Станки холодной ковки своими руками: Холодная ковка своими руками: станок, чертежи, процесс
alexxlab | 09.06.2023 | 0 | Разное
МОДЕЛЬ | БЛОК | SW-NF | ||
19B | ||||
СТАНЦИЯ КОРПУСА | № | 6S | ||
ВЫКЛЮЧЕНА DIA | мм (макс.) | 20 | ||
ВЫКЛ. ДЛИНА | мм (макс.) | (макс) 35 | ||
ДЛИНА ВЫХОДА | мм (макс. | 120 | ||
РАССТОЯНИЕ ЦЕНТРА МЕЖДУ УСТРОЙСТВАМИ | мм | 80 RAM STROKE | мм | 140 |
МОЩНОСТЬ ПЛАСТИНЫ | Тонна | 150 | ||
РАЗМЕР ПРОДУКТА | Дюйм 00 | 5/16 1/2 8/12 | ||
ВЫХОД | шт / мин 90 003 | в 150 | ||
| главный двигатель | кВт | 30 | ||
| СМАЗЫВАНИЮ | Галлон | 350 | ||
Прибл.ВЕС | Тонна | 18,5 | ||
ТРЕБОВАНИЯ НА ЭТАЖЕ | л (м) |
 Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера. Для более крупных изделий необходим механический привод.
Для более крупных изделий необходим механический привод. Размер пластины в будущем определит и параметры завитка.
Размер пластины в будущем определит и параметры завитка. Его несложно сделать самому.
Его несложно сделать самому. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
 Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру. Здесь мастер определяет, в какую сторону производить изгибание детали.
Здесь мастер определяет, в какую сторону производить изгибание детали.
 На нем можно изготавливать профессиональные заготовки.
На нем можно изготавливать профессиональные заготовки.

 )
)Холодная ковка своими руками как отдельный вид искусства – Советы по ремонту
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
Содержание
- 1 История возникновения кузни: описание холодной ковки
- 1.1 Базовые инструменты для холодной ковки в домашних условиях
- 2 Оборудование для вальцовки в домашних условиях
- 2.1 Гнутик: какие изделия можно создать с его помощью
- 2.2 Улитка: простой инструмент для создания завитков
- 2.3 Волна: как создать и пользоваться этим инструментом
- 2.4 Фонарик и твистер: особенности данных станков
- 3 Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
- 3.1 Стили и элементы узоров: фото художественной ковки
- 3.
 2 Крепление элементов узора: последняя обработка металла
2 Крепление элементов узора: последняя обработка металла
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.

Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения.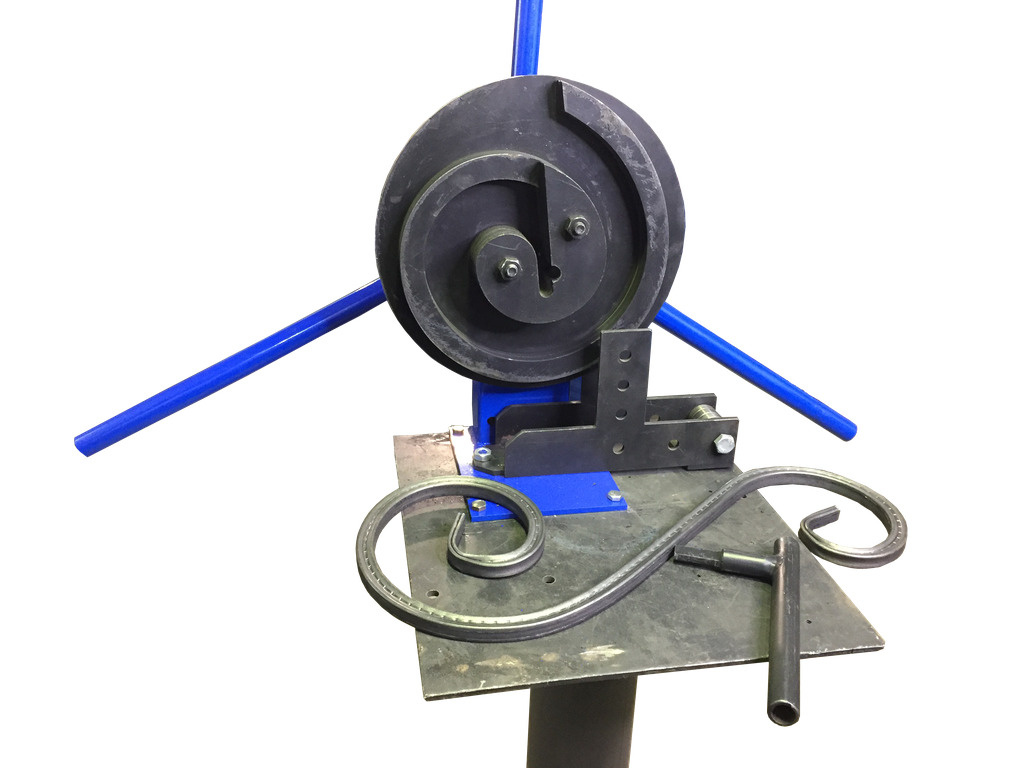 Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель.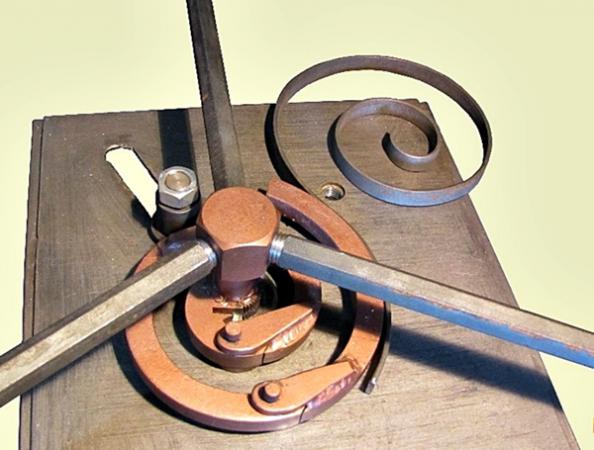 Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Станки для холодной ковки своими руками
Одним из способов украшения участков является использование кованых изделий.
