Станки с программным управлением: Станки с ЧПУ: классификация, параметры, принцип программирования
alexxlab | 14.08.2019 | 0 | Разное
Как выбрать станок с ЧПУ, характеристики и назначение
Введение
С появлением станков с ЧПУ (числовым программным управлением) кардинально изменился подход к обработке материалов. На это есть несколько причин.
Во-первых, новый тип управления навсегда исключил ошибки, совершаемые в силу человеческого фактора при работе с ручными аналогами. Во-вторых, значительно увеличилась скорость производства. Еще одна причина это высокая точность обработки изделий. Такой станок является обязательным атрибутом на любом предприятии, которое занимается обработкой дерева, металла или других металлов. Учитывая немалую стоимость станка с ЧПУ, важно разобраться, какой чпу станок выбрать, чтобы правильно вложить средства и получить ожидаемые результаты.
Источник: spark-concepts.com
Здесь нужно учесть много факторов. Это и ваши потребности, и ваши возможности, правильное сочетание которых приводит к принятию верного решения. Как выбрать чпу станок, учитывая все особенности данной техники, читайте далее в статье.
Содержание
Основные критерии выбора станка
При выборе чпу станка мы предлагаем опираться на следующие критерии: назначение, технология обработки, технические характеристики, экономические факторы. Для начала разберем первую категорию.
Выбор по назначению

Источник: zlatamebel.ua
Это зависит от материала, с которым вы собираетесь работать. Исходя из этого станки бывают многоцелевые и специализированные.
Специализированные
Среди них:
- Станки по металлу (если вам нужен токарный станок с чпу по металлу, характеристики конкретной модели являются определяющим фактором, поскольку вам может подойти как фрезерный, токарный, так и лазерный станок с чпу. В дальнейшем, выбирая токарный станок с чпу, технические характеристики – это основное, от чего нужно отталкиваться).
- Станки по дереву (если вы задаетесь вопросом, какой чпу по дереву выбрать, то стоит рассмотреть фрезерные станки).
- Станки по пластику (если вам нужно обработать детали из пластика, стоит также рассмотреть фрезерный станок).
На фото: токарный станок. Источник: directindustry.com
Многоцелевые
Это станки, используемые для комплексной обработки изделий из разных материалов (металл, дерево, пластик, ПВХ).

Источник: esmec.ru
Выбор по технологии
Станки также классифицируются по технологии обработки материала, или характеру выполняемых работ. Следовательно, делятся на следующие виды:
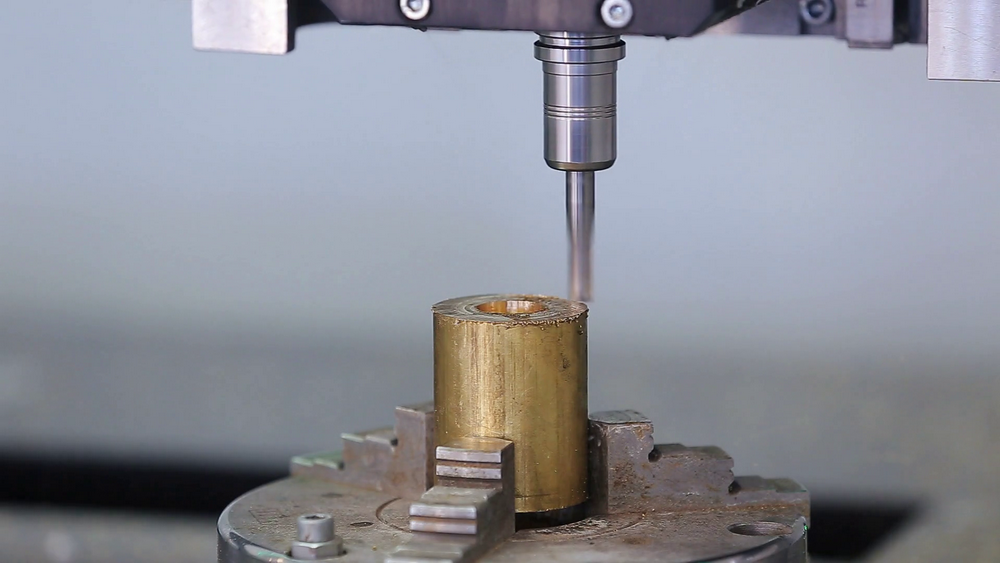
Фрезерные
Их используют для обработки корпусных деталей. С помощью фрезерного станка чпу можно выполнить развертывание; нарезать, сверлить и растачивать резьбу; выполнять различные виды фрезерования (контурное, плоское, ступенчатое). Далее мы рассмотрим как выбрать фрезерный станок с чпу, учитывая их технические характеристики.

Источник: weiku.com
Лазерные
Станки для лазерной резки имеют огромное количество преимуществ по сравнению с механическим способом обработки материалов. Прежде всего, речь идет о точности контура: лазерный луч имеет очень высокую концентрацию мощности по площади (до 10 000 000 Вт/см2, при толщине зоны воздействия в 0,1 мм), благодаря чему имеем максимально точный контур резки или гравировки. Еще одно несомненное преимущество лазерных станков это минимальная потеря материала. Например, во время резки оргстекла стружка или пыль полностью отсутствует. Скорость также имеет значение, особенно для больших производств. Таким образом, покупка лазерного станка окупается за счет высокой скорости обработки деталей.

Источник: prakashoffset.com
Многофункциональные
Эти установки позволяют проводить несколько видов работ: фрезерные, токарные, расточные, сверление, нарезка резьбы. Основное преимущество многоцелевых станков состоит в том, что для разных видов обработки одной и той же детали не требуется ее переустановка на другой станок, соответственно, гарантируется максимальная точность обработки, заявленная производителем.
По этой же причине значительно сокращается время, затраченное на изготовление детали, поскольку не требуется передача изделия от одного станка к другому. Если деталь обрабатывается на разных станках, например на токарном и фрезерном, может понадобится изготовление приспособлений для ее закрепления, что является достаточно время- и ресурсозатратно. В случае с многоцелевыми станками чпу эта проблема решена по умолчанию.

Источник: top3dshop.ru
Как пример смотрите станок 3D МФУ Snapmaker ниже, в разделе Применение.
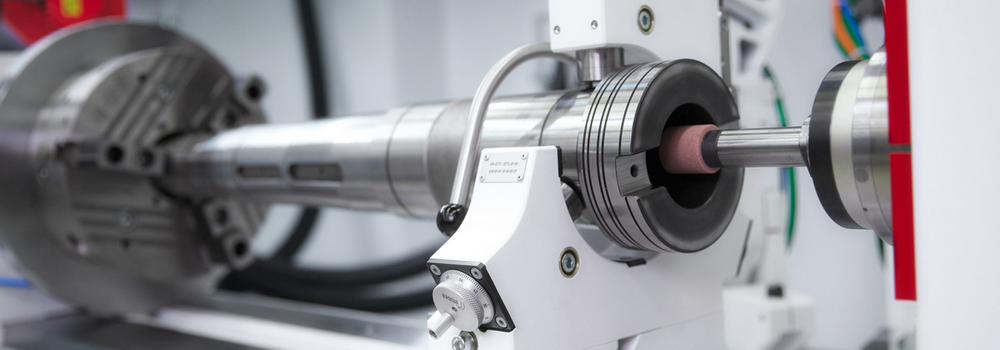
Токарные
Такие станки используются для механической обработки деталей из разных материалов в процессе вращения. С помощью такого оборудования можно создать заготовки конической, цилиндрической или сферической формы. Существует несколько видов токарных станков в зависимости от вида обработки деталей. Карусельные токарные станки используются для растачивания и точения невысоких деталей большого диаметра конической и цилиндрической формы. С помощью карусельных станков можно также подрезать торцы и проделывать канавки. Самый распространенный вид – токарно-винторезные станки – предназначены для мелко- и среднесерийного производства, а также для мастерских. Они используются для выполнения различных токарных работ, среди которых точение конусов и нарезание разных видов резьб (метрических, модульных, дюймовых, питчевых). Выбирая токарный станок с чпу, характеристики – это основной критерий, на который стоит обращать внимание.

Источник: top3dshop.ru
Выбор по техническим характеристикам
После того, как мы определились с назначением и технологией, самое время сфокусироваться на таком критерии, как технические характеристики станков чпу. Для того, чтобы выбрать самый лучший чпу станок, необходимо обратить внимание на несколько факторов.
Скорость работы и двигатель
В настоящее время скорость шпинделя обычного обрабатывающего центра составляет 4000 ~ 8000 об / мин, вертикальный высокоскоростной станок может достигать 20000 ~ 70000 об / мин, горизонтальный станок – 10000 ~ 20000 об / мин, при этом мощность двигатель шпинделя – в два раза больше. В зависимости от того, для каких целей будет использоваться станок, можно выбрать оборудование с разной скоростью обработки деталей. Например, для лазерной резки на промышленных предприятиях понадобится высокая скорость. При выборе чпу характеристики скорости – один из первых критериев, на который стоит обратить внимание.

