Станки для обработки – Станки по дереву для домашней мастерской: бытовые многофункциональные агрегаты
alexxlab | 21.07.2020 | 0 | Разное
Станки для металла обработки
Оборудование для обработки, резки металла, станки
К оборудованию для обработки и резки металла относятся различные станки, благодаря использованию которых становится возможным получение деталей или заготовок необходимой формы и размеров, а также обработка поверхности металлических конструкций. Принято выделять несколько групп оборудования для обработки и резки металла, основные отличия между которыми – в технологических и конструктивных особенностях и назначении. Подробная информация о станках, используемых в металлообрабатывающей промышленности представлена в публикациях этого раздела сайта.
Современные доменные печи выгодно отличаются от своих предшественников – они стали более производительными и получичли автоматизированное управление. Контролировать и регулировать рабочие операции благодаря этому стало гораздо … |
Процесс рубки металла предполагает получение нескольких частей из основной заготовки, при этом предварительный нагрев материала не предусмотрен. Для осуществления рубки и гибки металла используется специализированное оборудование, которое может быть как ручным, так и автоматическим. К примеру, на мелкосерийном производстве широко востребованы |
Получение стали со второй половины 19 века и до 70-х гг. 20 века, в основном, происходило в мартеновских печах. Несмотря на относительно невысокую производительность мартеновский способ производства позволял получать сталь очень хорошего качества, к тому же возможность использования скрапа |
Предназначается кузнечный молот для горячей обработки, пластической деформации поковок из черных, цветных металлов, сплавов; используется при изготовлении всевозможных деталей, художественной ковки, создания индивидуального дизайна. Всевозможные классификации |
Обработка металла происходит с помощью давления, которое оказывается на него. Чаще всего применяется резьбонакатной станок, имеющий два ролика и два шпинделя. Первый из них сделан так, чтобы было возможно радиальное смещение от привода. Все это выглядит как система рычагов, которые связаны напрямую |
Сферошлифовальный станок при выполнении поставленных задач может управляться как в ручном режиме, так и в автоматическом. В зависимости от обрабатываемой детали и материала, из которого она изготовлена, оператор устанавливает те или иные параметры. Например, для шлифования патрона |
Все типы горизонтально расточных станков оснащены поворотным столом. Он предназначен для поворота жестко закрепленной детали на необходимый угол. Данная функция необходима для точной обработки отверстий в корпусных деталях. Главным движением резания является вращение |
Другой электродвигатель при помощи шестеренчатого механизма поднимают и опускают верхнюю валковую часть приводного устройства. Вальцы листоправильные по своей конструкции оснащены двумя специальными рабочими столами, которые называются |
Вращение режущего инструмента зубофрезерного станкасчитается главным движением резания. Для получения расчетного количества зубьев на нарезаемом венце, вращательное движение фрезы синхронизируется посредством сменной гитары колес с вращением |
Гидравлический пресс высекальный осуществляет перемещение подвижной части устройства с помощью гидроцилиндрического приспособления. Гидравлические прессы оборудуются одним или двумя столами подвода, прижимным валиковым механизмом и специальной режущей |
Такие рельсосверлильные станки имеют определенную техническую характеристику и принцип работы. Для того чтобы просверлить отверстие в незакаленных шейках рельсов, то станок крепится к основанию рельса. Далее сверло проходит в специальный инструментальный конус. С помощью |
Для автоматизации некоторых процессов обслуживания, гильотинные ножницы механические оснащаются автономной, централизованной системой подачи смазочных средств. При запуске механической гильотины, двигатель станка обеспечивает |
По типу привода различают гравировальные фрезерные станки с шаговым или серво приводом. Привод серво чаще используется на крупных высокоскоростных станках, оснащенных вакуумным столом, ЧПУ и автоматически заменяющих инструмент. Установка сервоприводов не рентабельна в более компактном исполнении, а потому редко |
Конструкционные особенности абразивно-отрезных станков позволяют производить нарезание под углами от 0 до 45 гр. Для этого используются специальные тиски, в которых прочно зажимается заготовка. Также предусмотрены защитные кожухи |
На некоторых моделях фрезерно-центровальных станков также предусмотрена возможность черновая обработка базовых шеек и снятие фаски. Следует подчеркнуть то, что на этих станках обрабатываются одновременно два торца. Данное техническое решение позволило сократить вспомогательное время на установку и закрепление заготовки, а также снизить |
Большинство моделей оборудовано защитой, которая не позволяет станку начать работу с выключенной магнитной подошвой, чем защищает людей от опасности. Также магнитные сверлильные станки оборудованы контролем перегрузки, которая контролирует процесс сверления и, в случае излишних нагрузок (как по вращению, так и по смещению оси), станок останавливает |
Крайне необходимой оснасткой для вертикально-фрезерных станков являются делительные головки и поворотные столы. При помощи данных поворотных устройств возможна фрезерная обработка сложных криволинейных поверхностей. К числу обязательной технологической оснастки относятся и инструментальные оправки, предназначенные для закрепления в шпинделе |
Отличительной особенностью радиально-сверлильных станков является то что они рассчитаны для обработки внутренних цилиндрических и конических поверхностей в заготовках средних и крупных размеров. Именно по этой причине на данном оборудовании заготовка закрепляется жестко на столе, а режущий инструмент перемещается относительно обрабатываемой детали. Станки II группы V типа могут иметь |
Строгальные станки по металлу применяются для обработки мелких |
i-perf.ru
Станки для деревообработки для домашнего использования и их особенности.
В последнее время многие стали тяготеть ко всему натуральному, и это касается не только образа жизни, пищи и т.д., но и того, что нас окружает. Здания строятся из экологичных материалов, ведется строгое наблюдение за отходами производства, в общем люди стали заботиться о себе и об окружающей их среде.
Относительно того, что многие из нас сегодня предпочитают натуральные материалы для создания интерьера и экстерьера, самым востребованным продуктом было и остается дерево, разумное использование которого сближает человека с природой. А для того, чтобы придать дереву, тот самый вид, в котором оно будет использоваться в строительстве, его необходимо тщательно обработать и подготовить. Для этого в мире строительной индустрии существует множество видов станков и машин, которые используются с наибольшей эффективностью. В данной статье речь пойдет о различных станках для обработки дерева.
Виды станков для обработки дерева
Древесина подвергается разнообразным процессам, среди которых очистка, пиление, сверление, шлифовка и многие другие. Все они когда-то выполнялись вручную. Но с приходом технологического прогресса в наш мир, этот процесс производится на станках. Такое строительное оборудование как станки и целые установки для обработки дерева составляют огромный объем производства и изготовления специальными заводами и компаниями.
В мире насчитывается много различных деревообрабатывающих станков, выполняющих каждый свою функцию. Это и фрезерные, токарные, фуговальные, рейсмусовые, шлифовальные, круглопильные станки, каждый из которых имеет несколько вариаций, на которых выполняются различные действия с древесиной.
Фрезерные станки предназначены для рельефного и плоскостного фрезерования, вырезания криволинейных поверхностей, для изготовления различных деталей, поперечного строгания, выборки пазов, гребней и др.
Токарные станки придают изделию из дерева необходимую форму, на них изготавливают одинаково точные детали и элементы. Шлифовальные станки выполняют шлифовку деталей из древесины разных пород.
Несмотря на огромное разнообразие станков для обработки дерева многие строители пользуются комбинированными станками, которые могут выполнять комплексную обработку срубов дерева различных пород. Данные станки целесообразны на предприятиях, где закупка полного спектра оборудования для обработки дерева невозможна.
Большие же предприятия по обработке древесины и изготовления из нее различных изделий имеют в своем арсенале практически все станки для работы с данным материалом.
Художественная обработка девесины на станке с ЧПУ
Одной из наиболее широко распространенных техник русской народной резьбы является контурная резьба. Контуром в виде двухгранной или полукруглой выемки режут всевозможные прожилки, сетки, детали крупных элементов композиций. Отсутствие рельефа в контурной резьбе не снижает ее художественной выразительности. Контурная резьба, несмотря на простоту рисунка, требует навыков свободного владения резчицким инструментом, аккуратности и внимания. Для станка с ЧПУ данный вид резьбы открывает просто невероятные возможности по простоте проектирования изделия, по качеству его исполнения и по высокому уровню имитации ручной работы.
Работа дизайнера сводится к простому проектированию рисунка в программах векторной графики, например Corel Draw, Rhinoceros. Программа обработки составляется быстро, учитывая минимально необходимое количество проходов в зависимости от породы обрабатываемой древесины (обычно 1-2). Добавим, что многие твердые породы древесины, такие как бук, дуб, очень сложно обрабатываются в ручную, делая работу весьма трудоемкой для человека. Готовое изделие на станке с ЧПУ фрезеруется в десятки раз быстрее, чем его вырежет мастер. Необходимо лишь правильно задавать параметры обработки – скорость подачи, глубину врезания за один технологический цикл. Чтобы сымитировать резьбу ножом-косячком, которая обычно выполняется в два прохода – надрезание и подрезание, в шпиндельный узел станка устанавливаются конусные концевые фрезы. Для имитации резьбы линий полукруглыми стамесками применяют фасонные фрезы различных профилей, например двухрадиусные.
С давних времен в украшении деревянных домов применялась прорезная (или сквозная) резьба. При этом способе резьбы удаляется фон. В сочетании с рельефной или геометрической резьбой создается впечатление воздушности и легкости изделия. Техника прорезной резьбы довольно проста. Необходимо вставить полотно пилы в заготовку для сквозного пропила по подготовленному рисунку. Для этого первоначально высверливают отверстия по внутреннему контуру. После пропиливания заготовку очищают шкуркой или стамеской.