- Ограждения, перила для лестниц и балконов — тоже можно сделать своими руками
- Навес крыльца из холодной ковки
- Перила – украшение, а не чисто утилитарное приспособление
- Можно сделать беседку и кованой мебелью
- Ворота выглядят волшебно
Содержание статьи
- 1 Какие приспособления вообще применяются
- 2 Самодельные “Улитки”
- 3 Торсионный станок
- 4 Видео о самодельных приспособлениях и станках холодной ковки
- Подшипниковый узел
- Зажим заготовки
- Вот так выглядит вся конструкция
- Более ограниченный набор металлов, для которых процесс эффективен
- Меньший диапазон форм и форм, которые могут быть достигнуты для успеха требуется опыт производителя
5 90 Какие приспособления вообще применяются
Для холодной ковки характерны различные завитки, изгибы, скрученные стержни и т. п. Практически для каждого типа они изготавливаются на отдельном устройстве — определенном станке. Они могут управляться вручную, а могут быть электрическими. Для небольших объемов «под себя» используют ручные станки холодной ковки. Хотя они не отличаются особой производительностью, зато намного проще в изготовлении. При необходимости поставить производство «на поток» изготавливают аналогичные устройства, но с электродвигателями. В этом случае физически работать почти не нужно, но сложность изготовления устройства возрастает в разы. В нашей статье поговорим о ручных станках для холодной ковки.
п. Практически для каждого типа они изготавливаются на отдельном устройстве — определенном станке. Они могут управляться вручную, а могут быть электрическими. Для небольших объемов «под себя» используют ручные станки холодной ковки. Хотя они не отличаются особой производительностью, зато намного проще в изготовлении. При необходимости поставить производство «на поток» изготавливают аналогичные устройства, но с электродвигателями. В этом случае физически работать почти не нужно, но сложность изготовления устройства возрастает в разы. В нашей статье поговорим о ручных станках для холодной ковки.
Какие приспособления используются:
Для начинающего мастера наиболее актуальным станком для холодной ковки является улитка. Только с его помощью можно сделать много интересных вещей – от забора и калитки до скамейки и других подобных изделий. На втором месте по потребности торсионная машина. Это добавляет разнообразия деталям. Все остальное можно приобрести или сделать по мере улучшения и приобретения навыков.
Самодельные “Улитки”
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутьев (до 10-12 мм в сечении) и повторять их с высокая степень точности.