Источник: vseochpu.ru
Критерий скорости напрямую зависит от типа привода. Шаговые двигатели, установленные в бюджетных станках, с ростом скорости могут пропускать шаг и понижать точность, а серводвигатели отличаются отсутствием погрешности и высокой динамикой работы.
Параметры рабочей поверхности
Три основных линейных координатных (X, Y, Z) хода станка отражают пространство обработки, разрешенное станком. Две координаты X и Z в токарном станке отражают размер допустимого ротора.
Как правило, размер контура обрабатываемой детали должен находиться в пределах пространства обработки станка.Например, если типичная заготовка представляет собой короб 450 мм × 450 мм × 450 мм, тогда следует выбрать станок с размером рабочей поверхности 500 мм × 500 мм.
При выборе рабочей поверхности, которая по габаритам немного больше, чем обрабатываемая заготовка, учитывается пространство, необходимое для установки зажима.
Размер стола станка и три линейных координатных хода имеют определенную пропорциональную зависимость. Например, у вышеуказанного станка с размером стола 500 мм × 500 мм ход оси X обычно составляет 700 ~ 800 мм, ось Y составляет 500 ~ 700 мм, а ось Z составляет 500 ~ 600 мм.
Следовательно, размер рабочей поверхности в основном определяет размер пространства обработки.
Источник: 3dtek.xyz
Вместе с этим, область обработки детали должна находиться в пределах диапазона хода. Следует также учитывать ряд возможных проблем, таких как допустимая несущая способность стола станка, мешает ли заготовка смене инструмента и создает ли помехи для других частей, таких как защитный корпус машины.
Мощность
Мощность шпинделя или лазера станка с ЧПУ, (или скорость печати, если речь об аддитивном оборудовании) также является важным критерием при выборе. Если шпиндель слаб, при резке прочных материалов скорость и производительность значительно падает, а также сам станок может деформироваться.
Источник: fanuc.eu
Мощность двигателя шпинделя отражает эффективность и жесткость резки станка.
В современных малых и средних станках с ЧПУ механическое переключение коробки шпинделя используется реже, гораздо чаще используется двигатель с регулируемой скоростью постоянного или переменного тока с большой мощностью для непосредственного соединения шпинделя или даже электрическая шпиндельная конструкция.
Такая конструкция ограничена по крутящему моменту во время низкоскоростной резки, то есть выходная мощность двигателя, регулирующего скорость, понижается на низкой скорости. Чтобы обеспечить низкоскоростной выходной крутящий момент, необходимо использовать двигатель большой мощности.
Точность
Как правило, для станков с ЧПУ имеется от 20 до 30 контрольных критериев точности, но наиболее характерными являются следующие: точность позиционирования по одной оси, точность повторного позиционирования по одной оси и округлость пробного образца, полученного одновременной обработкой более двух осей.
Источник: videoblocks.com
Тип управления
Сегодня существует два типа управления фрезерных станков с чпу: с помощью компьютера с установленным специальным ПО или специализированной автономной стойки. Преимущества использования компьютера заключаются в том, что у оператора есть возможность использовать программу для моделирования и проведения работ, а также выводить графическое отображение процесса работы на экран. Второй тип управления характерен для большинства профессиональных станков, поскольку он обеспечивает лучшую интеграцию и с
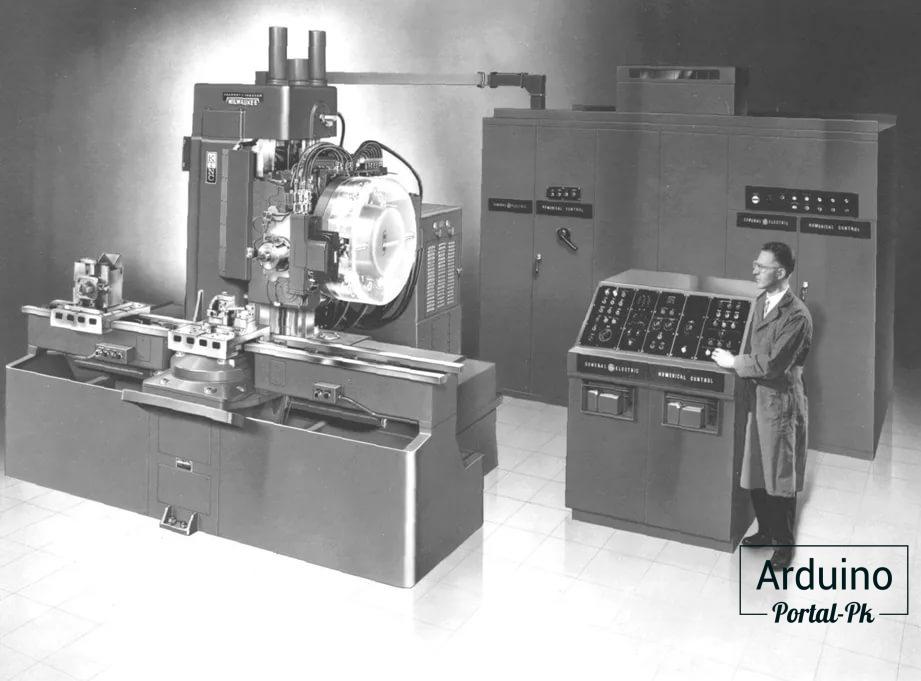
Системы ЧПУ для станков: история, классификация
Системы ЧПУ для станков: просто о сложном
Многое из того, что мы видим в окружающем нас материальном мире, изготовлено при помощи станков с числовым программным управлением (ЧПУ). Использование возможностей электроники и вычислительной техники для эффективного и оптимального управления промышленным оборудованием позволило повысить производительность труда и качество выпускаемой продукции. А при массовом производстве – значительно снизить затраты на ее изготовление.
О том, как избавиться от однообразной и монотонной работы, и поручить ее каким-либо «умным» механизмам, человечество задумалось давно. Задолго до появления кибернетики и электронно-вычислительных машин. Еще в начале XVIII века прообраз станка с ЧПУ создал изобретательный француз Жозеф Жаккар. Изготовленный им механизм ткацкого станка управлялся куском картона, в котором в нужных местах были сделаны отверстия. Чем не перфокарта с программой?
Немного истории
Однако современный этап истории станков с числовым программным управлением начался лишь спустя полтора столетия после изобретения Жаккара, в Соединенных Штатах Америки. После окончания второй мировой войны, в конце 40-х годов, Джон Пэрсонс – сын владельца компании Parsons Incorporated, попытался управлять станком при помощи специальной программы, которая вводилась с перфокарт. Какого-либо положительного результата Пэрсонс не достиг, поэтому обратился за помощью к специалистам в Массачусетский технологический институт.
Улучшать представленную их вниманию конструкцию сотрудники институтской лаборатории сервомеханики не стали, и про Пэрсонса быстро забыли. А про его идеи – нет. Создав собственную конструкцию, они инициировали покупку институтом компании, которая выпускала фрезерные станки. После чего руководство Массачусетского технологического института заключило контракт с Военно-воздушными силами США. В контракте шла речь о создании высокопроизводительных станков нового типа для обработки пропеллеров фрезерованием.
Управление работой фрезерного станка, который собрали сотрудники лаборатории в 1952 году, производилось по программе, считываемой с перфоленты. Эта конструкция оказалась слишком сложной, и желаемый результат достигнут не был. Однако история получила огласку, сведения о новой разработке попали в печать и вызвали большой интерес конкурентов. Свои разработки в данном направлении одновременно начали несколько известных фирм.
Наибольшего успеха добились конструкторы компании BendixCorporation. Выпущенное компанией Bendix NC-устройство c 1955 года пошло в серию и уже реально применялось для управления работой фрезерных станков. Новинка приживалась трудно, но благодаря заинтересованности и финансовой помощи военного ведомства, за два года было выпущено более 120 станков, которые существенно повысили производительность труда и точность выполнения станочных работ.
Уже тогда были отмечены бесспорные преимущества NC-системы числового управления станками: существенный прирост производительности труда и значительно более высокая точность обработки поверхностей. Но по-настоящему революционные изменения в области станков с ЧПУ состоялись, когда в качестве «умного» модуля, управляющего работой станков, были использованы специально разработанные микропроцессоры и микроконтроллеры. Технический термин «CNC», которым стали обозначать эти системы за рубежом, является аббревиатурой английских слов ComputerNumericalControl.
NC – это не Norton Commander
Изучая историю совершенствования «умных» станков, которые за рубежом когда-то обозначались аббревиатурой латинских букв «NC», студенты прошлых лет часто путали это понятие с популярной в те годы компьютерной программой-оболочкой. На самом деле сокращение NC произошло от английских слов NumericControl. Числовое управление было тогда весьма примитивным, и программа действий станка могла выглядеть как множество специальных штекеров, расположенных на контактном наборном поле.
Кстати, одна из первых советских транзисторных вычислительных машин для инженерных расчетов «Проминь», появившаяся в начале 60-х годов прошлого века, программировалась подобным образом. В то время управляющий модуль станка не мог должным образом реагировать на отклонения процесса обработки от расчетного, если такая ситуация происходила. Управляющие адаптивные микропроцессорные системы появились значительно позднее.
Со временем, по мере того, как совершенствовались электроника и вычислительная техника, в помощь новому поколению станков были приданы «думающие» управляющие модули на микропроцессорах и микроконтроллерах. Вот они-то и смогли обеспечить гибкое многовариантное управление процессом резания. И не только это. Такие системы получили более звучный титул «CNC», что по-английски звучит как ComputerNumericalControl. Наш термин ЧПУ оказался более универсальным, и его менять не пришлось.
Классификация современных систем ЧПУ
Системы управления и станки с числовым программным обеспечением настолько сложны, что их невозможно классифицировать по какому-то одному признаку. Основные характеристики систем ЧПУ позволяют систематизировать их следующим образом:
1.В зависимости от способа управления исполнительными механизмами станка:
● Позиционные. Здесь инструмент в соответствии с программой движется от одной точки, в которой производится необходимая операция с заготовкой, к другой, где также выполняется обработка, Во время перемещения инструмента никакие другие операции не выполняются.
● Контурные, в которых обработка может производиться по всей траектории движения инструмента.
● Универсальные – системы, в которых могут применяться оба принципа управления.
2.По возможностям и способу позиционирования:
● Абсолютный отсчет – местоположение подвижного механизма станка всегда определяется по расстоянию от начала координат.
● Относительный отсчет при позиционировании осуществляется приращением дополнительного пути к координатам предыдущей точки, которая временно принимается за начало координат. Затем началом координат считается следующая достигнутая точка.
3. По наличию или отсутствию обратной связи в контуре управления:
● Разомкнутые – («открытого» типа). Перемещение исполнительных элементов производится по командам, содержащимся в программе. Информация о фактически достигнутых координатах отсутствует.
● Замкнутого типа (закрытые). В системах этого типа координаты положения исполнительных механизмов постоянно контролируется.
● Самонастраивающиеся («закрытые» повышенной точности). Более совершенная система, которая запоминает поступающие сведения о расхождении заданных и фактических координат исполнительного элемента, отрабатывает их, и корректирует новые команды с учетом изменившихся условий.
4.Поколение. В зависимости от технического уровня используемых микропроцессоров, микроконтроллеров или управляющих ПК, различают системы 1-го, 2-го и 3-го поколения.
5. Количество координатных осей. Различные станки, оборудованные ЧПУ, могут поддерживать режимы работы с различным количеством координатных осей – от двух до пяти. Например, если при движении заготовки на фрезерном станке (3 координаты – X,Y,Z), она одновременно может поворачиваться вокруг своей оси, такой станок называют 4-координатным. Простейшие сверлильные и односуппортные токарные станки имеют две координатные оси.
Его величество компьютер нуждается в программе
В отличие от стандартного персонального компьютера, который является универсальным устройством для обработки информации и способен работать с любыми данными, представленными в цифровом виде, микропроцессор, используемый в конструкции многих станков с ЧПУ, – устройство специализированное. Он не содержит ничего лишнего, и весь набор его функций предназначен для выполнения главной задачи – контроля состояния всех исполнительных органов станка и управления их работой по специальной программе. Чтобы управлять особо сложными современными станками, применяют более производительные и многозадачные устройства – промышленные компьютеры.
Одной из самых важных характеристик, которая позволяет судить о производительности и технических возможностях станка и управляющей его работой системы, является количество «осей». Иначе говоря, – каналов взаимодействия с объектом, управляемых параметров. Однако в любом случает, независимо от того, микропроцессор какого уровня сложности и архитектуры установлен в данном управляющем контроллере, для его работы нужна предварительно подготовленная программа. В которой должны быть точно и последовательно описаны все действия механизмов станка, необходимые для изготовления или обработки требуемой детали.
При работе станков с ЧПУ используется два вида программ:
● Системные (служебные) программы, которые хранятся в ПЗУ (постоянном запоминающем устройстве системы). Они обеспечивают начальный этап работы контроллера после включения, отвечают за настройку станка и всей системы, ее способность понимать команды оператора и взаимодействовать с внешними устройствами.
● Управляющие – внешние программы. Содержат набор команд и инструкций для исполнительных органов станка. Управляющие программы (УП) в контроллер может пошагово вводить оператор, возможен ввод с внешних носителей информации, а в современных системах программы могут поступать прямо с компьютеров разработчиков ПО через компьютерную сеть предприятия.
Заменив человека, который до наступления эры станков с ЧПУ сам успешно справлялся с изготовлением нужных деталей, программируемый блок управления, он же – контроллер, должен обеспечить требуемый результат, пошагово включая и выключая механизмы передвижения стола, заготовки и инструментального магазина, меняя режимы вращения или скорость поступательного движения заготовки. В результате выполнения программы должна быть получена деталь, полностью соответствующая заданию по размерам и чистоте обработки поверхностей.
Компании, которые стояли у истоков разработки и производства систем CNC, на первом этапе программировали свои станки при помощи собственных, специально разработанных команд. Если бы при таком подходе на производство попали станки с ЧПУ от разных производителей, подготовка программ для их работы была бы трудно выполнимой задачей. Чтобы попытаться обеспечить программную и техническую совместимость оборудования различных брендов, язык создания программ для станков с ЧПУ был унифицирован.
Базовым управляющим кодом для подготовки программ стал набор команд, разработанный специалистами компании Electronic Industries Alliance в 60-е годы прошлого столетия. Это так называемый язык «G» и «M» кодов, который чаще называют просто G-кодом (G-code). Принятые в этом языке обозначения подготовительных и основных функций начинаются с латинской буквы «G», а обозначение дополнительных – технологических команд – с буквы «M».
«G»« и «M» коды в программах для станков с ЧПУ
По стандарту все команды, код которых начинается с буквы «G», предназначены для линейного или кругового передвижения рабочих органов станка, выполнения определенных последовательностей действий, функций управления инструментами, сменой параметров координат и базовой плоскости. Синтаксис команды обычно состоит из наименования G-кода, координат или адресов перемещений (X, Y, Z) и заданной скорости движения рабочего органа, обозначаемой буквой «F».
В команду может быть включен параметр, описывающий продолжительность паузы, так называемую выдержку – «P», указание о параметрах вращения шпинделя – «S», значение радиуса – «R», функцию коррекции инструмента – «D», а также параметры дуги «I», «J» и «K».
Например: G01 X0 Y0 Z110 F180; G02 X20 Y20 R5 F200; G04 P1000.
В первом примере код G01 обозначает «линейную интерполяцию» – прямолинейное перемещение с указанной скоростью (F) к заданной точке с координатами (X,Y,Z). Во втором примере указан код G02, который описывает дугообразное перемещение (круговая интерполяция). При этом код G02 соответствует перемещению в направлении вращения часовой стрелки, а его антипод G03 – против. В третьем примере содержится код команды, описывающий время задержки в миллисекундах.
Технологические команды, обозначаемые буквой «M», отвечают за включение или отключение определенных систем станка, смену инструмента, начало или окончание какой-либо специальной подпрограммы, другие вспомогательные действия.
Например: M3 S2000; M98 P101; M4 S2000 M8.
Здесь в первом примере указана команда о начале вращения шпинделя со скоростью «S». Во втором – распоряжение о вызове указанной подпрограммы «P». Третий пример описывает команду о включении основного охлаждения (M8) при вращении шпинделя со скоростью (S) в направлении против часовой стрелки (M4).
Методы создания и структура управляющих программ
Современное оборудование позволяет создавать программы для работы станков с ЧПУ несколькими способами:
● Написание программы вручную или в текстовом редакторе ПК. Необходимый этап в подготовке специалистов для работы на станках с ЧПУ. Подходит также как основной способ программирования на производствах, где в течение длительного времени выпускают несколько простых деталей, не прибегая к перестройке оборудования.
● Составление и ввод программы на стойке ЧПУ. Пульт управления большинства современных систем управления содержит клавиатуру и дисплей, что позволяет программировать и просматривать виртуальную имитацию процесса обработки непосредственно на рабочем месте. Многие системы позволяют производить ввод программ в «фоновом» режиме, когда станок занят обработкой заданной детали.
● Использование возможностей CAD–CAM систем компьютеризированной подготовки производства. Специальное программное обеспечение позволяет создать трехмерную модель детали, рассчитать и подготовить программу для ее производства. А также виртуально «изготовить» требуемую деталь, используя реальные данные о кинематике конкретного станка. Этот метод позволяет создавать управляющие программы быстро и точно, практически исключить ошибки программирования и связанную с этим порчу заготовок. Особенно высока эффективность данного способа при создании УП для изготовления особо сложных деталей.
Структурно программа в G-кодах состоит из кадров. Так называют группы команд, которые предназначены для совершения какого-либо завершенного действия. Кадры могут состоять и из одной команды. Об окончании каждого «кадра» сообщает знак перевода строки (ПС/LF). Каждая программа начинается с пустого «кадра», который состоит их знака «%», а заканчивается кодами М02 или М30, обозначающими соответственно финиш программы или окончание имевшегося в памяти информационного блока.
Указанная структура и язык подготовки программ для оборудования с ЧПУ закреплены в международных стандартах RS2740, ISO-6983-1.82, а также ГОСТ СССР 20999-83. Отечественные профильные специалисты часто используют обозначение «ИСО-7 бит», которое закрепилось за программами в G-кодах еще со времен СССР. Программисты компаний, которые разрабатывают и производят станки с ЧПУ, при подготовке программного обеспечения обязаны придерживаться требований мировых стандартов.
В некоторых случаях, когда разработчики наделяют свои системы дополнительными возможностями и некоторыми специальными функциями, могут иметь место определенные отклонения программного обеспечения от стандарта создания программ в G и M кодах. В таких случаях следует внимательно изучить документацию, которая должна быть предоставлена производителем оборудования.
Системы ЧПУ всемирно признанных лидеров отрасли

Программное обеспечение для цифровой управляющей системы SINUMERIK, которую выпускает всемирно известная корпорация SIEMENS AG, также базируется на G и M кодах, но содержит и некоторые дополнительные команды, не включенные в стандарт. Современные полностью цифровые системы на базе платформы Sinumerik 840D используются на самых ответственных процессах металлообработки, требующих высокой точности и быстродействия.

Многовариантность и гибкость программирования в G и M кодах учтена создателями программных станций и передовых систем ЧПУ HEIDENHAIN. Эта немецкая компания успешно работает в направлении модернизации устаревших станков NC за счет установки новых управляющих систем. Универсальные программные станции от компании Heidenhaih позволяют не только создавать необходимые программы обработки на персональных компьютерах, но и тестировать ПО, подготовленное при помощи CAD-CAM систем.
 Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.
Системы управления, которые производит японская компания FANUC, известны во всем мире и используются на многих предприятиях. Очень популярны стойки ЧПУ от FANUK LTD и в России. Специалисты этой корпорации одними из первых адаптировали работу своих систем под программы в G и M кодах, и сумели организовать работу самых сложных систем строго в рамках стандарта программирования. Распространенные стойки FANUK серии 0i рассчитаны на работу с 6-8 управляемыми осями (одновременное управление – 4 оси). Стойки серий 30i-35i позволяют производить высокоточную обработку на наивысших скоростях, и являются пока недостижимым ориентиром для многих конкурентов.

