся в наш набор хитростей и обратимся, возможно, к Hyd-Mech за вертикальной пилой или за конкретным типом пилы для удовлетворения потребности, например, портативной. пила или холодная пила. Наши партнеры в FMB имеют множество необычных конфигураций, и мы часто рекомендуем их машины там, где это целесообразно. Просто чтобы дать человеку представление о глубине доступности наших ленточнопильных станков, если бы вы спросили обо всех возможных опциях, которые мы могли бы предложить для одного конкретного типа ленточнопильного станка, скажем, полностью автоматической прямой пилы с 13-дюймовой пилой. дюйма, вы можете быть удивлены тем, с чем мы вернемся. Как насчет 11 уникальных ленточных пил, отвечающих всем тем же критериям, что и перечисленные выше? Глубина наших знаний о производстве ленточнопильного станка не имеет себе равных в отрасли. Компания Bud’s Machine Tools расположена в самом сердце Скалистых гор в Солт-Лейк-Сити, штат Юта. Позвоните нам, чтобы организовать индивидуальную экскурсию по нашим объектам, и мы познакомим вас с коллекцией самых производительных машин для производства и изготовления чипов, которые может предложить мир. Мы продолжаем реагировать на запросы наших клиентов и иметь все больше и больше того, что нужно нашим клиентам (и даже больше, чем они могли бы использовать).
Просто чтобы дать человеку представление о глубине доступности наших ленточнопильных станков, если бы вы спросили обо всех возможных опциях, которые мы могли бы предложить для одного конкретного типа ленточнопильного станка, скажем, полностью автоматической прямой пилы с 13-дюймовой пилой. дюйма, вы можете быть удивлены тем, с чем мы вернемся. Как насчет 11 уникальных ленточных пил, отвечающих всем тем же критериям, что и перечисленные выше? Глубина наших знаний о производстве ленточнопильного станка не имеет себе равных в отрасли. Компания Bud’s Machine Tools расположена в самом сердце Скалистых гор в Солт-Лейк-Сити, штат Юта. Позвоните нам, чтобы организовать индивидуальную экскурсию по нашим объектам, и мы познакомим вас с коллекцией самых производительных машин для производства и изготовления чипов, которые может предложить мир. Мы продолжаем реагировать на запросы наших клиентов и иметь все больше и больше того, что нужно нашим клиентам (и даже больше, чем они могли бы использовать). Наша команда профессионалов продолжает становиться все более и более осведомленными в том, что мы делаем, чтобы сделать работу с нами каждого клиента максимально полезной. Это обещания, которые мы все взяли на себя как компания в отношении того, как мы будем вести бизнес в будущем. В Bud’s Machine Tools клиент всегда на первом, последнем и всегда на первом месте.
Наша команда профессионалов продолжает становиться все более и более осведомленными в том, что мы делаем, чтобы сделать работу с нами каждого клиента максимально полезной. Это обещания, которые мы все взяли на себя как компания в отношении того, как мы будем вести бизнес в будущем. В Bud’s Machine Tools клиент всегда на первом, последнем и всегда на первом месте.Решения трех распространенных проблем ленточнопильного станка
Перейти к содержимому
CUTTING EDGE COLUMN
BY JAY GORDON
Знание причин типичных проблем при ленточной пиле и способов их быстрого устранения может оказаться полезным как для новичков, так и для опытных операторов. Несмотря на то, что вопросы резки могут варьироваться в зависимости от размера, формы и других характеристик материала, некоторые общие рекомендации могут быть полезными.
В дополнение к советам, приведенным ниже, я рекомендую проконсультироваться с производителем вашего ленточнопильного станка и диска для получения рекомендаций по оптимизации операций.
РЕШЕНИЕ ОБЫЧНЫХ ПРОБЛЕМ С ЗУБЬЯМИ ЛЕНТОЧНЫХ ПИЛ
Зачистка зубьев
- Неправильная приработка полотна. Неправильная приработка приводит к выкрашиванию зубьев, что сокращает срок службы лезвия, а также может привести к поломке зубьев. Следуйте рекомендованной поставщиком ножей процедуре обкатки.
- Скорость лезвия слишком низкая. Скорость диска зависит от типа материала. Если установить слишком низко, зубы могут проникнуть слишком глубоко, что создаст на них чрезмерную нагрузку, что в конечном итоге приведет к их полосатости. Следуйте рекомендациям производителя пильного станка по резке.