Сквозная прорезка на станках с ЧПУ применяется довольно часто. Обычно, чтобы прорезать заготовку нужной толщины, делают несколько технологических проходов в зависимости от формы фрезы, ее диаметра и свойств обрабатываемой древесины. Например, такой материал как МДФ обрабатывается очень легко, его можно фрезеровать на всю высоту фрезы за один проход. Изделия с прорезной резьбой, полученные на станках с ЧПУ, пользуются большим спросом благодаря высокой точности и качеству обработки, например, в изготовлении паркета. Но есть и недостатки. Во-первых, место пропила часто подгорает из-за высокоскоростного фрезерования материала (до 25 тыс. об./мин.). Во-вторых, фреза не может обработать острые схождения линий рисунка, оставляя в них скругления, равные ее радиусу. Но, так или иначе, сквозная прорезка выполняется очень часто на оборудовании с ЧПУ в художественных целях как операция точного раскроя. А изделия, изготовленные на станках с ЧПУ в технике прорезной резьбы, выгодно отличаются по качеству реза в сравнении с ручным пропиливанием .
В плоскорельефной резьбе изображение находится на одной плоскости, а рельеф резьбы, различный по рисунку и композиции выявляется путем выбирания фона вокруг какого-либо элемента резьбы или орнамента.
Данная операция довольно трудоемко выполняется резчиками и быстро с отличным качеством – на станках с ЧПУ. Плоскорельефная резьба – наиболее распространенная техника при станочной обработке, т.к. выборка фона всегда придает резному рисунку яркий, художественный вид.
При проектировании рисунка дизайнер работает в нескольких слоях программы (CorelDraw, Adobe Illustrator, Rhinoceros и др.) В каждом слое лежат линии – траектории движения используемой фрезы, слои отличаются цветом и названием. Для выбора фона применяют цилиндрические фрезы, поэтому заполнение области понижения орнамента строится линиями-эквидистантами.
Попытка фрезерования же геометрических орнаментов на станках с ЧПУ сложно осуществима по трем причинам. Во-первых, управляющая программа будет содержать множество подпрограмм для каждой клинорезной выемки, которых может быть несколько сотен и более. Концевая конусная фреза в этих местах должна перемещаться одновременно по трем координатам (x, y, z), выходя каждый раз из вершины многогранника. Для сложных рисунков составление программы потребует много времени. А сама обработка может стать менее производительной или приближена к ручной работе, так как при хорошей сноровке данный вид резьбы требует минимальных трудозатрат резчика.
Во-вторых, в любом случае фреза дает люфт при вращении и идеальную вершину в углублении с ровными ребрами получить невозможно, а это важное требование, предъявляемое к геометрической резьбе. И главное – на мягких породах древесины, на которых обычно и режут, после фрезерования будет оставаться много ворса, который нужно будет удалять. Одним словом, даже отдаленная имитация геометрической резьбы на станках с ЧПУ сложно достижима. А, учитывая требования, предъявляемые к ней, – чистоту среза и идентичность всех граней – можно сказать, что невозможна.
Станок с ЧПУ, как уже отмечалось, выполняет скульптуру по трехмерной модели изделия прототипа. Однако трехкоординатный станок не может обработать заготовку со всех сторон, поэтому, приходится изделие склеивать, например, из 2-ух половинок или перебазировать по ранее установленным технологическим упорам . Для массового производства подобных изделий используют специальные ротационные столы или токарные приставки, которые позволяют по программе дискретно поворачивать заготовку в нужной плоскости на определенный угол.
Обобщая выше изложенное, отметим, что почти все техники ручной резьбы поддаются имитации на деревообрабатывающих станках с ЧПУ. В большей степени это касается контурной резьбы, как наиболее простой из всех техник. Сложнее сымитировать скульптурную и горельефную резьбу, т.к. поверхность изделия после построчного фрезерования имеет нехарактерные для ручной работы мелкие неровности.
Практически невозможно сымитировать изделие в технике геометрической резьбы из-за технологических отличий процессов фрезерования и резания. Но, так или иначе, основное преимущество применения станочной обработки – высокая производительность при высоком качестве. А основное преимущество ручной резьбы – это эксклюзивность.
kazap.ru
устройство, принцип работы, технические характеристики
Станок для обработки металла – это общее название огромного количества агрегатов, которые применяются практически на любом заводе. Ни одно производство, работающее с цветным, черным или обычным металлом не может обойтись без основных видов станков.
Основные типы аппаратов
Начать стоит с токарных устройств. Они используются наиболее широко, а их основное предназначение – это изменение не только формы, но и размера заготовки. Принцип действия таких агрегатов заключается в том, что они режут или же стачивают заготовки, используя для этого вращающиеся детали устройства. Другими словами, обработка металла на токарном станке чаще всего осуществляется такими видами работ, как сверление, нарезка резьбы, развертывание отверстий.

Второй очень популярный вид оборудования – это фрезерный станок. Эти машины относятся к металлорежущему типу, а их основной рабочий элемент – это фреза, которая оказывает сильное давление на заготовку, постоянно вращаясь. Особенностью станка стало то, что подача заготовки может осуществляться не только прямолинейно, но и криволинейно. Все зависит от типа работ и от конструкции прибора.

Другие виды станков
На сегодняшний день существует много видов обработки металла на станках. Во многом это стало возможным благодаря широкому ассортименту оборудования.
Есть такой вид станков, которые называются расточными. Это оборудование предназначено для обработки крупных заготовок. Они могут выполнять такие функции, как сверление или растачивание, к примеру. У этого аппарата принцип действия отличается от двух предыдущих типов, так как он имеет специальный шпиндель. Этот элемент способен осуществляться осевую подачу и может быть как вертикальным, так и горизонтальным. В шпиндель крепятся режущие инструменты разного типа.

Есть еще два основных вида станков – это сверлильные и шлифовальные. Для чего они предназначены – хорошо понятно из их названия. У шлифовальных станков основной рабочий элемент – это шлифовальный круг, состоящий из абразивного материала.

Отдельной категорией в настоящее время являются станки с ЧПУ – это числовое программное обеспечение. На сегодняшний день станки с таким дополнением считаются наилучшими. В настоящее время все перечисленные агрегаты выпускаются со встроенным ЧПУ. Данное программное обеспечение помогает оператору в управлении машиной. Таким образом, не надо прилагать никаких усилий, чтобы запускать устройство и т.д., а весь процесс настройки работы осуществляется через компьютер. Чаще всего такие установки составляют основную часть автоматической линии на любом производстве, где требуется крупносерийное изготовление металлических деталей.
Работа фрезерного устройства
Обработка металла фрезерным станком – это технологическая операция, которая на сегодняшний день является одной из наиболее распространенных. На таких агрегатах имеется фреза, которая совершает основное движение, а также осуществляется подача сырья. Под подачей имеется в виду процесс движения заготовки и фрезы относительно друг друга.
Дополнительные режимы работы станка
Стоит отметить, что обработка металлов металлорежущим станком данного типа не ограничена основным движением фрезы. Есть несколько вспомогательных действий, которые достаточно часто применяются во время работы. Под данными движениями обычно понимают дополнительные перемещения:
- подвод или отвод фрезы от заготовки;
- фиксация, освобождение, а также управление режущим инструментом и самой заготовкой;
- существуют движения устройств аппарата, которые призваны в автоматическом режиме контролировать геометрическую форму изделия.
Стоит отметить, что существуют станки, которые дают возможность выполнения вспомогательных движений лишь вручную, а есть те, которые способны выполнять их автоматически. Кроме того, все станки делятся на несколько групп, в зависимости от того, какое количество таких движений они могут выполнять.

Как работает станок
Кроме различных приспособлений для обработки металла на станке, есть такое понятие, как кинематика агрегата. Стоит отметить, что она может отличаться в зависимости от производителя данного оборудования, но если говорить о приборах отечественного производства, то все они обладают примерно одинаковой схемой.
Работа начинается с того, что включается мотор с мощностью 5,5 кВт, который питает цепь основного движения. Данное движение передается на вал при помощи муфты полужесткого типа. Здесь важно отметить, что вращение может передаваться лишь двух видов – соотношение передачи 21:41 или же 35:27. Далее вращение передается на зубчатые колеса, которых у фрезерного станка целых 8 штук.
Станки с ЧПУ
Использование числового программного обеспечения на станках для обработки металла позволяет изготавливать детали, которые будут максимально точно соответствовать заданным параметрам. Кроме того, если использовать станки с ЧПУ, то можно значительно сократить количество бракованных изделий и повысить общее качество готовых элементов.

Если говорить о конструкции таких машин, то они почти ничем не отличаются от обычных. Существенная разница лишь в том, что добавляется программное обеспечение, которое сводит к минимуму потребность в человеческом вмешательстве в рабочий процесс.
Виды станков с ЧПУ
Станок для обработки металла может относиться к одной из четырех категорий, в зависимости от своего веса. Легкими машинами считаются те, которые весят менее 1 тонны, масса средних станков – от 1 до 10 тонн, тяжелые агрегаты весят от 10 до 100 тонн. Отдельная категория есть для аппаратов, вес которых превышает 100 тонн, такие устройства называются уникабельными.

Далее следует обратить внимание на то, что станок для обработки металла, который имеет программное обеспечение, может относиться к одной из пяти категорий по точности обработки. В этом случае для станков есть буквенная маркировка.