Успешно работает в России и странах СНГ испанская компания FAGOR AUTOMATION. Ее последние разработки, к которым относится ЧПУ FAGOR CNC 8070, полностью совместимы с
персональным компьютером, имеют феноменальные возможности и могут управлять самыми сложными станками. Возможно управление по 28 (!) интерполируемым осям (4 канала одновременно), может поддерживать по 4 шпинделя и инструментальных магазина. Создатели системы гарантируют скоростную обработку, нанометрическую точность и высочайшую чистоту обработки поверхности.
 Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Приятно отметить, что наряду с иностранными компаниями на рынке разработки и производства систем управления для станков с ЧПУ с 1998 года успешно работает российская компания «БАЛТ-СИСТЕМ». Специалисты считают, что при модернизации устаревшего оборудования выгоднее всего устанавливать системы от «Балт-Систем», так как они в несколько раз дешевле импортных, вполне надежны и функциональны. На российских предприятиях успешно работают и отлично себя зарекомендовали устройства ЧПУ NC-210, NC-220, NC-230. Самые сложные обрабатывающие центры и высокоскоростные многосуппортные станки могут работать под управлением стойки NC-110, которая на сегодня является лучшей в соотношении цена-качество.
Станки с ЧПУ прочно вошли в нашу жизнь и стали незаменимыми помощниками человека в производственной деятельности. Без этих систем было бы невозможно изготавливать многие, успевшие стать привычными и обыденными вещи. Причем все необходимые детали станки под управлением ЧПУ обрабатывают быстро и качественно, с недостижимой ранее точностью, а при массовом производстве – невероятно низкой себестоимостью. Дальнейшее развитие систем ЧПУ идет по пути объединения отдельных станков в производственные комплексы, удешевления процесса подготовки производства и снижения стоимости управляющих систем. Пожелаем разработчикам успеха!
Автор статьи: зам. генерального директора АО “КоСПАС” по производству А.Ю. Парфенов
Что производят на станках с ЧПУ: большой обзор кейсов

ЧПУ-станки позволяют производить сложные изделия, для создания которых ранее требовалось немало ручного и весьма квалифицированного труда, а о серийном производстве с достойным уровнем повторяемости основных параметров не могло быть и речи. Сегодня станки с ЧПУ стали доступнее по цене, а благодаря специализированному софту для подготовки 3D-моделей и их конвертации в управляющие коды для станков, практически любой желающий может превратить свои идеи в реальные изделия из металла, дерева, картона, различных пластмасс и множества других материалов.

Источник: youtube.com
Рекламная индустрия, мебель, интерьерные решения, оборудование для производства и многие другие направления — нужно лишь выбрать сферу бизнеса. Современное оборудование может почти всё. О том, что уже сегодня можно делать с помощью ЧПУ станка, подробно рассказываем в обзоре.
Содержание
Реклама

Источник: daddy-hands.ru
Качественная реклама — это многообразие форм, расцветок и материалов, а еще — это работа с объемом. И в этой области, решениям на основе использования ЧПУ нет равных. Идет ли речь о создании уникальной объемной вывески в единственном экземпляре, или нужно подготовить тысячи одинаковых обложек для фирменных блокнотов и папок — станки справятся с любой задачей. Более того, существует несколько вариантов обработки материалов: обычная и лазерная резка, фрезерование и гравировка Вот далеко не полный перечень того, что можно сделать на фрезерном ЧПУ-станке в рекламной отрасли.
Примеры применения

Источник: display-wholesale.com
Создание вывесок — одно из многих направлений в рекламном бизнесе, где ЧПУ станки полностью раскрывают свой потенциал. Высокая точность обработки, идеальный рез и полное соответствие итогового изделия первоначально созданному макету не оставляет другим способам изготовления ни единого шанса.
На ЧПУ станке можно делать различные варианты рекламных конструкций, а современные светопрозрачные пластики в сочетании с простыми и доступными способами создания подсветки снимают любые технологические ограничения, оставляя лишь единственное — широту полета фантазии дизайнера.
Например, одну и ту же букву можно изготовить как минимум в пяти различных вариантах:

Результат определяется качеством исходных материалов: вот вариант объемной рекламной конструкции из акрила:

Источник: new-prof-art.com
Хорошая трехмерная модель и ее грамотная обработка в специализированном программном комплексе — залог того, что все нарезанные детали будут идеально подходить друг к другу и мастеру останется лишь собрать их в единую конструкцию.
Пример процесса изготовления светового короба из МДФ и акрила, включая создание слоев в Иллюстраторе, представлен в следующем видео:
На ЧПУ фрезере можно делать вывески из самых различных материалов, не ограничиваясь только МДФ и пластиком. В следующем видео использован уретан высокой плотности (HDU) Sign Foam, как основа для создания рекламной конструкции.
А в этом видео для раскройки материала использован не ЧПУ фрезер, а лазерный резак с ЧПУ. Тем не менее, принцип создания светового короба аналогичен, но в этом проекте использована RGB LED-лента, с возможностью управления цветом свечения.
А может быть полностью положиться на МДФ, и обойтись без подсветки вообще?
Зачем резать, если можно гравировать? Еще одно интересное решение для создания привлекающих внимание рекламных конструкций, или — интересных подарков, смотря что вам ближе. В этом видео – подготовка основы и гравировка на прозрачном акриле.
Невозможно привести в одном обзоре все идеи конструкций, которые можно сделать на чпу станке, и использовать в рекламном бизнесе. Тем более, что одной только рекламой их сфера применения не ограничивается. Дальше поговорим о создании упаковки с помощью ЧПУ-станков.
Упаковка

Источник: craftandwood.ru
Мы привыкли относится к упаковке, как к чему-то само-собой разумеющемуся, и не обращаем на нее особенного внимания. Но обойтись без нее не получится ни самодельщику, ни крупному предприятию. А значит, производство упаковки с помощью ЧПУ станка — неплохая бизнес идея.
Основное, самое значимое достоинство — возможность создавать упаковку сколь угодно сложной конфигурации из самых разных материалов: от утилитарной — из картона и пенопласта, до индивидуальных и премиум-решений из древесины.
Примеры применения
На следующем видео показана обработка картонной заготовки для создания простой коробки:
Но производство тары может стать основным направлением бизнеса, особенно, если вы готовы предложить своим клиентам широкий ассортимент материалов и конфигураций тары, Так, как это организовано в Joseph H Lines & Sons:
Что делают на станках с ЧПУ в этой компании? Они – основа бизнеса, построенного на взаимодействии с производителями различных товаров. Создание надежной, удобной и привлекательной упаковки — важный элемент успешного маркетинга и весьма востребованная услуга.
Мебельное производство

Источник: vseme.ru
Конечно, мебелью и элементами фурнитуры не ограничивается список того, что можно производить на деревообрабатывающих станках с ЧПУ. Но именно это направление бизнеса чаще других выбирают покупатели. Причина проста: для создание уникальной мебели идеально подходят широкие возможности фрезеровки и резки, которые предоставляют ЧПУ-станки.
Мебельные фасады

Источник: rezka78.ru
Наиболее востребованные материалы для производства мебельных фасадов — МДФ и древесина: и с тем и с другим фрезерные станки справляются на отлично. Если задаетесь вопросом, что именно производить на станке с ЧПУ, то присмотритесь к этому направлению: большое количество уже готовых 3D моделей и гарантированный спрос со стороны изготовителей мебели на заказ — удачное сочетание для начала успешного бизнеса.
Примеры применения
На видео ниже приведен пожалуй самый простой пример изготовления филенки из МДФ — использована одна фреза, повторяющийся рисунок, но результат выглядит отлично. Останется только обтянуть фасад пленкой.
Более сложные мебельные фасады — не проблема для станка ЧПУ. Нужно лишь подготовить модель.
В следующем видео этому процессу уделено больше внимания:
Фурнитура

Источник: pikabu.ru
Мебельное производство не может обойтись без фурнитуры. И если ручки, выкатные системы открывания ящиков и другие массово выпускаемые комплектующие проще использовать готовые, то ножки и различные опоры — этот те элементы, которые придадут уникальности любому изделию.
Примеры применения
Ниже в видео — точение ножки стола, что можно сделать на токарном ЧПУ станке по дереву. Для создания аналогичного проекта потребуется наличие четвертой оси в фрезерном ЧПУ.
А в этом проекте используется более производительное и дорогое оборудование, которое больше подходит для серийного производства:
Производство мебели

Источник: xn—-7sb0ccki0a.com
Большинство современных мебельных производств массового сегмента основано на использовании ЧПУ-станков. Раскрой материала, разметка и резка отверстий для установки крепежных элементов и фурнитуры производится с их помощью. Но и авторский сегмент в целом, и даже относительно новое его направление — параметрическая мебель, которая изготавливается с учетом индивидуальных особенностей строения тела конкретного человека, также активно задействуют возможности ЧПУ-станков.
Пример применения
Процесс изготовления стула, состоящего из фрезерованных на станке деталей из фанеры в этом видео:
Игрушки

Источник:
Конструктивные особенности станков с ЧПУ: краткий обзор
Станки с ЧПУ – устройства для обработки изделий, выполняющие определенные действия по заранее заданному алгоритму. Программирование осуществляется автоматически посредством математических формул.
ПУ
Основными параметрами, которые задаются программой, являются:
- Скорость работы;
- Максимальное ускорение;
- Направление хода;
- Минимальная и предельная мощность.
Конструктивные особенности станка с ЧПУ дают возможность для автоматизированной или полуавтоматической обработки изготавливаемых деталей. Благодаря программированию основных функций повышается точность работы двигателя. Отсутствие или низкое влияние человека на процесс производства позволяет ускорить механизм работы и повысить жесткость механизмов, повышая их износоустойчивость. Повышению качества изделий способствуют также устранение зазоров в подвижных частях и снижение КПД за счет трения, а также снижение температурных погрешностей за счет программного контроля рабочих температур внутри устройства.
Функции
Станки с числовым программным управлением делятся на несколько видов, по назначению в числе которых:

Станки для токарных, фрезерных и шлифовальных работ – это сильно усовершенствованные электрические модели оборудования. Токарные станки обрабатывают поверхность в телах вращения, фрезерные – сверление канавок и сквозных отверстий в плоских изделиях, растачивание нарезание резьбы. Шлифовальные станки обрабатывают поверхность деталей, сглаживая ее.
ЧПУ делает работу оборудования более быстрой и точной. Программа позволяет быстро обрабатывать сложные детали, практически не оставляя возможностей для брака.
Многоцелевые станки с ЧПУ – совмещают в себе токарные, шлифовальные и фрезерные составляющие. Обозначения говорят о способах обработки и функциональных особенностях модели. Устройство способно провести все виды резанья и обтачивания детали. Использование такого устройства значительно сокращает временные затраты на перекладывание заготовок.
Электроэрозионные станки отличает наиболее сложная конструкция. На станках с ЧПУ проводится обработка изделий посредством электроэрозии за счет перемещения электрода в жидкой среде. Это позволяет производить тонкую обработку деталей с криволинейной направляющей. Такое оборудование используется в том случае, когда невозможно достичь желаемого результата при помощи токарной или фрезерной обработки.
Особенности механической части
Основание агрегата выполняется из более жестких материалов, устойчивых к физическому воздействию и вибрации. В конструкциях корпусов имеется большое количество ребер жесткости. В связи с большой массой оборудования подвижные соединения представляют собой литую конструкцию, что также положительно сказывается на надежности устройства.
Благодаря точности обработки появилась возможность производить конструкции направляющих металлообрабатывающих станков с ЧПУ большей прочности, а виброустойчивость оснований позволила использовать более пластичные материалы. Благодаря этому повысилась точность перемещений, практически исчезло рассогласование в движении.
Направляющие скольжения изготавливаются из материалов с минимальной силой трения (металл и пластик). Направляющие качения также производят из стали, в качестве подвижных элементов используются ролики. ЧПУ позволило производить предварительный натяг направляющих, который снижает силу трения в 2-3 раза и способствует большей точности и повышению долговечности направляющих.

Особенности электрической части
Металлообрабатывающие станки с ЧПУ комплектуются программно – управляемым двигателем. Обычно привод подачи выполнен в виде бесколлекторного синхронного двигателя, комплектуемого механизмом обратной связи и постоянны магнитом. Реже в роли приводов применяются асинхронные двигатели. Особенностями всех двигателей для станков с ЧПУ – малое время разгона и торможения, небольшие зазоры, минимальная сила трения за счет использования гидростатических передач и направляющих.
Привод движения – асинхронный двигатель, работающий от трехфазного тока. В зависимости от потребляемой мощности используются двигатели постоянного или переменного тока. Привод устойчив к перегрузкам, загрязненному воздуху. Для предотвращения перегрева устройства комплектуются датчиками температуры и положения шпинделя, а также внешним вентилятором, обеспечивающим приток воздуха к приводам и отведение пыли и металлической стружки.
Шпиндели также изготовляются из высокопрочной инструментальной стали. Они выполняются максимально жесткими, точными. Конструктивная особенность, отличающая их от шпинделей для электромеханических устройств, является наличие датчиков и привод для автоматического зажима рабочего инструмента. С соответствующей точностью выполняются и опоры шпинделя: в качестве подвижных механизмов выступают подшипники качения, а в прецизионных станках – аэростатические подшипники.
В дополнении к обычному набору функциональных частей агрегаты с ЧПУ комплектуются следующим дополнительным оборудованием:
- Преобразователи частоты двигателя для управления;
- Устройство позиционирования;
- Привод для смены инструмента;
- Устройство уборки стружки;
- Система смазывания станка;
- Система подачи деталей и отведения готовых изделий.