- Слишком высокое давление подачи. Уменьшите давление, чтобы избежать чрезмерного проникновения и срыва зубьев.
- Зуб застрял в резе. В этом случае не вставляйте в этот разрез новое лезвие. Когда зубы удаляются, есть большая вероятность, что в разрезе останутся остатки зубов.
 Если новое полотно будет установлено и подано в тот же разрез, эти остатки, такие же твердые, как и новые зубья, вероятно, также заставят новое полотно сдирать зубья. Всегда лучше начать новый разрез или, если вы должны резать в том же месте, переверните материал и попробуйте войти с противоположной стороны.
Если новое полотно будет установлено и подано в тот же разрез, эти остатки, такие же твердые, как и новые зубья, вероятно, также заставят новое полотно сдирать зубья. Всегда лучше начать новый разрез или, если вы должны резать в том же месте, переверните материал и попробуйте войти с противоположной стороны. - Неправильное нанесение или соотношение смазочно-охлаждающей жидкости. Ключевым моментом является регулировка потока охлаждающей жидкости и ее соотношения, поскольку смазочно-охлаждающая жидкость необходима практически для всех материалов. Обеспечивает как охлаждение, так и смазку режущей поверхности. Без него выделяется избыточное тепло, что приводит к сокращению срока службы лезвия и возможному износу зубьев.
- Твердый материал или тяжелая окалина. Твердые и чешуйчатые материалы создают свои проблемы, которые можно решить с помощью надлежащих подач и скоростей. Однако имейте в виду, что эти типы материалов, как правило, более подвержены разрушению, чем другие материалы.

- Неправильный шаг лопастей. Использование неправильного шага лезвия, особенно слишком крупного, приведет к чрезмерному давлению на каждый зуб и, в конечном итоге, к поломке. Правильный выбор зуба имеет решающее значение.
- Работа с перемещением в тисках. Любое движение связанного материала или даже отдельного стержня может привести к поломке зубьев. Затяните тиски или используйте гнездовые зажимы, чтобы обеспечить плотное прилегание материала.
- Отвал на машине задом наперед. Лезвия могут или не могут быть приварены с зубьями, идущими в правильном направлении для вашей машины. Убедитесь, что задняя часть лезвия обращена к фланцу ленточного колеса, чтобы зубья двигались в правильном направлении, когда машина включена. Это легко исправить, если это не так: выверните лезвие наизнанку и переустановите его.
Преждевременное притупление зубов
Зубы притупляются по тем же причинам, что и обдираются, но есть еще одна причина. При резке материала, имеющего тенденцию к упрочнению, обязательно, чтобы каждый зуб проникал внутрь. В противном случае лезвие будет только тереться о материал, вызывая преждевременное затупление. Я рекомендую увеличить давление подачи, если это происходит.
При резке материала, имеющего тенденцию к упрочнению, обязательно, чтобы каждый зуб проникал внутрь. В противном случае лезвие будет только тереться о материал, вызывая преждевременное затупление. Я рекомендую увеличить давление подачи, если это происходит.
Перелом зубьев
Переломы на задней части зубьев указывают на то, что материал перемещается в тисках. Осмотрите и отрегулируйте тиски и используйте гнездовые зажимы. Если разрезаемый материал вращается или вибрирует, обычно это приводит к поломке зуба (перелому) из-за удара материала о заднюю часть лезвия.
РЕШЕНИЕ ОБЫЧНЫХ ПРОБЛЕМ С ЛЕНТОЧНОЙ ПИЛОЙ
Износ задней кромки полотна
- Повреждены или изношены резервные направляющие. Вспомогательные направляющие должны быть в хорошем состоянии, так как задняя часть лезвия движется по ним при резке. Направляющие должны быть гладкими (без канавок и трещин) и правильно отрегулированы.
 Замените, когда они повреждены или изношены.
Замените, когда они повреждены или изношены. - Чрезмерная предварительная загрузка резервной направляющей. Правильно отрегулированные опорные направляющие также имеют решающее значение для продления срока службы лезвия. Если их расположить так, чтобы «вытолкнуть» лезвие наружу, направляющие быстро изнашиваются, а лезвия повреждаются.
- Низкое натяжение полотна. Низкое натяжение лезвия приведет к изгибу лезвия при его перемещении между направляющими рычагами, что приведет к растрескиванию задней части лезвия. Обратитесь к руководству оператора за рекомендациями.