- Н обозначает нормальную точность.
- Буква П означает повышенную, а В – высокую точность обработки.
- Есть станки класса А по точности. Это означает, что они обладают особо высокой точностью.
- Последняя категория – станки С класса. Они считаются особо точными и считаются агрегатами мастер-класса.
Универсальность оборудования
Стоит добавить, что станки для обработки металла, которые обладают встроенной системой ЧПУ, могут применяться как для единичного производства деталей, так и для серийного или крупномасштабного. Исходя из этого, была введена еще одна классификация оборудования, которая различает все станки между собой по степени их универсальности.
- Универсальный вид станков – это машины, которые могут изготавливать небольшие партии или единичные модели элементов. Чаще всего они применяются на небольших заводах и предприятиях.
- Специализированные станки наиболее распространены на специализированных предприятиях, так как они способны изготавливать одну деталь заданных параметров, но делать это в больших количествах.
- Специальные же станки способны производить одну деталь, а применяются они в массовом производстве.
Основные узлы станка
Обработка металла на станках с ЧПУ отличается качеством и скоростью, но если говорить о конструкции, то они ничем не отличаются от обычных.
Среди основных узлов необходимо выделить основание, которое в паре со станиной обеспечивает необходимую устойчивость к вибрации. Основание обычной имеет прямоугольную форму.
Что касается станины, то для токарных станков, к примеру, этот элемент является основным. Он представляет собой две стенки, которые соединены между собой поперечными элементами. Это необходимо для того, чтобы создать необходимую прочность и жесткость конструкции. Кроме того, станина соединяет между собой другие основные элементы станка.
Если делать вывод из всего сказанного, то можно с уверенностью утверждать, что на сегодняшний день имеется достаточное количество разнообразных станков, чтобы обеспечить любое производство нужным оборудованием.
fb.ru
11.9. Многоцелевые станки для обработки корпусных и плоских деталей.

Рис. 57. Общий вид МЦ с горизонтальной осью вращения шпинделя
Металлорежущие станки, предназначенные для выполнения большого числа различных технологических операций без переустановки обрабатываемых деталей, имеющих устройство автоматической смены инструмента и оснащенных системами ЧПУ, называют многоцелевыми (МЦ) (рис. 57). Корпусные и плоские детали можно обрабатывать с одной установки с нескольких сторон (до пяти). Типовыми технологическими операциями являются растачивание, сверление, зенкерование, развертывание, цекование, нарезание резьбы метчиками, фрезерование плоскостей, контуров и фасонных поверхностей. При высокой концентрации выполняемых технологических операций для МЦ характерна высокая точность обработки (6-7 квалитет). МЦ снабжают необходимым режущим инструментом, расположенным в специальном инструментальном магазине. В соответствии с заданной управляющей программой используется любой инструмент из магазина, требуемый для обработки соответствующей поверхности. Все более широкое применение находят также устройства автоматической смены заготовок, предварительно закрепленных на столах-спутниках.МЦ для обработки корпусных и плоских деталей по компоновке выполняют горизонтальными, вертикальными и продольно-обрабатывающими. При горизонтальной компоновке (рис. 57) ось вращения шпинделя Ш расположена горизонтально, и такие станки чаще всего используют для обработки сложных корпусных деталей. Шпиндельная бабка ШБ перемещается (координата Y) по вертикальным направляющим стойки 3, которая может быть подвижной (координата Z) или неподвижной. Отдельные станки имеют выдвижной шпиндель. На продольном столе (координата X) расположен поворотный стол /. На верхнем торце стойки смонтирован инструментальный магазин М. В устройство автоматической смены инструмента входит автооператор А. Поворотная платформа 4 служит для установки на столе-спутнике очередной заготовки во время обработки предыдущей детали той же или совершенно иной конфигурации.
На МЦ вертикальной компоновки (рис. 58) ось вращения шпинделя Ш расположена вертикально. Станки удобны при обработке многих плоских деталей сложной формы (штампов, пресс-форм, рычагов, крышек, фланцев и т.д.). Шпиндельная бабка ШБ перемещается (координата Z) по вертикальным направляющим стойки. Шпиндель обычно выдвижной. Продольный и поперечный суппорты обеспечивают перемещение детали по координатам X и Y. Варианты конструкции инструментального магазина Ми автооператора А весьма разнообразны.
Типоразмерные ряды МЦ строятся по ширине стола (от 100 до 5000 мм) с знаменателем геометрической прогрессии 1,26. Величины перемещения рабочих органов назначают по наибольшему размеру заготовок, устанавливаемых на стол, с учетом возможности выхода режущего инструмента за пределы обрабатываемых поверхностей.
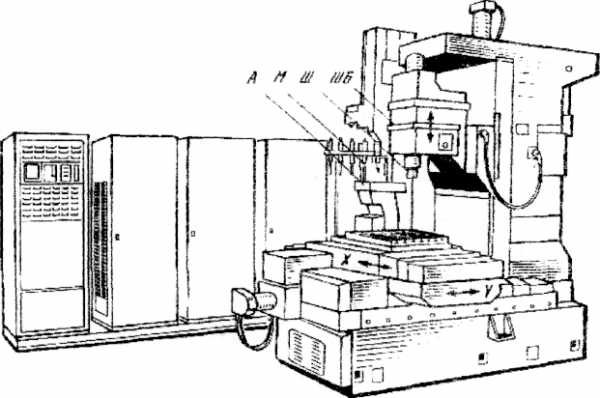
Рис. 58. Общий вид вертикального МЦ.
В условиях мелкосерийного и серийного производства доля машинного времени в общем времени работы МЦ достигает 70-90% (для сравнения: доля машинного времени на универсальных станках составляет 20-30%), а производительность изготовления деталей превышает производительность обработки на универсальных станках до 10 раз.Современные МЦ имеют в приводах главного движения чаще всего достаточно мощные электродвигатели постоянного тока с двухзонным регулированием частоты вращения, что обеспечивает работу каждого инструмента в оптимальных режимах. Диапазон регулирования частоты вращения таких электродвигателей от номинальной при постоянной мощности достигает 8:1, а при постоянном крутящем моменте до 1:1000. Механическая часть приводов значительно упрощена и представляет собой двух- и трехступенчатую коробку скоростей, благодаря чему достигаются высокие динамические качества приводов.
Приводы подач МЦ обеспечивают широкий диапазон регулирования рабочих подач (до 10000 раз и более) при постоянном крутящем моменте, высокую скорость вспомогательных перемещений (до 20 м/мин), достаточные тяговые усилия, стабильность и надежность работы. Выполнение этих требований обусловливает широкие возможности МЦ, их высокую точность и производительность.
Наибольшее распространение имеют приводы подач с регулируемыми высокомоментными электродвигателями постоянного тока, которые передают движение рабочему органу через винтовую пару качения.
studfiles.net
Станки для абразивной обработки
Шлифовальные станки применяются в основном для снижения шероховатости обрабатываемых деталей и получения точных размеров. В большинстве случаев на шлифование детали поступают после предварительной черновой обработки и термических операций, хотя бывают случаи, когда шлифование является единственным методом обработки. Основной инструмент при шлифовании – шлифовальный круг. На шлифовальных станках можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колёс, затачивать режущий инструмент и т.д. Шлифовальные станки в зависимости от назначения подразделяются на круглошлифовальные, внутришлифовальные, безцентровошлифовальные, плоскошлифовальные и специальные.
Главным движением резания во всех шлифовальных станках является вращение шлифовального круга, измеряемое в м/сек. Vшл = 30…40 м/сек.
Круглошлифовальные станки.
О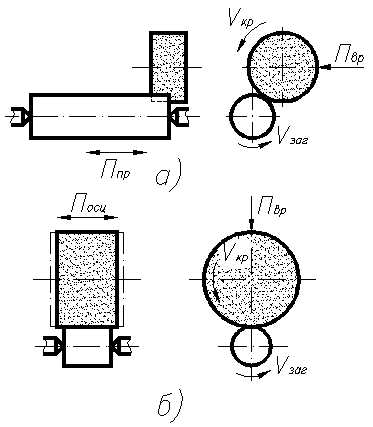 бработка
длинных валов (рис. а). Станок имеет
следующие движения: главное движение
– вращение шлифовального круга,
круговая подача – вращение
бработка
длинных валов (рис. а). Станок имеет
следующие движения: главное движение
– вращение шлифовального круга,
круговая подача – вращение
заготовки. Кроме того, имеется продольная подача заготовки Ппр и поперечная подача шлифовального круга (подача врезания) Пвр.
Станки, работающие методом врезания (б) имеют круговую подачу, подачу на врезание (Пвр), а также осциллирующую подачу, т.е. колебательное осевое движение, которое могут совершать шлифовальная бабка или стол.
Круглошлифовальные станки бывают простые и универсальные, т.е. имеющие поворот оси шпиндельной бабки и бабки изделия для шлифования конусов.
Основной размер в них – наибольший диаметр обработки. Он равен 100-1600 мм.
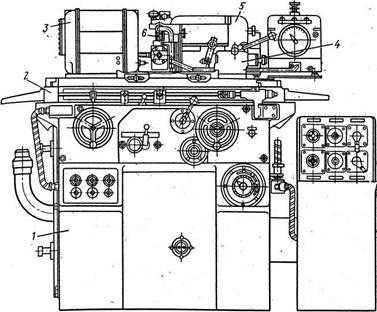
Круглошлифовальный станок мод. 3А151, например, предназначен для обработки деталей с диаметром до 200 и длиной до 700 мм. (рис 38)
Вращение
шлифовального круга Vш выполняется от двигателя ДV c
N
= 7 кВт через сменные шкивы iv.