Преобразователь частоты дает возможность управлять скоростью вращения двигателя, программировать привод на протяжении всего времени выполнения программы.
Устройство позиционирования – это передаточный механизм, за счет которого выполняется управление станком, алгоритмом действий устройства. Смена инструмента в большинстве станков также осуществляется автоматически. Чаще всего подачей инструмента управляет револьверная головка, вмещающая от 4 до 12 частей. Инструмент подается на шпиндель при помощи передаточного механизма, забор рабочей части осуществляется тем же способом. При помощи механизмов подачи и забора осуществляется движение деталей. Обозначение станков с револьверной головкой – Р, с магазином – М.
Из-за повышенной скорости обработки и автоматизации работы станкам необходима смазка и отведение стружки. Процедуры осуществляются автоматически, не прерывая работу основных частей станка. Наличие тех или иных устройств указываются на маркировке станка.
Электронная часть станков с ЧПУ
В качестве устройства управления металлообрабатывающего станка с ЧПУ выступает микроконтроллер с дисплеем. Управление выполняется с помощью передаточных механизмов, описанных в электрической части, а считывание информации – с датчиков температуры, положения шпинделя и давления.
По типу автоматизации ЧПУ делится на:
- Низкий уровень;
- Средний уровень;
- Высокий уровень.
В станках низкого уровня осуществляется только управление двигателем и шпинделем. В управлении не используются преобразующие устройства, контроль осуществляется непосредственно или с помощью исполнительного реле. Обычно в них отсутствуют механизмы смены инструмента, смазки, подача заготовок и отведение готовых деталей и стружки. Такие станки максимально просты конструктивно, поэтому очень надежны, но обеспечивают не самую высокую скорость работы и требуют постоянного вмешательства человека.
Станки со средним уровнем автоматизации управляются при помощи релейных схем, устанавливаемых в специальный шкаф электроавтоматики. Это позволяет выполнять более сложные операции, но значительно усложняет перепрограммирование. Такие станки вмещают более сложную числовую программу и способны самостоятельно получать заготовки и без вмешательства человека проводить обработку деталей. Для облегчения управления приборы комплектуются максимально простыми дополнительными устройствами, поэтому максимальная сложность операций без вмешательства человека ограничена.

Устройства с высоким уровнем автоматизации обладают рядом особенностей. Они управляются при помощи УЧПУ. Это микроконтроллер, способный программироваться на сложные циклы для последовательной работы с несколькими инструментами. УЧПУ программируется как непосредственно на станке при помощи встроенного редактора, так и дистанционно, после чего необходимо закачать программу. Характеристика оборудования позволяет длительное время работать без вмешательства человека, выпуская множество однотипных деталей
В отличие от станков среднего уровня высокоуровневое программирование дает возможность контролировать больше параметров. Станок способен не только на самостоятельную работу, он в автоматическом режиме проводит подготовку и полную очистку.
Благодаря конструкции станки с ЧПУ работают значительно эффективнее электрических. Они позволяют производить большое количество деталей за единицу времени с высокой точностью. Использование современного оборудования практически сводит на «нет» влияние человеческого фактора, значительно уменьшая процент бракованных изделий. Точность исполнения программы позволила сделать станки более жесткими и пластичными, что положительно сказывается на долговечности основных и вспомогательных устройств.
Станки с ЧПУ для металлообработки: виды, конструкция, характеристики
С развитием технологий ручной труд сменился машинным. Постепенно металлообрабатывающие станки модернизировались, что в конечном итоге привело к появлению автоматизированных механизмов. Станки с ЧПУ для металлообработки позволяют минимизировать усилие со стороны оператора, выполнить работы точнее, ускорить технологический процесс.
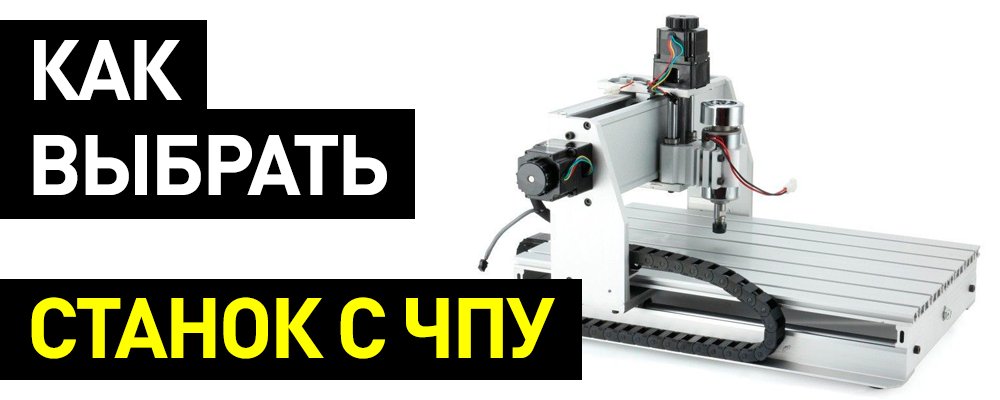
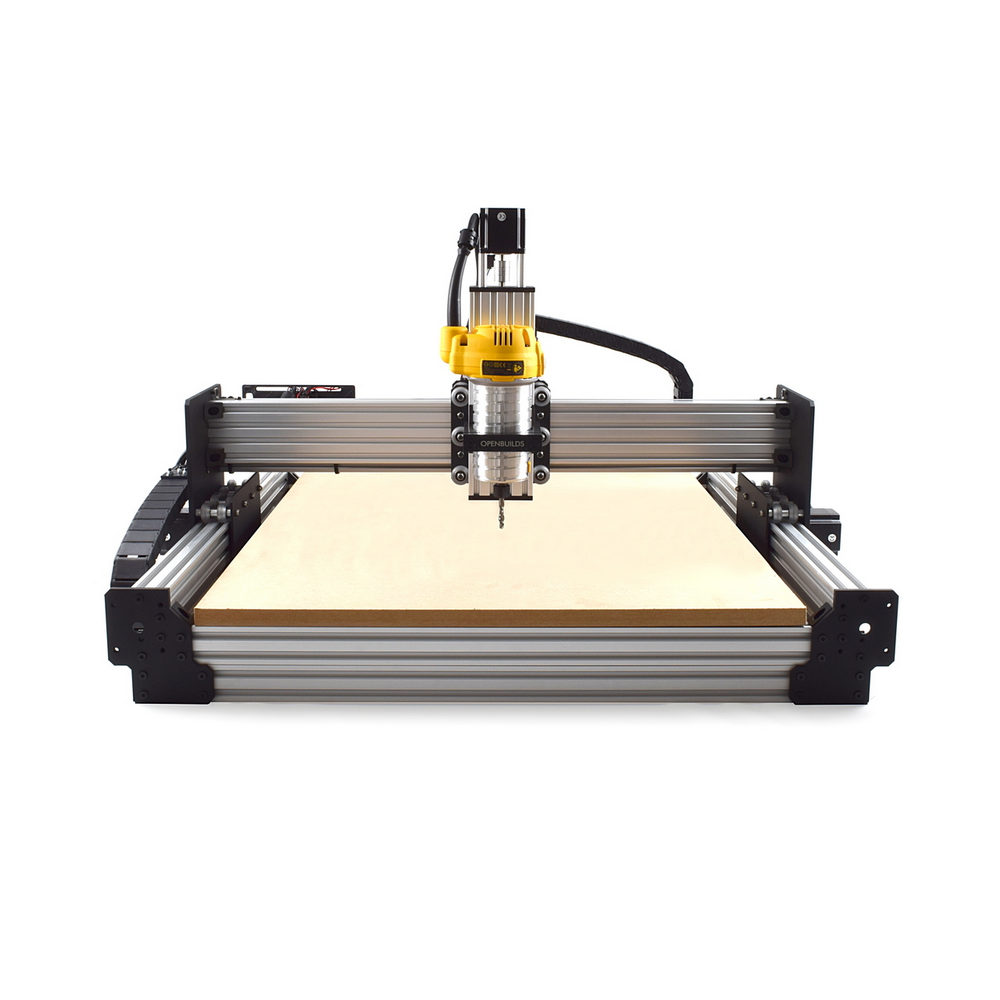
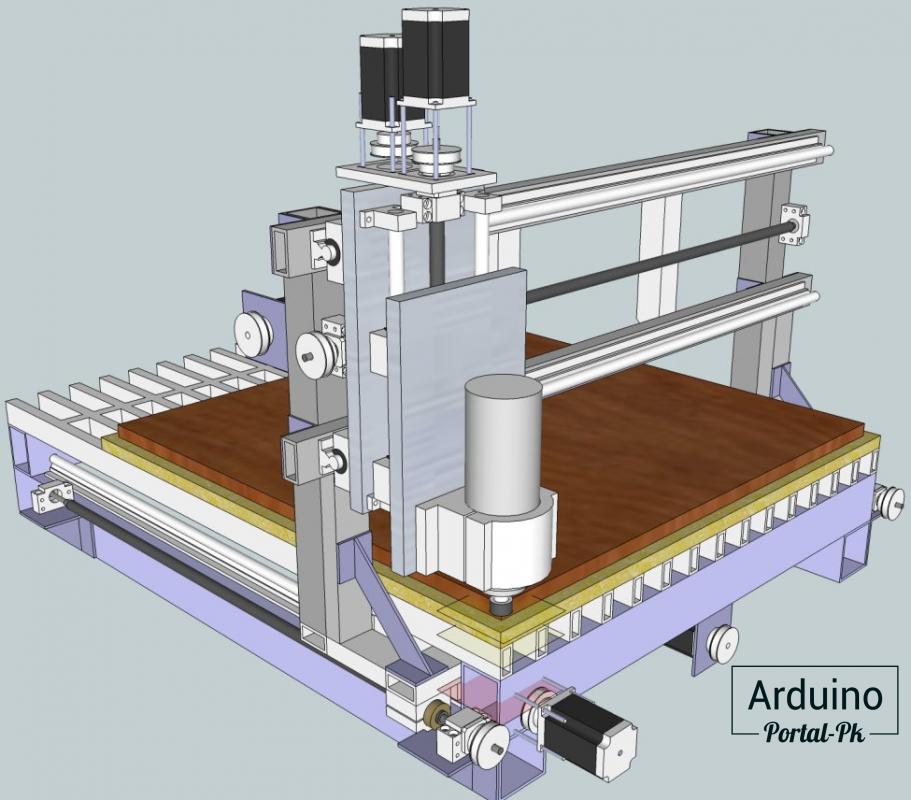
 Настольный фрезерный станок с ЧПУ
Настольный фрезерный станок с ЧПУВиды оборудования с ЧПУ
Оборудование, которое работает после настройки числового программного управления, разделяется по разным факторам на отдельные группы:
- Варианты подачи рабочих элементов.
- Расположение шпинделей.
- Движение портала по направляющим.
По компоновке установки можно разделить на несколько основных групп:
- Токарные станки.
- Вертикальные агрегаты.
- Продольные конструкции.
- Фрезерные станки.
- Консольные конструкции.
- Широкоуниверсальные — многопрофильные машины.
К отдельным группам можно отнести отрезные модели, которые могут быть газовыми, дуговыми, плазменными, лазерными, гидроабразивными.
Во время работы установки с ЧПУ, механизмы передвигаются в автоматическом режиме. Движения считываются датчиками, которые могут функционировать по двум принципам:
- Замкнутая система. Рабочий процесс контролируется несколькими датчиками, механизмы двигаются за счет специального привода.
- Разомкнутая система. На оборудовании устанавливаются шаговые двигатели, которые точно управляют движениями ключевых элементов конструкции.
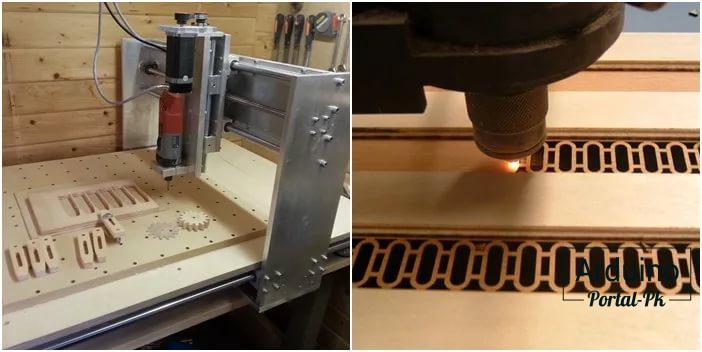
В строительном магазине можно купить настольный фрезерный станок с ЧПУ или заказать крупногабаритное оборудование для предприятия.
Конструктивные особенности
Металлообрабатывающие устройства с ЧПУ состоят из нескольких ключевых элементов, которые настраиваются через программу, работают в автоматическом режиме. Основные узлы станков с автоматизированным управлением:
- Литая станина, которая является основанием, гасящим вибрации, возникающие во время рабочего процесса. На ней устанавливаются остальные детали.
- Направляющие скольжения, предназначенные для перемещения рабочей части агрегата.
- Система ЧПУ, шаговые двигатели, дисплей, панель управления.
- Электродвигатель со шпинделем как главный механизм станка.
Шпиндели бывают двух типов. Первый вариант — электрический двигатель с ротором. Это основной элемент настольного фрезерного станка, токарников, сверлильных машин. Второй вариант — механизм, соединяемый с приводом с помощью ременной передачи, муфты.
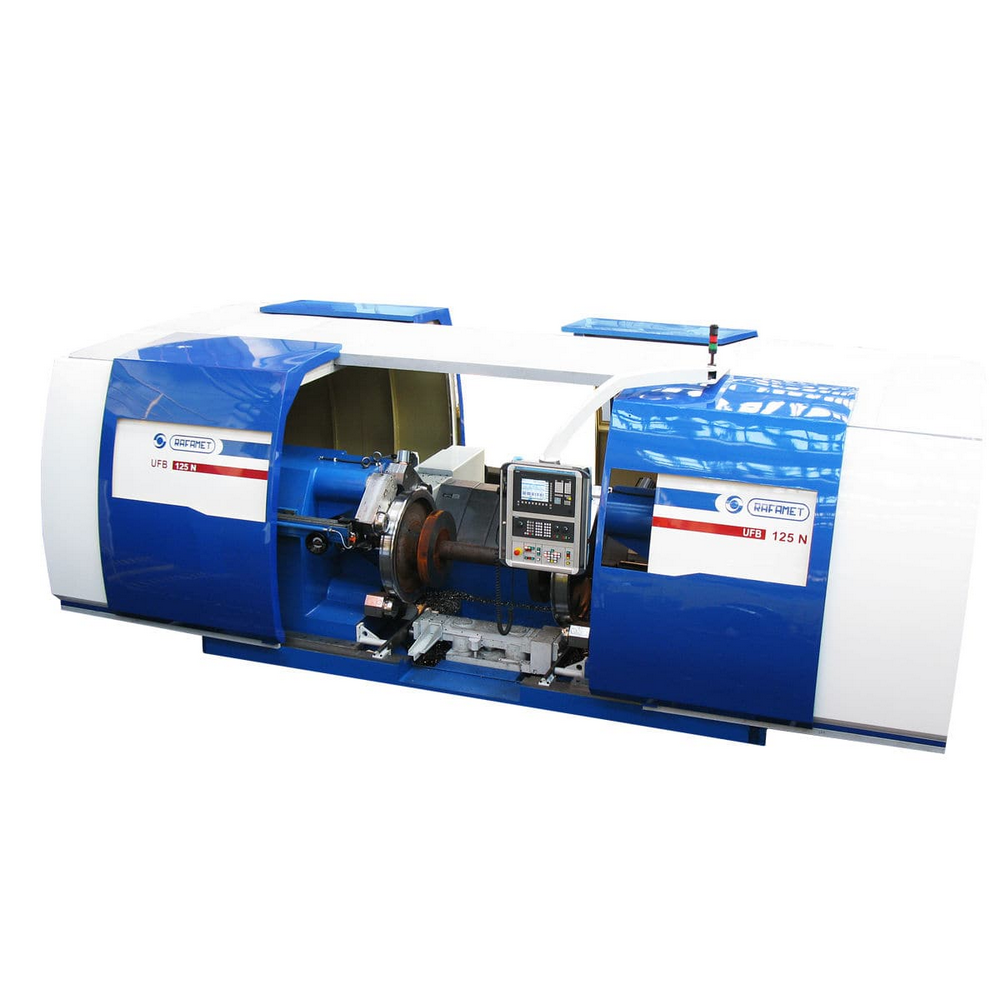
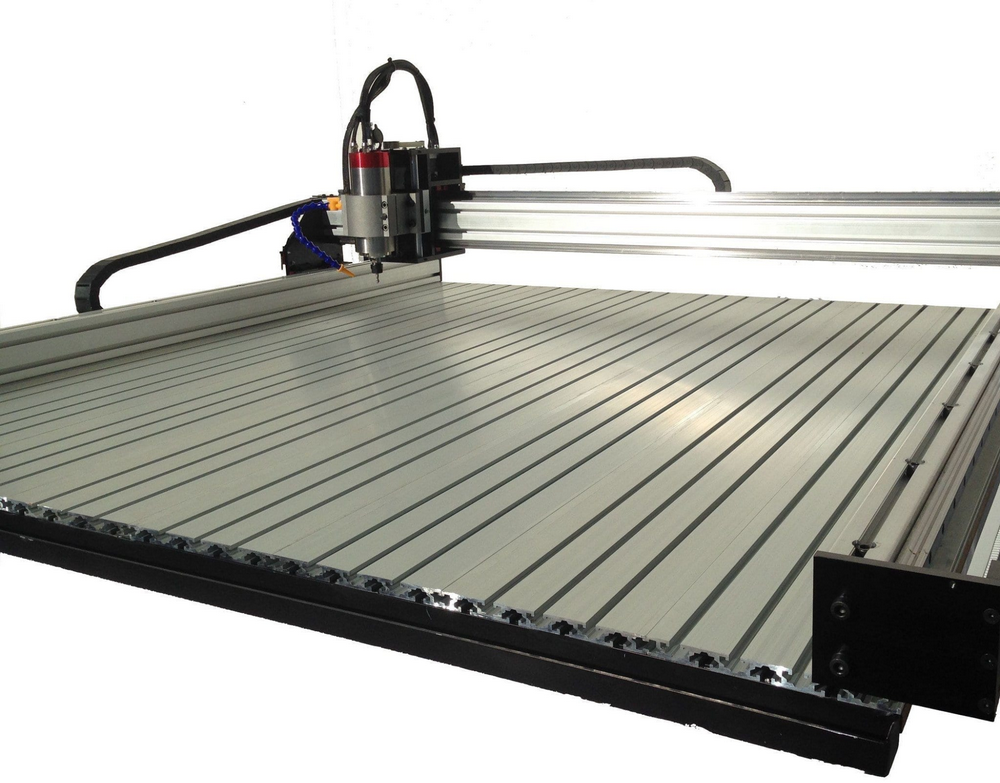
 Конструкция металлообрабатывающего устройства
Конструкция металлообрабатывающего устройстваТребования к системам управления
Качество обработки металла на станках с ЧПУ зависит от некоторых нюансов системы управления. Чтобы рабочие элементы перемещались быстро, конструкция должна снабжаться контроллерами цифрового типа. Если у модели есть пульт ПЭВМ, ею можно управлять дистанционно. Благодаря этому не нужно вмешательство со стороны оператора во время рабочего процесса.
Агрегаты с программным управлением работают на операционной системе Windows NT. Она позволяет контролировать работу оборудования в реальном времени через Интернет. Ступенчатые микропроцессоры эффективно управляют инструментальной системой. Они передают на управляющий компьютер информацию о состоянии оснастки, могут автоматически заменять инвентарь.
Об отличии устройств с ручным управлением от устройств с ЧПУ
К сильным сторонам станков с ЧПУ относятся:
- Минимизация усилий со стороны оператора. Он не должен вручную выставлять заготовки, подгонять размеры, менять оснастку, управлять рабочими частями. Оператору требуется настроить программу под выполнение определенного технологического процесса, задать алгоритм действия.
- Точность выполнения операций выше чем у ручных установок.
- Высокая производительность, минимум брака при правильно настроенной программе.
- Скорость подачи резцов, фрез, сверл выше чем у ручных моделей.
- Автоматизация процесса подачи заготовок, смены расходников.
Однако модели с ЧПУ стоят гораздо дороже. Для их настройки, управления оператор должен иметь практический опыт работы с программами. Возникающие ошибки требуют умения их исправления, чтобы восстановить рабочий процесс.
 Точность выполнения работы
Точность выполнения работыТехнология и особенности обработки
Металлообработка на станках с ЧПУ требует правильной настройки алгоритмов. Оснастка может перемещаться по направляющим в разные стороны, выполнять различные технологические операции:
- Зенкеровочные, сверлильные и разверточные работы.
- Фрезеровка деталей разной формы.
- Точение цилиндрических заготовок.
Эти задачи выполняются на станках, у которых есть три координатных оси. Если же на установке присутствует 5 координатных осей, появляется возможность выполнять более точную обработку металлических заготовок.
После проведения работ оператору требуется отключить оборудование, очистить рабочие зоны от накопившегося мусора. Требуется своевременно смазывать подвижные механизмы машинным маслом, обновлять операционную систему. Проверять целостность оснастки перед началом работ. Когда появляются нехарактерные звуки, погрешности обработки, требуется проверить все элементы установки, перепроверить правильность настройки программы.
Станки с ЧПУ постепенно вытесняют модели с ручным управлением. Связано это с тем, что автоматизации технологического процесса увеличивает производительность, точность проведения работ, скорость. Оператору нужно выполнять минимум действий. Однако высокая стоимость не позволяет покупать подобные модели любому желающему. Дополнительно нужно разбираться в настройке операционной системы.
Что такое ЧПУ станок. Основные понятия.
От создания прототипов до создания произведений искусства и производства изделий, обработка, в целом, стала более точной и эффективной с появлением станков с ЧПУ. В дополнение к ускорению производства, эти инструменты автоматизировали многие высокотехнологичные процессы обработки и открыли дверь для изготовления изделий, которые невозможно изготовить вручную. Аббревиатура «ЧПУ» означает «числовое программное управление».
Станок с ЧПУ – это устройство с компьютерным управлением, которое может резать, вырезать и фрезеровать запрограммированные конструкции из дерева, МДФ, пластмасс, пен и металлов. При этом используются различные инструменты, часто с широким спектром возможностей резки.