- Направляющие рычаги расставлены слишком далеко друг от друга. Подобно низкому натяжению, лезвие будет склоняться к изгибу, если направляющие рычаги будут слишком далеко друг от друга. Это приводит к преждевременному растрескиванию. Отрегулируйте направляющие рычаги ближе к работе.
- Чрезмерная скорость подачи или давление.
 Уменьшите один или оба, чтобы избежать износа задней кромки лезвия.
Уменьшите один или оба, чтобы избежать износа задней кромки лезвия. - Фланцы колеса с шлифовальной лентой. Крайне важно, чтобы задняя часть лезвия не касалась фланца ленточного колеса. Отрегулируйте как можно ближе, не задев фланец. Если лезвие трется о фланец, на обратной стороне образуется острая кромка, что может привести к поломке.
Поломка полотна
- Слишком сильное натяжение ленты. Прямой разрыв указывает на усталость. Большинству производственных пил требуется натяжение лезвия от 28 000 до 32 000 фунтов на квадратный дюйм. Всегда проверяйте с помощью манометра, чтобы поддерживать натяжение в пределах предпочтительного диапазона производителя.
- Диаметр колеса слишком мал для ширины лезвия. Используйте более узкое лезвие, потому что лезвие сломается, если его не поддерживать должным образом, и обычно это не прямой перелом.
- Изношенная или сколотая направляющая .
 Замените изношенные или поврежденные направляющие, чтобы предотвратить разрыв, который, скорее всего, будет неравномерным. В то время как изношенная или сколотая направляющая может привести к прямому излому, обычно она выдавливает заднюю часть лезвия и вызывает кривые изломы.
Замените изношенные или поврежденные направляющие, чтобы предотвратить разрыв, который, скорее всего, будет неравномерным. В то время как изношенная или сколотая направляющая может привести к прямому излому, обычно она выдавливает заднюю часть лезвия и вызывает кривые изломы. - Лезвие трется о фланец колеса или имеет слишком тугие боковые направляющие приведет к поломке лезвия. Необходима правильная регулировка.
Крученое лезвие
- Переплет лезвия в разрезе. Обычно это связано с распиливаемым материалом. Например, материалы с высокими внутренними напряжениями имеют тенденцию защемлять лезвие, когда оно проходит через материал. Единственное решение — использовать какой-нибудь клин или перейти на более тяжелое лезвие. Это позволит сделать более широкий пропил и даст лезвию больше места, прежде чем материал сомкнется на нем. В противном случае отрегулируйте подачу или используйте толстое лезвие.

- Закрепите в тисках. Регулировка тисков. См. предыдущие комментарии об этой задаче.
- Направляющие рычаги раздвинуты слишком далеко друг от друга. Отрегулируйте направляющие рычаги ближе к материалу. Без надлежащего натяжения лезвие лезвие будет искривляться и может скручиваться, что приведет как к поломке, так и к кривым порезам.
РЕШЕНИЕ ОБЫЧНЫХ ПРОБЛЕМ РЕЗКИ
Неточный рез
- Направляющие рычаги слишком далеко друг от друга. Отрегулируйте направляющие рычаги ближе к материалу.
- Лезвие изношено. Замените лезвие, когда оно подойдет к концу, поскольку оно обычно затупляется и больше не режет или не производит кривых разрезов. Также возможно, что лезвие сломается из-за усталости покровителя.
- Чрезмерное или недостаточное кормление. Проверьте рекомендации по резке. Чрезмерная скорость подачи может привести к поломке в определенных обстоятельствах, хотя это не является типичным.

- Направляющие изношены или ослаблены. Затяните или замените направляющие. Если направляющие не отрегулированы должным образом, возможен преждевременный выход полотна из строя и возможная поломка.
Лента впереди реза
- Перегрузка. Проверьте рекомендации по резке. Как отмечалось ранее, скорость диска, давление подачи и скорость подачи должны быть сбалансированы в зависимости от разрезаемого материала. Если какие-либо из них или все не соответствуют рекомендуемым спецификациям, скорее всего, это приведет к кривому резу.
- Низкое натяжение ленты. См. руководство оператора. Без надлежащего натяжения лезвия прочность балки будет недостаточной, чтобы удерживать лезвие прямо, что приведет к кривым срезам.
- Зубчатый ряд (сторона зубьев) поврежден. Проверить твердость материала. Поврежденные наборы зубов вызваны проблемами слежения, а также проблемами с направляющими.