Круговая подача заготовки Vз – от двигателя постоянного тока Д2,
через клиноременные передачи сообщает
заготовке n
= 63…400 об/мин. Продольная подача заготовки
Ппр и
подача врезания Пвр шлифовального
круга выполняется гидравлически от
насоса Н1.
Продольное перемещение стола Ппр выполняется
гидроцилиндром Гц Sпр .
Оно управляется реверсивным золотником
Зр от
управляющего золотника Зу, переключаемого
переставным упором Уп или вручную. При этом золотник включения
продольной подачи ЗSпр перемещён
влево. Переключением его вправо
отключается возвратно-поступательная
продольная подача стола и создаётся
возможность наладочного перегона стола
влево или вправо ручным включением
крана Кр.
При любых гидравлических перемещениях
стола в блокировочный гидроцилиндр Гц бл ,
через канал крана Кр подаётся масло, благодаря чему
блокировочная муфта Мбл отключает
реечное колесо с z
= 10 от маховика  ручного
перемещения стола, что бы рукоятка этого
маховика не травмировала рабочего при
вращении. Ручное перемещение стола
маховика
ручного
перемещения стола, что бы рукоятка этого
маховика не травмировала рабочего при
вращении. Ручное перемещение стола
маховика возможно
только при выключении гидроприводе,
когда пружина блокировочного гидроцилиндра
включает муфту Мбл.
возможно
только при выключении гидроприводе,
когда пружина блокировочного гидроцилиндра
включает муфту Мбл.
При правке круга нужна меньшая скорость перемещения стола, поэтому вручную переключают золотник Зправ или Зшл, чтобы слив проходил через дроссель правки Дрпр, а не через досель шлифования Дршл.
Д ля
уменьшения шероховатости поверхности,
обрабатываемой врезным шлифованием,
шпинделю шлифовальной бабки сообщают
осевое колебательное (осциллирующее)
движение Посц с частотой n
= 40 дв. х/мин и амплитудой 0…3 мм. Для этого
со шпинделя червячной парой вращение
передаётся эксцентрику, качающему через
рычаг шпиндель. Амплитуда регулируется
рычагом гидроцилиндра Гц осц.
Подача на врезание осуществляется от
гидроцилиндра Гцвр.
ля
уменьшения шероховатости поверхности,
обрабатываемой врезным шлифованием,
шпинделю шлифовальной бабки сообщают
осевое колебательное (осциллирующее)
движение Посц с частотой n
= 40 дв. х/мин и амплитудой 0…3 мм. Для этого
со шпинделя червячной парой вращение
передаётся эксцентрику, качающему через
рычаг шпиндель. Амплитуда регулируется
рычагом гидроцилиндра Гц осц.
Подача на врезание осуществляется от
гидроцилиндра Гцвр.
2. Внутришлифовальные станки. На внутришлифовальных станках шлифуют сквозные и глухие отверстия цилиндрической и конической формы, а также их торцы.
При обычном исполнении станков вращаются как шлифовальный круг Vкр, так и заготовка.
При планетарном исполнении вращение заготовки Vзаг передано оси шлифовального круга Vоси , т.к. заготовки обычно тяжёлые и имеют несимметричную форму. Кроме того подача врезания Пвр выполняется на этих станках не смещением оси шлифовального круга относительно оси шлифуемого отверстия, а изменением величины радиуса вращения оси шлифовального круга относительно оси отверстия.
Для обеспечения достаточной (30-40м/с) скорости резания число об/мин шлифовальных кругов малого диаметра приходиться доводить до 150 000 об/ми.
Опорами шпинделей служат прецизионные радиально-упорные шарикоподшипники со смазкой масляным туманом, а также гидро- и аэростатические подшипники.
Внутришлифовальный полуавтомат мод. 3А252, например, предназначен для шлифования отверстий с диаметром до 200 мм (рис. 39).
Шлифовальный круг имеет две частоты вращения: 3650 и 1000 об/мин, устанавливаемые сменными шкивами. Электродвигатель привода вращение заготовки Взаг – двухскоростной, что в сочетании с бесступенчатым вариатором даёт диапазон частот вращения заготовки nзаг = 110…870 об/мин.
Гидропривод обеспечивает возвратно-поступательное движение шлифовальной бабки Ппр гидроцилиндром Гц Пр с одновременным отключением гидроцилиндром Гцбл ручного привода этого движения маховиком, а также зажима заготовки в патроне гидроцилиндром Гц заж. Включение продольного перемещения шлифовальной бабки Ппр выполняют вручную золотником Зпр, при этом одновременно срабатывает и Гцбл. Реверсирование Ппр выполняется упорами Уп или вручную реверсивным золотником Зр.
Подача врезания Пвр выполняется на каждый двойной ход бабки электромагнитом, срабатывание которого поворачивает краповое колесо с z = 200 на несколько зубьев вместе с корпусом. Этот поворот передаётся через планетарный механизм на ходовой винт с шагом t = 3 мм. Пружина на дальнем конус ходового винта обеспечивает выбор зазора в резьбе.
Левое
колесо z
= 23 неподвижно и скреплено с корпусом
бабки. При вращении корпуса сателлит с
z
= 23 откатывается по центральному колесу.
При этом второй сателлит с z
= 22, обкатываясь по колесу с z
= 24, скреплённому с ходовым винтом,
заставляет его медленно поворачиваться
из-за разности передаточных отношений
обоих пар. Повороту храпового колеса
на 1 зуб соответствует перемещение бабки
на 0,00125 мм. Ручное врезание получают
вращением маховика  .
Ходовой винтXв1 служит для ручного поперечного перемещения
бабки, а ходовой винт Xв2 для поворота этой бабки на угол шлифуемого
конуса.
.
Ходовой винтXв1 служит для ручного поперечного перемещения
бабки, а ходовой винт Xв2 для поворота этой бабки на угол шлифуемого
конуса.
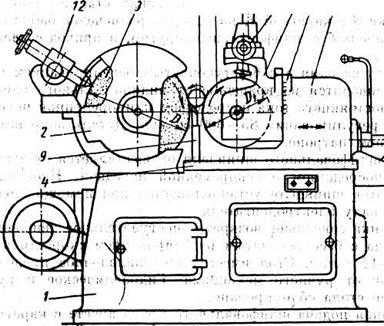
3. Бесцентровошлифовальные станки
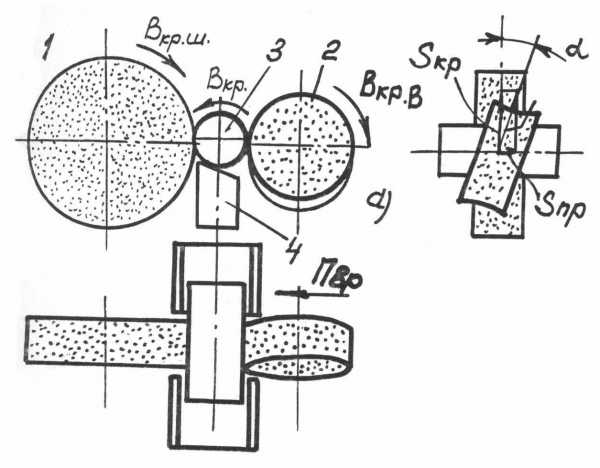
Бесцентровошлифовальные
станки применяются в крупносерийном и
массовом производстве для наружного и
внутреннего шлифования тел вращения.
(рис) При шлифовании наружных поверхностей
заготовка 3, поддерживаемая ножом 4,
располагается между двумя абразивными
кругами из которых шлифуемый круг 1,
вращаясь с окружной скоростью 30…40 м/с,
снимает с заготовки припуск, а другой
ведущий круг 2, вращающийся с окружной
скоростью 10…50 м/мин, сообщает заготовке
вращение (круговую подачу) VSкр и п родольную
(осевую) подачу Ппр.
Установочное поперечное перемещение
ведущего круга Пвр определяет диаметр шлифуемой детали.
Ось ведущего круга 2 поворачивает на
угол α, чтобы он не только вращая заготовку
VSкр , но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при
чистовом α = 0,5…1,5º.
родольную
(осевую) подачу Ппр.
Установочное поперечное перемещение
ведущего круга Пвр определяет диаметр шлифуемой детали.
Ось ведущего круга 2 поворачивает на
угол α, чтобы он не только вращая заготовку
VSкр , но и выполняя её осевую подачу Ппр. При черновом шлифовании α = 1,5…6º, при
чистовом α = 0,5…1,5º.
Для прилегания к заготовке ведущего круга, повёрнутого на угол α, по линии, он заправляется как однополостный гиперболоид вращения, движением алмаза параллельно оси заготовки.
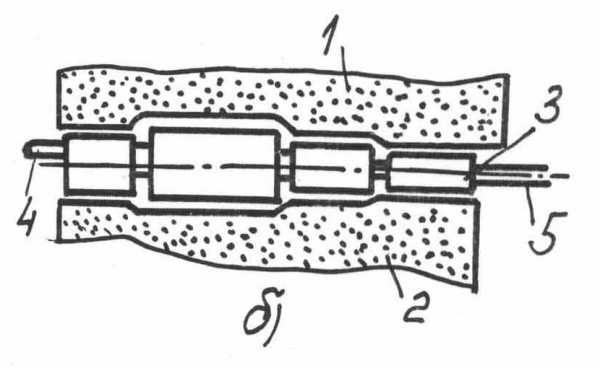
Наиболее часто на этих станках применяют сквозное шлифование деталей с постоянным наибольшим диаметром (рис. а), но применяют и шлифование деталей с уступом до упора 5 (рис. б). В этом случае для заготовки 3 и её снятие ведущий круг 2 отводится.