Основные понятия
Считывая цифровые коды из программ автоматизированного проектирования, или автоматизированного производства, станки с CNC могут следовать по пути с управляемым компьютером инструментом, когда они режут или гравируют заготовку, чтобы превратить дизайн в реальность. Во время данного проекта заготовка обычно прижимается к рабочему столу с помощью зажимов или вакуума, чтобы удерживать его на месте при резке, а жесткая рама станка сводит вибрации к минимуму. В зависимости от задания можно использовать несколько режущих инструментов с приводом от шпинделя, который запрограммирован на одной или нескольких осях. По сравнению с ручной обработкой, станки с ЧПУ режут со значительно большей скоростью и обеспечивают более гладкую обработку кромок.

Преимущества станков с числовым программным управлением
Когда дело доходит до выполнения сложных конструкций, данные управляемые машины имеют много преимуществ. Одним из наиболее очевидных достоинств является то, что они чрезвычайно точны. Поскольку машины работают на основе цифрового кода, подаваемого на них с компьютера, они выполняют запрограммированные задания с почти идеальной точностью. Программисты также могут быстро и легко исправить любые ошибки, вместо того, чтобы пытаться делать это вручную.
Для предприятий, в частности, оборудования с ЧПУ значительно повышают эффективность, так как они обеспечивают более быстрое производство. Они не только автоматизируют процессы, которые являются трудоемкими и занимают много времени, когда выполняются вручную. Такие станки могут более точно создавать копии готового продукта с высокой скоростью. Это, в свою очередь, позволяет производить больше товаров по более низкой цене.

Еще одним преимуществом, которое часто упускается из виду, является снижение затрат на продукт за счет повышения эффективности использования материалов.
История станков с ЧПУ
Первые станки с числовым программным управлением появились в 1940-х годах. Сильно отличающиеся от оборудования с ЧПУ, как мы его знаем сегодня, эти ранние модели включали инструменты, которые затем использовалась в качестве формы хранения данных. К 1960-м годам внедрение мини компьютеров привело к падению цен, что вызвало распространение станков с ЧПУ. В последующие годы расширилась доступность, сделав ЧПУ популярным среди отечественных производителей инструментов к концу 80-х годов. Сегодня станки с числовым программным управлением широко используются не только в промышленном производстве и в бизнесе, но и любителями.
Обработка на машинах с программным управлением является, пожалуй, самым значительным производственным процессом XXI века, а его функциональные возможности способствуют технологическому прогрессу во всем мире. Это профессия, которая идет в ногу с ростом технологий, и машинисты по всей планете меняют мир, благодаря своим навыкам обработки на станках с CNC (computer numerical control).
Понравилась статья пишите в комментарии или на форум. Подписывайтесь на мой канал на Youtube и вступайте в группы в Вконтакте и Facebook.
Понравилась статья? Поделитесь ею с друзьями:
реальная выгода от их применения
Вопрос-ОтветЦель данной статьи – рассмотреть и проанализировать основные преимущества станков с ЧПУ и указать на их недостатки, если таковые действительно имеются.
Цель данной статьи – рассмотреть и проанализировать основные преимущества станков с ЧПУ и указать на их недостатки, если таковые действительно имеются.
Реальная выгода от применения оборудования с программным управлением
Не все осознают основные преимущества станков с ЧПУ. Стремительное развитие технологий приводит к тому, что даже грамотные специалисты не всегда понимают, насколько сильно изменились методы современного производства. Ярким примером может служить эволюция станка с числовым программным управлением.
Первые экземпляры такого оборудования, на котором в качестве носителя информации использовались перфокарты, были не слишком удобны и вызывали откровенное недоверие. С появлением надежных магнитных и электронных носителей ситуация стала меняться к лучшему. Стало очевидным, что станки с числовым программным управлением обеспечивают высокую производительность в условиях массового производства.
Что принято считать достоинствами
Компьютеры быстро совершенствовались, а вместе с ними изменялись методы контроля над выпуском различной продукции. Основными преимуществами современного станка с ЧПУ считаются:
- Рост производительности, связанный с увеличением машинного времени при производстве.
- Сокращение числа задействованных на производстве людей.
- Возможность создания универсальных станков, предназначенных для выполнения различных операций.
- Повышение точности изготавливаемых деталей.
- Снижение затрат на проектирование и изготовление технологической оснастки.
На самом деле, есть у станков с ЧПУ и преимущества, и некоторые недостатки, которые стоит обсудить подробнее.

Рост производительности
Станок с числовым программным управлением действительно дает увеличение производительности, но лишь в случаях, когда весь производственный цикл построен с учетом применения подобного оборудования. Использование одиночных устройств, при отсутствии системы автоматизации в целом, далеко не всегда бывает оправдано.
Если с одного поста обработки на другой изделия приходится перетаскивать и устанавливать вручную, а в технологической линейке вперемешку присутствуют обычные станки и устройства с ЧПУ, то достоинства, имеющиеся у последних, окажутся бесполезны.
Сокращение штата
Уменьшение числа людей, задействованных в процессе производства, действительно имеет место. Раньше оборудование, имеющее числовое программное управление, приходилось периодически налаживать и перенастраивать, и даже существовала специальная должность наладчика.
В современных станках применяются системы самодиагностики и автоматической настройки, делающие вмешательство человека необязательным. В любом случае автоматизированные системы производства повышают производительность и обеспечивают сокращение числа задействованного на производстве персонала лишь при правильном их использовании.
Универсальность
Основная выгода от использования постов, на которых выполняется сразу несколько этапов обработки, это отсутствие необходимости в перемещении деталей по цеху между станками. Времени и энергии расходуется меньше. Не требуется ни дополнительного пространства, ни механизмов, необходимых для транспортировки изделий и материалов.
Все это здорово, если бы не определенные недостатки. Из-за сложности конструкции точность такого оборудования и общий ресурс ниже, чем у узкоспециализированных устройств. В сочленениях головок для фиксации инструмента и устройствах для их перемещения присутствуют люфты, полностью исключить которые невозможно. Для изготовления деталей повышенной точности универсальный станок с ЧПУ подходит плохо.
Высокая точность
Не стоит заблуждаться и полагать, что любые станки с числовыми системами управления повышают точность изготовления деталей. Говорить об этом, как об обязательном преимуществе, не следует. Сама по себе автоматизация процесса изготовления деталей не гарантирует соблюдения допусков и посадок. Неслучайно существует разделение подобного оборудования на классы. В нашей стране точность маркируется следующим образом:
- Н – нормальная.
- П – повышенная.
- В – высокая.
- А – особо высокая.
- С – станки особо точные.

За рубежом станки нормальной точности не имеют дополнительной маркировки. На остальных в системе обозначения присутствуют дополнительные литеры:
- H – высокоточные.
- P – прецизионные.
- SP – суперпрецизионные.
- UP – ультрапрецизионные.
Требуемый уровень допусков и посадок вы обеспечите, пользуясь оснащением необходимого класса точности.

