Станки инструмент: Станки Инструмент – купить в интернет-магазине OZON по выгодной цене
alexxlab | 05.05.2023 | 0 | Разное
Автоматический сменщик инструмента бокового типа для фрезерных станков
Многие фрезерные станки HAAS имеют в базовой комплектации сменщик инструмента бокового типа. Однако, для некоторых моделей популярной серии VF такой сменщик предлагается в качестве опции.
Компания HAAS производит устройства смены инструмента бокового типа на 30 и 50 позиций (плюс ещё один инструмент может находиться в шпинделе). Все основные узлы и детали изготавливаются на заводе Haas в США, что гарантирует высокое качество и надежность.
Боковой сменщик инструмента имеет ряд преимуществ перед сменщиком зонтичного или карусельного типа:
Более быстрая смена инструмента (приблизительно на 2 сек быстрее) с помощью 2-захватной руки-манипулятора. Это позволяет в некоторых задачах уменьшить общее время обработки на 10%. Поворотный магазин имеет сервопривод для быстрого поворота барабана. Также есть возможность заранее поставить следующий инструмент в рабочую позицию для сокращения времени цикла.

Увеличенная ёмкость. В сменщик инструмента на 30 позиций помещается в 1,5 раза больше инструментов, чем в сменщик зонтичного типа (20 инструментов), а в сменщик на 50 позиций в 2,5 раза больше. Такой сменщик позволяет не только работать с большим количеством различных инструментов, но и упрощает работу с группами резервных инструментов. Все это дает возможность долго работать без остановки и переналадки станка, изготавливать сложные детали.
Боковой сменщик инструмента находится за пределами рабочей зоны фрезерного станка, не занимает место внутри станка. В связи с этим появляется больше возможностей для работы с крупными зажимными приспособлениями, поворотными столами, высокими заготовками. Снижается вероятность столкновения. Также на инструменты, находящиеся в сменщике, не попадает стружка и СОЖ, а в процессе смены рабочий инструмент очищается от стружки с помощью специальных щеток.
Боковой сменщик умеет работать с большими и тяжелыми инструментами.
 Большой инструмент задается буквой «L», а тяжелый буквой «H». В специальной таблице инструментальных гнезд и инструментов отражается вся необходимая информация. Для тяжелого инструмента система ЧПУ HAAS будет оставлять пустыми два соседних гнезда, а для тяжелого будет снижена скорость руки-манипулятора. На видео ниже наглядно показано, как работать со сменщиком инструмента бокового типа, подробно рассказано про особенности работы с большими и тяжелыми инструментами.
Большой инструмент задается буквой «L», а тяжелый буквой «H». В специальной таблице инструментальных гнезд и инструментов отражается вся необходимая информация. Для тяжелого инструмента система ЧПУ HAAS будет оставлять пустыми два соседних гнезда, а для тяжелого будет снижена скорость руки-манипулятора. На видео ниже наглядно показано, как работать со сменщиком инструмента бокового типа, подробно рассказано про особенности работы с большими и тяжелыми инструментами.

Автоматический сменщик инструмента бокового типа нельзя поставить в «поле», т.е. когда станок уже находится на заводе покупателя. Его необходимо заказывать сразу вместе с новым фрезерным станком HAAS.
Всю необходимую дополнительную информацию можно получить в отделе продаж Вашего региона.
Магнитные сверлильные станки Хайтек инструмент
Типы сверлильных станков : Резьбонарезные / С автоподачей / С реверсом
Активные фильтры: Снять все активные фильтры
Бренд: Хайтек инструмент
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 59847
Сверлильный станок на магнитной подошве MBA-35
Ø сверления35 мм
Конус шпинделяMT2
Макс.