Недлинные заготовки сложной формы шлифуют методом врезания поперечным перемещением ведущего круга 2 (рис. в). При этом в осевом направлении заготовка 3 фиксируется упорами 5, к которому поджимается за счёт небольшого (порядка 30”) поворота оси ведущего круга 2.
Для получения на заготовке конической, фасонной или ступенчатой формы при врезном шлифовании шлифующему, а иногда и ведущему кругу придается с помощью правки соответствующая форма рабочей поверхности по копиру.
Д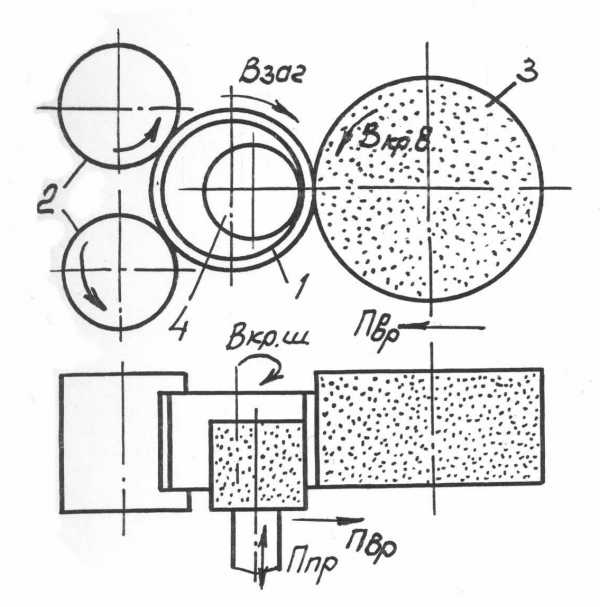 ля
бесцентрового шлифования отверстий
(рис. г) заготовки 1 типа втулок базируются
наружной точно обработанной цилиндрической
поверхностью на два опорных ролика 2 к
которым их поджимает ведущий шлифовальный
круг 3. Шлифующий круг 4 кроме вращения
имеет возвратного поступательное
движение Ппр вдоль оси
и подачи врезания Пвр в сторону ведущего круга 3. Радиальные
усилия резания замыкаются через толщину
стенки заготовки на ведущий круг 3,
поэтому не деформируют даже тонкостенную
заготовку.
ля
бесцентрового шлифования отверстий
(рис. г) заготовки 1 типа втулок базируются
наружной точно обработанной цилиндрической
поверхностью на два опорных ролика 2 к
которым их поджимает ведущий шлифовальный
круг 3. Шлифующий круг 4 кроме вращения
имеет возвратного поступательное
движение Ппр вдоль оси
и подачи врезания Пвр в сторону ведущего круга 3. Радиальные
усилия резания замыкаются через толщину
стенки заготовки на ведущий круг 3,
поэтому не деформируют даже тонкостенную
заготовку.
г)
studfiles.net
Станки для механической обработки древесины
Станки для механической обработки древесины
Категория:
Производство конструкций из дерева
Станки для механической обработки древесины
Для механической обработки пиломатериалов, фанеры, древесных плит используют деревообрабатывающие станки поперечной распиловки, строгальные, фрезерные, сверлильные, долбежные.
Однопильные торцовочные станки. На однопильных торцовочных станках с прямолинейной подачей пильного суппорта выполняют поперечную распиловку (торцовку). Например, станок ЦПА-40 (рис. 1) предназначен для точного поперечного распиливания досок, брусьев и щитов. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм. Поворот суппорта в горизонтальной плоскости позволяет распиливать доски и брусья под углом к кромке. Станок встраивается в автоматические и поточные линии.
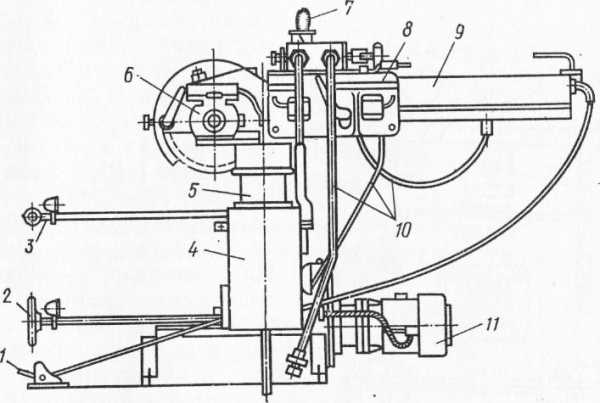
Рис. 1. Торцовочный станок ЦПА-40: 1 — педаль включения гидропривода; 2— маховичок подъема пилы; 3 — стойка; 4— тяга для крепления стола; 5 — колонка; 6 — пила с электродвигателем; 7— манометр; 8—направляющая обойма; 9— суппорт пилы; 10 — гидропривод; 11 — электродвигатель гидронасоса
Торцовочный станок ТС-3 отличается от станка ЦПА-40 нижним расположением пилы и пневматическим прижимом обрабатываемых деталей. На нем можно распиливать детали шириной до 250 мм при высоте пропила не более 100 мм.
Круглопильные станки. Круглопильные станки для продольной распиловки бывают с ручной и механизированной подачей материала на пилу. Станки с ручной подачей позволяют раскраивать материал по всем направлениям и поэтому называются универсальными. Например, станок Ц-6 (рис. 2) состоит из чугунной станины с вмонтированным в нее пильным валом, который может менять свое положение по высоте. Величина вЫступа пильного диска над рабочим столом регулируется маховичком. Установленная на столе линейка обеспечивает направление подачи материала при продольном распиливании, а для поперечного распиливания имеется другая направляющая линейка, устанавливаемая под любым углом к плоскости в пределах 45…135°. На станке обрабатывают детали шириной до 400 мм при высоте пропила не более 100 мм.
Круглопильные станки. Для продольной распиловки с механической подачей пиломатериала применяют круглопильные станки ЦА-2А, ЦДК-5-2 пятипильный, ЦДК-4-2 однопильный и др. Станок ЦА-2А имеет одну или две пилы, установленные на расстоянии 10. ..15 мм. Подача распиливаемого материала производится зубчатым диском, двумя нижними и одним верхним подающим вальцами. Для правильной установки материала на столе имеется направляющая линейка, переставляемая по шкале на нужный размер отпиливаемой заготовки. На станке можно обрабатывать детали шириной не более 300 мм, длиной не менее 600 мм при высоте пропила до 80 мм.
Станок ЦДК-5-2 пятипильный. Станок оборудован гусеничной цепью для подачи пиломатериала и прижимным устройством. Пиломатериал распиливается дисковыми пилами, смонтированными на пильном валу, который может подниматься и опускаться в зависимости от требуемой высоты пропила (регулируется в пределах 6… 100 мм) . Длина распиливаемых досок — не менее 600 мм, ширина — не более 250 мм.
Однопильные станки. Одног пильный станок ЦДК-4-2 (рис. 3, а) также оборудован гусеничной цепью с прижимным устройством (рис. 3, б). Станок имеет чугунную станину, левый и правый столы, направляющую линейку, маховички установки суппорта прижимных роликов и суппорта пилы на необходимую высоту. На станке можно распиливать материал шириной не более 400 мм, длиной не менее 600. мм при высоте пропила до 100 мм.
Форматно-обрезные станки. Для опиливания кромок щитов, древесных плит и фанеры служат форматно-обрезные (концеравни-тельные и четырехсторонние) станки. Концеравнительный станок имеет две пилы, расстояние между которыми может меняться. В автоматизированных и поточных линиях такие станки расположены последовательно и работают автоматически, обрезая детали с четырех сторон. Материал подается на каретке с механизированным приводом. При массовом изготовлении панелей для чистовой торцовки брусков каркаса используется концеравнительный двух-пильный проходной станок Ц2-К20. На нем можно обрабатывать детали длиной до 2000 мм, шириной до 200 мм при скорости подачи до 15 м/мин.

Рис. 2. Круглопильный универсальный станок Ц-6: 1 — пильный вал; 2 — рабочий стол; 3 — упор; 4 — ограждени.е пилы; 5 — направляющая линейка; 6 — пила; 7 — маховичок подъема пильного вала; 8 — станина
На форматных четырехсторонних станках материал опиливается с четырех сторон за один проход. Например, трехпильный форматный станок ЦТЗФ-1 (рис. 4) работает следующим образом.