Низкие затраты
Снижение затрат на проектирование и изготовление оснастки напрямую зависит от технологического уровня оборудования и характера решаемых с его помощью задач. В продажу еще поступают модификации старого типа, требующие дополнительных настроек и смены носителей информации. Они являются устаревшими.
Вершиной развития современного станка с числовым программным управлением на сегодняшний день являются модели, имеющие интерфейс для непосредственного подключения не только к одиночным компьютерам, но даже к информационным сетям предприятий. Это, безусловно, преимущество. Именно такие станки входят в состав основного оборудования на производстве, использующем современные технологии.
С помощью устройств, адаптированных для работы с различными операционными системами и использующих разнообразное программное обеспечение, разработчик получает возможность переправлять информацию на пост обработки непосредственно со своего рабочего терминала. Это значительно ускоряет процессы проектирования и изготовления деталей. Станком, обладающим подобным достоинством, можно воспользоваться даже в условиях опытного производства.
Подводя итог
Существенный недостаток, ограничивающий широкое применение автоматизированного оборудования, это его высокая стоимость. Но, при правильном подходе, первоначальные затраты на приобретение быстро окупаются. Ведь у станков ЧПУ преимущества определенно есть. Главное знать, как правильно их использовать.
Pragmatic Bookshelf: от разработчиков, для разработчиков
От кодирования к глубокому обучению
Паоло Перротта
Вы решили заняться машинным обучением – потому что вы работаете охота, запуск нового проекта или просто подумайте, что беспилотные автомобили прохладный. Но с чего начать? Испугаться легко, даже если разработчик программного обеспечения. Хорошая новость в том, что это не обязательно жесткий. Освойте машинное обучение, создавая код по одной строке за раз, начиная с от простых обучающих программ до настоящей системы глубокого обучения.Решайте сложные темы, разбивая их, чтобы их было легче понять и укрепить уверенность в себе, пачкая руки.
Напечатано в полном цвете.
Удалите мрак машинного обучения, начав с нуля и вплоть до глубокого обучения. Машинное обучение может быть пугающий, поскольку он полагается на математику и алгоритмы, которые программисты не встречаются в своей обычной работе.Взять в руки подход, написав код Python самостоятельно, без каких-либо библиотек для скрыть, что на самом деле происходит. Итерируйте свой дизайн и добавляйте слои сложности по ходу дела.
Создайте приложение для распознавания изображений с нуля под контролем обучение. Предскажите будущее с помощью линейной регрессии. Погрузитесь в градиент descent, фундаментальный алгоритм, который управляет большей частью машинного обучения. Создавайте перцептроны для классификации данных. Создавайте нейронные сети для решения более сложные и сложные наборы данных.Обучите и доработайте те сети с обратным распространением и пакетной обработкой. Сложите нейронные сети, исключить переоснащение и добавить свертку, чтобы преобразовать нейронную сеть в настоящую систему глубокого обучения.
Начните с самого начала и кодируйте свой путь к мастерству машинного обучения.
Что вам нужно
Примеры в этой книге написаны на Python, но не беспокойтесь, если вы не знаете этого языка: вы получите весь необходимый вам Python очень быстро. Кроме того, вам понадобится только компьютер, а умеющий кодировать мозг.ресурсов
Выпуски:
- P1.0 2020.03.03
- B14.0 03.03.2020
- B13.0 2020.01.01
- B12.0 2020.01.01
- Как это, черт возьми
Возможно?

- От нуля к распознаванию изображений
- Как работает машинное обучение
- Ваша первая программа обучения
- Знакомство с проблемой
- Кодирование линейной регрессии
- Добавление смещения
- Что вы только что узнали
- Практическое занятие: настройка скорости обучения
- Прогулка по градиенту
- Наш алгоритм не справляется
- Градиентный спуск
- Что вы только что узнали
- Практическое занятие: перестрелка в базовом лагере
- Гиперпространство!
- Добавление дополнительных размеров
- Матрица Math
- Обновление учащегося
- Прощай, уклон
- Заключительный тест-драйв
- Что вы только что узнали
- Практикум: полевой статистик
- Различительная машина
- Где не удается линейная регрессия
- Вторжение сигмоидов
- Классификация в действии
- Что вы только что узнали
- Практика: важные решения
- Реальный
выдержка
- Данные на первом месте
- Наша собственная библиотека MNIST
- Настоящая вещь
- Что вы только что узнали
- Практика: хитрые цифры
- Последний вызов
- Идет мультикласс
- Момент истины
- Что вы только что узнали
- В руки: сапер
- Персептрон
- Войдите в персептрон
- Сборка персептронов
- Где не работают персептроны
- Повесть о перцептронах
- Нейронные сети
- Проектирование сети
- Сборка нейронной сети из персептронов
- Вход в Softmax
- Вот план
- Что вы только что узнали
- Руки: сетевые приключения
- Построение сети
- Кодирование прямого распространения
- Кросс-энтропия
- Что вы только что узнали
- Практическое занятие: тестирование путешествия во времени
- Обучение сети
- Дело для обратного распространения
- От цепного правила к обратному распространению
- Применение обратного распространения ошибки
- Инициализация весов
- Готовая сеть
- Что вы только что узнали
- Руки вперед: неправильное начало
- Как работают классификаторы
- Трассировка границы
- Изгиб границы
- Что вы только что узнали
- Практическое занятие: данные из ада
- Batchin ’Up
- Обучение, визуализация
- Партия за серией
- Понимание партий
- Что вы только что узнали
- Практическое занятие: самая маленькая партия
- Дзен испытаний
- Угроза переобучения
- Загадка тестирования
- Что вы только что узнали
- Практическое занятие: размышления о тестировании
- Давайте займемся разработкой
- Подготовка данных
- Настройка гиперпараметров
- Заключительный тест
- Практика: достижение 99%
- Что вы только что узнали… и дорога вперед
- Проектирование сети
- Глубокое обучение
- Более глубокий вид сети
- Набор данных ехидны
- Построение нейронной сети с помощью Keras
- Глубоко
- Что вы только что узнали
- Руки на: Детская площадка Кераса
- Победа над переоснащением
- Объяснение переоборудования
- Регламентация модели
- Набор инструментов для регуляризации
- Что вы только что узнали
- Практика: все просто
- Укрощение глубоких сетей
- Общие сведения о функциях активации
- За сигмовидом
- Дополнительные приемы в сумке
- Что вы только что узнали
- Практика: вызов 10 эпох
- Beyond Vanilla Networks
- Набор данных CIFAR-10
- Строительные блоки CNN
- Работа на свертках
- Что вы только что узнали
- Практическое занятие: изобилие гиперпараметров
- В глубину
- Рост глубокого обучения
- Неоправданная эффективность
- Где сейчас?
- Ваше путешествие начинается
- Более глубокий вид сети
Автор
Паоло Перротта – путешествующий наставник по программному обеспечению.Он написал «Метапрограммирование на Ruby» для прагматичных программистов. популярный тренинг «Как работает Git» для Pluralsight. Он много говорит – на конференций и, по словам его друзей и семьи, в значительной степени где-нибудь еще. ,Учебные машины: программирование
В 1924 году Сидни Л. Пресси создал грубую обучающую машину, подходящую для механического обучения. В 1926 году он опубликовал первую статью об использовании обучающей машины в School and Society. Он показал, что автоматизированное обучение облегчает обучение, обеспечивая немедленное подкрепление, индивидуальную настройку темпа и активное реагирование.
Он написал:
Учебные машины уникальны среди учебных пособий тем, что учащийся не просто пассивно слушает, смотрит или читает, но и активно реагирует.И при этом он узнает, верен его ответ или нет. И может вестись запись, которая помогает улучшить материалы.
В результате экспериментального изучения обучения появились устройства, создающие оптимальные условия для самообучения.
Относительно простое устройство обеспечивает необходимые непредвиденные обстоятельства. Учащийся нажимает ритмический рисунок в унисон с устройством. «Унисон» сначала определяется очень слабо (ученик может немного опаздывать или опаздывать при каждом постукивании), но спецификации постепенно увеличиваются.Процесс повторяется для разных скоростей и шаблонов. В другой аранжировке ученик повторяет ритмические образцы, звучащие машиной, хотя и не в унисон, и снова требования к точному воспроизведению постепенно уточняются. Ритмические паттерны также можно взять под контроль напечатанной партитуры. (Скиннер, 1961, стр. 381)
Обучающая машина имела такой обучающий потенциал, потому что она обеспечивала немедленное и регулярное подкрепление, которое поддерживало интерес студентов, поскольку «материал в машине [был] всегда новым» (Skinner, 1961, стр.387). Таким образом, внимание ученика можно было поддерживать без использования отвращающих средств контроля. Эффективность обучающей машины обусловлена ее автоматическим подкреплением, индивидуальной настройкой темпа и последовательной последовательностью обучения ученика. Это заинтересовало студентов и позволило им учиться на практике.
Учебные машины, хотя, возможно, и в зачаточном состоянии, не были жесткими инструментами обучения. Их можно было корректировать и улучшать на основе отчетов об успеваемости учащихся.Например, если в отчете учащегося было много неправильных ответов, то машину можно было бы перепрограммировать так, чтобы она выдавала менее сложные подсказки или вопросы – идея состоит в том, что учащиеся приобретают поведение наиболее эффективно, когда их количество ошибок сводится к минимуму. В этом смысле форматы с множественным выбором не лучше всего подходили для обучающих машин, потому что случайные подкрепления оставались бы на волю случая; более того, этот формат может увеличить количество ошибок учащихся и вызвать ошибочное поведение.
Не только полезные для обучения явным навыкам, машины могут также способствовать развитию репертуара поведения, которое Скиннер назвал самоуправлением.Самоуправление относится к тому, как ученики думают – как они обращают внимание на окружающую среду с целью надлежащего реагирования на стимулы. Машины дают студентам возможность сначала обратить внимание, прежде чем получить вознаграждение в качестве подкрепления. Это резко контрастирует с тем, что Скиннер заметил в классе, как практика первоначального привлечения внимания студентов (например, с помощью живого видео) и предоставления награды (например, развлечения) до того, как они фактически закончат посещение – практика, которая фактически препятствует развитию самоуправления и не может правильно применять подкрепления для правильного поведения.То, что Скиннер называл обучающей машиной, вероятно, было бы похоже на сегодняшнюю компьютерную программу, которая обеспечивала бы высоко структурированные и инкрементные инструкции. Влияние Скиннера на такие машины неоспоримо. Он был первым, кто первым начал использовать тренажеры в классе, особенно на начальном уровне. Сегодня обучающие машины, такие как языковые лаборатории, стали частью современного образования. Хотя это было лишь одно из множества изобретений, оно во многом воплощает теорию обучения Скиннера и имеет далеко идущие последствия для образования в целом и обучения в классе в частности.
“ обучающая машина, любое механическое устройство, используемое для представления программы учебного материала.
Есть много типов обучающих машин. В общем, все они работают по одному и тому же методу, который заключается в том, чтобы задать вопрос, указать пользователю ответ, а затем предоставить пользователю правильный ответ. Некоторые машины могут быть очень простыми, например, контрольные листы или книги, запрограммированные таким образом, что ученик находит ответы на вопросы позже. Например, книга может ставить серию вопросов, давать места для ответов, а затем давать правильные ответы на другой странице.Другое устройство может использовать пластиковую крышку, чтобы скрыть все, кроме вопроса и места для ответа; Когда на вопрос дан ответ, крышка опускается, чтобы открыть правильный ответ и следующий вопрос. В одном из них используется химически обработанная бумага, поэтому при правильном ответе на вопрос бумага становится цветной. Более сложная машина представляет вопросы с несколькими вариантами ответов в окне с различными клавишами, которые нужно нажимать, чтобы указать правильный ответ. Следующий вопрос появляется только в том случае, если был выбран правильный ответ.Компьютеры и записывающее оборудование, используемые в лабораториях иностранных языков, являются примерами обучающих машин.
Все обучающие машины зависят от программы, то есть серии вопросов, которые ставят перед студентом определенную задачу, а также дают возможность учиться. У использования обучающих машин много преимуществ. Они особенно полезны по предметам, требующим практических навыков, таким как арифметика или иностранный язык. Пользователи могут действовать в своем собственном темпе, а также иметь возможность пересмотреть свою работу.Если машины используются в классе, они освобождают учителей от некоторых трудоемких аспектов обучения студентов, позволяя им уделять больше внимания людям с конкретными проблемами или концентрироваться на какой-то особенно сложной области обучения ».
(с http://www.britannica.com/EBchecked/topic/585201/teaching-machine)
http://blog.grendel.no/wp-content/uploads/2008/07/a-history-of-teaching-machines.pdf
http://www.ncbi.nlm.nih.gov/pmc/articles/PMC1404023/pdf/jeabehav00200-0065.pdf
ДИДАК 501