 обороты 650
обороты 650 Мощность 1.30 кВт
Напряжение220В
Масса13 кг
Код товара: 59867
Сверлильный станок на магнитной подошве MBSR-100
Ø сверления100 мм
Конус шпинделяWeldon 19
Реверс шпинделяесть
Мощность 1.80 кВт
Напряжение220В
Масса25 кг
Код товара: 59866
Сверлильный станок на магнитной подошве MBR-100
Ø сверления100 мм
Конус шпинделяWeldon 19
Реверс шпинделяесть
Макс. обороты 470
Мощность 1.80 кВт
Напряжение220В
Масса23 кг
Код товара: 59873
Сверлильный станок MBR-100T на постоянном магните
Ø сверления100 мм
Конус шпинделяWeldon 19
Макс. обороты 470
Мощность 1.80 кВт
Напряжение220В
Масса38 кг
Код товара: 59864
Сверлильный станок на магнитной подошве MBA-100
Ø сверления100 мм
Конус шпинделяMT3
Макс.
 обороты 680
обороты 680 Мощность 1.70 кВт
Напряжение220В
Масса23 кг
Код товара: 59861
Сверлильный станок на магнитной подошве MBA-50
Ø сверления50 мм
Конус шпинделяWeldon 19
Макс. обороты 450
Мощность 1.15 кВт
Напряжение220В
Масса17 кг
Код товара: 59868
Сверлильный станок на магнитной подошве MBA-50 Авто
Ø сверления50 мм
Конус шпинделяWeldon 19
Макс. обороты 450
Мощность 1.15 кВт
Напряжение220В
Масса18 кг
Код товара: 59855
Сверлильный станок на магнитной подошве MBA-35-1700
Ø сверления35 мм
Конус шпинделяMT2
Макс. обороты 650
Мощность 1.30 кВт
Напряжение220В
Масса13 кг
Код товара: 59857
Сверлильный станок на магнитной подошве MBА-55Е
Ø сверления55 мм
Конус шпинделяMT2
Макс. обороты 600
Мощность 1.15 кВт
Напряжение220В
Масса17 кг
Код товара: 59856
Сверлильный станок на магнитной подошве MBA-38/1
Ø сверления38 мм
Макс.
 обороты 680
обороты 680 Мощность 1.15 кВт
Напряжение220В
Масса15 кг
Код товара: 59865
Сверлильный станок на магнитной подошве MBSA-100
Ø сверления100 мм
Конус шпинделяMT3
Макс. обороты 680
Мощность 1.70 кВт
Напряжение220В
Масса24 кг
Код товара: 59869
Сверлильный станок MBA55V3 на постоянном магните
Ø сверления55 мм
Конус шпинделяMT2
Макс. обороты 450
Мощность 1.15 кВт
Напряжение220В
Масса16 кг
Код товара: 59872
Сверлильный станок MBA-100T на постоянном магните
Ø сверления100 мм
Конус шпинделяWeldon 19
Макс. обороты 680
Мощность 1.70 кВт
Напряжение220В
Масса37 кг
Код товара: 59870
Сверлильный станок MBA-42 на постоянном магните
Ø сверления42 мм
Конус шпинделяMT2
Макс. обороты 680
Мощность 1.15 кВт
Напряжение220В
Масса21 кг
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Найдено товаров : 14
Снять все активные фильтры
Сбросить фильтрыЦена
Производитель
PROMA (Чехия) Белоруссия BDS Maschinen (Германия) EUROBOOR (Нидерланды) MAGTRON (Англия) STALEX Rotabroach (Англия) Holzmann (Австрия) Optimum (Германия) Хайтек инструмент Metal Master
Все производители
Ø сверления
Конус шпинделя
Тип внутреннего или наружного конуса шпинделя.
MT2 MT3 Weldon 19 MT4
Ход пиноли
Длина перемещения (хода) пиноли станка. Максимальная глубина сверления при каждой установки сверлильной головы.
Реверс шпинделя
Наличие ревеса – реверсивного вращения шпинделя. По часовой стрелке и против часовой стрелки.
нет есть
Автоподача
нет есть
Регулировка частоты вращения шпинделя
Спупенчатая – путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая Бесступенчатая
Макс. обороты
обороты
Максимальные обороты шпинделя. Единица измерения – об/м.