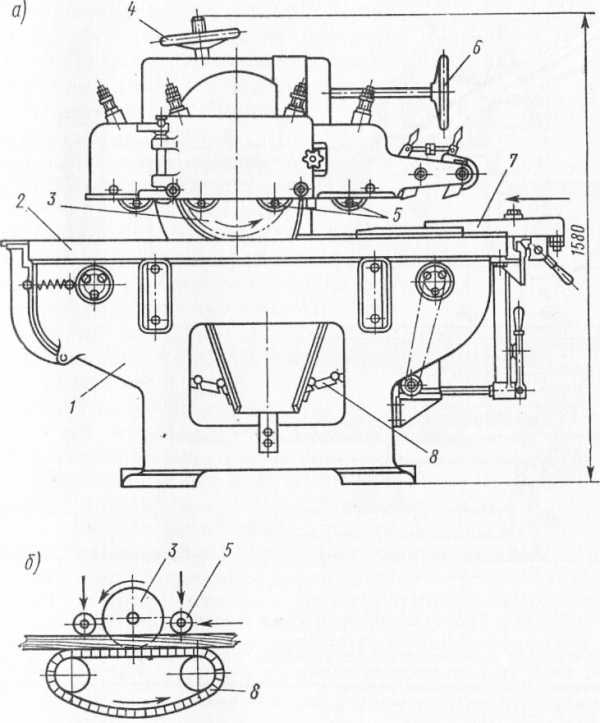
Рис. 3. Станок ЦДК-4-2 для продольной распиловки с гусеничной подачей: а —общий вид; б — схема гусеничной подачи; 1 — станина; 2 — стол; 3 — пила; 4 — маховичок установки суппорта прижимных роликов; 5 — прижимные ролики; 6— маховичок установки пильного суппорта; 7— направляющая линейка; 8 — гусеничный механизм подачи
Стол, на котором уложены детали, предназначенные для обрезки, перемещается по направляющим и проходит мимо двух пил, выполняющих продольную обрезку. В заданном месте стол автоматически останавливается, включается суппорт поперечной пилы, перемещающийся по траверсе, и происходит поперечная обрезка материала. На станке обрабатывают материал длиной до 3500 мм, шириной до 1850 мм, толщиной до 50 мм.
Ленточнопиль~ные станки. Для прямолинейного и криволинейного распиливания пиломатериалов, плит, фанеры служат ленточ-нопильные станки ЛС-40, ЛС-80-4 и ЛС-100, обеспечивающие пропил высотой соответственно 200, 400 и 600 мм. У станков ЛС-40 и ЛС-80-4 ручная подача, у ЛС-100 — механизированная. Ленточно-пильный станок ЛС-80-4 (рис. 5) имеет два шкива, движущие пильную ленту, поворотный стол и направляющие устройства. Стол может устанавливаться под углом 45° к горизонтальной плоскости.
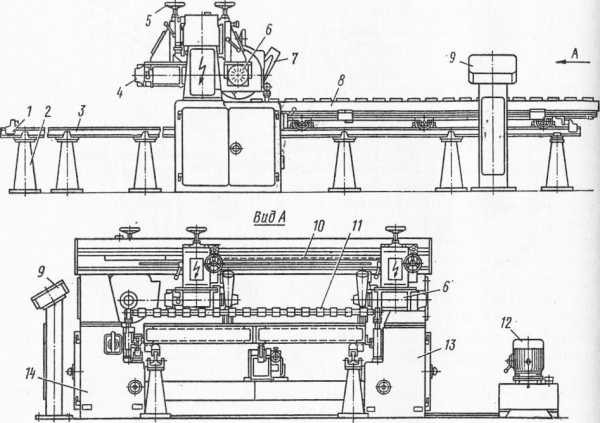
Рис. 4, Трехпильный форматный станок ЦТЗФ-1: 1 — аварийные упоры; 2 — стойки; 3 — направляющие; 4 — пильный шпиндель для поперечной резки; 5 — механизм настройки пильных суппортов по высоте; 6 — пильный шпиндель для продольной резки; 7 — эксгаустерный приемник; в —стол; 9 — пульт управления; 10 — поперечная траверса; 11 —прижимные ролики; 12— гидробак с насосом; 13 — колонка с гидроприводом суппорта поперечной резки; 14 — колонка с гидропанелью
Продольно-фрезеровальные станки. Их применяют для удаления неровностей древесины, обработанной пилением, для создания базовых поверхностей и доведением поперечного сечения деталей до заданных размеров. Станки подразделяют на фуговальные, предназначенные для выравнивания одной или двух смежных (обычно под углом 90°) граней с целью образования базовых поверхностей для дальнейшей обработки (рис. 6, а), и рейсмусовые, позволяющие обрабатывать заготовки точно с заданными размерами по толщине и ширине (рис. 6, б).
При продольном фрезеровании древесину обрабатывают с помощью вращающихся ножевых (фрезующих) головок и валов. Рабочим органом односторонних фуговальных станков служит ножевой вал, имеющий два или четыре плоских ножа. Вал располагается между двумя плоскими столами, один из которых может опускаться относительно режущих кромок ножей для снятия слоя древесины заданной толщины.
Фуговальные станки. На двустороннем фуговальном станке С2Ф-4 (рис. 7) одновременно можно обрабатывать две смежные плоскости заготовки — пласть и кромку. Станок имеет горизонтальный ножевой вал, вертикальную кромкофуговальную головку, регулируемые по высоте передний и задний столы, роликовый механизм для подачи материала на ножи. Станок позволяет обрабатывать детали шириной до 400 мм, толщиной 12… 100 мм при максимальной толщине снимаемого слоя 6 мм.
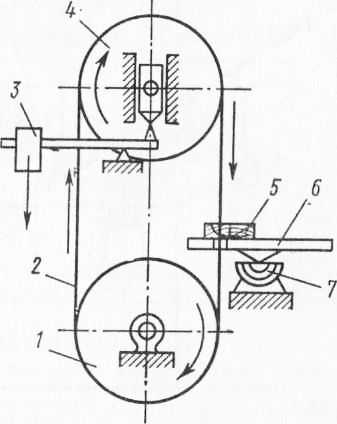
Рис. 5. Схема ленточно-пильного станка: 1 — нижний приводной шкив; 2 — пильная лента; 3 — противовес; 4 — верхний натяжной шкив; 5 — распиливаемая заготовка; 6 — стол; 7 — поворотный сегмент
Рейсмусовые станки. Их выпускают одно- и двусторонними. Односторонние станки (рис. 8) имеют один ножевой вал, находящийся над столом, по которому подается обрабатываемая деталь. Нижняя плоскость ее должна быть заранее обработана. Заданный размер заготовки устанавливается подъемом или опусканием стола. Двусторонние рейсмусовые станки имеют два ножевых вала, один из которых обрабатывает нижнюю плоскость заготовки, а другой — верхнюю. Двусторонние станки применяют редко, так как точность обработки на них меньше. На Рейсмусовых станках обрабатывают детали шириной до 800 мм (на специальных — до 1600…1800 мм), толщиной до 200 мм.
Рис. 6. Схемы фрезерования заготовок: о — на фуговальном станке; б —на рейсмусовом станке; 1 — заготовка; 2 —передний стол; 3 —ножевой вал; 4 — задний стол

Рис. 7. Схема устройства двустороннего фуговального станка С2Ф-4 с роликовой подачей (план показан без механизма подачи): 1 — механизм настройки заднего стола; 2 — задний стол; 3 — кромкофуговальный шпиндель; 4 — суппорт роликового прижимного механизма; 5, 6 — рукоятка и механизм перемещения переднего стола по высоте; 7 — ножевой вал

Рис. 8. Схема устройства одностороннего рейсмусового станка: 1 — заготовка; 2 — ногтевая завеса; 3 — рифленый подающий валик; 4 — стружко-ломатель; 5 — ножевой вал; 6 — прижим; 7 —гладкий подающий валик; в —нижние валики; 9 — стол

Рис. 9. Четырехсторонний строгальный станок С16-5П: 1 — нижний ножевой вал; 2 — станина; 3 — маховичок настройки универсального шпинделя; 4 — универсальный шпиндель; 5 — задний стол; 6 — направляющая линейка; 7 — прижимные ролики; 8 — верхний ножевой вал; 9, 10 — маховички регулирования прижимных роликов; И — подающие валики; 12 — суппорт механизма подачи; 13 — маховичок регулирования подающих валиков; 14 — рукоятка механизма подачи; 15 — передний стол; 16 — рукоятка подъема переднего стола; 17 — электродвигатель механизма подачи
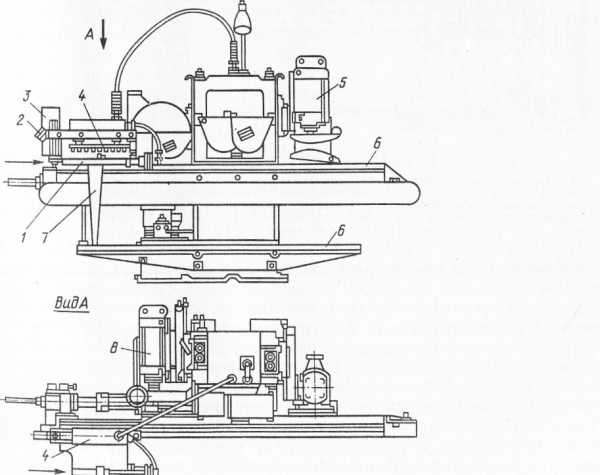
Рис. 10. Односторонний шипорезный станок ШО 15Г-5: 1 — каретка; 2, 3 — пульты управления; 4 — гидроприжим; 5 — электродвигатель верхней фрезы; 6 — направляющие каретки; 7 — кронштейн каретки; 8 — электродвигатель пилы
В производстве деревянных конструкций для продольного фрезерования часто применяют четырехсторонние станки, позволяющие за один проход обрабатывать четыре стороны деревянной заготовки и получить детали в форме прямоугольного параллелепипеда. Рабочие органы станка (рис. 9) состоят из пяти шпинделей: двух горизонтальных, двух вертикальных и одного дополнительного, который может устанавливаться под углом к заготовке. Станок обрабатывает детали шириной 20.. .160 мм, толщиной 8.. .80 мм при минимальной длине заготовок 400 мм. Более сложно устроен ше-стишпиндельный станок СФ 16-1, на котором обрабатывают столярные заготовки, бруски каркаса панелей и др.