Один из самодельных станков для холодной ковки
Эти станки для холодной ковки имеют несколько конструкций, но наиболее простым в реализации является вариант с круглым столом с центральной ножкой. Рычаг с роликами на подшипниках на конце подвижно закреплен на ножке. Они облегчают процесс гибки.
Поверхность стола может быть изготовлена из стального листа толщиной 10 мм и более. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут действовать боковые силы, поэтому необходимы боковые стойки, распорки, а также устойчивое основание.
Волочильный станок для холодной ковки “Улитка”
Рычаг проще изготовить из квадратной трубы с толстой стенкой – не менее 2-3 мм.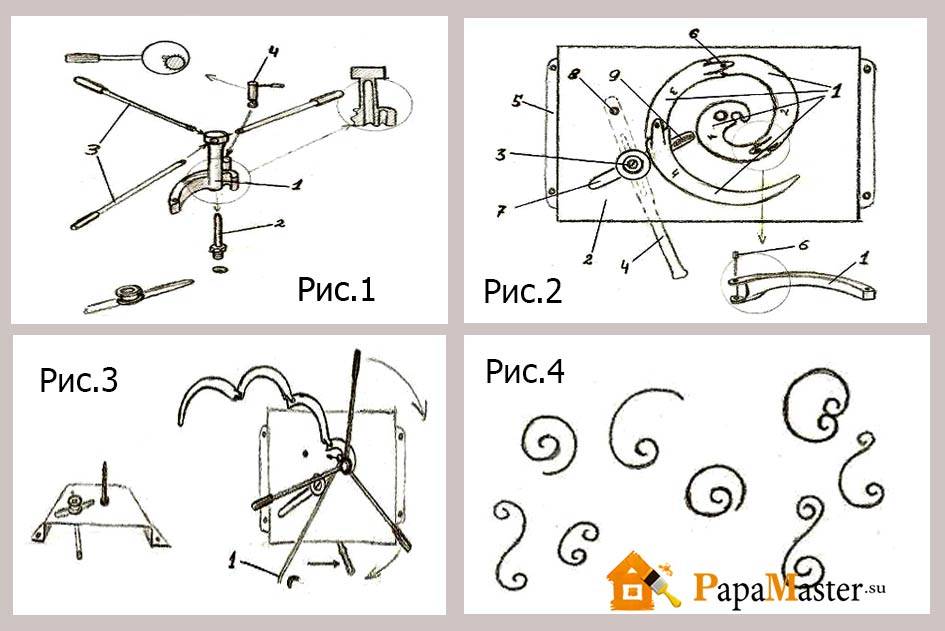 Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть его на ножку, а снизу приварить стопорную планку, чтобы рычаг не не упасть. Вариант с подшипником дает более легкий ход, но если есть смазка, то второй вариант рабочий.
Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть его на ножку, а снизу приварить стопорную планку, чтобы рычаг не не упасть. Вариант с подшипником дает более легкий ход, но если есть смазка, то второй вариант рабочий.
Вариант крепления рычага
Форма рычага также важна. Рычаг двойной, верхняя часть рабочая, нижняя опорная. Везде, где есть связи, желательно добавить усиления, так как усилия значительные.
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор – форма, по которой загибаются локоны. Их делают разного диаметра — чтобы можно было делать локоны разного диаметра. Такие оправки могут быть сборными — для формирования большего количества изгибов. Каждый такой образец должен иметь стержни, входящие в отверстия в столе. Таким образом, эта схема является фиксированной. Также его форма должна быть рассчитана таким образом, чтобы конец бруска хорошо фиксировался в нем.
Улитка-кондуктор вариант
Часто оправки вытачивают из металлического круга подходящего диаметра с помощью болгарки, но есть варианты из металла с приваренными к нему стальными пластинами, загнутыми соответственно.
Как сделать аналогичный станок для холодной ковки – в следующем видео. Там же есть хорошее описание способа доведения торцов заготовки до приличного состояния – обычные необработанные края выглядят очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно обойтись и без него.
Станок для кручения
Как уже упоминалось, эти станки для холодной ковки позволяют делать продольные изгибы на прутке. Это относительно простая конструкция. Основная задача – закрепить один конец бруска неподвижно, ко второму прикрепить рычаг, с помощью которого можно будет крутить заготовку.
В качестве основы подойдет отрез профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Вы можете использовать проволочный зажим подходящего размера (можно приобрести в магазине оснастки). Любой из этих упоров приваривается к основанию.