 Если присутствует какая-либо проблема, очень возможно повреждение набора, что приведет к кривым разрезам.
Если присутствует какая-либо проблема, очень возможно повреждение набора, что приведет к кривым разрезам. - Направляющие рычаги ослаблены или слишком далеко друг от друга. Отрегулируйте направляющие и/или направляющие рычаги. Как и в случае с низким натяжением ленты, направляющие, раздвинутые слишком далеко друг от друга, могут стать причиной кривых пропилов, поскольку лезвие недостаточно хорошо поддерживается, чтобы резать прямо.
Сварка стружки
- Износ или отсутствие щетки для стружки. Технически щетка для стружки не отвечает за сварку стружки. Однако неправильно установленная или неработающая щетка может привести к скоплению стружки в горловинах, что может увеличить нагрев и привести к спаиванию стружки. Замените или отрегулируйте щетку.
- Неподходящая или недостаточная охлаждающая жидкость. Охлаждающая жидкость важна как для охлаждения, так и для смазки. Неправильно смешанная охлаждающая жидкость или неправильный тип (т.
 е. ни охлаждающая, ни смазочная) могут привести к чрезмерному нагреву и налипанию стружки. Проверьте поток охлаждающей жидкости и тип жидкости.
е. ни охлаждающая, ни смазочная) могут привести к чрезмерному нагреву и налипанию стружки. Проверьте поток охлаждающей жидкости и тип жидкости. - Чрезмерная подача или скорость. Они могут вызвать приваривание стружки из-за накопления тепла, поэтому ознакомьтесь с рекомендациями производителя по резке.
Неравномерные разрывы Указывают на движение материала
- Индексация во время работы отвала. Машина с неправильной индексацией может продвигать материал вперед, когда нож опущен или находится недостаточно высоко, что приведет к поломке зубьев. Настройте последовательность индексации.
- Головка пилы включается в работу в нейтральном положении. Горизонтальные пилы имеют один или два гидравлических цилиндра, которые управляют движениями вверх и вниз. У старых пил чаще, чем вы думаете, возникают проблемы с цилиндром, из-за которых головка протекает вниз и контактирует с материалом, что приводит к повреждению.
 Убедитесь, что головка не протекает вниз, а лезвие всегда очищает материал.
Убедитесь, что головка не протекает вниз, а лезвие всегда очищает материал.
Черновой рез: поверхность стиральной доски, вибрация и/или стук
- Затупившиеся или поврежденные зубья. Если зубы повреждены, их зазоры и углы будут другими, что приведет к порезам «стиральной доски». Установите новое лезвие.
- Неправильная подача или скорость. Надлежащие подачи и скорости необходимы для качества поверхности, а также срока службы лезвия и производительности пиления. Слишком медленное движение лезвия приведет к тому, что зубья будут со стружкой, что позволит зубам «ходить». Слишком высокая скорость подачи также вызовет нагрузку на зубья, что приведет к аналогичному результату. Обратитесь к рекомендациям по резке, чтобы правильно подобрать эти два параметра.
- Blade не поддерживается должным образом. Отрегулируйте или затяните направляющие рычаги. Свободные направляющие рычаги позволяют лезвию двигаться вперед и назад, заставляя лезвие искать прямой разрез.
- Низкое натяжение полотна. См. руководство оператора. Низкое натяжение лезвия позволяет лезвию «ходить». Натяжение всегда должно быть установлено в соответствии с рекомендациями производителя машины, и всегда следует использовать датчик натяжения лезвия.
- Неправильный шаг зубьев. Как и неправильная подача и скорость, неправильный шаг зубьев может привести к загрузке впадин стружкой, что приведет к смещению зубьев. Используйте правильный выбор зубов.
Линии износа и потеря прилегания
- Заезд полотна в направляющие пилы. Линии износа (канавки) на боковых сторонах лопастей обычно возникают из-за плохих боковых направляющих. Лезвие, въезжающее в направляющие, указывает на плохую или отсутствующую опорную направляющую. Иногда зубья заходят в боковые направляющие, вызывая чрезмерный износ и кривые резы. Проверьте наличие изношенных или отсутствующих резервных направляющих и при необходимости отрегулируйте или замените их.