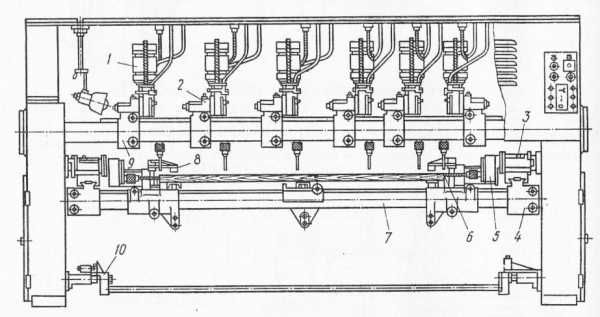
Рис. 11. Многошпиндельный сверлильный станок: 1 — вертикальный шпиндель; 2 — пневмодилиндр механизма вертикальной подачи; 3 — суппорты горизонтальных шпинделей; 4 — пневмодилиндр механизма горизонтальной подачи; 5 — горизонтальные шпиндели; 6 — базовый упор; 7 — стол; 8 — пневмо-прижимное устройство; 9— траверса вертикальных шпинделей; 10— механизм подъема стола
Фрезерные и шипорезные станки. Эти станки, работающие самостоятельно или входящие в виде узлов в специализированные линии, осуществляют фрезерование шипов для соединения деталей деревянных конструкций. На односторонних рамных шипорезных станках с ручной или механизированной подачей обрабатывают по одному концу заготовки, а на двусторонних с механической подачей— одновременно оба ее конца. Одностороннюю нарезку шипов производит четырехшпиндельный шипорезный станок ШО 15Г-5, имеющий каретку с гидроприводом для подачи заготовок и прижимные устройства (боковое и верхнее). Механизм резания состоит из торцовочной пилы, диска для выборки проушин и двух зубчатых фрез. Соответственно имеются режущие головки — пильная, проушечная и две фрезерные, установленные по ходу обработки.
Сверлильные и долбежные станки. Для сверления отверстий и выборки пазов в заготовках строительных конструкций применяют сверлильные и долбежные станки. Сверлильные станки бывают одно- и многошпиндельные — для высверливания сучков, гнезд под винты и шурупы и т. п. Сверла подаются на обрабатываемую деталь с расчетным усилием, а по окончании — автоматически отводятся в исходное положение. Для долбления, выполняемого на цепнодолбежных станках, применяют фрезерную цепочку, приводимую в движение звездочкой от электромотора.
Реклама:
Читать далее:
Станки для обработки пластмасс
Статьи по теме:
pereosnastka.ru
Станки для обработки отверстий
⇐ ПредыдущаяСтр 4 из 4
9.1 Вертикально-сверлильные станки. Общий вид наиболее распространенного универсального одношпиндельного вертикально-сверлильного станка показан на рисунке 20. Станок предназначен для работы в основных производственных цехах, а также в условиях единичного и мелкосерийного производства в ремонтно-механических и инструментальных цехах.
|
На фундаментной плите 1 смонтирована колонна 2 коробчатой формы. В ее верхней части размещена шпиндельная головка 3, несущая электродвигатель 4 и шпиндель 5 с инструментом 6. На вертикальных направляющих колонны установлена шпиндельная бабка 7, внутри которой размещен механизм подачи, осуществляющий вертикальное перемещение шпинделя. Поднимать и опускать шпиндель можно механически с помощью штурвала 8 вручную. Для установки и закрепления приспособления с обрабатываемыми заготовками имеется стол 9. Его можно установить на различной высоте в зависимости от размеров обрабатываемых деталей.
На рисунке 21 представлена кинематическая схема вертикально-сверлильного станка 2Н118. Частота вращения шпинделя изменяется с помощью коробки скоростей. Приемный вал 1 вращается от электродвигателя 38 через передачу 1-2. Движение валу 11 сообщает одна из трех пар зубчатых колес: 3-4, 5-6 и 7-8. Дальнейшее вращение передается одной из кинематических цепей 9-10, 8-11 или 12-13. Конечный вал 111 коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю 1V. В итоге шпиндель имеет девять различных частот вращения.
 |
Рабочая подача шпинделя осуществляется с помощью реечной передачи. Реечное колесо 29 находится в зацеплении с рейкой пиноли 30. При вращении колеса пиноль перемещается вертикально вместе со шпинделем. Станок имеет шесть различных подач, осуществляемых от шпинделя через цилиндрические зубчатые колеса 14-15 и коробку подач. Вращение валу V1 сообщает одна из трех передач 16-17, 18-19, 20-21 и далее валу V11 одна из двух передач 22-23 или 21-24. Зубчатая передача 25-26 и червячная пара 27-28 сообщают вращение реечному колесу 29.
|
Коробка скоростей и подач, шпиндель и механизм подач смонтированы внутри сверлильной головки, которая может перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную 31-32 и реечную 33-34 пары. Вертикальное перемещение стола производится также вручную поворотом рукоятки через коническую 36-35 и винтовую 37 пары.
9.2 Радиально-сверлильные станки. Перемещение по плоскости стола крупногабаритных и тяжелых деталей сопряжено с большими неудобствами и потерей времени. Поэтому при обработке большого числа отверстий в таких деталях применяют радиально-сверлильные станки (рисунок 22). При обработке на них деталь остается неподвижной, а шпиндель со сверлом перемещаются относительно детали и устанавливаются в требуемое положение. На фундаментной плите 1 такого станка установлена тумба 2 с неподвижной колонной, на которую надета гильза 3, поворачивающаяся вокруг колонны на 3600. На гильзе смонтирована траверса 4, которая имеет горизонтальные направляющие для перемещения сверлильной головки 5. Внутри головки размещены коробка скоростей и подач и узел шпинделя 6. На передней крышке расположены органы управления.
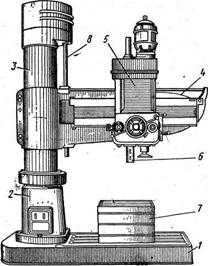
Обрабатываемые детали устанавливают на столе 7 или непосредственно на верхней плоскости фундаментной плиты. Шпиндель 6 со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой 4 и гильзой 3 поворачиваться вокруг оси неподвижной колонны. Эти два движения обеспечивают установку инструмента по любым координатам. С помощью винта 8 траверса понимается или опускается по гильзе и закрепляется на любой высоте. Гильза, в свою очередь, может быть зажата на колонне, а сверлильная головка – на траверсе. Перед сверлением отверстия гильзу и сверлильную головку фиксируют, а по окончании обработки освобождают. Механизмы зажима размещены в нижней части гильзы, над тумбой 2 и в сверлильной головке 5.
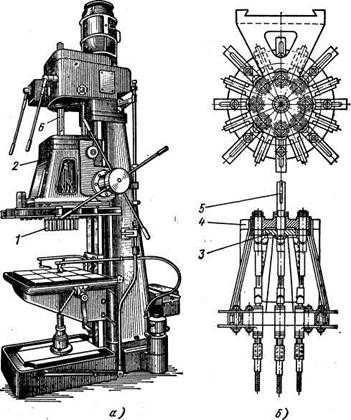
9.3 Многошпиндельные сверлильные станки и головки. Для одновременного сверления нескольких отверстий применяют многошпиндельные станки и головки. В машиностроении нашли распространение два вида многошпиндельных головок: для оснащения универсальных вертикально-сверлильных станков и для агрегатных станков.
|
На рисунке 23,а показана компоновка узлов многошпиндельной сверлильной головки с неподвижными шпинделями. Шпиндели 1, число и расположение которых зависит от числа отверстий обрабатываемой детали, смонтированы в корпусе 2 головки. Привод их осуществляется от центрального ведущего колеса 3 (рисунок 23,б). Головку устанавливают на станке следующим образом. Пиноль сверлильного станка оснащают фланцем 4. К нему прикрепляют корпус 2 головки. На конце ведущего вала 5 сделаны лыски, которыми он заходит в прямоугольный паз шпинделя 6 станка. Следовательно, шпиндель станка вращает все шпиндели головки, а пиноль сообщает ей подачу.
10 Фрезерные станки
10.1 Горизонтально-фрезерные станки. На рисунке 24 показана кинематическая схема универсального горизонтально-фрезерного станка мод. 6М82.
Привод главного движения получает начало от электродвигателя 69 и осуществляется 18-ступенчатой коробкой скоростей. Вращение от вала 1 с помощью зубчатых колес 1-2 передается валу 11, и далее через одну из трех пар колес (3-4, 5-6 или 7-8) сообщает движение валу 1V, а последний по цепи колес 14-15 или 16-17 – шпинделю V. Изменение скоростей достигают переключением колес 3-5-7, 10-13-12 и 14-16.
Привод механизма подачи расположен внутри консоли. Электродвигатель 63 с помощью передач 18-19, 20-21 вращает вал V111, и далее через зубчатые колеса 22-23, 24-25 или 26-27 вращение передается валу 1Х. С вала 1Х через зубчатые колеса 27-28, 29-30 или 31-32 вращение передается валу Х. Отсюда движение на вал Х1 может быть передано через пару колес 33-34 (колесо 33 смещается вправо для сцепления с муфтой М), или через перебор, состоящий из колес 35-36, 37-33 и 33-34 (при этом колесо 33 занимает положение, показанное на схеме). Широкое колесо 34 свободно насажено на вал и передает ему вращение при включении муфты 64. При включении дисковой фрикционной муфты М вал Х1 может получить быстрое вращение, необходимое для осуществления ускоренных ходов. Цепь быстрого вращения состоит из группы передач 18-19, 19-52 и 52-53. Муфты 67 и 64 сблокированы и имеют один орган управления: при включении первой муфты вторая выключается и наоборот. Подача стола осуществляется с помощью винтовых механизмов: продольная – парой 54-55; поперечная 56-57 и вертикальная 58-59.