Еще в 1962 году, почти 50 лет назад, средняя школа Санта-Паула протестировала Didak 501 , «обучающую машину». Сегодня это вызывает в воображении образ какого-то компьютера, но похоже, что Didak 501 использовала бумажные ленты, и студенты писали свои ответы на листах бумаги. Также выясняется, что ответы каким-то образом были перенесены учеником на лист с перфорацией.Хотя есть некоторая информация об устройстве, которую можно найти в Интернете, не совсем ясно, чем оно лучше, чем книга и тест с несколькими вариантами ответов (хотя Didak 501 включает в себя функцию «подсказки»). (с http://santapaulahighschoolhistory.blogspot.de/)
«Подтверждая правильные ответы и ослабляя ответы, которые не должны были быть получены, машина самотестирования действительно обучает; но он не предназначен в первую очередь для этой цели.Сидни Л. Пресси
PLATO (Программируемая логика для автоматизированных обучающих операций)
То, что мы определенно признали бы одним из самых ранних примеров электронного обучения (хотя этот термин был введен Джеем Кроссом только в 1997 г.), – это система PLATO (программная логика для автоматизированных обучающих операций), представленная в 1960 г. на мэйнфрейме IBM. компьютер в Университете Иллинойса в Урбана-Шампейн. В системе PLATO было несколько ролей, включая студентов, которые могли изучать назначенные уроки и общаться с учителями через онлайн-заметки, инструкторов, которые могли изучать данные об успеваемости студентов, а также общаться и брать уроки самостоятельно, и авторов, которые могли делать все выше, плюс создавать новые уроки.Был также четвертый тип пользователей, называемый множественным, который использовался для демонстрации системы PLATO.
(с http://www.garywoodill.com/2009/01/teaching-machines-a-100-year-old-vision/)
PLATO ( Программируемая логика для автоматических обучающих операций ) была первой (примерно в 1960 г., на ILLIAC I) обобщенной компьютерной обучающей системой, которая к концу 1970-х годов включала несколько тысяч терминалов по всему миру в почти дюжине различных сетей. мэйнфрейм-компьютеры.Первоначально платформа PLATO была построена Университетом Иллинойса и просуществовала четыре десятилетия, предлагая курсовые работы (от начальных до университетских) для студентов UIUC, местных школ и других университетов. Несколько дочерних систем все еще работают.
Проект PLATO взяла на себя корпорация Control Data Corporation (CDC), которая построила машины, с которыми PLATO работал в университете. Президент CDC Уильям Норрис планировал сделать PLATO силой в компьютерном мире; последняя производственная система PLATO была закрыта в 2006 году (по совпадению, всего через месяц после смерти Норриса), но она установила ключевые онлайн-концепции: форумы, доски объявлений, онлайн-тестирование, электронная почта, чаты, языки изображений, обмен мгновенными сообщениями , удаленное совместное использование экрана и многопользовательские игры.
(из Википедии)
В том же году Тед Нельсон попытался реализовать функционирующую гипертекстовую систему
называется Project Xanadu .
http://www.xanadu.com/
В 1960-е годы также были разработаны Sketchpad – первый графический пользовательский интерфейс для компьютера, Coursewriter – ранняя компьютерная система обучения (CAI), компьютерная оценка экзаменов, программы для тренировок и тренировок, а также компьютерные сети.Создание персональных компьютеров в 1970-х, стандартизация и интеграция различных компьютерных сетей в 1980-х, быстрый рост компакт-дисков и всемирной паутины в 1990-х годах в значительной степени покрывают основную инфраструктуру, которую мы используем сегодня. За последние десять лет произошли огромные улучшения в компонентах, из которых состоят технологии электронного обучения, но теперь основное внимание уделяется приложениям для этой глобальной машины, которую мы, как люди, создали.
(с http: // www.garywoodill.com/2009/01/teaching-machines-a-100-year-old-vision/)
,Запрограммированная инструкция – EduTech Wiki
Эта статья или глава являются неполными, и их содержание требует дополнительного внимания. Некоторая информация может отсутствовать или быть неправильной, возможно, потребуется улучшить орфографию и грамматику, используйте свое суждение!
1 Определения
- Хотя исходный формат программирования инструкций Скиннеров претерпел множество преобразований, большинство адаптаций сохранили три важных особенности: (1) упорядоченная последовательность элементов, вопросов или утверждений, на которые студента просят ответить; (2) ответ учащегося, который может быть в форме заполнения бланка, напоминания ответа на вопрос, выбора из серии ответов или решения проблемы; и (3) обеспечение немедленного подтверждения ответа, иногда в пределах самого программного кадра, но обычно в другом месте, например, на следующей странице в запрограммированном учебнике или в отдельном окне в обучающей машине.(Джойс, Вейл и Калхун, 2000: 332)
- Запрограммированное обучение – это метод представления студентам новых предметов в упорядоченной последовательности контролируемых шагов. Учащиеся самостоятельно работают с запрограммированным материалом и после каждого шага проверяют свое понимание, отвечая на экзаменационный вопрос или заполняя диаграмму. Затем им сразу же показывают правильный ответ или предоставляют дополнительную информацию. Компьютеры и другие типы обучающих машин часто используются для представления материала, хотя также могут использоваться книги.(Колумбийская энциклопедия, шестое издание. 2001–2005 гг., Дата обращения 16:22, 16 августа 2007 г. (MEST)).
- Запрограммированная инструкция состоит из сети утверждений и тестов, которые направляют учащегося к новым утверждениям в зависимости от его шаблона ошибок. Он основан на особом инструменте, который называется обучающая машина . (Цитировано с Encyclopedia.com ???).
Иногда различают запрограммированные инструкции и запрограммированное обучение.См. Также: Мастерство обучения
2 Теория и история
Существуют различные источники и разновидности запрограммированного обучения. Наиболее важными для подкатегорий являются:
- линейных программ (в традиции Скиннера)
- разветвленных программ (в традициях Crowder)
2.1 Оперантное кондиционирование Скиннера
См. Теорию бихевиоризма.
- Запрограммированные инструкции основаны на «оперантной обусловленности» Скиннера (бихевиористская теория, утверждающая, что обучение – это изменение поведения, т.е.е. реакция человека на события (стимулы). Поведение можно обусловить поощрением правильных моделей стимула-реакции.
По словам Грега Кирсли:
- Положительно подкрепленное поведение будет повторяться; периодическое усиление особенно эффективно
- Информация должна быть представлена небольшими объемами, чтобы ответы могли быть подкреплены («формировать»)
- Подкрепления будут обобщаться на похожие стимулы («генерализация стимулов»), производя вторичное кондиционирование
Скиннер категорически возражал против обучения, основанного на наказании.По словам Кристинсдоттира, «В главе своей книги 1968 Почему учителя терпят неудачу он утверждал, что формальное образование обычно основано на« аверсивном контроле ». Обучение основывается на наказании и насмешках за неподходящее поведение, а не на проявлении внимания к формированию и усилению реакций, которые необходимо усвоить. Он также сказал, что уроки и экзамены предназначены для того, чтобы показать, чего ученики не знают и не могут делать, а не для того, чтобы раскрыть и развить то, что они действительно знают и могут выучить.Следовательно, утверждал он, учителям не удается в достаточной степени формировать поведение своих детей, что приводит к неправильному обучению или к усвоенным реакциям, которые быстро забываются (Skinner, 1968) ». (Маркл, С. (1969). Хорошие кадры и плохие (2-е изд.). Нью-Йорк: Wiley.)
2.2 Учебная машина
Первая обучающая машина была изобретена Sydney L. Pressey в 1920-х гг.
Скиннер в 1950-х ввел концепцию «обучающей машины», которая в чем-то отличалась от концепции Пресси.«Обучающая машина состоит в основном из программы, которая представляет собой систему комбинированных учебных и тестовых заданий, которые постепенно проводят учащегося через изучаемый материал. «Машина» состоит из метода заполнения пустых полей в книге или на компьютере. Если испытуемый верен, он / она получает подкрепление и переходит к следующему вопросу. Если ответ неверен, испытуемый изучает правильный ответ, чтобы увеличить шанс получить подкрепление в следующий раз ». (Хронология технологий обучения, получено 16:22, 16 августа 2007 г. (MEST))
Romiszowski (1997: 16), цитируемый Кристинсдоттиром, определил «ядро» модели стимула-реакции Скиннера как «обучение происходит, когда конкретная реакция вызывается конкретной ситуацией или стимулом с высокой степенью вероятности.Чем более вероятен и предсказуем ответ, тем эффективнее было обучение. Они пытаются формировать человеческое поведение, представляя учащемуся постепенное развитие небольших единиц информации и связанных с ними задач. На каждом этапе обучающийся должен активно участвовать, выполняя поставленную задачу. Затем ему сразу же предоставляется обратная связь в виде правильного ответа ».
Скиннер заявил, что ученик должен составлять свой ответ самостоятельно, а не выбирать его среди большого диапазона возможностей, потому что ответы следует не узнавать, а вспоминать.Более того, по словам Скиннера, машина должна представлять информацию в определенной последовательности шагов. В программном обучении предметом является сам ученик , целью является его понимание материала, а подкрепление или наказание относится к удовлетворению или разочарованию, возникающему в результате сравнения ответов ученика с E. ответы, данные компьютером.
Обучающие машины не позволяли учащимся выполнять свои задачи, если они не понимали материалов.Машины помогали учащимся дать правильный ответ путем «логического представления материала» (Скиннер о программных инструкциях) и с помощью «намеков, подсказок, предложений и т. Д., Полученных на основе анализа вербального поведения» (Скиннер, 1958) ).
2.3 Внутренняя или ветвящаяся программа Crowder
Норман Краудер, современник Скиннера, работал в вооруженных силах независимо по программным инструкциям. Он чувствовал, что программа – это форма общения между программистом и пользователем.Как и любое общение, программа должна быть адресована человеку. В отличие от Скиннера, Краудер работал не с психологической точки зрения, а с точки зрения коммуникации. Во встроенной программе или программе ветвления каждый фрейм представляет больше текста, чем средний линейный фрейм. После прочтения пользователь отвечает на дополнительный вопрос, обычно в формате с несколькими вариантами. В отличие от автоинструктивного подхода Pressey, который обеспечивает только подтверждение правильности или неправильности этого ответа, дополнительные варианты стиля ветвления приводят пользователей к дополнительным формам обратной связи, большинство из которых является корректирующим.Если пользователь дает правильный ответ, программа устанавливает причины, по которым он был прав, и переходит к новому материалу. Если получен неправильный ответ, программа, по крайней мере, информирует пользователя о том, что была сделана ошибка, а затем возвращает пользователя к предыдущему кадру для другой попытки.
Основная цель обратной связи – «определить, была ли коммуникация успешной, чтобы предпринять корректирующие шаги». (Crowder 288) В зависимости от сложности допущенной ошибки программа E.может инициировать корректирующую последовательность обучения, практику, направленную на устранение недостатка в обучении. Команда ветвления адаптирует последовательность программы в ограниченной степени, чтобы соответствовать предыдущим возможностям обучения и обработки пользователя. Термин «внутренний» относится к тому факту, что все параметры программы являются внутренними для программы и, следовательно, не зависят от какого-либо внешнего устройства программирования. Этот подход особенно подходит для машинного представления, что обеспечивает более высокий уровень адаптируемости.Разветвляющиеся тексты имеют тенденцию быть большими и запутанными, особенно когда пользователи пытаются получить к ним доступ вручную.
Основное различие между концепцией программирования Скиннера и концепцией Краудера заключается в функции ответа. Для Скиннера обучение – это результат правильного ответа. В отличие от этой ориентации на реакцию, Краудер полагал, что обучение является результатом перестройки структуры знаний пользователя и что ответ – это просто средство для управления программой или машиной.Более крупные объемы информации необходимо ассимилировать и интегрировать с тем, что пользователь уже знает. По его мнению, ответ проверяет уровень интеграции. Этот тип программирования приносит большую пользу пользователю с более высокими способностями, который более способен к интеграции идей на более высоком уровне, чем пользователю с более низкими способностями.Portia Diaz-Martin (2001, дата обращения 15:56, 14 августа 2007 г. (MEST)).
2.4 Усиленное обучение
Согласно Дэвису и Соррелу (1995), «концепция мастерского обучения была введена в американских школах в 1920-х годах благодаря работам Уошберна (1922, цитируется в Block, 1971) и других в формате плана Виннетка.«Затем он был возрожден в конце 1950-х с помощью запрограммированного обучения и доведен до совершенства благодаря работе Кэролл и Блум.
3 Архитектуры программной инструкции
Запрограммированная инструкция имеет следующие основные элементы:
- Содержимое разбито на части инструкций, называемых кадрами , . Фрейм содержит утверждения и вопросы.
- Затем учащиеся читают фрейм и сразу же отвечают на вопрос о фрейме
- Немедленный отзыв о правильности кадра (обычно в другом месте)
- Обучение ведется в самостоятельном темпе, и учащиеся активны (в смысле реакции)
3.1 вариант Скиннера
- Содержание очень маленькое, т.е. простые утверждения плюс вопрос или прямые вопросы
- Ответы обычно заполняют пробелы
- Отзыв в виде правильного ответа
«Программная инструкция (PI) включала разбиение содержимого на небольшие фрагменты информации, называемые кадрами. Учебник по ИП может содержать несколько тысяч информационных блоков. Студенты читали фрейм, а затем отвечали на вопрос о фрейме. Затем они проверяли свой ответ (получали «обратную связь») и переходили к следующему кадру.Когда ИП был доставлен «обучающей машиной», возможности эффективного обучения многим казались безграничными. Программное обеспечение в стиле PI линейно. Скиннер утверждал, что ИП более эффективен, чем традиционные методы обучения »(Запрограммированная инструкция, получено 16:22, 16 августа 2007 г. (MEST)) … поскольку учащиеся должны получить тысячи подкреплений, что может сделать учитель.
Вот пример программного английского (M.W Sullivan), представленный Joyce, Weil & Calhoun (2000: 333):
1.Слова делятся на классы. Мы назовите существительные самого большого класса. Существительные класс ________________________. слова
2. В английском языке класс слов называется
существительных больше, чем все остальные
__________________ слов комбинированных классов
3.2 Только вопросы
Дэниел К. Шнайдер не знает, откуда это взялось, но я могу показать пример. На своей книжной полке я нашел книгу (Дэниел П.Friedman, Matthias Felleisen, The Little LISPer , MIT Press ISBN 0-262-56099-2.) Он учит языку программирования и состоит только из вопросов во все более сложном порядке.
Верно ли, что это атом ? Да,
атом , потому что атом представляет собой строку символов
начиная с буквы а .
Верно ли, что это атом ? Да,