- Боковые направляющие слишком затянуты. Большинство боковых направляющих имеют нулевой зазор, то есть они должны плотно прилегать к лезвию. Возможна чрезмерная затяжка, что приведет к износу боковых сторон лопастей. Правильно отрегулируйте направляющие.
- Зубья, катающиеся по поверхности ленточного колеса. Как отмечалось выше, отслеживание очень важно для продления срока службы лезвия. При правильном отслеживании задняя часть диска движется близко к фланцу диска ленточной пилы, но не против него. Кроме того, зубья должны быть за пределами самого колеса, чтобы колесо не сплющило набор зубьев. Отрегулируйте трекинг или замените колесо.
- Неправильная ширина лезвия для машины. См. руководство оператора.
- Стружка уносится обратно в разрез. Возможно, но маловероятно, чтобы щетка для стружки создавала канавки на лезвиях. Но если это так, замените или отрегулируйте щетку для стружки.
- Недостаточный поток охлаждающей жидкости. Недостаточное количество охлаждающей жидкости приводит к выделению тепла, что может привести к задирам диска направляющими. Отрегулируйте поток охлаждающей жидкости.
Джей Гордон
Джей Гордон — менеджер по продажам пил и ручных инструментов в Северной Америке в The L.S. Компания Старретт, www.starrett.com. Электронная почта [email protected].
Новости отрасли
Опрос, проведенный АББ, показывает, что реиндустриализация находится под угрозой из-за пробелов в образовании в области автоматизации
Каждое четвертое учебное заведение использует роботов в обучении, несмотря на запланированные инвестиции в робототехнику и автоматизацию 70% предприятий США и Европы.
Beckwood Press Co. представит технологию Linear Servo Press™ на выставке FABTECH 2022
Линейка линейных сервопрессов, на которую подана заявка на патент, использует меньшее количество компонентов для создания усилия, что приводит к экономии средств, увеличению производительности и простоте настройки.
Новый каталог инструментов от Platinum Tooling Technologies
В каталоге представлен обзор всей линейки приводных инструментов, адаптеров, умножителей скорости, угловых головок и специальных инструментов.
Просмотреть все
Calendar & Events
AMCON
5 – 6 – 6, 2022
Солт -Лейк -Сити, Юта
SEMA
1 – 4, 2022
Las Vegas, Nevada
430344
8–10 ноября 2022 г.
Атланта, Джорджия
Топ 5 применений ленточной пилы — urdesignmag
Ленточная пила — это надежный электроинструмент, который позволяет резать прямые линии, кривые и другие формы неправильной формы. Вы можете легко менять лезвие пилы, чтобы резать различные типы материалов. Они используются для резки металла, пластика, фанеры и других материалов. Почти каждый столяр на каком-то этапе инвестировал в ленточнопильный станок, поскольку он является одним из лучших дополнений к столярной мастерской. Большинство плотников используют ленточнопильный станок снова и снова.
Если вы знаете, какое лезвие использовать, вы сможете использовать этот инструмент практически для любой работы в своей мастерской. Ленточная пила имеет непрерывно движущееся полотно и два колеса с подшипниками. Он также поставляется со столом, на котором вы можете разместить различные материалы, которые хотите разрезать. Как только вы привыкнете к работе с ленточной пилой, вы сможете делать точные пропилы.
1. Резка мяса
Многие считают, что этот инструмент используется только для резки дерева и металла, но не удивляйтесь, если у вашего местного мясника тоже есть ленточная пила. Поскольку инструмент настолько мощный, мясники используют его для разрезания костей, и это помогает им нарезать именно ту часть мяса, которую они хотят нарезать. Мясники уже несколько лет используют ленточные пилы, потому что это позволяет им сократить количество отходов при резке. Чтобы сделать чистый разрез мяса, они должны оснастить пилу лезвием, специально предназначенным для резки мяса. Люди, работающие на скотобойне, регулярно пользовались ленточной пилой. Без него мясникам было бы очень трудно аккуратно разрезать кости.
Острое лезвие работает с крепкими костями и даже с замороженным мясом. Хотя стандартные ленточные пилы по дереву аналогичны тем, которые предназначены для резки мяса, производители этих инструментов не забывают о санитарной обработке. Однако некоторые люди превращают ленточнопильный станок по дереву в ленточнопильный станок для мяса.