Цепь продольной подачи соединяет вал Х1 с ходовым винтом 54. Она состоит из передач 38-39, 40-42, 43-44, 45-46 (на схеме винт 54 повернут на 900 относительно оси колес 44 и 45; его ость перпендикулярна плоскости чертежа).
Цепь поперечной подачи состоит из зубчатых колес 38-39, 40-42-47.
 |
Цепь вертикальной подачи включает в себя зубчатые колеса 38-39, 40-41, 48-49 и 50-51. Для включения и выключения подач служат муфты 62, 65, 70.
10.2 Вертикально-фрезерные станки. Станки этой группы строятся обычно на одной базе с горизонтально-фрезерными и поэтому имеют много унифицированных узлов и деталей. Данный станок отличается вертикальным расположением оси шпинделя, в связи с чем изменена конструкция станины и шпиндельного узла. Внешний вид станка показан на рисунке 25.

|
11 Протяжные станки
Протяжные станки предназначены для обработки внутренних и наружных поверхностей самой разнообразной формы (рисунок 26).
 |
|
Применяются они в условиях крупносерийного и массового производства. По характеру работ они делятся на станки для внутреннего и наружного протягивания, по расположению инструмента – на горизонтальные и вертикальные.
На рисунке 27 показан общий вид горизонтального протяжного станка.
|
В полой части сварной станины 1 коробчатой формы смонтированы основные агрегаты гидравлического привода, являющегося основным для этого вида станков. Слева расположен силовой цилиндр 2. Шток поршня связан с рабочими салазками, которые, перемещаясь в направляющих вдоль оси станка, служат дополнительной опорой. На конце штока насажена втулка с патроном для крепления левого конца протяжки 3; правый конец ее зажат во вспомогательном патроне 4. Приспособление для установки и сама деталь упираются в неподвижный корпус 5 станины.
Правая часть станины приставная и служит для монтажа узлов автоматического подвода и отвода протяжки. Необходимые движения осуществляются вспомогательным силовым цилиндром, смонтированным в правой части станка. Происходит это следующим образом. При рабочем ходе влево салазки вспомогательного патрона 4 сопровождаю протяжку до тех пор, пока не коснутся жесткого упора. При этом связь между протяжкой и патроном прерывается с помощью специального кулачка. После этого происходит рабочий ход, осуществляемый силовым цилиндром 2. При обратном ходе задний хвостовик протяжки снова входит во вспомогательный патрон и толкает его вправо в исходное положение.
Станок работает с полным и простым циклом. При полном цикле прямого хода осуществляется подвод протяжки, замедленный рабочий ход, настроенный рабочий ход – замедленный рабочий ход при работе калибрующих зубьев и стоп. При обратном ходе осуществляется замедленный ход и отвод протяжки. Простой цикл отличается отсутствием подвода и отвода протяжки.
Все исполнительные движения: подвод протяжки, медленный рабочий ход, быстрый рабочий ход, обратный ход, отвод протяжки осуществляются с помощью гидропривода.
12 Шлифовальные станки
Шлифовальные станки применяют в основном для снижения шероховатости поверхностей обрабатываемых деталей и получения точных размеров. Обычно на шлифование подаются детали после предварительной черновой обработки и термических операций; шлифование может быть и единственным методом обработки. Основной инструмент станка – шлифовальный круг, который может иметь самую разнообразную форму.
Шлифовальные станки в зависимости от назначения делятся на несколько основных групп: кругло-шлифовальные, бесцентрово-шлифовальные, внутришлифовальные и плоскошлифовальные. В машиностроении также применяют специальные шлифовальные станки для обработки резьб, зубьев зубчатых колес, шлицев и т.д. Кроме того, для достижения низкой шероховатости поверхности применяют шлифовально-притирочные и шлифовально-доводочные станки, а для получения зеркальной поверхности – полировальные станки. К конструкции шлифовальных станков предъявляют повышенные требования в отношении жесткости, виброустойчивости, износостойкости и температурных деформаций.
|

|
В процессе круглого шлифования (рисунок 28,а) заготовка 1 получает круговую Vи и продольную Sи подачи; последняя обеспечивает возвратно-поступательное движение стола, на котором в центрах установлена заготовка. В конце каждого одинарного или двойного хода стола шлифовальному кругу 2 сообщается поперечная подача S2. Таким образом, припуск снимается за несколько рабочих ходов.
На рисунке 28,б показана схема круглого шлифования коротких деталей с применением только радиальной подачи (врезное шлифование), а на рисунке ,в – схема внутреннего шлифования. В последнем случае заготовка 1 вращается со скоростью круговой подачи Vи, а шлифовальный круг 2 имеет осевую подачу S1 в обе стороны и радиальное перемещение S2 при врезании.
При плоском шлифовании (рисунок 29) детали устанавливают на прямоугольном или круглом магнитном столе. Шлифовальный круг работает своей периферией или торцом. В первом случае (рисунок 29,а) столу 2 сообщают возвратно-поступательное движение Vи, а кругу 1 – поперечную подачу S1 за каждый ход стола. После прохода всей плоскости круг получает вертикальную подачу S2 на глубину шлифования. Если стол круглый (рисунок 29, б), его вращение выполняет круговую подачу.
При шлифовании торцом круга (рисунок 29,в) детали 1 устанавливают на магнитном столе 2, которому сообщают возвратно-поступательное движение со скоростью Vи. Шлифовальный круг 3 перекрывает ширину стола и поэтому шлифует деталь (или группу деталей) по всей ширине за несколько проходов. Круг периодически получает вертикальную подачу S2. В других плоскошлифовальных станках (рисунок 30,г) детали 1 устанавливают на круглом столе 2, которому сообщают вращение (круговую подачу). Круг 3, перекрывая часть стола, обеспечивает шлифование по всей ширине только группы деталей.
12.1 Кругло-шлифовальные станки. Кругло-шлифовальные станки предназначены для шлифования наружных цилиндрических, конических, а также торцовых поверхностей. Они характеризуются наибольшим диаметром устанавливаемой детали и ее длиной.
На рисунке 30 показан общий вид кругло-шлифовального станка мод. 3А150. Станок имеет следующие основные узлы. На направляющих станины 1 установлен рабочий стол 2, несущий переднюю 3 и заднюю 4 бабки, в центрах которых устанавливается обрабатываемая деталь. Заднюю бабку можно закреплять на различном расстоянии от передней, в зависимости от длины обрабатываемой детали. Сзади, на поперечных направляющих станины размещена шлифовальная бабка 5 с приводом вращения шлифовального круга 6. Деталь, установленная в неподвижных центрах, приводят во вращение поводковым патроном передней бабки. Вместе со столом 2 детали сообщают возвратно-поступательное движение (продольную подачу). При обработке конических поверхностей рабочий стол поворачивают вокруг вертикальной оси на угол, соответствующий конусности детали.
|
В станке автоматизированы продольный ход стола, быстрый подвод и отвод шлифовальной бабки и подача круга на врезание после каждого одинарного или двойного хода стола. Частота вращения шпинделя бабки изделия регулируется бесступенчато, частота вращения шпинделя шлифовальной бабки постоянно.
На станке можно производить как врезное, так и продольное шлифование с применением прибора активного контроля. В этом случае циклом шлифования управляют конечные выключатели механизма подач или контакты прибора активного контроля. Прибор позволяет непрерывно в процессе шлифования измерять диаметр обрабатываемой детали.
Привод главного движения смонтирован на шлифовальной бабке; от электродвигателя движение шпинделю шлифовального круга передается ременной передачей. Вращение обрабатываемой детали производится от другого двигателя – электродвигателя постоянного тока с бесступенчатым регулированием частоты ее вращения.
Гидравлическое оборудование станка осуществляет следующие функции: возвратно-поступательное движение стола; подвод и отвод шлифовальной бабки; автоматическую периодическую подачу на врезание шлифовальной бабки и др.
12.2 Бесцентровые кругло-шлифовальные станки. На рисунке 31 показан общий вид бесцентрового кругло-шлифовального станка. На станине 1 слева неподвижно установлена бабка 2, несущая шпиндель с шлифовальным кругом 3. Справа размещена плита 4. В ее продольных направляющих смонтирована бабка 5 с поворотной головкой 6 и ведущим кругом 7, который можно поворачивать вокруг горизонтальной оси на требуемый угол по шкале 8. На плите 4 закреплена также направляющая призма 9, являющаяся опорой для обрабатываемой детали 10.
Установка бабки 5 подающего круга 7 на размер обрабатываемой детали, а также компенсация износа круга производятся перемещением бабки по направляющим станины вместе с плитой 4. Это достигают с помощью маховика 11 и винтовой передачи.
Механизмы привода смонтированы внутри станины. Вращение им сообщает электродвигатель, расположенный с левой стороны. Для периодической правки шлифующего и подающего кругов служат специальные устройства 12 и 13.
10 7 13 6 8 5
|
Рекомендуемые страницы:
lektsia.com