turkey , потому что turkey - это строка символов
начиная с буквы.Верно ли, что это атом ? Да,
1942 , потому что 1942 - это строка символов
начиная с цифры
Эта стратегия выглядит весьма скиннеровской, поскольку предполагается, что учащийся учится на хороших ответах.
3.3 Тип разветвления
Ветвление используется с идеей, что более медленным ученикам может быть представлена дополнительная информация, если они не могут достаточно хорошо реагировать на последовательность кадров, и что более продвинутым ученикам могут быть представлены более сложные материалы.
- Каждый фрейм обычно содержит больше текста, чем средний линейный фрейм.
- После прочтения пользователь отвечает на вопрос, как правило, в формате с несколькими вариантами (поскольку это позволяет легко обращаться с электронным способом).
- Обратная связь, таким образом, может быть корректирующей, то есть разделить пользователя на последовательность, которая пытается исправить неправильные представления или пробелы в понимании учащегося.
Некоторые версии этой модели (например, оригинал Краудера) больше основаны на (корректирующей) теории коммуникации, чем на теории бихевиористского обучения.
Специальными формами этой модели являются так называемые программы упражнений и практики , в которых учащиеся должны развивать базовые навыки, такие как арифметика и операции на клавиатуре, путем многократного повторения. Программа корректирует последовательность упражнений в соответствии с ответами.
3.4 Усиленное обучение
Мастерское обучение относится к идее, что преподавание должно организовывать обучение через упорядоченные шаги. Чтобы перейти к следующему шагу, студенты должны освоить не менее 80% обязательного шага.
4 Дополнительные темы
4.1 Роль учителей в мыслях Скиннера
Даже если в главе своей книги «Почему учителя терпят неудачу» Скиннер утверждал, что учителям не удается в достаточной степени формировать поведение своих учеников, он заявил (1954), что: «Если учитель хочет воспользоваться преимуществами последних достижений в изучении обучения, ей необходимы механические устройства». Завершая свой анализ, он также утверждал, что механизированное обучение должно быть интегрировано во все школы, не в качестве замены, а в качестве дополнения к учителю.Сказав это, он не отрицал важность учителя в учебном процессе.
За эти годы было высказано множество возражений против программ Скиннера. Самым важным является то, что люди думают, что ответы, данные машиной, являются лишь «показателями успеха», которые не составляют полную программу обучения. Однако учащиеся обязаны самостоятельно определять успех своих исследований и усилий по решению проблем. Все это считается минимумом и отправной точкой любой проблемы.Так что, возможно, реальная выгода от запрограммированного обучения – это именно усилия , прилагаемые учеником, которые можно рассматривать как своего рода , заземляющие для развития способности думать и учиться самостоятельно. Способность, которая будет достигнута только благодаря вовлечению учителя в класс.
Вначале программированное обучение было задумано для особо одаренных учеников, чтобы они не тратили свое время зря на то, что они уже знали, и это могло быть бесполезно для их учебного процесса.Те, кто думают (и все еще думают), что программированное обучение изолирует студентов, должны учитывать, что машина приводит их в контакт с людьми, которые составили материал, и с большим количеством других студентов. Кроме того, компьютеры не позволяют студентам повторять один и тот же материал и облегчают просмотр предыдущих уроков, поэтому каждый студент может учиться в соответствии со своим уровнем. Но все это возможно только в классе , где роль учителей еще раз важна для стимулирования дискуссии и повышения качества самого образования.Более того, тот факт, что ученик находится среди своих друзей, позволяет избежать риска социальной изоляции, как это происходит при домашнем обучении.
4,2 Технологический прогресс
Важно помнить, что «обучающие машины» были гораздо больше похожи на механический инструмент, чем на компьютер, как мы его знаем. Если образование с большим интересом восприняло предложения Скиннера, то для промышленности это было не так, потому что компании думали, что эта машина может скоро выйти из производства. По этим причинам материалы, касающиеся запрограммированных инструкций, были в основном книгами, что принижало ценность Скиннера как предшественника (бихевиористского) электронного обучения.
Некоторое время спустя движение с программным обучением представило концепцию интерактивного текста и распространило этот вид обучения на все школьные предметы. Таким образом, компьютерное обучение может помочь учащимся, позволяя им проверять свои способности и отмечать свои улучшения, дополняя занятия в классе и помогая самостоятельно развивать новые навыки. Но внедрить такую систему по-прежнему было экономически сложно. Как следствие, запрограммированная инструкция в целом, казалось, канула в лету.Конечно, другой причиной было изменение понимания обучения (здесь не обсуждается).
В настоящее время ситуация сильно изменилась: благодаря техническому прогрессу, в частности Интернету и различным обучающим платформам, таким как системы управления обучением, можно было более экономично реализовывать теории и проекты Скиннера.
4.3 Открытые и запрограммированные учебные тексты
Можно использовать технологию вики, которая преуспела в создании Википедии.Викитехнология предлагает множество возможностей, основанных на работе все большего числа добровольцев. Кроме того, учебные материалы можно перевести на многие языки, чтобы люди могли пользоваться им бесплатно и дома.
Успех вики и другого программного обеспечения с открытым исходным кодом привел к появлению нескольких сообществ обучения, состоящих из людей, которые просто хотят « делиться знаниями E.» на всех уровнях. Диапазон предметов значительно расширился: орфография, чтение, арифметика, иностранные языки, психология, физика и многое другое.Некоторые программы позволяют продвижение только в фиксированном порядке, другие предоставляют дополнительную информацию на соответствующем уровне, правильный или неправильный ответ, обеспечивая немедленную обратную связь (см. [1]).
См. Открытые образовательные ресурсы.
5 Источники и ссылки
5.1 Библиография и ссылки
- Б. Ф. Скиннер, творчество и жизнь . Получено 9 декабря 2006 г. из [2]
- Блум, Б. (1971). Мастерское обучение.Нью-Йорк: Холт, Райнхарт и Уинстон.
- Каллендер. П (1969) Программируемое обучение
- Кальвин, А. (1969). Запрограммированная инструкция: Смелое новое предприятие. Блумингтон, Индиана: Издательство Индианского университета.
- Кэрролл, Дж. Б. (1989). Модель Кэрролла: ретроспективный взгляд на 25 лет. Исследователь в области образования, 18 (1), 26-31.
- Чен, И. (2006). Электронный учебник по обучающей технологии HTML, дата обращения 16:22, 16 августа 2007 г. (MEST).
- Каудер, Н. А. (1964). О разнице между линейным и внутренним программированием. В A. G. Grazia и D. A. Sohn (Eds.), Programs, Teachers, and Machines (стр. 77-85). Нью-Йорк, Нью-Йорк: Bantam Books.
- Краудер, Н. А. (1959): Автоматическое обучение посредством внутреннего программирования. В Е. Галантере (ред.), Автоматическое обучение: современное состояние, Wiley.
- Краудер, Норман (1969). «Автоматическое обучение по внутреннему программированию». В А.А. Ламсдейн и Роберт Глейзер, редакторы, Обучающие машины и программированное обучение. Вашингтон, округ Колумбия: Национальная ассоциация образования, 1960.
- Диас-Мартин, Порция (2001). Компьютерная инструкция / Запрограммированная инструкция, ESL 519 Selection, Acquisition, and Management of Non-book Resources, HTML, получено в 15:56, 14 августа 2007 г. (MEST).
- Додж Б. (1996). Дистанционное обучение в Интернете [Электронная версия]. В «Руководстве персонального тренера» Computer Trainer’s Guide (глава 12).Автор: Brandon, B. Получено 9 декабря 2006 г. из [3]
- Эшлеман, Дж. У., (1999). Плюсы и минусы программной инструкции, HTML, дата обращения 16:22, 16 августа 2007 г. (MEST).
- Фрай, Э.Б. (1963). Учебные машины и программированное обучение. Нью-Йорк, штат Нью-Йорк: Макгроу-Хилл.
- Hanna, Michael S .; Гибсон, Джеймс У. (1983): Запрограммированное обучение коммуникативному образованию: идея за свое время. Коммуникационное образование, 32, 1, 1-7.
- Энциклопедия HighBeam и Университет Колумбии (2006). Запрограммированная инструкция . Получено 9 декабря 2006 г. из [4]
- Джойс, Б., Вейл, М., Калхун, Э.: Модели обучения, 6-е издание, Allyn & Bacon, 2000. ISBN 0205389279.
- Кашихара, А. (2003). Рецензия на книгу: Среда знаний: разработка эффективных компьютерных обучающих сред , Автор: Берг, Г. А. (2003), получено 9 декабря 2006 г. из [5]
- Кей, Гарри и др.(1968). Обучающие машины и программирование, Penguin Books Inc.
- Kulhavy, R.W .; Вейджер, W. (1993): обратная связь в запрограммированном обучении: исторический контекст и значение для практики. В: Дж. В. Демпси и Г. К. Продажи (ред.), Интерактивные инструкции и обратная связь, (стр. 3-20). Энглвуд Клиффс, Нью-Джерси: Публикации по образовательным технологиям.
- Лешин, К., Поллок, Дж., Рейгелут, К. (1992). Стратегии и тактика учебного дизайна. Нью-Джерси: Публикации образовательных технологий.
- Lysaught, J. & Williams, C. (1963). Руководство по программному обучению. Нью-Йорк, штат Нью-Йорк: Джеймс Уайли и сыновья.
- Мэддакс, К. Д., Джонсон, Д. Л., и Уиллис, Дж. У. (1997). Образовательные вычисления: обучение с помощью технологий будущего. Бостон: Аллин и Бэкон.
- Оперантное кондиционирование (Б.Ф. Скиннер) [6]
- Орлич, Д. К., Хардер, Р. Дж., Каллахан, Р. К., и Гибсон, Х. У. (2001). Стратегии обучения: руководство для лучшего обучения.Нью-Йорк, Нью-Йорк: Компания Houghton Mifflin.
- Pearson Education и Колумбийский университет (2006). Запрограммированная инструкция . Получено 9 декабря 2006 г. из [7]
- Фатид в культуре (2004). Государственные школы: проблемы и решения . Получено 9 декабря 2006 г. из [8]
- Голубь, Роберт Ф. (1964). Программная инструкция по биологии, бионауке, Vol. 14, No. 8, pp. 21-24. DOI: 10.2307 / 1293173
- Запрограммированная инструкция, Колумбийская энциклопедия, шестое издание.2001-05. HTML, получено 16:22, 16 августа 2007 г. (MEST)
- Скиннер, Б.Ф. (1968). Технология обучения. Нью-Йорк: Appleton-Century-Crofts.
- Сольрун Б. Кристинсдоттир (2001). Запрограммированная инструкция . Получено 9 декабря 2006 г. из [9]
- Томас. L (1985). Самоорганизованное обучение
- Кипрский университет и сообщество CBLIS. Шестая международная конференция по компьютерному обучению в науке (2003).Получено 9 декабря 2006 г. из [10]
- Саутгемптонский университет. Педагогическая школа . Получено 9 декабря 2006 г. из [11]
5.2 Разные ссылки
- Запрограммированное обучение (WikiEd, программа CTER, Департамент педагогической психологии, Иллинойсский университет в Урбана-Шампейн ..
5.3 Онлайн-примеры
,Программа сертификации PG по искусственному интеллекту и машинному обучению
РЕГРЕССИЯ (6 НЕДЕЛЬ)
Регрессия – это широко используемый метод статистического обучения, и этот курс позволит участникам получить более глубокое понимание регрессионных моделей как с теоретической, так и с практической точки зрения.
Курс охватывает такие понятия, как регрессия лассо, регрессия гребня и интерпретируемость прогнозируемых моделей.
- Обзор программы сертификации в ML & AI
- Введение в регрессию
- Основы математики
- Построение модели с использованием метода наименьших квадратов
- Точность и выбор модели
- Переоборудование
- Интерпретируемость регрессионных моделей
ИНЖЕНЕРНАЯ ИНФОРМАЦИЯ (4 НЕДЕЛИ)
Feature Engineering – важный шаг на пути к развитию и повышению производительности моделей машинного обучения.В этом курсе студенты изучат различные методы обработки данных, которые помогают преобразовать необработанные данные в соответствующую форму, к которой могут применяться алгоритмы обучения.
Этот курс позволяет студентам определять и применять соответствующие методы извлечения признаков и предварительной обработки. В этом курсе также будут изучаться методы визуализации.
- Обзор проектирования функций
- Предварительная обработка данных
- Уменьшение размерности
- Визуализация
КЛАССИФИКАЦИЯ (8 НЕДЕЛЬ)
Курс по классификации закладывает прочную основу для алгоритмической перспективы популярных алгоритмов классификации – k-NN, наивного байеса, дерева решений, логистической регрессии и SVM.Будут проиллюстрированы детали реализации этих моделей, а также настройка параметров. Курс также охватывает такие концепции, как методы ансамбля, такие как упаковка, усиление, случайный лес и интерпретируемость предсказанных моделей.
- Обзор модуля классификации
- Методы ближайшего соседа
- Наивный байесовский классификатор
- Логистическая регрессия
- Дерево решений
- Основы оптимизации для машин опорных векторов
- Машины опорных векторов
- Поддержка векторных машин в перекрывающихся распределениях классов и ядрах
- Ансамблевые методы
НЕПРАВИЛЬНОЕ ОБУЧЕНИЕ И АССОЦИАЦИОННОЕ ОБУЧЕНИЕ (7 НЕДЕЛЬ)
Курс неконтролируемого обучения и ассоциативного анализа правил фокусируется на поиске естественных групп или кластеров, которые присутствуют в данных.Курс будет охватывать такие алгоритмы, как K-means, иерархические алгоритмы и алгоритмы DBSCAN, скрытые марковские модели для прогнозирования временных рядов и анализ рыночной корзины для создания интересных правил из транзакционной базы данных.
- Введение в обучение без учителя, кластеризация
- Алгоритм K-средних, вариации K-средних, обнаружение выбросов
- Основы математики для алгоритмов EM, алгоритмов EM, кластеризации для сегментации клиентов
- Иерархическая кластеризация
- Кластеризация на основе плотности, кластеризация для обнаружения аномалий
- Оценка качества кластеризации, значимость кластеризации – интерпретация / обобщение кластеров по предприятиям
- Association Rule Mining, априорный алгоритм
- Прогнозирование временных рядов и марковский процесс, скрытая марковская модель
Text Mining (5 недель)
Text Mining – это процесс получения высококачественной информации из текста, и это пятый курс программы.Этот курс направлен на то, чтобы вооружить студентов соответствующими знаниями в области извлечения соответствующих текстовых данных и навыками для выявления в них закономерностей. Этот курс охватывает такие темы, как преобразование документов в векторы, теги частей речи, моделирование тем, анализ тональности и системы рекомендаций.
- Векторизация документов и тегирование частей речи
- Введение в часть тегов речи, часть тегов речи с использованием HMM-1, реализация тегов POS в Python
- Тематическое моделирование с использованием LDA
- Введение в анализ настроений
- Рекомендательные системы
Глубокое обучение и ИНС (6 недель)
Глубокое обучение – это развивающееся подразделение машинного обучения, и этот курс начинается с традиционных нейронных сетей, за которыми следуют последовательные сети, сети свертки, автоэнкодеры и генеративные модели глубокого обучения.Детали реализации этих моделей глубокого обучения вместе с настройкой параметров будут проиллюстрированы в этом курсе.
- Искусственная нейронная сеть
- Моделирование последовательности в нейронной сети
- Глубокое обучение
- Сверточные сети с глубоким обучением
- Автоэнкодеры с глубоким обучением
- Генеративные модели глубокого обучения
КАПТОННЫЙ ПРОЕКТ (8 НЕДЕЛЬ)
В течение 8-недельного Capstone Project участники будут работать в группах над проектированием и решением реальной бизнес-задачи, включающей конвейер обработки данных с использованием методов AI&ML, под руководством преподавателей BITS Pilani и старших практиков отрасли.
,