2. Работа с деревом: резка по прямым линиям
Основная причина, по которой люди вкладывают средства в покупку ленточной пилы, связана с распиловкой древесины. У вас не должно возникнуть проблем с прорезанием прямой линии через дерево с помощью инструмента. Ленточная пила проста в использовании и эффективна. Хотя другие инструменты легко доступны, которые помогут вам вырезать прямую линию, ленточные пилы позволят вам производить чистый рез каждый раз, когда вы их используете. При резке дерева по прямой линии выполните следующие действия.
- Отметьте кусок дерева, который вы хотите вырезать: Большинство людей используют карандаш, но вы можете использовать ручку, если хотите.
- После маркировки области разреза проверьте, ровная ли маркировка. Вы можете сделать это, используя транспортир для измерения различных углов.
- Крепко держите рукоятку, чтобы обеспечить точность разреза. Если вы не держите его крепко, вы можете ожидать, что разрез будет немного неправильным. Если вам трудно удерживать пилу, используйте упор, чтобы удерживать кусок дерева на месте. Большинство ленточных пил поставляются с упором.
Если вы ищете новую ленточнопильный станок, поиск лучшего может занять некоторое время. С таким количеством ленточных пил на рынке вы можете найти этот процесс немного сложным. Но помните, вы можете менять полотна пилы для разных материалов. Возможно, вам стоит инвестировать в множество разных лезвий, если вы планируете резать разные материалы. Если вы новичок в использовании ленточной пилы, убедитесь, что она поставляется с упором. Его можно использовать для направления древесины во время резки, чтобы получить точный рез, даже если вы изо всех сил пытаетесь крепко ухватиться за инструмент.
3. Изделия из дерева: резка кривых
Резка сложных кривых может оказаться сложной задачей даже для опытных столяров. Но после большого количества практики с надежной ленточной пилой у вас не должно возникнуть проблем с освоением различных техник.
Чтобы начать резку кривых, вам понадобится ленточная пила с тонким полотном. Большинство плотников используют лезвие ¼ дюйма, но это зависит от типа используемой древесины. Чертеж линий разреза (или печатная копия) и материал, используемый для переноса рисунков кривых на древесину. Чтобы перенести рисунок на кусок дерева, вы можете использовать мягкий карандаш и рисовать через обратную сторону рисунка, в то время как другие используют аэрозольный клей. Этот спрей исчезнет после того, как вы закончите работу, поэтому вам не нужно беспокоиться о том, что бумага повредит ваш материал. У некоторых энтузиастов-любителей есть машина для печати на виниловых палочках. Вы сможете распечатать свои рисунки на клейкой бумаге, которую можно приклеить к материалу. После того, как вы закончите, вы можете легко снять наклейку.
Однако, если вы пытаетесь распилить большой кусок дерева ленточной пилой, вам может быть трудно поместить этот кусок на ленточнопильный станок. Многие ленточнопильные станки имеют маленькое горло и крошечную станину, что еще больше усложняет задачу. Если ваша ленточная пила слишком мала, вы можете сначала подумать об использовании лобзика, чтобы разрезать большой кусок дерева на более мелкие, прежде чем начать работать с ленточной пилой.
4. Резка металла
Резка металла — непростая задача, особенно если вы планируете выполнять разрезы под углом или по кривой. Это намного сложнее, чем резать большинство кусков дерева. Хотя ленточная пила является удобным инструментом для резки дерева, многие используют ее и для резки металла. Так же, как и при резке мяса, вам понадобится полотно, предназначенное для резки металла на ленточной пиле. Это популярный инструмент, используемый в производстве металлов, который может формировать и резать различные типы стали и металла.
Однако, если вы ищете инструмент, позволяющий резать тяжелые листы металла, возможно, вам придется найти другой инструмент. Хотя он отлично подходит для резки тонких листов, он не будет работать с тяжелыми листами. Тем не менее, он по-прежнему используется теми, кто регулярно работает с металлом и сталью.
5. Плач
Сделать точные пропилы на тонких деревяшках не так-то просто, особенно если под рукой нет ленточной пилы. Если вы используете инструмент для ламинирования, вам понадобится ленточная пила, чтобы вы могли вырезать различные формы. Вы захотите иметь возможность склеить каждый кусок дерева вместе, поэтому каждый срез должен быть точным. Если вы не пользуетесь ленточной пилой, маловероятно, что вы получите нужную форму. Он должен правильно держаться вместе, чтобы чувствовать себя и выглядеть хорошо.
Заключение
Как и с любым другим электроинструментом в вашей мастерской, с ним нужно обращаться осторожно.