Фиксатор можно сварить из тех же стержней, оставив квадратный зазор необходимого диаметра. Вы можете использовать проволочный зажим подходящего размера (можно приобрести в магазине оснастки). Любой из этих упоров приваривается к основанию.
Держатель троса – замок большой стержень
Далее необходимо как-то обеспечить захват и скручивание второй части заготовки. Это можно сделать с помощью двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, к ней с одной стороны приваривается ручка – конструкция напоминает букву «Т». С другой стороны в трубе делается фиксатор: сверлятся четыре отверстия, в них ввариваются гайки на 12 или 14 болтов. В результате получается хороший фиксатор — болты затягиваются после того, как планка вставлена.
Далее – дело техники – рычагом проворачиваем необходимое количество оборотов. Нельзя сказать, что эта работа для слабаков, но с большим количеством рычагов это не так уж и сложно.
Нельзя сказать, что эта работа для слабаков, но с большим количеством рычагов это не так уж и сложно.
Видео о самодельных приспособлениях и станках холодной ковки
Выбор правильного партнера по металлообработке для холодной штамповки металла может быть важным решением. Вы полагаетесь на них, чтобы получить прототип. Однако, если вы выберете неправильного партнера, могут возникнуть проблемы.
Например, неотъемлемые свойства металлов представляют собой проблему. Металл имеет тенденцию изменять свою форму, площадь, объем и плотность в ответ на изменение температуры. В результате он может легко деформироваться при обработке в ваш прототип.
Чтобы обеспечить полное удовлетворение, вам необходимо выбрать поставщика услуг по обработке с ЧПУ с опытом работы в процессе холодного производства.
Поскольку к материалу не добавляется тепло, холодная штамповка листового металла обеспечивает высокую скорость, точность и качество производства.
Elemet Manufacturing Inc. (EMI) имеет многолетний опыт. Мы являемся отраслевым лидером в области специализированных, обширных услуг по обработке с ЧПУ для прототипирования и серийного производства.
Положитесь на то, что процессы обработки с ЧПУ соответствуют самым высоким стандартам качества и эффективности для холодной штамповки и прототипирования.
Компания EMI сертифицирована по стандарту ISO 9001:2015.
Что такое процесс прототипированияВывод нового продукта на рынок включает в себя проектирование, исследование рынка и производство вашего продукта.
Прототипирование является частью этого процесса, при котором создается и тестируется рабочая модель продукта. Производитель может изготовить прототип из того же материала, что и конечный продукт. Вы можете использовать альтернативный материал для прототипа в целях тестирования.
Прототип из листового металла представляет собой модель металлического изделия. Ваш прототип создается в соответствии с вашим дизайном, чтобы проверить вашу концепцию или процесс. Кроме того, он предоставляет вам физический образец, который можно воспроизвести.
Кроме того, он предоставляет вам физический образец, который можно воспроизвести.
Чтобы ваш продукт имел успех, вам нужно начать с отличной модели-прототипа.
Краткий обзор процессов холодной штамповки металловХолодная штамповка — это процесс ковки металла при температуре ниже его температуры рекристаллизации. Он формируется при температуре, близкой к комнатной.
Область применения холодной штамповки широка и разнообразна. Он включает в себя сложные формы, такие как заклепочные соединения, головки винтов, резьбы и множество других применений.
Методы холодной штамповки часто делятся на четыре категории: сжатие, изгибание, вытягивание и резание.
В процессе холодной штамповки используется давление и скорость механического или гидравлического пресса. Пресс берет металлическую «заготовку» (плоский кусок металла) и формирует ее с помощью набора «пуансонов» и «матриц». По сути, пуансон — это инструмент, используемый для придания формы, а «матрица» — это зажим, удерживающий металл.
Металлическая заготовка образуется вокруг пуансона, когда он забивается в матрицу. Заготовка принимает правильную форму без отходов материала.
Этот процесс выполняется при комнатной температуре и известен как холодное формование или холодное формование листового металла.
Холодное формование можно использовать для различных металлов, включая алюминий, медь, латунь, сталь и нержавеющую сталь.
Преимущества процесса холодной штамповки для прототипированияПроцесс холодной штамповки имеет ряд преимуществ, в том числе более высокую скорость производства, минимальные отходы материала и более прочный конечный продукт.