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
220В 380В
Масса
В наличии
Станок | Описание, история, типы и факты
сверлильный станок
Посмотреть все СМИ
- Ключевые сотрудники:
- Иоганн Георг Бодмер Сэр Джозеф Уитворт, баронет Джеймс Нэсмит Генри Модсли Джозеф Брама
- Похожие темы:
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
станок , любая стационарная машина с механическим приводом, которая используется для формовки деталей из металла или других материалов. Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до желаемой формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Формование осуществляется четырьмя основными способами: (1) путем срезания лишнего материала в виде стружки с детали; (2) путем разрезания материала; (3) сжимая металлические детали до желаемой формы; и (4) путем воздействия на материал электричеством, ультразвуком или коррозионно-активными химическими веществами. Четвертая категория охватывает современные станки и процессы для обработки сверхтвердых металлов, не поддающихся обработке старыми методами.
Станки, формирующие детали путем удаления металлической стружки с заготовки, включают токарные, строгальные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и электропилы. Холодная штамповка металлических деталей (кухонная утварь, кузова автомобилей и т. п.) производится на штамповочных прессах, горячая штамповка раскалённых заготовок в штампы соответствующей формы — на ковочных прессах.
Современные станки для резки или формовки деталей с допусками плюс или минус одна десятитысячная дюйма (0,0025 миллиметра). В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
В особых случаях прецизионные притирочные станки могут производить детали с точностью плюс-минус две миллионные доли дюйма (0,00005 миллиметра). Из-за требований к точным размерам деталей и больших сил резания, воздействующих на режущий инструмент, станки сочетают в себе вес и жесткость с деликатной точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и формовки материалов для производства таких товаров, как кухонная утварь, фургоны, корабли, мебель и другие продукты. После появления паровой машины материальные блага производились машинами с механическим приводом, которые можно было изготовить только с помощью станков. Станки (способные производить детали с точными размерами в больших количествах), а также приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми новшествами, которые сделали массовое производство и взаимозаменяемые детали реальными в 19 веке.век.
Самые ранние паровые двигатели страдали от неточности ранних станков, а большие литые цилиндры двигателей часто неточно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для расточки пушек. В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
В течение 50 лет после появления первых паровых двигателей были спроектированы и разработаны основные станки со всеми основными характеристиками, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были адаптацией более ранних деревообрабатывающих станков; токарный станок по металлу, созданный на основе токарных станков по дереву, использовавшихся во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 Генри Модслей, тоже англичанин и один из величайших гениев-изобретателей своего времени, спроектировал и построил токарно-винторезный станок. Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Приведенный к шпинделю токарного станка ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 сменными шестернями, которые нарезали резьбу с различным шагом, регулируя отношение скорости ходового винта к скорости вращения шпинделя.
Формирователь был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модслея в Лондоне. В станке Нэсмита заготовка могла быть закреплена горизонтально на столе и обработана фрезой с возвратно-поступательным движением для строгания небольших поверхностей, вырезания шпоночных пазов или обработки других прямолинейных поверхностей. Несколько лет спустя, в 1839 году, Несмит изобрел паровой молот для ковки тяжелых изделий. Другой ученик Модслея, Джозеф Уитворт, изобрел или усовершенствовал множество станков и стал доминировать в этой области; на Международной выставке 1862 г. экспонаты его фирмы заняли четверть всего места, посвященного станкам.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Великобритания пыталась сохранить лидерство в развитии станкостроения, запретив экспорт, но эта попытка была заранее обречена из-за промышленного развития в других странах. Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, а новые инструменты разрабатывались за пределами Великобритании. Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Примечательным среди них был фрезерный станок, изобретенный Эли Уитни, произведенный в Соединенных Штатах в 1818 году и использовавшийся Симеоном Нортом для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок в спиральных сверлах. Револьверный токарный станок, также разработанный в США в середине 19 века.20-го века, некоторые операции, такие как изготовление винтов, были полностью автоматизированы, и это предвещало важные события 20-го века. Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф. У. Феллоуз сконструировал зубодолбежный станок, который мог быстро обработать почти любой тип зубчатого колеса.
Производство искусственных абразивов в конце 19 века открыло новую область станков – шлифовальные станки. К.Х. Нортон из Массачусетса блестяще продемонстрировал потенциал шлифовального станка, создав такой, который мог шлифовать коленчатый вал автомобиля за 15 минут, на что ранее требовалось пять часов.
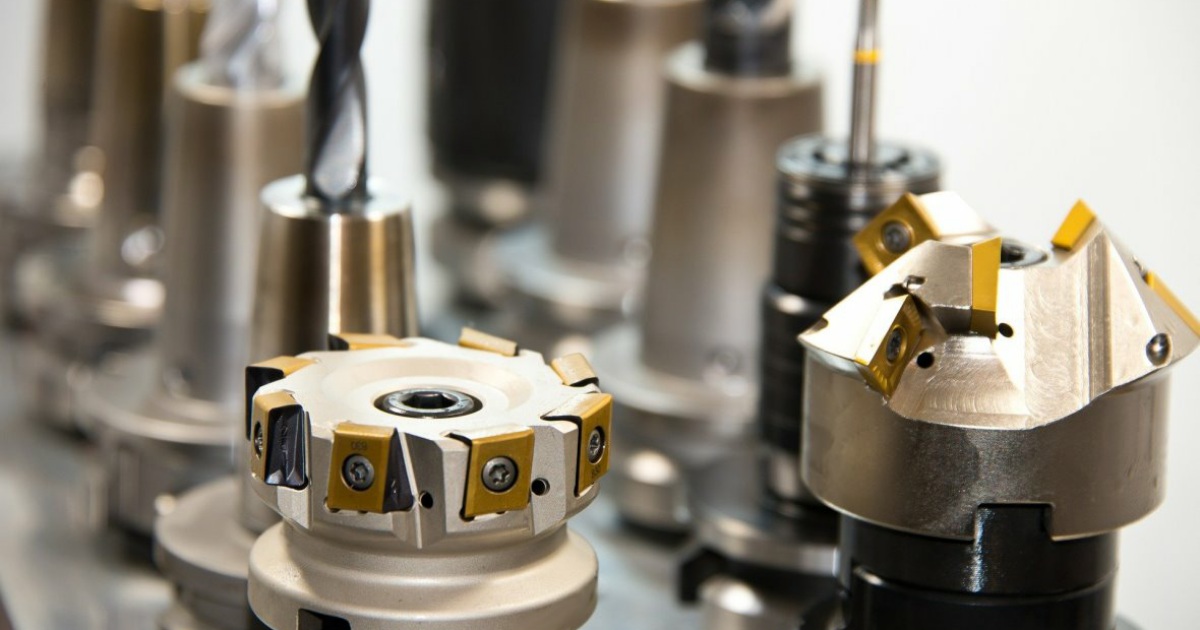
К концу 19 века в обработке и обработке металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем внедрения многочисленных усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развитие автоматизированных операций, управляемых электронными и жидкостными системами управления, и нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка. Тем не менее, даже сегодня основные станки остаются в значительной степени наследием 19-го века.век.
Характеристики станка
Все станки должны быть оснащены приспособлениями для закрепления заготовки и инструмента и средствами для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и заготовкой называется скоростью резания; скорость, с которой несрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от силы сдвига и скорости резания. Поскольку усилие сдвига зависит от разрезаемого материала, а материал инструмента отличается устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На него также влияет жесткость станка, форма заготовки и глубина реза.
Металлорежущие инструменты классифицируются как однолезвийные и многолезвийные. Одноточечный режущий инструмент можно использовать для увеличения размера отверстий или растачивания. Токарно-расточные работы выполняются на токарных и расточных станках. Многолезвийные режущие инструменты имеют две или более режущие кромки и включают фрезы, сверла и протяжки.
Существует два типа операции; либо инструмент движется по прямой к неподвижной заготовке, как на фрезерном станке, либо заготовка движется к неподвижному инструменту, как на рубанке. Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Для предотвращения трения поверхности инструмента под режущей кромкой о заготовку должны быть предусмотрены задние или задние углы. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать расклинивание при образовании стружки и уменьшить трение и нагрев.
Станок Monarch – Основной
 jpg” bgcolor=”#FFFFFF” scope=”row”> jpg” bgcolor=”#FFFFFF” scope=”row”> | ||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ||||||||||||||||||||||||||||||||||||||||||||