Высокоскоростное производство
Поскольку для обработки металлического материала не используются высокие температуры, холодное формование позволяет производить высокоскоростное производство, около 100 деталей в минуту. Кроме того, процесс холодной штамповки устраняет необходимость в нескольких дополнительных операциях механической обработки.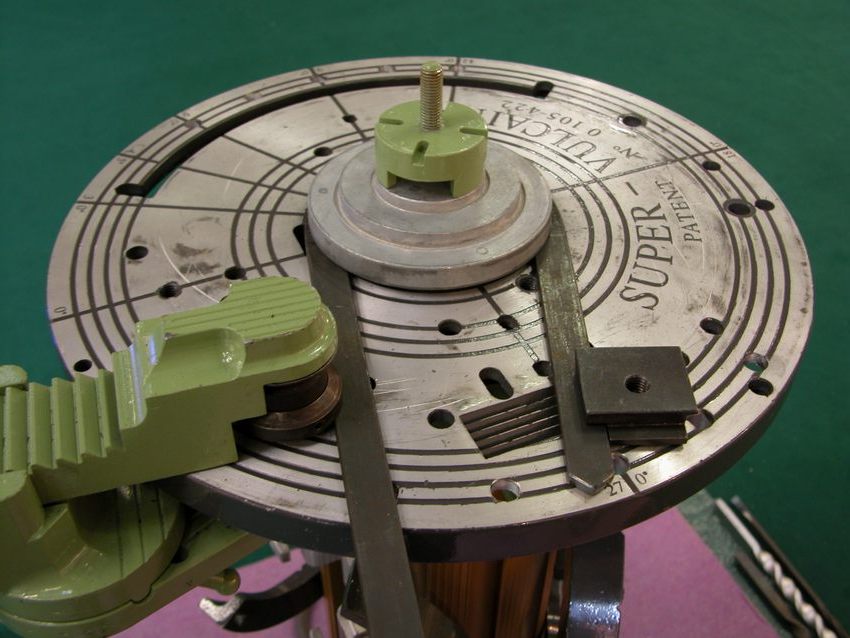 Это сокращает время, необходимое для завершения производственного процесса.
Это сокращает время, необходимое для завершения производственного процесса.
Незначительные отходы материала
Высокий процент использования материала при холодной штамповке означает, что отходы материала значительно сокращаются, если не полностью исключаются.
Традиционные процессы производства металлов из-за обрезков и т. д. могут создавать значительные отходы. Например, резка, фрезерование и измельчение могут привести к тому, что 80% или более исходного материала превратится в отходы.
В противоположность этому, при холодной штамповке используется 100% исходного материала.
Холодное формование приносит выгоду, как экологическую, так и финансовую. Существует значительное снижение затрат, которое может быть достигнуто в процессе холодной штамповки металла.
Более прочный конечный продукт
Используются все оригинальные материалы. Металл растягивается сверх предела текучести, но без отрицательного влияния на его предел прочности.
Поскольку при формировании детали происходит реструктуризация зерна материала, в результате повышается прочность на растяжение.
Металл становится более жестким и прочным, подобно тому, как распиленный кусок дерева становится прочнее по всей своей длине.
Недостатки использования процесса холодной штамповкиСуществуют некоторые недостатки холодной штамповки листового металла, в том числе:-
Limited Metal Types
Основным недостатком холодной штамповки листового металла является то, что этот процесс не может быть использован для каждого типа металла. Реальность такова, что некоторые металлы более склонны к растрескиванию. Например, некоторые типы стали с содержанием углерода 0,5% или выше не могут успешно выдерживать этот процесс.
Ограниченные формы и формы
Другим недостатком является то, что холодная ковка позволяет создавать только определенные формы. Эти формы обычно более простые и производятся серийно. Если вы ищете нестандартную металлическую деталь, другой процесс, вероятно, лучше подойдет для достижения желаемого результата.
Более высокие затраты на установку
Для оправдания высоких затрат на установку холодной штамповки листового металла требуются большие объемы производства. Требуется от 25 000 до 100 000 в год.
Требуется больший опыт
По сравнению с горячей штамповкой, нагрузки, необходимые для деформации материала, являются высокими, а деформируемость материала низкой. Для достижения сложной геометрии требуется команда с большим производственным опытом.
К какому выводу вы пришли после рассмотрения холодной штамповки и прототипирования?
Скорее всего, вы увидели множество преимуществ холодной штамповки вашего прототипа и узнали о некоторых потенциальных ловушках.